66
GYMNÁZIUM A STŘEDNÍ ODBORNÁ ŠKOLA ROKYCANY ROČNÍKOVÁ PRÁCE Z ŘÍDÍCÍCH SYSTÉMŮ AUTOMATICKÁ VRTACÍ LINKA Autor práce: Jindřich Fremuth, 4.E 2014
GYMNÁZIUM A STŘEDNÍ ODBORNÁ ŠKOLA
ROKYCANY
ROČNÍKOVÁ PRÁCE Z ŘÍDÍCÍCH SYSTÉMŮ
AUTOMATICKÁ VRTACÍ LINKA
Autor práce:
Jindřich Fremuth, 4.E 2014

- 2 -
Prohlášení
Prohlašuji, že jsem tuto ročníkovou práci vypracoval samostatně s drobnými rady
ostatních studentů a s použitím literatury a pramenů uvedené v přiloženém seznamu.
Dále prohlašuji, že k vypracování byl použit legálně získaný software.
V Rokycanech dne 23.3.2014 .………………
Podpis

- 3 -
Poděkování
Děkuji Paní učitelce Ing., Bc. Lence Likeové za poskytnutí potřebných hardwarových a
softwarových materiálů, spolu s tím i za získání základních znalostí práce s PLC
Siemens a TP177, také za výuku v programovacím prostředí STEP 7-MicroWIN,
WinCC flexible a za konzultaci ohledně této ročníkové práce. Dále děkuji Marku
Humlovi, svým příbuzným a přátelům za upřesnění informací pro přesnější
zformulování dokumentace.
- 4 -
Anotace
Tato ročníková práce je zaměřena na programování programovatelného automatu
Siemens SIMATIC S7-200 a dotykové obrazovky Siemens TP 177-micro. V tomto
dokumentu je uveden zjednodušený popis použitého PLC, dotykové obrazovky,
připojení k PC a k dotykové obrazovce pomocí rozhraní PPI, nahrávání programů,
základní konfigurace a programování ve vývojovém prostředí STEP 7-MicroWIN a
WinCC flexible 2007. Dokumentace dále obsahuje jednoduché využití PWM regulace,
popis vstupů a výstupů modelu představující kódovací linku a také popis pro něho
vytvořeného ovládacího programu, prezentující základní možnosti použitého PLC a
ovládací obrazovky, jako konfigurovatelná automatická vrtací linka se třemi procesy
naprogramovány v interním podprogramu (subroutine), reagující na kód vloženého
dřevěného kvádru.

- 5 -
Annotation
This project is focused on programming of a programmable logic controller Siemens
SIMATIC S7-200 and touch panel Siemens TP 177-micro. This document contains a
simplified description of PLC usage, touch panel, connection between PC and touch
screen or PC and PLC using PPI interface, program uploading, basic configuration and
programming in development environment STEP 7-MicroWIN and WinCC flexible
2007. Documentation also contains description of simple PWM light regulation, inputs
and outputs of a coding machine model and also description of a simple control
program created for presenting functions of PLC and touch panel like a configurable
automatic drill machine with three processes programmed in internal subroutines,
responsive on code of inserted item.
- 6 -
Obsah
Seznam obrázků .................................................................................................................. 8
Seznam tabulek ................................................................................................................ 10
Seznam symbolů a zkratek ................................................................................................ 11
Úvod ................................................................................................................................ 12
1 Robotické stavebnice FISHERTECHNIK ........................................................................ 13
1.1 Robotická stavebnice - Kódovací linka ........................................................................ 14
2 PLC – Siemens SIMATIC .............................................................................................. 15
2.1 Dělení řídících systémů Siemens SIMATIC .................................................................. 15
2.2 Blokové schéma PLC .................................................................................................... 16
2.3 Siemens SIMATIC S7 – 200 .......................................................................................... 17
2.3.1 Popis částí PLC SIMATIC S7-200 CPU 222 ............................................................ 18
2.3.2 Rozšiřující moduly ............................................................................................... 19
2.3.3 USB/PPI Multi-Master Cable (USB/RS 485) ......................................................... 20
2.3.4 RS 232/PPI Multi-Master Cable (RS 232/RS 485) ................................................ 20
3 Siemens TP177-micro (HMI) ....................................................................................... 21
3.1 MPI komunikační kabel mezi TP177 a S7-200 ............................................................. 21
4 Vývojové prostředí STEP 7-MicroWIN ......................................................................... 22
4.1 STEP 7 - Založení nového projektu a nastavení komunikace ...................................... 23
4.2 STEP 7 - Volba verze a typu CPU ................................................................................. 24
4.3 STEP 7 - Vytváření tabulek se symbolickými jmény .................................................... 24
4.4 STEP 7 - Programování v Ladder Code editoru ........................................................... 25
4.4.1 STEP 7 - Vytvoření Networku a přidávání řádků či sloupců ................................ 25
4.4.2 STEP 7 - Program block - Subroutine ................................................................... 26
4.5 STEP 7 - Přeložení a kontrola programu...................................................................... 27
4.6 STEP 7 - Přeposlání programu do PLC nastavení RUN/STOP ...................................... 27
4.7 STEP 7 - Program Status - sledování programu ........................................................... 28
4.7.1 STEP 7 - Program Status – úprava / držení hodnoty proměnné ......................... 28
5 Vývojové prostředí WinCC flexible 2007 ..................................................................... 29
5.1 WinCC flexible - Založení nového projektu ................................................................. 29
5.2 WinCC flexible - Nastavení komunikace TP s PLC ....................................................... 30
5.3 WinCC flexible - Nastavení Tagů (proměnných).......................................................... 31
5.4 WinCC flexible - Vkládání objektů ............................................................................... 32
- 7 -
5.5 WinCC flexible - Vložení a nastavení Button Tool ....................................................... 32
5.5.1 Button Tool - Tlačítko Transfer ............................................................................ 33
5.5.2 Button Tool - Tlačítko spínající / rozpínající bit ................................................... 33
5.5.3 Button Tool - Tlačítko pro přepnutí obrazovky ................................................... 33
5.6 WinCC flexible - Zobrazení / skrytí objektu dle podmínky .......................................... 34
5.7 WinCC flexible - Grafický / Textový list ....................................................................... 34
5.8 WinCC flexible - Zobrazení a nastavení vrstev ............................................................ 35
5.9 WinCC flexible - Download - Nahrávání programu do TP ........................................... 36
6 Program pro PLC a TP – Automatic Drill Machine ........................................................ 37
6.1 Popis jednotlivých procesů programů vrtací linky ...................................................... 39
6.2 Soupis informačních hlášení programu....................................................................... 40
6.3 Soupis chybových hlášení programu ........................................................................... 40
6.4 Program pro PLC ......................................................................................................... 41
6.4.1 Seznam použitých symbolických a POU jmen PLC .............................................. 41
6.4.2 Popis použitých instrukcí PLC .............................................................................. 46
6.4.3 PWM – Pulzní šířková modulace svítivosti majáku ............................................. 47
6.4.4 Popis jednotlivých Networků programu PLC....................................................... 48
6.5 Program pro TP (Touch Panel) .................................................................................... 58
6.5.1 Seznam použitých symbolických jmen TP ........................................................... 58
6.5.2 Popis jednotlivých stran TP ................................................................................ 61
7 Závěr ......................................................................................................................... 63
8 Soupis použité literatury a informačních zdrojů .......................................................... 66
- 8 -
Seznam obrázků
Obr. 1. Obal stavebnice Fishertechnik .................................................................................... 13
Obr. 2. DPS s relé ................................................................................................................... 13
Obr. 3. Kódovací linka - popis IO ........................................................................................... 14
Obr. 4. Kostka s magnetickým kódem .................................................................................... 14
Obr. 5. Logo Siemens SIMATIC ............................................................................................ 15
Obr. 6. Blokové schéma PLC ................................................................................................. 16
Obr. 7. Siemens SIMATIC S7-200 [1] ................................................................................... 17
Obr. 8. PLC SIMATIC S7-200 CPU 222 ................................................................................ 18
Obr. 9. Rozšiřující modul pro S7-200 ..................................................................................... 19
Obr. 10. USB/PPI Multi-Master Cable (zdroj: [2] + vlastní úprava) ...................................... 20
Obr. 11. RS232/PPI Multi-Master Cable - Konfigurace připojení [2] ..................................... 20
Obr. 12. SIMATIC TP177-micro [3] ....................................................................................... 21
Obr. 13. Ether-MPI-Profibus [4] .............................................................................................. 21
Obr. 14. MPI Cable [2] ............................................................................................................ 21
Obr. 15. Logo STEP7-MicroWIN ............................................................................................ 22
Obr. 16. Typy programování ve STEP 7-MicroWIN ................................................................ 22
Obr. 17. STEP 7 - MicroWIN - Communications .................................................................... 23
Obr. 18. STEP7 - Set PG/PC Interface ..................................................................................... 23
Obr. 19. STEP7 - Properties - PC/PPI cable(PPI) .................................................................... 23
Obr. 20. STEP7 - Volba CPU .................................................................................................... 24
Obr. 21. STEP7 - Okno pro zvolení CPU ................................................................................. 24
Obr. 22. STEP7 - Tabulka symbolických jmen ......................................................................... 24
Obr. 23. STEP7 - Vložení tabulky symbol. Jmen ..................................................................... 24
Obr. 24. STEP7 - Network ........................................................................................................ 25
Obr. 25. STEP7 - Vkládání instrukce ....................................................................................... 25
Obr. 26. STEP7 - Program block .............................................................................................. 26
Obr. 27. STEP7 - Použití Subroutine ........................................................................................ 26
Obr. 28. STEP7 - Nastavení I/O Subroutine ............................................................................. 26
Obr. 29. STEP7 - Download program to PLC .......................................................................... 27
Obr. 30. STEP7 - Program Status - sledování programu .......................................................... 28
Obr. 31. STEP7 - Write - úprava hodnoty................................................................................. 28
Obr. 32. WinCC flexible - logo ................................................................................................. 29
Obr. 33. WinCC - Výběr typu TP ............................................................................................. 29
Obr. 34. WinCC - záložka Connections .................................................................................... 30
- 9 -
Obr. 35. WinCC - Nastavení připojení zařízení ........................................................................ 30
Obr. 36. WinCC - záložka Tags ................................................................................................ 31
Obr. 37. WinCC - Nastavení a správa Tag listu ........................................................................ 31
Obr. 38. WinCC - Tools ............................................................................................................ 32
Obr. 39. WinCC - Text Button .................................................................................................. 32
Obr. 40. WinCC - Button Tool - Nastavení obrázku ................................................................. 32
Obr. 41. WinCC - Nastavení viditelnosti objektu ..................................................................... 34
Obr. 42. WinCC - Text list ........................................................................................................ 34
Obr. 43. WinCC - Vrstvy objektů ............................................................................................. 35
Obr. 44. WinCC - Nastavení viditelnosti vrstev ....................................................................... 35
Obr. 45. WinCC - Log výstupu překladače ............................................................................... 36
Obr. 46. TP - Transfer ............................................................................................................... 36
Obr. 47. WinCC - Nastavení rozhraní pro odeslání programu .................................................. 36
Obr. 48. PWM průběh ............................................................................................................... 47
Obr. 49. PWM ve STEP7 .......................................................................................................... 47
Obr. 50. TP – Primární okno ..................................................................................................... 61
Obr. 51. TP – Řízení režimu ..................................................................................................... 61
Obr. 52. TP – Rozšířené možnosti ............................................................................................ 61
Obr. 53. TP – Systém ................................................................................................................ 62
Obr. 54. TP – Kalibrace linky ................................................................................................... 62
Obr. 55. TP – Kontrola I/O ....................................................................................................... 62
- 10 -
Seznam tabulek
Tab. 1. IO ............................................................................................................................ 14
Tab. 2. Rozdělení a popis CPU PLC SIMATIC S7 - 200 ................................................... 17
Tab. 3. Popis procesů programu 1 a 2 ................................................................................. 39
Tab. 4. Popis procesů programu 3....................................................................................... 39
Tab. 5. Informační hlášení pro program 1 a 2 ..................................................................... 40
Tab. 6. Informační hlášení pro program 3 .......................................................................... 40
Tab. 7. Chybová hlášení pro program 1 a 2 ........................................................................ 40
Tab. 8. Chybová hlášení pro program 3 .............................................................................. 40
Tab. 9. Symbolická jména PLC – Vstupy / Výstupy .......................................................... 41
Tab. 10. Symbolická jména PLC – Globální víceúčelové proměnné ................................... 42
Tab. 11. Symbolická jména PLC – Time sets ....................................................................... 42
Tab. 12. Symbolická jména PLC – Režimové proměnné ..................................................... 42
Tab. 13. Symbolická jména PLC – Proměnné pro ovládání PWM indikátoru ..................... 43
Tab. 14. Symbolická jména PLC – Proměnné sdílené s obrazovkou ................................... 44
Tab. 15. Symbolická jména PLC – Proměnné pro systém pauzování .................................. 44
Tab. 16. Symbolická jména PLC – Subroutine symboly ...................................................... 45
Tab. 17. STEP7 - Popis použitých instrukcí PLC ................................................................. 46
Tab. 18. Symbolická jména TP – Globální tagy ................................................................... 59
Tab. 19. Symbolická jména TP – Vstupy / Výstupy ............................................................. 60
- 11 -
Seznam symbolů a zkratek
PLC ............... Programmable Logic Controller
Programovatelný Logický Automat.
PAC ............... Programmable Automation Controller
Programovatelný Řídící Automat.
LED ............... Light-Emitting Diode
Dioda emitující světlo.
RAM ............. Random-Access Memory
Paměť s přímým přístupem.
RTC ............... Real-Time Clock
Hodiny reálného času - udržují údaj o aktuálním čase.
MCU ............. Micro Controller Unit
Integrovaný programovatelný obvod.
EEPROM ...... Electrically Erasable Programmable Read-Only Memory
Paměť používaná k uložení některých informací v MCU.
LPT ................ Line Printer Terminal
Paralelní komunikační port.
I/O ................. In / Out
Vstup / Výstup
USB ............... Universal Serial Bus
Univerzální sériová sběrnice (flash disk, klávesnice, myš...)
PPI ................. Peer to Peer Interface
Peer to peer rozhraní
MPI ............... Multi Point Interface
Vícebodové rozhraní
COM ............. COMmunication port
Komunikační port
PC .................. Personal Computer
Osobní počítač
TP .................. Touch Panel
Dotykový panel/obrazovka
HMI ............... Human Machine Interface
Zařízení pro ovládání PLC prostřednictvím dotykového panelu
- 12 -
Úvod
Tato ročníková práce je zaměřena na popis PLC Siemens Simatic S7-200,
dotykové obrazovky Siemens TP 177-micro, základní práce ve vývojovém prostředí
Step 7-MicroWIN pro programování PLC a ve vývojovém prostředí WinCC flexible
2008 pro programování dotykové obrazovky. Dále popis samovolně vymyšleného
programu pro robotickou stavebnici Fishertechnik – Kódovací linka. Program stručně
popíši v následujícím odstavci.
Kódovací linka představuje automatickou vrtací linku dřevěných kvádrů
reagující na zvolené nastavení a na kódové označení kvádru. Je rozdělena na čtyři části
a sice manuální ovládání, vrtání magneticky neoznačených míst, označených míst a
vrtání dle volby uživatele. Linka je plně propojena s dotykovou obrazovkou, na které
lze zobrazit veškeré informace, data, časy, počítadla, nastavení programů, volba
programů a jejich stručný popis. Světelný maják je ovládán PWM regulací, pomocí
které lze nastavovat intenzitu světla majáku. Pro ovládání je vytvořené systematicky
uspořádané grafické prostředí, model částečně dynamický a troj-rozměrný. Systém
programu je ošetřen proti chybovým stavům, kde kvádr nedorazí z místa A do místa B
v daném časovém úseku. Dále je v programu ošetřené vykládání takovým způsobem,
aby kvádr z pásu nikdy nevypadl a nemohl se poškodit.
Detailní rozpis procesů programů, setkání s problémy a jejich řešení, rozpis
jednotlivých cyklů a networků je uveden v popisu vytvořeného programu, na konci
tohoto dokumentu.
- 13 -
1 Robotické stavebnice FISHERTECHNIK
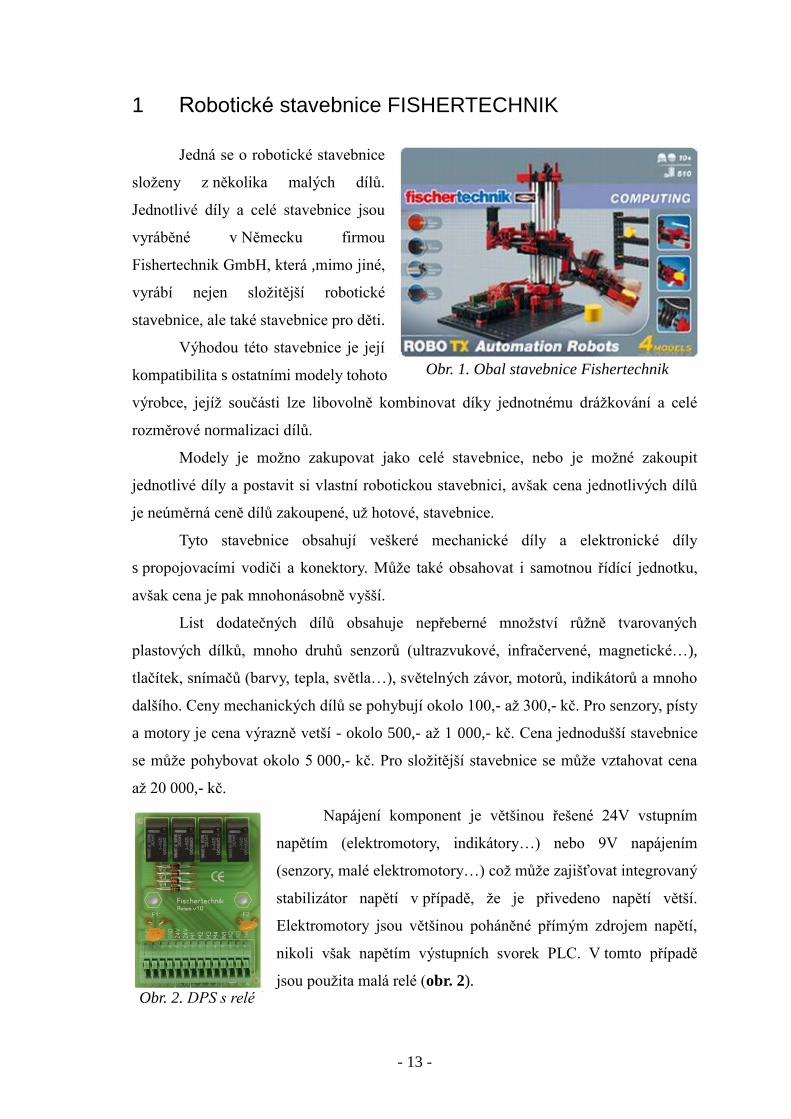
Jedná se o robotické stavebnice
složeny z několika malých dílů.
Jednotlivé díly a celé stavebnice jsou
vyráběné v Německu firmou
Fishertechnik GmbH, která ,mimo jiné,
vyrábí nejen složitější robotické
stavebnice, ale také stavebnice pro děti.
Výhodou této stavebnice je její
kompatibilita s ostatními modely tohoto
výrobce, jejíž součásti lze libovolně kombinovat díky jednotnému drážkování a celé
rozměrové normalizaci dílů.
Modely je možno zakupovat jako celé stavebnice, nebo je možné zakoupit
jednotlivé díly a postavit si vlastní robotickou stavebnici, avšak cena jednotlivých dílů
je neúměrná ceně dílů zakoupené, už hotové, stavebnice.
Tyto stavebnice obsahují veškeré mechanické díly a elektronické díly
s propojovacími vodiči a konektory. Může také obsahovat i samotnou řídící jednotku,
avšak cena je pak mnohonásobně vyšší.
List dodatečných dílů obsahuje nepřeberné množství růžně tvarovaných
plastových dílků, mnoho druhů senzorů (ultrazvukové, infračervené, magnetické…),
tlačítek, snímačů (barvy, tepla, světla…), světelných závor, motorů, indikátorů a mnoho
dalšího. Ceny mechanických dílů se pohybují okolo 100,- až 300,- kč. Pro senzory, písty
a motory je cena výrazně vetší - okolo 500,- až 1 000,- kč. Cena jednodušší stavebnice
se může pohybovat okolo 5 000,- kč. Pro složitější stavebnice se může vztahovat cena
až 20 000,- kč.
Napájení komponent je většinou řešené 24V vstupním
napětím (elektromotory, indikátory…) nebo 9V napájením
(senzory, malé elektromotory…) což může zajišťovat integrovaný
stabilizátor napětí v případě, že je přivedeno napětí větší.
Elektromotory jsou většinou poháněné přímým zdrojem napětí,
nikoli však napětím výstupních svorek PLC. V tomto případě
jsou použita malá relé (obr. 2).
Obr. 1. Obal stavebnice Fishertechnik
Obr. 2. DPS s relé
- 14 -
1.1 Robotická stavebnice - Kódovací linka
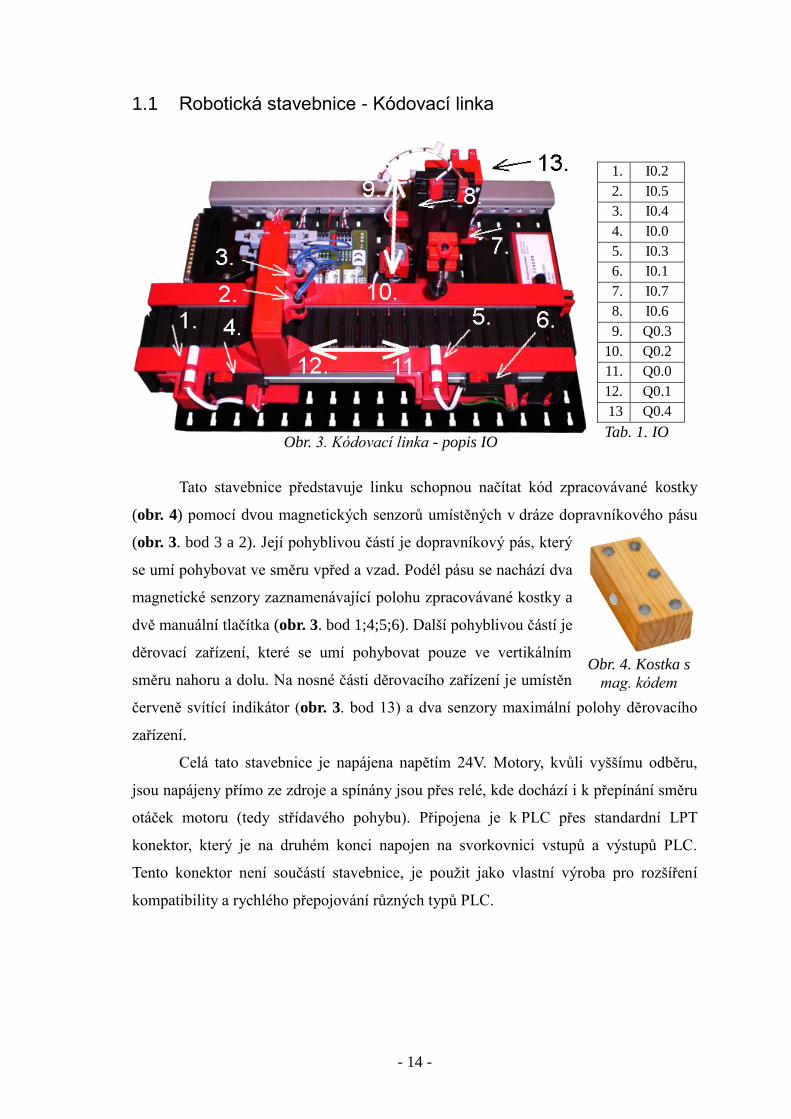
1. I0.2
2. I0.5
3. I0.4
4. I0.0
5. I0.3
6. I0.1
7. I0.7
8. I0.6
9. Q0.3
10. Q0.2
11. Q0.0
12. Q0.1
13 Q0.4
Tab. 1. IO
Tato stavebnice představuje linku schopnou načítat kód zpracovávané kostky
(obr. 4) pomocí dvou magnetických senzorů umístěných v dráze dopravníkového pásu
(obr. 3. bod 3 a 2). Její pohyblivou částí je dopravníkový pás, který
se umí pohybovat ve směru vpřed a vzad. Podél pásu se nachází dva
magnetické senzory zaznamenávající polohu zpracovávané kostky a
dvě manuální tlačítka (obr. 3. bod 1;4;5;6). Další pohyblivou částí je
děrovací zařízení, které se umí pohybovat pouze ve vertikálním
směru nahoru a dolu. Na nosné části děrovacího zařízení je umístěn
červeně svítící indikátor (obr. 3. bod 13) a dva senzory maximální polohy děrovacího
zařízení.
Celá tato stavebnice je napájena napětím 24V. Motory, kvůli vyššímu odběru,
jsou napájeny přímo ze zdroje a spínány jsou přes relé, kde dochází i k přepínání směru
otáček motoru (tedy střídavého pohybu). Připojena je k PLC přes standardní LPT
konektor, který je na druhém konci napojen na svorkovnici vstupů a výstupů PLC.
Tento konektor není součástí stavebnice, je použit jako vlastní výroba pro rozšíření
kompatibility a rychlého přepojování různých typů PLC.
Obr. 3. Kódovací linka - popis IO
Obr. 4. Kostka s
mag. kódem
- 15 -
2 PLC – Siemens SIMATIC
Řídící systémy PLC Siemens SIMATIC
jsou velice spolehlivé a odolné. Už mnoho let se
jedná o vysoce využívané PLC v nejrůznějších
technologiích. Na trhu se poprvé nejvíce ujala
řada SIMATIC S5, na kterou opět s úspěchem
navázala řada SIMATIC S7, která poskytuje nejmodernější řešení technologických
aplikací a také je až do dnes častým držitelem zdokonalování v celém oboru průmyslové
automatizace. Jelikož se řešení automatizace stále posouvá dále a jsou kladeny vyšší
nároky, Siemens se neustále snaží o vývoj nových řídících prvků tak, aby co nejvíce
vyhověl novým potřebám, dnešní a stále vyvíjející se, technologie. Při tom se snaží
splňovat náročné podmínky efektivního projektování a přitom, aby tyto prvky splňovaly
a pracovaly ve spojitosti s již ověřenými principy.
2.1 Dělení řídících systémů Siemens SIMATIC
Jelikož byl použit ke zpracování této ročníkové práce PLC Siemens SIMATIC
S7–200, zaměřím se v tomto dokumentu na tento typ a rozepíši jej podrobněji. O
ostatních typech PLC se pouze zmíním pod tímto textem.
Dělení řídících systému Siemens SIMATIC dle velikosti:
- Siemens SIMATIC S7 – 200
o Řada malých PLC, určené pro řízení jednoduchých aplikací.
o Dostatečný výkon za nízkou cenu.
- Siemens SIMATIC S7 – 300
o Jeden z nejprodávanějších PLC firmy Siemens.
o Určen pro středně rozsáhlé automatizační úlohy.
o Rozdělen na typy CPU:
Standardní, kompaktní, bezpečnostní a technologické
- Siemens SIMATIC S7 – 400
o Především pro náročné úlohy velkého rozsahu.
o Vysoká rychlost systému a zpracování, rozsáhlé komunikační možnosti.
Obr. 5. Logo Siemens SIMATIC
- 16 -
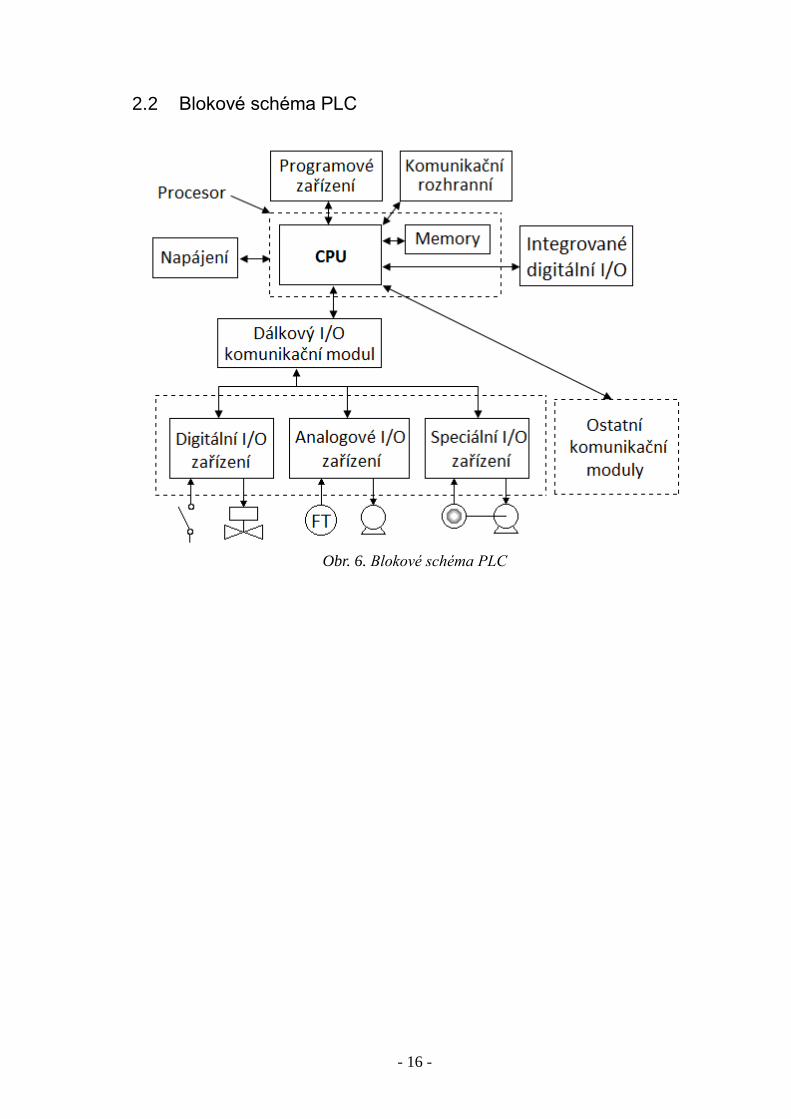
2.2 Blokové schéma PLC
Obr. 6. Blokové schéma PLC
- 17 -
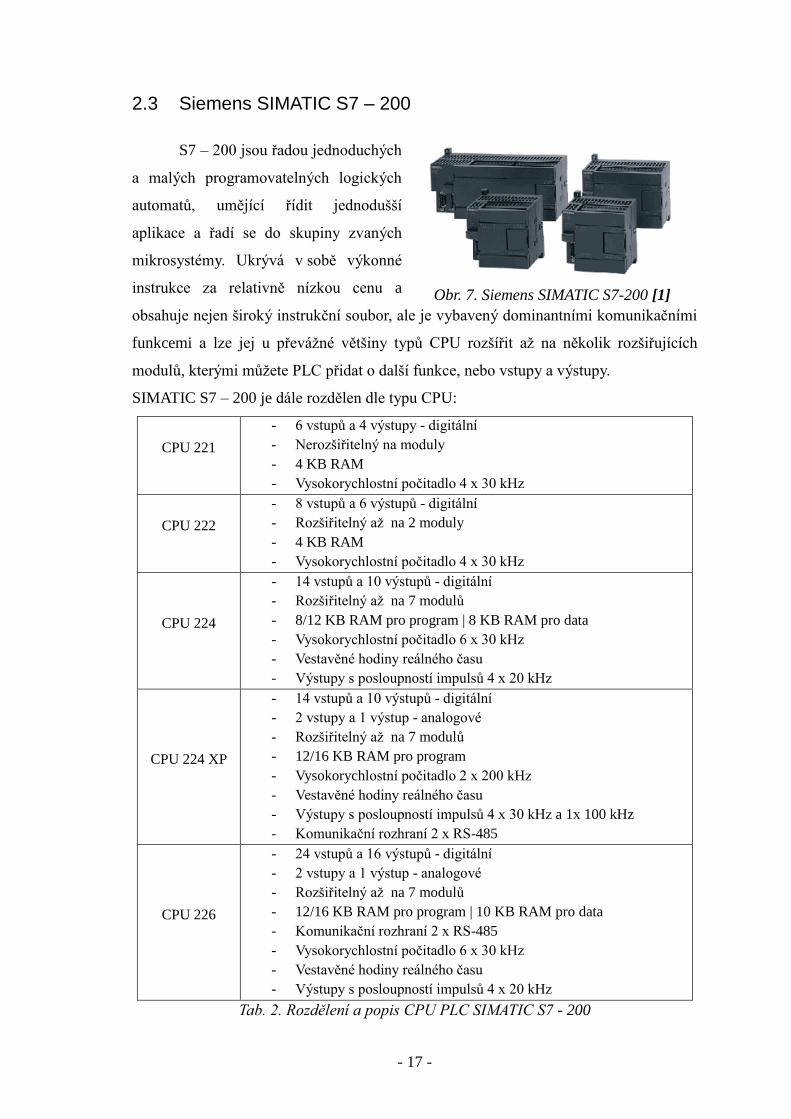
2.3 Siemens SIMATIC S7 – 200
S7 – 200 jsou řadou jednoduchých
a malých programovatelných logických
automatů, umějící řídit jednodušší
aplikace a řadí se do skupiny zvaných
mikrosystémy. Ukrývá v sobě výkonné
instrukce za relativně nízkou cenu a
obsahuje nejen široký instrukční soubor, ale je vybavený dominantními komunikačními
funkcemi a lze jej u převážné většiny typů CPU rozšířit až na několik rozšiřujících
modulů, kterými můžete PLC přidat o další funkce, nebo vstupy a výstupy.
SIMATIC S7 – 200 je dále rozdělen dle typu CPU:
CPU 221
- 6 vstupů a 4 výstupy - digitální
- Nerozšiřitelný na moduly
- 4 KB RAM
- Vysokorychlostní počitadlo 4 x 30 kHz
CPU 222
- 8 vstupů a 6 výstupů - digitální
- Rozšiřitelný až na 2 moduly
- 4 KB RAM
- Vysokorychlostní počitadlo 4 x 30 kHz
CPU 224
- 14 vstupů a 10 výstupů - digitální
- Rozšiřitelný až na 7 modulů
- 8/12 KB RAM pro program | 8 KB RAM pro data
- Vysokorychlostní počitadlo 6 x 30 kHz
- Vestavěné hodiny reálného času
- Výstupy s posloupností impulsů 4 x 20 kHz
CPU 224 XP
- 14 vstupů a 10 výstupů - digitální
- 2 vstupy a 1 výstup - analogové
- Rozšiřitelný až na 7 modulů
- 12/16 KB RAM pro program
- Vysokorychlostní počitadlo 2 x 200 kHz
- Vestavěné hodiny reálného času
- Výstupy s posloupností impulsů 4 x 30 kHz a 1x 100 kHz
- Komunikační rozhraní 2 x RS-485
CPU 226
- 24 vstupů a 16 výstupů - digitální
- 2 vstupy a 1 výstup - analogové
- Rozšiřitelný až na 7 modulů
- 12/16 KB RAM pro program | 10 KB RAM pro data
- Komunikační rozhraní 2 x RS-485
- Vysokorychlostní počitadlo 6 x 30 kHz
- Vestavěné hodiny reálného času
- Výstupy s posloupností impulsů 4 x 20 kHz
Tab. 2. Rozdělení a popis CPU PLC SIMATIC S7 - 200
Obr. 7. Siemens SIMATIC S7-200 [1]
- 18 -
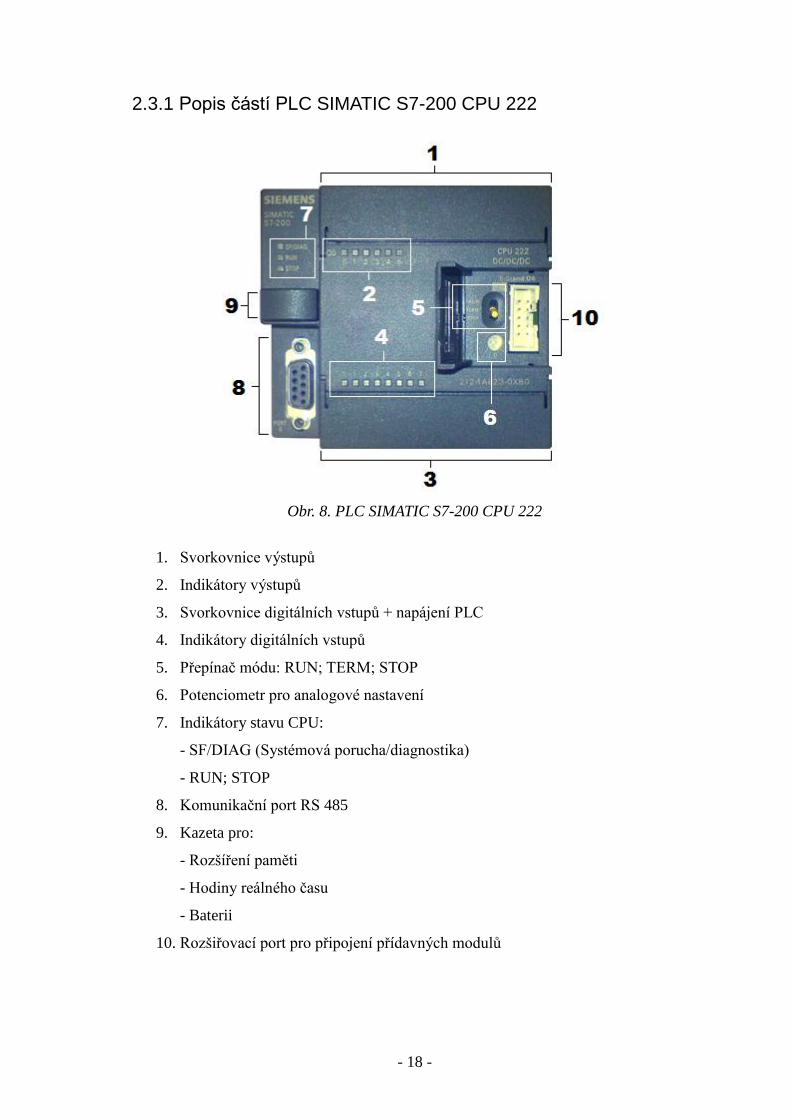
2.3.1 Popis částí PLC SIMATIC S7-200 CPU 222
Obr. 8. PLC SIMATIC S7-200 CPU 222
1. Svorkovnice výstupů
2. Indikátory výstupů
3. Svorkovnice digitálních vstupů + napájení PLC
4. Indikátory digitálních vstupů
5. Přepínač módu: RUN; TERM; STOP
6. Potenciometr pro analogové nastavení
7. Indikátory stavu CPU:
- SF/DIAG (Systémová porucha/diagnostika)
- RUN; STOP
8. Komunikační port RS 485
9. Kazeta pro:
- Rozšíření paměti
- Hodiny reálného času
- Baterii
10. Rozšiřovací port pro připojení přídavných modulů
- 19 -
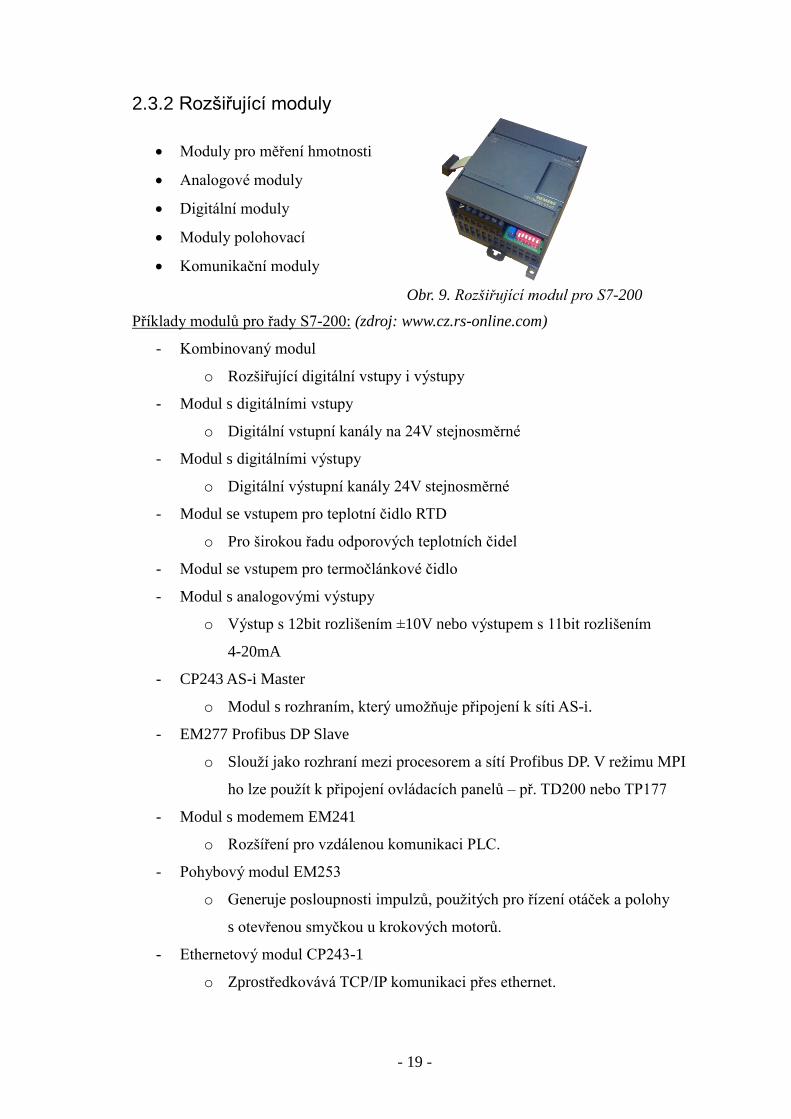
2.3.2 Rozšiřující moduly
Moduly pro měření hmotnosti
Analogové moduly
Digitální moduly
Moduly polohovací
Komunikační moduly
Příklady modulů pro řady S7-200: (zdroj: www.cz.rs-online.com)
- Kombinovaný modul
o Rozšiřující digitální vstupy i výstupy
- Modul s digitálními vstupy
o Digitální vstupní kanály na 24V stejnosměrné
- Modul s digitálními výstupy
o Digitální výstupní kanály 24V stejnosměrné
- Modul se vstupem pro teplotní čidlo RTD
o Pro širokou řadu odporových teplotních čidel
- Modul se vstupem pro termočlánkové čidlo
- Modul s analogovými výstupy
o Výstup s 12bit rozlišením ±10V nebo výstupem s 11bit rozlišením
4-20mA
- CP243 AS-i Master
o Modul s rozhraním, který umožňuje připojení k síti AS-i.
- EM277 Profibus DP Slave
o Slouží jako rozhraní mezi procesorem a sítí Profibus DP. V režimu MPI
ho lze použít k připojení ovládacích panelů – př. TD200 nebo TP177
- Modul s modemem EM241
o Rozšíření pro vzdálenou komunikaci PLC.
- Pohybový modul EM253
o Generuje posloupnosti impulzů, použitých pro řízení otáček a polohy
s otevřenou smyčkou u krokových motorů.
- Ethernetový modul CP243-1
o Zprostředkovává TCP/IP komunikaci přes ethernet.
Obr. 9. Rozšiřující modul pro S7-200
- 20 -
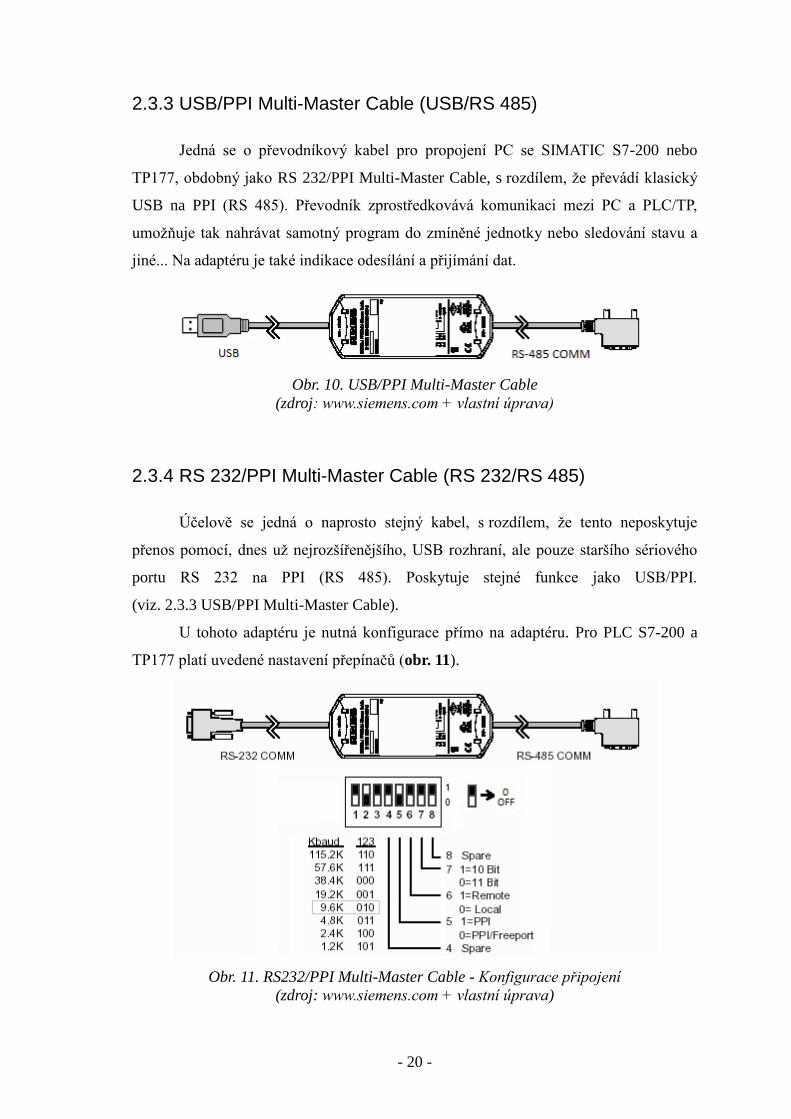
2.3.3 USB/PPI Multi-Master Cable (USB/RS 485)
Jedná se o převodníkový kabel pro propojení PC se SIMATIC S7-200 nebo
TP177, obdobný jako RS 232/PPI Multi-Master Cable, s rozdílem, že převádí klasický
USB na PPI (RS 485). Převodník zprostředkovává komunikaci mezi PC a PLC/TP,
umožňuje tak nahrávat samotný program do zmíněné jednotky nebo sledování stavu a
jiné... Na adaptéru je také indikace odesílání a přijímání dat.
Obr. 10. USB/PPI Multi-Master Cable
(zdroj: www.siemens.com + vlastní úprava)
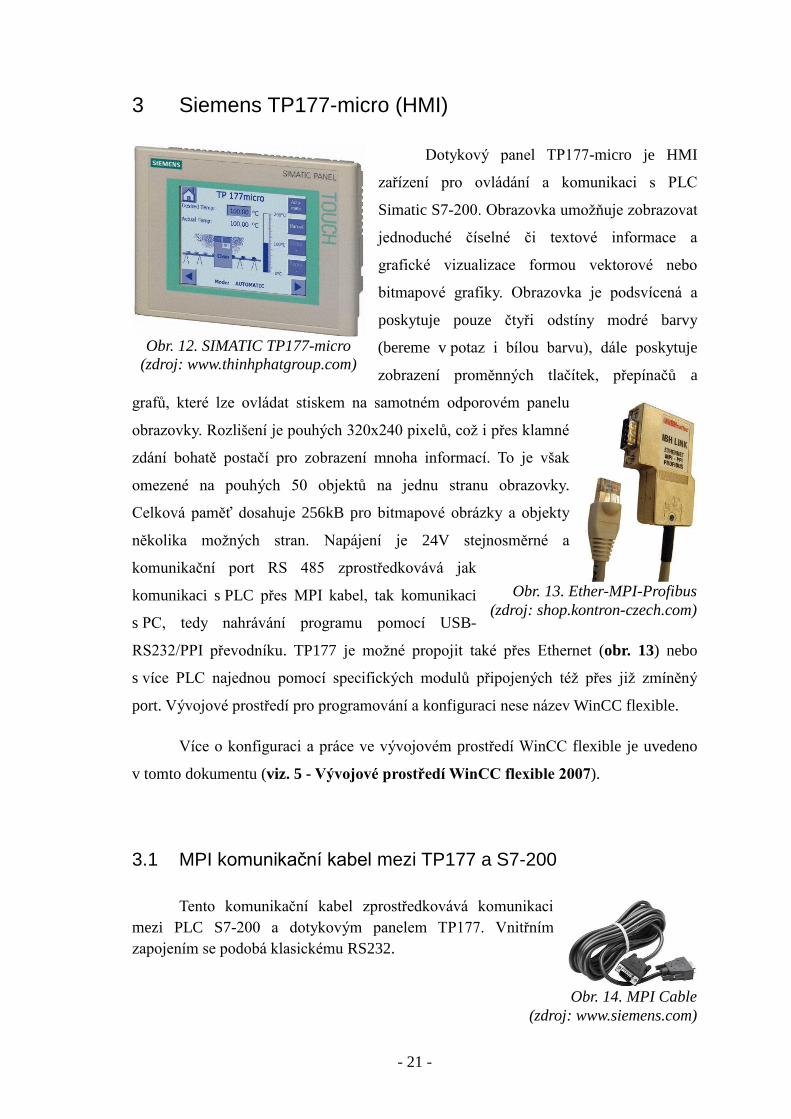
2.3.4 RS 232/PPI Multi-Master Cable (RS 232/RS 485)
Účelově se jedná o naprosto stejný kabel, s rozdílem, že tento neposkytuje
přenos pomocí, dnes už nejrozšířenějšího, USB rozhraní, ale pouze staršího sériového
portu RS 232 na PPI (RS 485). Poskytuje stejné funkce jako USB/PPI.
(viz. 2.3.3 USB/PPI Multi-Master Cable).
U tohoto adaptéru je nutná konfigurace přímo na adaptéru. Pro PLC S7-200 a
TP177 platí uvedené nastavení přepínačů (obr. 11).
Obr. 11. RS232/PPI Multi-Master Cable - Konfigurace připojení
(zdroj: www.siemens.com + vlastní úprava)
- 21 -
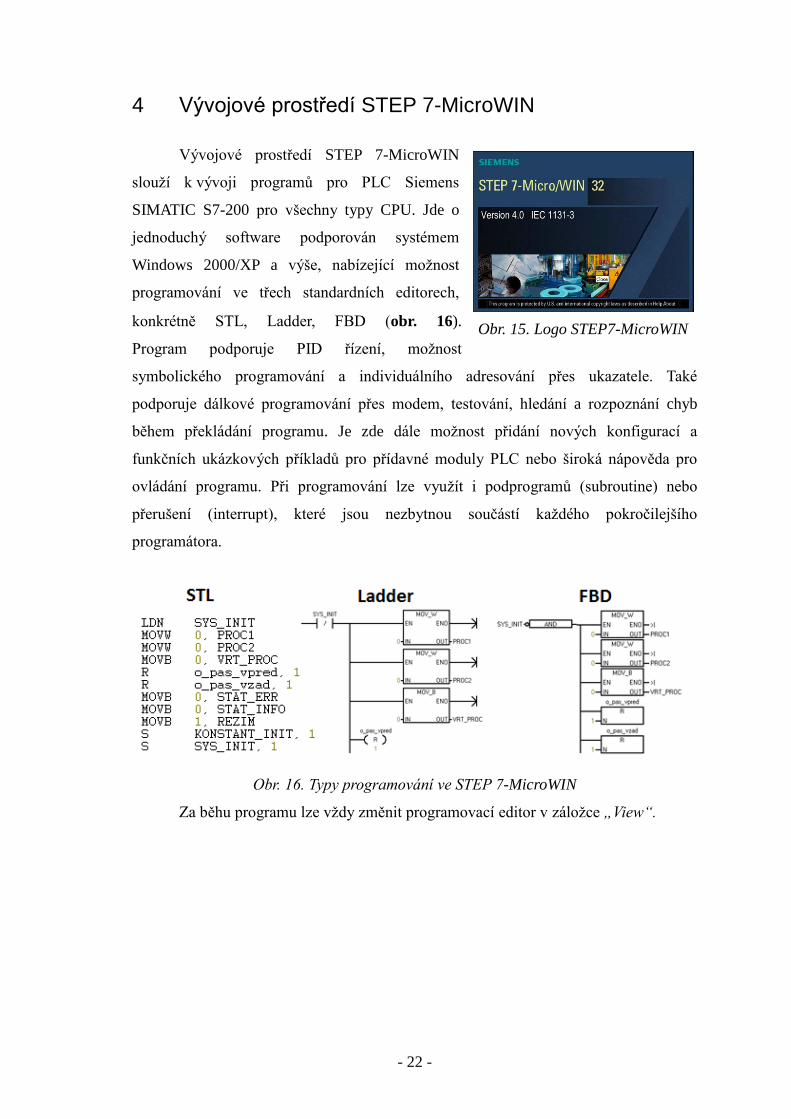
3 Siemens TP177-micro (HMI)
Dotykový panel TP177-micro je HMI
zařízení pro ovládání a komunikaci s PLC
Simatic S7-200. Obrazovka umožňuje zobrazovat
jednoduché číselné či textové informace a
grafické vizualizace formou vektorové nebo
bitmapové grafiky. Obrazovka je podsvícená a
poskytuje pouze čtyři odstíny modré barvy
(bereme v potaz i bílou barvu), dále poskytuje
zobrazení proměnných tlačítek, přepínačů a
grafů, které lze ovládat stiskem na samotném odporovém panelu
obrazovky. Rozlišení je pouhých 320x240 pixelů, což i přes klamné
zdání bohatě postačí pro zobrazení mnoha informací. To je však
omezené na pouhých 50 objektů na jednu stranu obrazovky.
Celková paměť dosahuje 256kB pro bitmapové obrázky a objekty
několika možných stran. Napájení je 24V stejnosměrné a
komunikační port RS 485 zprostředkovává jak
komunikaci s PLC přes MPI kabel, tak komunikaci
s PC, tedy nahrávání programu pomocí USB-
RS232/PPI převodníku. TP177 je možné propojit také přes Ethernet (obr. 13) nebo
s více PLC najednou pomocí specifických modulů připojených též přes již zmíněný
port. Vývojové prostředí pro programování a konfiguraci nese název WinCC flexible.
Více o konfiguraci a práce ve vývojovém prostředí WinCC flexible je uvedeno
v tomto dokumentu (viz. 5 - Vývojové prostředí WinCC flexible 2007).
3.1 MPI komunikační kabel mezi TP177 a S7-200
Tento komunikační kabel zprostředkovává komunikaci
mezi PLC S7-200 a dotykovým panelem TP177. Vnitřním
zapojením se podobá klasickému RS232.
Obr. 12. SIMATIC TP177-micro
(zdroj: www.thinhphatgroup.com)
Obr. 13. Ether-MPI-Profibus
(zdroj: shop.kontron-czech.com)
Obr. 14. MPI Cable
(zdroj: www.siemens.com)
- 22 -
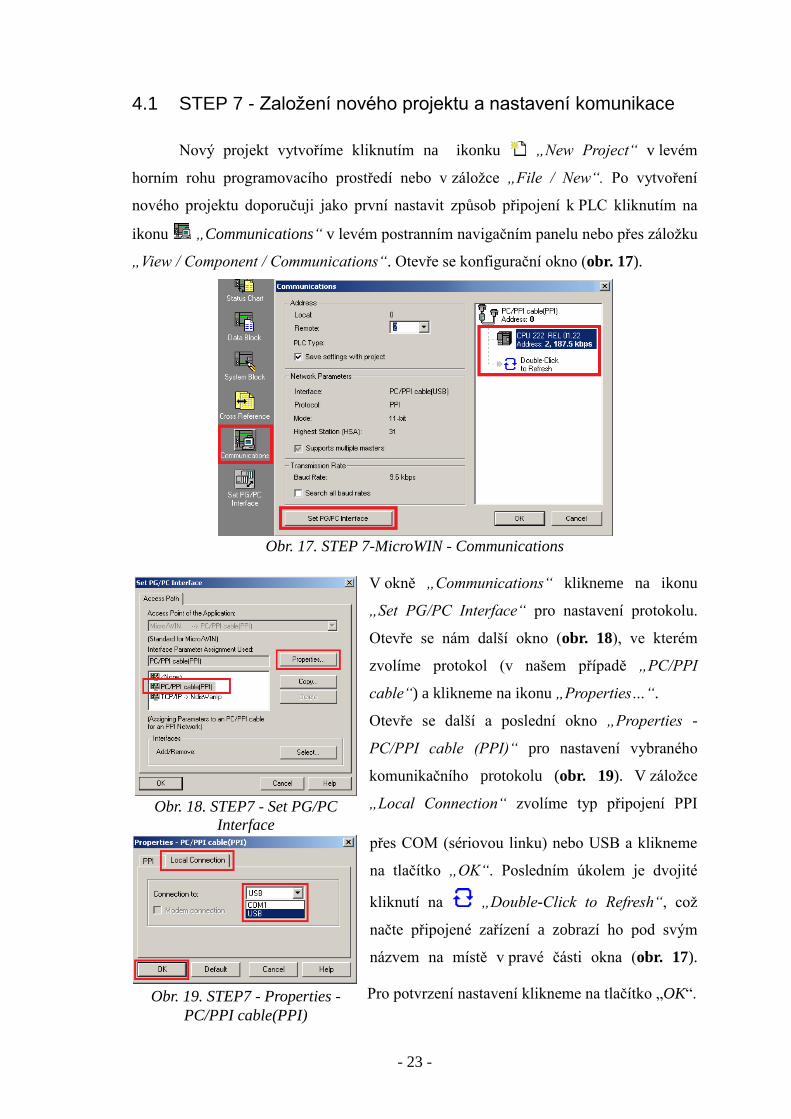
4 Vývojové prostředí STEP 7-MicroWIN
Vývojové prostředí STEP 7-MicroWIN
slouží k vývoji programů pro PLC Siemens
SIMATIC S7-200 pro všechny typy CPU. Jde o
jednoduchý software podporován systémem
Windows 2000/XP a výše, nabízející možnost
programování ve třech standardních editorech,
konkrétně STL, Ladder, FBD (obr. 16).
Program podporuje PID řízení, možnost
symbolického programování a individuálního adresování přes ukazatele. Také
podporuje dálkové programování přes modem, testování, hledání a rozpoznání chyb
během překládání programu. Je zde dále možnost přidání nových konfigurací a
funkčních ukázkových příkladů pro přídavné moduly PLC nebo široká nápověda pro
ovládání programu. Při programování lze využít i podprogramů (subroutine) nebo
přerušení (interrupt), které jsou nezbytnou součástí každého pokročilejšího
programátora.
Obr. 16. Typy programování ve STEP 7-MicroWIN
Za běhu programu lze vždy změnit programovací editor v záložce „View“.
Obr. 15. Logo STEP7-MicroWIN
- 23 -
4.1 STEP 7 - Založení nového projektu a nastavení komunikace
Nový projekt vytvoříme kliknutím na ikonku „New Project“ v levém
horním rohu programovacího prostředí nebo v záložce „File / New“. Po vytvoření
nového projektu doporučuji jako první nastavit způsob připojení k PLC kliknutím na
ikonu „Communications“ v levém postranním navigačním panelu nebo přes záložku
„View / Component / Communications“. Otevře se konfigurační okno (obr. 17).
Obr. 17. STEP 7-MicroWIN - Communications
V okně „Communications“ klikneme na ikonu
„Set PG/PC Interface“ pro nastavení protokolu.
Otevře se nám další okno (obr. 18), ve kterém
zvolíme protokol (v našem případě „PC/PPI
cable“) a klikneme na ikonu „Properties…“.
Otevře se další a poslední okno „Properties -
PC/PPI cable (PPI)“ pro nastavení vybraného
komunikačního protokolu (obr. 19). V záložce
„Local Connection“ zvolíme typ připojení PPI
přes COM (sériovou linku) nebo USB a klikneme
na tlačítko „OK“. Posledním úkolem je dvojité
kliknutí na „Double-Click to Refresh“, což
načte připojené zařízení a zobrazí ho pod svým
názvem na místě v pravé části okna (obr. 17).
Pro potvrzení nastavení klikneme na tlačítko „OK“. Obr. 19. STEP7 - Properties -
PC/PPI cable(PPI)
Obr. 18. STEP7 - Set PG/PC
Interface

- 24 -
4.2 STEP 7 - Volba verze a typu CPU
V panelu instrukcí na levé straně
programovacího prostředí dvojitě klikneme na
položku představující PLC (obr. 20) nebo volbou
hlavní záložky „PLC / Type…“. Otevře se okno
„PLC Type“ ve kterém musíme zvolit typ PLC pro
který bude program určen (obr. 21). Po zvolení
připojení mezi PC a PLC
(„Communications…“) lze získat
typ a verzi CPU automaticky,
kliknutím na ikonu „Read PLC“.
Po zvolení typu a verze CPU
klikneme na tlačítko „OK“.
4.3 STEP 7 - Vytváření tabulek se symbolickými jmény
Tabulka symbolických jmen poskytuje přehledné uspořádání symbolických jmen
celého programu (obr. 22). Symbolická jména slouží k zpřehlednění adresování paměti.
Obr. 22. STEP7 - Tabulka symbolických jmen
Před začátkem programování doporučuji přidat tabulku již poskytovaných adres
našeho PLC pravým kliknutím na položku „Symbol Table / Insert / S7-200 Symbol
Table“ (obr. 23), ty se nám budou do
budoucna určitě hodit. Stejným
způsobem lze přidat vlastní tabulky
symbolických jmen volbou „New
Symbol Table“, kterou si následně
můžeme libovolně pojmenovat.
Obr. 20. STEP7 - Volba CPU
Obr. 21. STEP7 - Okno pro zvolení CPU
Obr. 23. STEP7-Vložení tabulky symbol. jmen
- 25 -
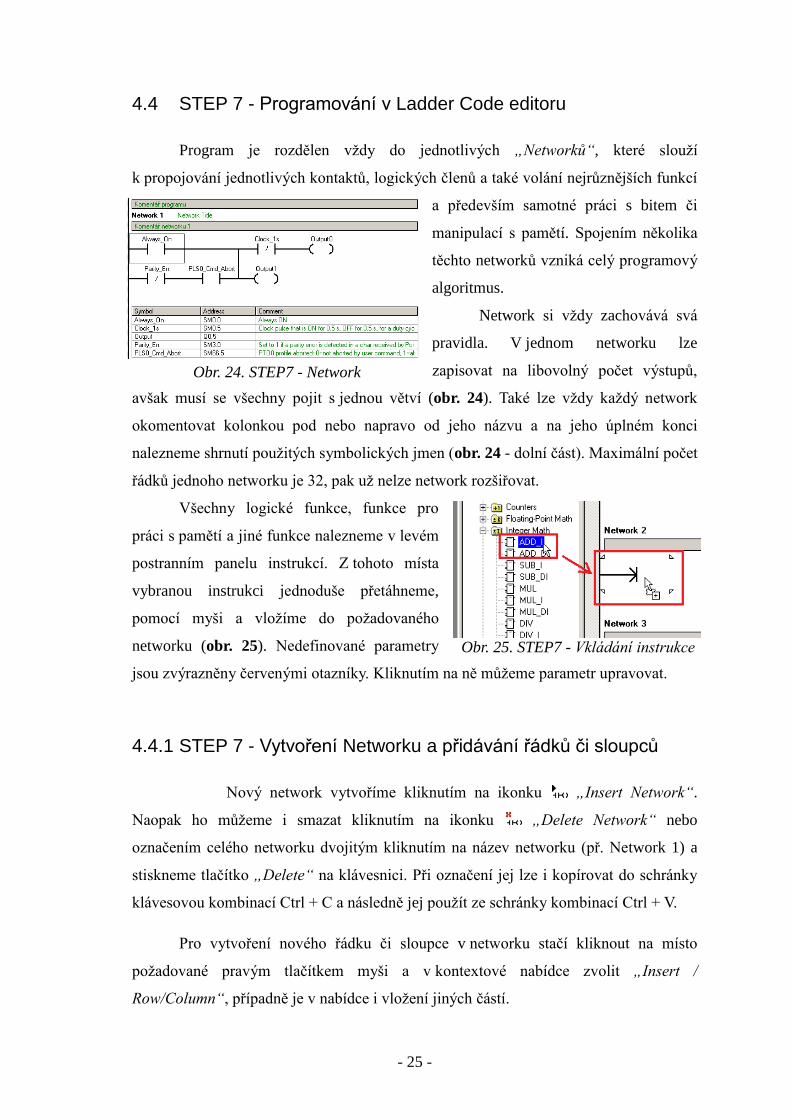
4.4 STEP 7 - Programování v Ladder Code editoru
Program je rozdělen vždy do jednotlivých „Networků“, které slouží
k propojování jednotlivých kontaktů, logických členů a také volání nejrůznějších funkcí
a především samotné práci s bitem či
manipulací s pamětí. Spojením několika
těchto networků vzniká celý programový
algoritmus.
Network si vždy zachovává svá
pravidla. V jednom networku lze
zapisovat na libovolný počet výstupů,
avšak musí se všechny pojit s jednou větví (obr. 24). Také lze vždy každý network
okomentovat kolonkou pod nebo napravo od jeho názvu a na jeho úplném konci
nalezneme shrnutí použitých symbolických jmen (obr. 24 - dolní část). Maximální počet
řádků jednoho networku je 32, pak už nelze network rozšiřovat.
Všechny logické funkce, funkce pro
práci s pamětí a jiné funkce nalezneme v levém
postranním panelu instrukcí. Z tohoto místa
vybranou instrukci jednoduše přetáhneme,
pomocí myši a vložíme do požadovaného
networku (obr. 25). Nedefinované parametry
jsou zvýrazněny červenými otazníky. Kliknutím na ně můžeme parametr upravovat.
4.4.1 STEP 7 - Vytvoření Networku a přidávání řádků či sloupců
Nový network vytvoříme kliknutím na ikonku „Insert Network“.
Naopak ho můžeme i smazat kliknutím na ikonku „Delete Network“ nebo
označením celého networku dvojitým kliknutím na název networku (př. Network 1) a
stiskneme tlačítko „Delete“ na klávesnici. Při označení jej lze i kopírovat do schránky
klávesovou kombinací Ctrl + C a následně jej použít ze schránky kombinací Ctrl + V.
Pro vytvoření nového řádku či sloupce v networku stačí kliknout na místo
požadované pravým tlačítkem myši a v kontextové nabídce zvolit „Insert /
Row/Column“, případně je v nabídce i vložení jiných částí.
Obr. 24. STEP7 - Network
Obr. 25. STEP7 - Vkládání instrukce
- 26 -
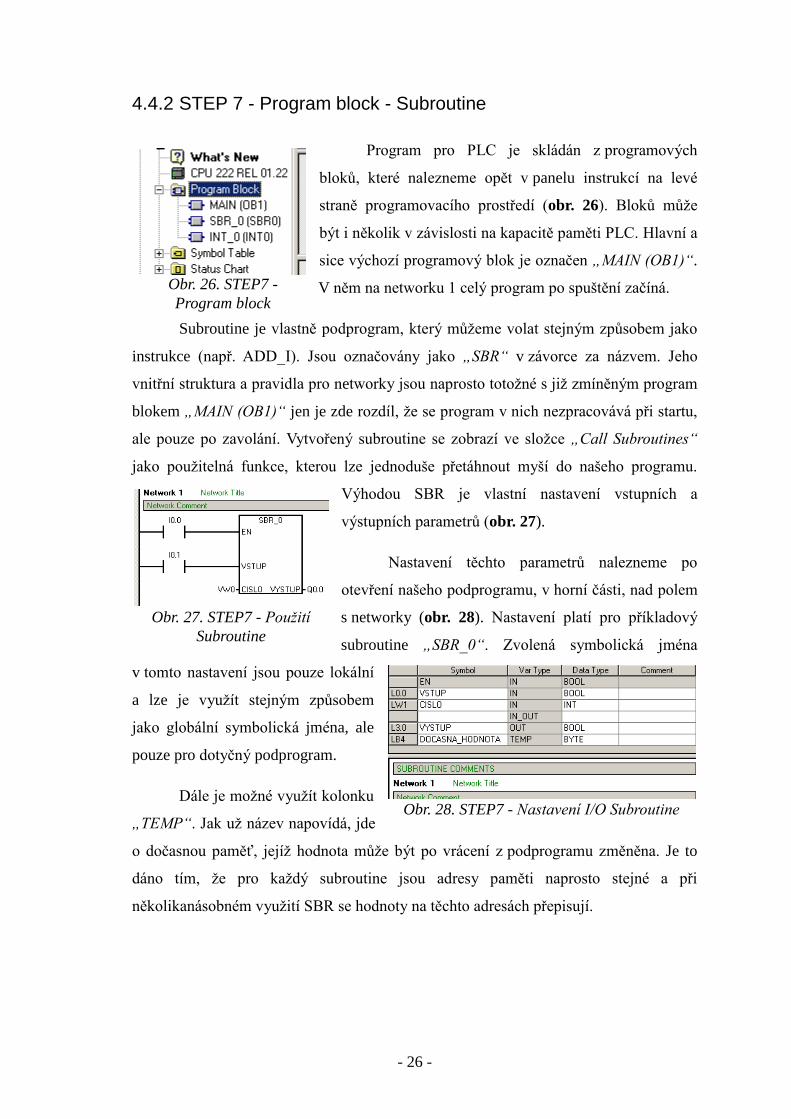
4.4.2 STEP 7 - Program block - Subroutine
Program pro PLC je skládán z programových
bloků, které nalezneme opět v panelu instrukcí na levé
straně programovacího prostředí (obr. 26). Bloků může
být i několik v závislosti na kapacitě paměti PLC. Hlavní a
sice výchozí programový blok je označen „MAIN (OB1)“.
V něm na networku 1 celý program po spuštění začíná.
Subroutine je vlastně podprogram, který můžeme volat stejným způsobem jako
instrukce (např. ADD_I). Jsou označovány jako „SBR“ v závorce za názvem. Jeho
vnitřní struktura a pravidla pro networky jsou naprosto totožné s již zmíněným program
blokem „MAIN (OB1)“ jen je zde rozdíl, že se program v nich nezpracovává při startu,
ale pouze po zavolání. Vytvořený subroutine se zobrazí ve složce „Call Subroutines“
jako použitelná funkce, kterou lze jednoduše přetáhnout myší do našeho programu.
Výhodou SBR je vlastní nastavení vstupních a
výstupních parametrů (obr. 27).
Nastavení těchto parametrů nalezneme po
otevření našeho podprogramu, v horní části, nad polem
s networky (obr. 28). Nastavení platí pro příkladový
subroutine „SBR_0“. Zvolená symbolická jména
v tomto nastavení jsou pouze lokální
a lze je využít stejným způsobem
jako globální symbolická jména, ale
pouze pro dotyčný podprogram.
Dále je možné využít kolonku
„TEMP“. Jak už název napovídá, jde
o dočasnou paměť, jejíž hodnota může být po vrácení z podprogramu změněna. Je to
dáno tím, že pro každý subroutine jsou adresy paměti naprosto stejné a při
několikanásobném využití SBR se hodnoty na těchto adresách přepisují.
Obr. 26. STEP7 -
Program block
Obr. 27. STEP7 - Použití
Subroutine
Obr. 28. STEP7 - Nastavení I/O Subroutine
- 27 -
4.5 STEP 7 - Přeložení a kontrola programu
Pro nahrávání programu do PLC je potřebné nejprve celý program přeložit. To
se vykoná kliknutím na ikonku „Compile All“ v horním panelu nástrojů nebo
kliknutím na hlavní záložku „PLC / Compile All“. Ve spodní části programovacího
prostředí nalezneme oblast s výsledkem překládání, kde můžeme zjistit, jsou-li, stručně
popsaná chybová hlášení.
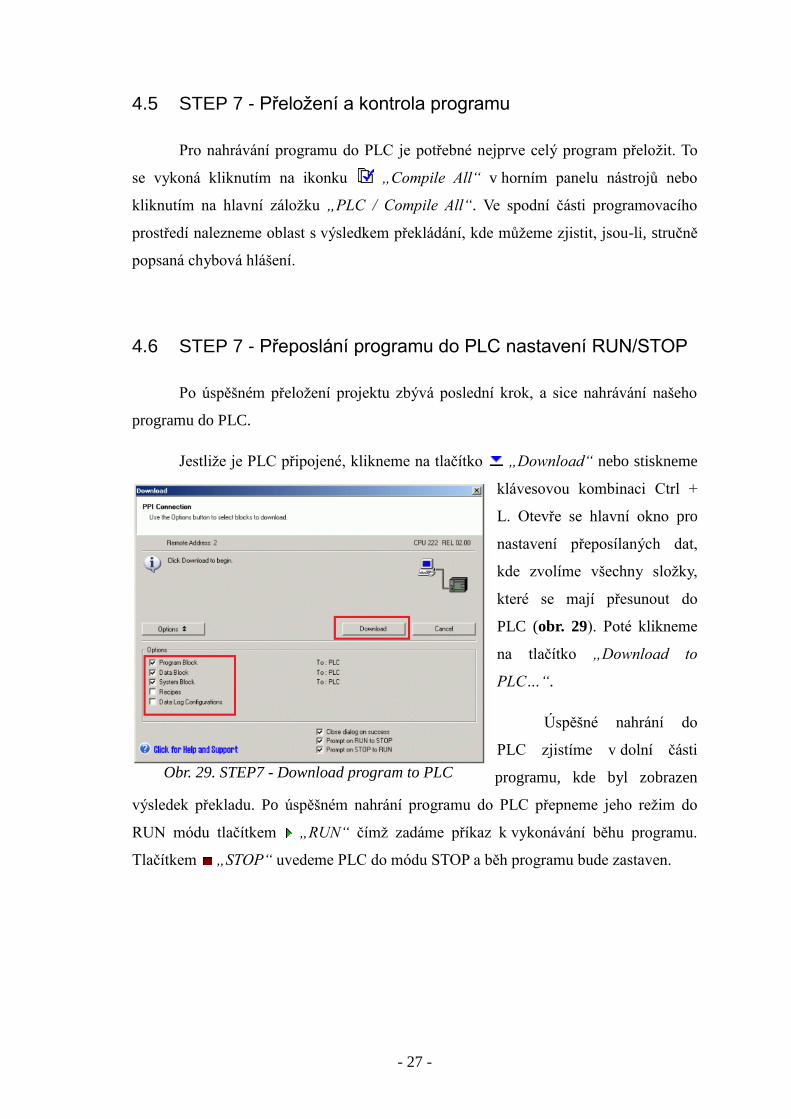
4.6 STEP 7 - Přeposlání programu do PLC nastavení RUN/STOP
Po úspěšném přeložení projektu zbývá poslední krok, a sice nahrávání našeho
programu do PLC.
Jestliže je PLC připojené, klikneme na tlačítko „Download“ nebo stiskneme
klávesovou kombinaci Ctrl +
L. Otevře se hlavní okno pro
nastavení přeposílaných dat,
kde zvolíme všechny složky,
které se mají přesunout do
PLC (obr. 29). Poté klikneme
na tlačítko „Download to
PLC…“.
Úspěšné nahrání do
PLC zjistíme v dolní části
programu, kde byl zobrazen
výsledek překladu. Po úspěšném nahrání programu do PLC přepneme jeho režim do
RUN módu tlačítkem „RUN“ čímž zadáme příkaz k vykonávání běhu programu.
Tlačítkem „STOP“ uvedeme PLC do módu STOP a běh programu bude zastaven.
Obr. 29. STEP7 - Download program to PLC
- 28 -
4.7 STEP 7 - Program Status - sledování programu
Pro sledování děje programu je nutné, aby byl program v paměti PLC shodný
s programem otevřeným ve STEP 7. Pokud tomu tak není, je potřeba programy
porovnat - zobrazí se okno „Timestamp Mismatch“. V případě, že programy shodné
jsou, stačí kliknout na ikonku „Program Status“. Prostředí se stane needitovatelným
a v každém networku se zobrazí průchod signálu modrou čarou představující řídící
signál a další informace (hodnoty pamětí, funkce instrukcí atd.) (obr. 30).
Obr. 30. STEP7 - Program Status - sledování programu
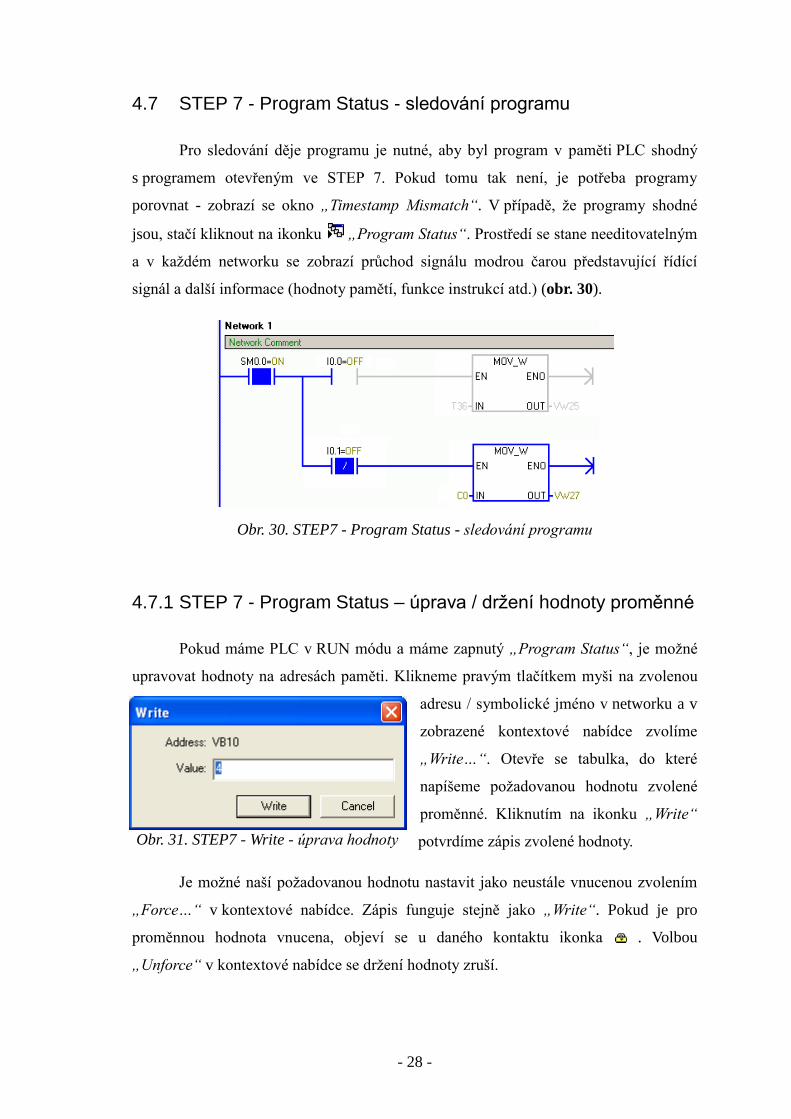
4.7.1 STEP 7 - Program Status – úprava / držení hodnoty proměnné
Pokud máme PLC v RUN módu a máme zapnutý „Program Status“, je možné
upravovat hodnoty na adresách paměti. Klikneme pravým tlačítkem myši na zvolenou
adresu / symbolické jméno v networku a v
zobrazené kontextové nabídce zvolíme
„Write…“. Otevře se tabulka, do které
napíšeme požadovanou hodnotu zvolené
proměnné. Kliknutím na ikonku „Write“
potvrdíme zápis zvolené hodnoty.
Je možné naší požadovanou hodnotu nastavit jako neustále vnucenou zvolením
„Force…“ v kontextové nabídce. Zápis funguje stejně jako „Write“. Pokud je pro
proměnnou hodnota vnucena, objeví se u daného kontaktu ikonka . Volbou
„Unforce“ v kontextové nabídce se držení hodnoty zruší.
Obr. 31. STEP7 - Write - úprava hodnoty
- 29 -
5 Vývojové prostředí WinCC flexible 2007
WinCC flexible slouží pro vývoj
vizualizačního prostředí pro HMI několika druhů
dotykových panelů SIMATIC. Program
zprostředkovává nejen možnost vývoje, ale i
samotnou vizualizaci. Vývojové prostředí poskytuje
vkládání tlačítek, grafických polí, číselných a
textových polí nebo kreslení jednoduchých tvarů pomocí vektorové grafiky.
5.1 WinCC flexible - Založení nového projektu
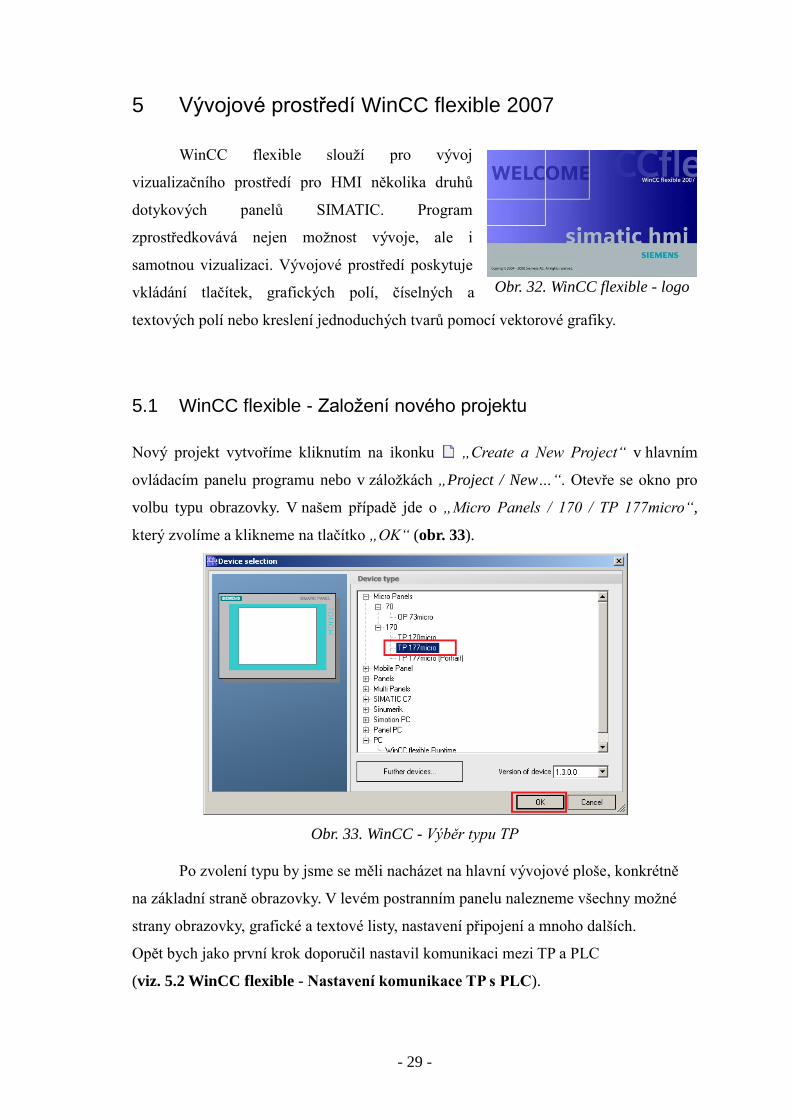
Nový projekt vytvoříme kliknutím na ikonku „Create a New Project“ v hlavním
ovládacím panelu programu nebo v záložkách „Project / New…“. Otevře se okno pro
volbu typu obrazovky. V našem případě jde o „Micro Panels / 170 / TP 177micro“,
který zvolíme a klikneme na tlačítko „OK“ (obr. 33).
Obr. 33. WinCC - Výběr typu TP
Po zvolení typu by jsme se měli nacházet na hlavní vývojové ploše, konkrétně
na základní straně obrazovky. V levém postranním panelu nalezneme všechny možné
strany obrazovky, grafické a textové listy, nastavení připojení a mnoho dalších.
Opět bych jako první krok doporučil nastavil komunikaci mezi TP a PLC
(viz. 5.2 WinCC flexible - Nastavení komunikace TP s PLC).
Obr. 32. WinCC flexible - logo
- 30 -
5.2 WinCC flexible - Nastavení komunikace TP s PLC
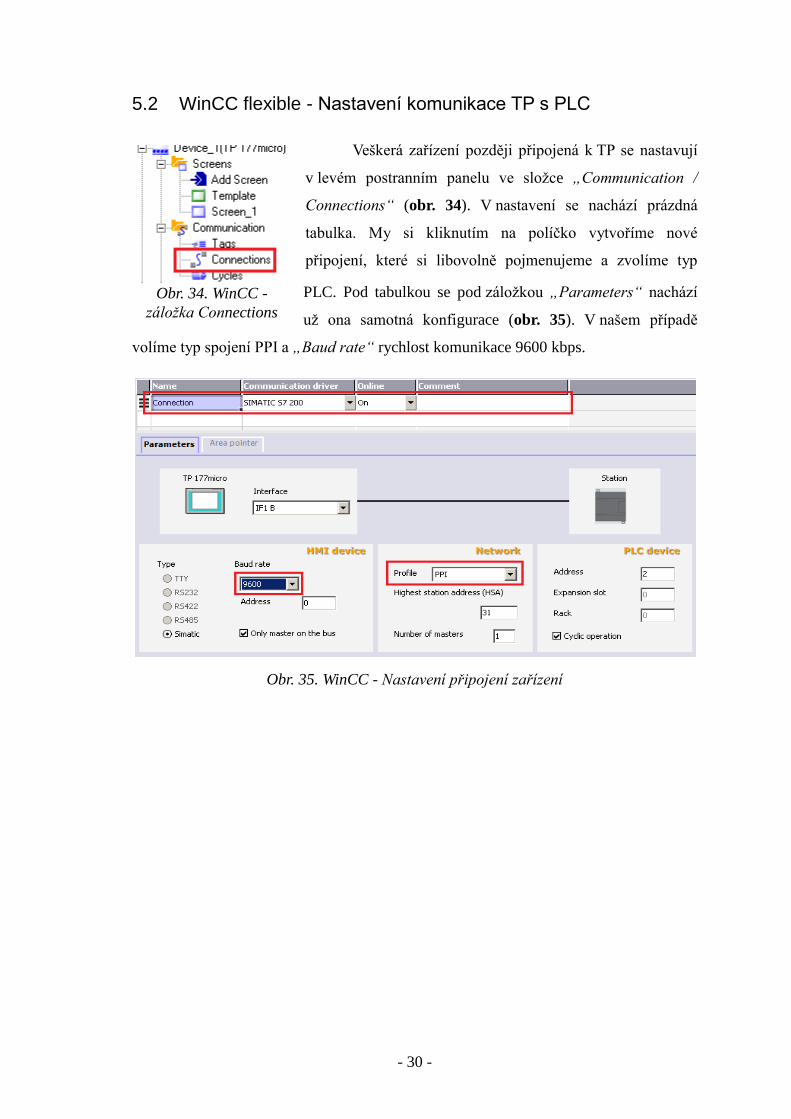
Veškerá zařízení později připojená k TP se nastavují
v levém postranním panelu ve složce „Communication /
Connections“ (obr. 34). V nastavení se nachází prázdná
tabulka. My si kliknutím na políčko vytvoříme nové
připojení, které si libovolně pojmenujeme a zvolíme typ
PLC. Pod tabulkou se pod záložkou „Parameters“ nachází
už ona samotná konfigurace (obr. 35). V našem případě
volíme typ spojení PPI a „Baud rate“ rychlost komunikace 9600 kbps.
Obr. 35. WinCC - Nastavení připojení zařízení
Obr. 34. WinCC -
záložka Connections
- 31 -
5.3 WinCC flexible - Nastavení Tagů (proměnných)
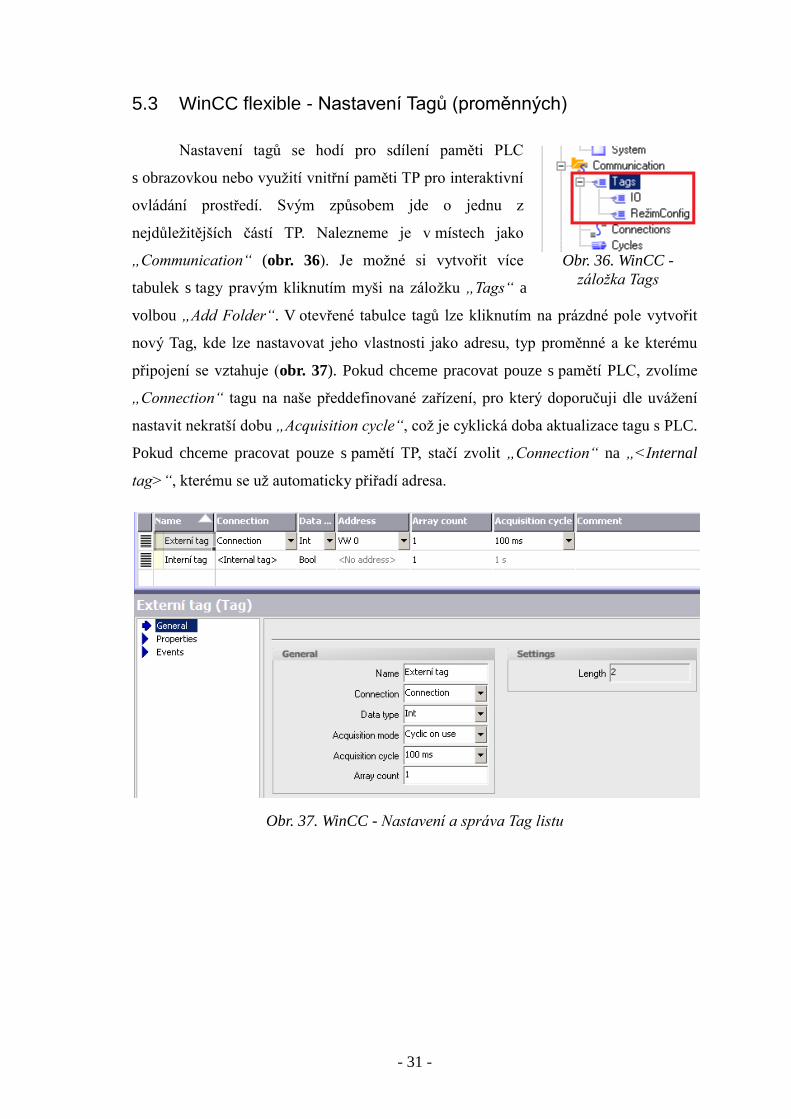
Nastavení tagů se hodí pro sdílení paměti PLC
s obrazovkou nebo využití vnitřní paměti TP pro interaktivní
ovládání prostředí. Svým způsobem jde o jednu z
nejdůležitějších částí TP. Nalezneme je v místech jako
„Communication“ (obr. 36). Je možné si vytvořit více
tabulek s tagy pravým kliknutím myši na záložku „Tags“ a
volbou „Add Folder“. V otevřené tabulce tagů lze kliknutím na prázdné pole vytvořit
nový Tag, kde lze nastavovat jeho vlastnosti jako adresu, typ proměnné a ke kterému
připojení se vztahuje (obr. 37). Pokud chceme pracovat pouze s pamětí PLC, zvolíme
„Connection“ tagu na naše předdefinované zařízení, pro který doporučuji dle uvážení
nastavit nekratší dobu „Acquisition cycle“, což je cyklická doba aktualizace tagu s PLC.
Pokud chceme pracovat pouze s pamětí TP, stačí zvolit „Connection“ na „<Internal
tag>“, kterému se už automaticky přiřadí adresa.
Obr. 37. WinCC - Nastavení a správa Tag listu
Obr. 36. WinCC -
záložka Tags
- 32 -
5.4 WinCC flexible - Vkládání objektů
Objekty pro vytváření grafického prostředí se nachází na
pravé straně v panelu „Tools“ (obr . 38). Pro jejich použití a
vložení do obrazovky stačí na zvolený objekt kliknout a následně
vložit do prostředí obrazovky. Po vytvoření objektu jej můžeme
označit - tím se v dolní části programu ukáže nabídka s nastavením
onoho objektu.
Označené objekty jdou smazat stisknutím klávesy „Delete“
nebo je můžeme kopírovat do schránky kombinací kláves Ctrl + C a
následně vytvořit kopii kombinací kláves Ctrl + V. V editoru je
možné označit i několik objektů najednou a nastavovat jejich
pozice, mazat, kopírovat nebo vytvářet tzv. Group, což je seskupení
několika objektů v jeden.
5.5 WinCC flexible - Vložení a nastavení Button Tool
Jeden z nejvyužitelnějších nástrojů TP je
„Button tool“. V nastavení objektu v záložce
„General“ nastavujeme jeho text v nespuštěném stavu
a text ve stavu spuštěném (obr. 39).
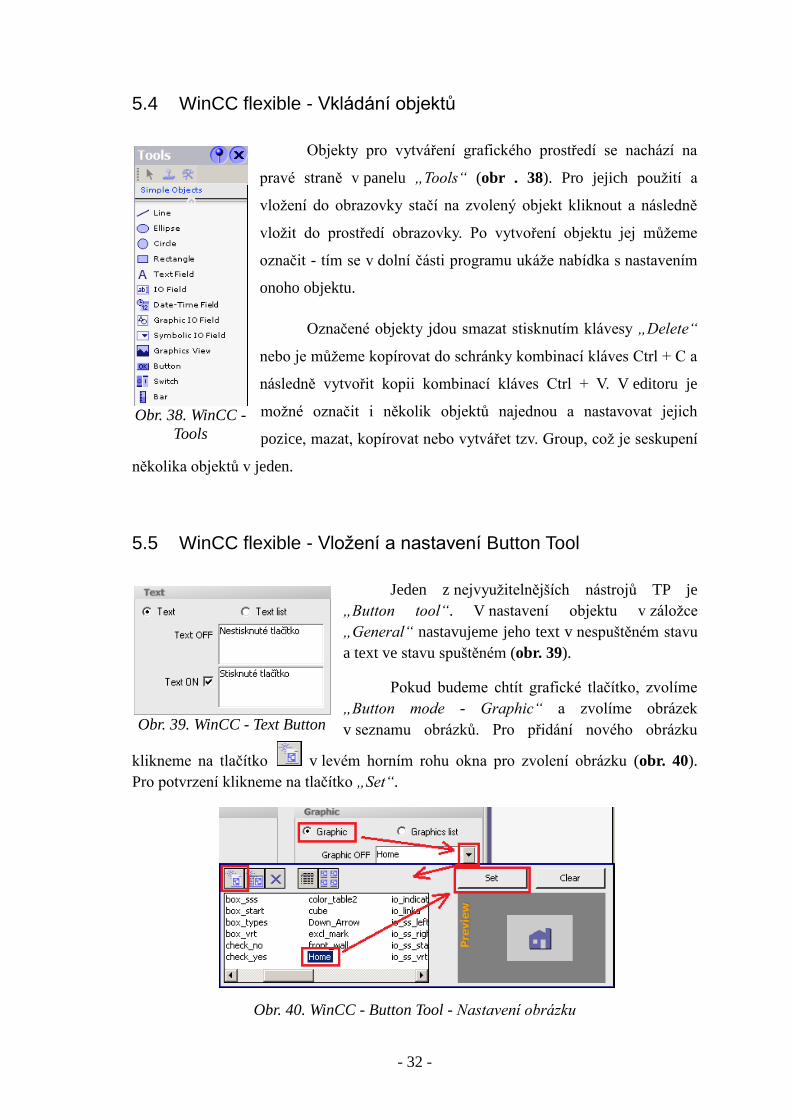
Pokud budeme chtít grafické tlačítko, zvolíme
„Button mode - Graphic“ a zvolíme obrázek
v seznamu obrázků. Pro přidání nového obrázku
klikneme na tlačítko v levém horním rohu okna pro zvolení obrázku (obr. 40).
Pro potvrzení klikneme na tlačítko „Set“.
Obr. 40. WinCC - Button Tool - Nastavení obrázku
Obr. 38. WinCC -
Tools
Obr. 39. WinCC - Text Button
- 33 -
Nastavení akcí při stisknutí tlačítka je pod záložkou „Events“ kde zvolíme typ
stisknutí „Click“ - pouhý stisk (nedoporučuji používat pro ovládání PLC, komunikace
není dostatečně rychlá a může se stát, že tlačítko nezareaguje). Použil bych ho výhradně
pro práci s interními instrukcemi TP. Dále je zde „Press“ - akce při stisknutí tlačítka a
„Release“ - akce po puštění tlačítka. „Press“ přináší asi nejvíce možností, proto popíšu
událost na této akci. Po zvolení akce napravo máme tabulku funkcí. Kliknutím na šipku
v řádku se otevře nabídka dostupných instrukcí.
5.5.1 Button Tool - Tlačítko Transfer
Protože je vždy potřeba mít zpětné tlačítko pro přepnutí obrazovky na režim
„Transfer“ musíme ho vytvořit. V „Events / Press“ Zvolíme instrukci „Settings /
SetDeviceMode“. V tabulce se nám vždy pod instrukcí objeví nabídka nastavení. Pro
„SetDeviceMode“ můžeme vybrat „Operating mode“ ve vedlejší kolonce. Zvolíme
„Transfer“.
Nyní máme základní tlačítko pro možnost nahrávání programu do TP.
5.5.2 Button Tool - Tlačítko spínající / rozpínající bit
V instrukcích tlačítka při „Press“ najdeme pod záložkou „Edit bits / SetBit“,
„ResetBit“ nebo „SetBitWhileKeyPressed“ (sepnout bit pokud je tlačítko stisknuté).
V nastavení instrukce zvolíme předpřipravený tag v tabulce tagů.
5.5.3 Button Tool - Tlačítko pro přepnutí obrazovky
V instrukcích tlačítka pro „Press“ zvolíme „ActivateScreen“ a v jeho nastavení
zvolíme „Screen name“ a název našeho okna.
Také je možné nastavit přesun na obrazovku dle hodnoty tagu a identifikačního
čísla strany obrazovky instrukcí „ActivateScreenByNumber“. Identifikační číslo
obrazovky můžeme volit v jejím nastavení (pravý klik na obrazovku v nabídce a volba
„Properties“) - „Number“.
- 34 -
5.6 WinCC flexible - Zobrazení / skrytí objektu dle podmínky
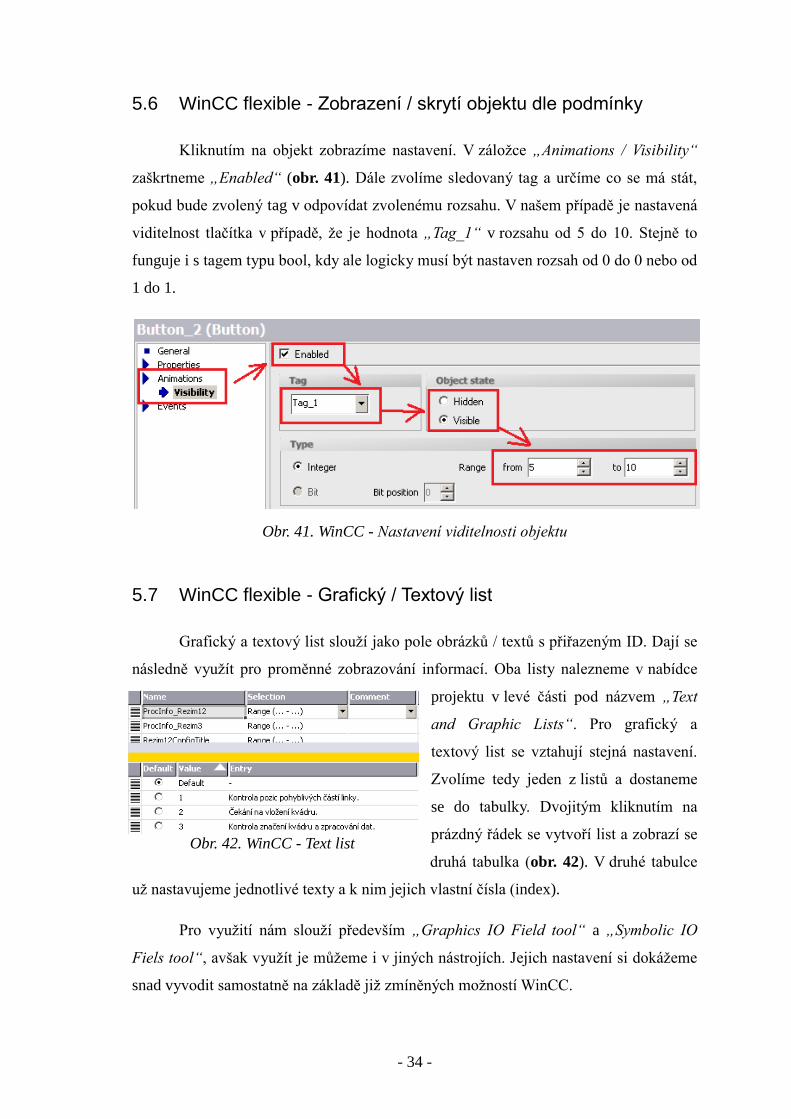
Kliknutím na objekt zobrazíme nastavení. V záložce „Animations / Visibility“
zaškrtneme „Enabled“ (obr. 41). Dále zvolíme sledovaný tag a určíme co se má stát,
pokud bude zvolený tag v odpovídat zvolenému rozsahu. V našem případě je nastavená
viditelnost tlačítka v případě, že je hodnota „Tag_1“ v rozsahu od 5 do 10. Stejně to
funguje i s tagem typu bool, kdy ale logicky musí být nastaven rozsah od 0 do 0 nebo od
1 do 1.
Obr. 41. WinCC - Nastavení viditelnosti objektu
5.7 WinCC flexible - Grafický / Textový list
Grafický a textový list slouží jako pole obrázků / textů s přiřazeným ID. Dají se
následně využít pro proměnné zobrazování informací. Oba listy nalezneme v nabídce
projektu v levé části pod názvem „Text
and Graphic Lists“. Pro grafický a
textový list se vztahují stejná nastavení.
Zvolíme tedy jeden z listů a dostaneme
se do tabulky. Dvojitým kliknutím na
prázdný řádek se vytvoří list a zobrazí se
druhá tabulka (obr. 42). V druhé tabulce
už nastavujeme jednotlivé texty a k nim jejich vlastní čísla (index).
Pro využití nám slouží především „Graphics IO Field tool“ a „Symbolic IO
Fiels tool“, avšak využít je můžeme i v jiných nástrojích. Jejich nastavení si dokážeme
snad vyvodit samostatně na základě již zmíněných možností WinCC.
Obr. 42. WinCC - Text list
- 35 -
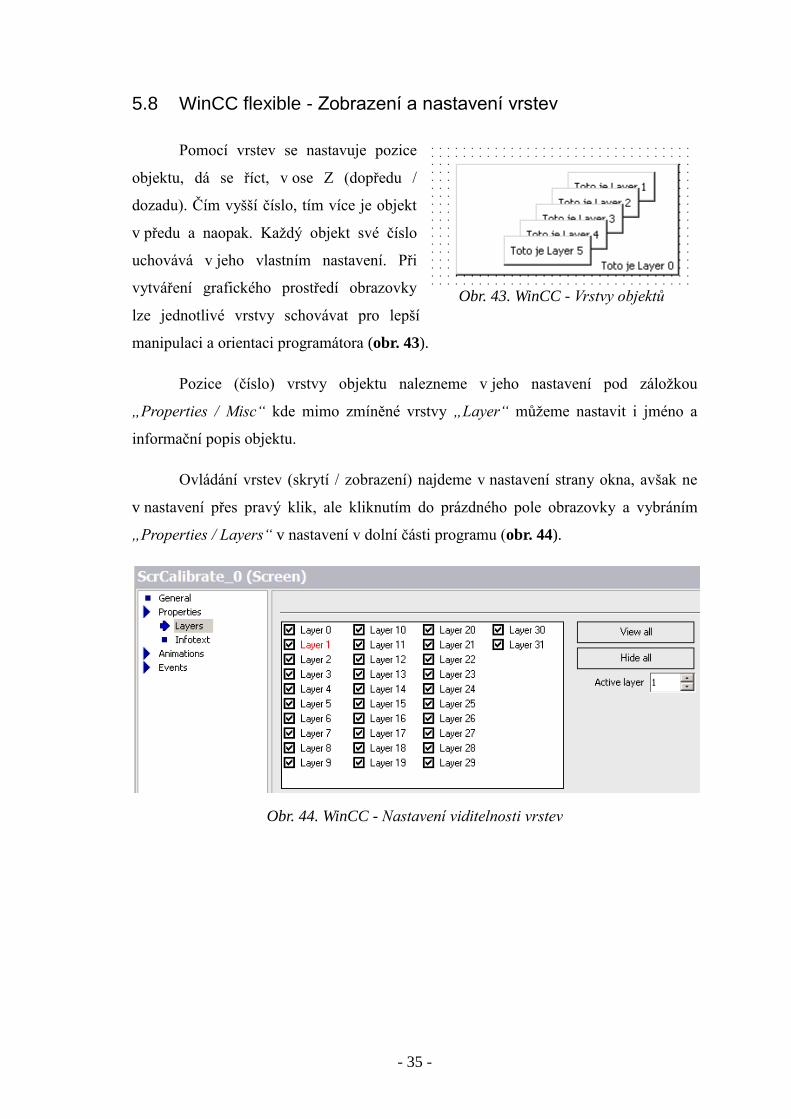
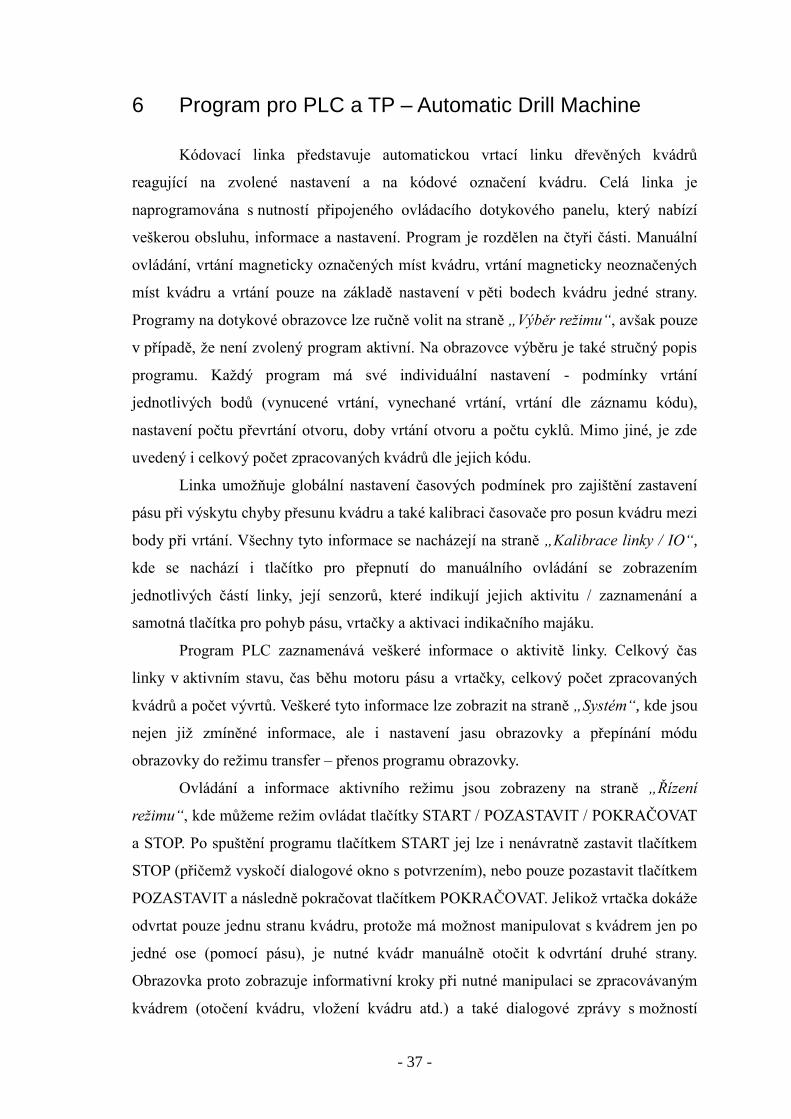
5.8 WinCC flexible - Zobrazení a nastavení vrstev
Pomocí vrstev se nastavuje pozice
objektu, dá se říct, v ose Z (dopředu /
dozadu). Čím vyšší číslo, tím více je objekt
v předu a naopak. Každý objekt své číslo
uchovává v jeho vlastním nastavení. Při
vytváření grafického prostředí obrazovky
lze jednotlivé vrstvy schovávat pro lepší
manipulaci a orientaci programátora (obr. 43).
Pozice (číslo) vrstvy objektu nalezneme v jeho nastavení pod záložkou
„Properties / Misc“ kde mimo zmíněné vrstvy „Layer“ můžeme nastavit i jméno a
informační popis objektu.
Ovládání vrstev (skrytí / zobrazení) najdeme v nastavení strany okna, avšak ne
v nastavení přes pravý klik, ale kliknutím do prázdného pole obrazovky a vybráním
„Properties / Layers“ v nastavení v dolní části programu (obr. 44).
Obr. 44. WinCC - Nastavení viditelnosti vrstev
Obr. 43. WinCC - Vrstvy objektů

- 36 -
5.9 WinCC flexible - Download - Nahrávání programu do TP
Před nahráváním do PLC bych doporučil nejprve celý program generovat
(přeložit) tlačítkem „Generate“ v horní části programu. Z neznámé příčiny posílání
programu do TP s automatickým přeložením občas selhalo. Ve výstupním logu
„Output“ uvidíme veškerá upozornění nebo informaci o úspěšném přeložení (obr. 45).
Obr. 45. WinCC - Log výstupu překladače
Po přeložení je systém připraven k odeslání
programu do obrazovky. Upozorním, že obrazovka TP
177micro musí být přepnuta do režimu „Transfer“, ještě
než dojde k odeslání z WinCC (obr. 46).
Nyní klikneme na ikonu „Transfer settings“,
otevře se hlavní okno pro nastavení odesílání (obr. 47).
V tomto nastavení vybereme cílové zařízení,
komunikační rozhraní, v případě, že nevyužíváme
„Overwrite password list“ (v našem případě nepoužíváme – jde o tabulku uživatelů),
tak ho odškrtneme a nakonec klikneme na tlačítko „Transfer“.
Obr. 47. WinCC - Nastavení rozhraní pro odeslání programu
Po odeslání nebo vyskytlé chybě bude opět záznam v „Output“ výstupním logu.
Obr. 46. TP - Transfer
- 37 -
6 Program pro PLC a TP – Automatic Drill Machine
Kódovací linka představuje automatickou vrtací linku dřevěných kvádrů
reagující na zvolené nastavení a na kódové označení kvádru. Celá linka je
naprogramována s nutností připojeného ovládacího dotykového panelu, který nabízí
veškerou obsluhu, informace a nastavení. Program je rozdělen na čtyři části. Manuální
ovládání, vrtání magneticky označených míst kvádru, vrtání magneticky neoznačených
míst kvádru a vrtání pouze na základě nastavení v pěti bodech kvádru jedné strany.
Programy na dotykové obrazovce lze ručně volit na straně „Výběr režimu“, avšak pouze
v případě, že není zvolený program aktivní. Na obrazovce výběru je také stručný popis
programu. Každý program má své individuální nastavení - podmínky vrtání
jednotlivých bodů (vynucené vrtání, vynechané vrtání, vrtání dle záznamu kódu),
nastavení počtu převrtání otvoru, doby vrtání otvoru a počtu cyklů. Mimo jiné, je zde
uvedený i celkový počet zpracovaných kvádrů dle jejich kódu.
Linka umožňuje globální nastavení časových podmínek pro zajištění zastavení
pásu při výskytu chyby přesunu kvádru a také kalibraci časovače pro posun kvádru mezi
body při vrtání. Všechny tyto informace se nacházejí na straně „Kalibrace linky / IO“,
kde se nachází i tlačítko pro přepnutí do manuálního ovládání se zobrazením
jednotlivých částí linky, její senzorů, které indikují jejich aktivitu / zaznamenání a
samotná tlačítka pro pohyb pásu, vrtačky a aktivaci indikačního majáku.
Program PLC zaznamenává veškeré informace o aktivitě linky. Celkový čas
linky v aktivním stavu, čas běhu motoru pásu a vrtačky, celkový počet zpracovaných
kvádrů a počet vývrtů. Veškeré tyto informace lze zobrazit na straně „Systém“, kde jsou
nejen již zmíněné informace, ale i nastavení jasu obrazovky a přepínání módu
obrazovky do režimu transfer – přenos programu obrazovky.
Ovládání a informace aktivního režimu jsou zobrazeny na straně „Řízení
režimu“, kde můžeme režim ovládat tlačítky START / POZASTAVIT / POKRAČOVAT
a STOP. Po spuštění programu tlačítkem START jej lze i nenávratně zastavit tlačítkem
STOP (přičemž vyskočí dialogové okno s potvrzením), nebo pouze pozastavit tlačítkem
POZASTAVIT a následně pokračovat tlačítkem POKRAČOVAT. Jelikož vrtačka dokáže
odvrtat pouze jednu stranu kvádru, protože má možnost manipulovat s kvádrem jen po
jedné ose (pomocí pásu), je nutné kvádr manuálně otočit k odvrtání druhé strany.
Obrazovka proto zobrazuje informativní kroky při nutné manipulaci se zpracovávaným
kvádrem (otočení kvádru, vložení kvádru atd.) a také dialogové zprávy s možností

- 38 -
volby ano / ne například v případě, že při otočení kvádru došlo k záměně kvádru za jiný,
obrazovka se zeptá, jestli chceme kvádr zpracovat jako nový nebo jestli má dojít
k návratu vloženého kvádru a následnému otočení předchozího zpracovávaného kvádru.
Pokud nedojde k otočení předchozího kvádru, systém kvádr opět navrátí zpět a vybídne
obsluhu k manuální otočení, zprávou na obrazovce. V případě dokončení zpracování
kvádru, linka jej vysune na okraj pásu, kde je kvádr připraven k odebrání. Vyložení je
zajištěné proti vypadnutí kvádru a zabraňuje to jeho poškození. Po dokončení cyklu se
zobrazí zpráva o jeho dokončení a nabídka pro zahájení nového cyklu. Pod zobrazeným
modelem linky se na obrazovce nachází také informace o právě probíhajícím procesu,
počet zpracovaných a zbývajících položek do konce cyklu a v neposlední řadě chybová
hlášení, která jsou v případě chyby zvýrazněna blikajícím pozadím.
Dvě obslužná fyzická tlačítka na lince představují tlačítka obsluhy a pozastavení.
Tlačítko obsluhy slouží pro příkaz potvrzení správného umístění kvádru a tlačítko
pozastavení funguje obdobně jako tlačítko POZASTAVIT na dotykové obrazovce,
nikoliv však jako tlačítko POKRAČOVAT. Jelikož tlačítko reaguje okamžitě bez
komunikačního opoždění, lze jej označit jako nouzové.
Světelný indikátor na vrtačce je ovládán PWM regulací, tím pádem je možno
měnit intenzitu svítivosti, čímž se rozšiřují možnosti významu blikání. Při výskytu
chyby světlo opakovaně zhasíná (plné rozsvícení a postupné zhasínání), při vrtání svítí
plnou intenzitou a při posunu kvádru světlo opakovaně pulzuje.
- 39 -
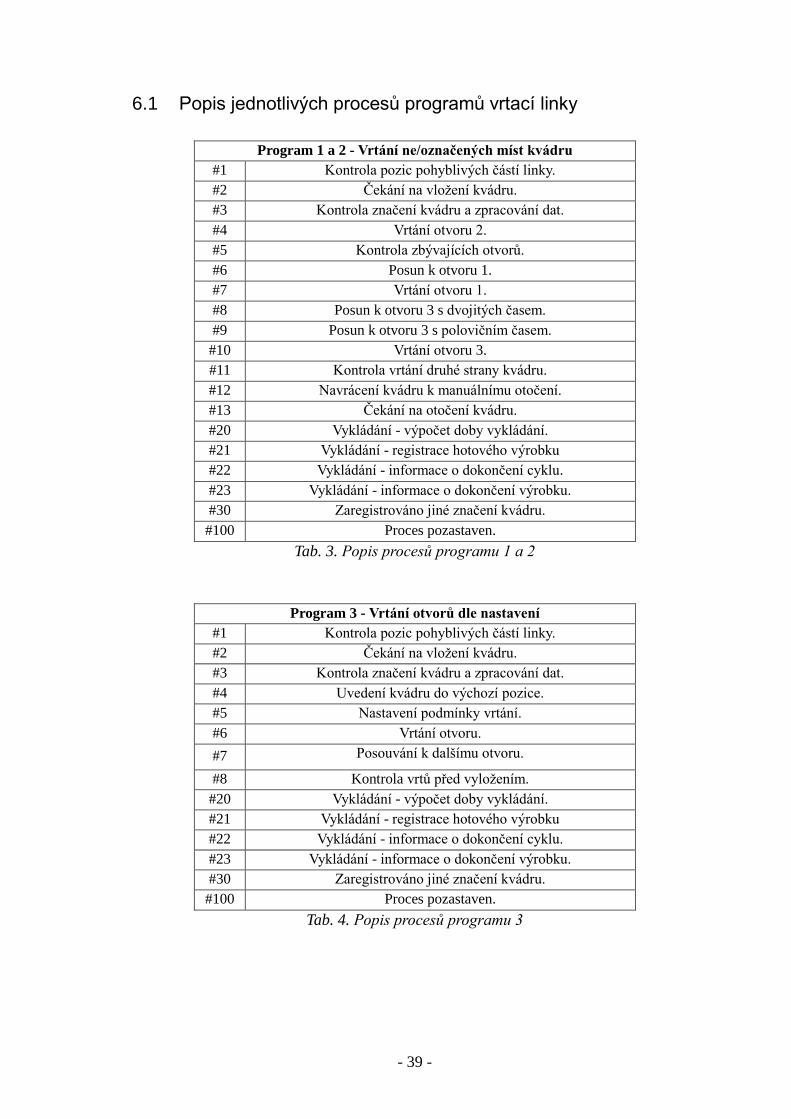
6.1 Popis jednotlivých procesů programů vrtací linky
Program 1 a 2 - Vrtání ne/označených míst kvádru
#1 Kontrola pozic pohyblivých částí linky.
#2 Čekání na vložení kvádru.
#3 Kontrola značení kvádru a zpracování dat.
#4 Vrtání otvoru 2.
#5 Kontrola zbývajících otvorů.
#6 Posun k otvoru 1.
#7 Vrtání otvoru 1.
#8 Posun k otvoru 3 s dvojitých časem.
#9 Posun k otvoru 3 s polovičním časem.
#10 Vrtání otvoru 3.
#11 Kontrola vrtání druhé strany kvádru.
#12 Navrácení kvádru k manuálnímu otočení.
#13 Čekání na otočení kvádru.
#20 Vykládání - výpočet doby vykládání.
#21 Vykládání - registrace hotového výrobku
#22 Vykládání - informace o dokončení cyklu.
#23 Vykládání - informace o dokončení výrobku.
#30 Zaregistrováno jiné značení kvádru.
#100 Proces pozastaven.
Tab. 3. Popis procesů programu 1 a 2
Program 3 - Vrtání otvorů dle nastavení
#1 Kontrola pozic pohyblivých částí linky.
#2 Čekání na vložení kvádru.
#3 Kontrola značení kvádru a zpracování dat.
#4 Uvedení kvádru do výchozí pozice.
#5 Nastavení podmínky vrtání.
#6 Vrtání otvoru.
#7 Posouvání k dalšímu otvoru.
#8 Kontrola vrtů před vyložením.
#20 Vykládání - výpočet doby vykládání.
#21 Vykládání - registrace hotového výrobku
#22 Vykládání - informace o dokončení cyklu.
#23 Vykládání - informace o dokončení výrobku.
#30 Zaregistrováno jiné značení kvádru.
#100 Proces pozastaven.
Tab. 4. Popis procesů programu 3
- 40 -
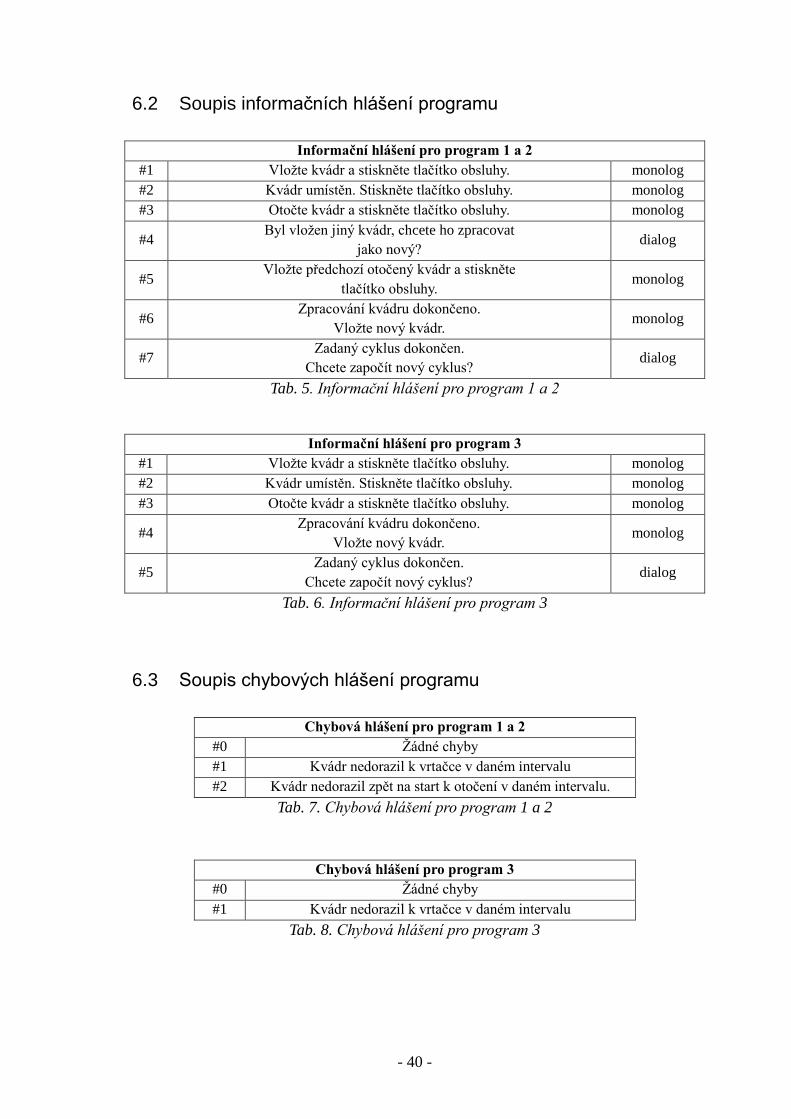
6.2 Soupis informačních hlášení programu
Informační hlášení pro program 1 a 2
#1 Vložte kvádr a stiskněte tlačítko obsluhy. monolog
#2 Kvádr umístěn. Stiskněte tlačítko obsluhy. monolog
#3 Otočte kvádr a stiskněte tlačítko obsluhy. monolog
#4 Byl vložen jiný kvádr, chcete ho zpracovat
jako nový? dialog
#5 Vložte předchozí otočený kvádr a stiskněte
tlačítko obsluhy. monolog
#6 Zpracování kvádru dokončeno.
Vložte nový kvádr. monolog
#7 Zadaný cyklus dokončen.
Chcete započít nový cyklus? dialog
Tab. 5. Informační hlášení pro program 1 a 2
Informační hlášení pro program 3
#1 Vložte kvádr a stiskněte tlačítko obsluhy. monolog
#2 Kvádr umístěn. Stiskněte tlačítko obsluhy. monolog
#3 Otočte kvádr a stiskněte tlačítko obsluhy. monolog
#4 Zpracování kvádru dokončeno.
Vložte nový kvádr. monolog
#5 Zadaný cyklus dokončen.
Chcete započít nový cyklus? dialog
Tab. 6. Informační hlášení pro program 3
6.3 Soupis chybových hlášení programu
Chybová hlášení pro program 1 a 2
#0 Žádné chyby
#1 Kvádr nedorazil k vrtačce v daném intervalu
#2 Kvádr nedorazil zpět na start k otočení v daném intervalu.
Tab. 7. Chybová hlášení pro program 1 a 2
Chybová hlášení pro program 3
#0 Žádné chyby
#1 Kvádr nedorazil k vrtačce v daném intervalu
Tab. 8. Chybová hlášení pro program 3
- 41 -
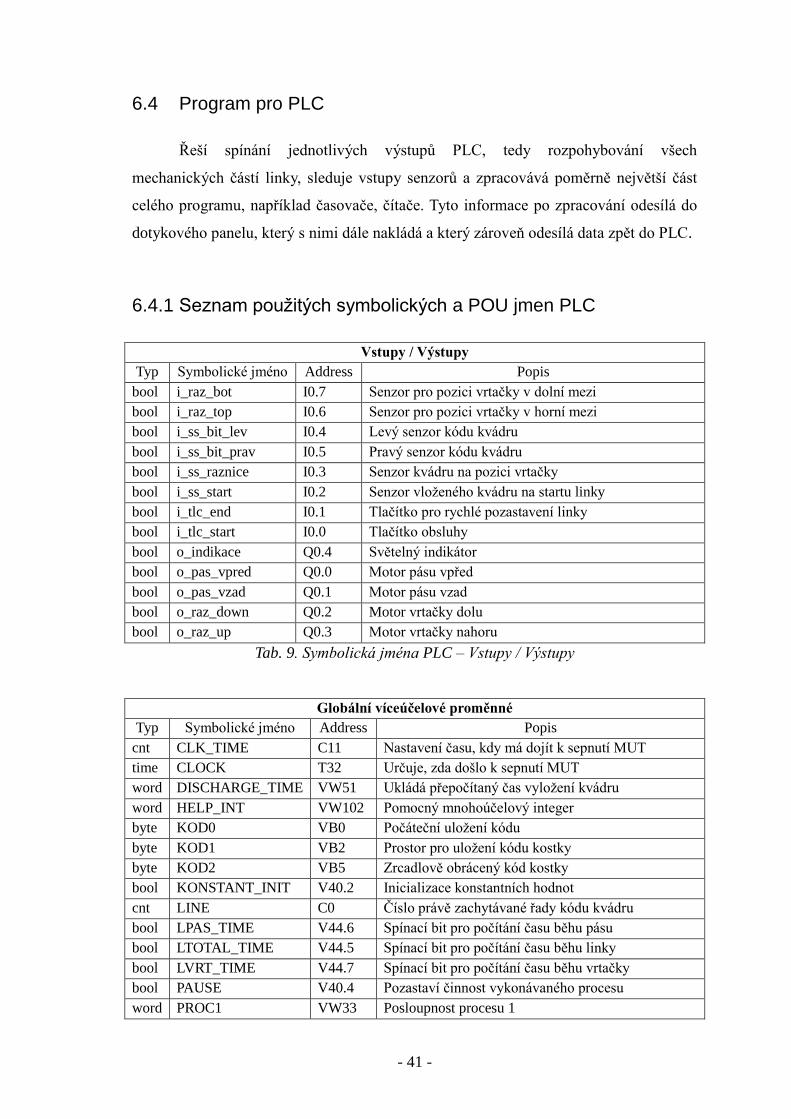
6.4 Program pro PLC
Řeší spínání jednotlivých výstupů PLC, tedy rozpohybování všech
mechanických částí linky, sleduje vstupy senzorů a zpracovává poměrně největší část
celého programu, například časovače, čítače. Tyto informace po zpracování odesílá do
dotykového panelu, který s nimi dále nakládá a který zároveň odesílá data zpět do PLC.
6.4.1 Seznam použitých symbolických a POU jmen PLC
Vstupy / Výstupy
Typ Symbolické jméno Address Popis
bool i_raz_bot I0.7 Senzor pro pozici vrtačky v dolní mezi
bool i_raz_top I0.6 Senzor pro pozici vrtačky v horní mezi
bool i_ss_bit_lev I0.4 Levý senzor kódu kvádru
bool i_ss_bit_prav I0.5 Pravý senzor kódu kvádru
bool i_ss_raznice I0.3 Senzor kvádru na pozici vrtačky
bool i_ss_start I0.2 Senzor vloženého kvádru na startu linky
bool i_tlc_end I0.1 Tlačítko pro rychlé pozastavení linky
bool i_tlc_start I0.0 Tlačítko obsluhy
bool o_indikace Q0.4 Světelný indikátor
bool o_pas_vpred Q0.0 Motor pásu vpřed
bool o_pas_vzad Q0.1 Motor pásu vzad
bool o_raz_down Q0.2 Motor vrtačky dolu
bool o_raz_up Q0.3 Motor vrtačky nahoru
Tab. 9. Symbolická jména PLC – Vstupy / Výstupy
Globální víceúčelové proměnné
Typ Symbolické jméno Address Popis
cnt CLK_TIME C11 Nastavení času, kdy má dojít k sepnutí MUT
time CLOCK T32 Určuje, zda došlo k sepnutí MUT
word DISCHARGE_TIME VW51 Ukládá přepočítaný čas vyložení kvádru
word HELP_INT VW102 Pomocný mnohoúčelový integer
byte KOD0 VB0 Počáteční uložení kódu
byte KOD1 VB2 Prostor pro uložení kódu kostky
byte KOD2 VB5 Zrcadlově obrácený kód kostky
bool KONSTANT_INIT V40.2 Inicializace konstantních hodnot
cnt LINE C0 Číslo právě zachytávané řady kódu kvádru
bool LPAS_TIME V44.6 Spínací bit pro počítání času běhu pásu
bool LTOTAL_TIME V44.5 Spínací bit pro počítání času běhu linky
bool LVRT_TIME V44.7 Spínací bit pro počítání času běhu vrtačky
bool PAUSE V40.4 Pozastaví činnost vykonávaného procesu
word PROC1 VW33 Posloupnost procesu 1
- 42 -
word PROC2 VW35 Posloupnost procesu 2
time PROC_TIME T97 Časovač doby vykonávání procesů
byte REZIM VB32 Nastavení globálního režimu systému
bool RUN_CLK M10.0 Zapne MUT
bool SYS_INIT V40.7 Kompletní inicializace systému - obnovení konstant -
reset proměnných
byte VRT_LAST VB77 Číslo posledního vrtu
byte VRT_NUM VB67 Počet vrtů jednoho otvoru
byte VRT_PROC VB1 Určuje stav vrtačky
time VRT_TIME T36 Doba vrtání
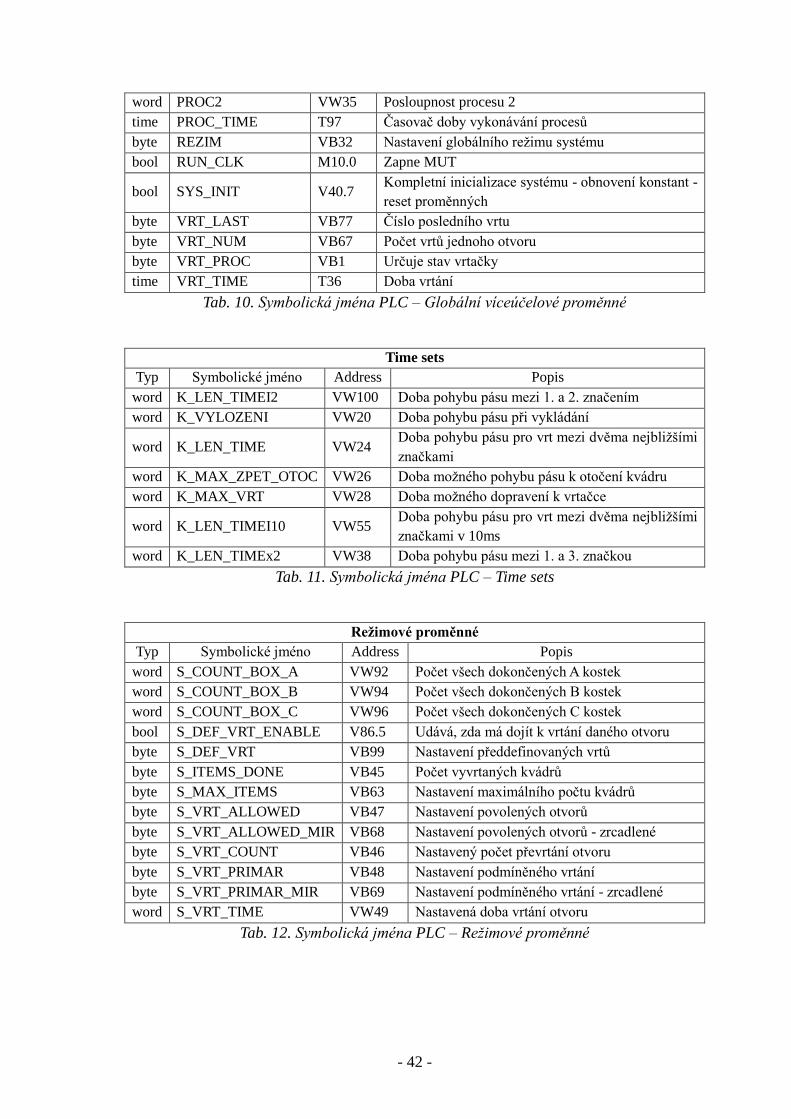
Tab. 10. Symbolická jména PLC – Globální víceúčelové proměnné
Time sets
Typ Symbolické jméno Address Popis
word K_LEN_TIMEI2 VW100 Doba pohybu pásu mezi 1. a 2. značením
word K_VYLOZENI VW20 Doba pohybu pásu při vykládání
word K_LEN_TIME VW24 Doba pohybu pásu pro vrt mezi dvěma nejbližšími
značkami
word K_MAX_ZPET_OTOC VW26 Doba možného pohybu pásu k otočení kvádru
word K_MAX_VRT VW28 Doba možného dopravení k vrtačce
word K_LEN_TIMEI10 VW55 Doba pohybu pásu pro vrt mezi dvěma nejbližšími
značkami v 10ms
word K_LEN_TIMEx2 VW38 Doba pohybu pásu mezi 1. a 3. značkou
Tab. 11. Symbolická jména PLC – Time sets
Režimové proměnné
Typ Symbolické jméno Address Popis
word S_COUNT_BOX_A VW92 Počet všech dokončených A kostek
word S_COUNT_BOX_B VW94 Počet všech dokončených B kostek
word S_COUNT_BOX_C VW96 Počet všech dokončených C kostek
bool S_DEF_VRT_ENABLE V86.5 Udává, zda má dojít k vrtání daného otvoru
byte S_DEF_VRT VB99 Nastavení předdefinovaných vrtů
byte S_ITEMS_DONE VB45 Počet vyvrtaných kvádrů
byte S_MAX_ITEMS VB63 Nastavení maximálního počtu kvádrů
byte S_VRT_ALLOWED VB47 Nastavení povolených otvorů
byte S_VRT_ALLOWED_MIR VB68 Nastavení povolených otvorů - zrcadlené
byte S_VRT_COUNT VB46 Nastavený počet převrtání otvoru
byte S_VRT_PRIMAR VB48 Nastavení podmíněného vrtání
byte S_VRT_PRIMAR_MIR VB69 Nastavení podmíněného vrtání - zrcadlené
word S_VRT_TIME VW49 Nastavená doba vrtání otvoru
Tab. 12. Symbolická jména PLC – Režimové proměnné
- 43 -
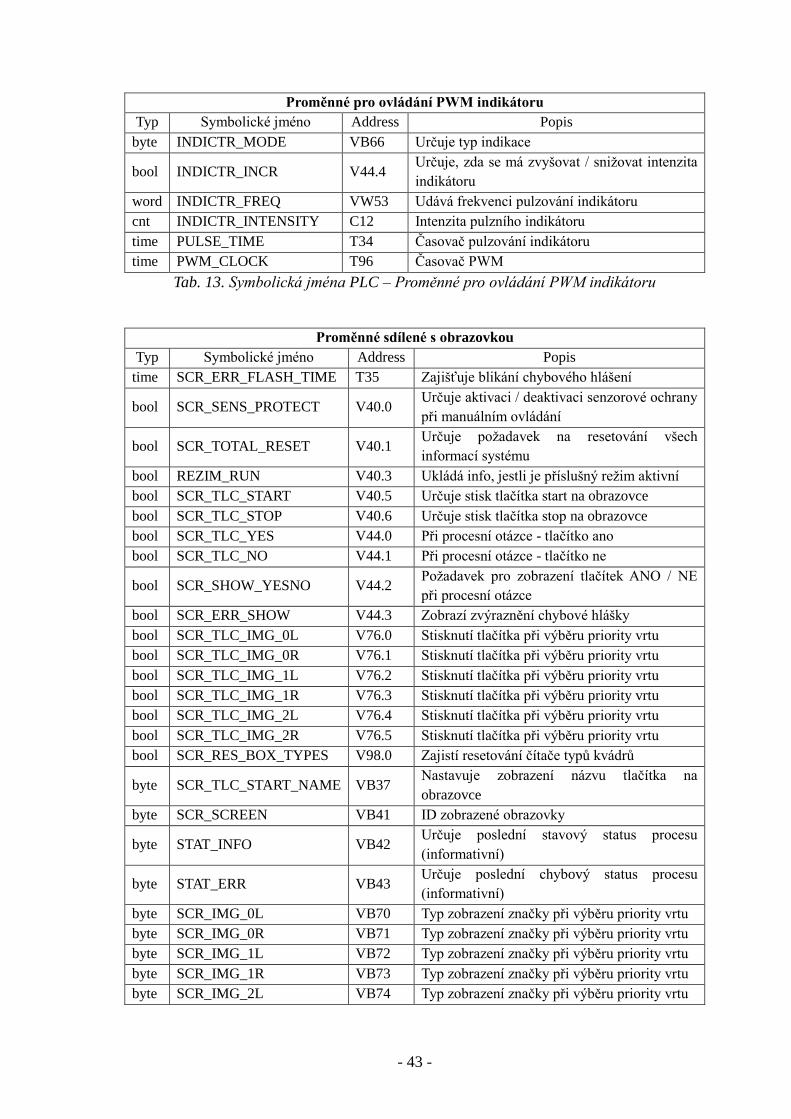
Proměnné pro ovládání PWM indikátoru
Typ Symbolické jméno Address Popis
byte INDICTR_MODE VB66 Určuje typ indikace
bool INDICTR_INCR V44.4 Určuje, zda se má zvyšovat / snižovat intenzita
indikátoru
word INDICTR_FREQ VW53 Udává frekvenci pulzování indikátoru
cnt INDICTR_INTENSITY C12 Intenzita pulzního indikátoru
time PULSE_TIME T34 Časovač pulzování indikátoru
time PWM_CLOCK T96 Časovač PWM
Tab. 13. Symbolická jména PLC – Proměnné pro ovládání PWM indikátoru
Proměnné sdílené s obrazovkou
Typ Symbolické jméno Address Popis
time SCR_ERR_FLASH_TIME T35 Zajišťuje blikání chybového hlášení
bool SCR_SENS_PROTECT V40.0 Určuje aktivaci / deaktivaci senzorové ochrany
při manuálním ovládání
bool SCR_TOTAL_RESET V40.1 Určuje požadavek na resetování všech
informací systému
bool REZIM_RUN V40.3 Ukládá info, jestli je příslušný režim aktivní
bool SCR_TLC_START V40.5 Určuje stisk tlačítka start na obrazovce
bool SCR_TLC_STOP V40.6 Určuje stisk tlačítka stop na obrazovce
bool SCR_TLC_YES V44.0 Při procesní otázce - tlačítko ano
bool SCR_TLC_NO V44.1 Při procesní otázce - tlačítko ne
bool SCR_SHOW_YESNO V44.2 Požadavek pro zobrazení tlačítek ANO / NE
při procesní otázce
bool SCR_ERR_SHOW V44.3 Zobrazí zvýraznění chybové hlášky
bool SCR_TLC_IMG_0L V76.0 Stisknutí tlačítka při výběru priority vrtu
bool SCR_TLC_IMG_0R V76.1 Stisknutí tlačítka při výběru priority vrtu
bool SCR_TLC_IMG_1L V76.2 Stisknutí tlačítka při výběru priority vrtu
bool SCR_TLC_IMG_1R V76.3 Stisknutí tlačítka při výběru priority vrtu
bool SCR_TLC_IMG_2L V76.4 Stisknutí tlačítka při výběru priority vrtu
bool SCR_TLC_IMG_2R V76.5 Stisknutí tlačítka při výběru priority vrtu
bool SCR_RES_BOX_TYPES V98.0 Zajistí resetování čítače typů kvádrů
byte SCR_TLC_START_NAME VB37 Nastavuje zobrazení názvu tlačítka na
obrazovce
byte SCR_SCREEN VB41 ID zobrazené obrazovky
byte STAT_INFO VB42 Určuje poslední stavový status procesu
(informativní)
byte STAT_ERR VB43 Určuje poslední chybový status procesu
(informativní)
byte SCR_IMG_0L VB70 Typ zobrazení značky při výběru priority vrtu
byte SCR_IMG_0R VB71 Typ zobrazení značky při výběru priority vrtu
byte SCR_IMG_1L VB72 Typ zobrazení značky při výběru priority vrtu
byte SCR_IMG_1R VB73 Typ zobrazení značky při výběru priority vrtu
byte SCR_IMG_2L VB74 Typ zobrazení značky při výběru priority vrtu
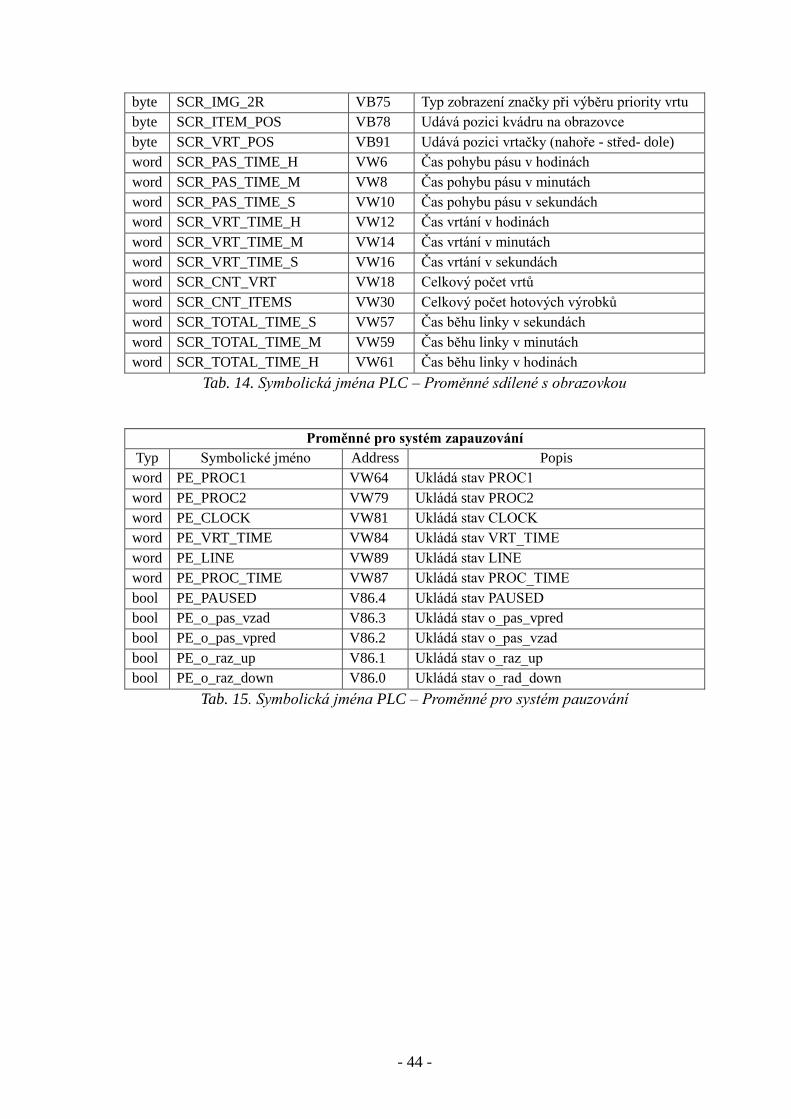
- 44 -
byte SCR_IMG_2R VB75 Typ zobrazení značky při výběru priority vrtu
byte SCR_ITEM_POS VB78 Udává pozici kvádru na obrazovce
byte SCR_VRT_POS VB91 Udává pozici vrtačky (nahoře - střed- dole)
word SCR_PAS_TIME_H VW6 Čas pohybu pásu v hodinách
word SCR_PAS_TIME_M VW8 Čas pohybu pásu v minutách
word SCR_PAS_TIME_S VW10 Čas pohybu pásu v sekundách
word SCR_VRT_TIME_H VW12 Čas vrtání v hodinách
word SCR_VRT_TIME_M VW14 Čas vrtání v minutách
word SCR_VRT_TIME_S VW16 Čas vrtání v sekundách
word SCR_CNT_VRT VW18 Celkový počet vrtů
word SCR_CNT_ITEMS VW30 Celkový počet hotových výrobků
word SCR_TOTAL_TIME_S VW57 Čas běhu linky v sekundách
word SCR_TOTAL_TIME_M VW59 Čas běhu linky v minutách
word SCR_TOTAL_TIME_H VW61 Čas běhu linky v hodinách
Tab. 14. Symbolická jména PLC – Proměnné sdílené s obrazovkou
Proměnné pro systém zapauzování
Typ Symbolické jméno Address Popis
word PE_PROC1 VW64 Ukládá stav PROC1
word PE_PROC2 VW79 Ukládá stav PROC2
word PE_CLOCK VW81 Ukládá stav CLOCK
word PE_VRT_TIME VW84 Ukládá stav VRT_TIME
word PE_LINE VW89 Ukládá stav LINE
word PE_PROC_TIME VW87 Ukládá stav PROC_TIME
bool PE_PAUSED V86.4 Ukládá stav PAUSED
bool PE_o_pas_vzad V86.3 Ukládá stav o_pas_vpred
bool PE_o_pas_vpred V86.2 Ukládá stav o_pas_vzad
bool PE_o_raz_up V86.1 Ukládá stav o_raz_up
bool PE_o_raz_down V86.0 Ukládá stav o_rad_down
Tab. 15. Symbolická jména PLC – Proměnné pro systém pauzování
- 45 -
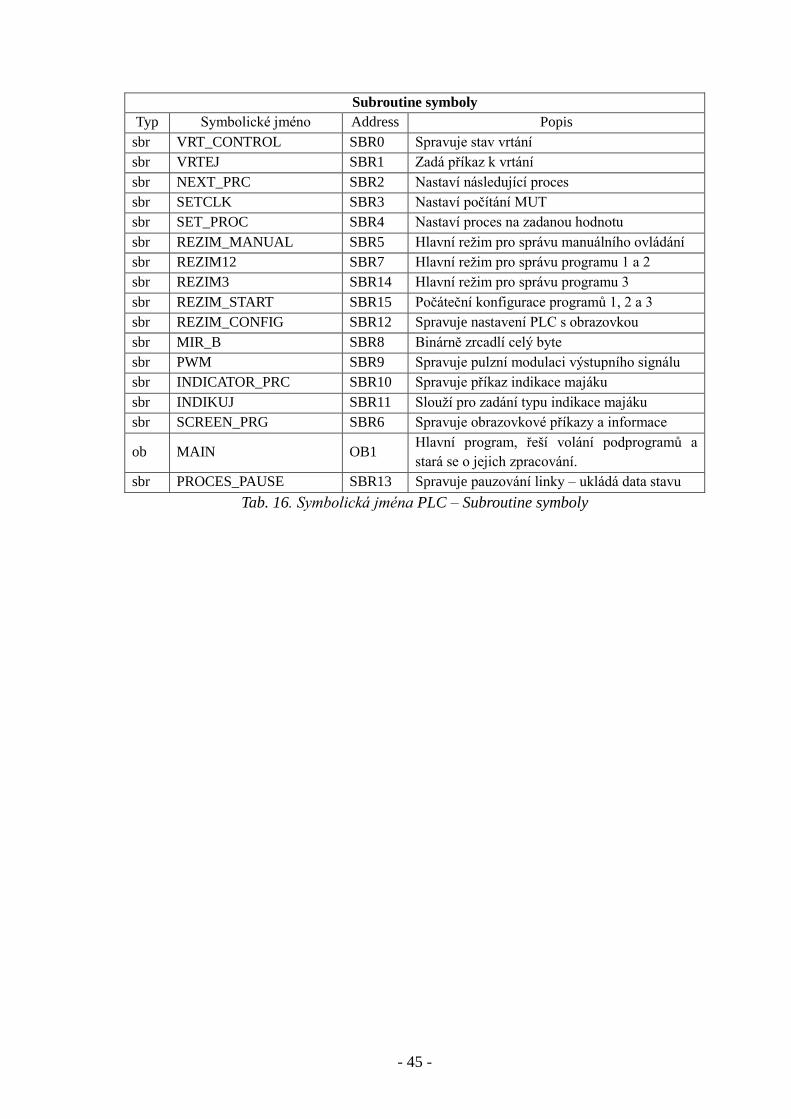
Subroutine symboly
Typ Symbolické jméno Address Popis
sbr VRT_CONTROL SBR0 Spravuje stav vrtání
sbr VRTEJ SBR1 Zadá příkaz k vrtání
sbr NEXT_PRC SBR2 Nastaví následující proces
sbr SETCLK SBR3 Nastaví počítání MUT
sbr SET_PROC SBR4 Nastaví proces na zadanou hodnotu
sbr REZIM_MANUAL SBR5 Hlavní režim pro správu manuálního ovládání
sbr REZIM12 SBR7 Hlavní režim pro správu programu 1 a 2
sbr REZIM3 SBR14 Hlavní režim pro správu programu 3
sbr REZIM_START SBR15 Počáteční konfigurace programů 1, 2 a 3
sbr REZIM_CONFIG SBR12 Spravuje nastavení PLC s obrazovkou
sbr MIR_B SBR8 Binárně zrcadlí celý byte
sbr PWM SBR9 Spravuje pulzní modulaci výstupního signálu
sbr INDICATOR_PRC SBR10 Spravuje příkaz indikace majáku
sbr INDIKUJ SBR11 Slouží pro zadání typu indikace majáku
sbr SCREEN_PRG SBR6 Spravuje obrazovkové příkazy a informace
ob MAIN OB1 Hlavní program, řeší volání podprogramů a
stará se o jejich zpracování.
sbr PROCES_PAUSE SBR13 Spravuje pauzování linky – ukládá data stavu
Tab. 16. Symbolická jména PLC – Subroutine symboly
- 46 -
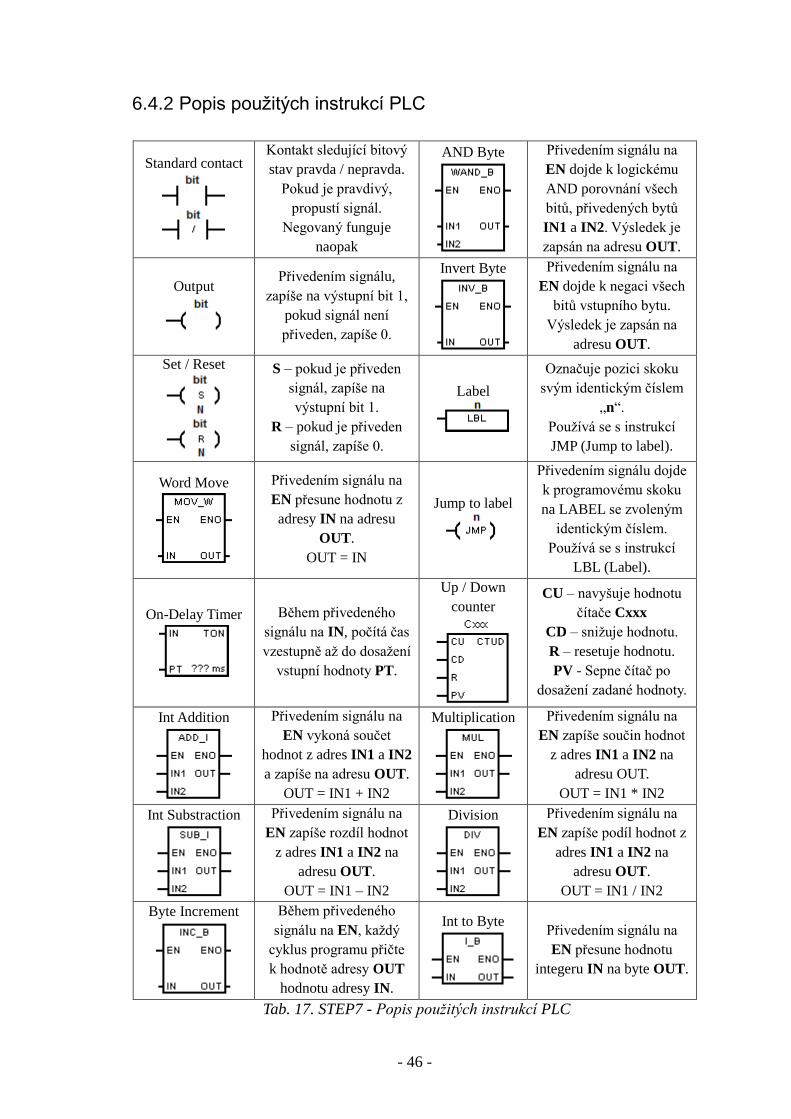
6.4.2 Popis použitých instrukcí PLC
Standard contact
Kontakt sledující bitový
stav pravda / nepravda.
Pokud je pravdivý,
propustí signál.
Negovaný funguje
naopak
AND Byte
Přivedením signálu na
EN dojde k logickému
AND porovnání všech
bitů, přivedených bytů
IN1 a IN2. Výsledek je
zapsán na adresu OUT.
Output
Přivedením signálu,
zapíše na výstupní bit 1,
pokud signál není
přiveden, zapíše 0.
Invert Byte
Přivedením signálu na
EN dojde k negaci všech
bitů vstupního bytu.
Výsledek je zapsán na
adresu OUT.
Set / Reset
S – pokud je přiveden
signál, zapíše na
výstupní bit 1.
R – pokud je přiveden
signál, zapíše 0.
Label
Označuje pozici skoku
svým identickým číslem
„n“.
Používá se s instrukcí
JMP (Jump to label).
Word Move
Přivedením signálu na
EN přesune hodnotu z
adresy IN na adresu
OUT.
OUT = IN
Jump to label
Přivedením signálu dojde
k programovému skoku
na LABEL se zvoleným
identickým číslem.
Používá se s instrukcí
LBL (Label).
On-Delay Timer
Během přivedeného
signálu na IN, počítá čas
vzestupně až do dosažení
vstupní hodnoty PT.
Up / Down
counter
CU – navyšuje hodnotu
čítače Cxxx
CD – snižuje hodnotu.
R – resetuje hodnotu.
PV - Sepne čítač po
dosažení zadané hodnoty.
Int Addition
Přivedením signálu na
EN vykoná součet
hodnot z adres IN1 a IN2
a zapíše na adresu OUT.
OUT = IN1 + IN2
Multiplication
Přivedením signálu na
EN zapíše součin hodnot
z adres IN1 a IN2 na
adresu OUT.
OUT = IN1 * IN2
Int Substraction
Přivedením signálu na
EN zapíše rozdíl hodnot
z adres IN1 a IN2 na
adresu OUT.
OUT = IN1 – IN2
Division
Přivedením signálu na
EN zapíše podíl hodnot z
adres IN1 a IN2 na
adresu OUT.
OUT = IN1 / IN2
Byte Increment
Během přivedeného
signálu na EN, každý
cyklus programu přičte
k hodnotě adresy OUT
hodnotu adresy IN.
Int to Byte
Přivedením signálu na
EN přesune hodnotu
integeru IN na byte OUT.
Tab. 17. STEP7 - Popis použitých instrukcí PLC
- 47 -
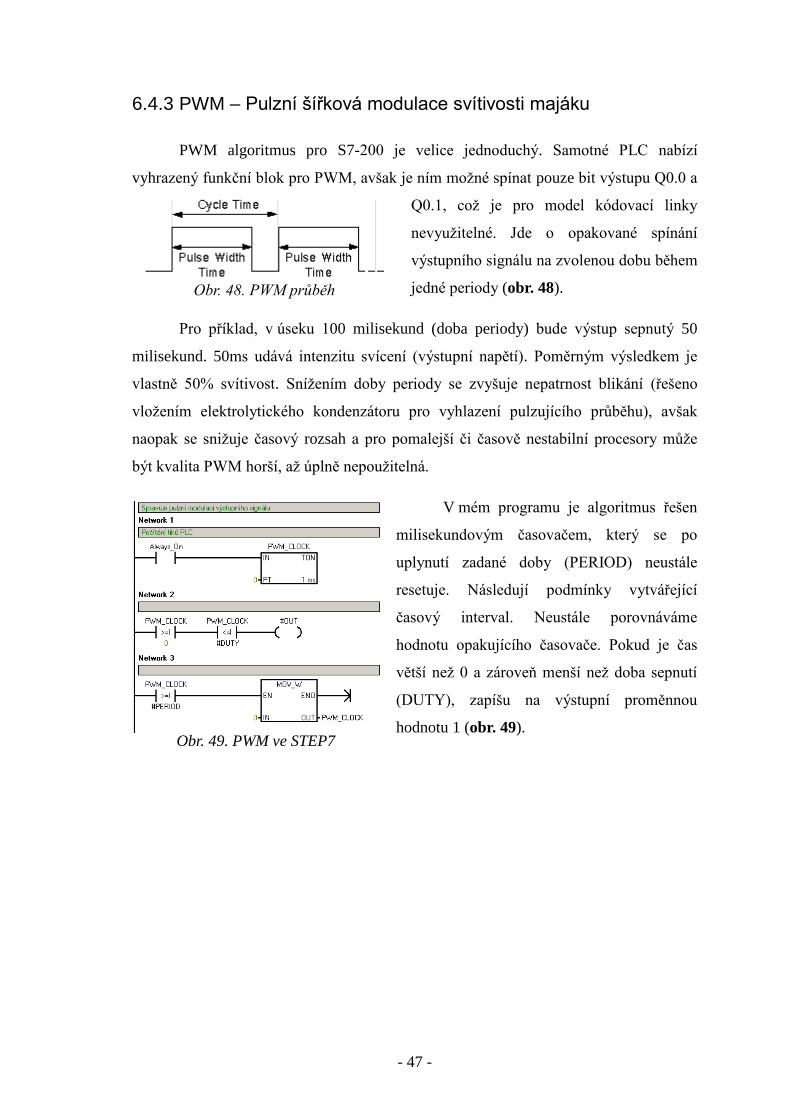
6.4.3 PWM – Pulzní šířková modulace svítivosti majáku
PWM algoritmus pro S7-200 je velice jednoduchý. Samotné PLC nabízí
vyhrazený funkční blok pro PWM, avšak je ním možné spínat pouze bit výstupu Q0.0 a
Q0.1, což je pro model kódovací linky
nevyužitelné. Jde o opakované spínání
výstupního signálu na zvolenou dobu během
jedné periody (obr. 48).
Pro příklad, v úseku 100 milisekund (doba periody) bude výstup sepnutý 50
milisekund. 50ms udává intenzitu svícení (výstupní napětí). Poměrným výsledkem je
vlastně 50% svítivost. Snížením doby periody se zvyšuje nepatrnost blikání (řešeno
vložením elektrolytického kondenzátoru pro vyhlazení pulzujícího průběhu), avšak
naopak se snižuje časový rozsah a pro pomalejší či časově nestabilní procesory může
být kvalita PWM horší, až úplně nepoužitelná.
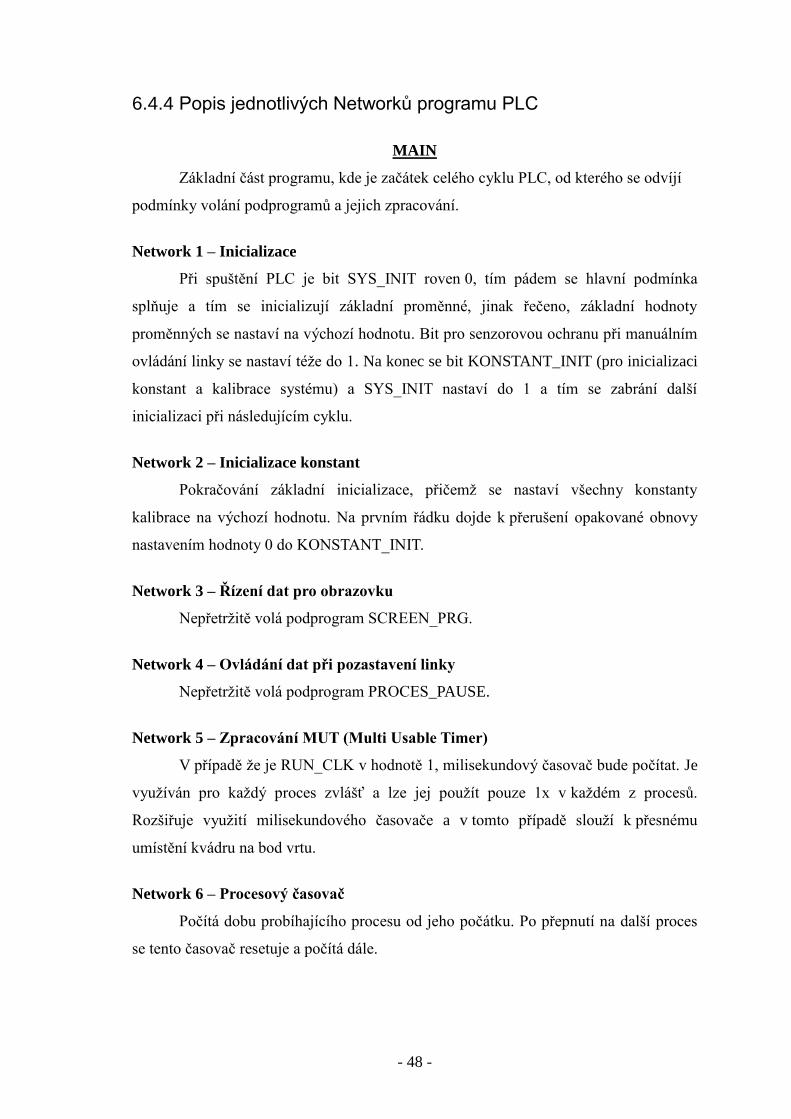
V mém programu je algoritmus řešen
milisekundovým časovačem, který se po
uplynutí zadané doby (PERIOD) neustále
resetuje. Následují podmínky vytvářející
časový interval. Neustále porovnáváme
hodnotu opakujícího časovače. Pokud je čas
větší než 0 a zároveň menší než doba sepnutí
(DUTY), zapíšu na výstupní proměnnou
hodnotu 1 (obr. 49).
Obr. 48. PWM průběh
Obr. 49. PWM ve STEP7
- 48 -
6.4.4 Popis jednotlivých Networků programu PLC
MAIN
Základní část programu, kde je začátek celého cyklu PLC, od kterého se odvíjí
podmínky volání podprogramů a jejich zpracování.
Network 1 – Inicializace
Při spuštění PLC je bit SYS_INIT roven 0, tím pádem se hlavní podmínka
splňuje a tím se inicializují základní proměnné, jinak řečeno, základní hodnoty
proměnných se nastaví na výchozí hodnotu. Bit pro senzorovou ochranu při manuálním
ovládání linky se nastaví téže do 1. Na konec se bit KONSTANT_INIT (pro inicializaci
konstant a kalibrace systému) a SYS_INIT nastaví do 1 a tím se zabrání další
inicializaci při následujícím cyklu.
Network 2 – Inicializace konstant
Pokračování základní inicializace, přičemž se nastaví všechny konstanty
kalibrace na výchozí hodnotu. Na prvním řádku dojde k přerušení opakované obnovy
nastavením hodnoty 0 do KONSTANT_INIT.
Network 3 – Řízení dat pro obrazovku
Nepřetržitě volá podprogram SCREEN_PRG.
Network 4 – Ovládání dat při pozastavení linky
Nepřetržitě volá podprogram PROCES_PAUSE.
Network 5 – Zpracování MUT (Multi Usable Timer)
V případě že je RUN_CLK v hodnotě 1, milisekundový časovač bude počítat. Je
využíván pro každý proces zvlášť a lze jej použít pouze 1x v každém z procesů.
Rozšiřuje využití milisekundového časovače a v tomto případě slouží k přesnému
umístění kvádru na bod vrtu.
Network 6 – Procesový časovač
Počítá dobu probíhajícího procesu od jeho počátku. Po přepnutí na další proces
se tento časovač resetuje a počítá dále.
- 49 -
Network 7 – Ovládání vrtačky
Ovládá funkci zdvižného zařízení vrtačky. V případě, že je VRT_PROC
v hodnotě 1 a výš, bude volán podprogram VRT_CONTROL.
Network 8 – Startovací podprogram režimů
Pokud se TP nachází na straně s ID 0 nebo 2 (konfigurace prg.), bude volán
podprogram REZIM_START, který zajistí pro všechny programy vždy stejný počátek.
Network 9 – Volání režimů 1 a 2
Pokud je vybrán REZIM 1 nebo 2 a TP se nachází na straně s ID 0 nebo 2
(konfigurace prg.), bude volán podprogram REZIM_12, který zajistí jejich funkci.
Podmínka SCR_SCREEN (ID) slouží k zabránění kolize jednoho programu s ostatními.
Network 10 – Volání režimu 3
Pokud je vybrán REZIM 3 a TP se nachází na straně s ID 0 nebo 2 (konfigurace
prg.), bude volán podprogram REZIM_3, který zajistí jeho funkci. Podmínka
SCR_SCREEN (ID) slouží k zabránění kolize jednoho programu s ostatními.
Network 11 – Řídí pulzující indikační maják
Pokud bude nastaven INDICTR_FREQ > 0, zavoláme podprogram
INDICATOR_PRC a následně hodnotu v INDICTR_FREQ vynulujeme, aby
nedocházelo k neustálému sepnutí indikátoru.
Network 12 – Volání manuálního režimu
Pokud bude TP na straně manuálního režimu s ID 3, zavoláme podprogram
REZIM_MANUAL. Podmínka SCR_SCREEN (ID) slouží k zabránění kolize jednoho
programu s ostatními.
Network 13 – Volání konfiguračního režimu programu
Pokud bude TP na straně konfigurace programu s ID 2, zavoláme podprogram
REZIM_MANUAL. Podmínka SCR_SCREEN (ID) slouží k zabránění kolize jednoho
programu s ostatními.
- 50 -
VRT_CONTROL
Algoritmus pro ovládání pohybu vrtačky. Zajišťuje i jeho počet. Podprogram je
propojen s podprogramem VRTEJ.
Network 1 – Spouštění vrtačky směrem dolu
Pokud je vrtačka nahoře a je VRT_PROC roven 1 nebo se vrtačka posouvá
směrem dolu a není na spodní mezi, tak se vrtačka spustí směrem dolů. Je zde použit
tzv. přídržní kontakt.
Network 2 – Přepnutí režimu vrtačky, pokud je dole
Pokud je vrtačka v dolní mezi, dojde k přepnutí VRT_PROC na hodnotu 2 a
zároveň se přičte celkový počet vývrtů a počet vrtů pro tento příkaz vrtání.
Network 3 – Kalkulace počtu vrtů
Zajistí přepnutí VRT_PROC na hodnotu 3 v případě, že už byl vykonán
nastavený počet vývrtů zadaného příkazu. Pokud není dosažen počet zadaných vývrtů,
dojde k přepnutí VRT_PROC na hodnotu 1 a vrtání se opakuje.
Network 4 – Spuštění vrtačky směrem nahoru
Pokud je VRT_PROC roven hodnotě 2, začne počítat časovač VRT_TIME. Po
dosažený zvoleného času dojde ke spuštění pohybu vrtačky nahoru.
VRTEJ
Jednoduchá příkazová instrukce předávající informace podprogramu
VRT_CONTROL. Slouží pro vykonání inicializace a začátku vrtání.
Network 1
Pokud je VRT_PROC v hodnotě 0 (vrtání neaktivní), dojde k aktivaci, tedy
přesunutí hodnoty 1 do VRT_PROC a resetování čítače vrtů pro daný příkaz.
- 51 -
NEXT_PRC
Jednoduchá příkazová instrukce předávající informace podprogramu
SET_PROC. Slouží k inkrementaci a inicializaci procesu.
Network 1 - Inkrementuje PROC1 o 1, volá funkci SET_PROC.
SET_PROC
Podprogram zajišťující reinicializaci procesu, tedy resetování časovače procesu,
zastavení a resetování MUT časovače, skrytí tlačítek YES / NO na obrazovce,
resetování VRT_PROC, nastavení PROC1 na hodnotu vstupního parametru.
SETCLK
Spustí MUT časovač a nastaví jeho dobu trvání (CLK_TIME).
VRT_CONTROL
Hlavní podprogram pro hlídání zabezpečující senzorové protekce proti
překonání horní či dolní maximální polohy vrtačky.
Network 1 – Hlídá spodní mez polohy vrtačky
Network 2 – Hlídá horní mez polohy vrtačky
SCREEN_PRG
Určuje polohy pohyblivých objektů linky na obrazovce, zpracovává veškeré
čítače a rozdělení časovačů na hodiny, minuty a sekundy. Zajišťuje blikání pozadí
informační chybové hlášky na obrazovce.
- 52 -
MIR_B
Svým způsobem vytvořené jako instrukční blok se vstupy. Slouží k zrcadlovému
převedení zvoleného počtu bitů v zadaném bytu. V našem případě jde o otočení kódu
kvádru.
Network 1 – Inicializace
Nastaví horní index na nulu a dolní index na zadanou hodnotu.
Network 2 – Udává pozici skoku pro instrukci JMP (while)
Network 3 – Získá stav právě zrcadleného bitu
Network 4 – Zrcadlí získaný stav bitu a uloží do #Ot
Network 5 – Nastaví výstup dle bitu #Ot.
Network 6 – Přepočte pozice zrcadlení a dle podmínek skočí na Label (while)
PWM
Opět jde o jakýsi instrukční blok spravující pulzní modulaci výstupu.
Network 1 – Neustálé počítání milisekundového časovače
Network 2 – Spínání výstupu
Spínání výstupu s podmínkou, zda se hodnota času nachází v zadaném intervalu.
Network 3 – Reset časovače, pokud dosáhne zvolené hodnoty pro periodu
INDIKUJ
Nastavuje mód a frekvenci pulzování majáku. Pracuje s podprogramem
INDICATOR_PRC.
- 53 -
INDICATOR_PRC
Ovládá PWM regulaci majáku dle potřeby zadané instrukcí INDIKUJ.
Network 1 – Nastavuje PWM regulaci a počítá pulzující svícení
Network 2 – Nastavuje stav pulzování majáku (snižovat)
Network 3 – Nastavuje stav pulzování majáku (zvyšovat) dle módu blikání
Network 4 – Čítá / odečítá intenzitu na základě stavu pulzování majáku
Network 5 – Resetuje hodnotu časovače indikátoru
PROCES_PAUSE
Podprogram pro ovládání pozastavení linky. Sleduje bit PAUSE.
Network 1 – Uložení stavu linky do zvláštních proměnných
Network 2 – Během pozastavení neustále drží časovače v konstantní hodnotě
Network 3 – Po odpauzování obnoví všechny proměnné ze zvláštních proměnných
- 54 -
REZIM_12
Hlavní podprogram pro zpracování režimu 1 a 2.
Network 1 – Zpracování získaných dat
Zpracuje získaný kód magnetického označení kvádru, uloží ho do KOD1 pro
pozdější použití a kód zrcadlí a uloží do KOD2 pro ověření při nutnosti otočení kvádru.
Pokud se řeší stav kdy mělo dojít ke vložení otočeného kvádru, zjišťuje se, jestli byla
kostka otočena, zda nebyla zaměněna a pokud nastane jedna z neočekávaných situací,
dojde k ohlášení na obrazovce. Pokud má dojít k vrtání, dojde zde k upravení kódu pro
zadání vrtaných otvorů dle nastavení uživatelem.
Network 2 – Vrtání otvoru 2
Zadání příkazu pro vrtání. Nastavení posledního vrtání kvůli zamezení
vypadnutí kvádru při vykládání.
Network 3 – Určení následujícího vrtu – přeskočení prvního vrtu
Network 4 – Posun k otvoru 1 pomocí MUT
Network 5 – Vrtání otvoru 1
Zadání příkazu pro vrtání. Nastavení posledního vrtání kvůli zamezení
vypadnutí kvádru při vykládání.
Network 6 – Posun k otvoru 3 pomocí MUT s dvojitým časem
Pohyb z pozice vrtání otvoru 1 – proto se musí nastavit dvojitý čas posunu
k otvoru 3.
Network 7 – Posun k otvoru 3 pomocí MUT s jednotným časem
Pohyb z pozice vrtání otvoru 2 – proto se musí nastavit čas posunu k otvoru 3.
Network 8 – Vrtání otvoru 3
Zadání příkazu pro vrtání. Nastavení posledního vrtání kvůli zamezení
vypadnutí kvádru při vykládání.
Network 9 – Kontrola druhé strany kvádru
Kontroluje, zda se musí vrtat i druhá strana kvádru. Pokud ano, přejdeme na
proces 20, pokud ne, pokračujeme na další proces.
- 55 -
Network 10 – Navrácení kvádru k manuálnímu otočení
Network 11 – Čekání na otočení kvádru
Čeká na otočení kvádru a stisknutí tlačítka obsluhy. Po stisknutí resetuje stavová
hlášení a nastaví PROCES1 na hodnotu 3 – načtení kódu kostky a nastaví PROC2 na
hodnotu 1 jako zadání, že jde o vrtání druhé strany kvádru.
Network 12 – Zaregistrován jiný typ kvádru při otočení
Odešle informaci TP o změně kvádru při otočení a čeká na zadání odpovědi ze
strany uživatele. Pokud stiskne ANO (chci zpracovat jako nový), resetujeme PROC2 a
pokračujeme se zadání nového značení kvádru. Pokud zvolíme ne, vrátíme proces na
návrat kvádru k otočení.
REZIM_3
Hlavní podprogram pro zpracování režimu 3. Funguje tu systém postupného
bitového posunu způsobem dělení hodnoty PROC2 číslem 2.
16 -10000; 8 – 01000; 4 – 00100; 2 – 00010; 1 – 00001.
10000 představuje první otvor a 00001 představuje poslední, pátý otvor.
Network 1 – Zaregistrování pozice kvádru u vrtačky
Nastavení hodnoty 16 (10000) PROC2 pro postupný posun bitu.
Network 2 – Nastavení kvádru na počátek vrtání (otvor 1)
Network 3 – Nastavení pozice vrtání
Převede číslo PROC2 na KOD2, který určuje bitovou pozici vrtaného otvoru.
Tento bit je následně porovnán s bity bytu S_DEF_VRT na stejné úrovni. Pokud bude
výsledek roven PROC2, dojde k odvrtání otvoru.
Příklad: 00100 a 01101 je 00100... z toho plyne, že bude následující otvor vrtán.
Naopak 00100 a 11010 je 00000... otvor vrtán nebude.
Network 4 – Vrtání otvoru
Network 5 – Posouvání k dalšímu otvoru
- 56 -
Network 6 – Zjištění, zda se má vrtat další otvor nebo se má vyložit
Pokud nebude PROC2 rovno 1, dojde k jeho dělení číslem 2 a k opakování
procesu – přesun na další otvor a další odvrtání. Pokud bude PROC2 roven 1, dojde
k vyložení.
REZIM_START
Řeší procesy pro všechny programy linky. Pozastavení, zastavení a pokračování
ve vykonávání programu, čtení kódu kostky atd...
Network 1 – Sleduje stisk tlačítka pozastavení pro pokračování
Pokud stiskneme tlačítko pro pozastavení programu, zruším stav pozastavení.
Network 2 – Sleduje stisk tlačítka pozastavení pro pozastavení
Pokud stiskneme tlačítko pro pozastavení programu, nastavím stav pozastavení.
Network 3 – Sleduje stisk tlačítka START a STOP
Po stisknutí tlačítka START nebo STOP dojde dle splněných podmínek
k celkové reinicializaci programu.
Network 4 – Po stisku tlačítka START na obrazovce jeho stav resetujeme
Network 5 – Po stisku tlačítka STOP na obrazovce jeho stav resetujeme
Network 6 – Nastavuje text tlačítka START na obrazovce pokud není pauza
Network 7 – Nastavuje text tlačítka START na obrazovce pokud je pauza
Network 8 – Kontrola pozic částí linky a jejich nastavení do výchozí polohy
Network 9 – Čekání na vložení kvádru
Čeká se na vložení kvádru. Dle vložení nastavuje text na obrazovce. Po vložení
kvádru a stisknutí obslužného tlačítka se rozjede pás vpřed.
Network 10 – Posouvá sledovanou řadu kostky dle zaznamenání senzoru
Network 11 – Zapisuje 1. řadu kódu dle záznamu senzorů do KOD0
- 57 -
Network 12 – Zapisuje 2. řadu kódu dle záznamu senzorů do KOD0
Network 13 – Zapisuje 3. řadu kódu dle záznamu senzorů do KOD0
Network 15 – Výpočet doby vykládání kvádru
Network 16 – Vykládání kvádru
Kalkulace celkového počtu dokončených výrobků, počtu výrobků na jeden
cyklus, zaznamenání počtu dle kódového označení a nakonec porovnání s nastavením
uživatele. Přesun na proces pro opakování cyklu nebo na proces pro vložení dalšího
kvádru.
Network 17 – Podání informace o dokončení cyklu
Zaznamená stav pro obrazovku s dotazem pro začátek nového cyklu. Čeká na
volbu. Částečně resetuje stav linky po zvolení možnosti ANO – chci začít nový cyklus.
Network 18 – Podání informace o dokončení zpracování kvádru
Čeká na vložení nového kvádru a podává informaci na TP. Po vložení nového
kvádru dojde k přepnutí na proces 2.
Network 19 – Ovládání majáku
Dle stavu linky ovládá příkazy pro PWM indikaci majáku.
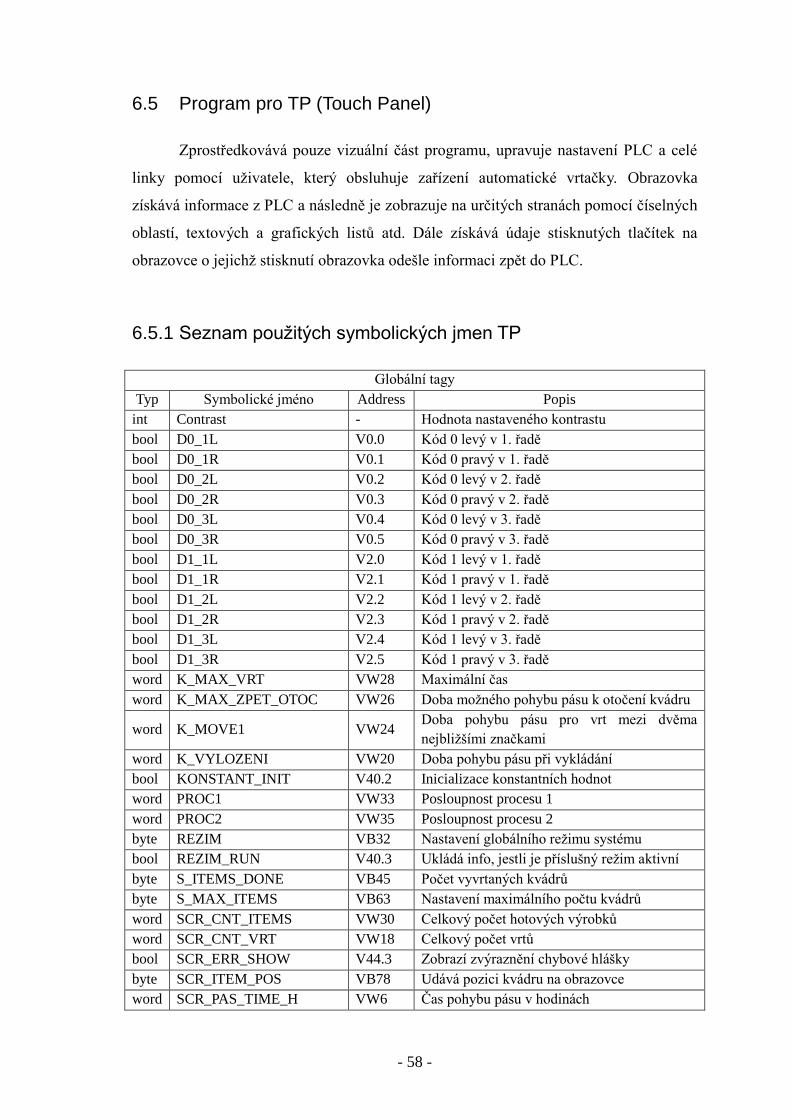
- 58 -
6.5 Program pro TP (Touch Panel)
Zprostředkovává pouze vizuální část programu, upravuje nastavení PLC a celé
linky pomocí uživatele, který obsluhuje zařízení automatické vrtačky. Obrazovka
získává informace z PLC a následně je zobrazuje na určitých stranách pomocí číselných
oblastí, textových a grafických listů atd. Dále získává údaje stisknutých tlačítek na
obrazovce o jejichž stisknutí obrazovka odešle informaci zpět do PLC.
6.5.1 Seznam použitých symbolických jmen TP
Globální tagy
Typ Symbolické jméno Address Popis
int Contrast - Hodnota nastaveného kontrastu
bool D0_1L V0.0 Kód 0 levý v 1. řadě
bool D0_1R V0.1 Kód 0 pravý v 1. řadě
bool D0_2L V0.2 Kód 0 levý v 2. řadě
bool D0_2R V0.3 Kód 0 pravý v 2. řadě
bool D0_3L V0.4 Kód 0 levý v 3. řadě
bool D0_3R V0.5 Kód 0 pravý v 3. řadě
bool D1_1L V2.0 Kód 1 levý v 1. řadě
bool D1_1R V2.1 Kód 1 pravý v 1. řadě
bool D1_2L V2.2 Kód 1 levý v 2. řadě
bool D1_2R V2.3 Kód 1 pravý v 2. řadě
bool D1_3L V2.4 Kód 1 levý v 3. řadě
bool D1_3R V2.5 Kód 1 pravý v 3. řadě
word K_MAX_VRT VW28 Maximální čas
word K_MAX_ZPET_OTOC VW26 Doba možného pohybu pásu k otočení kvádru
word K_MOVE1 VW24 Doba pohybu pásu pro vrt mezi dvěma
nejbližšími značkami
word K_VYLOZENI VW20 Doba pohybu pásu při vykládání
bool KONSTANT_INIT V40.2 Inicializace konstantních hodnot
word PROC1 VW33 Posloupnost procesu 1
word PROC2 VW35 Posloupnost procesu 2
byte REZIM VB32 Nastavení globálního režimu systému
bool REZIM_RUN V40.3 Ukládá info, jestli je příslušný režim aktivní
byte S_ITEMS_DONE VB45 Počet vyvrtaných kvádrů
byte S_MAX_ITEMS VB63 Nastavení maximálního počtu kvádrů
word SCR_CNT_ITEMS VW30 Celkový počet hotových výrobků
word SCR_CNT_VRT VW18 Celkový počet vrtů
bool SCR_ERR_SHOW V44.3 Zobrazí zvýraznění chybové hlášky
byte SCR_ITEM_POS VB78 Udává pozici kvádru na obrazovce
word SCR_PAS_TIME_H VW6 Čas pohybu pásu v hodinách
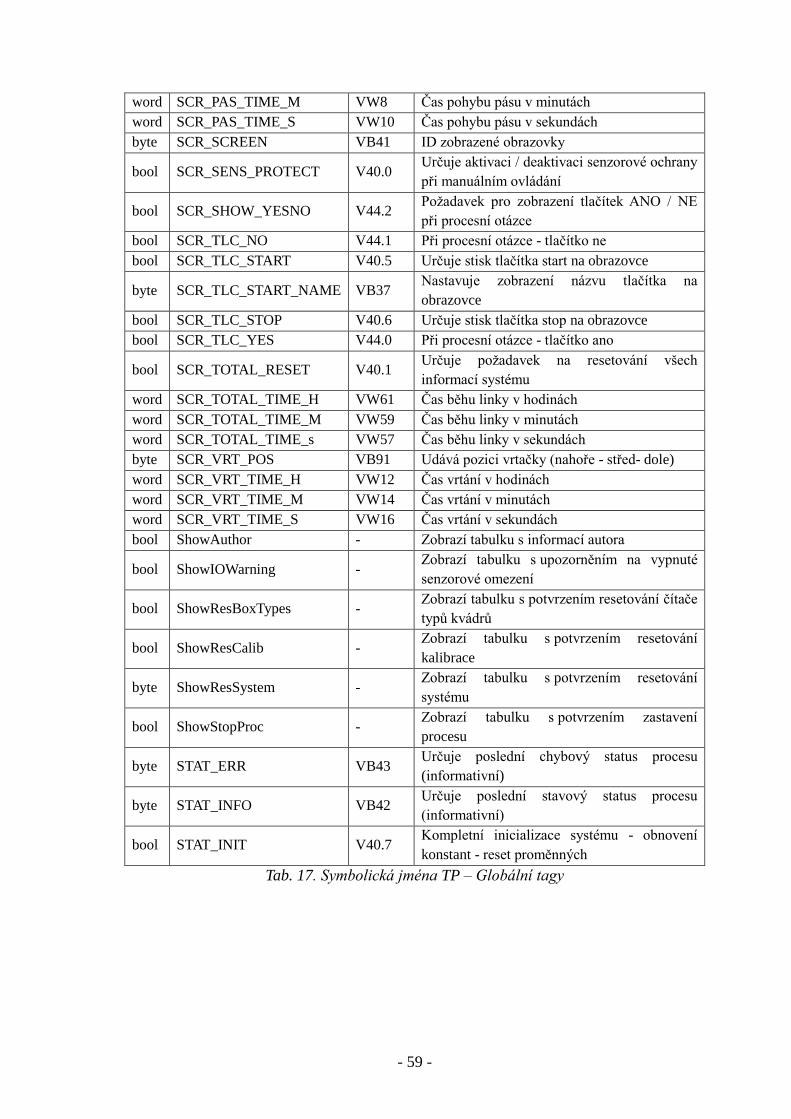
- 59 -
word SCR_PAS_TIME_M VW8 Čas pohybu pásu v minutách
word SCR_PAS_TIME_S VW10 Čas pohybu pásu v sekundách
byte SCR_SCREEN VB41 ID zobrazené obrazovky
bool SCR_SENS_PROTECT V40.0 Určuje aktivaci / deaktivaci senzorové ochrany
při manuálním ovládání
bool SCR_SHOW_YESNO V44.2 Požadavek pro zobrazení tlačítek ANO / NE
při procesní otázce
bool SCR_TLC_NO V44.1 Při procesní otázce - tlačítko ne
bool SCR_TLC_START V40.5 Určuje stisk tlačítka start na obrazovce
byte SCR_TLC_START_NAME VB37 Nastavuje zobrazení názvu tlačítka na
obrazovce
bool SCR_TLC_STOP V40.6 Určuje stisk tlačítka stop na obrazovce
bool SCR_TLC_YES V44.0 Při procesní otázce - tlačítko ano
bool SCR_TOTAL_RESET V40.1 Určuje požadavek na resetování všech
informací systému
word SCR_TOTAL_TIME_H VW61 Čas běhu linky v hodinách
word SCR_TOTAL_TIME_M VW59 Čas běhu linky v minutách
word SCR_TOTAL_TIME_s VW57 Čas běhu linky v sekundách
byte SCR_VRT_POS VB91 Udává pozici vrtačky (nahoře - střed- dole)
word SCR_VRT_TIME_H VW12 Čas vrtání v hodinách
word SCR_VRT_TIME_M VW14 Čas vrtání v minutách
word SCR_VRT_TIME_S VW16 Čas vrtání v sekundách
bool ShowAuthor - Zobrazí tabulku s informací autora
bool ShowIOWarning - Zobrazí tabulku s upozorněním na vypnuté
senzorové omezení
bool ShowResBoxTypes - Zobrazí tabulku s potvrzením resetování čítače
typů kvádrů
bool ShowResCalib - Zobrazí tabulku s potvrzením resetování
kalibrace
byte ShowResSystem - Zobrazí tabulku s potvrzením resetování
systému
bool ShowStopProc - Zobrazí tabulku s potvrzením zastavení
procesu
byte STAT_ERR VB43 Určuje poslední chybový status procesu
(informativní)
byte STAT_INFO VB42 Určuje poslední stavový status procesu
(informativní)
bool STAT_INIT V40.7 Kompletní inicializace systému - obnovení
konstant - reset proměnných
Tab. 17. Symbolická jména TP – Globální tagy
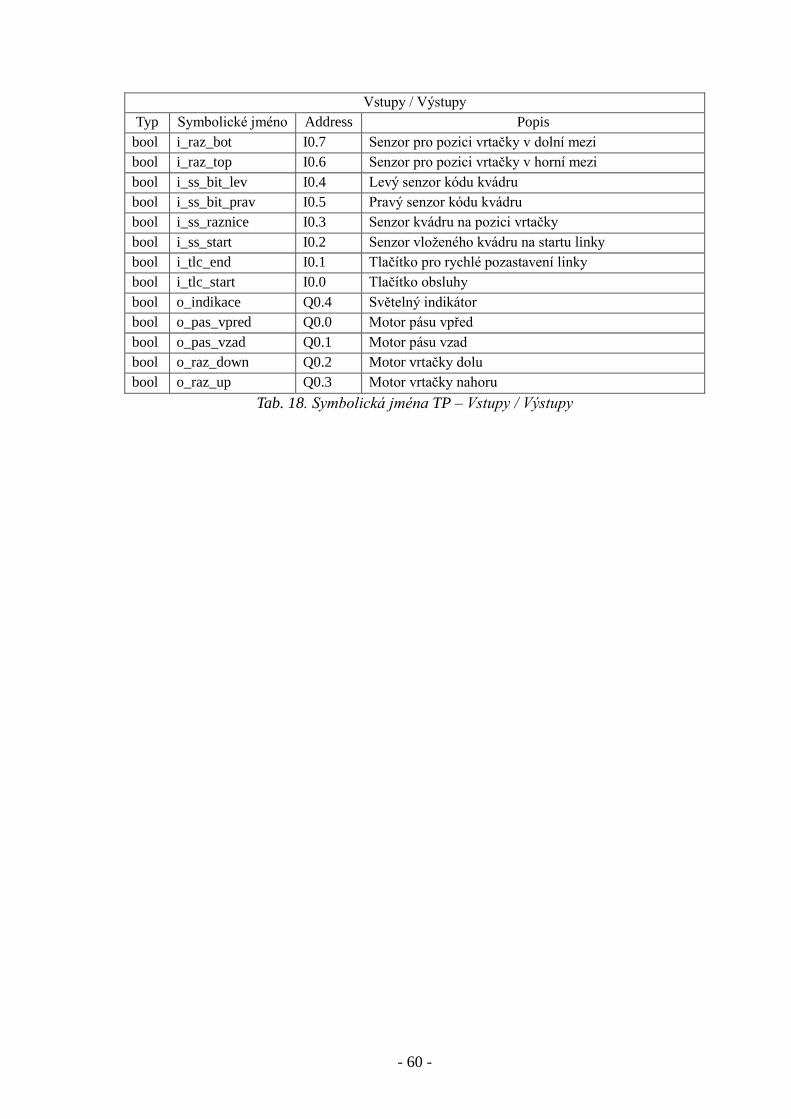
- 60 -
Vstupy / Výstupy
Typ Symbolické jméno Address Popis
bool i_raz_bot I0.7 Senzor pro pozici vrtačky v dolní mezi
bool i_raz_top I0.6 Senzor pro pozici vrtačky v horní mezi
bool i_ss_bit_lev I0.4 Levý senzor kódu kvádru
bool i_ss_bit_prav I0.5 Pravý senzor kódu kvádru
bool i_ss_raznice I0.3 Senzor kvádru na pozici vrtačky
bool i_ss_start I0.2 Senzor vloženého kvádru na startu linky
bool i_tlc_end I0.1 Tlačítko pro rychlé pozastavení linky
bool i_tlc_start I0.0 Tlačítko obsluhy
bool o_indikace Q0.4 Světelný indikátor
bool o_pas_vpred Q0.0 Motor pásu vpřed
bool o_pas_vzad Q0.1 Motor pásu vzad
bool o_raz_down Q0.2 Motor vrtačky dolu
bool o_raz_up Q0.3 Motor vrtačky nahoru
Tab. 18. Symbolická jména TP – Vstupy / Výstupy
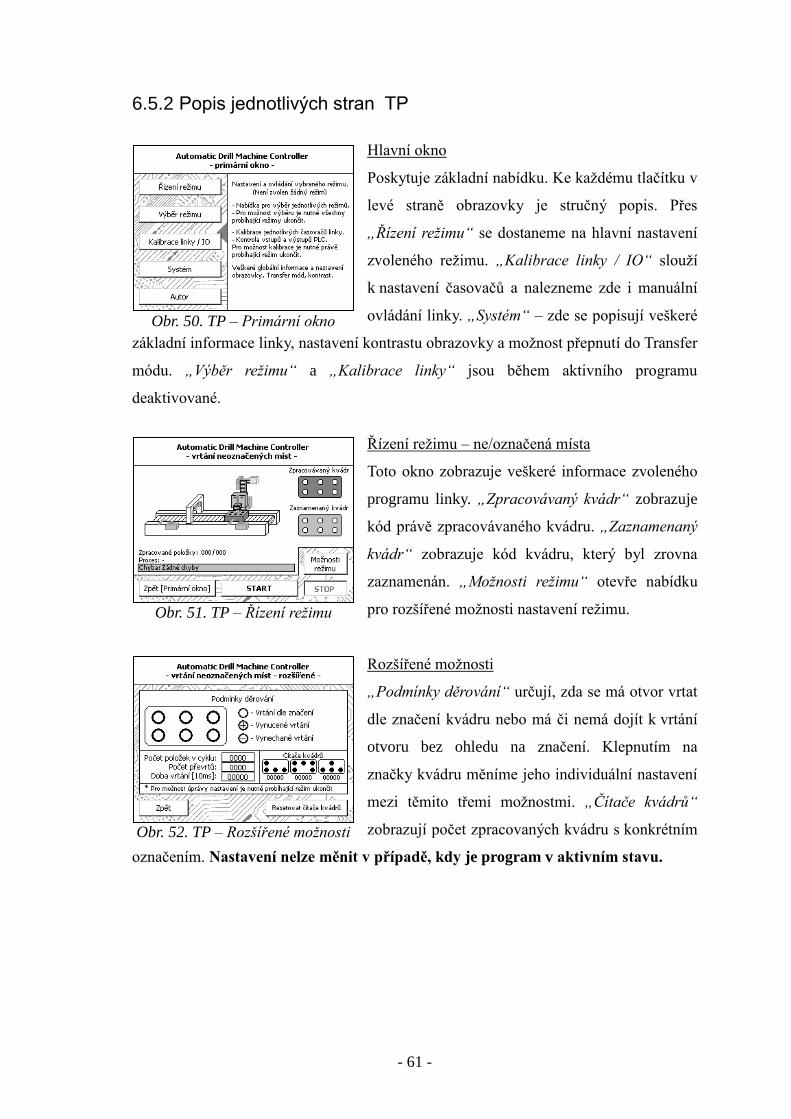
- 61 -
6.5.2 Popis jednotlivých stran TP
Hlavní okno
Poskytuje základní nabídku. Ke každému tlačítku v
levé straně obrazovky je stručný popis. Přes
„Řízení režimu“ se dostaneme na hlavní nastavení
zvoleného režimu. „Kalibrace linky / IO“ slouží
k nastavení časovačů a nalezneme zde i manuální
ovládání linky. „Systém“ – zde se popisují veškeré
základní informace linky, nastavení kontrastu obrazovky a možnost přepnutí do Transfer
módu. „Výběr režimu“ a „Kalibrace linky“ jsou během aktivního programu
deaktivované.
Řízení režimu – ne/označená místa
Toto okno zobrazuje veškeré informace zvoleného
programu linky. „Zpracovávaný kvádr“ zobrazuje
kód právě zpracovávaného kvádru. „Zaznamenaný
kvádr“ zobrazuje kód kvádru, který byl zrovna
zaznamenán. „Možnosti režimu“ otevře nabídku
pro rozšířené možnosti nastavení režimu.
Rozšířené možnosti
„Podmínky děrování“ určují, zda se má otvor vrtat
dle značení kvádru nebo má či nemá dojít k vrtání
otvoru bez ohledu na značení. Klepnutím na
značky kvádru měníme jeho individuální nastavení
mezi těmito třemi možnostmi. „Čítače kvádrů“
zobrazují počet zpracovaných kvádru s konkrétním
označením. Nastavení nelze měnit v případě, kdy je program v aktivním stavu.
Obr. 50. TP – Primární okno
Obr. 51. TP – Řízení režimu
Obr. 52. TP – Rozšířené možnosti
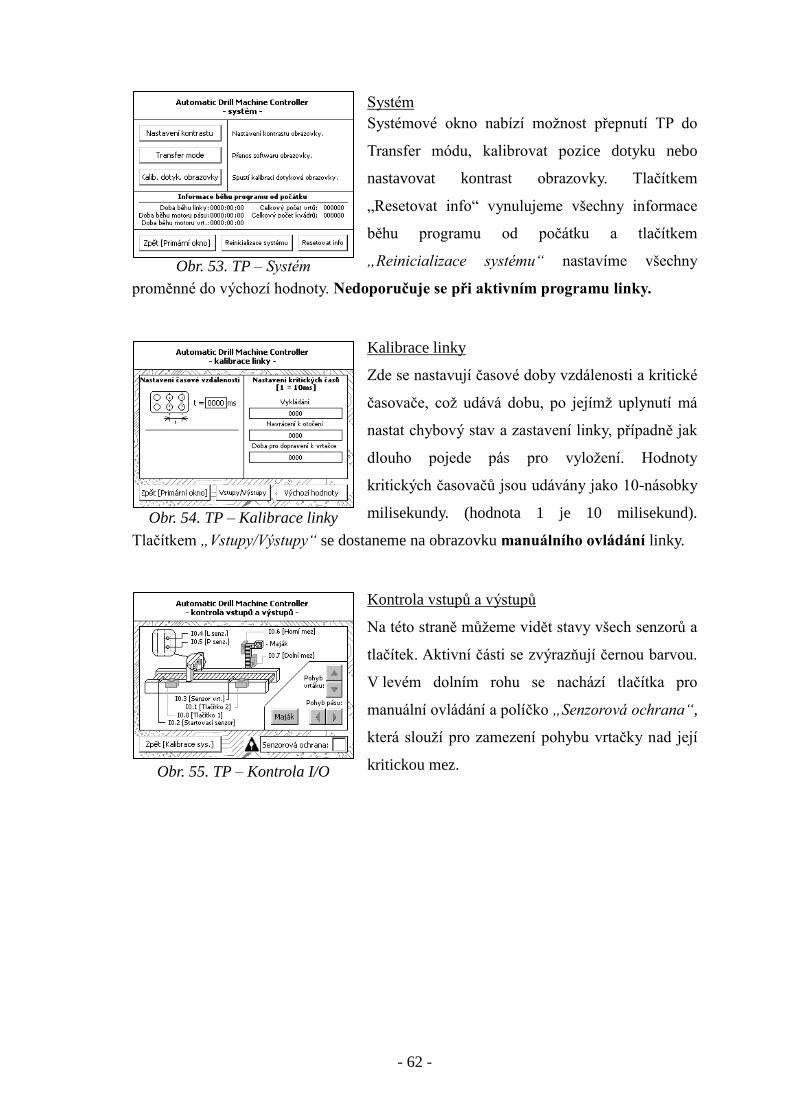
- 62 -
Systém
Systémové okno nabízí možnost přepnutí TP do
Transfer módu, kalibrovat pozice dotyku nebo
nastavovat kontrast obrazovky. Tlačítkem
„Resetovat info“ vynulujeme všechny informace
běhu programu od počátku a tlačítkem
„Reinicializace systému“ nastavíme všechny
proměnné do výchozí hodnoty. Nedoporučuje se při aktivním programu linky.
Kalibrace linky
Zde se nastavují časové doby vzdálenosti a kritické
časovače, což udává dobu, po jejímž uplynutí má
nastat chybový stav a zastavení linky, případně jak
dlouho pojede pás pro vyložení. Hodnoty
kritických časovačů jsou udávány jako 10-násobky
milisekundy. (hodnota 1 je 10 milisekund).
Tlačítkem „Vstupy/Výstupy“ se dostaneme na obrazovku manuálního ovládání linky.
Kontrola vstupů a výstupů
Na této straně můžeme vidět stavy všech senzorů a
tlačítek. Aktivní části se zvýrazňují černou barvou.
V levém dolním rohu se nachází tlačítka pro
manuální ovládání a políčko „Senzorová ochrana“,
která slouží pro zamezení pohybu vrtačky nad její
kritickou mez.
Obr. 53. TP – Systém
Obr. 54. TP – Kalibrace linky
Obr. 55. TP – Kontrola I/O
- 63 -
7 Závěr
Cílem této ročníkové práce bylo navržení a naprogramování libovolně
vymyšleného programu pro zadanou stavebnici FISHERTECHNIC – Kódovací linka,
ovládaná PLC Siemens SIMATIC S7-200 CPU 222 a dále pro ni navržení a vytvoření
ovládacího prostředí pro dotykový panel Siemens SIMATIC TP-177micro.
Celým projektem se snažím o napodobení reálného chodu v průmyslovém
odvětví (v tomto případě dřevozpracující průmysl) a využití PLC a TP jakožto
„Automatická Vrtací Linka“ dřevěných kvádrů s magnetickým označením, udávající
pozice vrtů. Grafický dotykový panel zajišťuje její obsluhu, veškerá nastavení,
manuální ovládání a poskytuje mnoho informativních dat o průběhu linky a doby běhu
motorů. Poskytnuté informace mohou představovat relativně důležitý význam,
například kvůli odhadu doby životnosti jednotlivých částí zařízení a zamezení fatálním
následkům.
Prezentační program pro obrazovku obsahuje vyšší grafické prostředí, kde je
kladen důraz ne jen na široký obsah a širokou nabídku ovládání či nastavení, ale i na
grafické zpracování, které je v praktickém využití sice zanedbatelné, avšak v „chudším“
podání může přinést celkem pozitivní klad na orientaci v širokém obsahu. Nabídka se
může zdát přehnaně zahlcená informacemi, to je dáno především omezenou velikostí
obrazovky TP-177micro, které jsou využívané výhradně na jednoduché systémy. Pro
ovládání takového zařízení o tak širokém obsahu bych použil raději typ s větším
rozlišením. Avšak v případě uvedeného příkladového programu bereme v potaz
svobodomyslný styl zpracování, kde se snažím především o uplatnění co nejvíce
poskytnutých prostředků a tím také získání co nejvyššího rozsahu zkušeností nejen s TP,
ale i s PLC.
V programu PLC jsem se pokoušel o co nejvíce ochranných prostředků, avšak
vzhledem k tomu, že model linky obsahuje pouze omezené množství senzorů, nebylo
možné chybové nebo život-ohrožující situace dostatečně ošetřit. V praxi by byl použit
vyhrazený modul ochrany, například pro PLC SIMATIC S7-300 se žlutým označením.
V tomto programu je zajištěn pouze stav, kdy nedorazí vložený předmět do místa určení
v daném (nastavitelném) časovém intervalu. Na obrazovce se zobrazí chybové hlášení a
dojde k zastavení pohybu linky pro umožnění manuálního zásahu, kontrolu vzniku
problému a také zamezení neočekávané situace, kdy kvádr nebyl včas zaznamenán na
dané pozici.
- 64 -
Vykládání kvádru je opatřené proti jeho vypadnutí a případnému poškození.
Pokud je správně nastavena kalibrace a kritické časovače, kvádr by se měl zastavit těsně
na hraně pásu, kde čeká na odebrání. Jelikož opět není linka zajištěna dostatečným
množstvím senzorů, může dojít k situaci, kdy kvádr upadne, protože pás pokračuje ve
zpracování dalšího kvádru.
Byl jsem nucen, z nedostatku úložného prostoru PLC, celý program upravit tak,
aby se do rozsahu paměti vešel. To jsem vyřešil využitím více pomocných podprogramů
(subroutines) a nahrazením opakujících se částí programu, nebo využitím více-bytového
převodu, kdy jsem například shlukl dva MOV_I do jednoho MOV_DI, avšak to jen
v případech nulování paměti.
Dalším řešením bylo vytvoření vlastního podprogramu „MIR_B“ - „Mirror
Byte“, jako zrcadlení bytu. Pracuje tak, že celou řadu bitů ve zvoleném bytu zrcadlí,
takže poslední bit bude na pozici prvního a naopak. Využil jsem v něm, jako jediném,
skok „JMP“ a label „LBL“, díky čemu jsem vytvořil jednoduchý cyklický algoritmus
s volbou délky bitové řady.
Dalším problémem byl nedostatečný počet milisekundových časovačů pro
přesný posun mezi otvory kvádru a zároveň vytvoření PWM modulace, pro který je
časové rozlišení velice podstatné. PLC nabízí několik časovačů, avšak pouze dva
nejkratší a sice milisekundové časovače. Po přiřazení jednoho tohoto časovače pro
PWM zbyl pouze jeden pro posun mezi otvory kvádrů. Systém, který vyřešil tuto situaci
jsem nazval „MUT“, jako „Multi Usable Timer“, tedy více použitelný časovač, který
slouží pro několika-násobné sériové počítání času v milisekundách. Jde vlastně o jediný
časovač, který lze v libovolný úsek programu zapnout a zároveň sledovat jeho stav.
Protože se jedná o relativně složitý program, bylo vhodné vymyslet co
nejjednodušší a nejsystematičtější způsob programování. Zvolil jsem tedy cestu, kterou
bych nazval jako „Phasing System“ („Fázový Systém“), tedy postupné vykonávání
programu na základě daného indexu (rozčlenění programu na jednotlivé dílky). Jinak
řečeno, po zpracování jedné fáze, pokračuji na další. Mezi jednotlivými fázemi
programu lze libovolně přepínat. Například: „Teď vrtám otvor… teď posunu kvádr…
teď čekám“. Nejen, že bude program pro programátora přehlednější, ale umožní to
jednoduché rozšíření programu, třeba přidáním dalších dílků (fází).
Při vší složitosti pro takto malé PLC řazených do tzv. mikro systémů, je zde
zavedena PWM modulace pro ovládání svítivosti majáku, kterou poskytuje i samotná
instrukce PLC, avšak je vyhrazena pouze pro výstupy Q0.0 a Q0.1. Tyto výstupy nebylo

- 65 -
možné použít, protože zapojení světelného majáku na modelu linky není napojeno na
podporované dva výstupy. Tuto překážku jsem obešel využitím již zmíněného
milisekundového časovače a vytvořením své vlastní PWM modulace přesně pro výstup,
napojený na světelný maják. Pro PWM je nutná poměrně vysoká frekvence opakování
smyčky programu a PLC S7-200 s CPU 222 má značné problémy s rozsáhlým
programem, proto pulzování majáku pomocí této PWM modulace svůj úkol splňuje sice
dostatečně, ale pro mě jako programátora neuspokojivě.
V dokumentaci jsem uvedl veškeré informace, se kterými jsem se při
projektování a vyvíjení programu setkal. Svými slovy jsem se snažil stručně popsat
jednotlivé kroky konfigurace a práce ve vývojových prostředích WinCC flexible 2007 a
STEP 7-microWIN.
- 66 -
8 Soupis použité literatury a informačních zdrojů
[1] http://www.tienphat-automation.com/p25061-c1056-261-PLC-Siemen-S7-200.aspx
[2] http://www.siemens.com/
[3] http://www.thinhphatgroup.com/
[4] http://www.shop.kontron-czech.com/
[5] http://dspace.upce.cz/bitstream/10195/52306/2/PolakM_TvorbaUloh_JP_2013.pdf
[6] http://dspace.k.utb.cz/bitstream/handle/10563/4129/popelka_2007_dp.pdf
[7] http://www.conrad.cz/siemens-step-7-micro-win-v4-je.k198097
[8] https://cz.rs-online.com/web/generalDisplay.html?id=siemens-
industrial&file=products_8&cm_sp=MRO-_-siemens-industrial-_-products_8
















