60


2

3

4
L ICENČNÍ SMLOUVA POSKYTOVANÁ K VÝKONU PRÁVA UŽÍT ŠKOLNÍ DÍLO
uzavřená mezi smluvními stranami:
1. Pan/paní
Jméno a příjmení: Alena Kulíková
Bytem: Kachlíkova 11, Brno, 635 00
Narozen/a (datum a místo): 16.11. 1984 v Brně
(dále jen „autor“) a
2. Vysoké učení technické v Brně
Fakulta podnikatelská
se sídlem Kolejní 2906/4, 612 00, Brno
jejímž jménem jedná na základě písemného pověření děkanem fakulty:
Ing. Pavel Svirák, Dr., ředitel Ústavu financí
(dále jen „nabyvatel“)
Čl. 1 Specifikace školního díla
1. Předmětem této smlouvy je vysokoškolská kvalifikační práce (VŠKP):
□ disertační práce □ diplomová práce x bakalářská práce □ jiná práce, jejíž druh je specifikován jako ............................................... (dále jen VŠKP nebo dílo)
Název VŠKP: Studie řízení procesů výroby a montáže ve výrobním podniku
Vedoucí/ školitel VŠKP: prof. Ing. Marie Jurová, CSc. Ústav: Ústav financí Datum obhajoby VŠKP: Červen 2007 VŠKP odevzdal autor nabyvateli v*:
x tištěné formě – počet exemplářů …1……………..
x elektronické formě – počet exemplářů …1……………..
* hodící se zaškrtněte

5
2. Autor prohlašuje, že vytvořil samostatnou vlastní tvůrčí činností dílo shora popsané
a specifikované. Autor dále prohlašuje, že při zpracovávání díla se sám nedostal do rozporu s autorským zákonem a předpisy souvisejícími a že je dílo dílem původním.
3. Dílo je chráněno jako dílo dle autorského zákona v platném znění. 4. Autor potvrzuje, že listinná a elektronická verze díla je identická.
Článek 2 Udělení licenčního oprávnění
1. Autor touto smlouvou poskytuje nabyvateli oprávnění (licenci) k výkonu práva
uvedené dílo nevýdělečně užít, archivovat a zpřístupnit ke studijním, výukovým a výzkumným účelům včetně pořizovaní výpisů, opisů a rozmnoženin.
2. Licence je poskytována celosvětově, pro celou dobu trvání autorských a majetkových práv k dílu.
3. Autor souhlasí se zveřejněním díla v databázi přístupné v mezinárodní síti □ ihned po uzavření této smlouvy □ 1 rok po uzavření této smlouvy x 3 roky po uzavření této smlouvy □ 5 let po uzavření této smlouvy □ 10 let po uzavření této smlouvy (z důvodu utajení v něm obsažených informací)
4. Nevýdělečné zveřejňování díla nabyvatelem v souladu s ustanovením § 47b zákona č. 111/ 1998 Sb., v platném znění, nevyžaduje licenci a nabyvatel je k němu povinen a oprávněn ze zákona.
Článek 3 Závěrečná ustanovení
1. Smlouva je sepsána ve třech vyhotoveních s platností originálu, přičemž po jednom
vyhotovení obdrží autor a nabyvatel, další vyhotovení je vloženo do VŠKP. 2. Vztahy mezi smluvními stranami vzniklé a neupravené touto smlouvou se řídí
autorským zákonem, občanským zákoníkem, vysokoškolským zákonem, zákonem o archivnictví, v platném znění a popř. dalšími právními předpisy.
3. Licenční smlouva byla uzavřena na základě svobodné a pravé vůle smluvních stran, s plným porozuměním jejímu textu i důsledkům, nikoliv v tísni a za nápadně nevýhodných podmínek.
4. Licenční smlouva nabývá platnosti a účinnosti dnem jejího podpisu oběma smluvními stranami.
V Brně dne: ……………………………………. ……………………………………….. …………………………………… Nabyvatel Autor

6
ABSTRAKT
Bakalářská práce se věnuje řízení průběhu zakázek firmou Gmont cable, s.r.o.,
která se zabývá výrobou kabelových svazků pro automotive a průmyslové stroje.
Dokument popisuje a analyzuje současný stav procesu výroby.
Také se zamýšlí nad vhodným návrhem řešení tohoto procesu a poukazuje na jeho
klady, zápory a podmínky uvedení do praxe.
Cílem je zefektivnění a inovace výrobního procesu.
KLÍČOVÁ SLOVA
Procesní řízení, průběh zakázky, plánování výroby, montáž.
ABSTRACT
The bachelor´s thesis is concerned with the process of production in Gmont
cable, s.r.o. – the company interested in cable harnesses for the automotive and
industrial machines.
The document describes and analyses the existing situation of production
process.
Also reflects on the suitable concept of solving of this process and refers to its positives,
negatives and requirements of practical application.
The purpose is the effectiveness and innovation of the process of production.
KEYWORDS
Management of Processes, Process of Orders, Planning of Production, Montage.
BIBLIOGRAFICKÁ CITACE
KULÍKOVÁ, A. Studie řízení procesů výroby a montáže ve výrobním podniku.
Brno: Vysoké učení technické v Brně, Fakulta podnikatelská, 2007. 76 s. Vedoucí
bakalářské práce prof. Ing. Marie Jurová, CSc.

7
ČESTNÉ PROHLÁŠENÍ
Prohlašuji, že předložená bakalářská práce je původní a zpracovala jsem ji
samostatně.
Prohlašuji, že jsem v práci neporušila autorská práva ve smyslu zákona
č. 121/2000 Sb., o právu autorském a o právech souvisejících s právem autorským.
V Brně dne … … … … … … … … … …
Podpis: … … … … … … … … … …

8
PODĚKOVÁNÍ
Tímto bych chtěla vyjádřit své poděkování prof. Ing. Marii Jurové, CSc.,
vedoucí bakalářské práce, za odborné vedení, připomínky a cenné rady.
Dále bych chtěla poděkovat Kateřině Pohankové, DiS., jednatelce firmy Gmont
cable, s.r.o., za spolupráci a poskytnutí potřebných informací.
Za provedení oponentury děkuji Ing. Marii Čejkové.

9
OBSAH
1. ÚVOD..................................................................................................................... 10 2. POPIS PODNIKÁNÍ – GMONT CABLE, S.R.O.............................................. 11
2.1 HISTORIE SPOLEČNOSTI A POPIS PODNIKÁNÍ.................................... 11 2.1.1 KONTAKT ............................................................................................. 13
2.2 PŘEDMĚT PODNIKÁNÍ, VÝROBNÍ SORTIMENT .................................. 14 2.2.1 ZAJIŠTĚNÍ KVALITY .......................................................................... 15
2.3 STRUKTURA SPOLEČNOSTI..................................................................... 16 3. DEFINICE CÍLE ŘEŠENÍ .................................................................................. 18 4. ŘÍZENÍ PODNIKOVÝCH PROCES Ů – PROCESNÍ ŘÍZENÍ ...................... 19
4.1 POJMY PROCESNÍHO ŘÍZENÍ ................................................................... 22 4.1.1 PROCES ................................................................................................. 22 4.1.2 POPIS PROCESU – PROCESNÍ MODEL............................................ 23 4.1.3 PROCESNÍ ROLE.................................................................................. 24 4.1.4 PROCESNÍ ORGANIZACE .................................................................. 24
4.2 POSTUP ZAVÁDĚNÍ PROCESNÍHO ŘÍZENÍ............................................ 25 4.2.1 DEFINICE .............................................................................................. 25 4.2.2 ANALÝZA ............................................................................................. 26 4.2.3 NÁVRH .................................................................................................. 27 4.2.4 IMPLEMENTACE ................................................................................. 28 4.2.5 PRŮBĚŽNÉ ZLEPŠOVÁNÍ .................................................................. 28
4.3 MĚŘENÍ VÝKONNOSTI PROCESU........................................................... 30 4.3.1 METODIKA REGULACE PROCESU.................................................. 34
5. ANALÝZA STÁVAJÍCÍ SITUACE ................................................................... 36 5.1 SWOT ANALÝZA......................................................................................... 36 5.2 ANALÝZA FIREMNÍCH PROCESŮ ........................................................... 41
5.2.1 ŘÍDÍCÍ PROCESY ................................................................................. 43 5.2.2 PODPŮRNÉ PROCESY ........................................................................ 46
6. NÁVRH ŘEŠENÍ.................................................................................................. 47 6.1 SMĚRNICE VÝROBA A MONTÁŽ ............................................................ 48 6.2 POSTUPOVÝ DIAGRAM............................................................................. 51 6.3 PODMÍNKY UVEDENÍ DO PRAXE ........................................................... 52 6.4 ŠKOLENÍ ....................................................................................................... 54
7. ZÁVĚR .................................................................................................................. 55 8. SEZNAM ZDROJŮ.............................................................................................. 56 9. SEZNAM POUŽITÝCH ZKRATEK................................................................. 58 10. SEZNAM OBRÁZK Ů A TABULEK.................................................................. 59 11. SEZNAM PŘÍLOH .............................................................................................. 60

10
1. ÚVOD
Tato bakalářská práce se zabývá řízením procesu výroby a montáže.
Téma bude zpracováváno ve firmě Gmont cable, s.r.o., která se zabývá výrobou a
montáží kabelových svazků pro automobilový, telekomunikační a elektrotechnický
průmysl.
Ve zmíněné firmě již více než rok a půl působím a za tuto dobu mi bylo
umožněno se poměrně dobře seznámit se zdejším pracovním prostředím i výrobním
procesem.
Práce se konkrétně zaměřuje na zpracování a zhodnocení stavu procesu výroby a
prozkoumání silných a slabých stránek firmy.
Ve spolupráci s managementem bylo identifikováno několik stěžejních
problémů, které brání efektivnější výrobě.
Je to především nepřesná, nejednoznačná definice odpovědností pro jednotlivé
činnosti ve výrobním procesu a otázka identifikace výrobní dokumentace a její
přiřazení k výrobním činnostem.
Hlavním úkolem bakalářské práce je tedy analýza výrobního procesu a shrnutí
získaných poznatků do směrnice pro výrobu a montáž, která by zpřesnila a jednoznačně
definovala odpovědnost za jednotlivé procesy v průběhu výroby.
Nezbytným bodem bude také sestavení postupového diagramu, který bude graficky
znázorňovat posloupnost a návaznost výrobních činností. Diagram bude obsahovat
popisy jednotlivých činností procesu, ke kterým bude jednoznačně přiřazena
dokumentace a pracovník či útvar za tuto činnost odpovídající.
Pro splnění cílů bakalářské práce je zapotřebí analýza výrobní dokumentace a
ostatních interních dokumentů, například stávajících vnitropodnikových směrnic,
průvodek k výrobkům, pracovních postupů, atp.
Nezbytností je vytvoření SWOT analýzy.
Výsledná dokumentace by dle předpokladů měla přispět k zefektivnění celého
procesu a plnění termínů dodání jednotlivých zakázek. Směrnice bude zařazena jako
příloha do příručky jakosti k certifikaci dle normy ISO/TS 16 949.

11
2. POPIS PODNIKÁNÍ – GMONT CABLE, S.R.O.
Následující kapitoly se věnují historii firmy Gmont cable, s.r.o. spolu s popisem
jejího podnikání, organizační struktury, výrobního sortimentu a sortimentu služeb.
2.1 HISTORIE SPOLEČNOSTI A POPIS PODNIKÁNÍ
Společnost Gmont cable, s.r.o. byla založena v roce 1997 a v témže roce také
zahájila výrobu. V této době firma zaměstnávala 10 stálých zaměstnanců.
V průběhu desetileté činnosti Gmont cable, s.r.o. neustále rozšiřuje sortiment
výrobků, využívá nové technologie výroby a pracuje na nárůstu objemu zakázek, se
kterým je spojen i postupný nárůst počtu zaměstnanců.
Během svého působení na trhu firma získává stále nové strategické partnery.
Mezi nejvýznamnější partnery Gmont cable, s.r.o. nyní patří:
• Tyco Electronics Logistic AG,
• JULI Motorenwerk, s.r.o.,
• WALTER s.r.o.,
• Honeywell, spol. s r.o.,
• Keymile AG,
• MOLPIR GROUP CZ a.s., SK,
• Gebauer and Griller Kabeltechnik, spol. s r.o.,
• OTIS a.s. .

12
V současné době neustále narůstá objem zakázek, nadále je rozšiřováno
spektrum činnosti. Firma inovuje technologická zařízení, zejména měřící a kontrolní.
Jedním z blížících se cílů společnosti Gmont cable, s.r.o. je certifikace dle normy
ISO/TS 16 949.
Firma nyní pracuje na dvousměnný provoz a zaměstnává cca. 80 pracovníků.
Následující řádky popisují výrobní zdroje a majetek firmy, stejně jako tržní
prostředí, ve kterém se firma pohybuje.
Gmont cable s.r.o. sídlí v pronajatých prostorách. Zvažuje však strategii vývoje
firmy s možností výstavby vlastního objektu. Nové výrobní a kancelářské prostory by
znamenaly další možnosti rozvoje – rozvoj technologií, možnost nárůstu objemu
výroby, zlepšení služeb zákazníkům, atd.
Pro automobily a některá strojní zařízení využívá firma financování pomocí
leasingu. Veškerý ostatní majetek je firemní.
Společnost v současné době využívá vlastní zdroje, v mimořádných situacích
používá pro provozní účely kontokorent poskytnutý bankou.
Gmont cable s.r.o. se pohybuje na trhu v oblasti automobilového,
telekomunikačního a elektrotechnického průmyslu.
Tento trh je velmi nestabilní. Záleží na nabídce a poptávce, které ovlivňuje řada faktorů,
např. konkurence, vybavenost společnosti jak technologickým zařízením, tak
vyškolenými pracovníky.
Konkurenty na trhu jsou společnosti Kosika, Ray service a Tesla Blatná.
Konkurence v této oblasti trhu je vysoká, proto se firma snaží získávat nové
technologie a upravovat procesy kvality i dle norem pro automobilový průmysl, což jí
přináší vyšší potenciál na trhu.

13
2.1.1 KONTAKT
Adresa sídla Gmont cable, s.r.o.:
Štefáčkova 15
Brno - Líšeň
628 00
Czech Republic
Firmu lze kontaktovat prostřednictvím:
Tel. +420 – 544 424 411
Fax +420 – 544 424 424
E-mail: [email protected]
Lze také navštívit webové stránky společnosti na adrese www.gmont.cz .

14
2.2 PŘEDMĚT PODNIKÁNÍ, VÝROBNÍ SORTIMENT
Firma Gmont cable, s.r.o. se zabývá především:
• výrobou a montáží kabelových svazků,
• výrobou rozvaděčů nízkého napětí a baterií,
• výrobou kabelů a vodičů,
• výrobou elektronických součástek,
• specializovaným maloobchodem.
Mezi další služby a formy spolupráce patří:
• výroba středních i velkých sérií v roční produkci až statisíce kusů, ale také
malosériová výroba či výroba jednotlivých svazků a vodičů,
• výroba vzorků, prototypů kabelových svazků dle zadání zákazníka před
zahájením vlastní produkce,
• poradenská a konzultační činnost v oblasti výroby kabelových svazků,
• okamžitá implementace změn ve výrobních dávkách podle požadavků zákazníka,
včetně inovace a úprav hotových kusů,
• trhací zkoušky, řezy a mikroskopické fotografie kontaktů, spojek a kabelových
ok,
• zajištění personálních rezerv pro pokrytí nárazové produkce při urgentních
objednávkách,
• zajištění dodání zboží vlastní dopravou ve sjednaném termínu přímo
k zákazníkovi (dle požadavků zákazníka společnost využívá také služeb České
pošty a spediční společnosti DHL).

15
Mezi technologické obory činnosti lze zařadit:
• střih a odizolování vodičů až do průřezu 50 mm2,
• střih a zpracování vícežilových, koaxiálních, datových speciálních kabelů,
• lisování spojek a kabelových ok technologií „W-crimp“,
• cínování vodičů, pájení konektorů a plošných spojů,
• osazení vodičů do konektorů pomocí technologie IDC (zářezové konektory) a
Wire Wrap (ovíjené spoje),
• zpracování senzorických ložisek, sběračů a krokových motorků,
• výroba a montáž pro náročné a extremní aplikace (svazky pro závodní vozy,
jaderné a větrné elektrárny),
• označování vodičů a kabelů termo-potiskem identifikačními návlečkami a
samolepícími štítky.
2.2.1 ZAJIŠTĚNÍ KVALITY
Společnost je držitelem certifikátu dle ČSN EN ISO 9001:2001.
Požadavky na kvalitu se řídí také standardy IPC WHMA-A-620.
Veškeré výrobky prochází řadou mezioperačních kontrol, např. využitím
statistických FMEA analýz. [15]

16
2.3 STRUKTURA SPOLEČNOSTI
Pro budoucí potřebu je třeba zmínit také organizační strukturu společnosti.
Uvedení těchto informací je nutné zejména pro určení odpovědnosti za jednotlivé
výrobní procesy.
Firma Gmont cable s.r.o. je rozčleněna do 4 oddělení:
• výroba,
• kontrola,
• oddělení technologie přípravy výroby (TPV),
• oddělení ekonomicko – logistické.
Vrcholové vedení společnosti tvoří jednatelé.
Jednatel firmy schvaluje pracovní náplně a rozsah působnosti svých přímých
podřízených pracovníků firmy dle Popisu funkce a Organizačního řádu společnosti.
Vedoucí oddělení stanovují rozsah pracovních povinností podřízeným
pracovníkům a odpovídají jednateli firmy za plnění stanovených úkolů a za výsledky
činnosti jimi řízených pracovníků.
Vedoucí řídí své oddělení podle ustanovení obecně platných předpisů při
respektování pravidel, která jsou obsažena v dokumentech systému řízení.
Ve vnitřních vztazích mohou jednat v rozsahu svých pracovních náplní.
Ve vnějších vztazích mohou činit právní úkony jménem firmy jen na základě pravomocí
písemně udělených jednatelem firmy, např. na základě plné moci.

17
Následující schéma organizační struktury zobrazuje vztahy mezi jednotlivými
odděleními a z nich vyplývající vztahy nadřízenosti a podřízenosti jednotlivých útvarů a
pracovníků společnosti.
Tato organizační struktura je závazná pro zaměstnavatele i všechny pracovníky
firmy.
Obrázek 1: Organizační struktura společnosti Gmont cable, s.r.o.

18
3. DEFINICE CÍLE ŘEŠENÍ
Předmětem této bakalářské práce je studie procesu výroby a montáže ve
výrobním podniku Gmont cable, s.r.o. a návrh na jeho zlepšení.
K nalezení optimálního řešení výrobního procesu bude použita analýza
stávajících podnikových procesů, analýza výrobní dokumentace a SWOT analýza.
Nezbytností jsou také konzultace s managementem a ostatními zainteresovanými
pracovníky firmy.
Rovněž by měly být zhodnoceny i další aspekty, které na výkonnost výroby
přímo působí (např.: periodické školení zaměstnanců).
Předpokládaným výstupem je nová směrnice a postupový diagram pro proces
výroby a montáže – oba dokumenty by měly mít přímý vliv na efektivitu výrobního
procesu.
V případě jejich schválení jednatelem společnosti se stanou platnými dokumenty
řízení výroby a pokyny závaznými pro všechny zaměstnance společnosti, kteří se na
procesu výroby podílejí.
19
4. ŘÍZENÍ PODNIKOVÝCH PROCESŮ – PROCESNÍ
ŘÍZENÍ
Cílem každé organizace je vytvořit zisk, získat zákazníka a plně uspokojovat
jeho potřeby. Důležitost obou těchto cílů musí být vyrovnaná – jinak hrozí ztráta
zákazníka, neboť jeho uspokojení je plně závislé na ceně, kvalitě produktu a na dalších
přídavných službách.
Uměním dnes již není výrobky vyrobit, ale prodat. Konkurencí je vytvářen
neustálý tlak na snižování nákladů a zvyšování efektivity při zachování kvality. Zároveň
ze strany zákazníka narůstají požadavky na flexibilitu výroby a komplexnost
nabízených služeb.
Aby organizace zůstala konkurenceschopná, je nezbytné přizpůsobit systém
řízení a organizační strukturu interním procesům. To umožňuje procesy přímo řídit,
kontrolovat, stanovit pro ně měřidla výkonnosti a neustále zlepšovat výkonnost
organizace. Pro zachování konkurenční výhody je zapotřebí podnikové procesy řídit co
možná nejúčinněji, nejrychleji, s nejmenšími náklady a nejvyšší kvalitou.
Každou organizaci lze tedy vnímat jako systém procesů, aktivit a činností, které
je potřebné vykonávat k tomu, aby organizace plnila svoje cíle.
Způsobem vykonávání a řízení procesů se mezi sebou jednotlivé organizace liší.
Tento fakt má přímý vliv na celkovou výkonnost dané organizace.
Klade-li organizace svým systémem řízení interním procesům „odpor“, –
například ve formě neproduktivní interní komunikace, zbytečných zásahů velkého počtu
organizačních útvarů a pracovníků, nadbytečné dokumentace, aj. – zvyšuje tím čas a
náklady vynaložené na vykonávání procesů, snižuje kvalitu výstupů a spokojenost
zákazníků.

20
Procesním řízením nazýváme takové uspořádání organizačního členění
společnosti, které co nejvíce odpovídá průběhu jednotlivých procesů.
Jde o kvalitativní změnu v chování a identitě podniku. Stěžejním faktorem je proměna
nositelů procesů a činností z vykonavatelů (obsluhovatelů) ve správce, strážce a tvůrce,
tj. skutečné vlastníky procesů.
Procesní přístup k řízení vytváří vzájemnou symbiózu materiálových,
informačních a finančních toků uvnitř organizace.
Vytváření procesní organizace je především projevem změny sociálních rolí,
způsobu chování a motivace nositelů procesů a činností, které musí být doprovázeny
transformací firemní kultury.
Procesní řízení je také způsob řízení organizace, kde na organizaci nahlížíme
jako na systém produkující výrobky či služby, které uspokojují potřeby zákazníka této
organizace.
Řízení procesů je jediný směr, který vede k trvale udržitelnému zvyšování výkonnosti
organizace a hodnoty pro zákazníka – je významným faktorem ovlivňujícím úspěšnost
podnikatelských subjektů.
Organizace je hodnocena dle spokojenosti zákazníka, ne dle objemových
ukazatelů. Stejný způsob hodnocení je nutné uplatňovat i uvnitř organizace – útvar
nelze hodnotit dle objemu, ale dle naplnění cílů organizace. Účelné je posuzovat
procesy, které tímto útvarem prochází, ne útvar jako takový.
Orientace na zákazníka a na zlepšující se uspokojení jeho potřeb vede
k průběžnému zlepšování procesů. Cílem organizace musí být uspokojování potřeb
zákazníka a činnosti, které k tomuto účelu nevedou, neprovádět.

21
Hlavními důvody zavádění procesního řízení jsou:
• zajištění rychlého a kvalitního uspokojení potřeb zákazníků,
• nutnost propojení vize organizace s jejími procesy,
• vyjasnění odpovědnosti jednotlivých útvarů a jejich jednotlivých pracovníků,
• snaha o průběžné snižování nákladů,
• posílení konkurenceschopnosti dané organizace,
• potřeba srozumitelné a efektivní analýzy a optimalizace jednotlivých procesů.
Přínosem zavedení procesního řízení je skutečnost, že v každém okamžiku
organizace ví, jak se jí daří plnit daný cíl a snadněji identifikuje místa vzniku
případných problémů.
Pro podporu tvorby procesního modelu je nutné pořízení odpovídajícího
programového vybavení.

22
4.1 POJMY PROCESNÍHO ŘÍZENÍ
4.1.1 PROCES
Proces patří mezi nejcennější aktiva organizace – je to definovaný řetězec
událostí a činností, který má svoji strukturu a je prováděn opakovaně.
Vyznačuje se určitou dobou trvání a cenovým ohodnocením.
Měřitelným výstupem procesu je konkrétní služba či produkt uspokojující
potřeby zákazníka.
Výstup většiny procesů v podniku však není určen skutečnému zákazníkovi, ale
zákazníkovi uvnitř podniku (útvar, pracovní pozice).
Procesy v podniku rozlišujeme na jednotlivé typy dle určení jejich produktu:
• Hlavní (klíčové) procesy – výsledek procesů směřuje přímo k vnějšímu
zákazníkovi.
• Řídící procesy – procesy, které mají strategický význam, mají za úkol zajistit
dlouhodobou prosperitu firmy.
• Podpůrné procesy – procesy sloužící jako podpora klíčových procesů, které by
bez nich nemohly fungovat.
• Vedlejší procesy – ostatní strukturované činnosti v daném podniku, které pro
podnik neznamenají strategické ohrožení, klíčový proces se bez nich nezhroutí.
• Mezipodnikové procesy – procesy přesahující hranice podniku.

23
4.1.2 POPIS PROCESU – PROCESNÍ MODEL
Popis procesu slouží k jeho poznání a následnému zlepšení.
Průběh procesu lze popsat sledem jednotlivých činností – výrobních úkonů, které za
sebou následují.
Celý proces vede od spouštěcí činnosti ke konečné činnosti, tj. cíli celého procesu.
Detailním zmapováním těchto činností lze vytvořit grafické vyjádření struktury
tohoto procesu – tzv. model procesu.
Do modelu procesu je potřeba zahrnout i funkční místa, která se podílejí na jednotlivých
činnostech procesu, dále také procesní dokumentaci, případně programové vybavení,
atd.
Procesní model lze také chápat jako sklad znalostí o strukturách podniku – je
základem pro soustavné a plánovité provádění změn v podniku.
Z udržovaného modelu procesu lze generovat aktuální vnitropodnikové
směrnice, pracovní postupy a další vnitropodnikovou dokumentaci dle norem ISO.
Z popisu procesu lze tedy identifikovat:
• Jednotlivé činnosti a hranice v procesu (spouštěcí a ukončovací činnost) – tzn.
všechny činnosti, které vedou k tomu, aby byl splněn cíl celého procesu – např.
vyroben výrobek.
• Procesní role, které se na vykonávání jednotlivých činností procesu podílí a
která funkční místa tyto role zastávají => určení popisů náplní práce
jednotlivých funkčních míst v závislosti na požadované kvalifikaci.
• Procesní dokumentaci => optimalizace jejího obsahu a množství.
• Požadované znalosti, dovednosti a další předpoklady pro výkon jednotlivých
činností.
• Předpisy (normy), které upravují výkon procesu.

24
4.1.3 PROCESNÍ ROLE
Procesní role je schopnost porozumět dílčí části procesu a schopnost ji
opakovaně provádět.
Pro každou roli jsou charakteristické určité vlastnosti, znalosti a dovednosti nezbytné
pro provádění přidělené činnosti.
Pojem procesní role je odlišný od pojmu funkční místo – jedno funkční místo
totiž může zastávat více rolí. Jednotlivé činnosti jsou v procesu vykonávány rolemi, role
jsou přidělovány funkčním místům.
4.1.4 PROCESNÍ ORGANIZACE
Snahou procesní organizace je organizovat a řídit práci v podniku jako ucelený
proces, který se skládá z jednotlivých vzájemně logicky propojených „subprocesů“.
Tyto procesy poté v celkovém náhledu vytváří tzv. strom procesů, který je orientován
na výsledek, tzn. na hodnotu, kterou přinese podnik pro zákazníka.

25
4.2 POSTUP ZAVÁDĚNÍ PROCESNÍHO ŘÍZENÍ
Postup zavádění procesního řízení lze rozdělit do 5 fází: definice, analýza,
návrh, implementace, průběžné zlepšování.
Obrázek 2: Popis zavádění procesního řízení
4.2.1 DEFINICE
Na počátku zavádění procesního řízení je pro úspěch celého projektu nutné
zodpovědět několik stěžejních otázek. Tyto otázky by měly vycházet ze strategie
společnosti a očekávání managamentu.
• Čeho má být projektem dosaženo? Co od něj očekáváme?
• Co musíme pro úspěšnost projektu udělat?
• Použitím jakých nástrojů a postupů dosáhneme požadovaného stavu? Atp.
Úkolem první fáze je tedy přesné nadefinování společných cílů stejně jako
jejich měřitelných hodnot. Dále pak určení, vyjasnění a odsouhlasení použitých
postupů, technik a nástrojů.
Management by této fázi měl věnovat dostatek pozornosti, neboť se jedná o
klíčovou fázi celého projektu.
Úkolem managementu je identifikovat hlavní procesy podniku včetně jejich produktů.

26
Ne všechny procesy musí být nutně do projektu zahrnuty, proto je na managementu, aby
rozhodl, kterých podnikových procesů se chystaná změna bude týkat.
Nedílnou součástí první fáze zavádění procesního řízení je sestavení
harmonogramu celého projektu a také příprava projekčního týmu. Do projekčního
týmu je zapotřebí zařadit vlastníky procesů, správce procesů, analytiky procesů, stejně
jako sponzora a manažera celého projektu.
Tento tým bude chystané procesní změny řešit a provádět. Všem jeho členům, je nutné
objasnit účel, postupy, techniky a nástroje, které budou v projektu používány.
O chystaných změnách, o tom, proč a jakými způsoby budou prováděny, je
nezbytné informovat všechny zaměstnance podniku.
4.2.2 ANALÝZA
Analýza je z hlediska zavádění procesního řízení etapou nejnáročnější. Její
náročnost tkví v tom, že celou organizaci je nutné zmapovat a popsat.
V nezvládnutí analýzy často tkví neúspěch celého zavádění procesního řízení.
Je nutné si totiž uvědomit, že analýza sama nemá přinášet výsledky, má k nim navést.
Má ukázat slabiny stávající situace, které jsou poté v dalších fázích řešeny. Analýza
není očekávaným cílem, ale prostředkem k jeho dosažení.
Účelem analýzy je:
• popis podnikové (útvarové) organizace, datové a dokumentové základny,
příslušných probíhajících procesů,
• objektivní vykreslení všech stávajících problémů a neshod, jejich příčin,
• identifikace, verifikace a kvalifikace potenciálu zlepšení,
• stanovení cílů a určení jejich kritických faktorů plnění, vazeb a měřitelných
ukazatelů pro konkrétní procesy,
• sjednocení názorů a myšlenek zúčastněných osob.

27
Celková forma, rozsah a použité prostředky analýzy by měly
odpovídat očekávaným výsledkům.
Ze zobrazení vybraných procesů pomocí postupových diagramů lze kromě
posloupnosti jednotlivých procesních činností zjistit i informace týkající se
odpovědností za jejich provádění, dokumentace, používaných aplikací, atd.
Tímto způsobem zobrazené a popsané procesy napomáhají jednoznačné identifikaci
problémových míst v těchto procesech (např. nejasná definice odpovědnosti).
Přínos správně provedené analýzy je také v tom, že si všichni účastníci procesů
plně uvědomí, jak jejich procesy vypadají v celkovém náhledu, kde se v nich nacházejí
problémy a neshody a proč je nezbytné provádět v nich změny.
4.2.3 NÁVRH
V rámci této fáze je nejdůležitější určení a vytvoření modelů budoucích
procesů a následné zhodnocení navrhovaných způsobů řešení. Dle váhového porovnání
hodnot kritérií, které s sebou jednotlivá řešení nesou, se provede výběr nejvhodnější
varianty cílových procesů.
Hlavním úkolem nově navrhovaného řešení je eliminace všech problémových
míst, která byla zjištěna v průběhu analýzy.
Z vybraného návrhu cílových procesů jsou poté stanovena opatření vedoucí
k jejich zajištění. Procesům je potřeba přiřadit jak lidské, tak technické zdroje.
Přiřazení lidských zdrojů spočívá v zajištění organizačních struktur, ve zjištění vlastníků
procesů a v určení procesních týmů. S novým organizačním zajištěním do podniku
samozřejmě přichází změny v organizační struktuře.
U technických zdrojů je nutné zohlednit všechny dostupné možnosti informačních
technologií a nových komunikačních kanálů.

28
Veškeré změny v procesech je nezbytné vhodně dokumentovat, a to takovým
způsobem, aby jim v rámci implementace snadno porozuměli i ti zaměstnanci podniku,
kteří nejsou do nového návrhu procesů zapojeni.
4.2.4 IMPLEMENTACE
Implementací v projektu zavádění procesního řízení rozumíme realizaci
navržených a schválených změn v jednotlivých oblastech procesu v návaznosti na
změny v informačních systémech.
V situaci, kdy jsou plně vytvořeny a definovány cílové procesy a cílová
organizační struktura podniku, dochází k definování celé procesní organizace v rámci
podniku.
V této fázi musí kulminovat podpora managementu.
Probíhá školení a trénink pracovních týmů v provádění změněných procesů i ve
způsobech jejich sledování, vyhodnocování a měření.
S novou procesní organizací a s důsledky, které její zavedení přináší, se musí
seznámit všichni zaměstnanci dané organizace.
Jedním z faktorů, bez kterých by se projekt nemohl obejít, je zavádění motivačního
systému založeného na výsledcích procesu.
4.2.5 PRŮBĚŽNÉ ZLEPŠOVÁNÍ
V předchozích fázích bylo nastaveno prostředí podporující neustálý rozvoj,
zvyšování výkonnosti a efektivnosti.
V této fázi je třeba zavedenou procesní strukturu organizace kontrolovat a
ověřovat – cílové procesy jsou zkoumány a vyhodnocovány na základě přijatých změn
a úrovně dosažení očekávaných cílů podniku.

29
Z výsledků těchto zkoumání se iniciují další změny a opatření k úpravě a
vylepšení podnikových procesů. Cílem je jejich kontinuální zlepšování.
Teprve v této fázi začíná skutečné procesní řízení.
Organizace, která prohlásí: „V naší firmě bylo zavedeno procesní řízení.“, je již
předem odsouzena k nezdaru.
Procesní řízení totiž není stav, procesní řízení je děj – je kontinuálním
procesem vedoucím k trvalé prosperitě podniku.
Jak již bylo zmíněno, stěžejním faktorem pro úspěch procesního řízení je
sestavení pracovních týmů – skupin lidí, kteří zodpovídají za výsledky procesu,
kreativně spolupracují a jsou si vzájemně odpovědní.
Jako v každém týmu, tak i zde je vyžadováno stanovení přesných pravidel, pravomocí a
vnitřních odpovědností. Důležitá pro správně fungování týmu je podpora otevřené
diskuze a možnost sdílení myšlenek a nápadů směřujících k efektivní týmové kooperaci.
Zaměstnanci podniku, trénovaní a oddaní týmové práci, jsou na základě
fungujícího měření výkonnosti „svých“ procesů motivování k jejich dalšímu zlepšování.

30
4.3 MĚŘENÍ VÝKONNOSTI PROCESU
Měření výkonnosti je součástí procesu průběžného zlepšování procesního
řízení podniku.
Na každý proces působí řada různorodých vlivů.
Tyto vlivy způsobují, že výsledky opakovaných činností procesu – i za relativně stálých
podmínek – nevykazují stejné hodnoty, nejsou totožné a v různé míře se od sebe
navzájem liší.
Z výše uvedeného je tedy patrné, že procesy a jejich výstupy se vyznačují
určitou mírou variability .
Vlivy na tuto variabilitu působící lze rozdělit do dvou skupin:
a) Náhodné vlivy
• jsou v procesu vnitřně obsaženy, jejich vliv na proces lze předvídat, avšak nelze
je zcela odstranit,
• například kolísání teploty, aktuální psychický stav pracovníka, přesnější
nastavení přístroje, atd.
b) Identifikovatelné vlivy
• vyplývají z fyzikální podstaty procesu,
• měřené hodnoty procesu mění náhle (např.: porucha přístroje) či postupně
(např.: opotřebování pracovních nástrojů, atp.),
• lze je poměrně účinně eliminovat v relativně krátkém časovém úseku a při
relativně nízkých nákladech.

31
Podnik musí být schopen procesy modelovat a regulovat tak, aby společně s
jejich výstupy dosahovaly požadovaného stupně stability.
Obrázek 3 [23] viz níže, graficky zobrazuje model procesu, jeho zdroje, vstupy,
výstupy, regulátory i obě kategorie výše zmíněných vlivů, které na něj působí.
Obrázek 3: Model procesu
Pro účinnou regulaci procesů je nutné měření jejich výkonnosti.
Je zapotřebí měřit nejen výstupy, ale také vstupy do procesu a proces samotný.
Pokud by totiž měření bylo zaměřeno pouze na vstupy a výstupy procesu, nebylo by
možné určovat a účinně odstraňovat příčiny vzniku odchylek, které by se v procesu
mohly objevit.
Samotné měření probíhá za pomoci tzv. měřících bodů, jejichž stanovení je
závislé na požadovaných zjišťovaných ukazatelích či metodě analýzy.
Počet měřících bodů v procesu by měl odpovídat počtu možných vzniků variability.

32
Měření je prováděno pomocí předem stanovených ukazatelů výkonnosti:
a) Univerzální ukazatele výkonnosti
• průběžná doba procesu,
• celkové náklady na proces,
• podíl neshod v procesu,
• doba procesu a efektivnost jejího využití, atp.
b) Ukazatelé měření výkonnosti výrobních procesů
• průměrná ziskovost na pracovníka,
• podíl neshodných kusů k výstupům,
• míra plnění termínů ve výrobě, atd.
c) Ukazatele měření výkonnosti nevýrobních procesů
• před výrobou (např.: marketing),
• během výroby (např.: zásobování – obrátka zásob, údržba – podíl nákladů na
údržbu k výrobním nákladům, apod.),
• po ukončení výroby (např.: povýrobní servis, náklady na reklamace aj.).
Vhodné zpracování dat vykázaných ukazateli výkonnosti dovoluje poznat
„chování“ procesu a účinně jej regulovat.
Vlastník procesu má za úkol tato data analyzovat, zhodnotit je a zjistit zda se nacházejí
v mezích stanoveného optima. V případě, že tento požadavek nesplňují – vykazují
variabilitu – je nutné analyzovat příčiny neshod a odchylek.
Cílem je dosažení přijatelného, pokud možno stabilního, stupně variability procesu či
jejího postupného snižování až na požadovaný stav.

33
Jedním z nejčastějších nástrojů používaných k identifikaci a analýze příčin
zjištěných neshod je Ishikawův diagram – Diagram příčin a následků neboli tzv.
diagram „rybí kost“.
Obrázek 4: Zjednodušený model Ishikawova diagramu
Jedná se o jednoduchý grafický nástroj, který lze vytvořit s podporou počítače.
Například program Palstat, kterým disponuje i Gmont cable, s.r.o., obsahuje
podprogram „Ishikawa“, kde je již přednastavena šablona Diagramu příčin a následků.
Tato technika pomáhá strukturovat proces a identifikovat možné příčiny
problému. Největší „kosti“ spojené s „páteří ryby“ (tj. s hlavním problémem, neshodou)
představují významné kategorie příčin – k nim jsou přidávány další „vedlejší kosti“
představující různé části zmíněných příčin.
Vedle Diagramu příčin a následků jsou dalšími nejpoužívanějšími technikami
a nástroji řízení variability procesů:
• Paretova analýza,
• kontrolní formuláře a záznamy,
• histogramy,
• bodové, regulační či postupové diagramy,
• maticový diagram a další.

34
4.3.1 METODIKA REGULACE PROCESU
Aby mohl být proces a s ním související činnosti účinně řízen, je zapotřebí znát
aktuální hodnoty měření tohoto procesu, jeho vstupů a výstupů.
Zmíněné aktuální hodnoty jsou srovnávány s hodnotami požadovanými.
Z jejich případných rozdílů jsou vyvozována nápravná opatření směřující k úpravě
procesu a dosažení požadovaných hodnot.
V situaci, kdy sledovaný proces vykazuje vysokou variabilitu, neposkytuje
aktuální naměřená hodnota odpovídající informace, které by sloužily jako podklad pro
zahájení nápravných opatření.
Naopak, rozhodnutí o nápravě učiněné na základě této naměřené hodnoty by mohlo být
zdrojem chybných kroků.
Na místě je proto využití statistických metod, které slouží k odhadu pravděpodobné
hodnoty a umožňují snížit riziko nesprávných zásahů do procesu na minimum.
Metodika regulace procesu je graficky znázorněna na následujícím obrázku [23].
Obrázek 5: Metodika regulace procesu
Identifikace procesu – určení a zmapování procesu, definice všech procesních
činností a jejich vzájemných vztahů a souvislostí.
Modelování procesu – určení okolností, kterými je proces ovlivňován, tzn.
určení vstupů a výstupů (potřebných zdrojů, meziproduktů, produktů), regulátorů
procesu a případných ostatních působících vlivů.
Výběr měřících bodů – výběr vhodných a směrodatných měřících bodů; na
základě dat z nich získaných je proces hodnocen, analyzován a řízen.
35
Výběr ukazatele výkonnosti, nástroje analýzy – jejich aplikace v reálném
prostředí vykazuje potřebná data pro rozhodování o způsobu regulace sledovaného
procesu.
Vhodnou aplikací této metodiky lze dosáhnout požadovaných hodnot měřeného
procesu.
Pokud výstup hodnoceného procesu vykazuje požadované kvalitativní a
kvantitativní hodnoty, je jeho průběh účinný.
Proces lze obecně hodnotit z hlediska:
a) výkonnosti, efektivnosti a účinnosti procesu,
b) dosahované míry variability, tj. kolísavosti procesu způsobené vlivy vnitřními i
vnějšími.
36
5. ANALÝZA STÁVAJÍCÍ SITUACE
Následující kapitoly této práce se věnují globální analýze stávajících procesů
ve firmě – jejich rozložení, vzájemných vazeb a souvislostí. Detailně je zde rozebrán
současný stav procesu výroby.
Pro účely práce byla také zpracována SWOT analýza firmy. Některé vybrané
skutečnosti, které byly zjištěny touto analýzou, jsou popsány podrobněji.
5.1 SWOT ANALÝZA
SWOT analýza je metoda celkového určení pozitivních a negativních stránek
působících na podnikání společnosti, která bere v potaz vnitřní i vnější činitele na ni
působící.
Je tvořena formulací 4 částí:
• silných stránek – předností (Strengths),
• slabých stránek – nedostatků (Weaknesses),
• příležitostí (Opportunities),
• ohrožení (Threats) společnosti.
Silné a slabé stránky jsou zpravidla vnitřní aspekty společnosti.
Příležitosti a ohrožení jsou obvykle faktory vnější, které nepodléhají přímému
vlivu dané firmy.
Snahou je řešit problémy obsažené ve slabých stránkách, za využití stránek
silných s ohledem na příležitosti a ohrožení rozvoje společnosti.

37
V následující tabulce je zpracována analýza silných a slabých stránek firmy
Gmont cable s.r.o. (SWOT analýza). Její zpracování je nezbytné pro další řešení
procesů ve společnosti.
SILNÉ STRÁNKY
SLABÉ STRÁNKY
− kontrola kvality (jakosti) – orientace
na kvalitu výrobků a služeb,
− know – how,
− flexibilita firmy, především při
zpracování cenových nabídek a
konkrétních výrobních produktů,
− vysoké nasazení směrem
k zákazníkovi – orientace na
zákazníka,
− propracovaný zákaznický servis a
služby odběratelům – doprava
(logistika),
− široký sortiment výrobků a spektrum
nabízených služeb,
− spolupráce se špičkovými (silnými)
obchodními partnery,
− vhodná organizační struktura,
− kvalitní informační systém,
− stabilita, ekonomický růst,
− certifikace dle norem ISO.
− nevyhovující výrobní a kancelářské
prostory,
− málo efektivní proces výroby,
− nejednoznačná definice
odpovědnosti a dokumentace
v procesu výroby,
− termíny dokončování zakázek a
jejich koordinace,
− školení pracovníků – jejich
nedostatečná všestrannost ve
výrobním procesu,
− slabý přehled o konkurenci,
− málo agresivní prosazování na trhu
a rozšiřování vědomí o firmě
(reklama),
− www prezentace firmy.
Tabulka 1: SWOT analýza - silné a slabé stránky

38
K hlavním slabým stránkám, které je nutné řešit, patří:
• neefektivita výrobního procesu,
• nejednoznačná definice odpovědnosti a dokumentace v procesu výroby,
• termíny dokončování zakázek a jejich koordinace.
Zmíněné body, které spolu úzce souvisí, nejsou dostatečně dořešeny, či u nich
dochází k neshodám.
Úkolem této práce je vyřešit zejména druhý bod – otázku dokumentace a
definice odpovědnosti v procesu výroby. Předpokládá se, že aplikací navržených řešení
dojde jak k zefektivnění procesu, tak ke zdařilejšímu plnění termínů jednotlivých
zakázek.
Při analýze a zpracovávání výše zmíněných slabých stránek lze vycházet z již
zavedené dokumentace, směrnic, z průvodek, z výkresové dokumentace a z výrobních
postupů.
Dále ke slabým stránkám firmy patří:
• nevyhovující výrobní a kancelářské prostory,
• školení pracovníků – jejich nedostatečná všestrannost ve výrobním procesu.
Jak již bylo zmíněno v kapitole 2.1, firma Gmont cable, s.r.o. plánuje výstavbu
nových výrobních a kancelářských prostor, které by jí jistě poskytly vyšší potenciál.
Výběr stavební parcely, získání podnikatelského úvěru a samotnou výstavbu firma
plánuje uskutečnit v následujících 3 letech.
Dle předpokladu by zmíněné prostory měly umožnit nárůst objemu výroby a
s tím spojený nárůst počtu zaměstnanců.

39
V nových prostorách firma logicky hodlá využít i další možné příležitosti, tj.
například více rozvinout zavedené technologie a získat nové, pro které ve stávajících
podmínkách není prostor.
Dojde jistě i k dalšímu zlepšení zákaznického servisu a k celkovému zlepšení služeb
zákazníkům.
Rozšíření www prezentace a reklamy by firmě jistě také prospělo. Dochází
pouze k nepravidelné částečné aktualizaci webových stránek firmy. Toto téma pro firmu
pravděpodobně v současné době není prioritní.
Internímu zaškolování pracovníků se podrobně věnuje oddíl 6. Návrh řešení,
konkrétně kapitola 6.4 .

40
V následující tabulce jsou uvedeny příležitosti a ohrožení firmy.
Na částečné eliminaci ohrožení, zejména vysokého konkurenčního prostředí, již
firma intenzivně pracuje.
Zejména plánovaná certifikace dle ISO/TS 16 949 by firmě měla zaručit výhodu
před konkurenty. K zavedení by mělo dojít v průběhu tohoto roku. Podniky splňující
tuto oborovou normu spolu s ní získávají výhodu ve výběrových řízeních vypisovaných
zákazníky.
Zmíněné normy jsou přesvědčivým marketingovým instrumentem a garantují
větší důvěryhodnost společnosti.
Firma se také připravuje na certifikaci dle EMS - Environmental Management
System (Zásady ekologického systému řízení).
PŘÍLEŽITOSTI
OHROŽENÍ
− rozšíření automobilového průmyslu,
− rozvoj telekomunikací,
− vznik a rozmach nových trhů v EU i
mimo ni,
− zvýšení tempa růstu poptávky,
− možnosti čerpání finanční podpory z
fondů EU,
− větší dostupnost kapitálu, lepší
nabídka bankovních a finančních
služeb,
− úprava procesů kvality dle norem pro
automobilový průmysl - certifikace
dle ISO/TS 16 949 a dalších,
− možnost získávat nové technologie.
− nestabilita trhu,
− vysoké konkurenční prostředí
(noví, silní, zkušení konkurenti)
− zvyšování nákladů výroby,
− ekologické nároky na výrobu.
Tabulka 2: SWOT analýza - příležitosti a ohrožení

41
5.2 ANALÝZA FIREMNÍCH PROCES Ů
Rozdělení procesů v Gmont cable, s.r.o. zobrazuje následující tabulka.
HLAVNÍ PROCESY
ŘÍDÍCÍ PROCESY
PODPŮRNÉ PROCESY
− nákup,
− výroba,
− expedice.
− řízení zakázek,
− nákup a logistika,
− řízení jakosti,
− výroba zakázek,
− controlling.
− informační systém (QI),
− stroje a zařízení,
− ekonomické oddělení,
− zaměstnanci,
− obchodní činnost a
investice.
Tabulka 3: Rozdělení procesů
Popisy jednotlivých řídících a podpůrných procesů a jejich činností jsou
uvedeny ve vnitropodnikových směrnicích – např.: Směrnice č. SM-06 Nákup a
logistika, Směrnice č. SM-07 Měření a zkoušení (směrnice pro controlling), atd.
Tyto směrnice jsou uloženy v informačním systému firmy a u příslušného pracovníka.
V průběhu analýzy výrobního procesu vznikala pracovní verze postupového
diagramu, podle kterého následně došlo k vypracování směrnice.
Pracovní verze byla poté přepracována na verzi oficiální, která bude spolu se směrnicí
uložena do informačního systému.
42
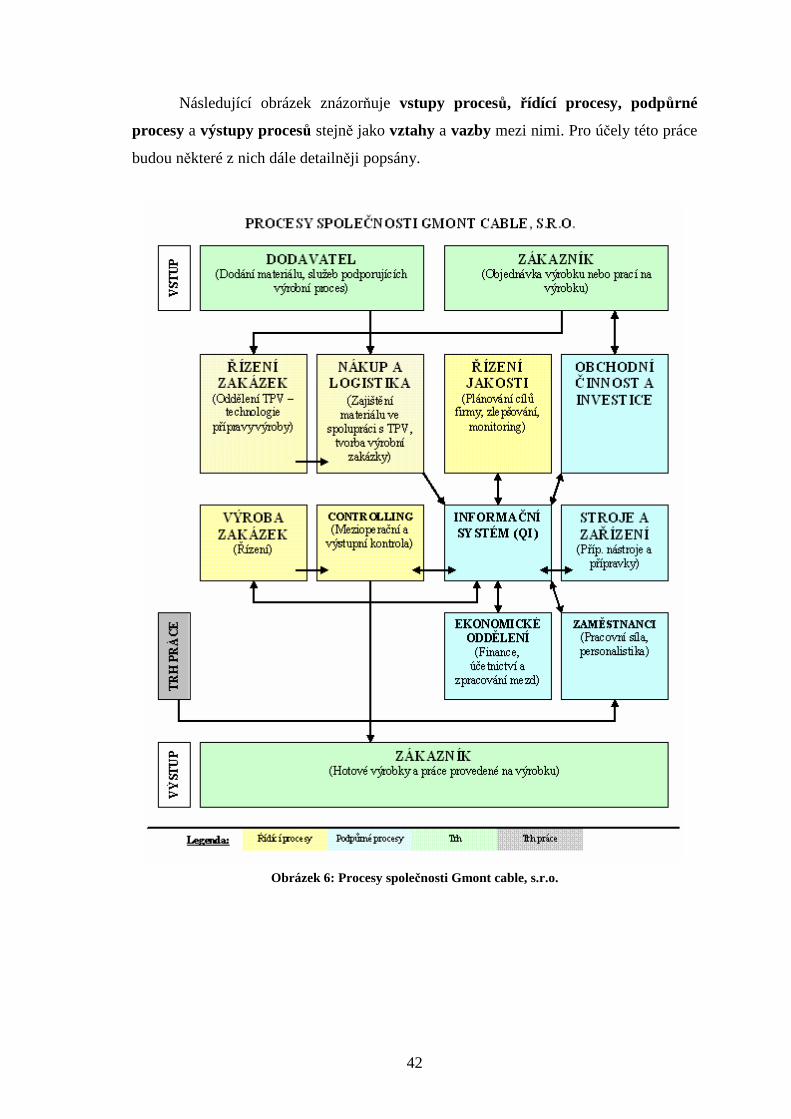
Následující obrázek znázorňuje vstupy procesů, řídící procesy, podpůrné
procesy a výstupy procesů stejně jako vztahy a vazby mezi nimi. Pro účely této práce
budou některé z nich dále detailněji popsány.
Obrázek 6: Procesy společnosti Gmont cable, s.r.o.

43
5.2.1 ŘÍDÍCÍ PROCESY
Následující popis vybraných řídících procesů byl vypracován na základě
pozorování výroby v praxi, konzultací a stávající dokumentace (vnitropodnikových
směrnic) – např. Směrnice pro výrobu – realizace zakázky, Příručka jakosti a další.
ŘÍZENÍ ZAKÁZEK
Odpovědnost za celkové řízení zakázek a řízení výroby ve firmě Gmont cable
s.r.o. mají pracovníci oddělení TPV (oddělení technologie přípravy výroby).
Řízení zakázky zahrnuje veškeré činnosti související se zpracováním zakázky od
nabídkového řízení, přes vlastní realizaci až k předání zakázky zákazníkovi v jím
požadované kvalitě.
Odpovědnost za provádění jednotlivých výrobních procesů, ze kterých se
zakázka skládá, mají k tomu určení pracovníci – koordinátorka výroby, vedoucí
výroby, interní auditor, pracovníci logistického oddělení, oddělení TPV a kontroly
TQM.
Do dokumentace zakázky zahrnujeme např. výkresy, cenové rozpočty,
průvodky, materiálové rozvahy, pracovní a kontrolní postupy, které vznikají
v průběhu výroby.
Seznam všech formulářů, kontrolních a pracovních postupů kontroluje 1x ročně
interní auditor a jsou uloženy u interního auditora, TPV a u koordinátorky výroby
v informačním systému..
Pro specifikování požadavků zákazníka je použita objednávka. Objednávka
obsahuje číslo objednávky, typ a označení výrobků, které má firma vyrobit, počet kusů
a termín dodání.
Pokud některý z těchto parametrů není doložen, oddělení TPV musí zajistit nápravu a
doplnění údajů.

44
Firma musí dodržovat zákonné požadavky a požadavky předpisů týkající se
daného výrobku. Jestliže se výrobek skládá z normalizovaných komponentů, je nutné
vycházet z platných technických norem.
Při požadavku zákazníka na již vyráběný produkt oddělení TPV zkontroluje, zda
je dostupná veškerá potřebná dokumentace pro výrobu požadovaného výrobku.
Zákazník vystaví objednávku a TPV ji na základě prověření stavu zajištění materiálu a
kapacit potvrdí.
V opačném případě, kdy produkt nebyl dosud firmou vyráběn, je nutné dořešit /
doplnit požadavky smlouvy nebo objednávky, kterou řeší společně oddělení
ekonomické a TPV. Na základě požadavku zákazníka zpracuje oddělení TPV cenový
rozpočet a materiálovou rozvahu. Dále informuje jednatele společnosti o cenové politice
k zákazníkovi.
VÝROBA ZAKÁZEK A CONTROLLING
Proces přípravy zakázky zahrnuje veškeré činnosti spojené s jejím plánováním a
přípravou až po zahájení samotné realizace. Tyto činnosti eviduje TPV.
Proces realizace zakázky zahrnuje všechny činnosti související s vlastní realizací
zakázky. Důležitými body v procesu výroby je identifikace materiálu, vstupní
kontrola, výstupní kontrola, řízení vzniklých neshod.
Všechny záznamy a dokumenty, které souvisejí s procesem výroby zakázky,
jsou identifikovatelné a je možné je zpětně dohledat pomocí čísla zakázky (např. pro
účely vyhodnocení zakázky).
Číslo zakázky musí být uvedeno na všech dokumentech a záznamech vznikajících
v průběhu výroby této zakázky. Zadává jej účetní logistik.
Objednávku na výrobek, která je zaevidována v seznamu položek výrobních
zakázek v programu QI, převezme vedoucí výroby spolu s dokumentací pro výrobu od
TPV (eventuelně od koordinátorky výroby).
Dle objednávky a výrobní zakázky vyplní koordinátorka výroby průvodku k výrobku.
Vedoucí výroby a oddělení TQM je zodpovědné za kontrolu výkresů a pracovních
postupů – v případě nedostatků zajistí vedoucí výroby doplnění údajů u TPV.

45
Vedoucí výroby pak podle kvalifikace a zapracovanosti operátorů rozdělí práci.
Operátoři zapisují jednotlivé úkony, délku jejich trvání a počet vyrobených kusů do
průvodky k výrobku.
V průběhu realizace zakázky provádí vedoucí oddělení TQM (kontrolní
oddělení) nebo inspektorka kvality (příp. i vedoucí výroby) průběžné, tzv.
mezioperační kontroly . V případě identifikace neshody provede zápis do záznamu o
interní neshodě.
Kontroly jsou prováděny na základě výkresu, kontrolního a výrobního postupu.
Záznamy o kontrole se zapisují do průvodky výrobku, kde kontrolor (pracovník
oddělení TQM) potvrdí svým razítkem kompletnost, správnost a kvalitu daného
výrobku.
Skladování výrobků musí být zajištěno tak, aby nedocházelo k jejich
znehodnocení / poškození jak nevhodným skladováním či použitím nevhodných obalů,
tak vlivem prostředí (vlhkost, teplota, atd.). Výrobky musí být zajištěny proti krádeži.
Za zabezpečení uloženého materiálu a výrobků odpovídají skladnice.
Skladovaný materiál nebo výrobek musí být řádně označen, aby bylo možné jej přesně
identifikovat.
Po dokončení zakázky vystaví logistické oddělení (účetní logistik) dodací listy
na základě podkladů z výroby od koordinátorky výroby.
Vyrobené zboží následně prochází expedicí, kde dochází ke kontrole kompletnosti dle
dodacího listu.
Logistické oddělení na základě potvrzeného dodacího listu provede fakturaci .
Po skončení zakázky účetní logistik a normovač zakázku vyhodnotí. Výsledky
tohoto hodnocení jsou předkládány na poradách.
V případě, že zakázka překročila požadovaný předpoklad, je nutné, aby účetní logistik
ihned informoval oddělení TPV.

46
5.2.2 PODPŮRNÉ PROCESY
INFORMAČNÍ SYSTÉM
Úspěch podniku závisí na rychlosti zpracování dat a na schopnosti dokázat jejich
analýzou a následnou syntézou získat rychle rozhodující informace, které umožní včas
reagovat na změny v okolí a dokonce je i v dostatečném předstihu předvídat.
Manažeři na všech úrovních řízení musí mít rychlý přístup k potřebným
informacím pro strategické i taktické rozhodování. K tomu potřebují spolehlivé
informační zázemí, „digitální nervový systém“, který zvyšuje pružnost a výkonnost celé
organizace a zároveň je schopen se v čase dynamicky přizpůsobit jejím potřebám [21].
Informační systém s výše uvedenými vlastnostmi využívá i společnost Gmont
cable, s.r.o.
Firma využívá segmenty tohoto systému pro správu a řízení nákupu a prodeje, výroby,
TPV, účetnictví, mezd, strojů a měřidel a další podpůrné aplikace.
Jednotlivé aplikace jsou kompletně propojeny a mají návaznost jedna na druhou.
DALŠÍ PODPŮRNÉ PROCESY
Například proces Stroje a zařízení je upraven ve Směrnici č. SM-10 Údržba.
Procesy týkající se zaměstnanců jsou řízeny pomocí Směrnice č. SM-03 Řízení lidských
zdrojů, Organizačního řádu společnosti, atd.

47
6. NÁVRH ŘEŠENÍ
Návrhem řešení neefektivity výroby a určení jednoznačné odpovědnosti ve
výrobním procesu je fakticky úprava tohoto procesu uvedená v nové směrnici pro
proces výroby – Směrnice č. SM-08 Výroba a montáž (viz Příloha I.). Tento
dokument byl vytvářen v součinnosti s managementem společnosti.
K navrhovanému rozšíření původní směrnice došlo na základě studia stávající
výrobní dokumentace, sledování procesu výroby přímo v praxi (ve výrobní hale) a jak
již bylo zmíněno – na základě konzultací s managementem i ostatními pracovníky
firmy.
Poznatky získané z analýzy stávajícího procesu byly zaznamenávány do
postupového diagramu, který se stal základem pro tvorbu této nové směrnice a poté i
oficiální verze postupového diagramu pro proces výroby a montáže.
Obsah původního dokumentu směrnice výroby (Směrnice pro výrobu – realizace
zakázky) byl značně rozšířen – podrobněji upravuje problém odpovědnosti jednotlivých
účastníků výrobního procesu, jejich práva a povinnosti.
Každé procesní činnosti byla přidělena procesní role a funkční místo, které tuto roli
zastává.
Taktéž je jednotlivým procesním činnostem jednoznačně přiřazena potřebná výrobní
dokumentace.
Výsledný dokument obsahuje odkazy na ostatní příslušné směrnice, které detailněji
upravují další související procesy.
Oba dokumenty jsou připraveny ke schválení a uložení do firemního
informačního systému.
Směrnice č. SM-08 Výroba a montáž bude využita jako příloha příručky jakosti
k certifikaci dle normy ISO/TS 16 949.

48
6.1 SMĚRNICE VÝROBA A MONTÁŽ
Výsledná směrnice je rozdělena do 6 oddílů:
1) Úvod,
2) Řízení výroby,
3) Řízení montáže,
4) Skladování materiálu a hotových výrobků,
5) Pracovní prostředí,
6) Práva a povinnosti.
ŘÍZENÍ VÝROBY
Tento oddíl je stěžejní částí celé směrnice.
Obsahuje popis průběhu celého výrobního procesu:
• Základní odpovědnosti a pravomoci,
• Dokumentace do výroby,
• Evidence objednávky u koordinátorky výroby,
• Kontrola podkladů,
• Přípravky, vyvazovací stoly,
• Koordinace výrobních zakázek,
• Rozdělení práce operátorům,
• Vstupní kontrola,
• Realizace výrobku (identifikace zakázek ve výrobě, mezioperační kontrola),
• Vyplňování dokumentace,
• Identifikace interní neshody,
• Balení,
• Výstupní kontrola – uvolnění,

49
• Podklady pro naskladnění hotových výrobků,
• Expedice,
• Vyhodnocení zakázky.
Každá jednotlivá část procesu je podrobně popsána, k činnostem je zde
jednoznačně přiřazena potřebná dokumentace i odpovědní pracovníci či oddělení.
Případně je zmíněn odkaz na další vnitropodnikovou směrnici, která také danou činnost
dále popisuje či upravuje.
ŘÍZENÍ MONTÁŽE
Proces montáže je shodný s procesem výroby, tzn. platí pro něj stejné postupy,
dokumentace i určení odpovědnosti.
Rozdíl mezi běžnou výrobou a montáží je v tom, že součástí zakázky – montáže je
materiál dodaný zákazníkem. Jako takový musí být po celou dobu montáže označen a
veden.
SKLADOVÁNÍ MATERIÁLU A HOTOVÝCH VÝROBK Ů
Tento oddíl obsahuje pouze základní údaje týkající se skladování, určuje
odpovědné pracovníky a odkazuje na příslušnou směrnici (Směrnice č. SM-09
Skladování).
PRACOVNÍ PROSTŘEDÍ
Informace zmiňované v této části dokumentu přímo s výrobním procesem
nesouvisí – na základě požadavku managementu však byly zpracovány a do směrnice
zařazeny. Své opodstatnění má tento oddíl směrnice například v úpravě týkající se
pitného režimu zaměstnanců, kdy by porušení příslušných nařízení znamenalo ohrožení
bezpečnosti práce a výrobního procesu.

50
Dále jsou v tomto oddíle zmiňovány informace související se stravováním
zaměstnanců, s uskladněním jejich osobních věcí v průběhu pracovní doby atp.
Obsažena jsou i ustanovení o pracovních pomůckách operátorů (př.: kufřík s nářadím,
který je zaměstnanci zapůjčen na dobu pracovního poměru ve firmě a za jehož obsah
odpovídá).
PRÁVA A POVINNOSTI
V tomto oddílu jsou popsána práva a povinnosti všech osob, které se podílejí
na výrobním procesu, tj. vedoucích pracovníků, operátorů i brigádníků.
Příslušná ustanovení vycházejí z Popisu funkce jednotlivých pracovníků,
z ustanovení pracovního řádu společnosti a z příslušných ustanovení Zákoníku práce
v platném znění.

51
6.2 POSTUPOVÝ DIAGRAM
Jak již bylo zmíněno, spolu s novou výrobní směrnicí byl na základě pracovní
verze postupového diagramu vytvořen nový Postupový diagram Výroba a montáž
(viz Příloha II.).
Tento diagram je fakticky grafickým znázorněním struktury sledovaného
procesu – tzn. modelem procesu.
K očíslovanému grafickému znázornění posloupností jednotlivých činností
procesu jsou přiřazeny tyto položky:
• Činnost (popisuje prováděnou výrobní činnost),
• Odpovědnost (určuje oddělení či pracovníka, který je za přidělenou činnost
zodpovědný),
• Dokumentace (určuje dokumentaci, která je k výkonu konkrétní činnosti
zapotřebí).
V kapitole 4.1.2 jsou zmíněny informace, které lze z udržovaného modelu
procesu získávat – aktuální vnitropodnikové směrnice, pracovní postupy, další
vnitropodnikovou dokumentaci dle norem ISO aj.
Udržovaný model procesu je důležitý prvek řízení kvality, je základem pro
soustavné a plánovité provádění změn v podniku.
52
6.3 PODMÍNKY UVEDENÍ DO PRAXE
Podmínek pro uvedení směrnice a skutečností v nich upravených do praxe je
hned několik:
1) Schválení a uvolnění nové verze směrnice managementem, konkrétně
jednatelem firmy p. Zdeňkem Pokorným.
2) Uložení do informačního systému do seznamu směrnic.
3) S obsahem směrnice musí být seznámeni všichni pracovníci firmy,
kterých se její nová úprava týká. (Jeden výtisk dokumentu bude
pracovníkům trvale k dispozici k nahlédnutí v prostorách výrobní dílny.)
4) Ustanovení směrnice musí být aplikována při výrobě, tzn. všichni
zaměstnanci se jí musí řídit a její ustanovení naplňovat. Taktéž musí
být dodrženy všechny předpisy týkající se výrobní dokumentace.
Zaměstnanci musí jednat v rámci svých povinností a práv, která jsou
v nové směrnice taktéž upravena.
5) Po uvedení ustanovení směrnice do praxe je nutné výrobní proces nadále
sledovat a vyhodnocovat a případné změny a inovace do směrnice
zahrnout. Pokud budou ve směrnici provedeny změny, musí být
dokument znovu předložen ke schválení, atd.
Podmínky pro uvedení nového postupového diagramu výroby do praxe jsou
obdobné jako u směrnice.

53
KLADY
• Výsledná směrnice a postupový diagram komplexně popisují celý proces výroby.
• Upravují problém odpovědnosti pracovníků za výrobní činnosti.
• Jednotlivým výrobním činnostem jednoznačně přiřazují příslušnou dokumentaci.
• Slouží k certifikaci dle norem ISO.
• Směrnice č. SM-08 Výroba a montáž bude přístupná k nahlédnutí v prostorách
dílny.
ZÁPORY
• Zařazování případných změn v procesních činnostech, odpovědnosti či
dokumentaci do dokumentu směrnice je poměrně komplikované. Změny je lépe
aplikovat do postupového diagramu, z kterého lze následně novou úpravu
směrnice vygenerovat.

54
6.4 ŠKOLENÍ
Periodické zaškolování pracovníků je dalším faktorem, který dle předpokladů
napomůže zvýšení účinnosti procesu.
Otázka školení je pro firmu velmi důležitá a hodlá jí dále věnovat hodně pozornosti.
V současné době funguje systém, kdy jsou na složitější výrobní činnosti
speciálně zaškolování jen vybraní operátoři, což však výrazně snižuje výrobní flexibilitu
a variabilitu rozvržení práce.
Proto se společnost Gmont cable, s.r.o. v současné době chystá zavést pro své
zaměstnance periodická školení.
Cílem je situace, kdy „všichni budou umět všechno“, tj. všichni operátoři budou
vyškoleni na všechny výrobní procesy a postupy.
Předpokládá se, že tento fakt výrazně přispěje k zefektivnění procesu výroby.
Pro zavedení tohoto stavu hovoří fakt, že výroba probíhá na jednom místě a
počet zaměstnanců na jedné směně není v současnosti tak vysoký, že by je z kapacitních
důvodů nebylo možné všechny proškolit. Zavedení systému periodického školení je
důležité také z toho důvodu, že společnost nabízí uplatnění i osobám s tzv. nízkou
vstupní kvalifikací.
Pro úspěch zavedení systému je nutné sestavit organizační plán, postup školení
a témata školení. Dále je také zapotřebí určit osoby zodpovědné za školení a osoby
schopné školit.
Za sestavení témat a obsahovou stránku školení jsou zodpovědní pracovníci
oddělení TPV, za proškolení zaměstnanců dle vypracovaných témat budou zodpovědní
vedoucí výroby a montáže.
Pracovníci budou vedoucími výroby školeni jednotlivě v průběhu směny či na
hromadných školících seminářích.
Každý pracovník bude muset být proškolen na všechny výrobní operace
dvakrát ro čně.
Po proškolení bude pracovník povinen vyplnit záznam o školení – presenční listinu o
periodickém školení, která bude archivována u koordinátorky výroby.
Úspěšnost školení bude sledována a následně vyhodnocována.

55
7. ZÁVĚR
Předmětem této bakalářské práce byla analýza procesů výroby a montáže ve
výrobním podniku Gmont cable, s.r.o., který se zabývá výrobou a montáží kabelových
svazků pro automobilový, telekomunikační a elektrotechnický průmysl.
Tato firma patří z hlediska velikosti do kategorie středně velkých podniků – zaměstnává
cca. 80 zaměstnanců, probíhá zde zakázková výroba.
Pomocí SWOT analýzy, analýzy stávajících procesů v Gmont cable, s.r.o. a po
absolvování konzultací s pracovníky bylo zjištěno, že ve firmě není jednoznačně
upravena definice odpovědnosti a dokumentace ve výrobním procesu.
Po konzultaci s managementem firmy bylo rozhodnuto o sepsání nové výrobní
směrnice a o vytvoření nového postupového diagramu procesu výroby a montáže.
Nová směrnice i postupový diagram byly sestaveny na základě prostudování
stávající výrobní dokumentace, pozorování výrobního procesu v praxi a konzultací
s managementem a dalšími pracovníky firmy.
Výsledný dokument – Směrnice č. SM-08 Výroba a montáž (viz Příloha I.)
upravuje průběh všech výrobních činností a problém odpovědnosti ve výrobě.
Každé výrobní činnosti je přidělena procesní role a funkční místo, které tuto roli
zastává. Ke všem činnostem v procesu výroby je jednoznačně přiřazena výrobní
dokumentace, směrnice upravuje i způsoby jejího řízení (oběh a vyplňování výrobních
dokumentů).
Směrnice, stejně jako Postupový diagram Výroba a montáž (viz Příloha II.),
byla schválena a bude pod označením Směrnice č. SM-08 Výroba a montáž zařazena
mezi další vnitropodnikové směrnice do informačního systému podniku.
S výsledkem budou seznámeni všichni zaměstnanci společnosti Gmont cable,
s.r.o. – oba výše zmíněné dokumenty jsou pro ně závazné a musí se řídit jejich
ustanoveními.

56
8. SEZNAM ZDROJŮ
KNIŽNÍ ZDROJE
1) Audit procesu. 1. vydání. 1999. ISBN 80-02-01294-1.
2) BĚLOHOUBEK, Pavel. Logistika v řízení podniku. 1. vydání. 1996. ISBN 80-
902175-0-8.
3) COOPER, John. Marketingové plánování Praktická příručka manažera. 1.
vydání. 1999. ISBN 80-7169-641-2.
4) CHRISTOPHER, Martin. Logistika v marketingu. 1.vydání. 2000. ISBN 80-
7261-007-4.
5) LAMBERT, Douglas M., STOCK, James R. a ELLRAM, Lisa M. Logistika.
1. vydání. 2000. ISBN 80-7226-221-1.
6) MAKOVEC, Jaromír. Organizace a plánování výroby. 1. vydání. 1996. ISBN
80-7079-171-3.
7) PERNICA, Petr. Logistický management Teorie a podniková praxe. 1. vydání.
2001. ISBN 80-86031-13-6.
8) Proces schvalování dílů k výrobě (PSDV). 3. vydání. 1999.
ISBN 80-02-01371-9.
9) ROSENAU, Milton D. Řízení projektů. 1. vydání. 2000. ISBN 80-7226218-1.
10) ŘEPA, Václav. Podnikové procesy. Procesní řízení a modelování. 1. vydání.
2006. ISBN 80-247-1281-4.
11) ŘEZNÍČEK, Bohumil. Logistika. 1. vydání. 1997. ISBN 80-7194-093-3.
12) SCHULTE, Christof. Logistika. 1. vydání. 1994. ISBN 80-85605-87-2.
13) SIXTA, Josef, MAČÁT, Václav. Logistika : teorie a praxe. 1. vydání. 2005.
ISBN 80-251-0573-3.
14) VDA 6.1 Audit systému QM. 4. přepracované vydání. 1998.
ISBN 80-02-01259-3.

57
ELEKTRONICKÉ A JINÉ ZDROJE
15) /online/ (Gmont cable, s.r.o.) Výroba a montáž kabelových svazků (…)
[Informace o firmě]. Dostupné z: http://www.gmont.cz . Poslední úprava
2/2007.
16) /online/ KALENDA, Václav. Procesní řízení. Dostupné z:
http://www.procesy.cz . Poslední úprava 5/2003.
17) /online/ KALENDA, Václav. Řízení podnikových procesů. Dostupné z:
http://www.procesy.cz . Poslední úprava 10/2003.
18) /online/ KRESLÍKOVÁ, Jitka. Řízení kvality v rámci projektů. Dostupné z:
http://www.risk-management.cz . Poslední úprava 15.12. 2006.
19) /online/ ONDRÁČEK, Michal. Cesta k převratným způsobům řešení problému.
Dostupné z: http://www.topregion.cz . Poslední úprava 16.1. 2006.
20) /online/ (Palstat) Programové vybavení od společnosti PALSTAT s.r.o. (…)
[Informace o programovém vybavení]. Dostupné z: http://www.palstat.cz .
Poslední úprava 22.5. 2007
21) /online/ (QI) Cílem společností DC Concept je (…) [Informace o programovém
vybavení]. Dostupné z: http://www.qi.cz . Poslední úprava 27.4. 2007
22) /online/ Úvod do procesního řízení. Dostupné z: http://aris.upol.cz . Poslední
úprava 6.1. 2006.
23) /online/ VOLEK, Jindřich. Metody a nástroje zlepšování procesů. Dostupné z:
http://fmmi10.vsb.cz . Poslední úprava 29.1. 2005
24) /online/ ZAHRÁDKA, Petr. Diagram příčin a následků. Dostupné z:
http://www.desightech.cz . Poslední úprava 24.9. 2006.
25) Interní dokumenty firmy Gmont cable, s.r.o.

58
9. SEZNAM POUŽITÝCH ZKRATEK
Abecední seznam užitých zkratek:
• ČSN – Česká státní norma.
• EMS - Environmental Management System (Zásady ekologického systému
řízení).
• FMEA – Metoda analýzy možných vad a jejich příčin.
• ISO – International Organization for Standardization (Mezinárodní organizace
pro standardizaci).
• PMJ – Představitel managementu pro jakost.
• QMS – Quality Management System (česky SŘJ – Systém řízení jakosti).
• SM – Označení směrnice (např.: SM-08 Výroba a montáž).
• SWOT (analýza) – Analýzy silných a slabých stránek, příležitostí a ohrožení
působících na určitý subjekt.
• TPV – Technologie přípravy výroby.
• TQM – Total Quality Management (Kontrolní oddělení).
• VV – Vedoucí výroby.

59
10. SEZNAM OBRÁZK Ů A TABULEK
Obrázek 1: Organizační struktura společnosti Gmont cable, s.r.o.................................. 17
Obrázek 2: Popis zavádění procesního řízení ................................................................. 25
Obrázek 3: Model procesu.............................................................................................. 31
Obrázek 4: Zjednodušený model Ishikawova diagramu................................................. 33
Obrázek 5: Metodika regulace procesu .......................................................................... 34
Obrázek 6: Procesy společnosti Gmont cable, s.r.o........................................................ 42
Tabulka 1: SWOT analýza - silné a slabé stránky .......................................................... 37
Tabulka 2: SWOT analýza - příležitosti a ohrožení ....................................................... 40
Tabulka 3: Rozdělení procesů......................................................................................... 41

60
11. SEZNAM PŘÍLOH
Příloha I. Směrnice č. SM-08 Výroba a montáž
Příloha II. Postupový diagram Výroba a montáž

















