HLAVA PRO CIRK. FRÉZOVÁNÍ TYP M302WHIRLING HEAD Type M302
Další provedení jsou možná na základě poptávky s následujícími údaji:
- požadovaná řezná kružnice cirkulační hlavy - max. přípustná oběžná kružnice cirkulační hlavy - max. úhel vychýlení cirkulačního zařízení
Při objednání uveďte prosím model a výrobní číslo používaného okružovacího zařízení.
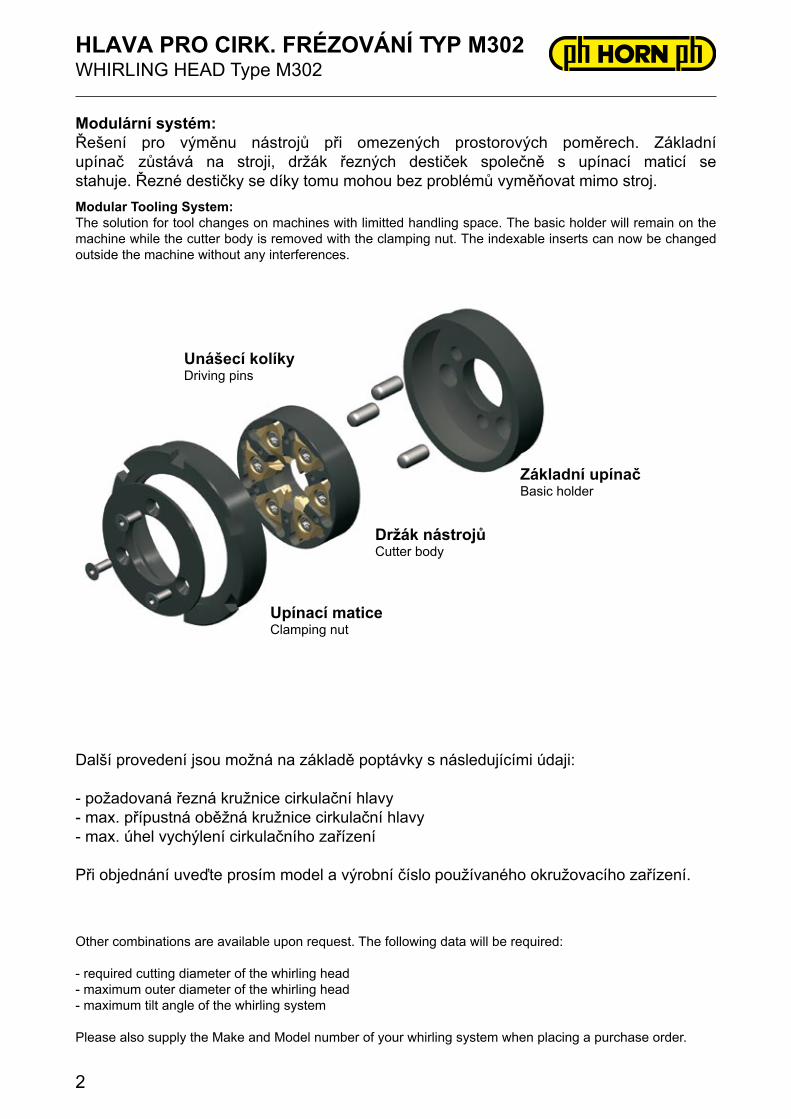
Upínací maticeClamping nut
Držák nástrojůCutter body
Other combinations are available upon request. The following data will be required:
- required cutting diameter of the whirling head - maximum outer diameter of the whirling head - maximum tilt angle of the whirling system
Please also supply the Make and Model number of your whirling system when placing a purchase order.
Základní upínačBasic holder
Unášecí kolíkyDriving pins
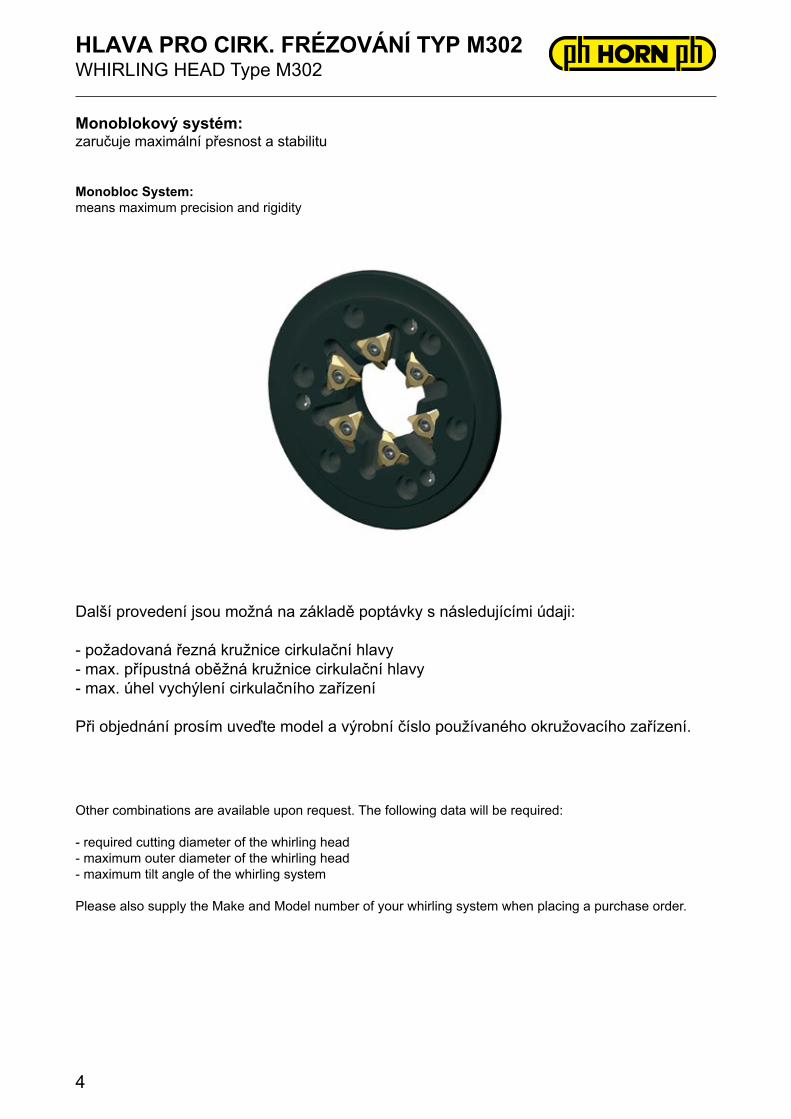
Modulární systém:Řešení pro výměnu nástrojů při omezených prostorových poměrech. Základní upínač zůstává na stroji, držák řezných destiček společně s upínací maticí se stahuje. Řezné destičky se díky tomu mohou bez problémů vyměňovat mimo stroj.Modular Tooling System:The solution for tool changes on machines with limitted handling space. The basic holder will remain on the machine while the cutter body is removed with the clamping nut. The indexable inserts can now be changed outside the machine without any interferences.
2
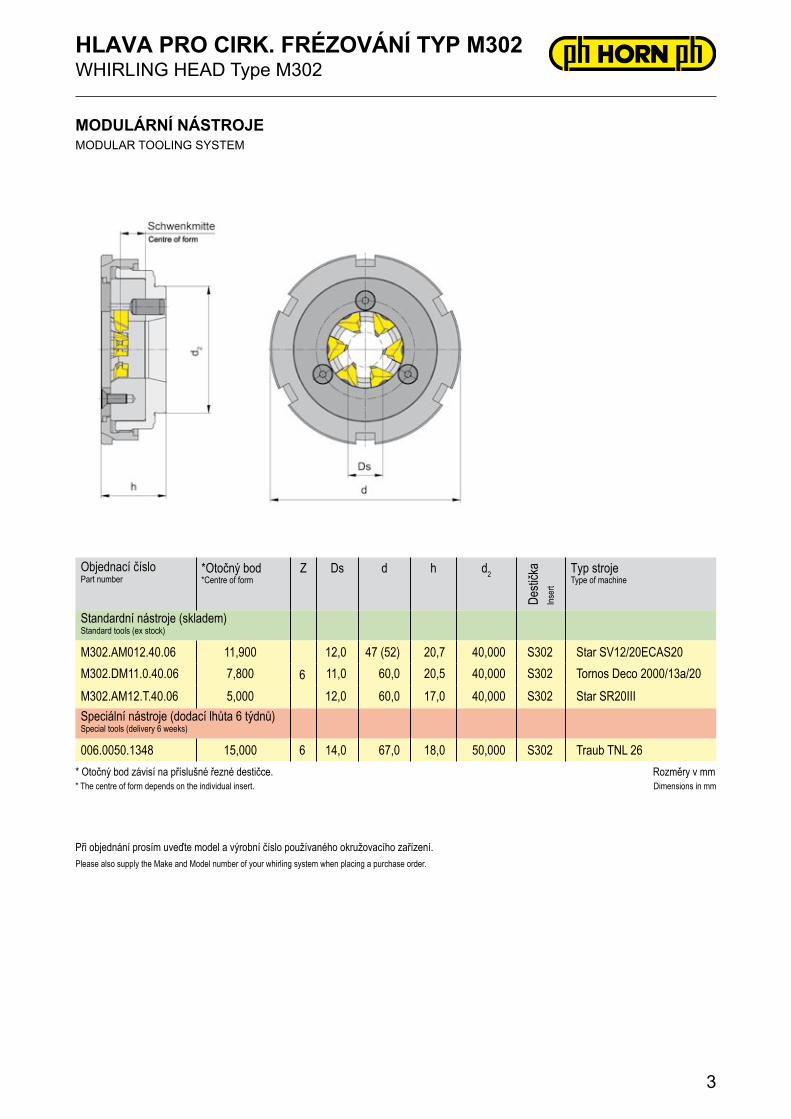
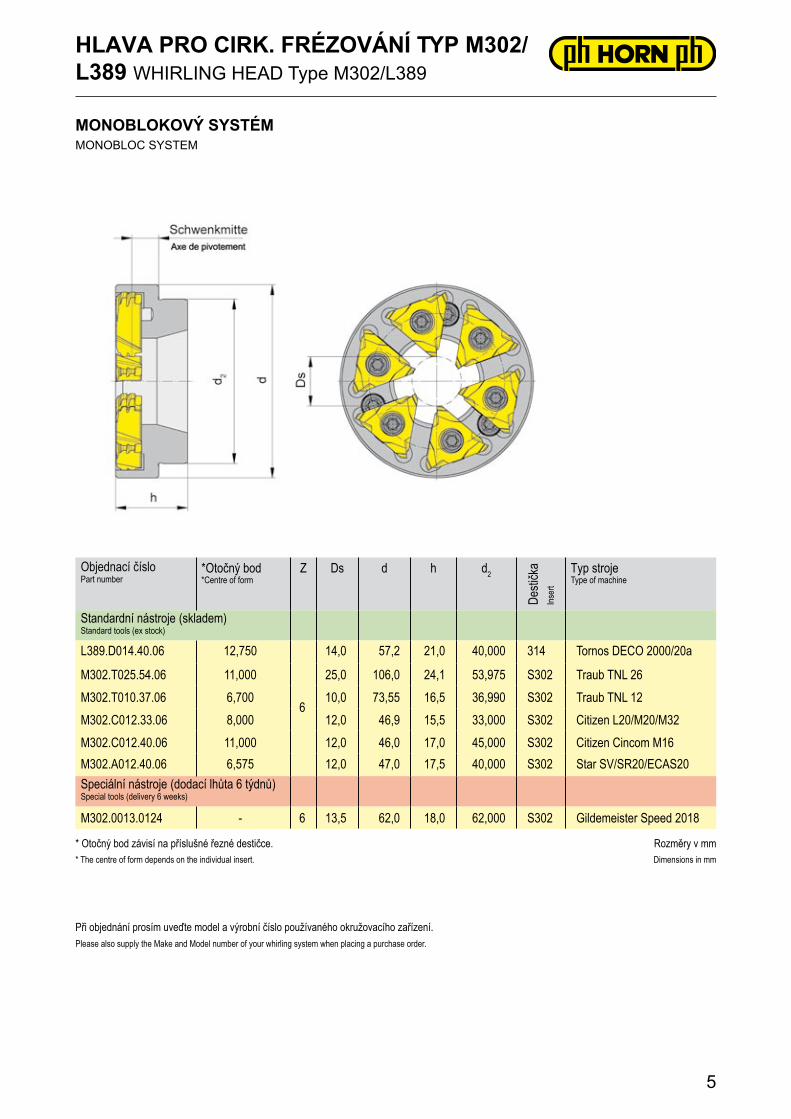
Objednací čísloPart number
*Otočný bod*Centre of form
Z Ds d h d2
Desti
čka
Inser
t
Typ strojeType of machine
Standardní nástroje (skladem)Standard tools (ex stock)
Rozměry v mm* Otočný bod závisí na příslušné řezné destičce.Dimensions in mm* The centre of form depends on the individual insert.
MONOBLOKOVÝ SYSTÉMMONOBLOC SYSTEM
Při objednání prosím uveďte model a výrobní číslo používaného okružovacího zařízení.Please also supply the Make and Model number of your whirling system when placing a purchase order.
HLAVA PRO CIRK. FRÉZOVÁNÍ TYP M302/ L389 WHIRLING HEAD Type M302/L389
5
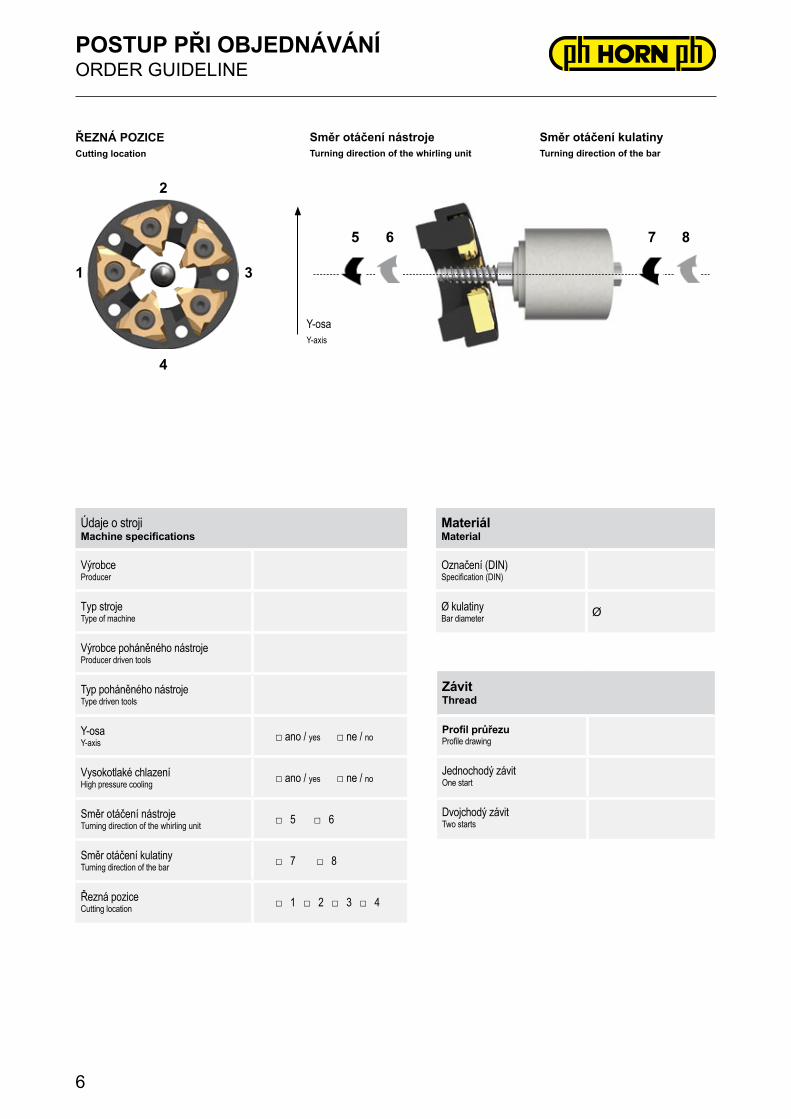
POSTUP PŘI OBJEDNÁVÁNÍORDER GUIDELINE
ŘEZNÁ POZICE Směr otáčení nástroje
Y-osa
Směr otáčení kulatiny
1 3
2
4
Cutting location Turning direction of the whirling unit
Y-axis
Turning direction of the bar
Údaje o strojiMachine specifications
VýrobceProducer
Typ strojeType of machine
Výrobce poháněného nástrojeProducer driven tools
Typ poháněného nástrojeType driven tools
Y-osaY-axis □ ano / yes □ ne / no
Vysokotlaké chlazeníHigh pressure cooling □ ano / yes □ ne / no
Směr otáčení nástrojeTurning direction of the whirling unit □ 5 □ 6
Směr otáčení kulatinyTurning direction of the bar □ 7 □ 8
Řezná poziceCutting location □ 1 □ 2 □ 3 □ 4
MateriálMaterial
Označení (DIN)Specification (DIN)
Ø kulatinyBar diameter Ø
ZávitThread
Profil průřezuProfile drawing
Jednochodý závitOne start
Dvojchodý závitTwo starts
5 6 7 8
6
Rozměry v mm Dimensions in mm
Jakosti tvrdokovu Carbide grades
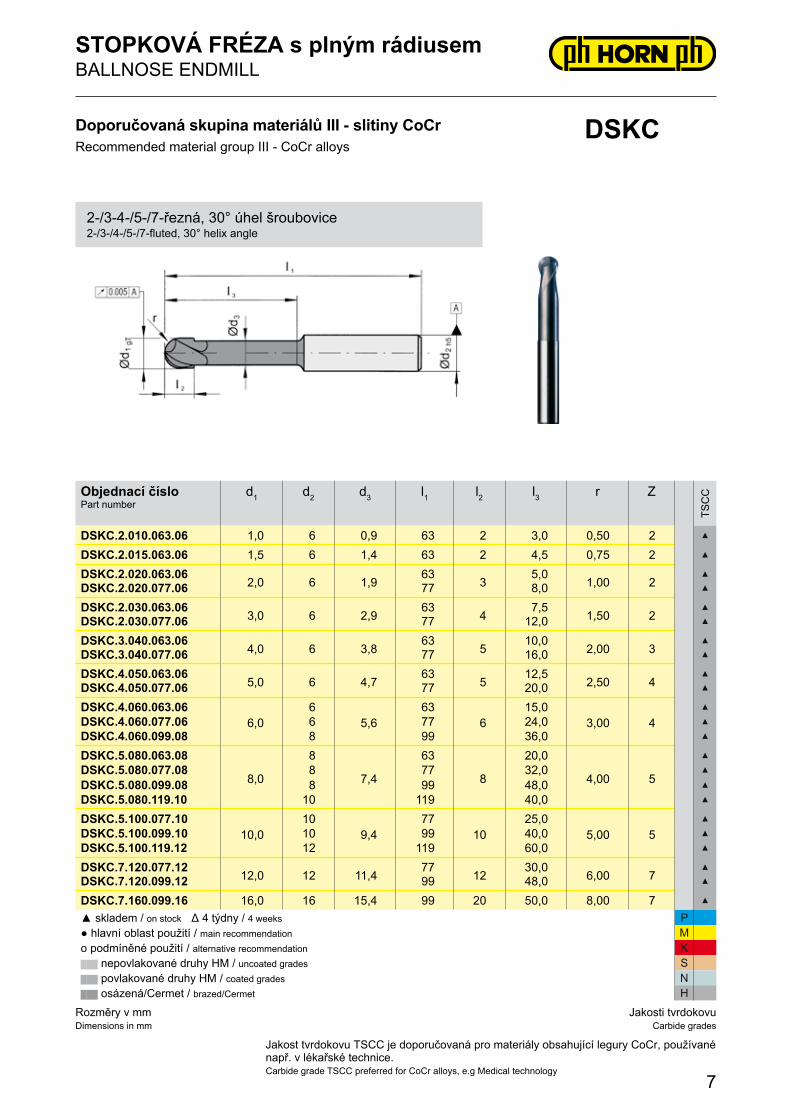
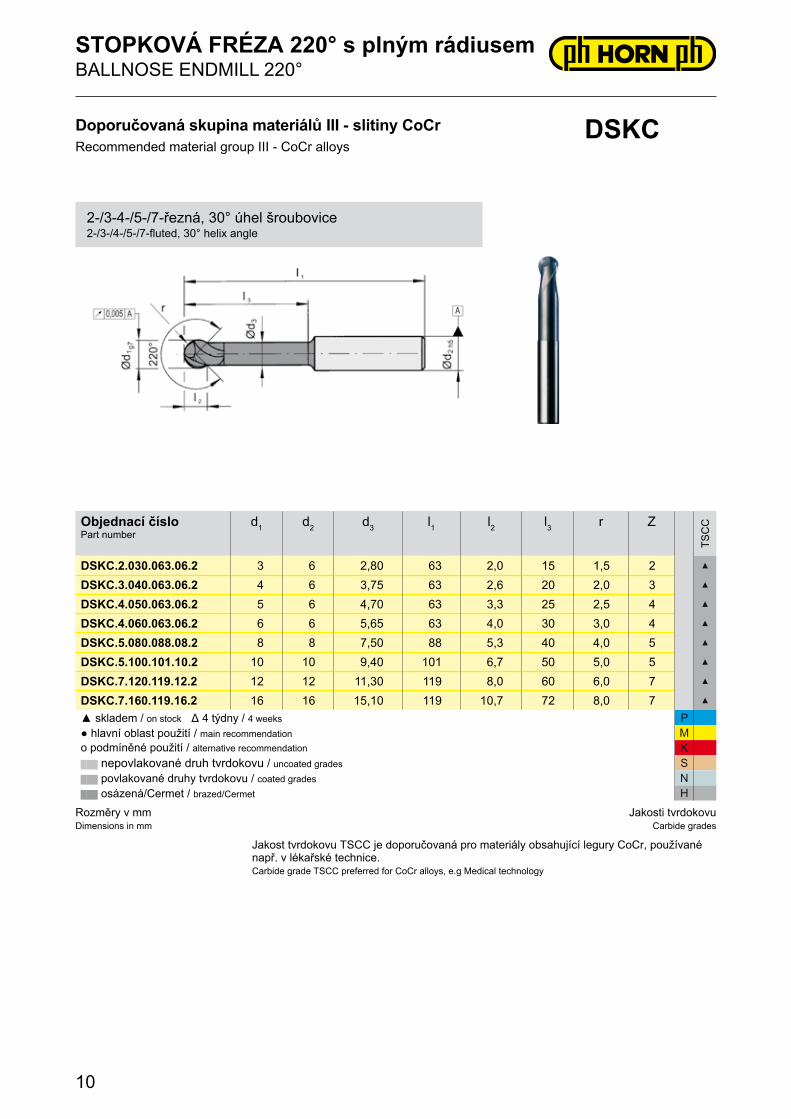
Jakost tvrdokovu TSCC je doporučovaná pro materiály obsahující legury CoCr, používané např. v lékařské technice. Carbide grade TSCC preferred for CoCr alloys, e.g Medical technology
▲ skladem / on stock Δ 4 týdny / 4 weeks P● hlavní oblast použití / main recommendation Mο podmíněné použití / alternative recommendation K███ nepovlakované druhy HM / uncoated grades S███ povlakované druhy HM / coated grades N███ osázená/Cermet / brazed/Cermet H
Doporučovaná skupina materiálů III - slitiny CoCrRecommended material group III - CoCr alloys
DSKC
7
Rozměry v mm Dimensions in mm
Jakosti tvrdokovu Carbide grades
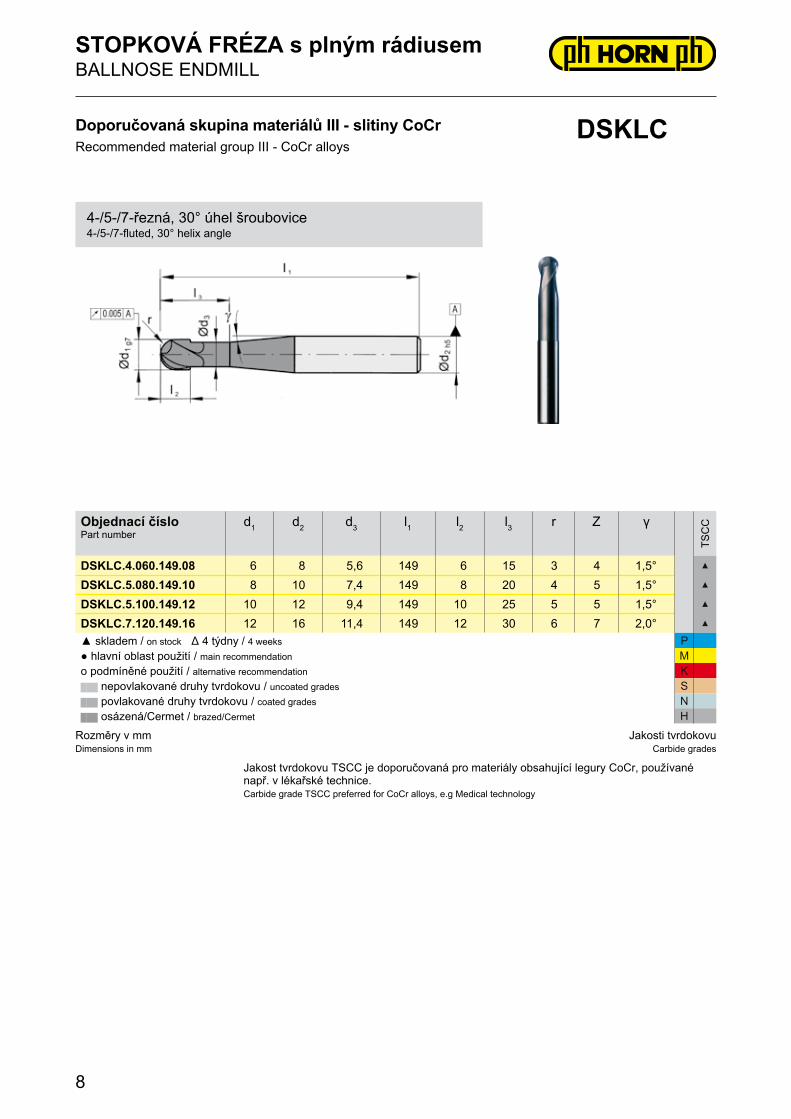
Jakost tvrdokovu TSCC je doporučovaná pro materiály obsahující legury CoCr, používané např. v lékařské technice. Carbide grade TSCC preferred for CoCr alloys, e.g Medical technology
▲ skladem / on stock Δ 4 týdny / 4 weeks P● hlavní oblast použití / main recommendation Mο podmíněné použití / alternative recommendation K███ nepovlakované druhy tvrdokovu / uncoated grades S███ povlakované druhy tvrdokovu / coated grades N███ osázená/Cermet / brazed/Cermet H
Doporučovaná skupina materiálů III - slitiny CoCrRecommended material group III - CoCr alloys
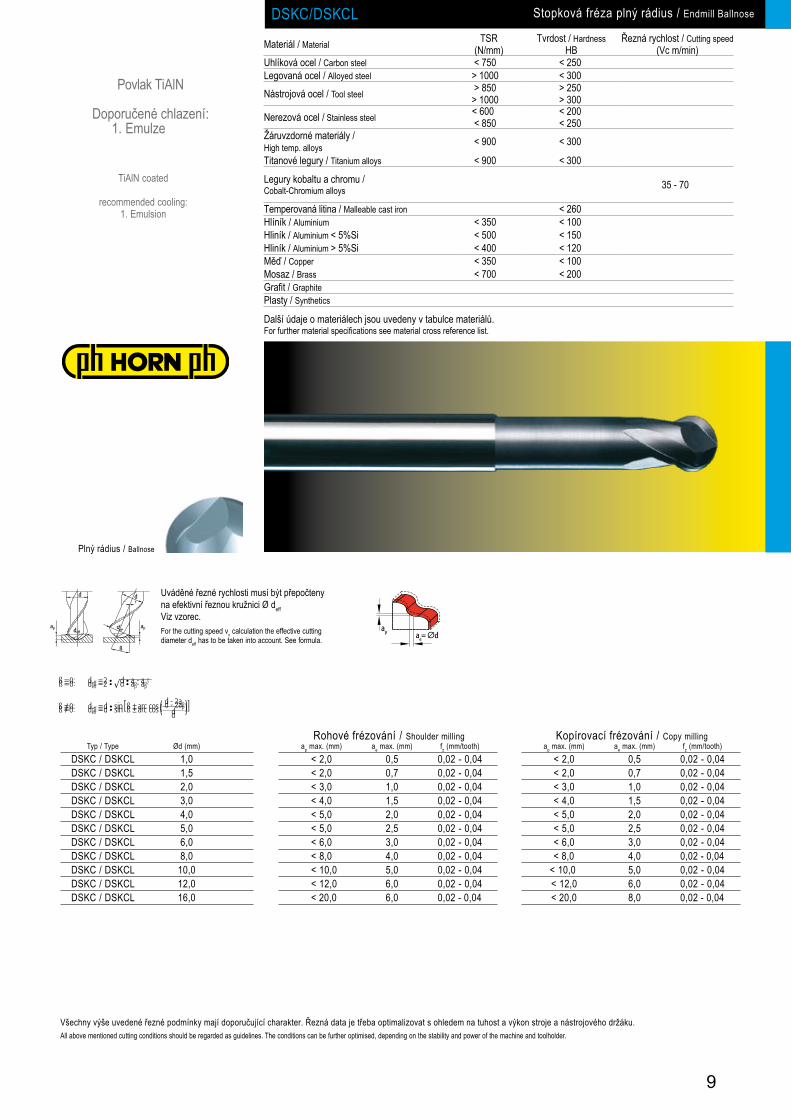
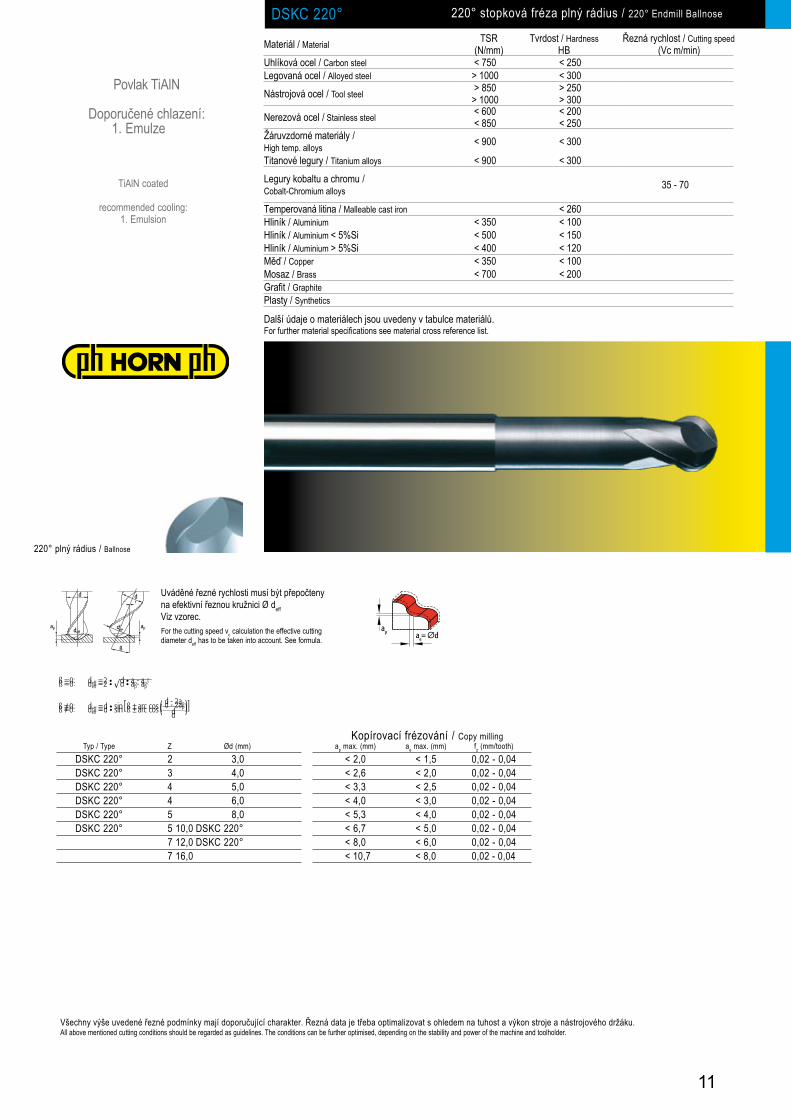
Uváděné řezné rychlosti musí být přepočteny na efektivní řeznou kružnici Ø deff Viz vzorec.For the cutting speed vc calculation the effective cutting diameter deff has to be taken into account. See formula.
Další údaje o materiálech jsou uvedeny v tabulce materiálů. For further material specifications see material cross reference list.
Všechny výše uvedené řezné podmínky mají doporučující charakter. Řezná data je třeba optimalizovat s ohledem na tuhost a výkon stroje a nástrojového držáku. All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
Povlak TiAlN
Doporučené chlazení:1. Emulze
TiAlN coated
recommended cooling:1. Emulsion
9
Rozměry v mm Dimensions in mm
Jakosti tvrdokovu Carbide grades
Jakost tvrdokovu TSCC je doporučovaná pro materiály obsahující legury CoCr, používané např. v lékařské technice. Carbide grade TSCC preferred for CoCr alloys, e.g Medical technology
▲ skladem / on stock Δ 4 týdny / 4 weeks P● hlavní oblast použití / main recommendation Mο podmíněné použití / alternative recommendation K███ nepovlakované druh tvrdokovu / uncoated grades S███ povlakované druhy tvrdokovu / coated grades N███ osázená/Cermet / brazed/Cermet H
Doporučovaná skupina materiálů III - slitiny CoCrRecommended material group III - CoCr alloys
STOPKOVÁ FRÉZA 220° s plným rádiusemBALLNOSE ENDMILL 220°
Uváděné řezné rychlosti musí být přepočteny na efektivní řeznou kružnici Ø deff Viz vzorec.For the cutting speed vc calculation the effective cutting diameter deff has to be taken into account. See formula.
Další údaje o materiálech jsou uvedeny v tabulce materiálů. For further material specifications see material cross reference list.
Všechny výše uvedené řezné podmínky mají doporučující charakter. Řezná data je třeba optimalizovat s ohledem na tuhost a výkon stroje a nástrojového držáku. All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
Povlak TiAlN
Doporučené chlazení:1. Emulze
TiAlN coated
recommended cooling:1. Emulsion
11
Rozměry v mm Dimensions in mm
Jakosti tvrdokovu Carbide grades
Jakost tvrdokovu TSCC je doporučovaná pro materiály obsahující legury CoCr, používané např. v lékařské technice. Carbide grade TSCC preferred for CoCr alloys, e.g Medical technology
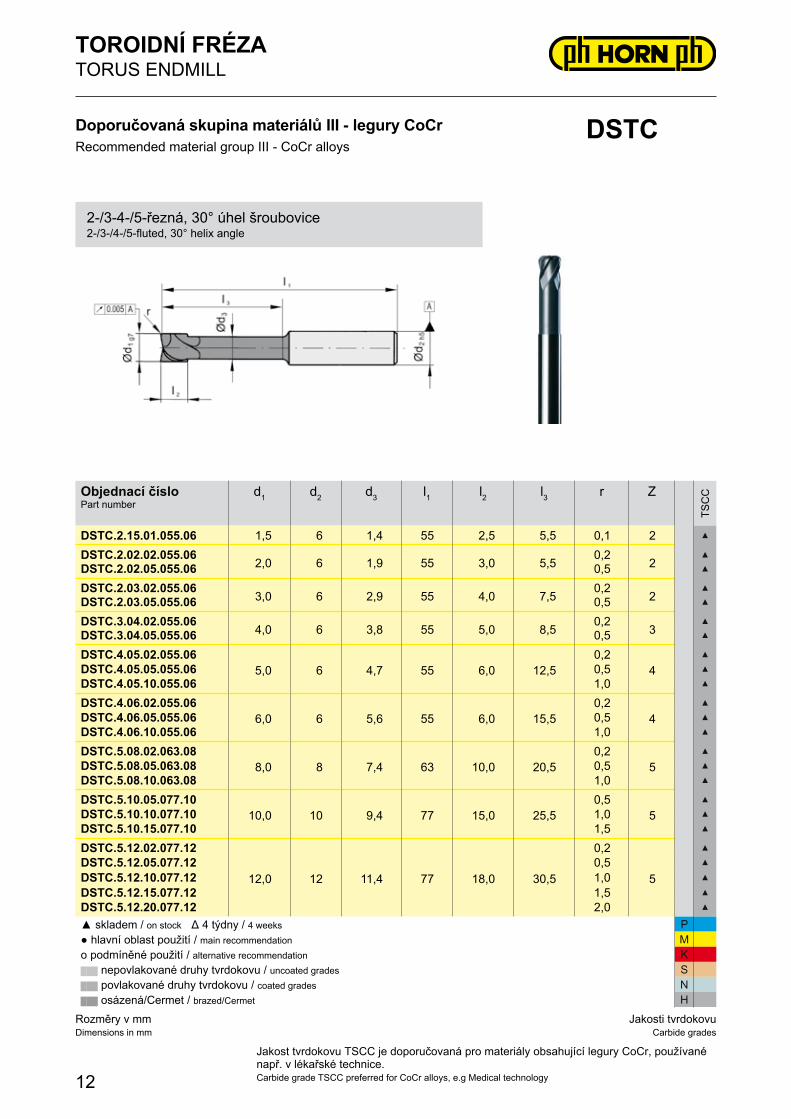
Objednací čísloPart number
d1 d2 d3 l1 l2 l3 r Z
TSC
C
DSTC.2.15.01.055.06 1,5 6 1,4 55 2,5 5,5 0,1 2 ▲
DSTC.2.02.02.055.06 2,0 6 1,9 55 3,0 5,5
0,2 2
▲
DSTC.2.02.05.055.06 0,5 ▲
DSTC.2.03.02.055.06 3,0 6 2,9 55 4,0 7,5
0,2 2
▲
DSTC.2.03.05.055.06 0,5 ▲
DSTC.3.04.02.055.06 4,0 6 3,8 55 5,0 8,5
0,2 3
▲
DSTC.3.04.05.055.06 0,5 ▲
DSTC.4.05.02.055.065,0 6 4,7 55 6,0 12,5
0,24
▲
DSTC.4.05.05.055.06 0,5 ▲
DSTC.4.05.10.055.06 1,0 ▲
DSTC.4.06.02.055.066,0 6 5,6 55 6,0 15,5
0,24
▲
DSTC.4.06.05.055.06 0,5 ▲
DSTC.4.06.10.055.06 1,0 ▲
DSTC.5.08.02.063.088,0 8 7,4 63 10,0 20,5
0,25
▲
DSTC.5.08.05.063.08 0,5 ▲
DSTC.5.08.10.063.08 1,0 ▲
DSTC.5.10.05.077.1010,0 10 9,4 77 15,0 25,5
0,55
▲
DSTC.5.10.10.077.10 1,0 ▲
DSTC.5.10.15.077.10 1,5 ▲
DSTC.5.12.02.077.12
12,0 12 11,4 77 18,0 30,5
0,2
5
▲
DSTC.5.12.05.077.12 0,5 ▲
DSTC.5.12.10.077.12 1,0 ▲
DSTC.5.12.15.077.12 1,5 ▲
DSTC.5.12.20.077.12 2,0 ▲
▲ skladem / on stock Δ 4 týdny / 4 weeks P● hlavní oblast použití / main recommendation Mο podmíněné použití / alternative recommendation K███ nepovlakované druhy tvrdokovu / uncoated grades S███ povlakované druhy tvrdokovu / coated grades N███ osázená/Cermet / brazed/Cermet H
Doporučovaná skupina materiálů III - legury CoCrRecommended material group III - CoCr alloys
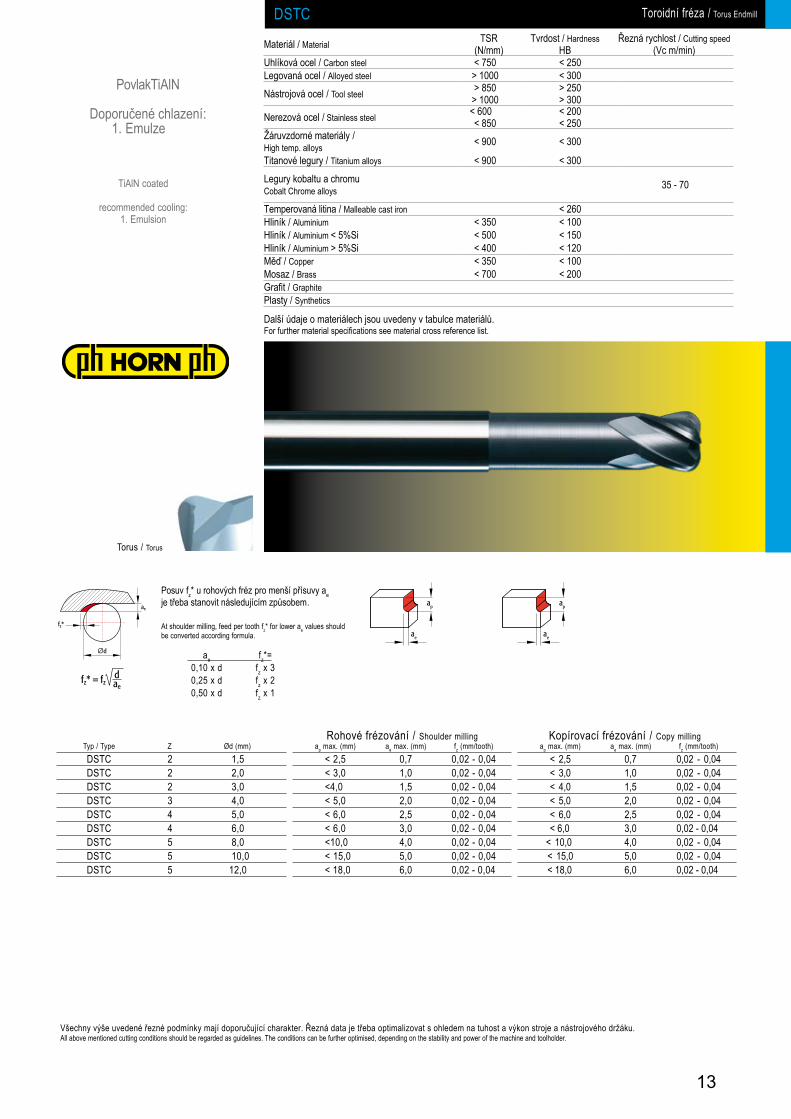
ae fz*=0,10 x d fz x 3 0,25 x d fz x 2 0,50 x d fz x 1
Posuv fz* u rohových fréz pro menší přísuvy ae
je třeba stanovit následujícím způsobem.
At shoulder milling, feed per tooth fz* for lower ae values should be converted according formula.
Toroidní fréza / Torus Endmill
Další údaje o materiálech jsou uvedeny v tabulce materiálů. For further material specifications see material cross reference list.
PovlakTiAlN
Doporučené chlazení:1. Emulze
TiAlN coated
recommended cooling:1. Emulsion
Všechny výše uvedené řezné podmínky mají doporučující charakter. Řezná data je třeba optimalizovat s ohledem na tuhost a výkon stroje a nástrojového držáku. All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
13
Rozměry v mm Dimensions in mm
Jakosti tvrdokovuCarbide grades
Jakost tvrdokovu TSCC je doporučovaná pro materiály obsahující legury CoCr, používané např. v lékařské technice.Carbide grade TSCC preferred for CoCr alloys, e.g Medical technology
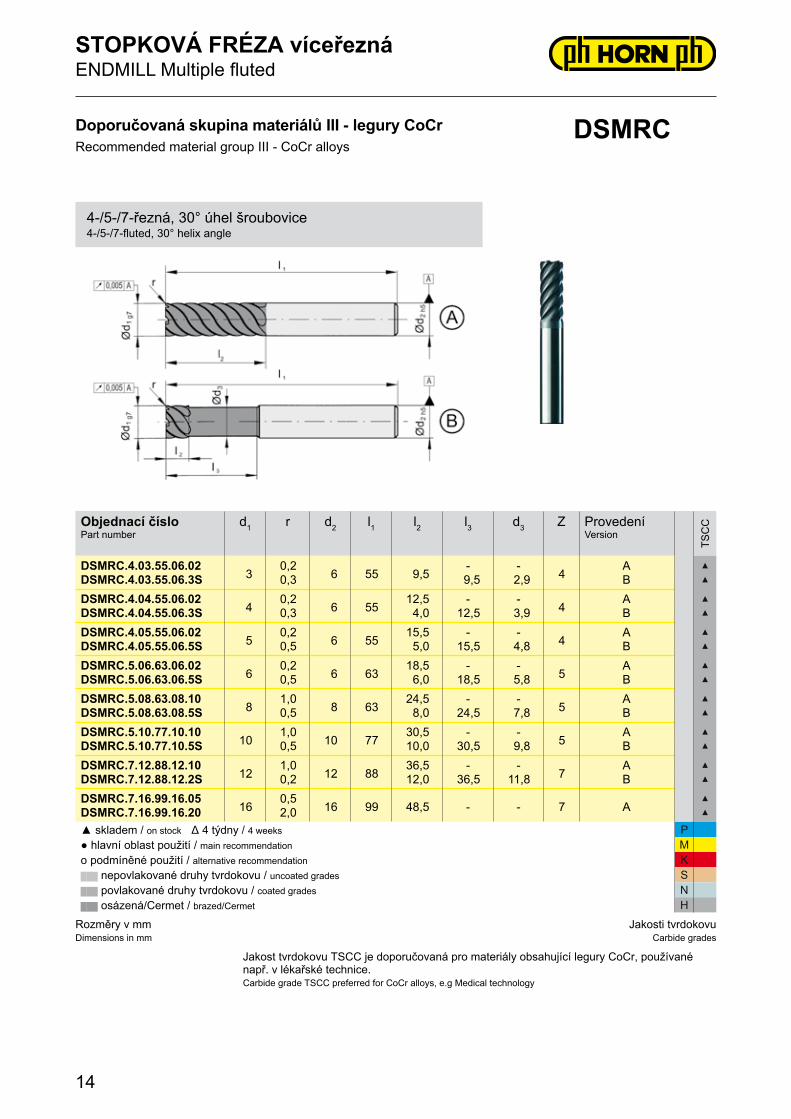
Objednací čísloPart number
d1 r d2 l1 l2 l3 d3 Z ProvedeníVersion
TSC
C
DSMRC.4.03.55.06.02 3
0,2 6 55 9,5
- - 4
A ▲
DSMRC.4.03.55.06.3S 0,3 9,5 2,9 B ▲
DSMRC.4.04.55.06.02 4
0,2 6 55
12,5 - - 4
A ▲
DSMRC.4.04.55.06.3S 0,3 4,0 12,5 3,9 B ▲
DSMRC.4.05.55.06.02 5
0,2 6 55
15,5 - - 4
A ▲
DSMRC.4.05.55.06.5S 0,5 5,0 15,5 4,8 B ▲
DSMRC.5.06.63.06.02 6
0,2 6 63
18,5 - - 5
A ▲
DSMRC.5.06.63.06.5S 0,5 6,0 18,5 5,8 B ▲
DSMRC.5.08.63.08.10 8
1,0 8 63
24,5 - - 5
A ▲
DSMRC.5.08.63.08.5S 0,5 8,0 24,5 7,8 B ▲
DSMRC.5.10.77.10.10 10
1,0 10 77
30,5 - - 5
A ▲
DSMRC.5.10.77.10.5S 0,5 10,0 30,5 9,8 B ▲
DSMRC.7.12.88.12.10 12
1,0 12 88
36,5 - - 7
A ▲
DSMRC.7.12.88.12.2S 0,2 12,0 36,5 11,8 B ▲
DSMRC.7.16.99.16.05 16
0,5 16 99 48,5 - - 7 A
▲
DSMRC.7.16.99.16.20 2,0 ▲
▲ skladem / on stock Δ 4 týdny / 4 weeks P● hlavní oblast použití / main recommendation Mο podmíněné použití / alternative recommendation K███ nepovlakované druhy tvrdokovu / uncoated grades S███ povlakované druhy tvrdokovu / coated grades N███ osázená/Cermet / brazed/Cermet H
Doporučovaná skupina materiálů III - legury CoCrRecommended material group III - CoCr alloys
ae fz*=0,10 x d fz x 3 0,25 x d fz x 2 0,50 x d fz x 1
Stopková fréza / Endmill
Posuv fz* u rohových fréz pro menší přísuvy a
e je třeba stanovit následujcíím
způsobem. At shoulder milling, feed per tooth fz* for lower ae values should be converted according formula.
Všechny výše uvedené řezné podmínky mají doporučující charakter. Řezná data je třeba optimalizovat s ohledem na tuhost a výkon stroje a nástrojového držáku. All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
Další údaje o materiálech jsou uvedeny v tabulce materiálů. For further material specifications see material cross reference list.
Rohový rádius / Corner radius
15
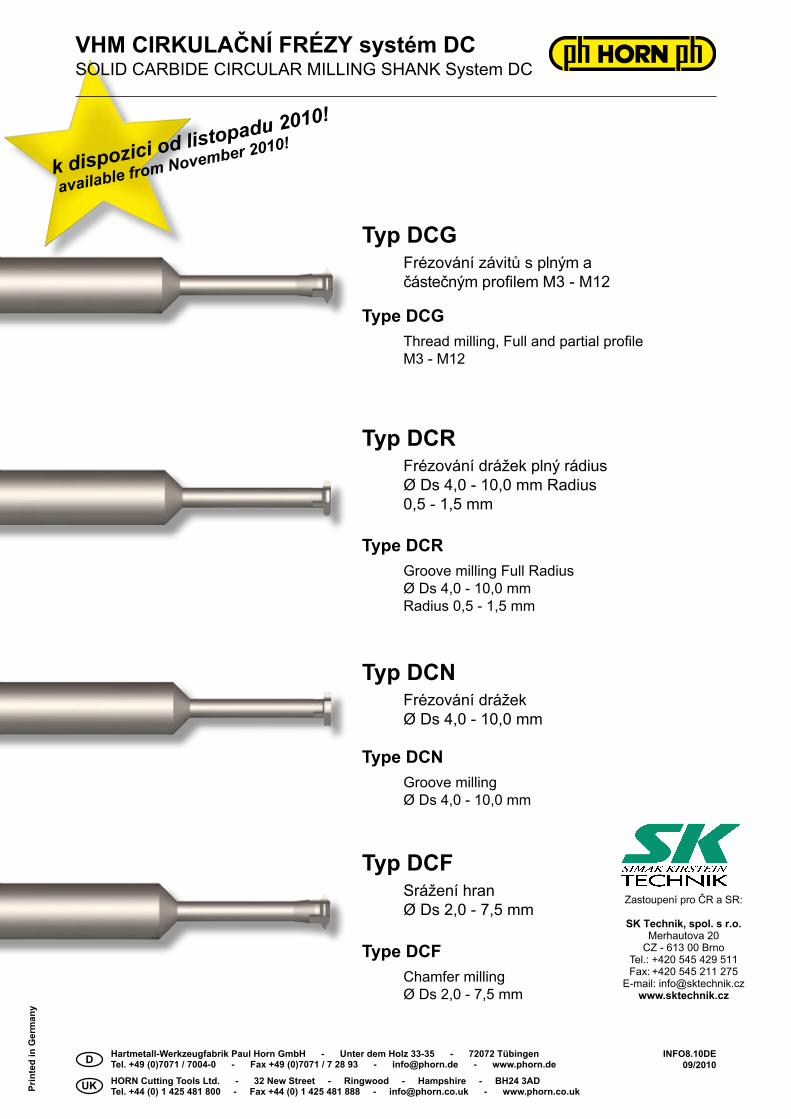
VHM CIRKULAČNÍ FRÉZY systém DC SOLID CARBIDE CIRCULAR MILLING SHANK System DC
Typ DCG
Typ DCF
Typ DCR
Typ DCN
Type DCG
Type DCF
Type DCR
Type DCN
Frézování závitů s plným a částečným profilem M3 - M12
Srážení hran Ø Ds 2,0 - 7,5 mm
Frézování drážek plný rádiusØ Ds 4,0 - 10,0 mm Radius 0,5 - 1,5 mm
Frézování drážek Ø Ds 4,0 - 10,0 mm
Thread milling, Full and partial profileM3 - M12
Chamfer milling Ø Ds 2,0 - 7,5 mm
Groove milling Full Radius Ø Ds 4,0 - 10,0 mm Radius 0,5 - 1,5 mm


![W Z o u } µ o ½ ^ } o ] D µ - SolidVision · The Leaders in Integrated CAM K Z ^ } o ] D X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X2](https://static.dokumenty.site/doc/80x56/5b3441217f8b9aec518be9be/w-z-o-u-o-o-d-solidvision-the-leaders-in-integrated-cam-k.jpg)
















