24
TEPLOTNÍ ODOLNOST TENKÝCH VRSTEV A JEJICH PŘÍNOS V OBRÁBĚNÍ TVRDÝCH OCELÍ Antonín Kříž Petr Beneš Martina Sosonová Jiří Hájek

TEPLOTNÍ ODOLNOST TENKÝCH VRSTEV A JEJICH PŘÍNOS V OBRÁBĚNÍ TVRDÝCH OCELÍ
Antonín KřížPetr Beneš
Martina SosonováJiří Hájek

Na počátku byla
obyčejná zvědavost,co se stane s nadeponovanou břitovou destičkou,
když se nechá v peci při teplotě 800°C po dobu 40 min?

Tak vznikl impuls zabývat se
teplotní odolností tenkých vrstev a jejich přínosem při obrábění tvrdých ocelí

Takto dopadne exploatovaná břitová destička při teplotě 800°C!

CílSledování vlivu tepelného zatížení daného systému a iniciované změny nejen ve sledovaných vlastnostech, ale také v praktických aplikacích.
Hlavní pozornost odborníků zabývajících se testováním tenkých vrstev orientuje na analýzy za normálních teplot. Přičemž nástroje, na které jsou vrstvy aplikovány, se během procesu užívání ohřívají na vysokou teplotu. Tato teplota iniciuje celou řadu procesů, které nemusí být pokaždé pouze degradačního charakteru. Nicméně není těmto dějům prozatím odbornou veřejností věnována patřičná pozornost.

Sledované systémy tenká vrstva-substrát
0,9TiN
3,2TiAlSiN
1,8TiAlN (nACo)
Tloušťka [µm]VRSTVA
Substrát – slinutý karbid K20

•Kalotest •Mikrotvrdost•Fretting test •Scratch test•Vliv teplotní zátěže na tribologické vlastnosti systému tenká vrstva - substrát •Impact test•Stav povrchu systémů a měření drsnosti •Komplexní posouzení procesů odehrávající se při technologické zkoušce trvanlivosti břitu při soustružení a frézování - měření trvanlivosti - měření jakosti obrobené plochy – tvrdost, drsnost - měření chvění nástroje - měření průběhu řezných sil - tvorba třísky – sledování vysokorychlostní kamerou - metalografický rozbor získaných třísek - tepelné zatížení nástroje – měření termokamerou - dotykovým termočlánkem - kalibrací vysokorychlostní kamery
Provedené analýzy
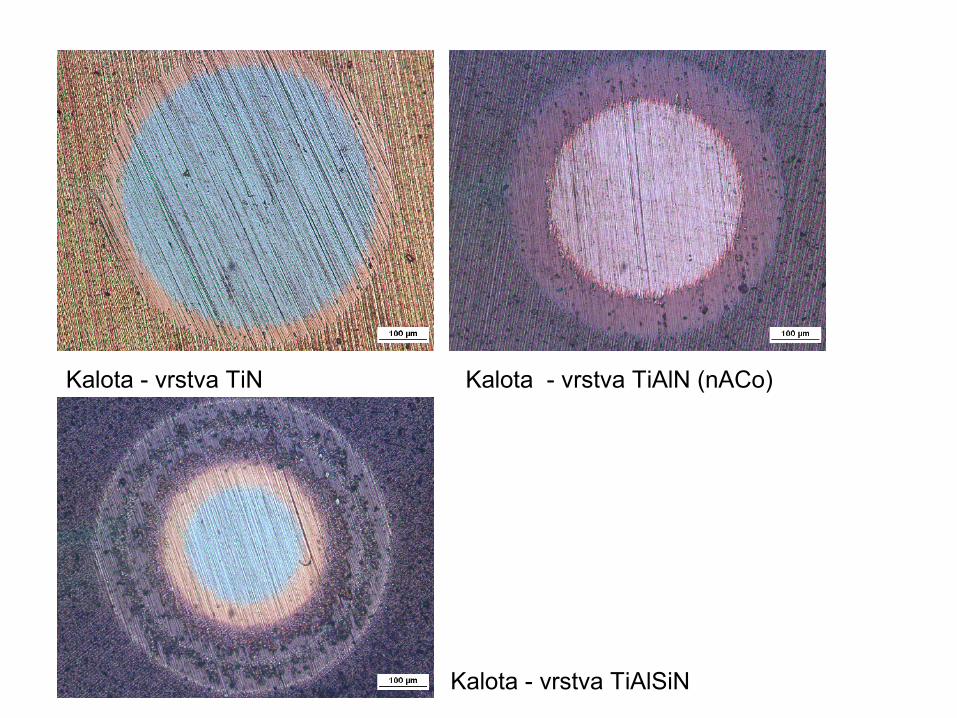
Kalota - vrstva TiN Kalota - vrstva TiAlN (nACo)
Kalota - vrstva TiAlSiN
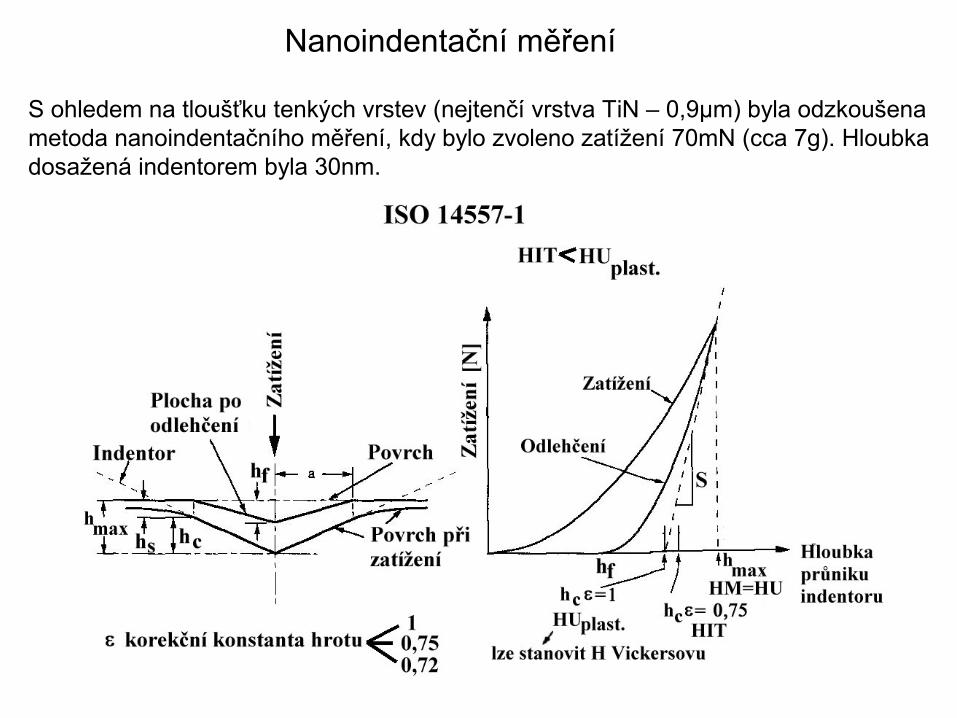
Nanoindentační měření
S ohledem na tloušťku tenkých vrstev (nejtenčí vrstva TiN – 0,9μm) byla odzkoušena metoda nanoindentačního měření, kdy bylo zvoleno zatížení 70mN (cca 7g). Hloubka dosažená indentorem byla 30nm.

Energie spotřebovaná na deformace
5,265 5,48 5,304 5,375 5,81 5,898 5,762
4,616 4,523,777 3,666 3,145 3,004 3,656
0
2
4
6
8
10
12
TiN (20°C) TiN (400°C) TiAlSiN(20°C)
TiAlSiN(400°C)
nACo (20°C) nACo(400°C)
nACo (800°C)
Ener
gie
[nJ]
Elas tická energie [nJ]
Plas tická energie [nJ]
Indentační mikrotvrdost
26,1 24,8
34,432,3
35,339,3
35,2
0
5
10
15
20
25
30
35
40
45
TiN (20°C) TiN (400°C) TiAlSiN(20°C)
TiAlSiN(400°C)
nACo (20°C) nACo(400°C)
nACo (800°C)
[GPa
]
HIT [GPa]

Energie spotřebovaná na deformace
5,265 5,48 5,304 5,375 5,81 5,898 5,762
4,616 4,523,777 3,666 3,145 3,004 3,656
0
2
4
6
8
10
12
TiN (20°C) TiN (400°C) TiAlSiN(20°C)
TiAlSiN(400°C)
nACo (20°C) nACo(400°C)
nACo (800°C)
Ene
rgie
[nJ]
Elas tická energie [nJ]
Plas tická energie [nJ]
Podíl Wr/We87,782,5
71,2 68,2
54,1 50,9
63,4
0
10
20
30
40
50
60
70
80
90
100
TiN (20°C) TiN (400°C) TiAlSiN(20°C)
TiAlSiN(400°C)
nACo (20°C) nACo(400°C)
nACo (800°C)

Fretting test
250010NSi3N44
100010NSi3N43
10002NSi3N42
5001Nocel 14 1091
počet cyklůZatíženíMateriál „PIN“ tělískatest
Parametry Fretting testu
500 cyklů, zatížení 1N, PIN 14 109 TiN
1000 cyklů, zatížení 2N, PIN Si3N4
1000 cyklů, zatížení 10N, PIN Si3N4
2500 cyklů, zatížení 10N, PIN Si3N4
-TiAlSiN 400°CTiAlSiN 20°CTiAlSiN
nACo 800°CnACo 400°CnACo 20°CTiAlN
-TiN 400°CTiN 20°CTiN
stav 3stav 2stav 1vrstva
Teplotní zatížení analyzovaných systémů

TiN
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0 500 1000 1500 2000 2500 3000počet cyklů
koef
icie
nt tř
ení TiN 1_1000
TiN 1_2500TiN 3_1000TiN3_2500
TiAlN
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0 500 1000 1500 2000 2500
počet cyklů
koef
icie
nt tř
ení
TiAlN 1_1000TiAlN 1_2500TiAlN 3_1000TiAlN 3_2500TiAlN 4_1000TiAlN 4_2500
;
TiAlSiN
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0 500 1000 1500 2000 2500
počet cyklů
koef
icie
nt tř
ení TiAlSiN 1 _1000
TiAlSiN 1 _2500TiAlSiN 3 _1000TiAlSiN 3 _2500
Průběh koeficientu tření
TiAlN
TiN
TiAlSiN
10

U vrstvy TiN (bez teplotní zátěže) nenastalo poškození vrstvy do oblasti substrátu Je to důsledkem její velmi dobré houževnatosti (viz výsledky z mikrotvrdosti). Teplotní zatížení vedlo k rozvoji nepatrných defektů ve vytvořené stopě. Přesto koeficient opotřebení byl u nezatížené vrstvy vyšší, než po tepelném zatížení.
U vrstvy TiAlN byl pozorován v obou případech tepelné zátěže (400; 800°C) nárůst poškození. Toto poškození v některých lokalitách zasahuje až do oblasti substrátu. Na průběhu koeficientu opotřebení se projevila změna vlastností zjištěných při nanoindentačních měření. Při teplotním zatížení 800°C sice poklesla mikrotvrdost, ale zvýšila se houževnatost a to se projevilo snížením defektů ve fretting stopě i nižším koeficientem opotřebení.
U vrstvy TiAlSiN byly rovněž zjištěny defekty ve fretting stopě, ale nebyly takového rozsahu jako u TiAlN. Tepelné zatížení této vrstvy opět vyvolalo větší opotřebení a zvětšení rozsahu defektů.

Scratch test
0
10
20
30
40
50
60
70
80
90
TiN 20°C TiN 400°C TiAlN 20°C TiAlN400°C
TiAlN800°C
TiAlSiN20°C
TiAlSiN400°C
Krit
ické
zat
ížen
í [N
]
Lc1Lc2Lc3Ls
Hodnoty sil popisující jednotlivá poškození u analyzovaných systémů
Porušení asociované silou: (a) LC1 (b) LC2 (c) LC3
Parametry zkoušky při použití standardních podmínek měření – 10 mm/min a 100 N/min., zatížení 0-80 N, indentor je diamantový Rockwellův kužel s vrcholovým úhlem 120° a s poloměrem zaoblení špičky hrotu 200 mm.
V žádném sledovaném případě nenastalo při maximálním zatížení 80N souvislé poškození vrstvy až do oblasti substrátu. Jednotlivá poškození byla pouze lokálního charakteru. Ani v jednom případě se neprokázal výrazný vliv teplotní exploatace na výsledné vlastnosti.
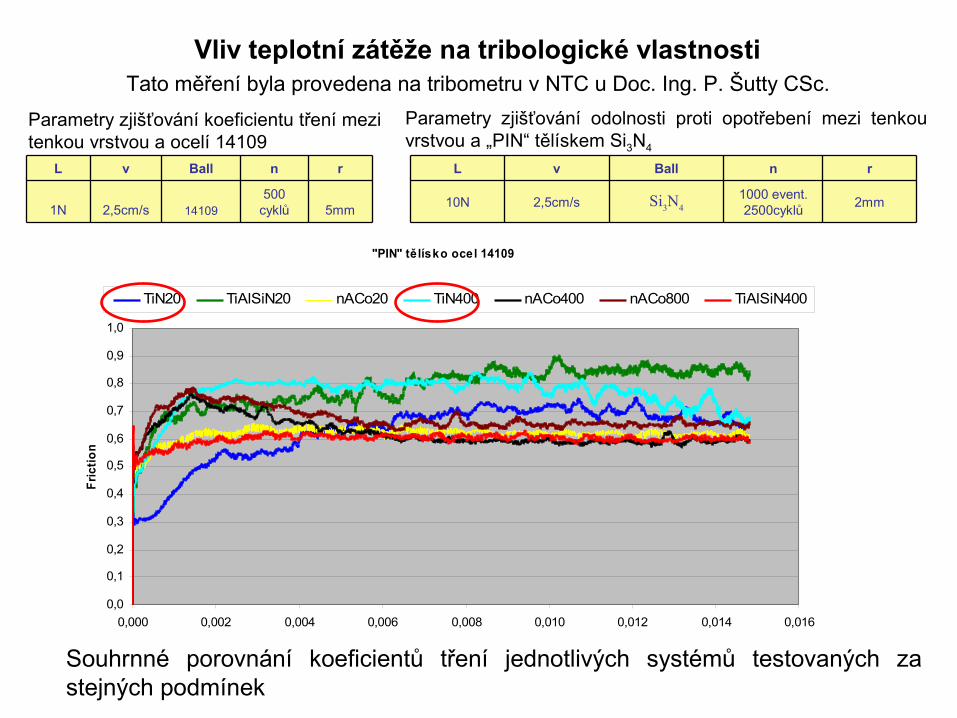
Vliv teplotní zátěže na tribologické vlastnostiTato měření byla provedena na tribometru v NTC u Doc. Ing. P. Šutty CSc.
"PIN" tělísko ocel 14109
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
0,000 0,002 0,004 0,006 0,008 0,010 0,012 0,014 0,016
Fric
tion
TiN20 TiAlSiN20 nACo20 TiN400 nACo400 nACo800 TiAlSiN400
5mm500
cyklů141092,5cm/s1N
rnBallvL
Parametry zjišťování koeficientu tření mezi tenkou vrstvou a ocelí 14109
Parametry zjišťování odolnosti proti opotřebení mezi tenkou vrstvou a „PIN“ tělískem Si3N4
2mm1000 event. 2500cyklůSi3N42,5cm/s10N
rnBallvL
Souhrnné porovnání koeficientů tření jednotlivých systémů testovaných za stejných podmínek

Jedině u vrstvy TiN byl koeficient tření nižší v dodaném stavu, než byl zaznamenán na vzorku po teplotní exploataci.
U ostatních vrstev došlo teplotní exploatací k povrchové změně, která zapříčinila snížení koeficientu tření. Tuto změnu nelze omezit pouze na povrch, kde se dozajista vytváří různé oxidické filmy, ale na větší hloubku.
Tenký oxidický film se během velmi krátké doby kontaktního namáhání odstranil, přesto koeficient tření nevzrůstal, naopak jako např. u vrstvy TiAlN poklesl (obě teplotní exploatace 400; 800°C).

Impact test
Pro testování vrstev bylo zvoleno dvou zátěžných sil a to F= 2 N a F= 5 N (při dopadové výšce 10 mm odpovídá dopadové energii E= 0,044 J a E= 0,074 J) a počet úderů 1000; 25000; 5000; 10 000 .
17

Impactové krátery
Vrstva TiN 20°C, F= 10 N po: a) 1000, b) 2500, c) 5000 úderech
Vrstva TiAlN, F= 10 N po: a) 1000, b) 2500, c) 5000 úderech
18
Pro všechny zkoumané vzorky byla charakteristická vysoká odolnost vůči rázovému únavovému opotřebení. Z hlediska okamžiku odhalení substrátu nejlépe odolával, z teplotně neovlivněných vzorků, vzorek s vrstvou TiN. U zbývajících dvou teplotně neovlivněných vzorků s vrstvami TiAlN a TiAlSiN nelze jednoznačně určit, která z těchto vrstev měla lepší odolnost, neboť počet úderů nutných k odhalení substrátu byl u obou vzorcích prakticky totožný. Z experimentů dále vyplývá pozitivní vliv adhezních vrstev TiN, které byly přítomny u vzorků s vrstvami TiAlN a TiAlSiN. Tyto adhezní vrstvy se prokazatelně podílely na zvýšení odolnosti systémů tenká vrstva-substrát, tím že zlepšovaly adhezi vnější vrstvy k substrátu a tak zvyšovaly počet impactů nutných k celkovému porušení vrstvy.Zahřátím vzorků s vrstvou TiN na teplotu 400°C a TiAlN na teplotu 400 a 800°C došlo k prokazatelnému zvýšení odolnosti vůči nízkocyklovému (tj. do 5000 úderů) rázovému únavovému opotřebení. Největší zvýšení odolnosti vykazoval vzorek s vrstvou TiAlN zahřátý na teplotu 800°C. Toto zvýšení odolnosti je pravděpodobně zapříčiněno zvýšením drsnosti povrchu vzorku tvorbou oxidického filmu a oxidických produktů ze substrátu. Zvýšená drsnost účinně zamezovala rovnoměrnému kontaktu mezi vrstvou a zkušebním tělískem, což se projevilo snížením opotřebením.
Impact test - pokračování

Komplexní posouzení procesů odehrávající se při technologické zkoušce trvanlivosti břitu při soustružení a frézování
měření trvanlivosti - měření jakosti obrobené plochy – tvrdost, drsnost - měření chvění nástroje - měření průběhu řezných sil - tvorba třísky – sledování vysokorychlostní kamerou - metalografický rozbor získaných třísek - tepelné zatížení nástroje – měření termokamerou - dotykovým termočlánkem - kalibrací vysokorychlostní kamery
Pracoviště CNC soustruhu s instalovanou měřicí aparaturou
Pracoviště NC frézky s instalovanou měřicí aparaturou

Tool wear at the end of the tool wear linear area
0
50
100
150
200
250
300
350
400
TiAlN TiAlN 400°C TiAlN 800°C TiAlSiN
Tim
e T
[s]
Tool wear at the end of the tool wear linear area
Trvanlivost ostří frézy při obrábění oceli 19436

1. 2. 3. 4. 5.Dosažená trvanlivost [s]
TiAlSiN260
TiAlN 400185
TiN180
TiAlN160
TiAlN 800115
Velikost řezné síly [N]
TiAlN 400708
TiAlSiN771
TiAlN786
TiN1097
TiAlN 8001485
Velikost opotřeb. VBB [μm]
TiAlN 40044
TiAlN46
TiAlSiN76
TiN92
TiAlN 800110
Výše teploty v oblasti řezu [°C]
TiAlSiN83
TiAlN 40090
TiN99
TiAlN142
TiAlN 800151
Drsnost povrchu obrobku Ra [μm]
TiAlSiN0,42
TiN0,52
TiAlN 4000,72
TiAlN1,06
TiAlN 8001,73
Frézování – souhrnná tabulka
23
Závěr
Rozsáhlé laboratorní testy i technologické zkoušky prokázaly, že je nutné věnovat pozornost teplotám při obrábění, neboť iniciují celou řadu procesů, které nelze testy při pokojových teplotách obsáhnout.
Experimenty s teplotní exploatací řezných nástrojů (VBD) s tenkými vrstvami ukázaly, že nejsme tak vzdálení od okamžiku, kdy by bylo možné po depozici provádět tepelné zpracování za účelem zlepšení užitných vlastností.
Další možností tepelného zatížení systémů tenká vrstva-substrát je kontrola stavu pokrytí a odhalení případných defektů a to především v oblasti řezných hran.

















