113
Návrhy a výpočty Barbora Bryksí Stunová Ústav strojírenské technologie Fakulta strojní, ČVUT v Praze
Návrhy a výpočty
Barbora Bryksí Stunová
Ústav strojírenské technologie
Fakulta strojní, ČVUT v Praze
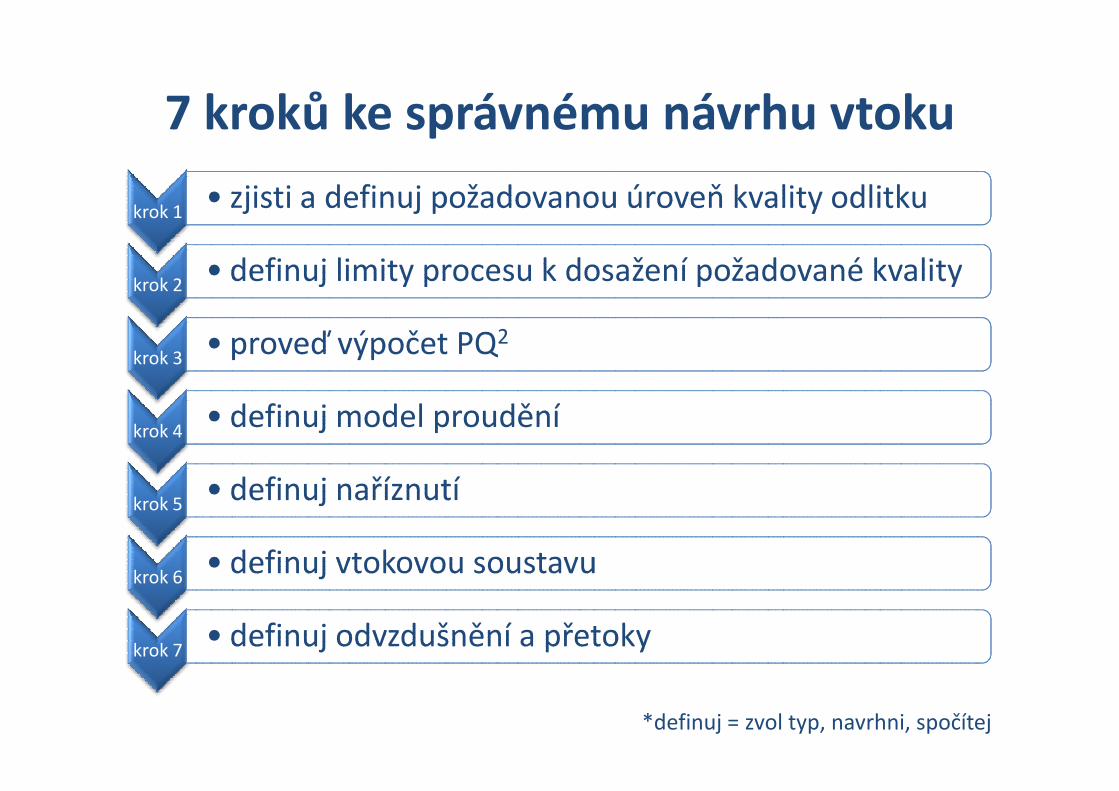
7 kroků ke správnému návrhu vtoku
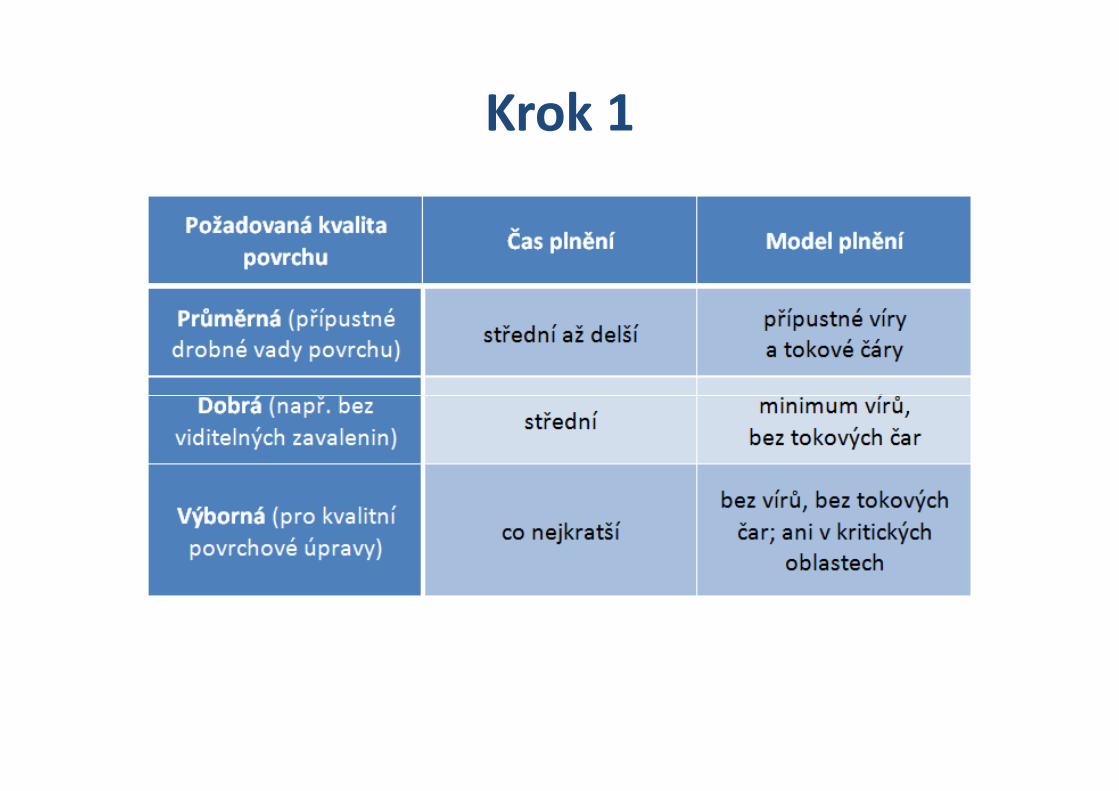
krok 1• zjisti a definuj požadovanou úroveň kvality odlitku• zjisti a definuj požadovanou úroveň kvality odlitku
krok 2• definuj limity procesu k dosažení požadované kvality• definuj limity procesu k dosažení požadované kvality
krok 3• proveď výpočet PQ2• proveď výpočet PQ2
• definuj model proudění• definuj model prouděníkrok 4
• definuj model proudění• definuj model proudění
krok 5• definuj naříznutí• definuj naříznutí
krok 6• definuj vtokovou soustavu• definuj vtokovou soustavu
krok 7• definuj odvzdušnění a přetoky• definuj odvzdušnění a přetoky
*definuj = zvol typ, navrhni, spočítej
• zjisti a definuj požadovanou úroveň kvality odlitku
• tím jsou dány nároky na vtokovou soustavu
• nelze navrhnout dobrý vtok bez znalosti
Krok 1
• nelze navrhnout dobrý vtok bez znalosti požadavků zákazníka na kvalitu odlitku
• vyplývá z použití odlitku, požadavků na mechanické vlastnosti, nároků na povrch, …
1. nároky na kvalitu povrchu:– vysoká rychlost vstřiku
– krátký čas plnění
– horší vnitřní kvalita
2. nároky na vnitřní kvalitu:
Krok 1
2. nároky na vnitřní kvalitu:– nižší rychlost vstřiku
– delší čas plnění
– horší kvalita povrchu
– start první rychlosti může být i později (10 – 15 % zaplnění odlitku)
→ masivnější naříznuB
Krok 1
• definuj limity procesu k dosažení požadované kvality:
– čas plnění
– rychlost v naříznutí
Krok 2
– rychlost v naříznutí
– dotlak
– teplotní pole formy
– teplota kovu (v naříznutí)
– velikost komory a zaplnění
– uzavírací síla stroje
• stěžejní kriterium pro správný návrh nástroje zejména pro odlitky s požadovanou vysokou kvalitou povrchu
• určí se výpočtem
• lze navrhnout na základě nomogramu
Čas plnění:Krok 2
• lze navrhnout na základě nomogramu
• lze určit na základě tloušťky stěny odlitkua zkušenosti
• rozhoduje o velikosti naříznutí a rychlosti plnění
TTT
SZTTKt
df
fi
−+−
=
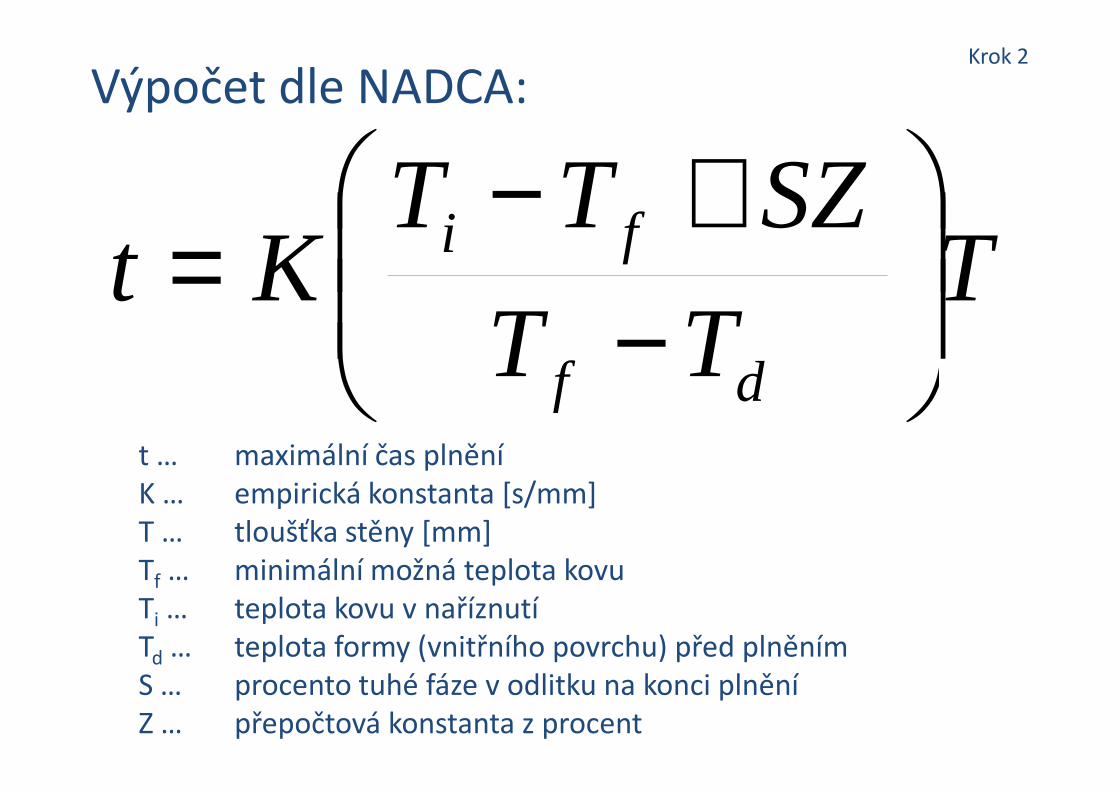
Výpočet dle NADCA:Krok 2
TT df −t … maximální čas plněníK … empirická konstanta [s/mm]T … tloušťka stěny [mm]Tf … minimální možná teplota kovuTi … teplota kovu v naříznutíTd … teplota formy (vnitřního povrchu) před plněnímS … procento tuhé fáze v odlitku na konci plněníZ … přepočtová konstanta z procent
Tloušťka stěny odlitku T:
• myšleno průměrná nebo charakteristická
• definuje se třemi způsoby:
– nejtenčí stěna odlitku s nejvyššími nároky na kvalitu bez ohledu na polohu, či nejvzdálenější
Krok 2
kvalitu bez ohledu na polohu, či nejvzdálenější
– průměrná – spočtená jako
– průměrná nejtenčí, prefer. nejvzdálenější
• dána tabulkami – vyplývá z rovnovážného digramu
• uvažovaná hodnota mezi likvidema solidem (eutektikálou)
Minimální možná teplota kovu Tf:
Krok 2
a solidem (eutektikálou)
• vyplývá z minimální možné teploty, kdy kov ještě teče → teplota nulové tekutosQ
• ve slévárně je známá teplota v udržovací peci
• teplota v naříznutí měřitelná experimentálně
• ze zkušenosti a experimentů lze uvažovat:
Teplota kovu v naříznutí Ti:
Krok 2
• ze zkušenosti a experimentů lze uvažovat:
– pro slitiny Al pokles o 14 -39 °C, běžně bráno 28 °C
– pro slitiny Zn pokles o 17 °C
– pro slitiny Mg pokles o 44 °C
• závisí na:– času cyklu
– způsobu ošetření formy
– chladicím systému
– obecně na přenosu tepla ve formě
Teplota líce formy před plněním Td:
Krok 2
– obecně na přenosu tepla ve formě
• přesnější hodnoty získat od slévárny (např. měřením teplotního pole líce formy termokamerou u podobného odlitku)
• obecně:– slitiny Al 180 – 280 °C
– slitiny Zn a Mg 204 °C
• vyšší číslo znamená horší zatečení• vyšší číslo ovšem znamená méně staženinové
porezity = kov, který je již ztuhlý nepřispěje ke staženinám po plnění, protože v něm již stahování proběhlo
Procento tuhé fáze na konci plnění S:
Krok 2
stahování proběhlo• vyšší hodnoty S → delší čas plnění
• delší čas → horší kvalita povrchu, ale lepší vnitřní kvalita
• pro slitiny Al – běžně 20 – 50 %– pod 20 %: velmi tenkostěnné odlitky, dlouhé dráhy kovu
Krok 2
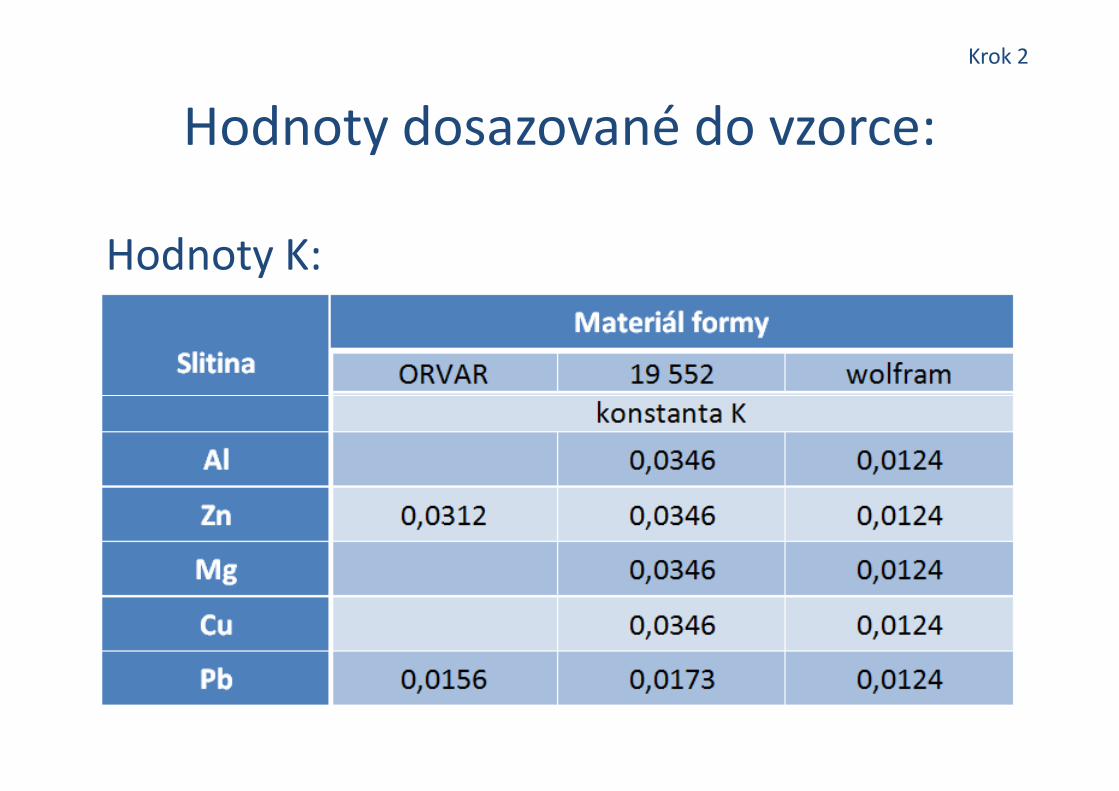
Hodnoty dosazované do vzorce:
Hodnoty K:
Hodnoty dosazované do vzorce:
Krok 2
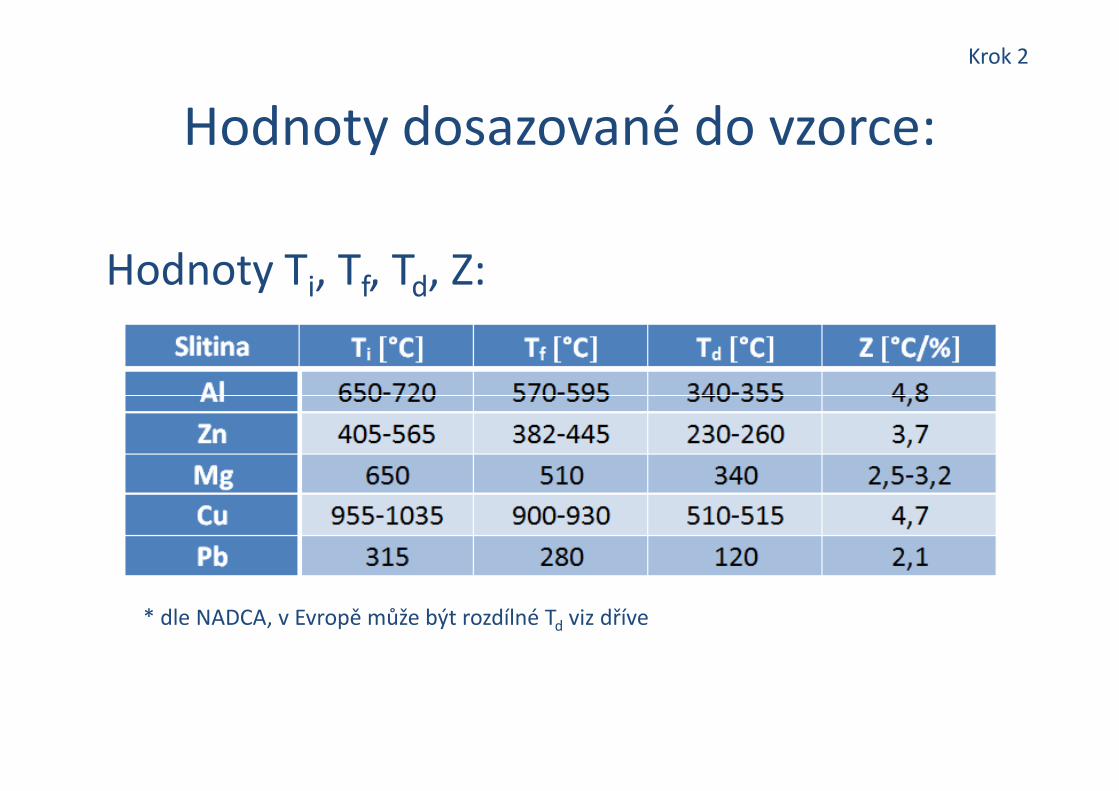
Hodnoty Ti, Tf, Td, Z:
* dle NADCA, v Evropě může být rozdílné Td viz dříve
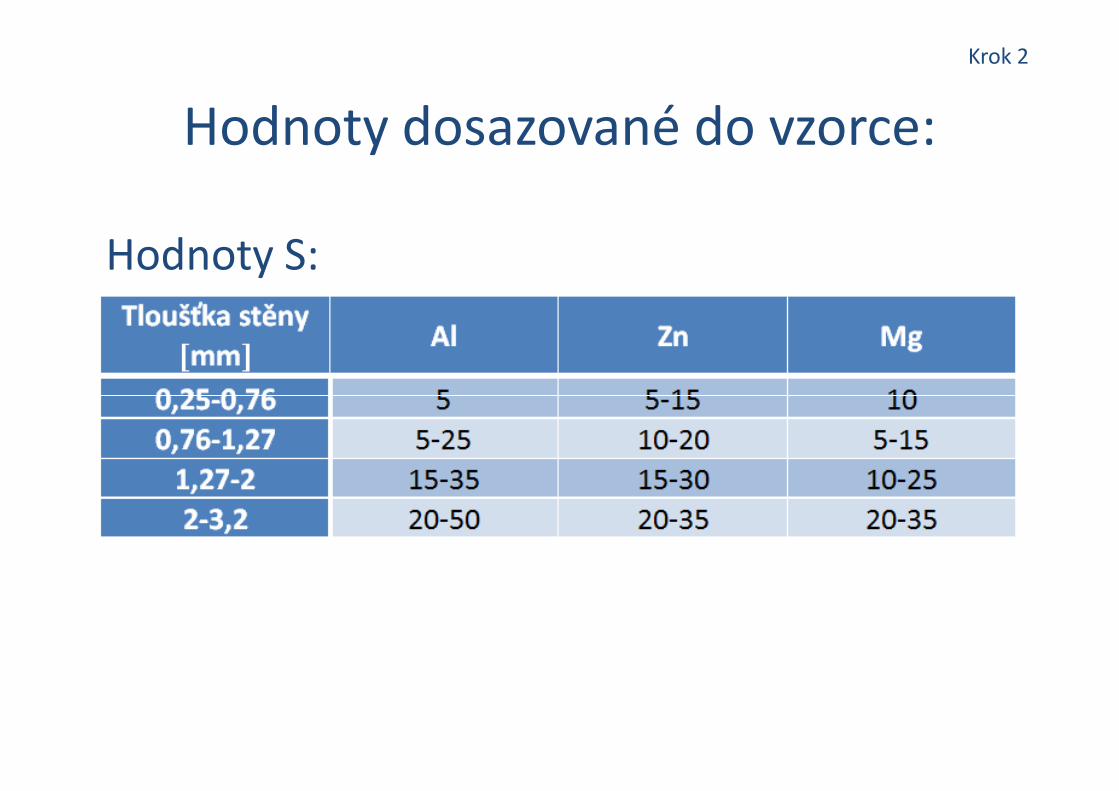
Hodnoty dosazované do vzorce:
Krok 2
Hodnoty S:
Čas plnění určený z nomogramu:
• výrobci strojů a další firmy dodávají nomogramy
• různé výstupy – závisí na zvyklostech země, na zkušenostech a dalších aspektech
• vychází z tloušťky stěny
Krok 2
• vychází z tloušťky stěny
• dále lze navrhnout i ostatní parametry nástroje
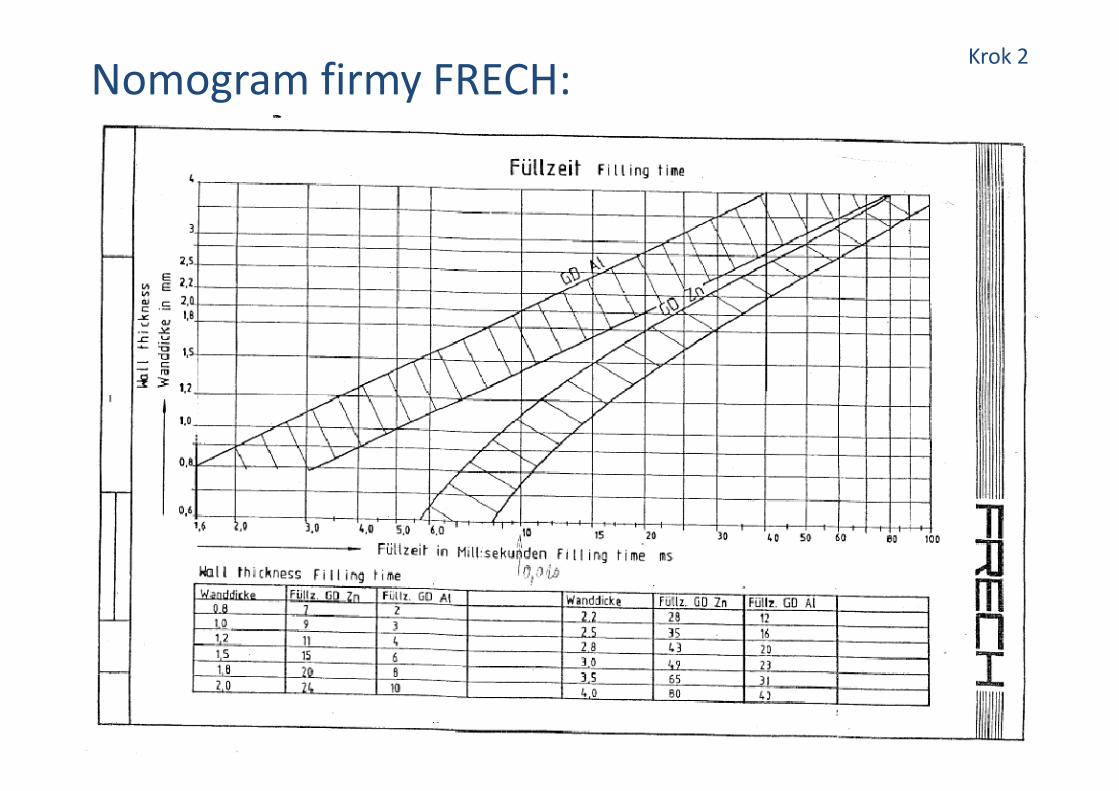
Nomogram firmy FRECH:Krok 2
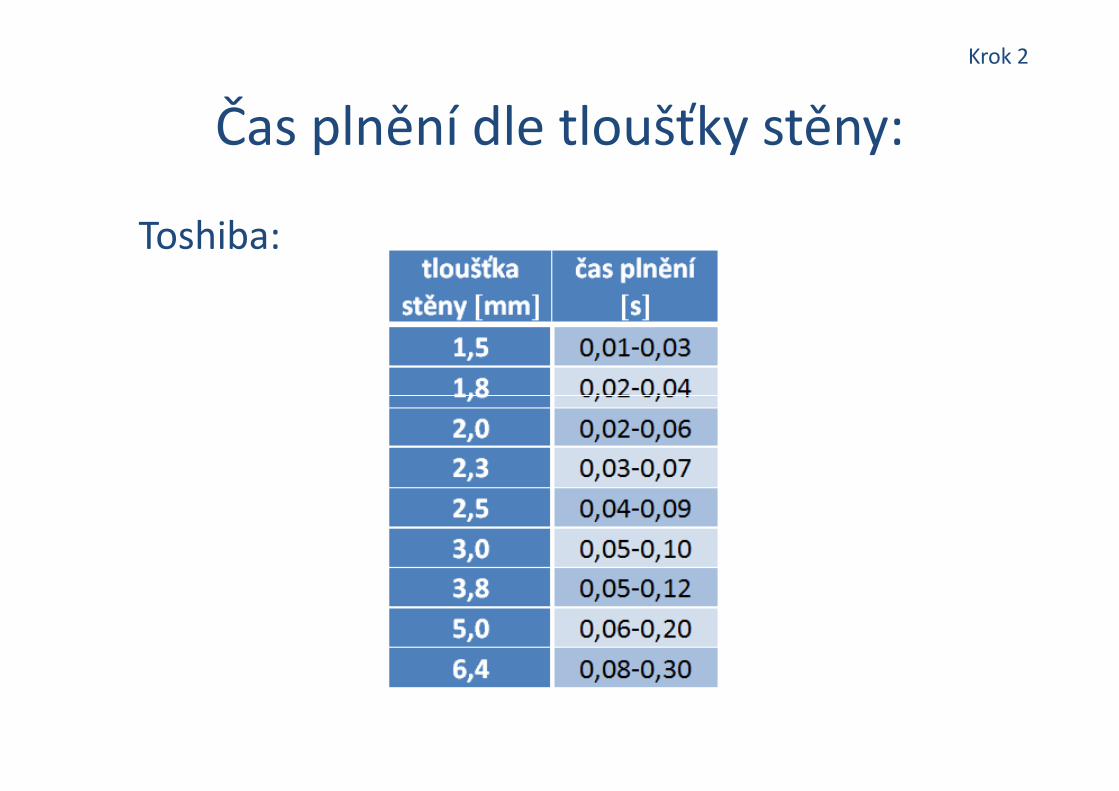
Čas plnění dle tloušťky stěny:
Toshiba:
Krok 2
• pro tlakové lití má daleko větší význam, než u jiných technologií odlévání
• důležitá pro zaběhnutí do tenkých stěn
• souvisí s odvodem tepla z kovu formou během plnění
Krok 2
Rychlost v naříznutí:
formou během plnění
• nízká rychlost – vady povrchu
• vysoká rychlost – nároky na řízení procesu, model proudění; riziko eroze formy

3 typy proudu kovu za naříznutím:
• pevný proud
• hrubé kapky
Rychlost v naříznutí:Krok 2
• hrubé kapky
• „atomizovaný“ proud
kriterium atomizovaného proudu:
kde:
v … rychlost v naříznutí [m/s]
Rychlost v naříznutí:Krok 2
vn… rychlost v naříznutí [m/s]
c… tloušťka naříznutí [mm]
ρ… hustota slitiny [kg/m3]*
J… konstanta pro jednotlivé slitiny [-]– pro slitiny Al (ale i Cu) J = 79
* hustotu slitiny nutno uvažovat v závislosti na teplotě – pro slitiny Al při teplotě lití ρ = 2400 kg/m3
Rychlost v naříznutí:
• lze zvolit dle tloušťky stěny odlitku
• lze stanovit z nomogramu
• obecné hodnoty:
Krok 2
– slitiny Al: 20 – 60 m/s
– slitiny Mg: 40 – 100 m/s
– slitiny Zn: 30 – 80 m/s
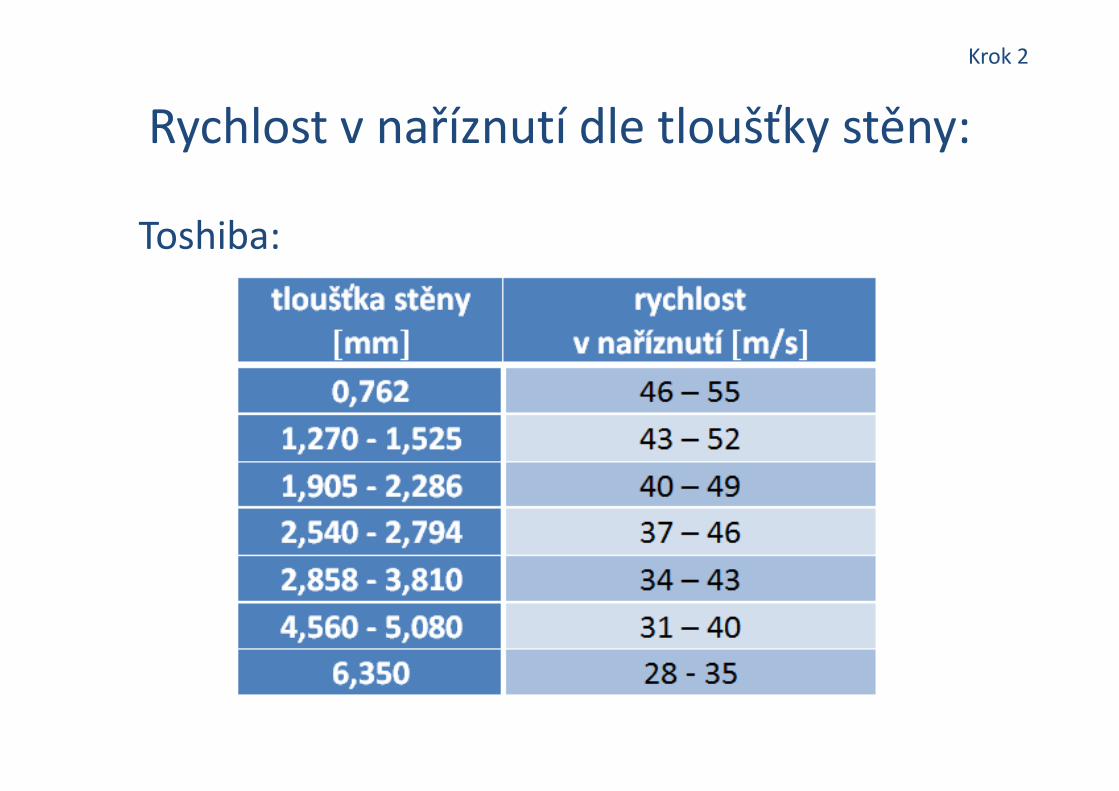
Rychlost v naříznutí dle tloušťky stěny:
Toshiba:
Krok 2
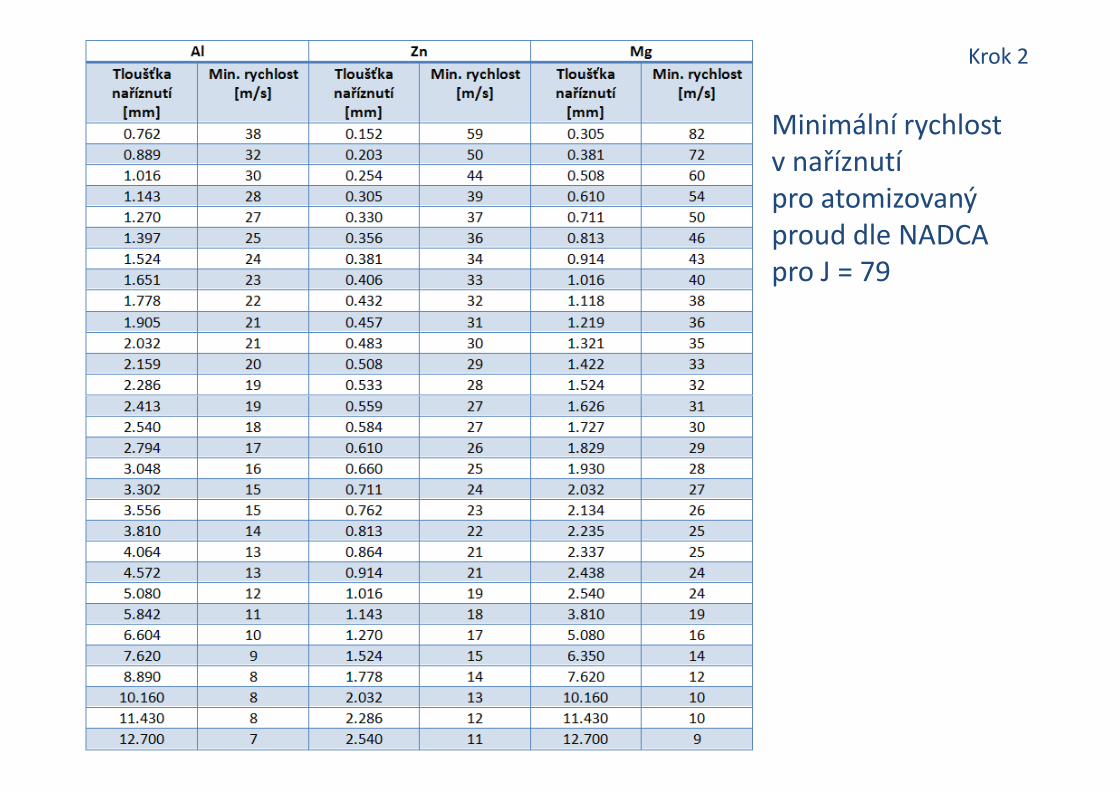
Minimální rychlost v naříznutí pro atomizovaný proud dle NADCApro J = 79
Krok 2
• tlak kovu (v některých zemích udáván jako tlak v HS)
• třetí fáze
• statický tlak pístu na zbytek kovu v komoře
→ tableta
Dotlak:Krok 2
→ tableta
• vyvození celkového stavu napjatosti odlitku
• „dosazení“ kovu do tepelných uzlů
→eliminace staženin, propadlin, trhlin
• má smysl pouze do doby, než zatuhne naříznutí
Dotlak:Krok 2
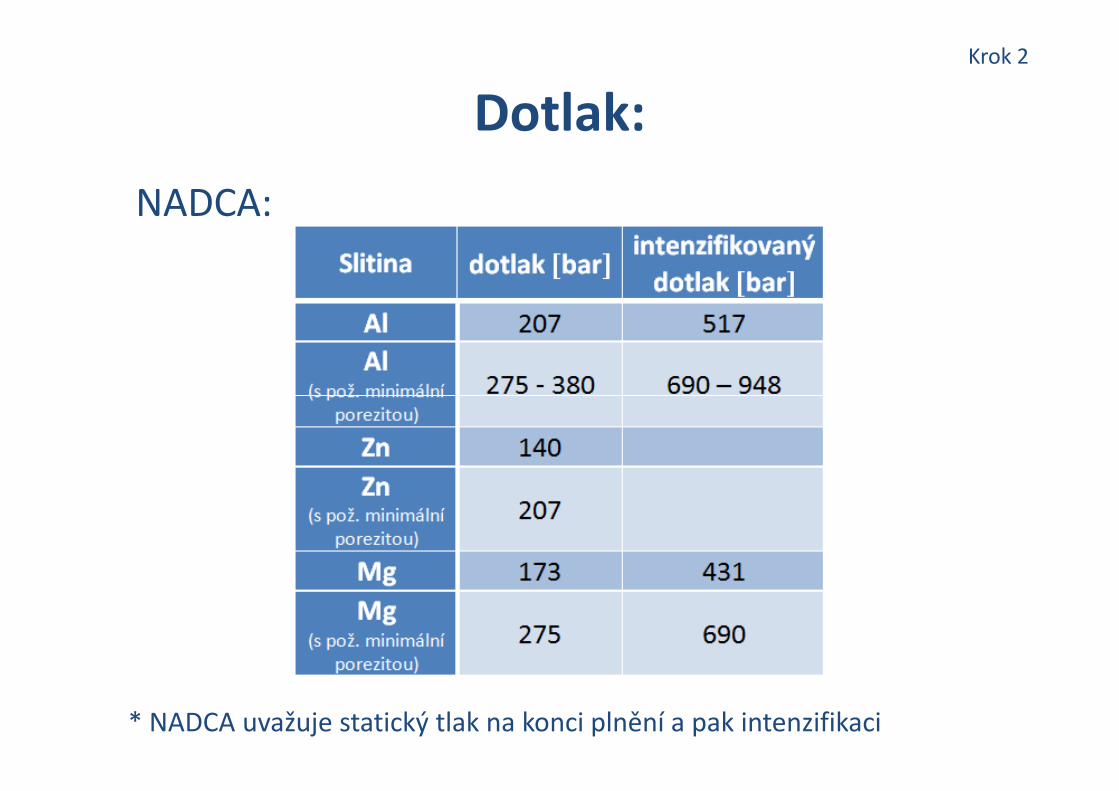
NADCA:
* NADCA uvažuje statický tlak na konci plnění a pak intenzifikaci
Dotlak:Krok 2
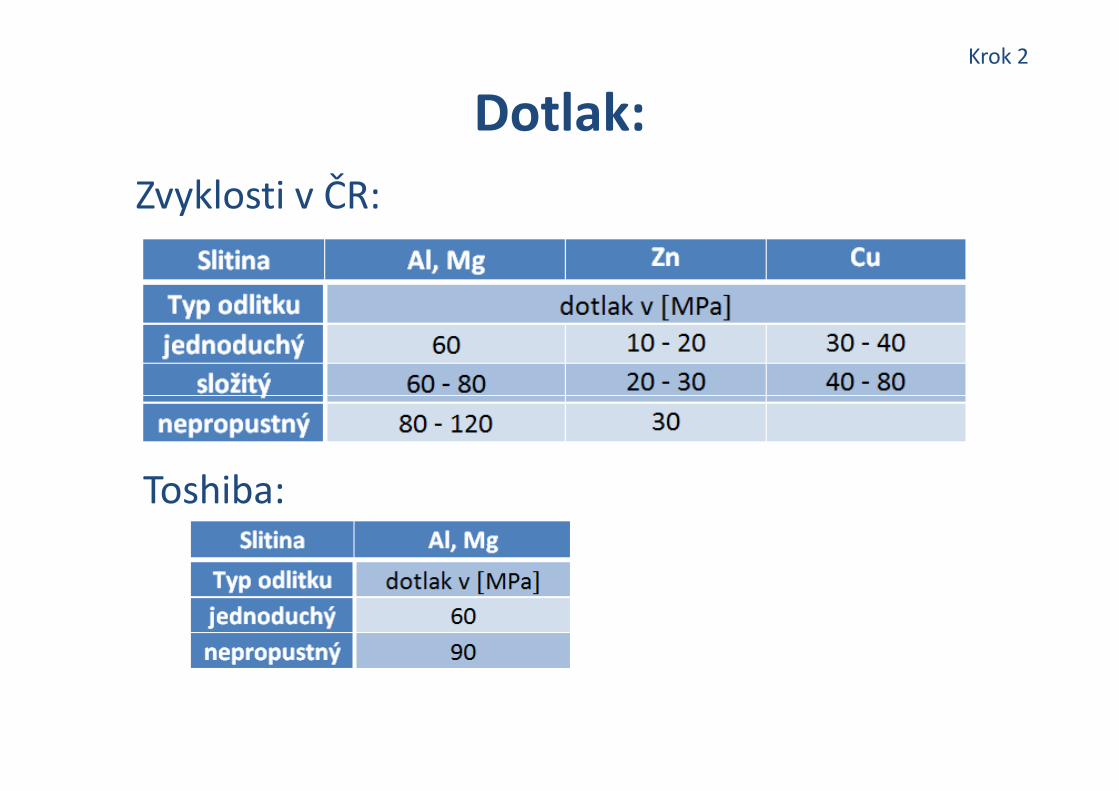
Zvyklosti v ČR:
Toshiba:
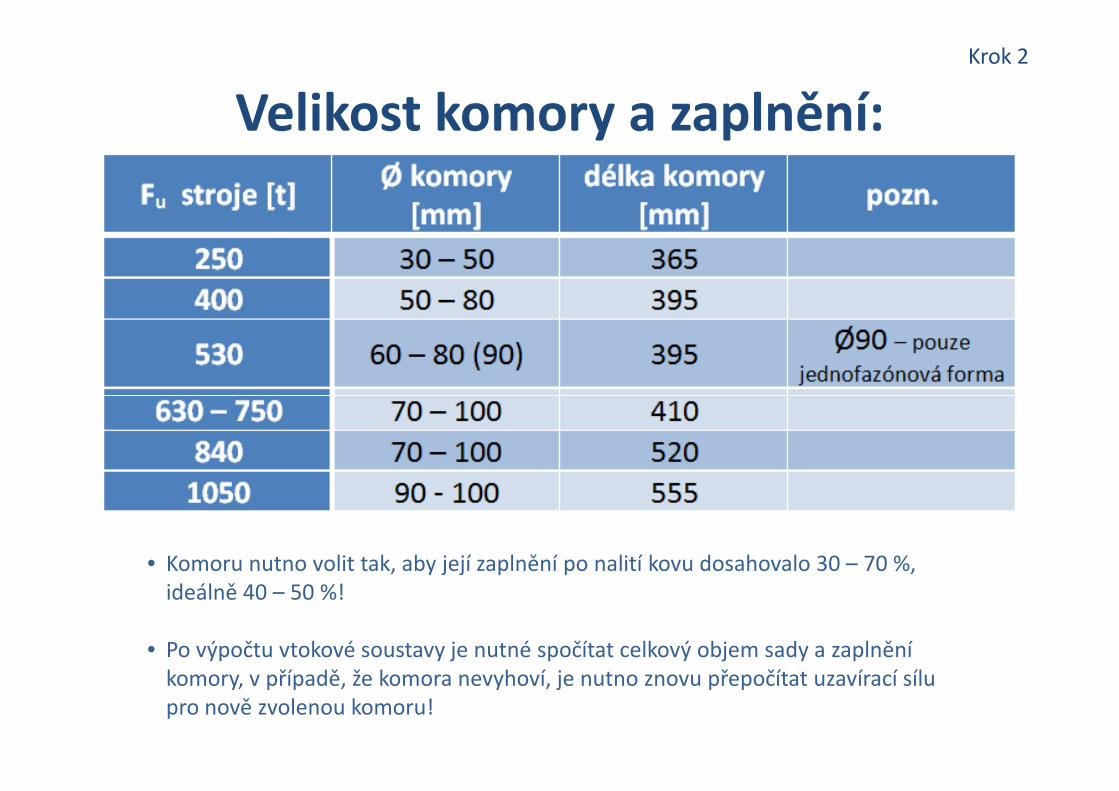
• volba velikosti komory závisí:
– na velikosti stroje
– na požadovaném dotlaku
– na míře zaplnění komory dávkou
Velikost komory a zaplnění:Krok 2
– na míře zaplnění komory dávkou
• zaplnění komory:
30 – 70 %
Velikost komory a zaplnění:Krok 2
• Komoru nutno volit tak, aby její zaplnění po nalití kovu dosahovalo 30 – 70 %, ideálně 40 – 50 %!
• Po výpočtu vtokové soustavy je nutné spočítat celkový objem sady a zaplnění komory, v případě, že komora nevyhoví, je nutno znovu přepočítat uzavírací sílu pro nově zvolenou komoru!
• reakční síla k otevírací síle vyvozené pístem Fo
• zvětšená bezpečnostním koeficientem, aby nedošlo k prostřiku
• charakteristika stroje – „velikost“
Uzavírací síla stroje:Krok 2
• charakteristika stroje – „velikost“
• správně udávána v [kN]
• obecně udávána v [t]
Nutno znát předem:
• komora, plocha komory
• průmět odlitku (sady) do dělicí roviny
Výpočet uzavírací síly:Krok 2
• průmět odlitku (sady) do dělicí roviny (včetně přetoků, vtokové soustavy a tablety)
• požadovaný dotlak nebo velikost stroje
• rezerva, bezpečnost
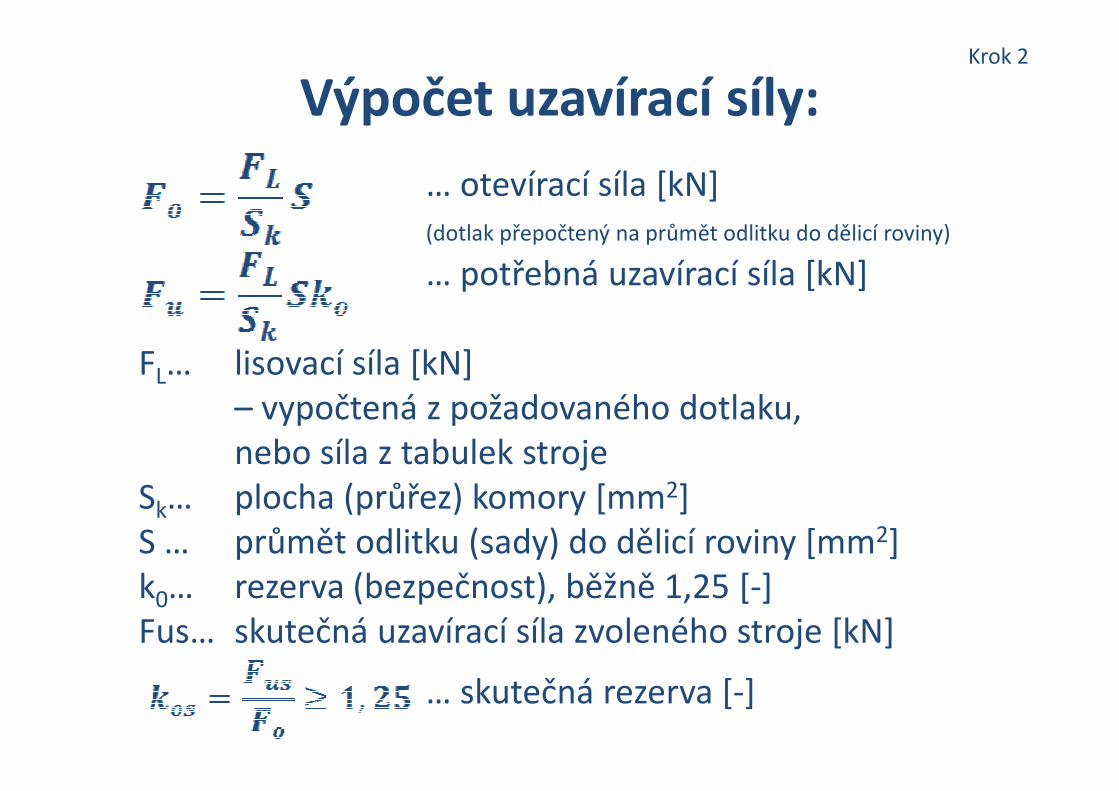
… otevírací síla [kN] (dotlak přepočtený na průmět odlitku do dělicí roviny)
… potřebná uzavírací síla [kN]
FL… lisovací síla [kN] – vypočtená z požadovaného dotlaku,
Výpočet uzavírací síly:Krok 2
– vypočtená z požadovaného dotlaku, nebo síla z tabulek stroje
Sk… plocha (průřez) komory [mm2]S … průmět odlitku (sady) do dělicí roviny [mm2]k0… rezerva (bezpečnost), běžně 1,25 [-]Fus… skutečná uzavírací síla zvoleného stroje [kN]
… skutečná rezerva [-]
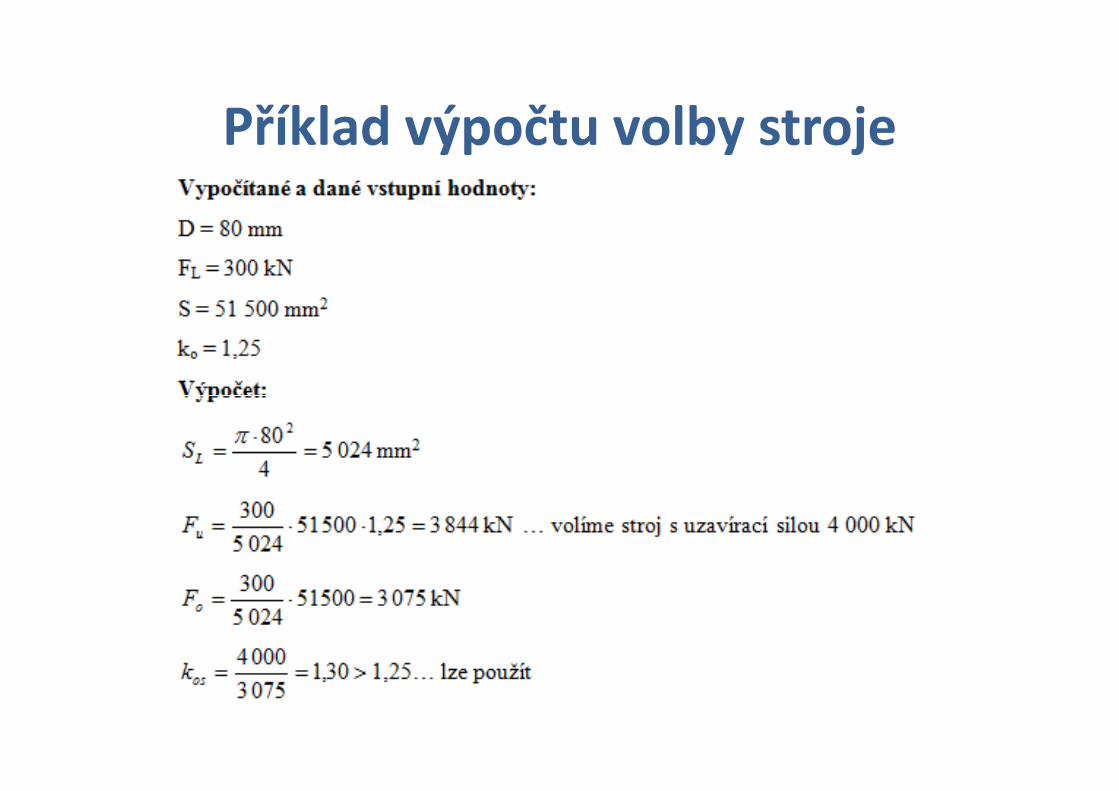
Příklad výpočtu volby stroje
• výpočet pQ v rámci předmětu MPL neděláme
Krok 3
Krok 4
• definuj model proudění
• návrh umístění vtoku
• nasměrování naříznutí• nasměrování naříznutí
• tvar proudu kovu za naříznutím
Zaústění vtoku:• zaústění vtoku do míst:
• na která jsou kladeny kvalitativní nároky
• povrch
• porezita
• místo s kvalitativními nároky obvykle
Krok 4
• místo s kvalitativními nároky obvykle co nejblíže vtoku (neplatí vždy)
• ne přímo proti stěně či jádru
• ztráta energie
• namáhání formy
• nedodržení kvality
Místa plněná jako poslední:
• konstruktér musí zvolit místa, která se budou plnit jako poslední
Krok 4
• předpoklad vad povrchu i porezity
• nutno odvzdušnit – volba polohy
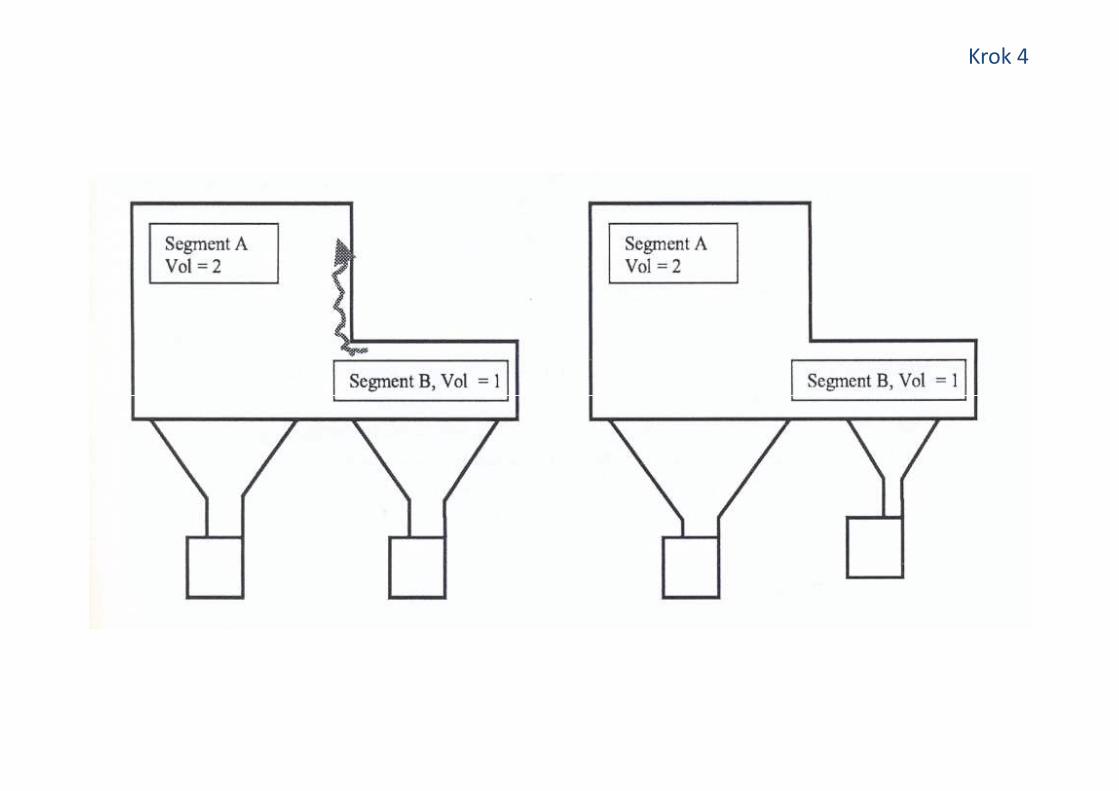
Dělení odlitku na segmenty:
• zejména u větších odlitků
• jsou-li na odlitku části s výrazně rozdílným charakterem
• aby byla jistota, že kritická místa budou zaplněna
Krok 4
• aby byla jistota, že kritická místa budou zaplněna se správným modelem proudění
• volit minimální počet segmentů (obv. 2-4)
• každý segment vlastní vtok, který plní pouze daný segment
Dělení odlitku na segmenty:
• z důvodů kvality (rozdílné požadavky v jednotlivých segmentech)
• kvůli přirozenému proudění kovu
• části mají jiné tloušťky stěn
Krok 4
• části mají jiné tloušťky stěn
• kvůli rozdílné vzdálenosti od vtoku (dráha proudění kovu, odrazy, lomy)
• pro těžko plnitelné části
Dělení odlitku na segmenty:
• segmenty budou rozdílné
→ přístup jako k různým odlitkům ve formě
→ každý segment vlastní vtok (či více)
→ návrh vtoku pro daný segment jako pro odlitek
Krok 4
→ návrh vtoku pro daný segment jako pro odlitek
→ nutno dodržet stejný čas plnění
→ poměr ploch naříznuB segmentů odpovídá
poměru objemů segmentů
Krok 4
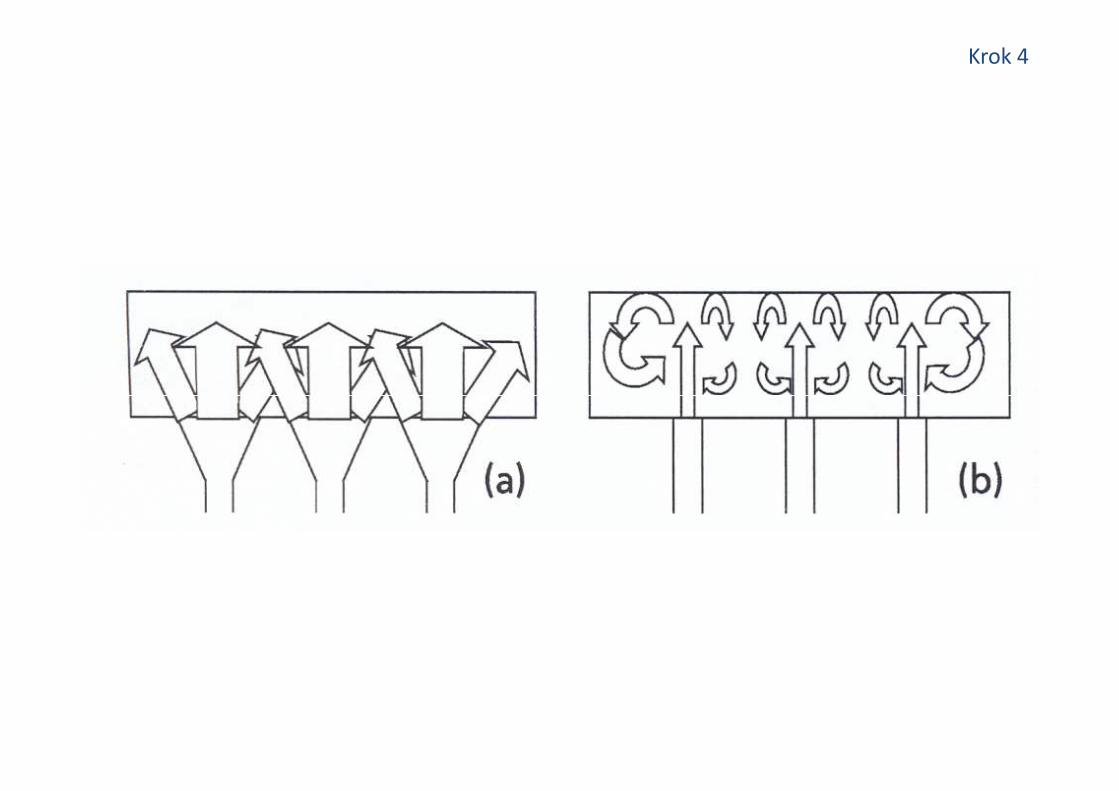
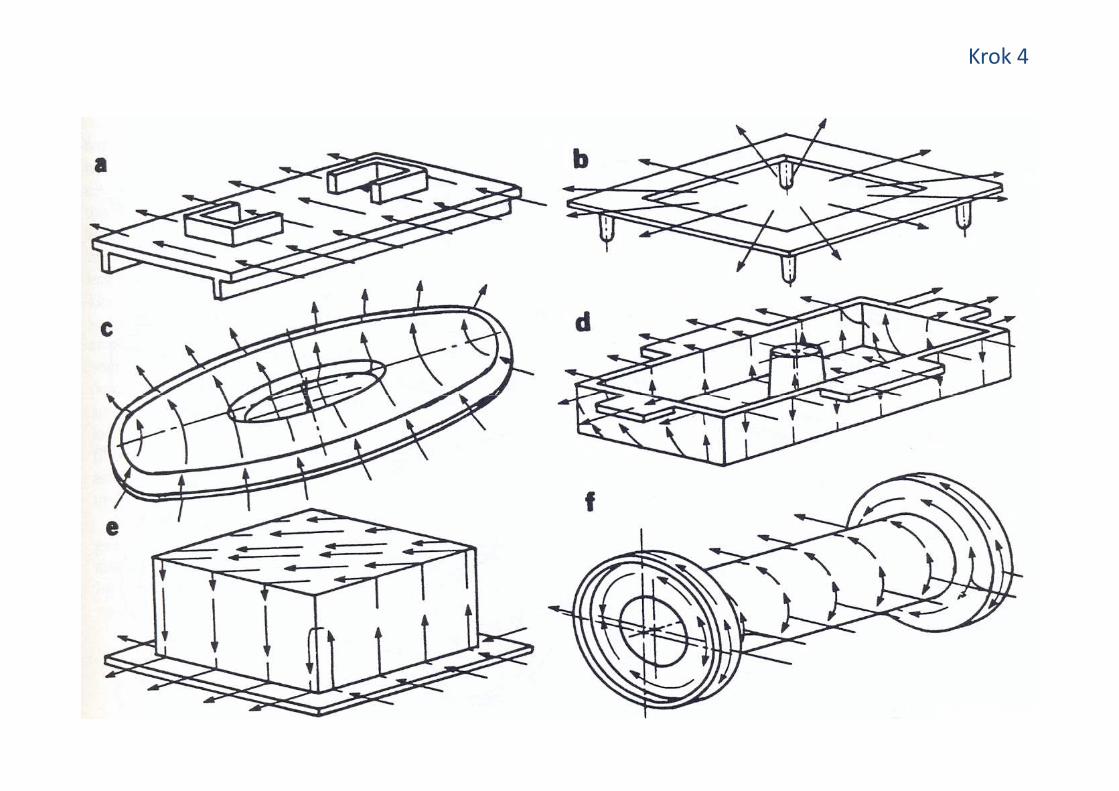
Volba proudu kovu:Krok 4
• distribuovat kov
• nevolit přímý úzký profil (úzká naříznutí)
• výjimečně lze nasměrovat úzký proud k eliminaci porezityk eliminaci porezity
• širší a tenčí naříznutí s vějířovitým proudem
• tangenciální proud
• zamezení víření
Krok 4

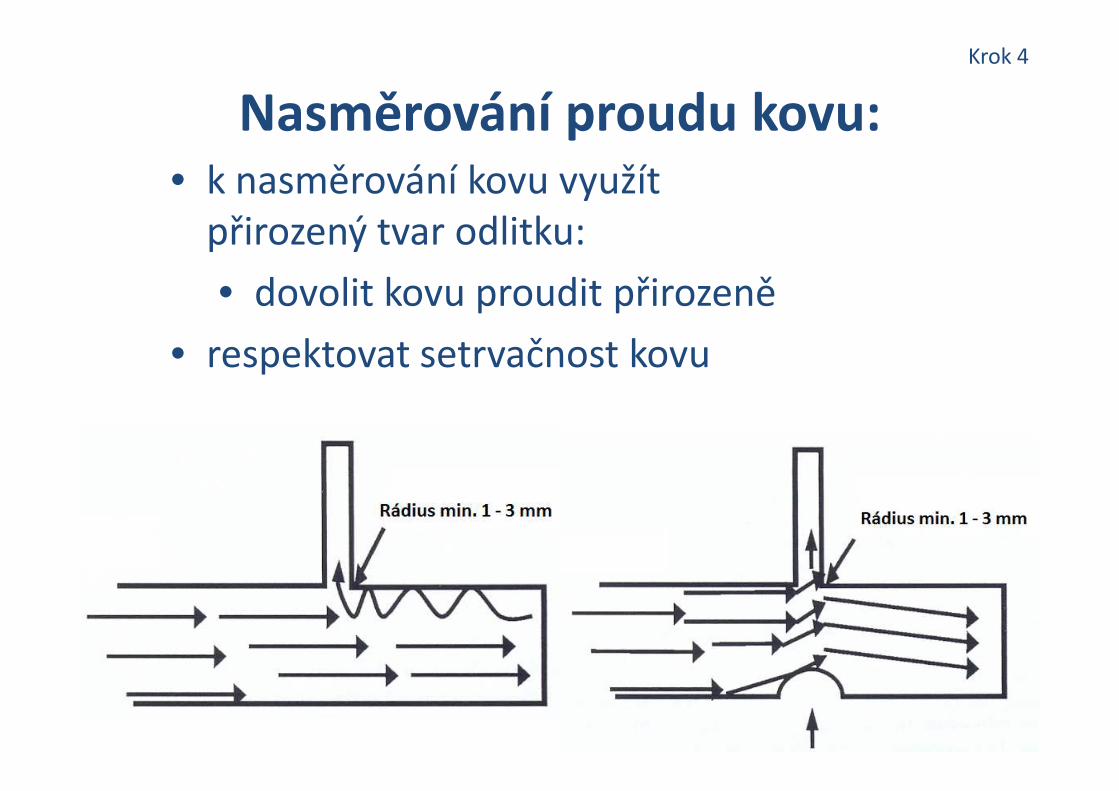
Nasměrování proudu kovu:Krok 4
• namířit proud do míst s požadavky na kvalitu
• kvalita povrchu:
• přímé nasměrování
• co nejblíže
• bez překážek• bez překážek
• bez odrazů
• vhodně volit polohu dělicí roviny
• atomizovaný proud
Nasměrování proudu kovu:Krok 4
• namířit proud do míst s požadavky na kvalitu
• vnitřní kvalita - porezita:
• staženinová – namířit přímo
• co nejblíže
• vtok úzký a tlustý (2 mm)
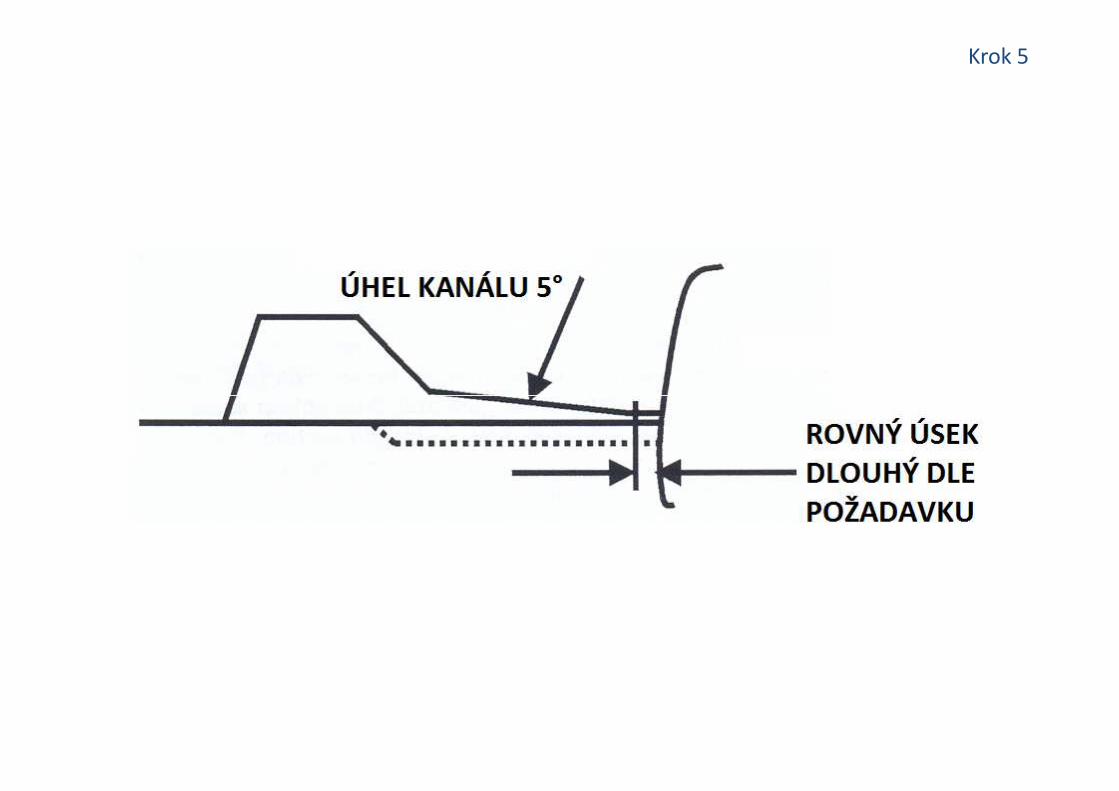
• poměr plochy kanálu před naříznutím a plochy naříznutí – tepelný obsah
• 45° úhel kanálu k naříznutí, krátké naříznutí, tepelný obsah – nezatuhne (opotřebení)

Nasměrování proudu kovu:Krok 4
• co nejkratší cestou:
• obecně vtokovat příčně
• pouze pokud jsou výrazné překážky podélně
Nasměrování proudu kovu:Krok 4
• k nasměrování kovu využít přirozený tvar odlitku:
• dovolit kovu proudit přirozeně
• respektovat setrvačnost kovu

Nasměrování proudu kovu:Krok 4
• pokud se musí proud z různých vtoků smísit, tak co nejblíže naříznutí
• nesměrovat proud na drážku těsnění odlitku (úzké tolerance, opotřebení)
Nasměrování proudu kovu:Krok 4
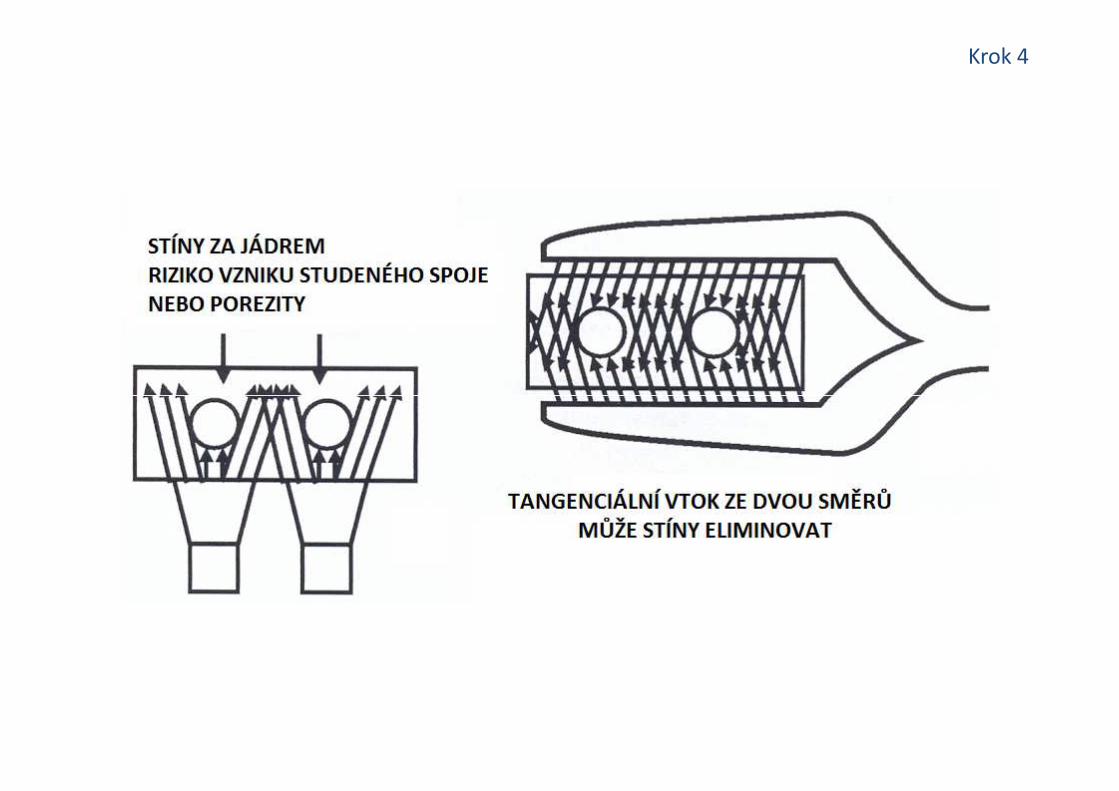
• místa za jádrem či tvarem
• problém styku dvou proudů
• horší povrch
• porezita (vzduch, plyny)• porezita (vzduch, plyny)
• nasměrování ze dvou naříznutí
• zejména u děr, které se budou obrábět
Krok 4
Krok 4
Krok 4
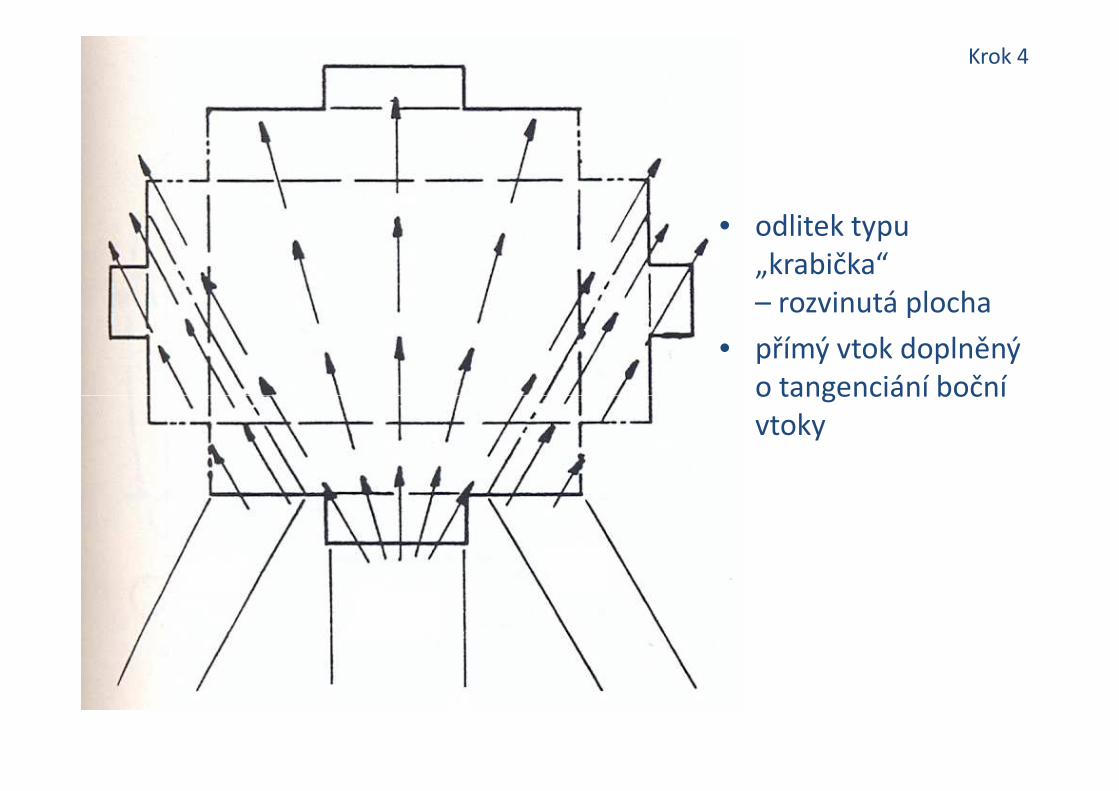
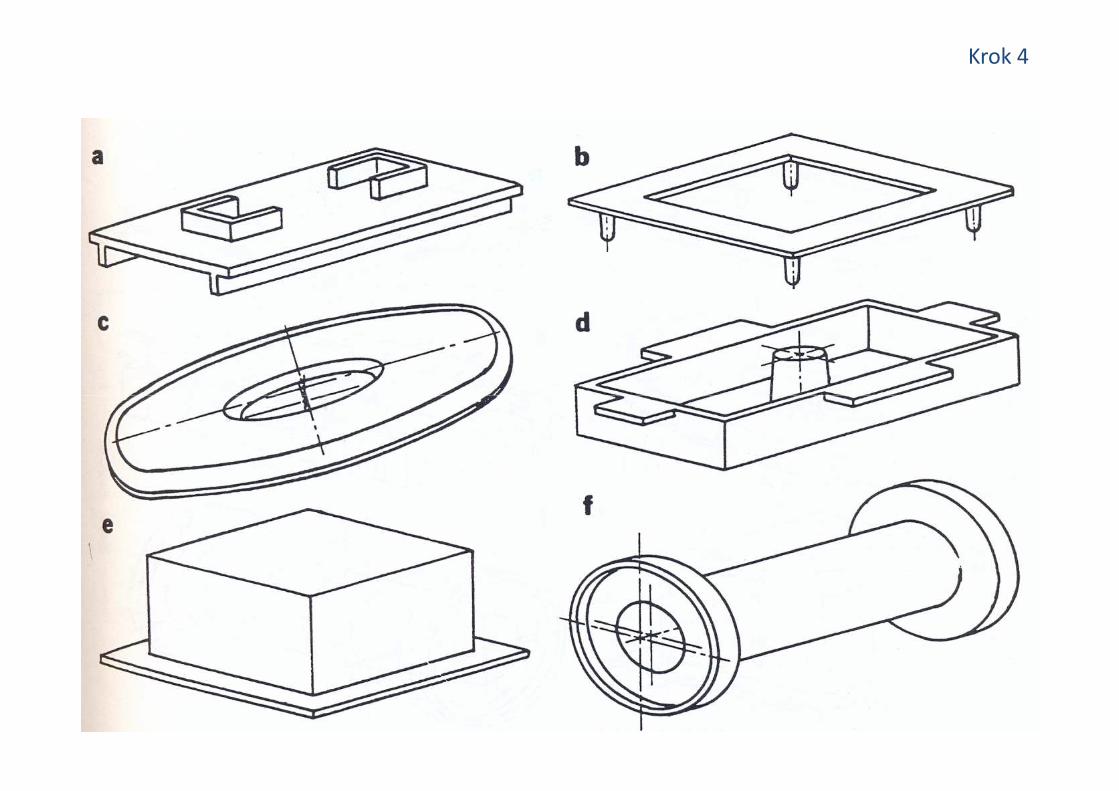
• odlitek typu „krabička“ – rozvinutá plocha
• přímý vtok doplněný o tangenciání boční
Krok 4
o tangenciání boční vtoky
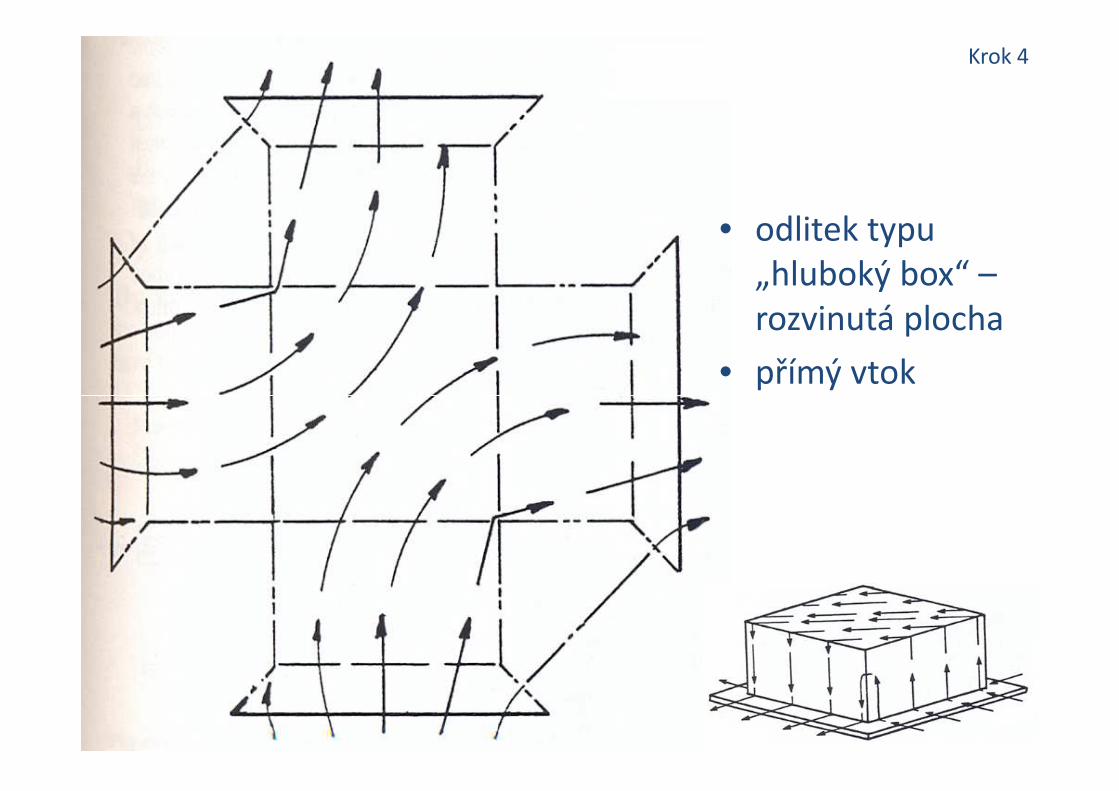
• odlitek typu „hluboký box“ –rozvinutá plocha
• přímý vtok
Krok 4
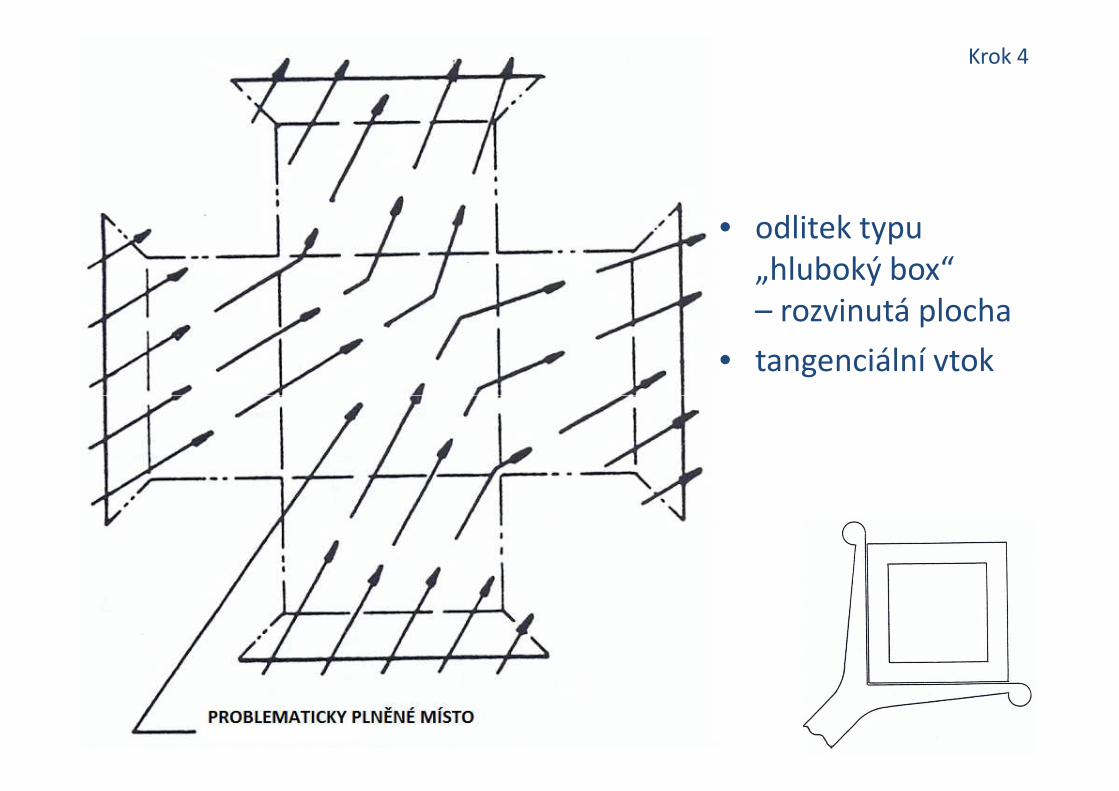
• odlitek typu „hluboký box“ – rozvinutá plocha
• tangenciální vtok
Krok 4
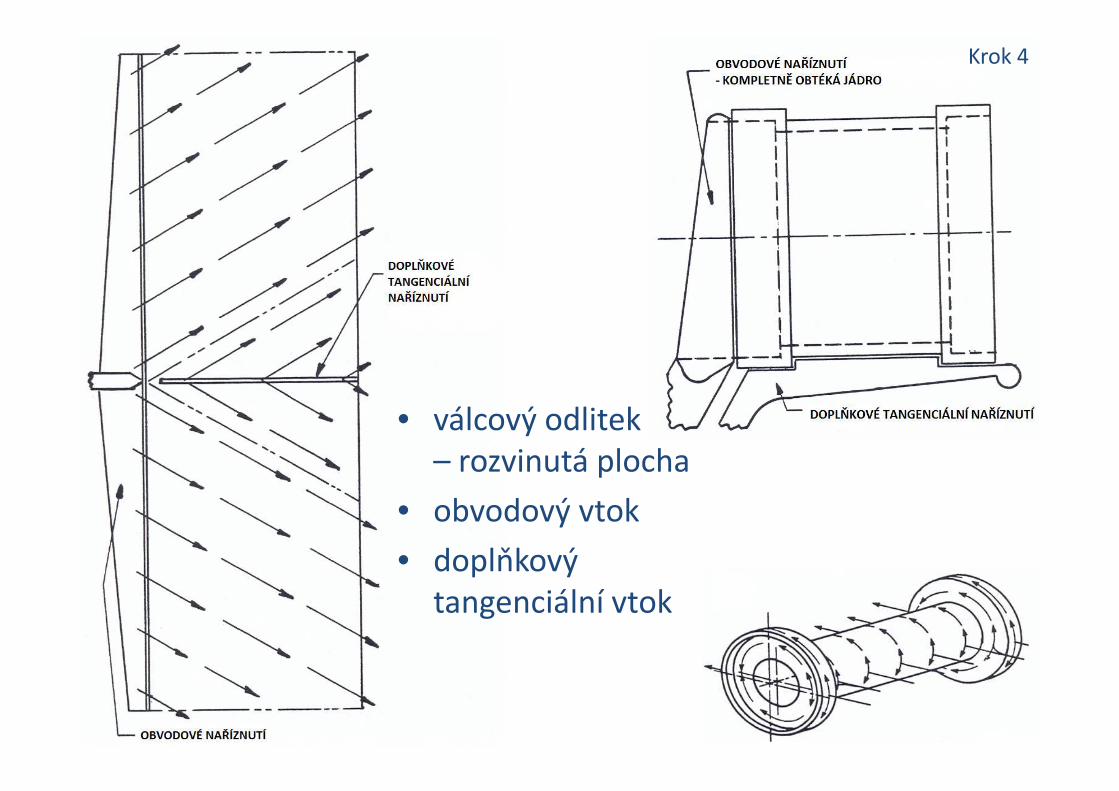
Krok 4
• válcový odlitek– rozvinutá plocha
• obvodový vtok
• doplňkový tangenciální vtok
Krok 4
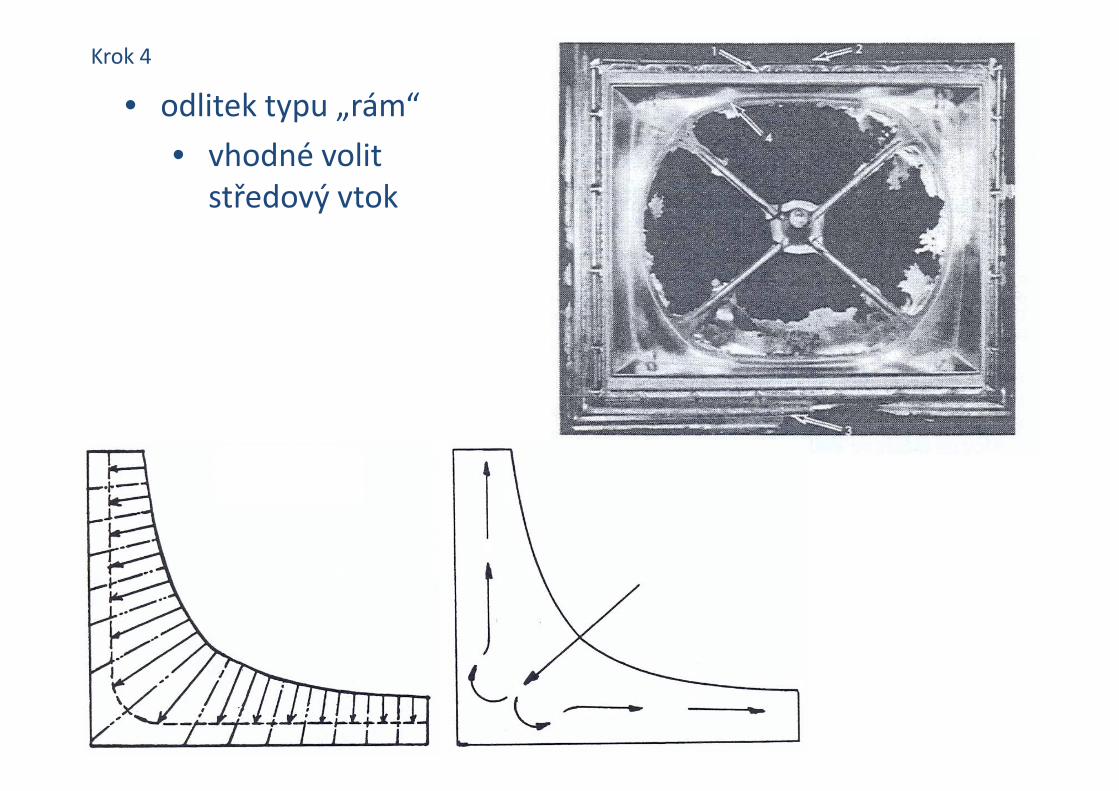
• odlitek typu „rám“
• vhodné volit středový vtok
Krok 5
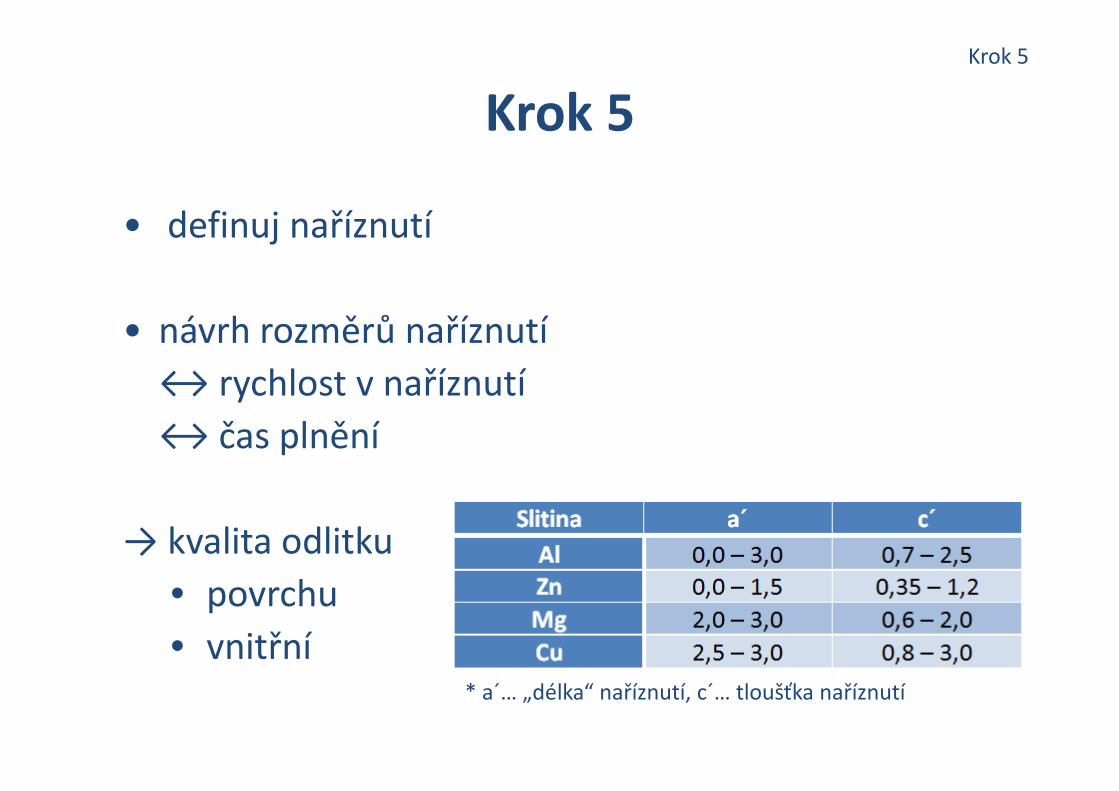
• definuj naříznutí
• návrh rozměrů naříznutí
↔ rychlost v naříznutí
Krok 5
↔ rychlost v naříznutí
↔ čas plnění
→ kvalita odlitku
• povrchu
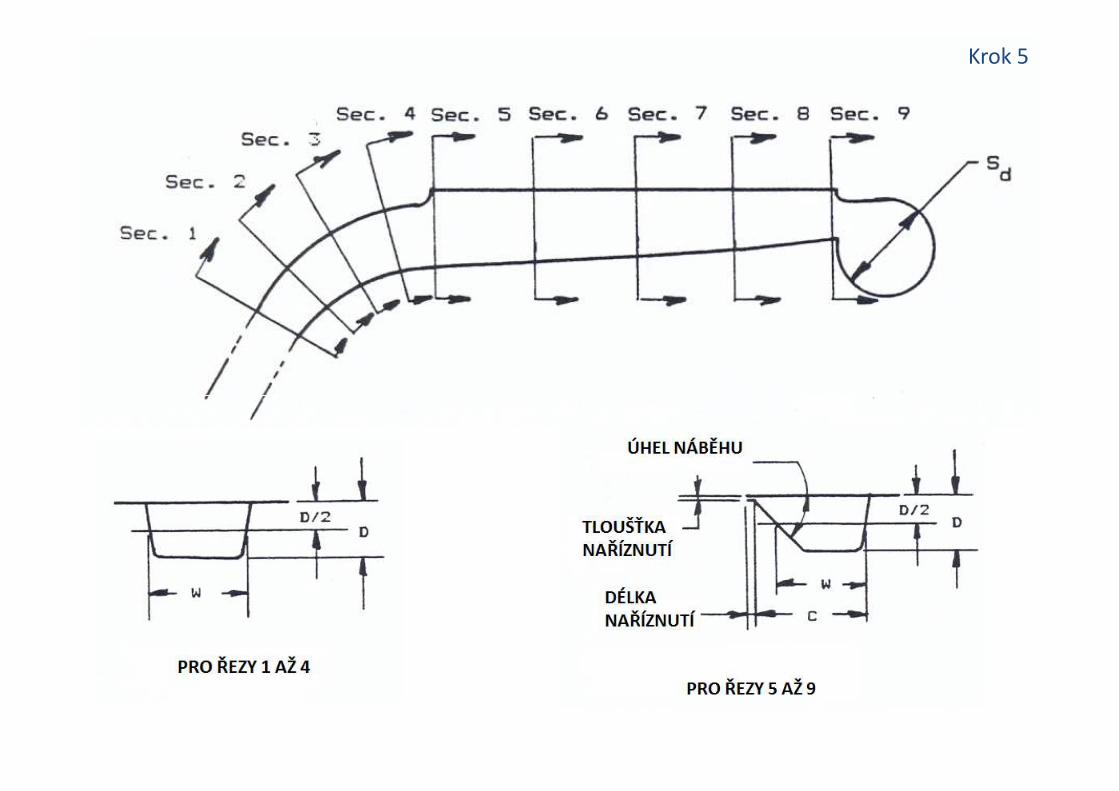
• vnitřní* a´… „délka“ naříznutí, c´… tloušťka naříznutí
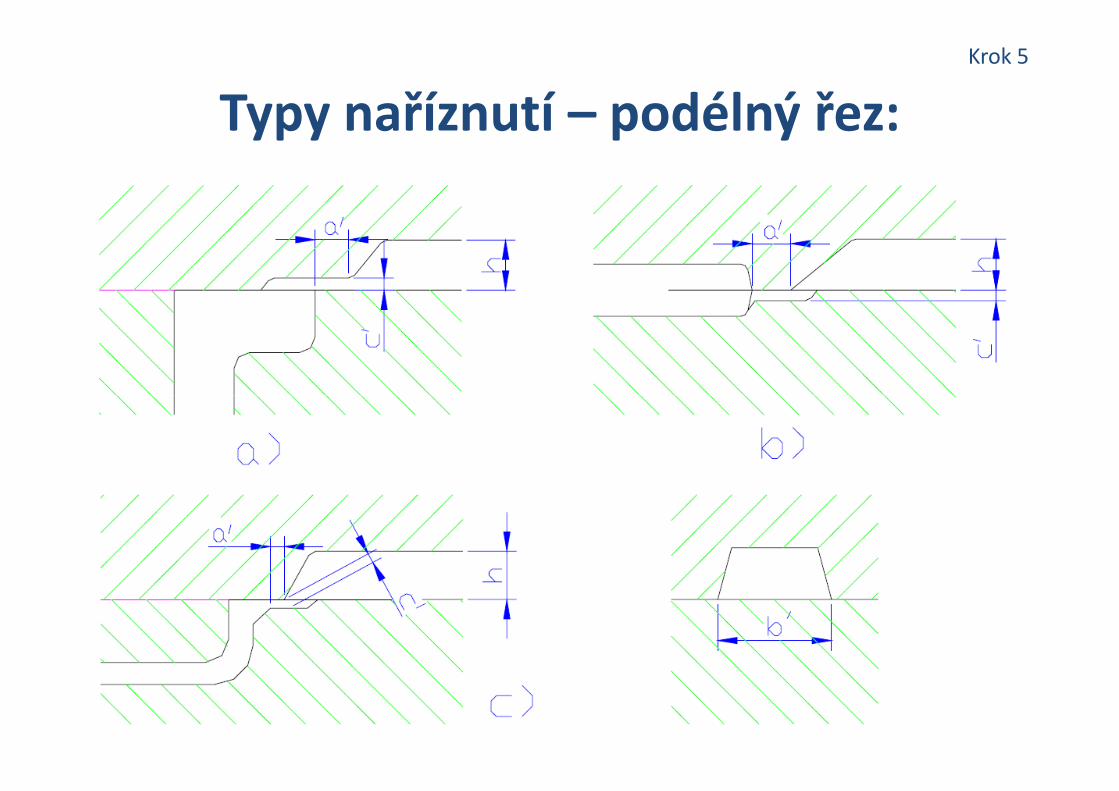
Typy naříznutí – podélný řez:Krok 5
Typy naříznutí – pohled do dělicí roviny:
Krok 5
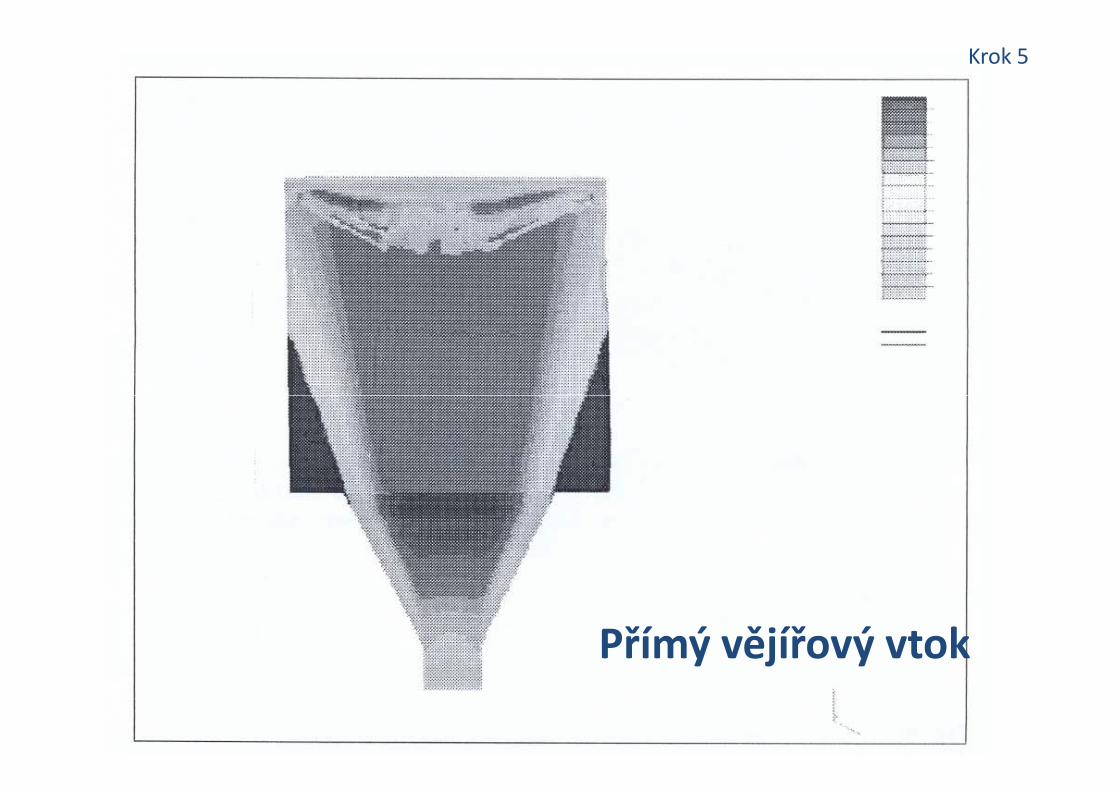
Typy naříznutí – pohled do dělicí roviny:
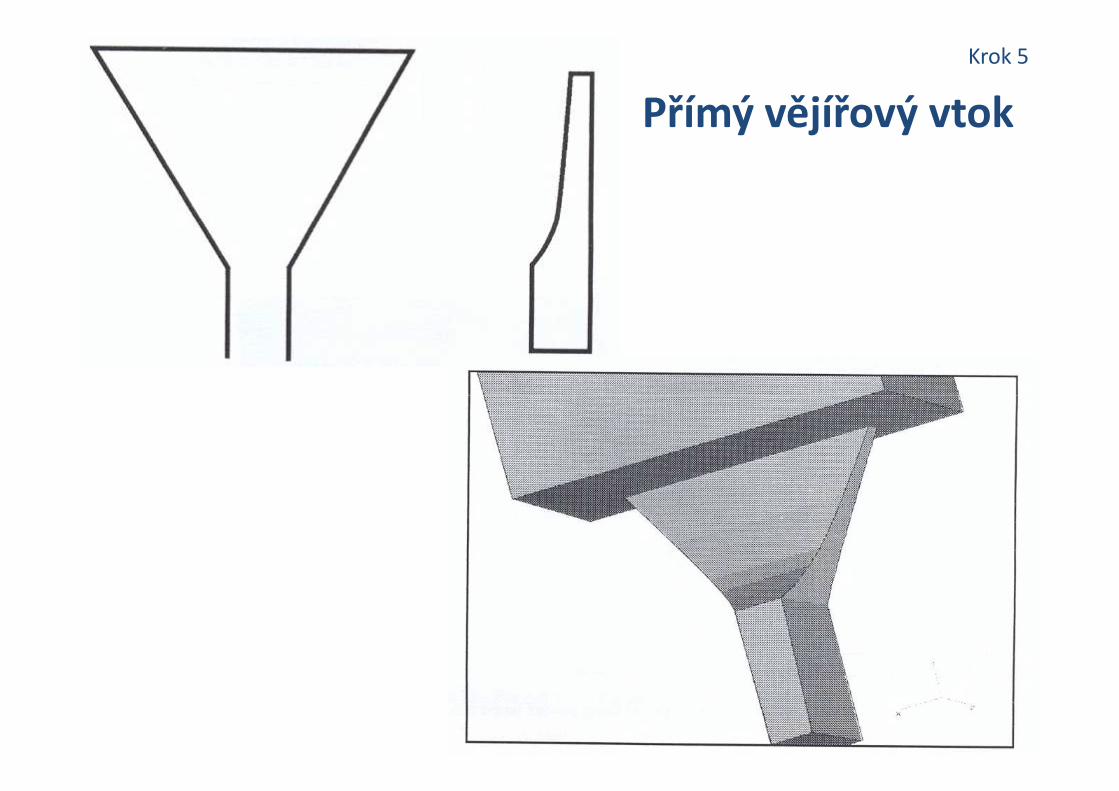
Přímý vějířový vtok
Krok 5
Krok 5
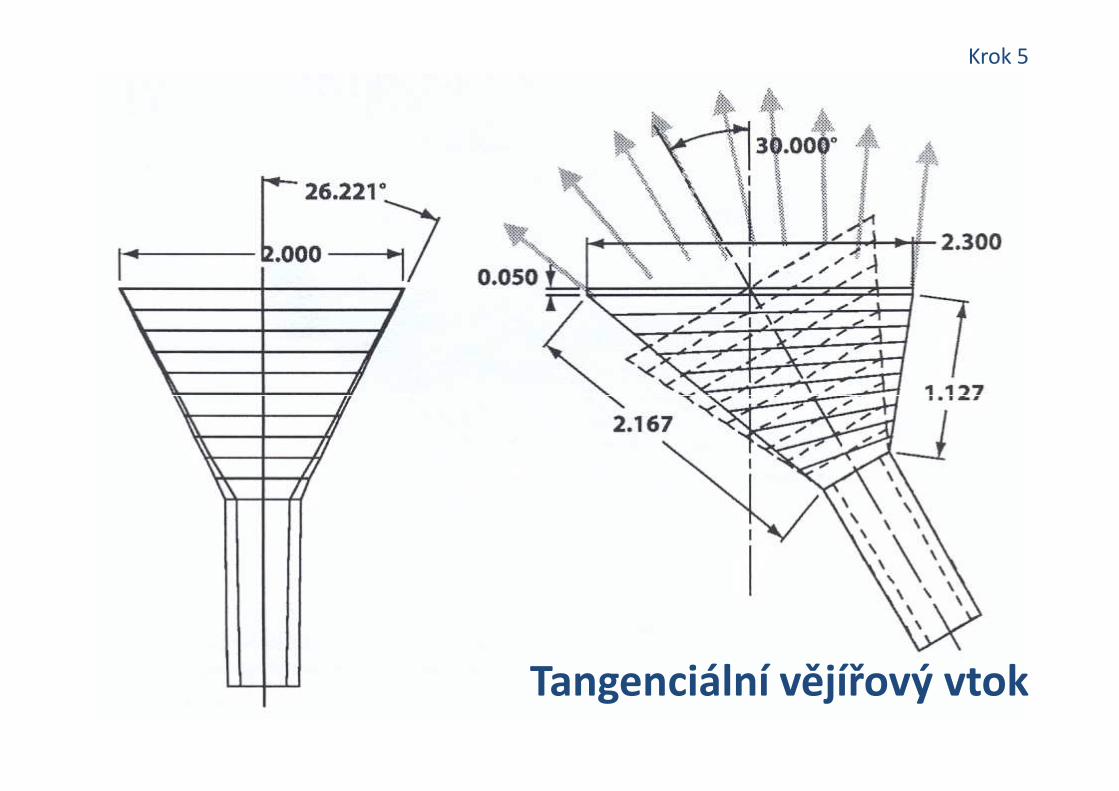
Tangenciální vějířový vtok
Přímý vějířový vtok
Krok 5
Krok 5
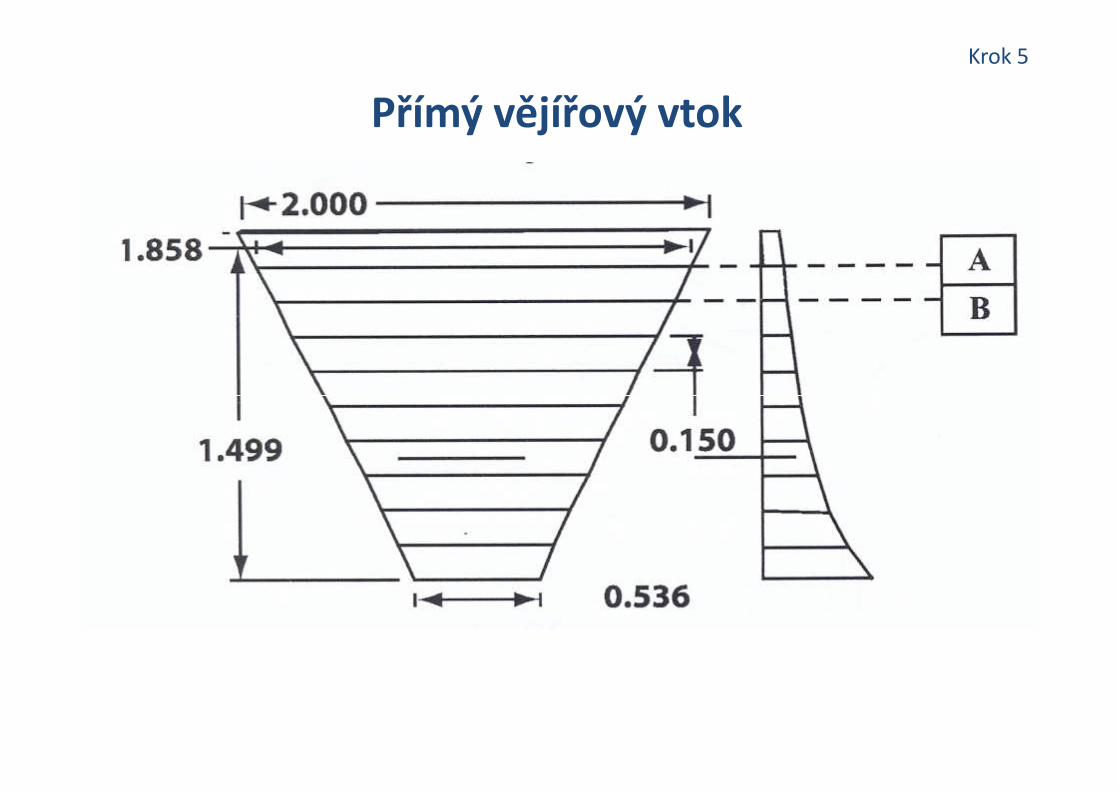
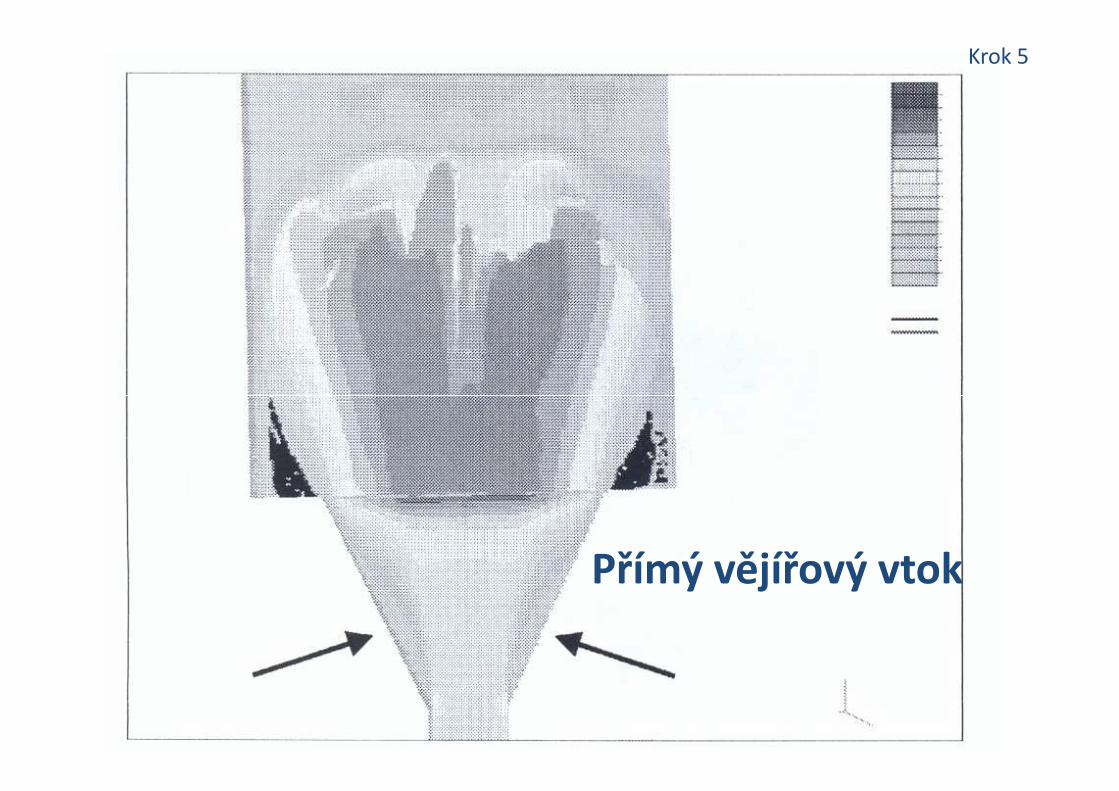
Přímý vějířový vtok
Krok 5
Přímý vějířový vtok
Krok 5
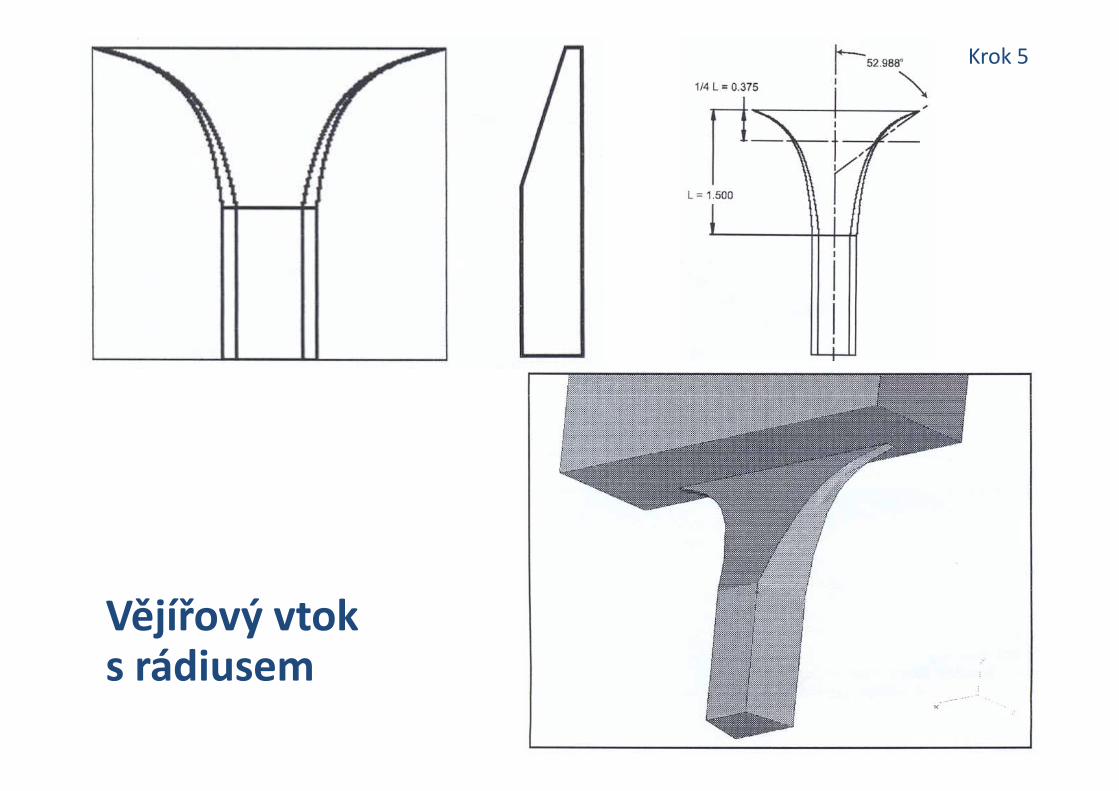
Vějířový vtok s rádiusem
Krok 5
Vějířový vtok s rádiusem
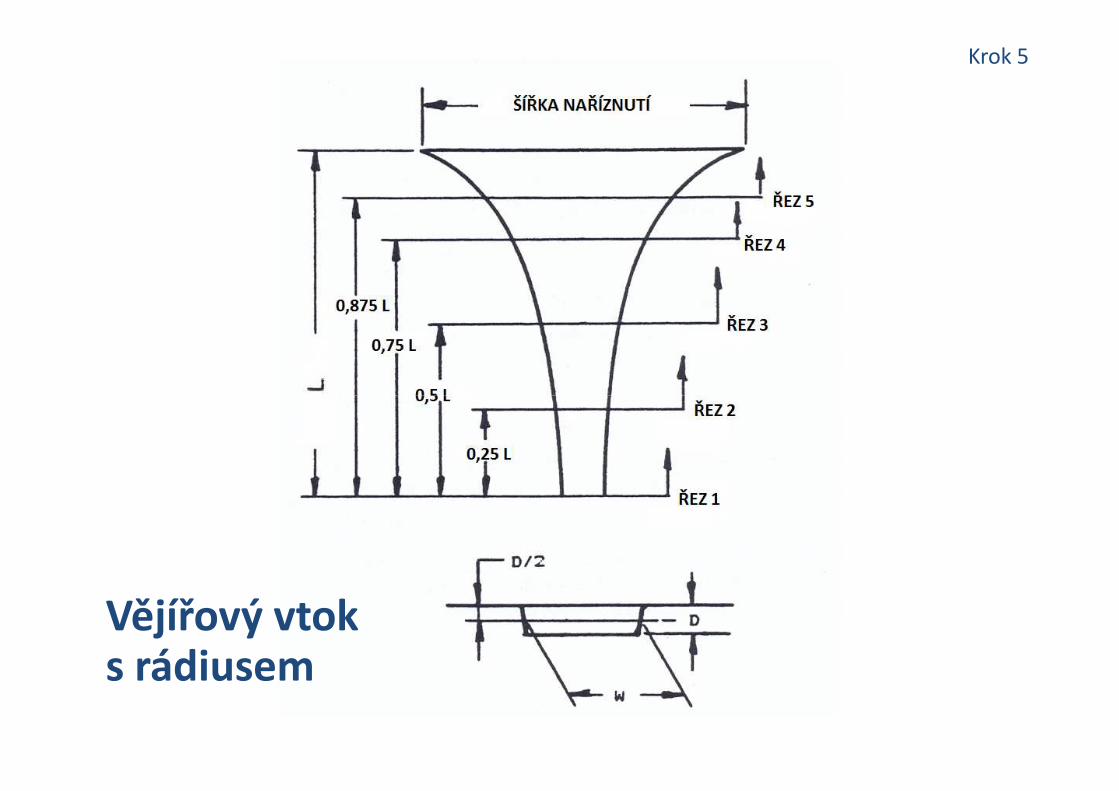
Krok 5
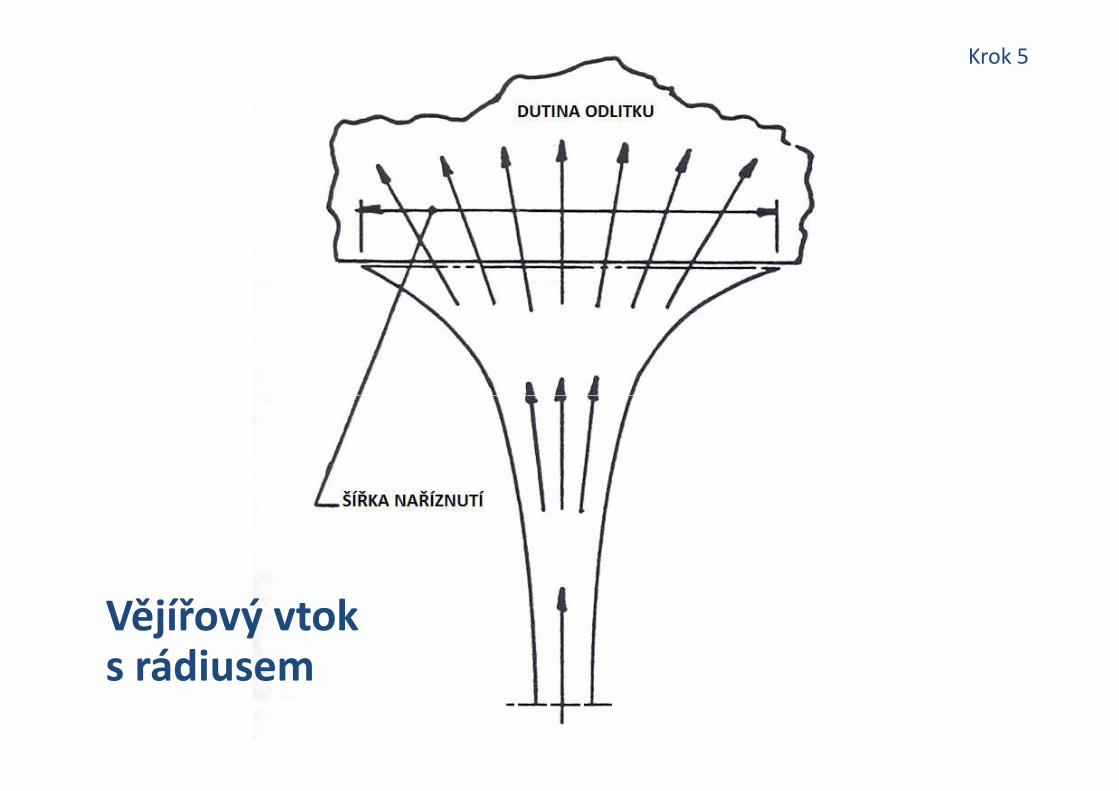
Vějířový vtok s rádiusem
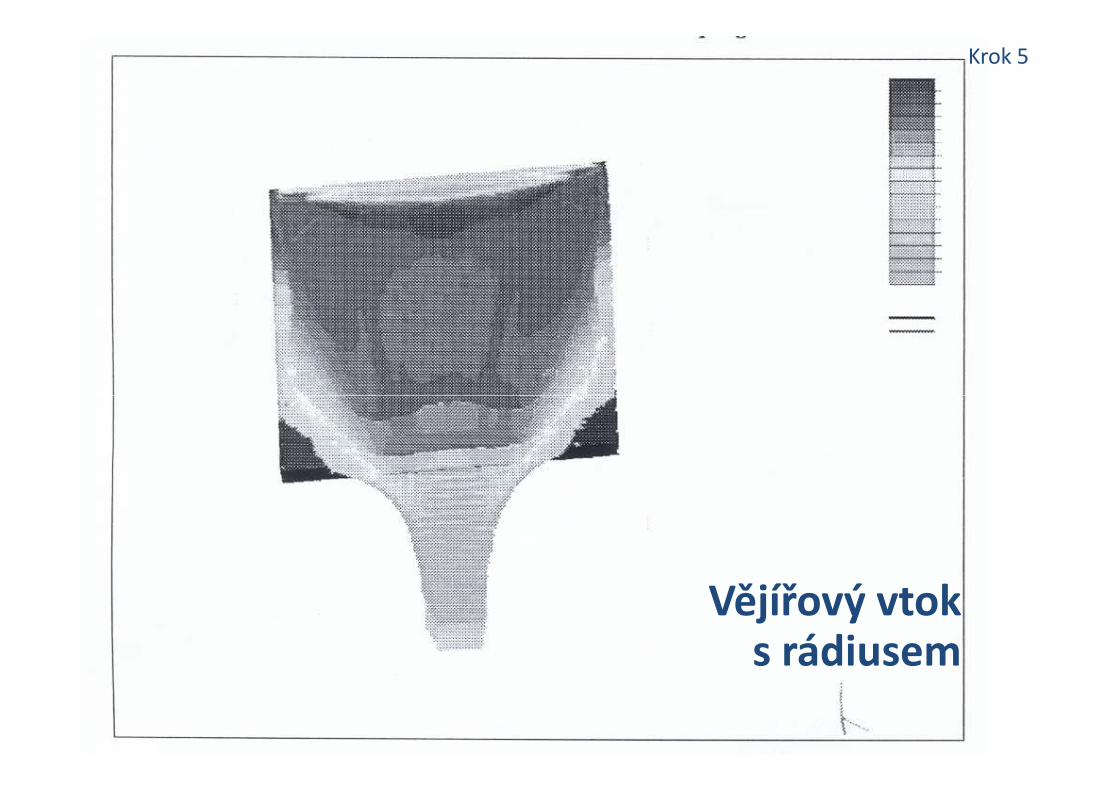
Krok 5
Vějířový vtok s rádiusem
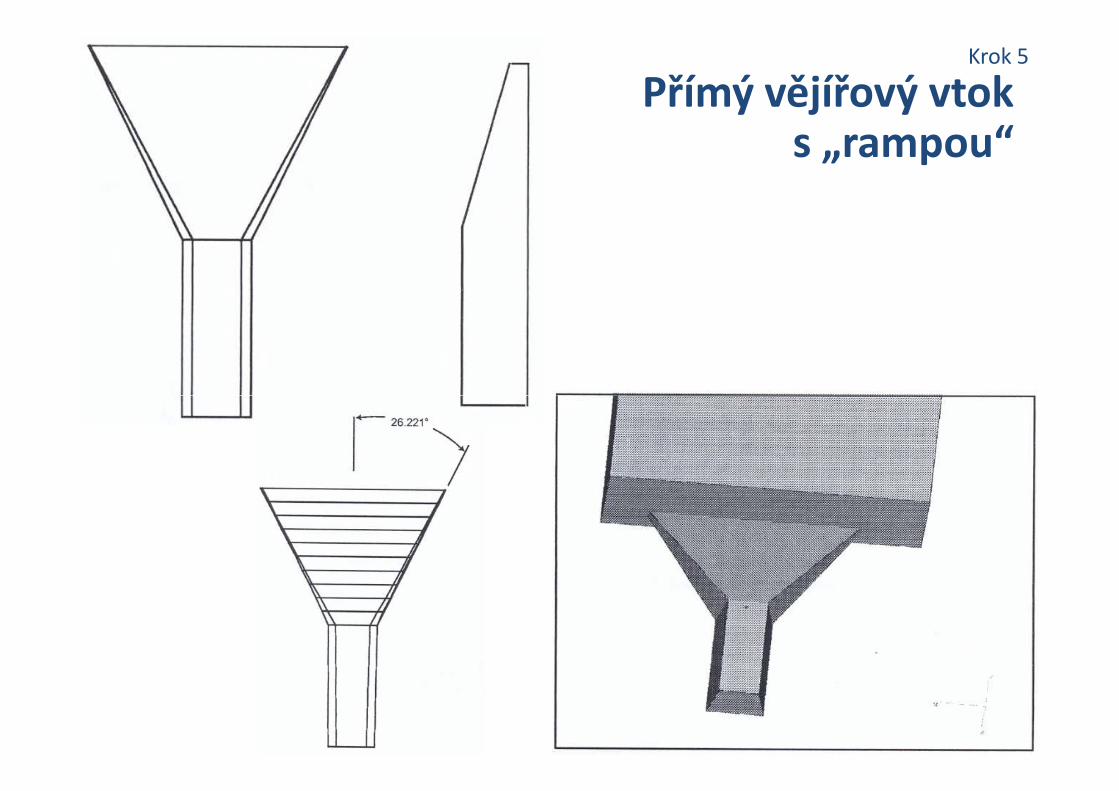
Přímý vějířový vtoks „rampou“
Krok 5
Krok 5

Přímý vějířový vtok s opačným rádiusem
Krok 5
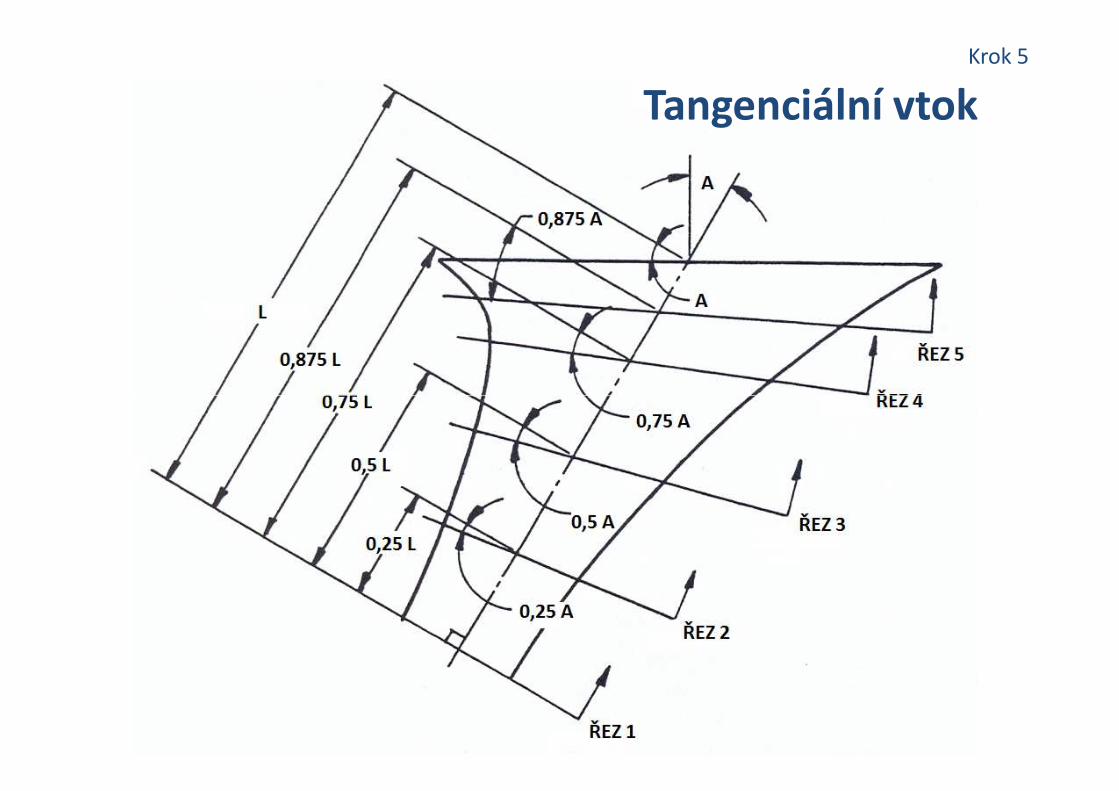
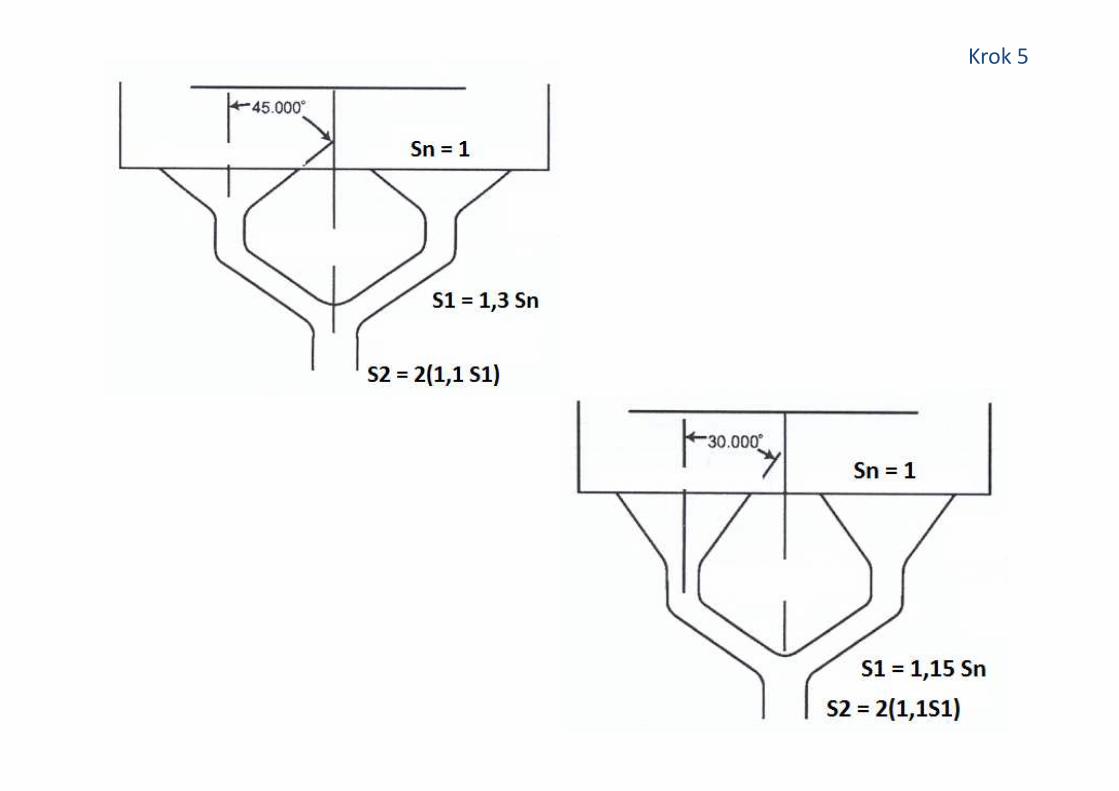
Tangenciální vtokKrok 5
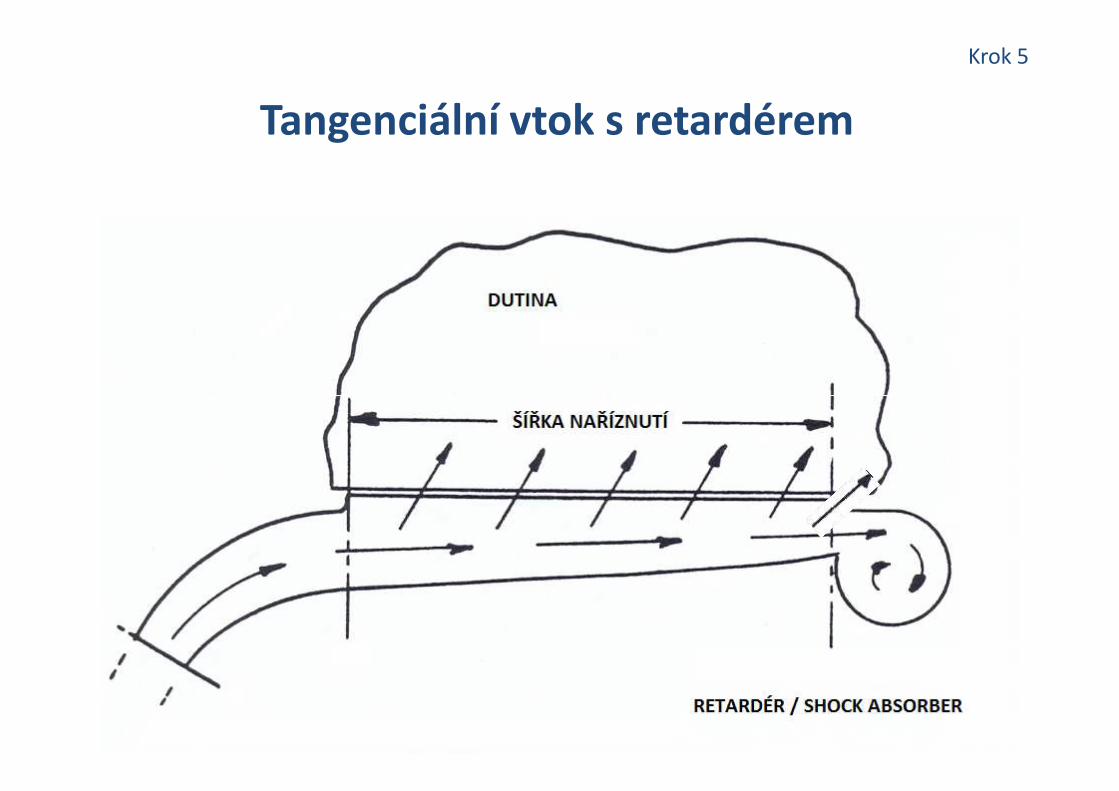
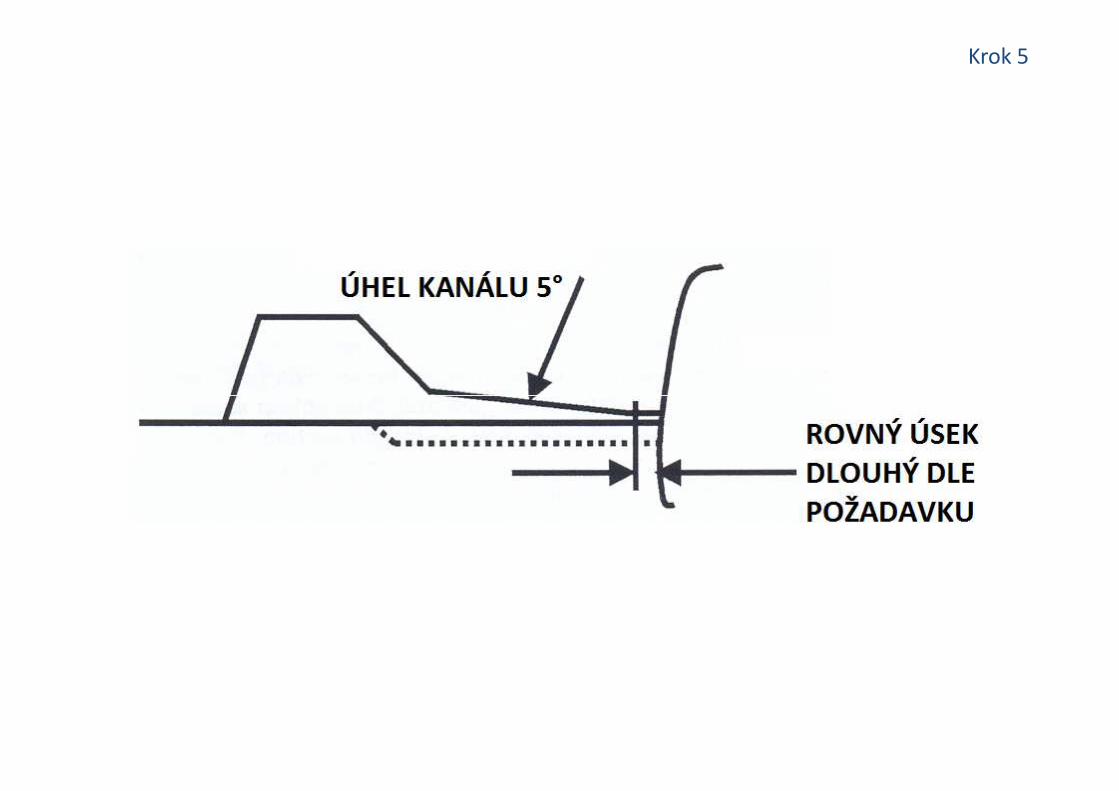
Tangenciální vtok s retardérem
Krok 5
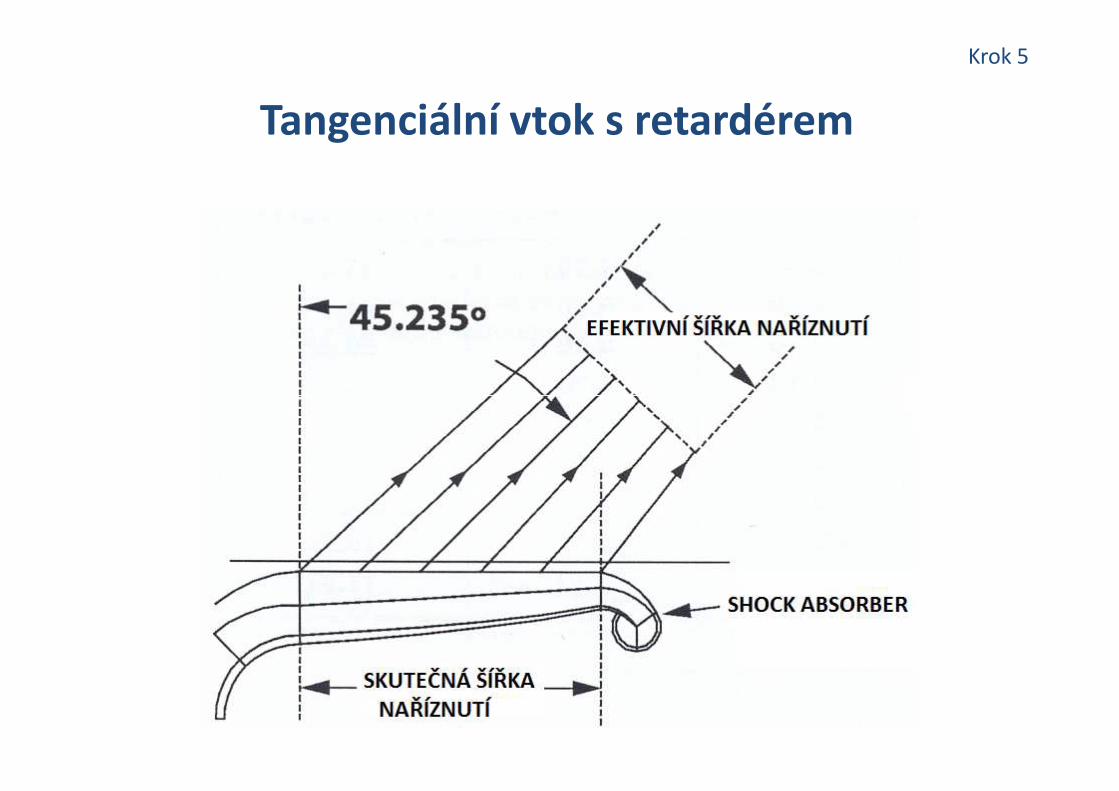
Tangenciální vtok s retardérem
Krok 5
Krok 5
Krok 5
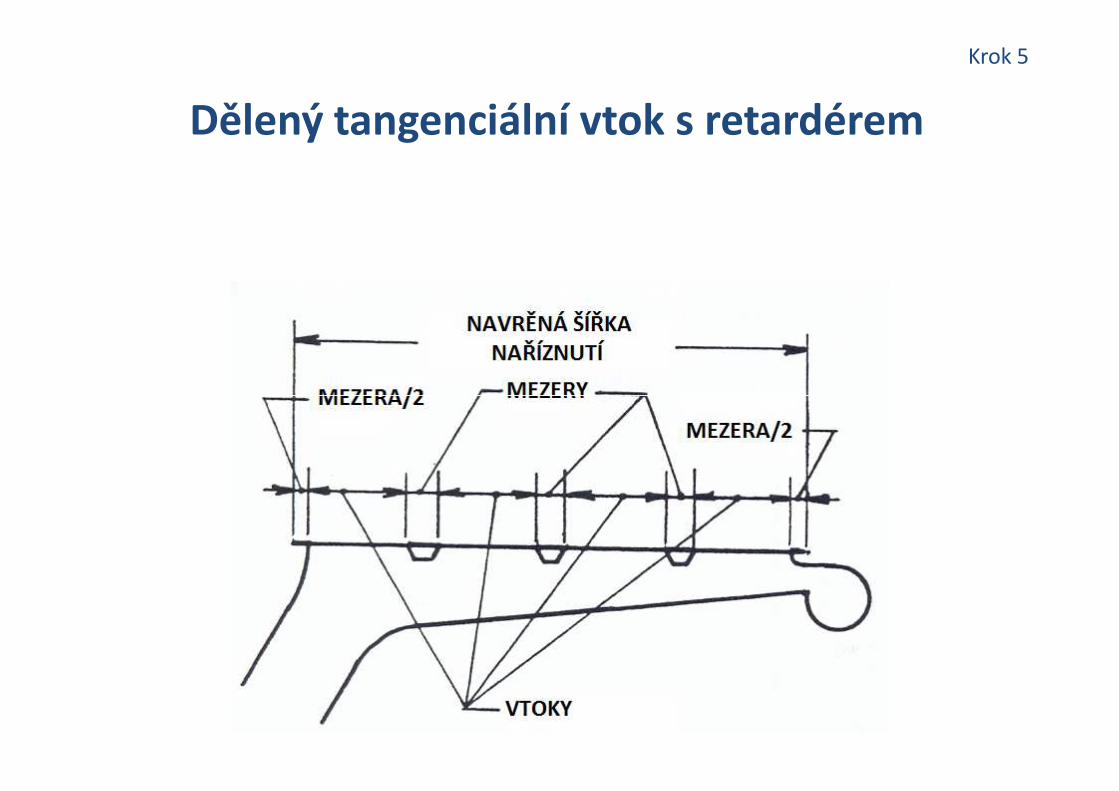
Dělený tangenciální vtok s retardérem
Krok 5
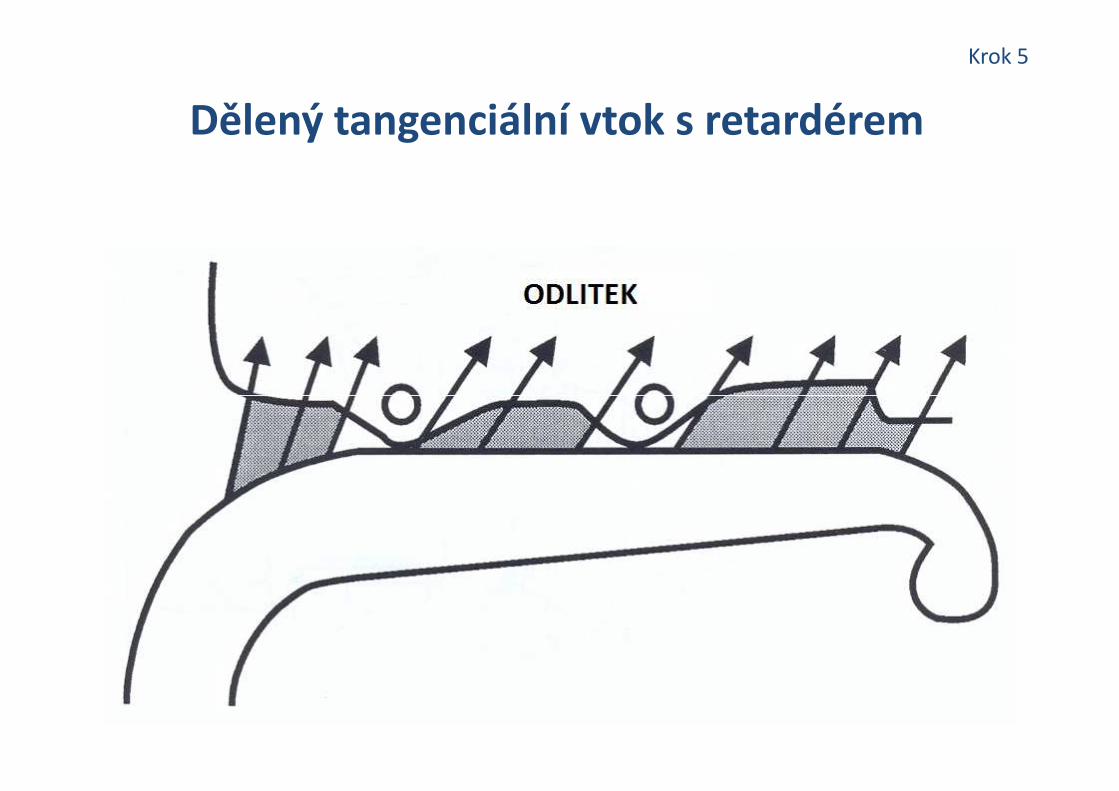
Dělený tangenciální vtok s retardérem
Krok 5
Krok 5
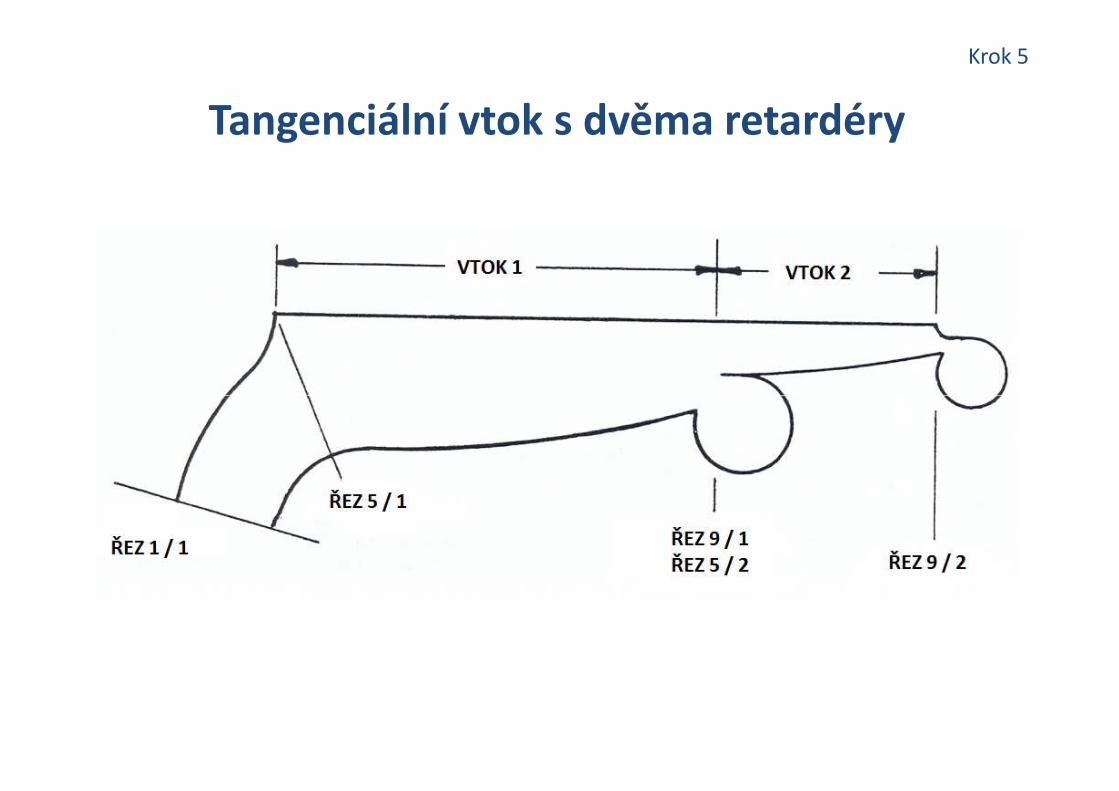
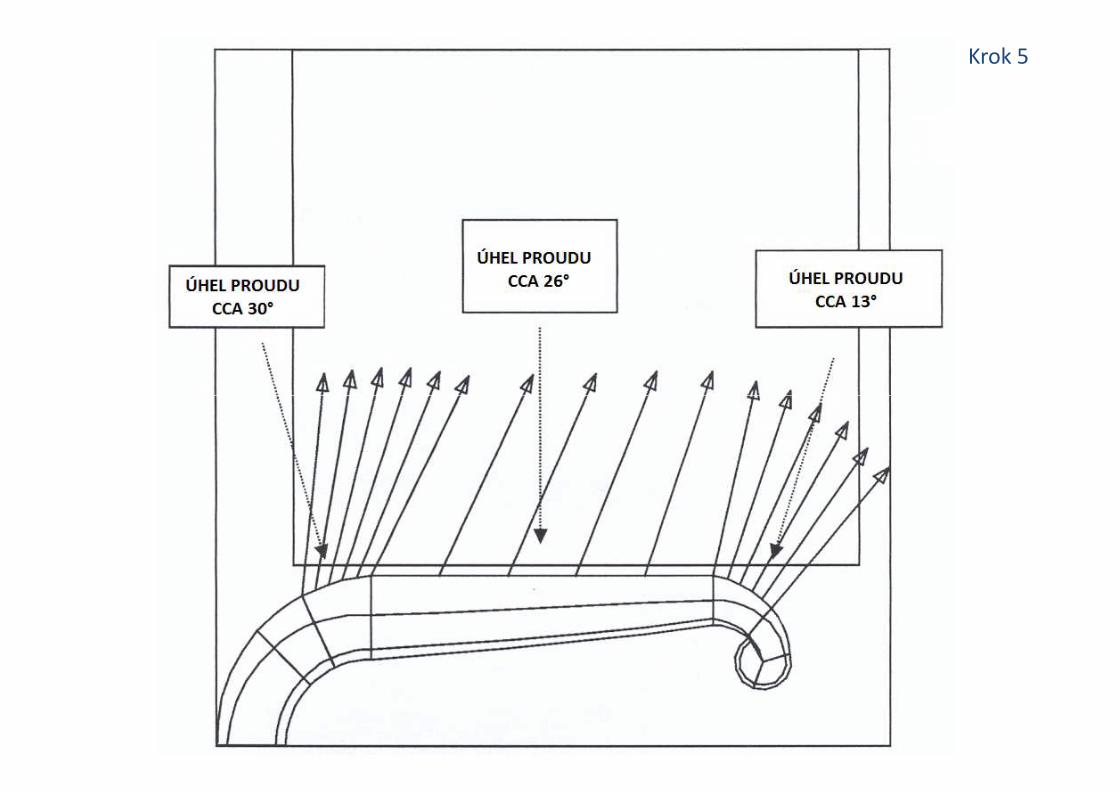
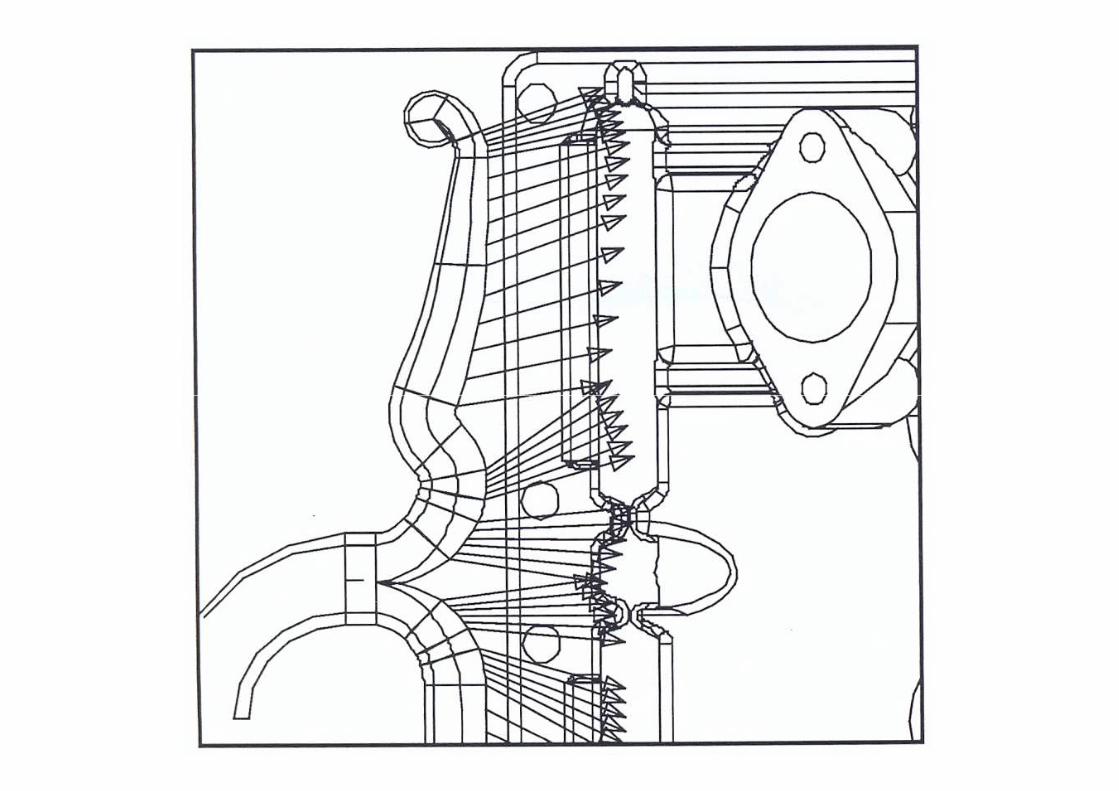
Tangenciální vtok s dvěma retardéry
Krok 5
Krok 5
Krok 5
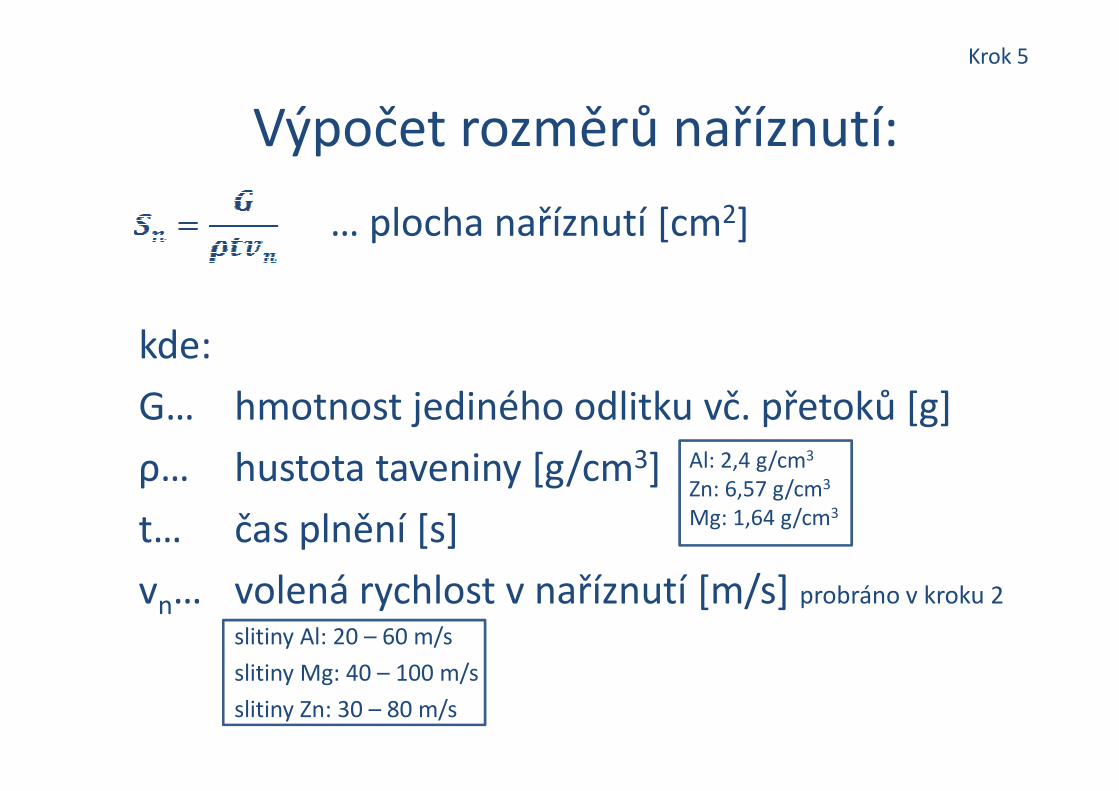
… plocha naříznutí [cm2]
kde:
G… hmotnost jediného odlitku vč. přetoků [g]
Výpočet rozměrů naříznutí:
Krok 5
G… hmotnost jediného odlitku vč. přetoků [g]
ρ… hustota taveniny [g/cm3]
t… čas plnění [s]
vn… volená rychlost v naříznutí [m/s] probráno v kroku 2
slitiny Al: 20 – 60 m/s
slitiny Mg: 40 – 100 m/s
slitiny Zn: 30 – 80 m/s
Al: 2,4 g/cm3
Zn: 6,57 g/cm3
Mg: 1,64 g/cm3
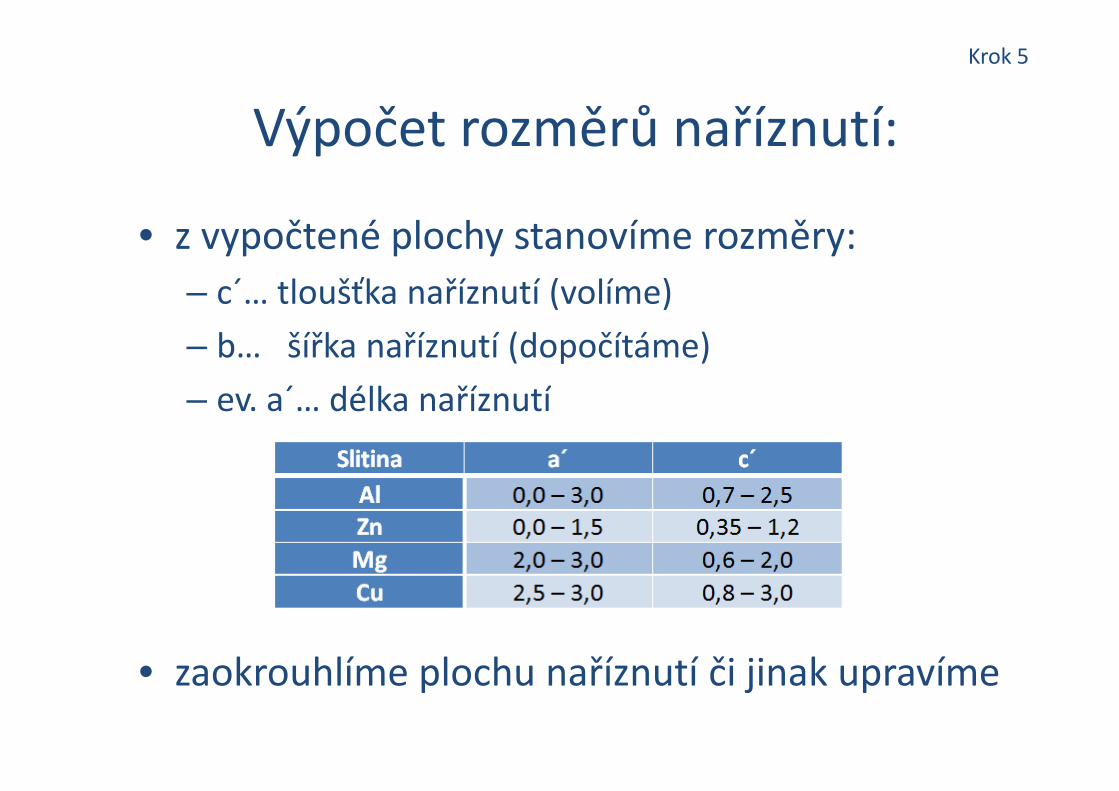
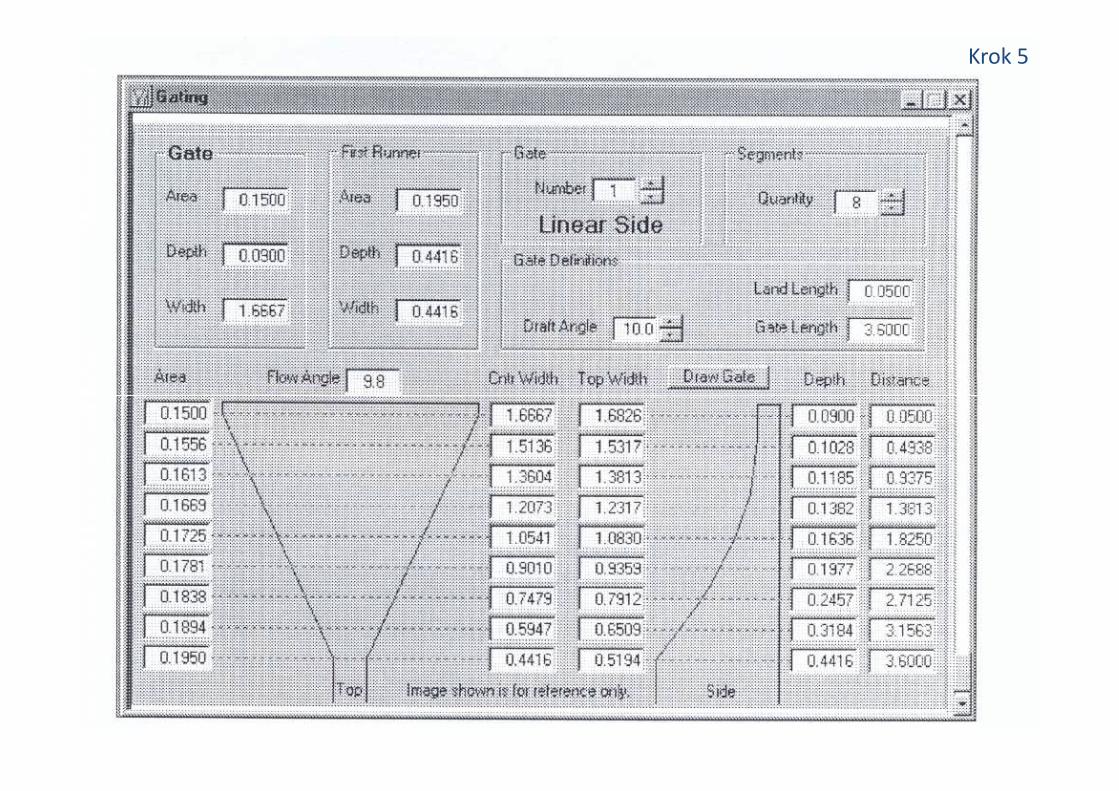
• z vypočtené plochy stanovíme rozměry:
– c´… tloušťka naříznutí (volíme)
– b… šířka naříznutí (dopočítáme)
– ev. a´… délka naříznutí
Výpočet rozměrů naříznutí:
Krok 5
– ev. a´… délka naříznutí
• zaokrouhlíme plochu naříznutí či jinak upravíme
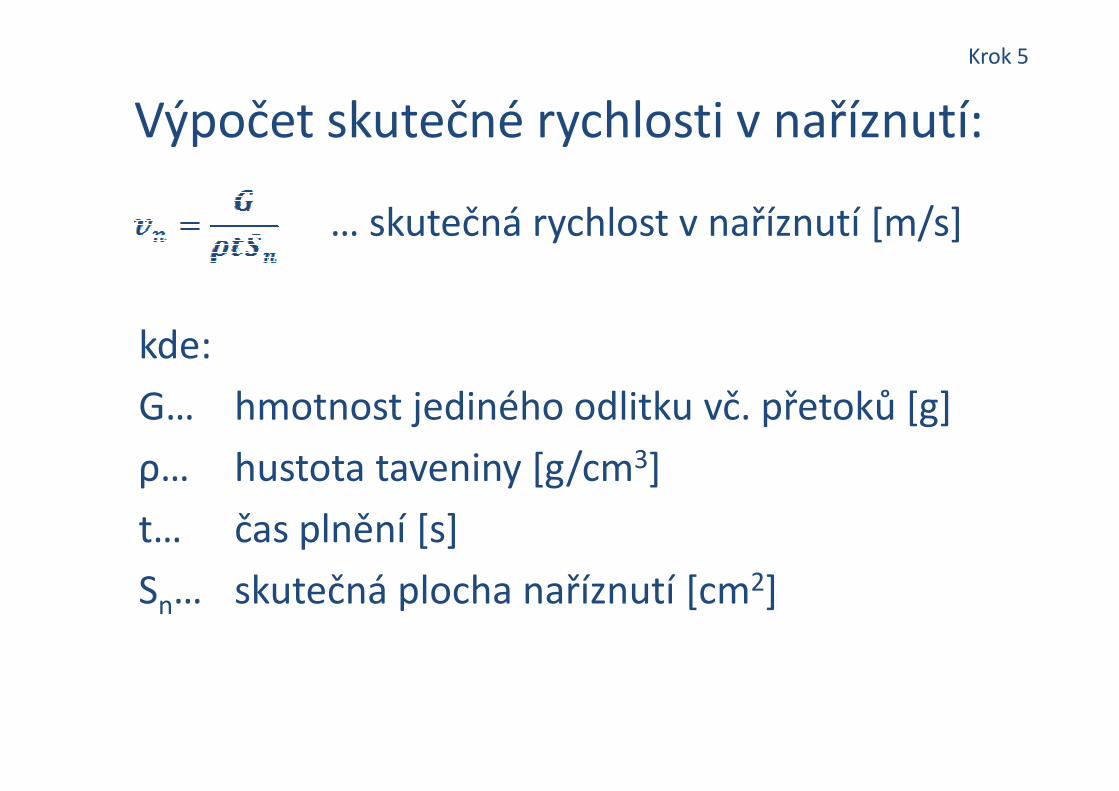
… skutečná rychlost v naříznutí [m/s]
kde:
G… hmotnost jediného odlitku vč. přetoků [g]
Výpočet skutečné rychlosti v naříznutí:
Krok 5
G… hmotnost jediného odlitku vč. přetoků [g]
ρ… hustota taveniny [g/cm3]
t… čas plnění [s]
Sn… skutečná plocha naříznutí [cm2]
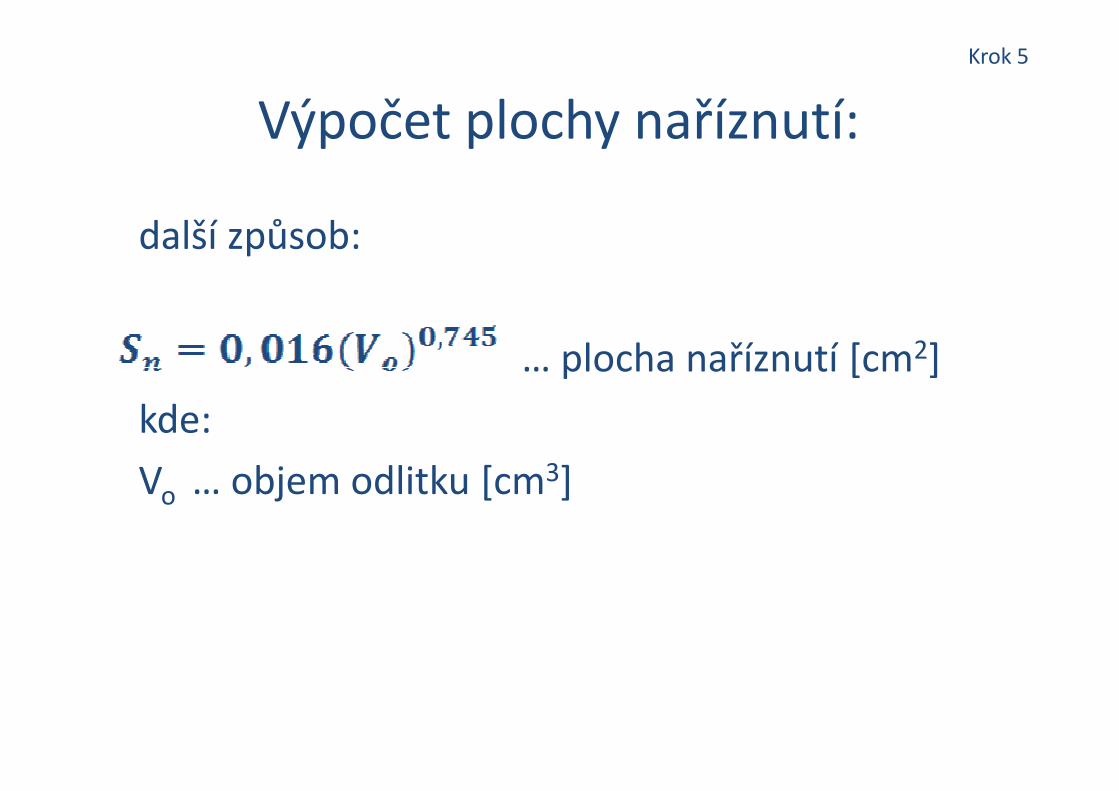
další způsob:
… plocha naříznutí [cm2]
kde:
Výpočet plochy naříznutí:
Krok 5
kde:
Vo … objem odlitku [cm3]
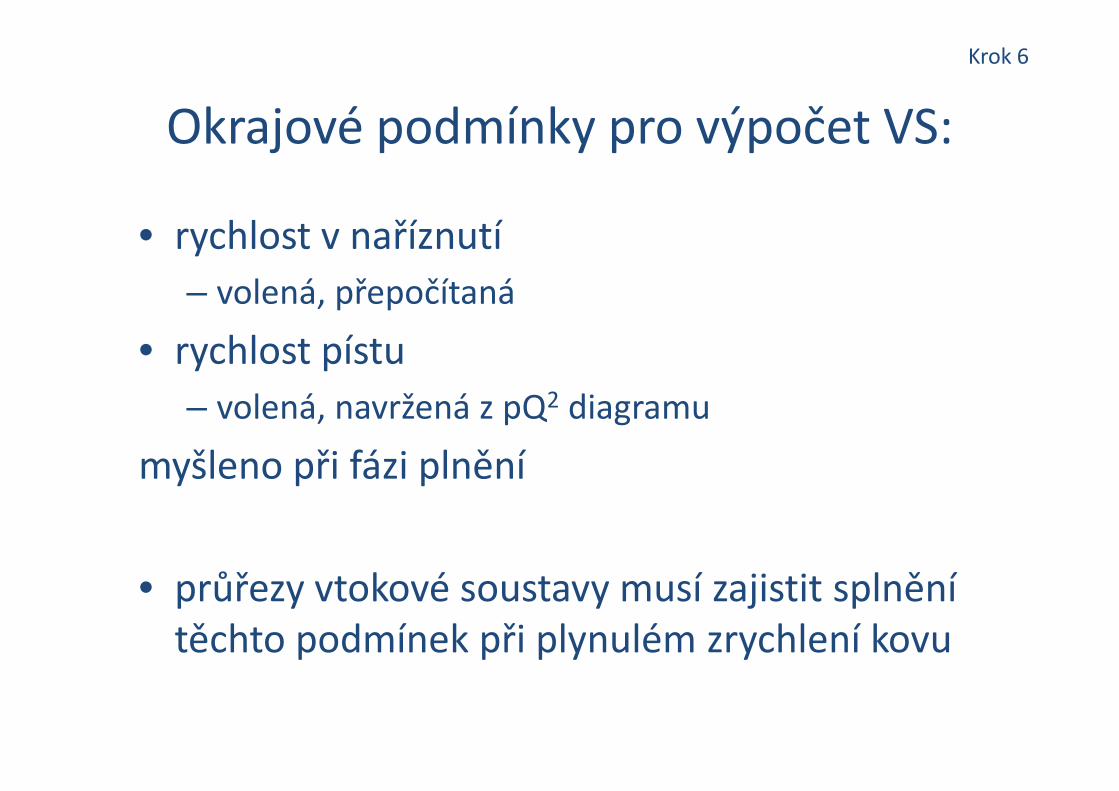
• definuj vtokovou soustavu
• pro zvolený počet a rozmístění odlitků
• efektivně vzhledem k:
Krok 6
• efektivně vzhledem k:
– ploše formy
– rozvodu kovu – co nejkratší cesta
– odporům proudění
– opotřebení formy
Vtoková soustava musí zajistit:• plnění všech odlitků ve stejný okamžik
• aby se rychlost kovu od pístu směrem k naříznutí plynule zvyšovala
• správné vyplnění dutiny formy
• aby se předčasně neopotřebila dutina formy proudící
Krok 6
• aby se předčasně neopotřebila dutina formy proudící taveninou (kolmé rázy na stěnu formy či jádra)
• omezení místního vzrůstu teploty, který vede k nadměrnému opotřebení a zhoršení povrchové čistoty odlitku
• zamezení vzniku vírů, které způsobují uzavírání vzduchu a plynů
• dosažení požadovaného vzhledu odlitku
• lichoběžník• rádiusy ve vložce (v pohyblivé)• jedna stěna v dělicí rovině• poměr stran:
– hloubka : šířka = 1:1 až 2:3 (pro slitiny Al)
Průřezy kanálů a jejich poměry:
Krok 6
– hloubka : šířka = 1:1 až 2:3 (pro slitiny Al)
• poměr průřezů:– Sn : S1 = 1 : (1,1) 1,3 až 1,8– S1 : S2 = podobně
• nutno dodržet rovnici kontinuityvnSn = v1S1 v1S1 = v2S2 v2S2 = vpSk
* uvažováno ρ=konst.
• poměr plochy komory ku ploše naříznutí
Sk : Sn = 3 – 30, ideálně 10 - 20
• odpovídá poměru rychlostí
• vyjadřuje zrychlení kovu
Poměr rychlostí a průřezů:
Krok 6
• vyjadřuje zrychlení kovu při stejném objemovém průtoku
• vyjadřuje nároky na stroj
• vyjadřuje využití stroje
• rychlost v naříznutí
– volená, přepočítaná
• rychlost pístu
– volená, navržená z pQ2 diagramu
Okrajové podmínky pro výpočet VS:
Krok 6
– volená, navržená z pQ2 diagramu
myšleno při fázi plnění
• průřezy vtokové soustavy musí zajistit splnění těchto podmínek při plynulém zrychlení kovu
• definuj odvzdušnění:
• odvod vzduchu a plynů z dutiny formy a komory
• z míst, která se plní jako poslední
Krok 7
• z míst, která se plní jako poslední
• prevence uzavření vzduchu a plynů v kovu, studených spojů, …
• rychle a efektivně
Odvzdušnění:
obecně 3 způsoby:– odvzdušňovací kanály v dělicí rovině
• v kombinaci s přetoky
• vedou na rozhraní vložky a rámu, i v rámu
• co nejkratší cestou
Krok 7
co nejkratší cestou
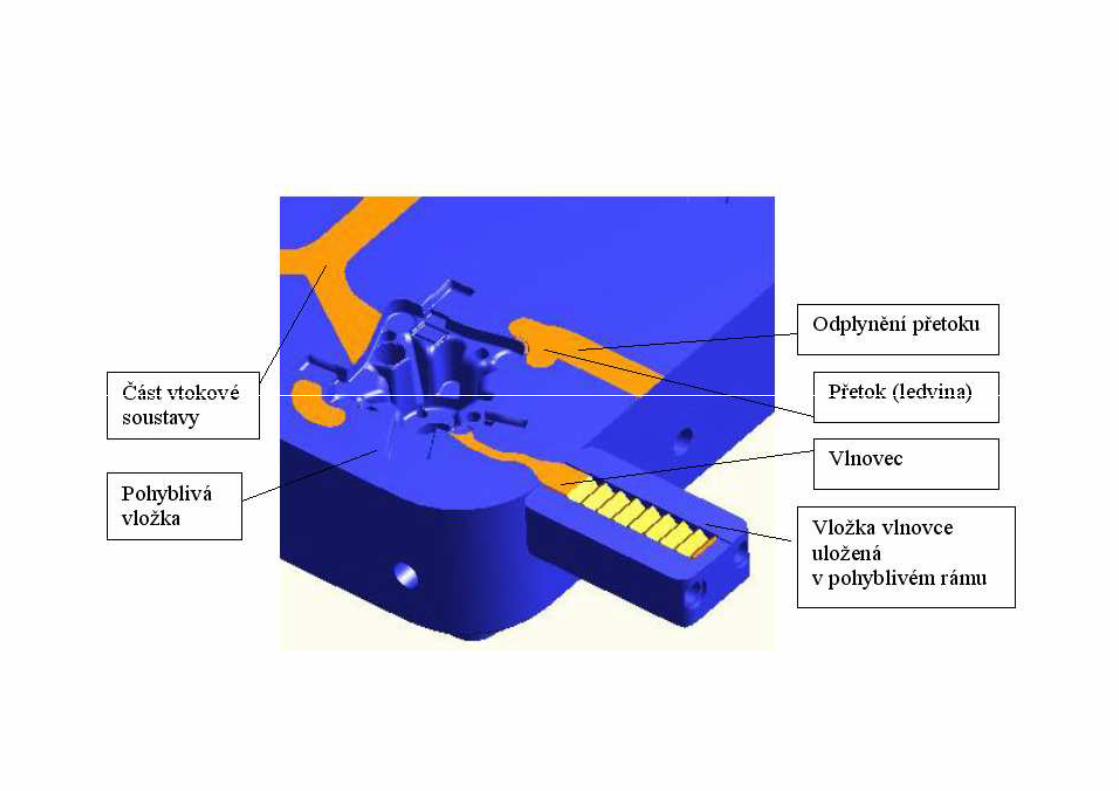
– vlnovec• zabrzdění kovu ve vlnovci
• k němu kanál
• může být v kombinaci s normálním odvzdušněním
– vakuování• labyrint kanálů k ventilu či vlnovci
• nesmí se kombinovat s normálním odvzdušněním
• odlehlé přetoky neodsávané
Odvzdušňovací kanály v dělicí rovině:
• vedou z přetoku, většinou na jeho šířku
• tak, aby nezatekl kov
Krok 7
• za přetokem tloušťka v desetinách mm
• poté v setinách
• lze i opačně (za přetokem brzda 0,1 a dále 0,4 mm)
• broušením
• výpočet dle času plnění
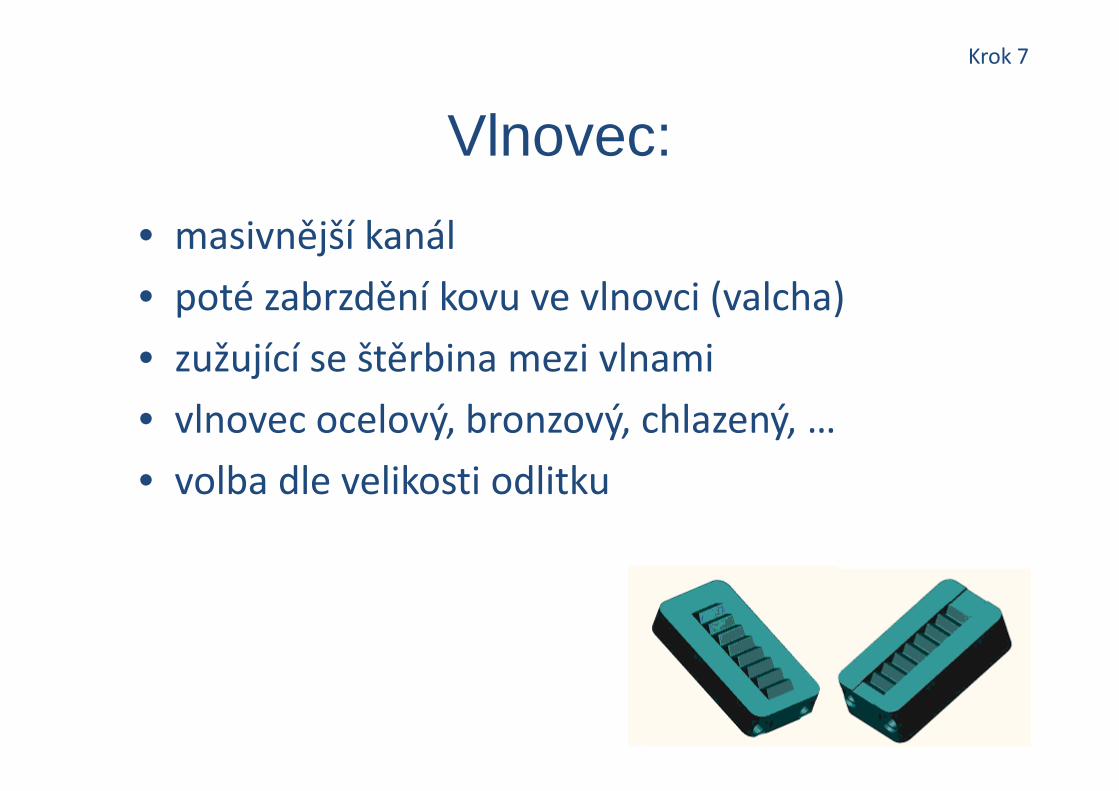
• masivnější kanál
• poté zabrzdění kovu ve vlnovci (valcha)
• zužující se štěrbina mezi vlnami
• vlnovec ocelový, bronzový, chlazený, …
Krok 7
Vlnovec:
• vlnovec ocelový, bronzový, chlazený, …
• volba dle velikosti odlitku
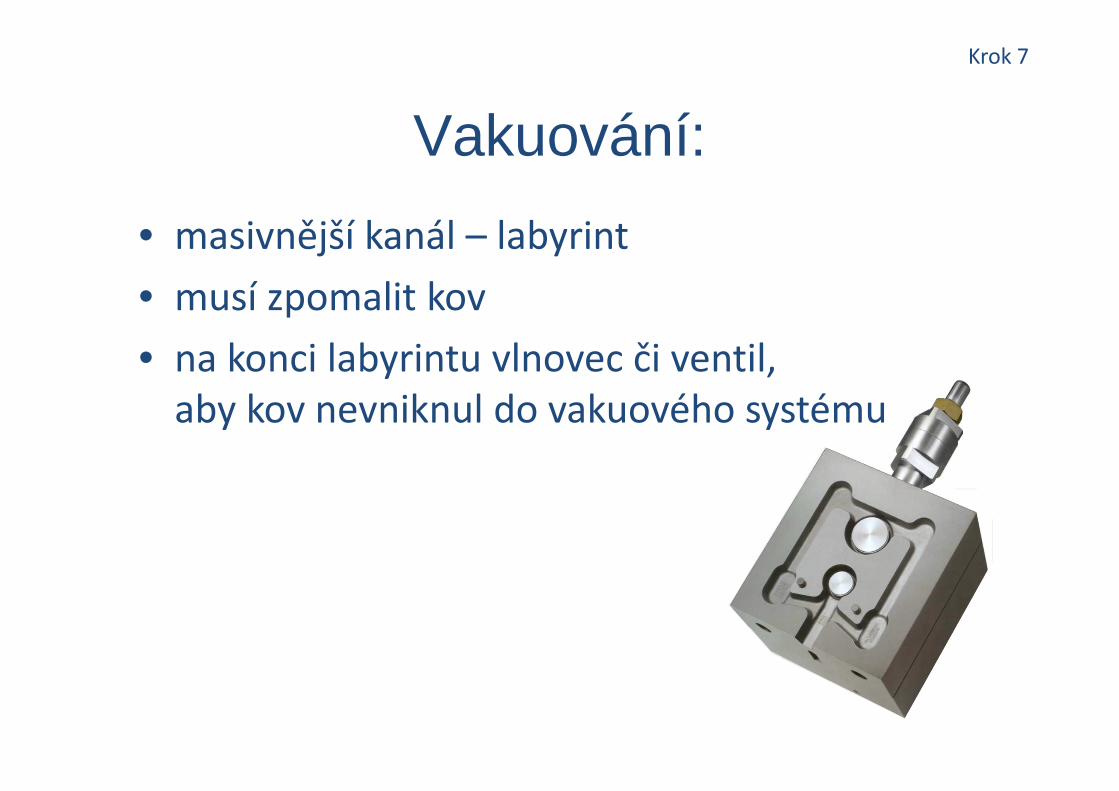
• masivnější kanál – labyrint
• musí zpomalit kov
• na konci labyrintu vlnovec či ventil,aby kov nevniknul do vakuového systému
Krok 7
Vakuování:
aby kov nevniknul do vakuového systému
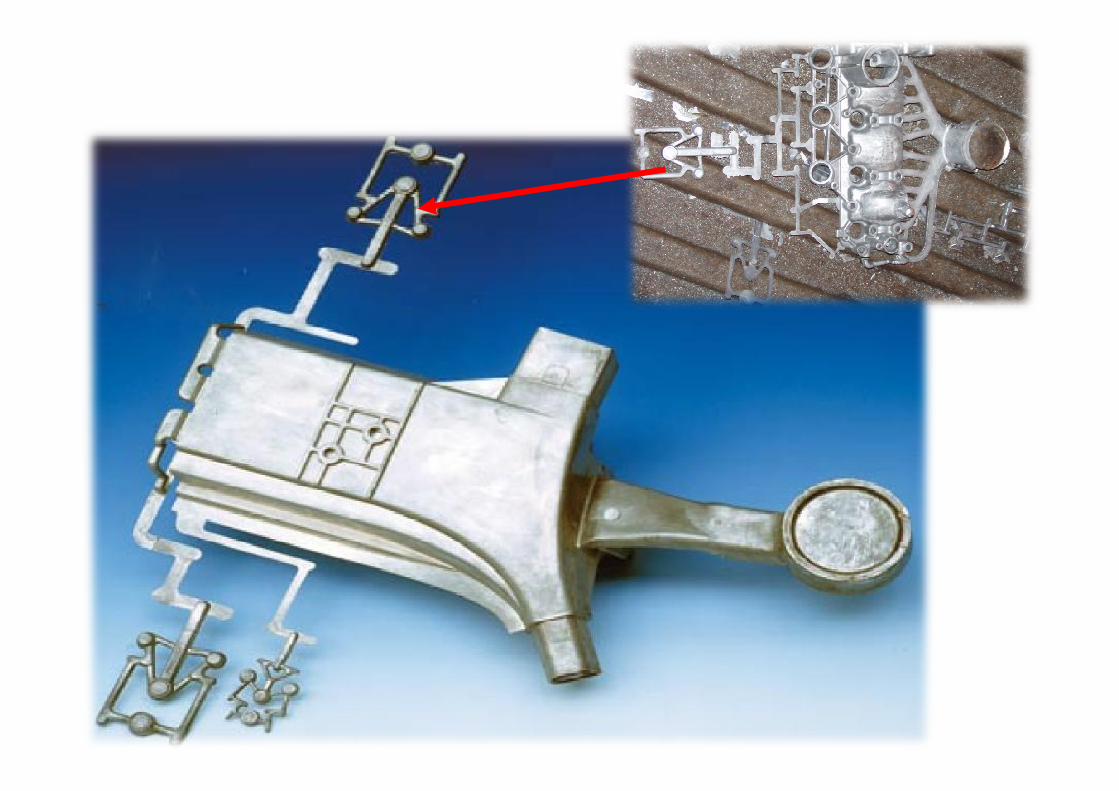
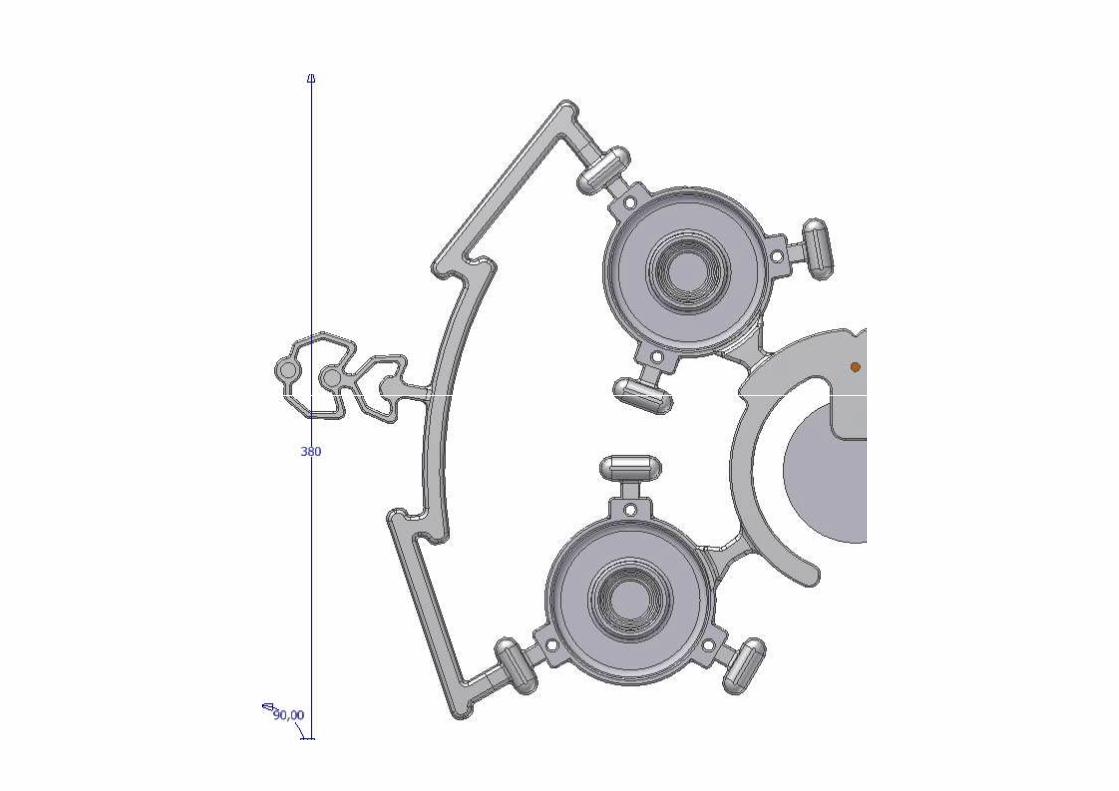
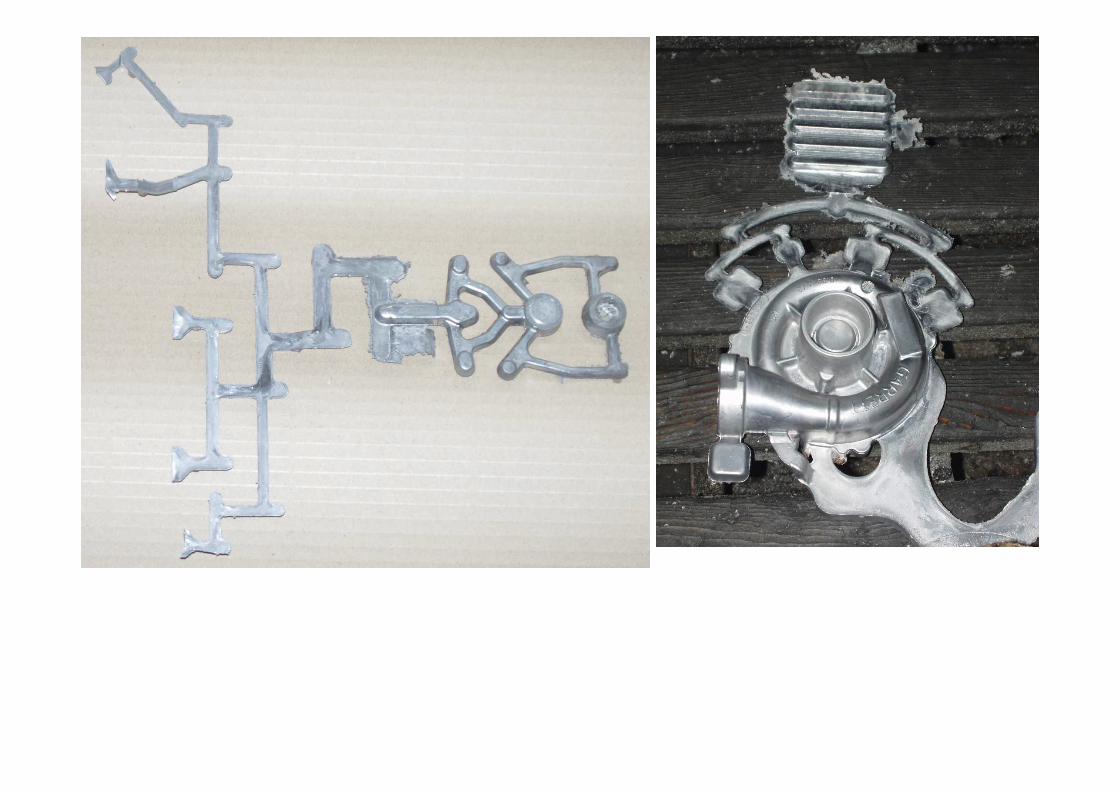
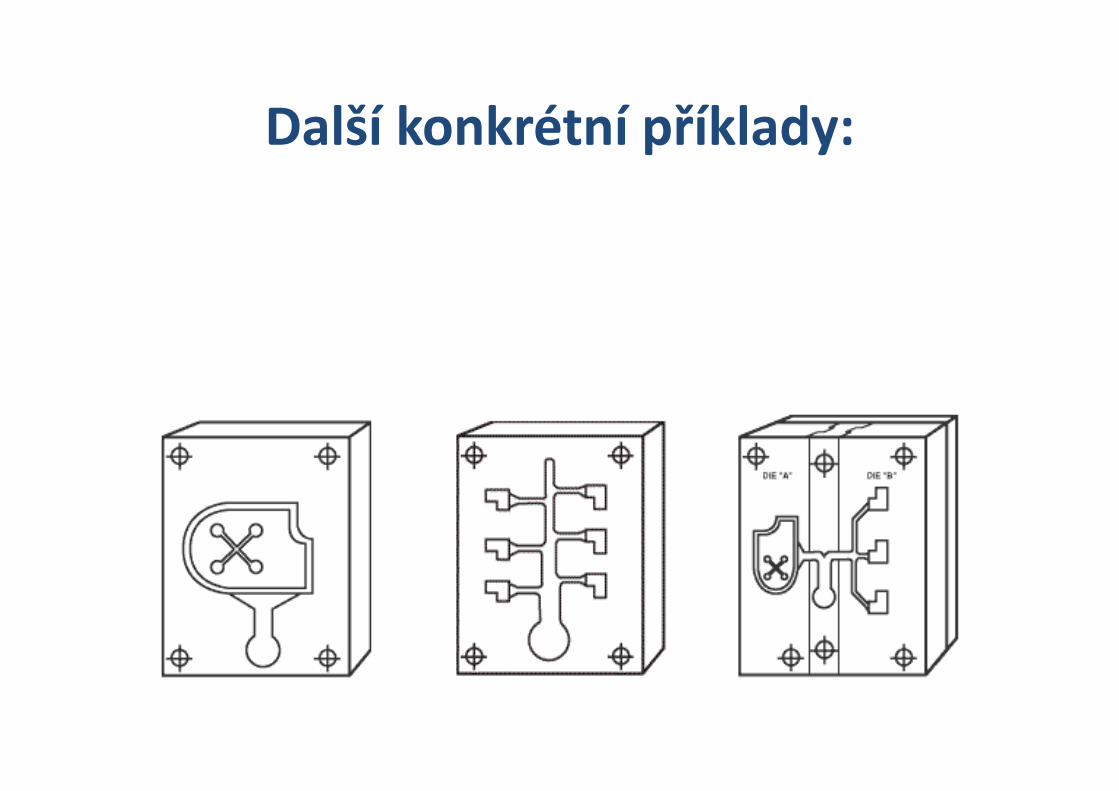
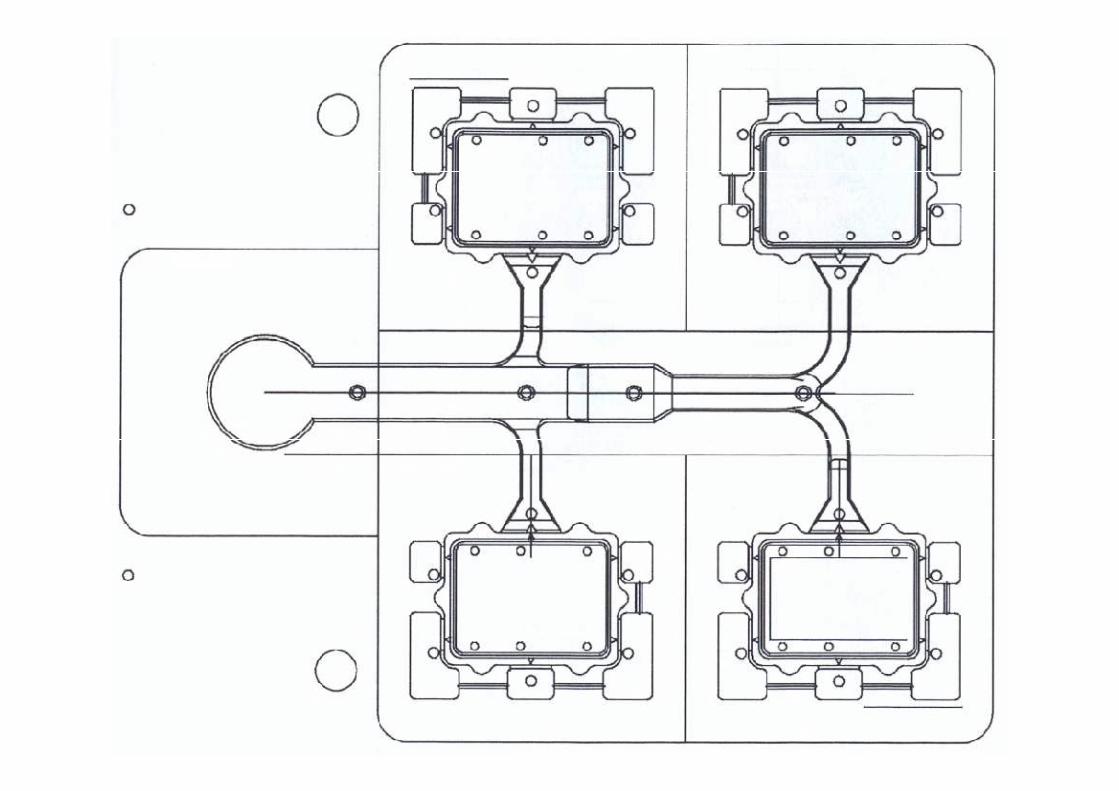
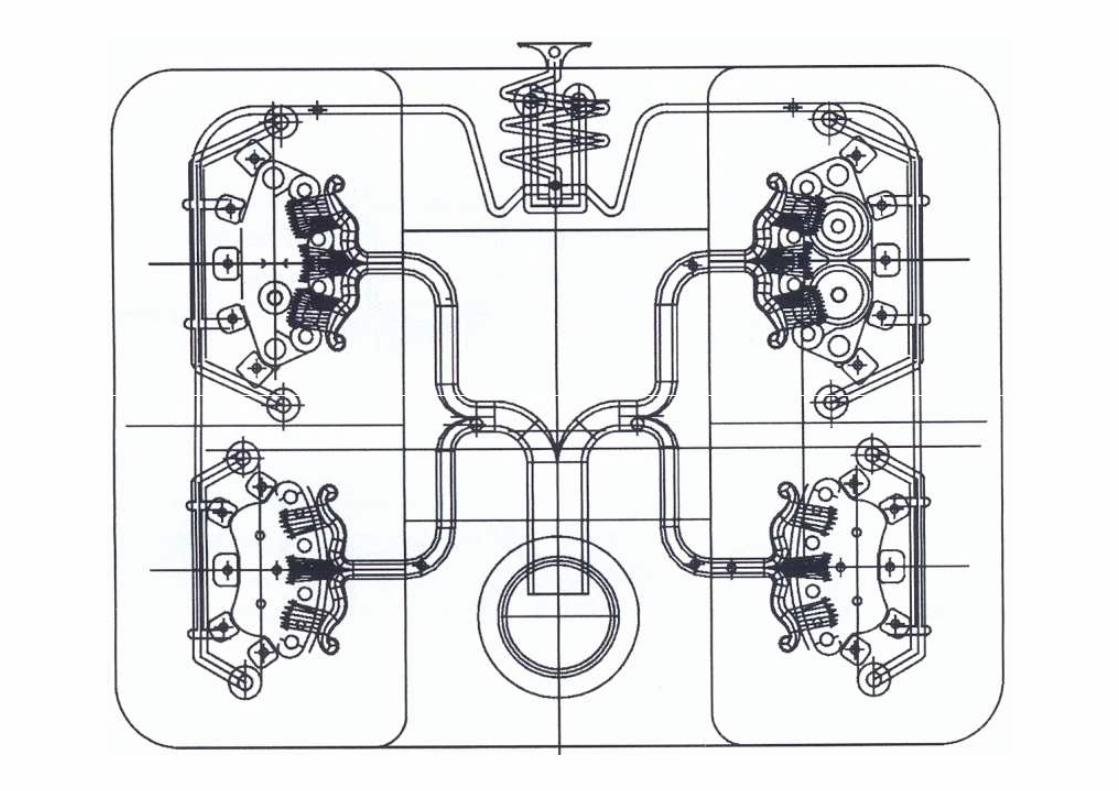
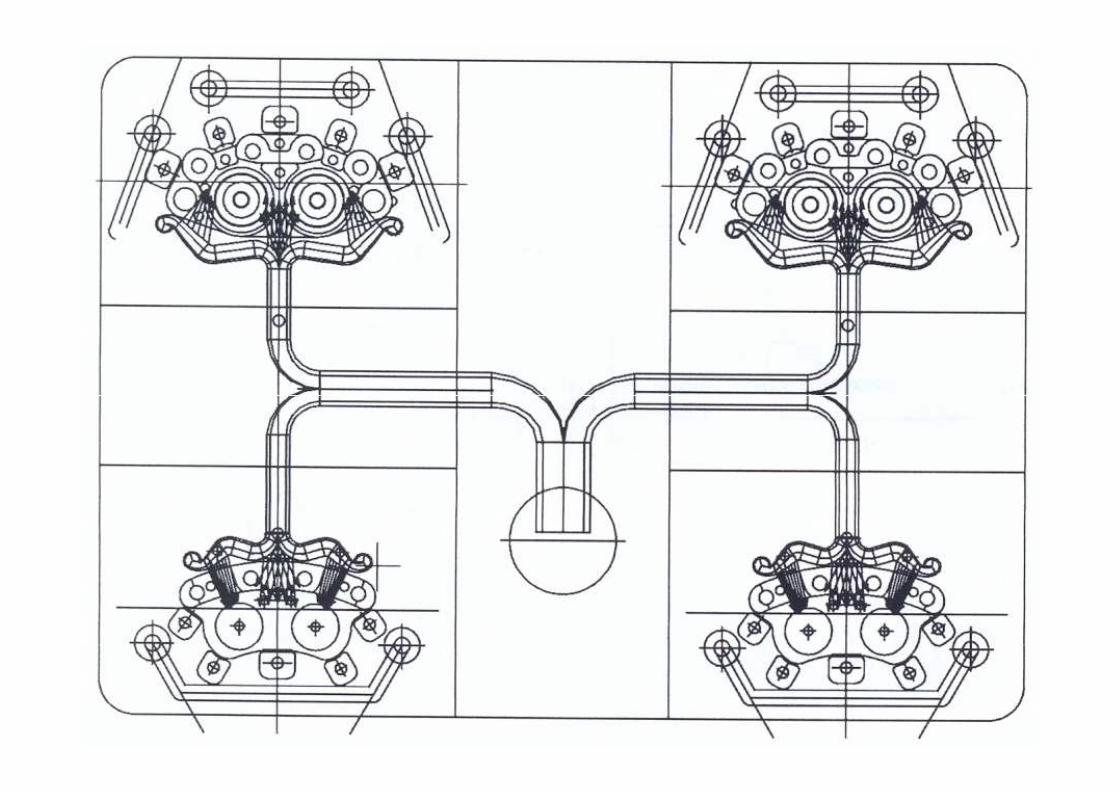
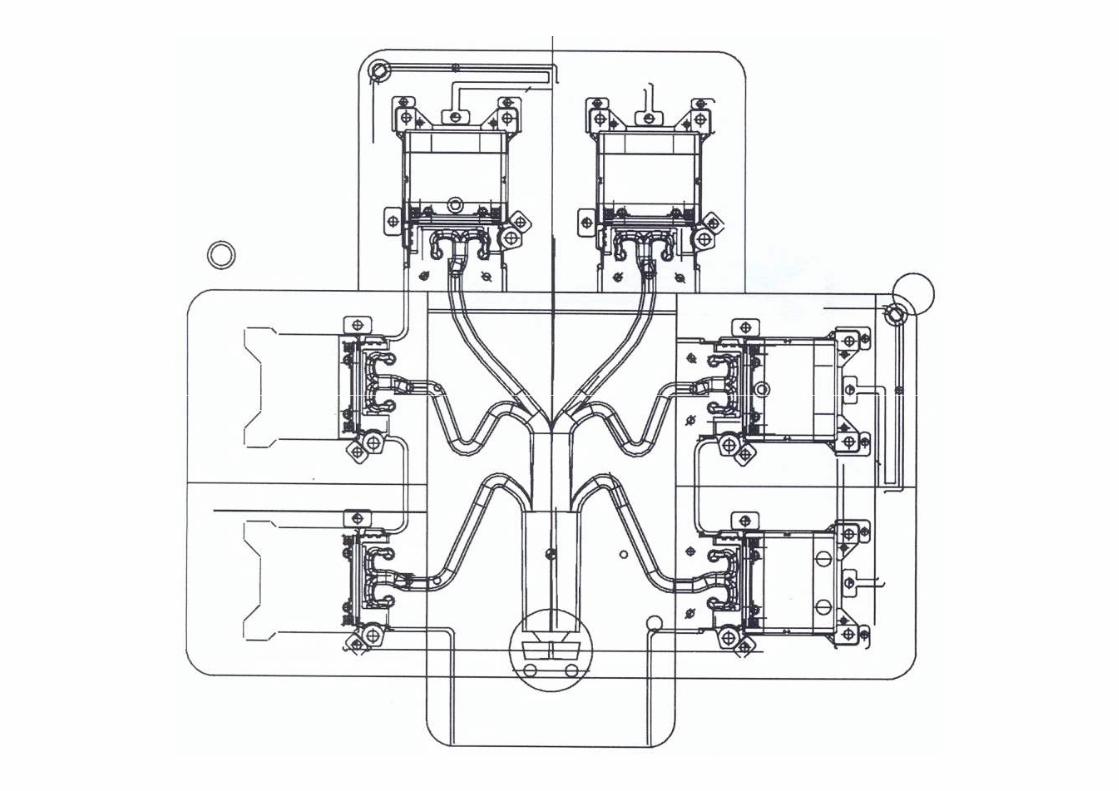
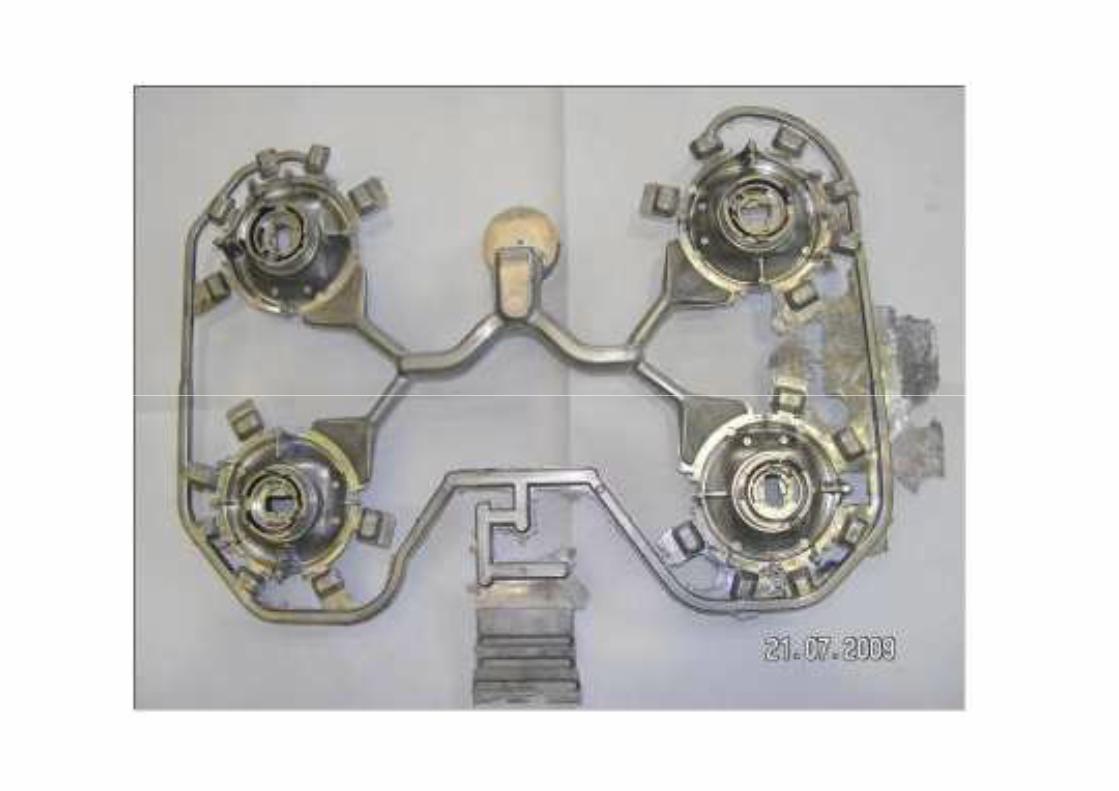
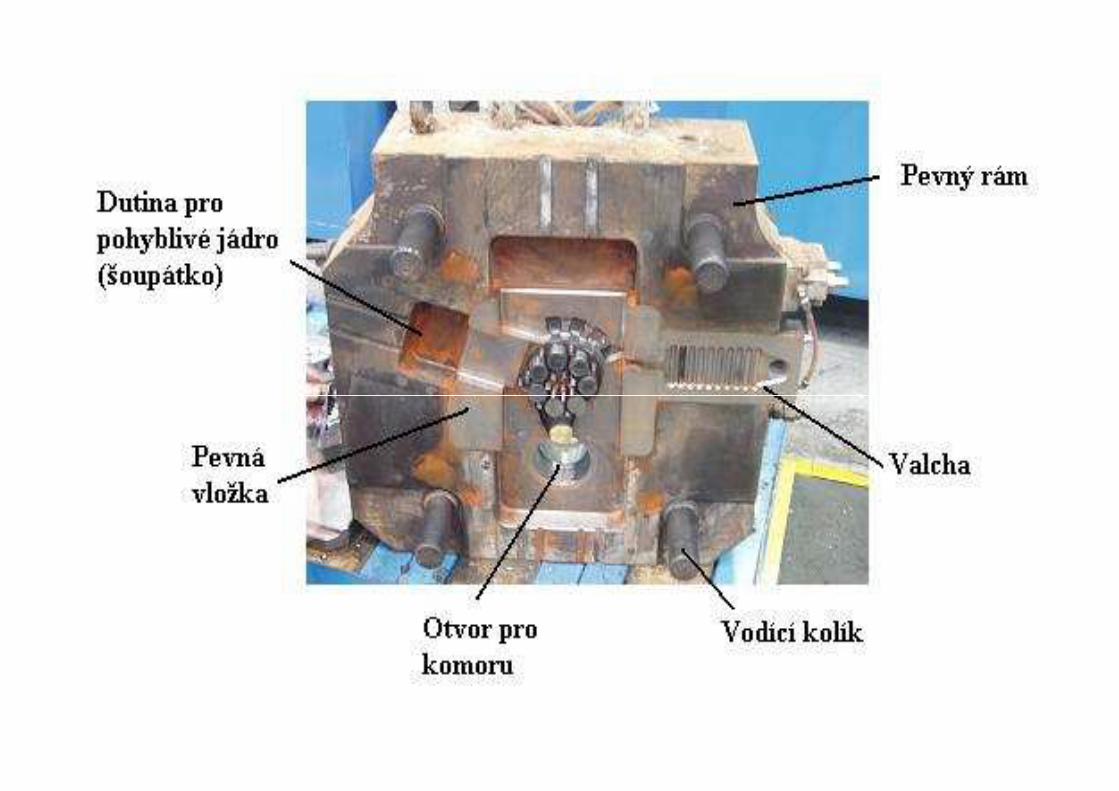
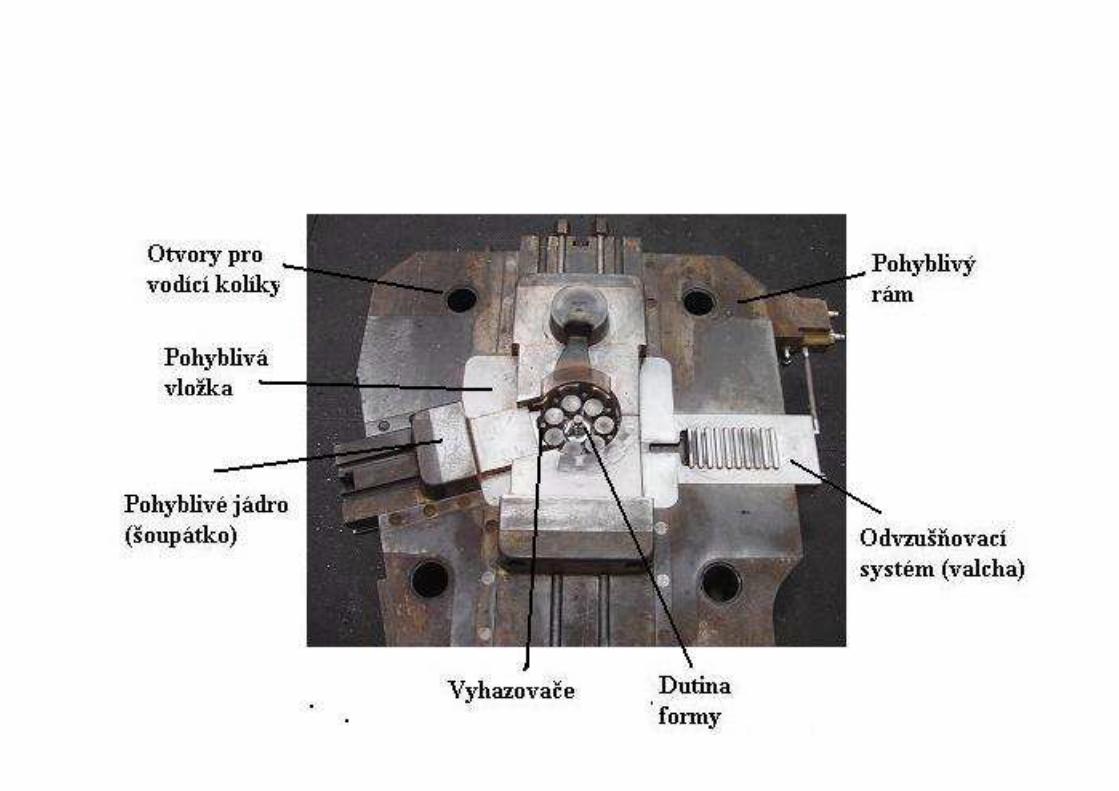
Další konkrétní příklady:
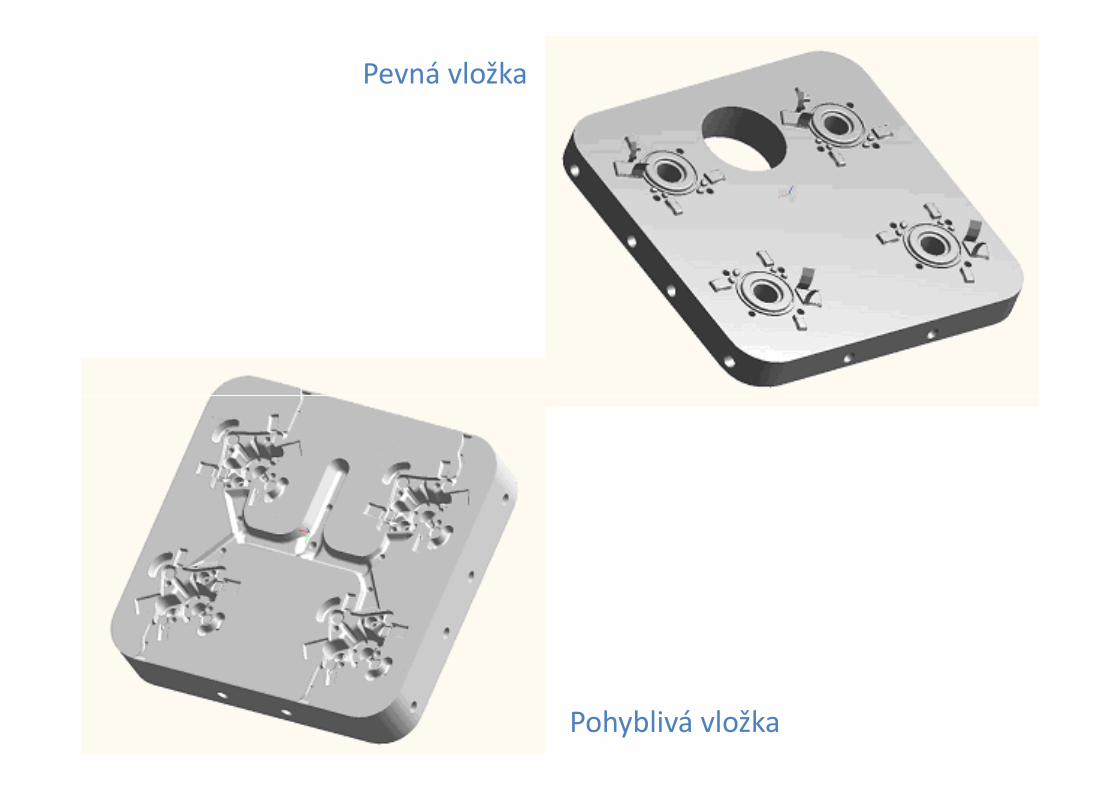
Pevná vložka
Pohyblivá vložka
Použité zdroje:
• WALKINGTON, Bill. Seven Steps to Quality Gating
Design. Rosemont, Il 60018-4733 : NADCA, 2001. 76 s.
• HERMAN, E. A. Gating Die Casting Dies. Rosemont, Il60018-4721 : NADCA, 1996. 137 s. E-514.
• VINARCIK, Edvard. High integrity die casting • VINARCIK, Edvard. High integrity die casting
processes. New York : John Wiley & Sons, 2003. 232 s. ISBN 0-471-20131-6.
Podklady firem TOSHIBA, FRECH, Kovolis Hedvikov, a.s.

















