20
Keeping the Customer First TUNGALOY Vrtání otvorů s nejlepší ekonomičností na trhu! Tungaloy Report No. 409-CZ Vrtáky s břitovými destičkami TDS typ Novin- ka
Keeping the Customer First
T U N G A L O Y
Vrtání otvorů s nejlepší ekonomičností na trhu!
Tungaloy Report No. 409-CZ
Vrtáky s břitovými destičkami
TDS typ
Novin-ka
2
1 2
3
4
6
5
28.2
28.1
28.0
27.9
28.2
28.1
28.0
27.9
øDc = ø28 mmVc = 140 m/min
øDc = ø28 mmVc = 140 m/min
Průměr otvoru
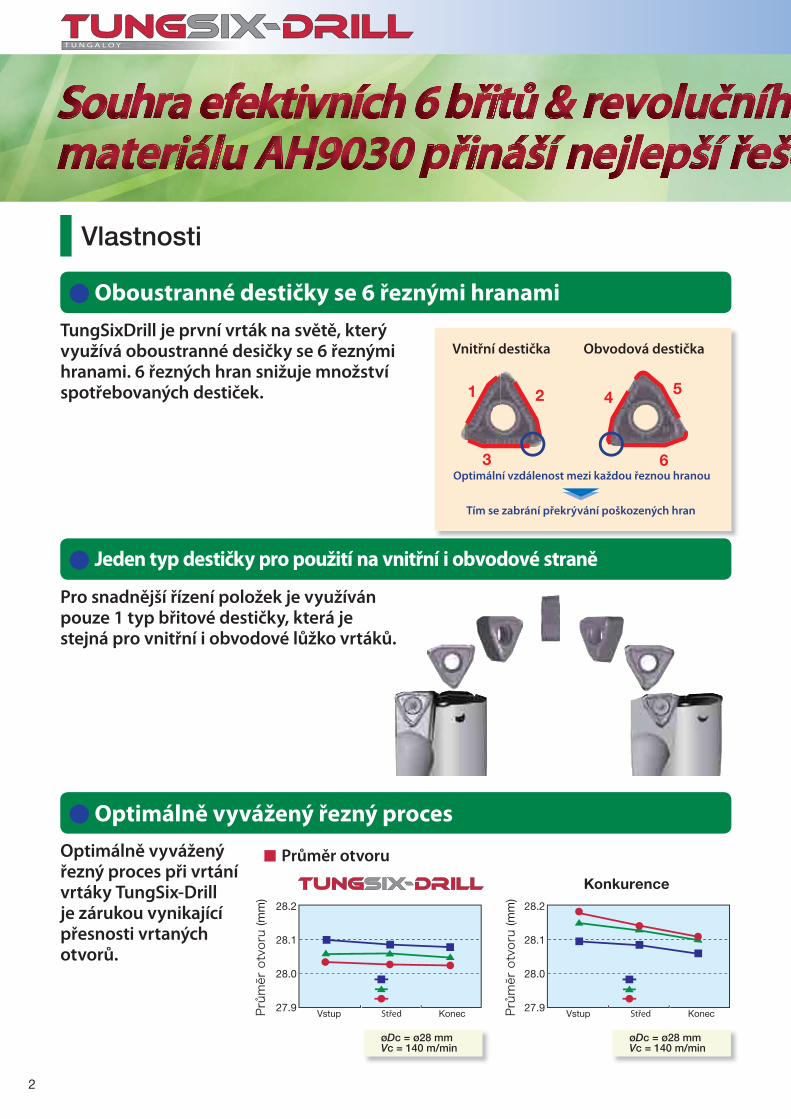
Konkurence
Vstup VstupStřed StředKonec Konec
Oboustranné destičky se 6 řeznými hranami
Jeden typ destičky pro použití na vnitřní i obvodové straně
Optimálně vyvážený řezný proces
Vlastnosti
TungSixDrill je první vrták na světě, který využívá oboustranné desičky se 6 řeznými hranami. 6 řezných hran snižuje množství spotřebovaných destiček.
Pro snadnější řízení položek je využíván pouze 1 typ břitové destičky, která je stejná pro vnitřní i obvodové lůžko vrtáků.
Optimálně vyvážený řezný proces při vrtání vrtáky TungSix-Drill je zárukou vynikající přesnosti vrtaných otvorů.
Vnitřní destička Obvodová destička
Průměr otvoru
(mm
)
Průměr otvoru
(mm
)
Optimální vzdálenost mezi každou řeznou hranou
Tím se zabrání překrývání poškozených hran
3
AH9030
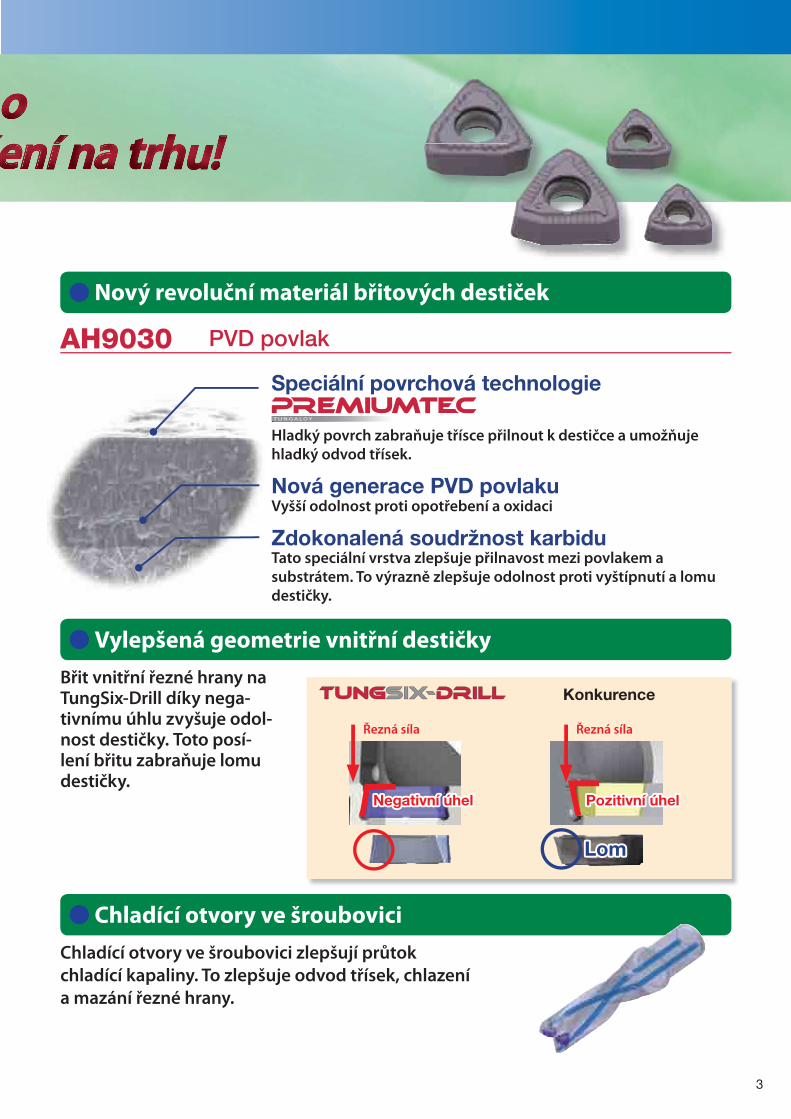
Nový revoluční materiál břitových destiček
Vylepšená geometrie vnitřní destičky
Chladící otvory ve šroubovici
Břit vnitřní řezné hrany na TungSix-Drill díky nega-tivnímu úhlu zvyšuje odol-nost destičky. Toto posí-lení břitu zabraňuje lomu destičky.
Chladící otvory ve šroubovici zlepšují průtok
chladící kapaliny. To zlepšuje odvod třísek, chlazení
a mazání řezné hrany.
Negativní úhel Pozitivní úhel
Lom
PVD povlak
T U N G A L O Y
Nová generace PVD povlaku
Speciální povrchová technologie
Hladký povrch zabraňuje třísce přilnout k destičce a umožňuje hladký odvod třísek.
Zdokonalená soudržnost karbiduTato speciální vrstva zlepšuje přilnavost mezi povlakem a substrátem. To výrazně zlepšuje odolnost proti vyštípnutí a lomu destičky.
Vyšší odolnost proti opotřebení a oxidaci
Konkurence
Řezná síla Řezná síla
4
AH903014.5 90.8 2.8 (Ti, Al)N 5
P20 - P35
AH903014.5 90.8 2.8 (Ti, Al)N 5
M20 - M35
OK
Aplikace Vlastnosti
Materiál Podklad Povrchová vrstva
Materiál
Typy utvařečů
DJ typ Univerzální utvařeč pro většinu aplikací. Díky nízké řezné síle umožňuje stabilní vrtání.
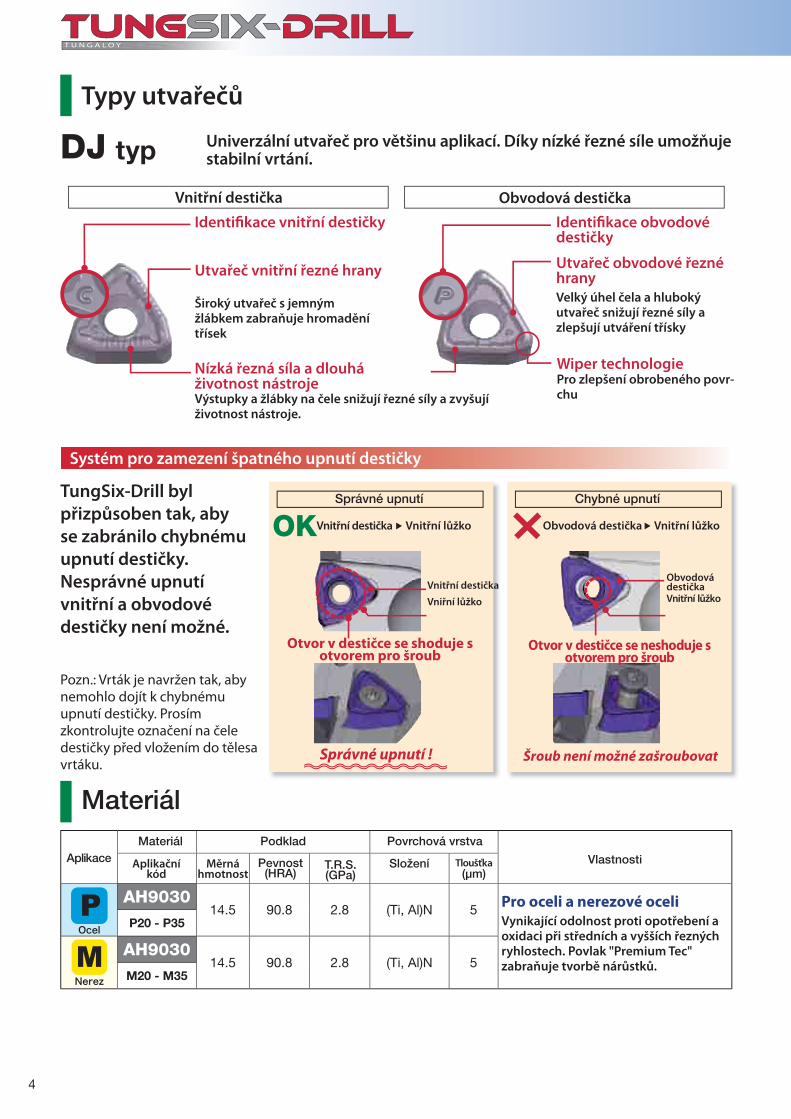
TungSix-Drill byl
přizpůsoben tak, aby
se zabránilo chybnému
upnutí destičky.
Nesprávné upnutí
vnitřní a obvodové
destičky není možné.
Systém pro zamezení špatného upnutí destičky
Ocel
Nerez
Pro oceli a nerezové oceliVynikající odolnost proti opotřebení a oxidaci při středních a vyšších řezných ryhlostech. Povlak "Premium Tec" zabraňuje tvorbě nárůstků.
Aplikačníkód
Měrnáhmotnost
SloženíPevnost(HRA)
T.R.S.(GPa)
Tloušťka(µm)
Pozn.: Vrták je navržen tak, aby nemohlo dojít k chybnému upnutí destičky. Prosím zkontrolujte označení na čele destičky před vložením do tělesa vrtáku.
Správné upnutí Chybné upnutí
Otvor v destičce se shoduje s otvorem pro šroub
Otvor v destičce se neshoduje s otvorem pro šroub
Správné upnutí ! Šroub není možné zašroubovat
Vnitřní destička Obvodová destičkaVnitřní lůžko Vnitřní lůžko
Vnitřní destičkaObvodová destička
Vniřní lůžko Vnitřní lůžko
Široký utvařeč s jemným žlábkem zabraňuje hromadění třísek
Velký úhel čela a hluboký utvařeč snižují řezné síly a zlepšují utváření třísky
Výstupky a žlábky na čele snižují řezné síly a zvyšují životnost nástroje.
Pro zlepšení obrobeného povr-chu
Utvařeč vnitřní řezné hrany
Identifi kace vnitřní destičky
Utvařeč obvodové řezné hrany
Identifi kace obvodové destičky
Nízká řezná síla a dlouhá životnost nástroje
Wiper technologie
Vnitřní destička Obvodová destička
5
4.5
4
3.5
3
2.5
2
1.5
1
0.5
0f = 0.06 f = 0.1 f = 0.15
0.4
0.3
0.2
0.1
05 10 15 20
0.35
0.3
0.25
0.2
0.15
0.1
0.05
0 0.5 1
100 150 200
20 mm
0.1
0.15
0.2
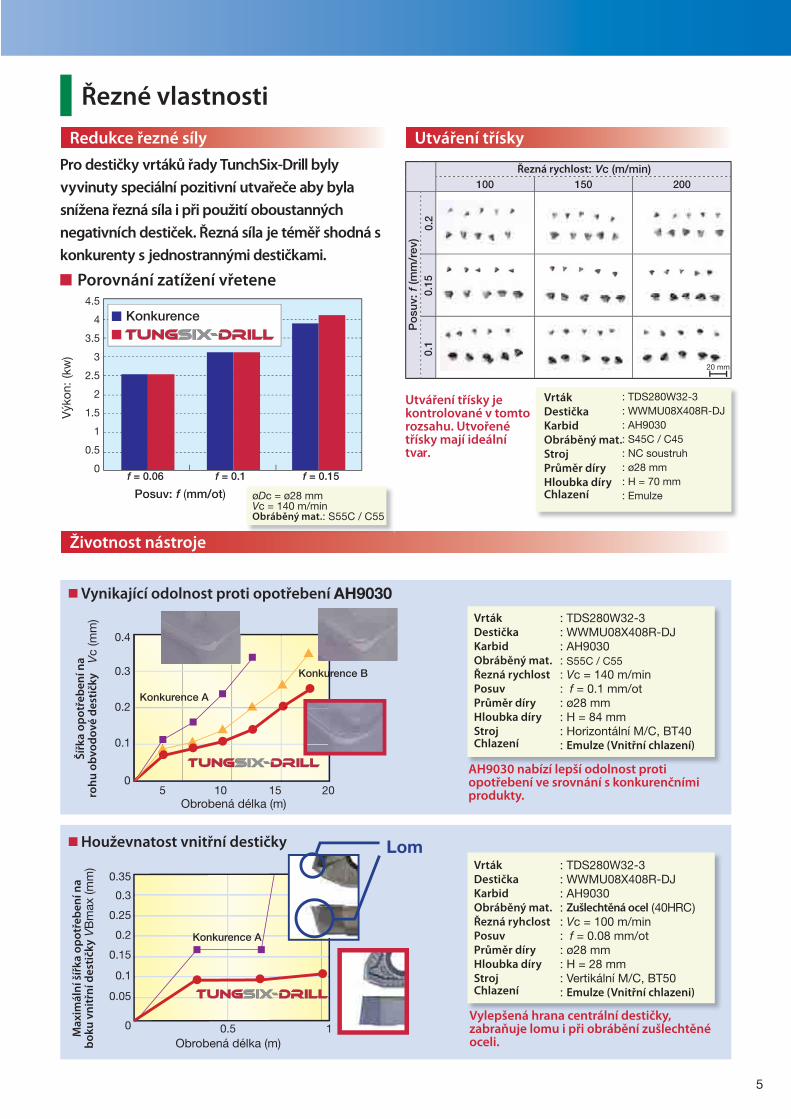
Řezné vlastnosti
: TDS280W32-3: WWMU08X408R-DJ: AH9030: S45C / C45: NC soustruh: ø28 mm: H = 70 mm: Emulze
Po
suv: f
(mm
/rev
)
Řezná rychlost: Vc (m/min)
Utváření třísky je kontrolované v tomto rozsahu. Utvořené třísky mají ideální tvar.
Pro destičky vrtáků řady TunchSix-Drill byly
vyvinuty speciální pozitivní utvařeče aby byla
snížena řezná síla i při použití oboustanných
negativních destiček. Řezná síla je téměř shodná s
konkurenty s jednostrannými destičkami.
øDc = ø28 mmVc = 140 m/minObráběný mat.: S55C / C55
Porovnání zatížení vřetene
Výk
on: (
kw)
Posuv: f (mm/ot)
Konkurence
Redukce řezné síly Utváření třísky
Vynikající odolnost proti opotřebení AH9030
Houževnatost vnitřní destičky
AH9030 nabízí lepší odolnost proti opotřebení ve srovnání s konkurenčními produkty.
Vylepšená hrana centrální destičky, zabraňuje lomu i při obrábění zušlechtěné oceli.
Konkurence A
Konkurence A
Konkurence B
Šíř
ka
op
otř
eb
en
í na
ro
hu
ob
vo
do
vé
de
stič
ky
Vc
(mm
)M
ax
imá
lní š
ířk
a o
po
tře
be
ní n
a
bo
ku
vn
itřn
í de
stič
ky V
Bm
ax (m
m)
Životnost nástroje
: TDS280W32-3: WWMU08X408R-DJ: AH9030: S55C / C55: Vc = 140 m/min: f = 0.1 mm/ot: ø28 mm: H = 84 mm: Horizontální M/C, BT40: Emulze (Vnitřní chlazení)
: TDS280W32-3: WWMU08X408R-DJ: AH9030: Zušlechtěná ocel (40HRC): Vc = 100 m/min: f = 0.08 mm/ot: ø28 mm: H = 28 mm: Vertikální M/C, BT50: Emulze (Vnitřní chlazeni)
Lom
VrtákDestičkaKarbidObráběný mat.StrojPrůměr díryHloubka díryChlazení
VrtákDestičkaKarbidObráběný mat.Řezná rychlostPosuvPrůměr díryHloubka díryStrojChlazení
VrtákDestičkaKarbidObráběný mat.Řezná ryhclostPosuvPrůměr díryHloubka díryStrojChlazení
Obrobená délka (m)
Obrobená délka (m)
6
øDc øDs øD r rs L
TDS280W32-2 ● 28
32 40
56
55
145 1.3 0.6
WWMU08X408R-DJ CSTB-3 T-9D
TDS290W32-2 ● 29 58 148 1.1 0.7
TDS300W32-2 ● 30 60 151 0.8 0.7
TDS310W32-2 ● 31 62 154 0.5 0.7
TDS320W32-2 ● 32 64 157 0.2 0.8
TDS330W40-2 ● 33
40 50
66
65
170 1.7 1.2
WWMU09X510R-DJ CSTB-4 T-15D
TDS340W40-2 ● 34 68 173 1.4 1.2
TDS350W40-2 ● 35 70 176 1.2 1.2
TDS360W40-2 ● 36 72 179 0.9 1.3
TDS370W40-2 ● 37 74 182 0.7 1.3
TDS380W40-2 ● 38 76 185 0.4 1.3
TDS390W40-2 ● 39
40
50
78
65
188 2.2 1.4
WWMU11X512R-DJ CSTB-5 T-20D
TDS400W40-2 ● 40 80 191 1.9 1.4
TDS410W40-2 ● 41 82 194 1.7 1.5
TDS420W40-2 ● 42
55
84 197 1.5 1.6
TDS430W40-2 ● 43 86 200 1.3 1.6
TDS440W40-2 ● 44 88 203 1 1.7
TDS450W40-2 ● 45 90 206 0.7 1.7
TDS460W40-2 ● 46 92 209 0.4 1.8
TDS470W40-2 ● 47
40 55
94
65
212 2.6 1.9
WWMU13X512R-DJ CSTB-5 T-20D
TDS480W40-2 ● 48 96 215 2.4 1.9
TDS490W40-2 ● 49 98 218 2.2 1.9
TDS500W40-2 ● 50 100 221 2 2.0
TDS510W40-2 ● 51 102 224 1.7 2.1
TDS520W40-2 ● 52 104 227 1.5 2.2
TDS530W40-2 ● 53 106 230 1.3 2.3
TDS540W40-2 ● 54 108 233 1 2.4
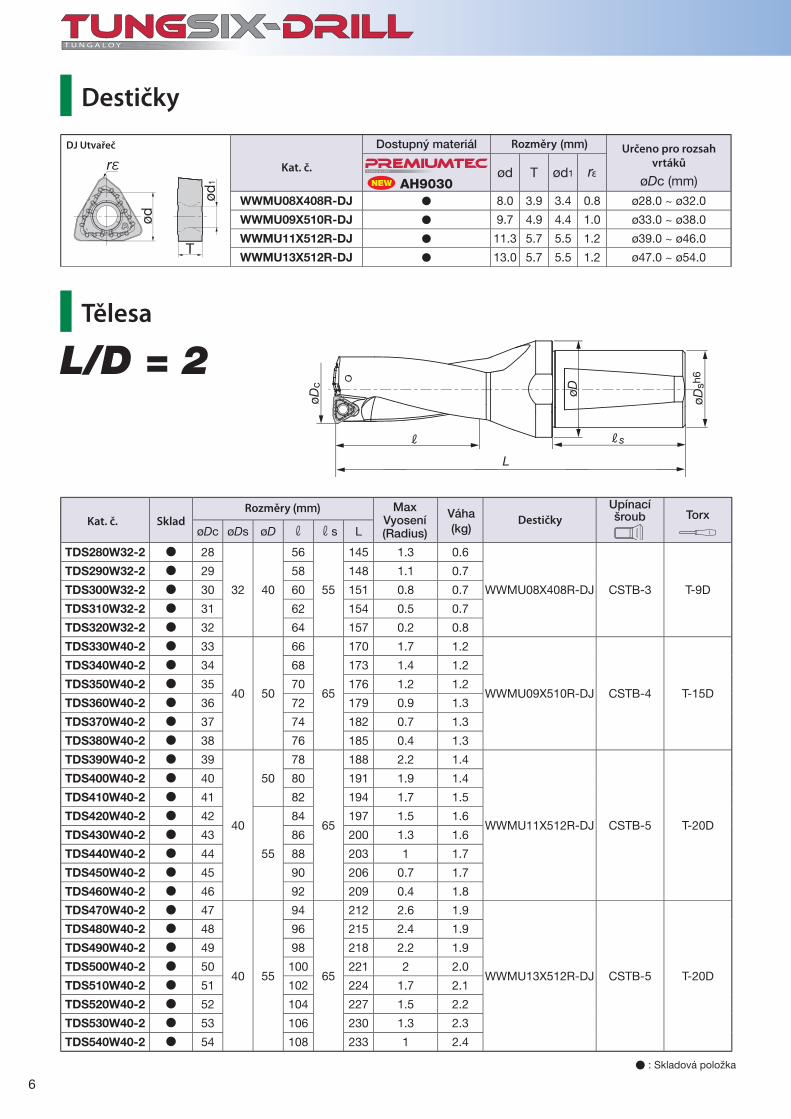
øDc (mm)AH9030ød T ød1 rε
WWMU08X408R-DJ � 8.0 3.9 3.4 0.8 ø28.0 ~ ø32.0
WWMU09X510R-DJ � 9.7 4.9 4.4 1.0 ø33.0 ~ ø38.0
WWMU11X512R-DJ � 11.3 5.7 5.5 1.2 ø39.0 ~ ø46.0
WWMU13X512R-DJ � 13.0 5.7 5.5 1.2 ø47.0 ~ ø54.0
rε
T
ød1
ød
L/D = 2
T U N G A L O Y
L
R Rs
øDc
øDsh
6
øD
NEW
Destičky
Tělesa
DJ Utvařeč
Kat. č.
Dostupný materiál Rozměry (mm)
Kat. č. SkladRozměry (mm)
DestičkyMax
Vyosení(Radius)
Váha(kg)
Upínací šroub Torx
Určeno pro rozsahvrtáků
� : Skladová položka
7
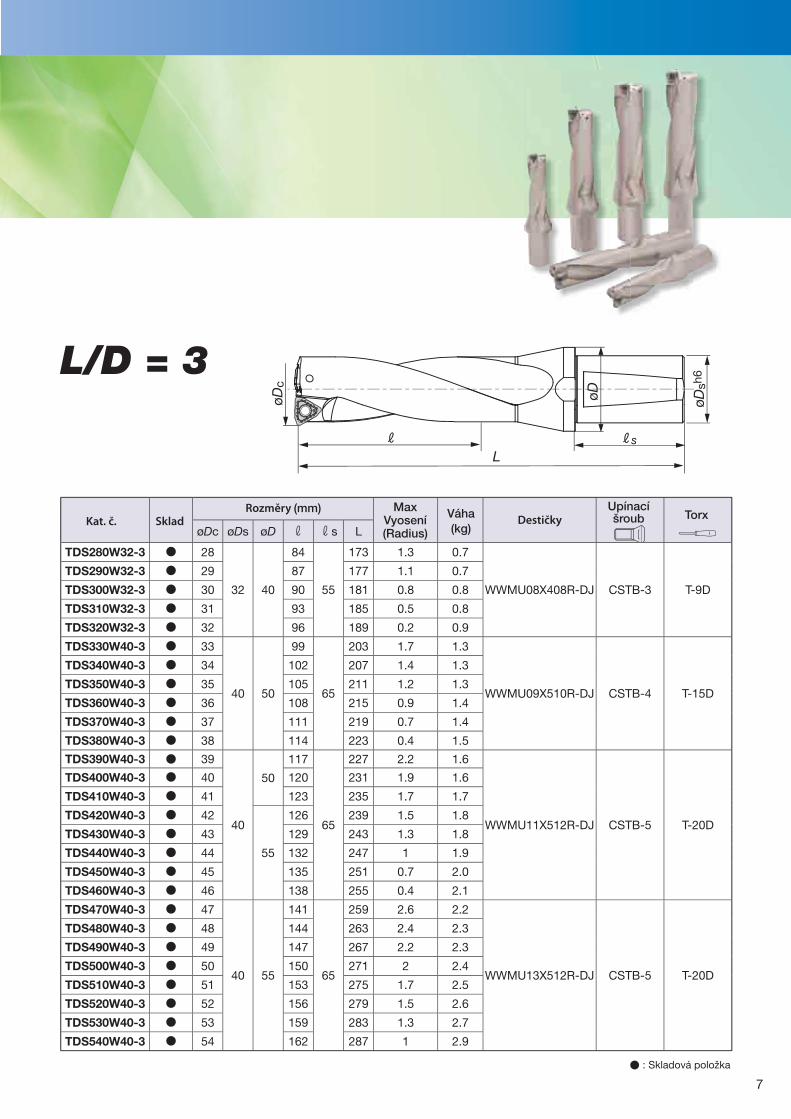
L/D = 3
øDc øDs øD r rs L
TDS280W32-3 ● 28
32 40
84
55
173 1.3 0.7
WWMU08X408R-DJ CSTB-3 T-9D
TDS290W32-3 ● 29 87 177 1.1 0.7
TDS300W32-3 ● 30 90 181 0.8 0.8
TDS310W32-3 ● 31 93 185 0.5 0.8
TDS320W32-3 ● 32 96 189 0.2 0.9
TDS330W40-3 ● 33
40 50
99
65
203 1.7 1.3
WWMU09X510R-DJ CSTB-4 T-15D
TDS340W40-3 ● 34 102 207 1.4 1.3
TDS350W40-3 ● 35 105 211 1.2 1.3
TDS360W40-3 ● 36 108 215 0.9 1.4
TDS370W40-3 ● 37 111 219 0.7 1.4
TDS380W40-3 ● 38 114 223 0.4 1.5
TDS390W40-3 ● 39
40
50
117
65
227 2.2 1.6
WWMU11X512R-DJ CSTB-5 T-20D
TDS400W40-3 ● 40 120 231 1.9 1.6
TDS410W40-3 ● 41 123 235 1.7 1.7
TDS420W40-3 ● 42
55
126 239 1.5 1.8
TDS430W40-3 ● 43 129 243 1.3 1.8
TDS440W40-3 ● 44 132 247 1 1.9
TDS450W40-3 ● 45 135 251 0.7 2.0
TDS460W40-3 ● 46 138 255 0.4 2.1
TDS470W40-3 ● 47
40 55
141
65
259 2.6 2.2
WWMU13X512R-DJ CSTB-5 T-20D
TDS480W40-3 ● 48 144 263 2.4 2.3
TDS490W40-3 ● 49 147 267 2.2 2.3
TDS500W40-3 ● 50 150 271 2 2.4
TDS510W40-3 ● 51 153 275 1.7 2.5
TDS520W40-3 ● 52 156 279 1.5 2.6
TDS530W40-3 ● 53 159 283 1.3 2.7
TDS540W40-3 ● 54 162 287 1 2.9
LR Rs
øDc
øDsh
6
øD
Kat. č. SkladRozměry (mm)
DestičkyMax
Vyosení(Radius)
Váha(kg)
Upínací šroub Torx
� : Skladová položka
8
Vc (m/min)øDc (mm)
ø28 ~ ø32 ø33 ~ ø54
160 - 320 0.04 - 0.10 0.04 - 0.10
80 - 250 0.06 - 0.15 0.08 - 0.18
160 - 250 0.06 - 0.12 0.06 - 0.14
80 - 200 0.06 - 0.15 0.08 - 0.18
100 - 200 0.04 - 0.12 0.04 - 0.12
100 - 200 0.04 - 0.12 0.04 - 0.12
80 - 120 0.04 - 0.10 0.06 - 0.10
80 - 250 0.06 - 0.18 0.08 - 0.20
80 - 200 0.06 - 0.18 0.08 - 0.20
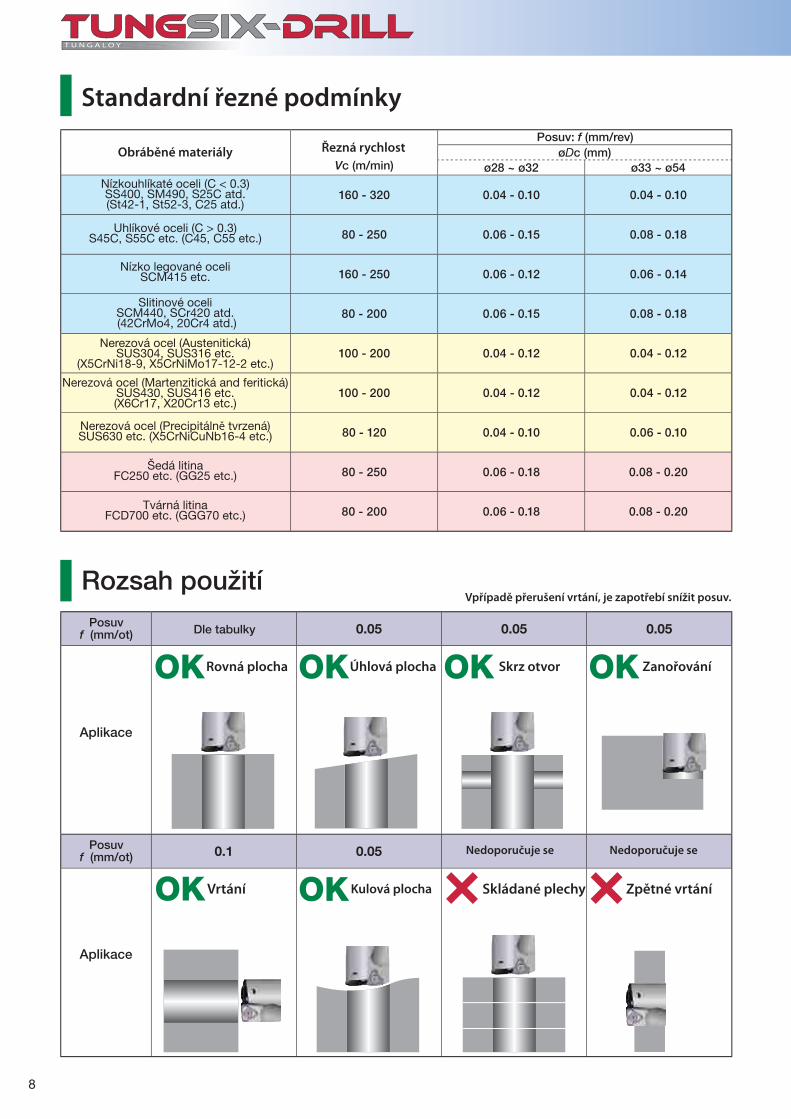
0.05 0.05 0.05
0.1 0.05
OK
OK
OK
OK
OK OK
Standardní řezné podmínky
Rozsah použití
Obráběné materiályPosuv: f (mm/rev)
Řezná rychlost
Aplikace
Aplikace
Dle tabulky
Rovná plocha Úhlová plocha Skrz otvor Zanořování
Vrtání Kulová plocha Skládané plechy Zpětné vrtání
Nízkouhlíkaté oceli (C < 0.3) SS400, SM490, S25C atd. (St42-1, St52-3, C25 atd.)
Uhlíkové oceli (C > 0.3)S45C, S55C etc. (C45, C55 etc.)
Nízko legované oceliSCM415 etc.
Slitinové oceliSCM440, SCr420 atd. (42CrMo4, 20Cr4 atd.)
Nerezová ocel (Austenitická)SUS304, SUS316 etc.
(X5CrNi18-9, X5CrNiMo17-12-2 etc.)
Nerezová ocel (Martenzitická and feritická)SUS430, SUS416 etc.(X6Cr17, X20Cr13 etc.)
Nerezová ocel (Precipitálně tvrzená)SUS630 etc. (X5CrNiCuNb16-4 etc.)
Šedá litinaFC250 etc. (GG25 etc.)
Tvárná litinaFCD700 etc. (GGG70 etc.)
Vpřípadě přerušení vrtání, je zapotřebí snížit posuv.
Nedoporučuje se Nedoporučuje se
Posuvf (mm/ot)
Posuvf (mm/ot)
9
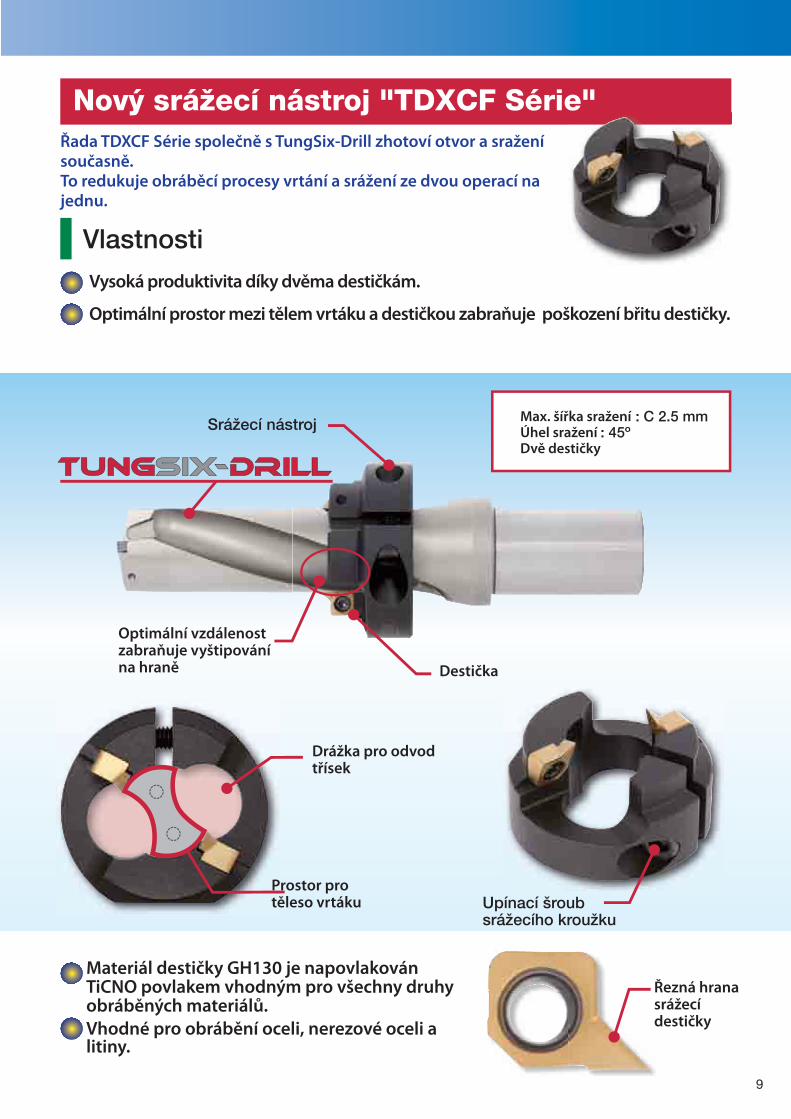
Nový srážecí nástroj "TDXCF Série"
Vlastnosti
Vysoká produktivita díky dvěma destičkám.
Optimální prostor mezi tělem vrtáku a destičkou zabraňuje poškození břitu destičky.
Řada TDXCF Série společně s TungSix-Drill zhotoví otvor a sražení současně. To redukuje obráběcí procesy vrtání a srážení ze dvou operací na jednu.
Materiál destičky GH130 je napovlakován TiCNO povlakem vhodným pro všechny druhy obráběných materiálů.
Řezná hrana srážecí destičky
Upínací šroub srážecího kroužku
Drážka pro odvod třísek
Destička
Optimální vzdálenost zabraňuje vyštipování na hraně
Srážecí nástroj Max. šířka sražení : C 2.5 mmÚhel sražení : 45ºDvě destičky
Vhodné pro obrábění oceli, nerezové oceli a litiny.
Prostor pro těleso vrtáku
10
0.1 0.13
TDXCF
TDXCF
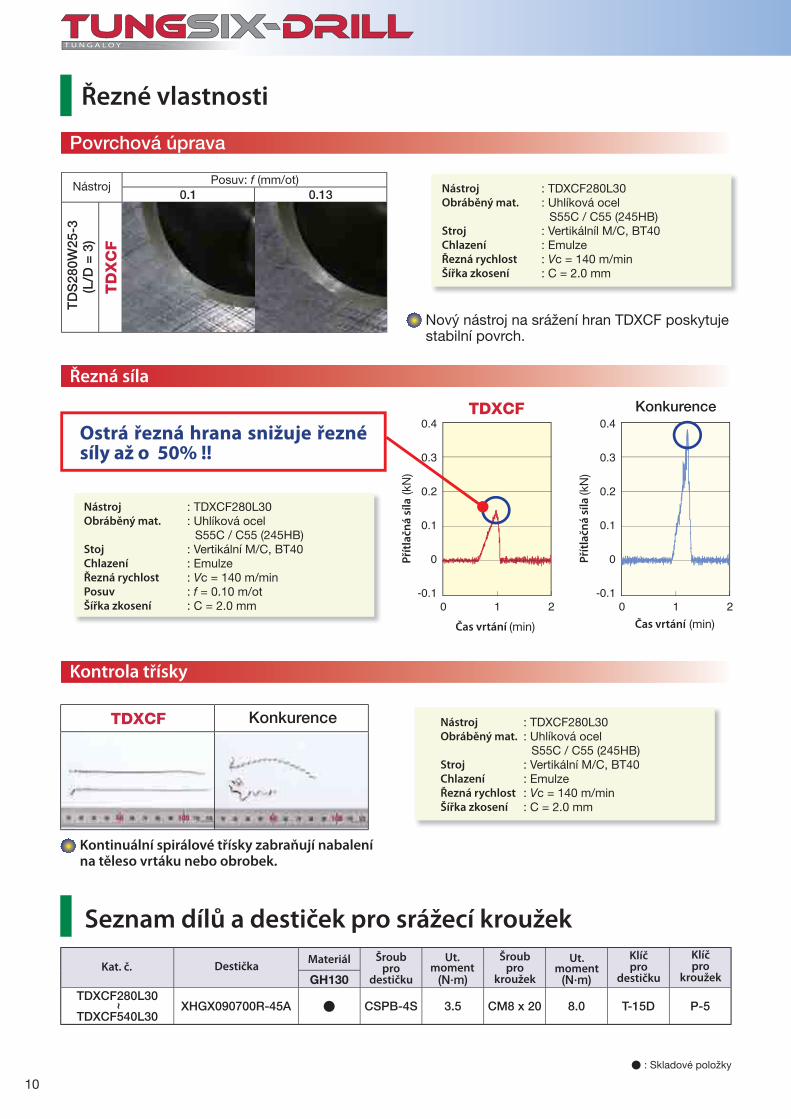
(N·m) (N·m)GH130TDXCF280L30
~
TDXCF540L30XHGX090700R-45A � CSPB-4S 3.5 CM8 x 20 8.0 T-15D P-5
TD
S28
0W25
-3(L
/D =
3)
TD
XC
FŘezné vlastnosti
: TDXCF280L30: Uhlíková ocel S55C / C55 (245HB) : Vertikálníl M/C, BT40: Emulze: Vc = 140 m/min: C = 2.0 mm
Posuv: f (mm/ot)Nástroj
Nový nástroj na srážení hran TDXCF poskytuje stabilní povrch.
Kontinuální spirálové třísky zabraňují nabalení na těleso vrtáku nebo obrobek.
KonkurenceP
řítl
ačn
á s
íla (k
N)
Pří
tla
čná
síl
a (k
N)
Čas vrtání (min) Čas vrtání (min)
Ostrá řezná hrana snižuje řezné síly až o 50% !!
Seznam dílů a destiček pro srážecí kroužek
: TDXCF280L30: Uhlíková ocel S55C / C55 (245HB) : Vertikální M/C, BT40: Emulze: Vc = 140 m/min: f = 0.10 m/ot: C = 2.0 mm
Povrchová úprava
Řezná síla
Kontrola třísky
Konkurence
Nástroj Obráběný mat.
Stroj ChlazeníŘezná rychlost Šířka zkosení
Kat. č. Destička Materiál Šroub
prodestičku
Ut. moment
Ut. moment
Šroubpro
kroužek
Klíčpro
destičku
Klíč pro
kroužek
Nástroj Obráběný mat.
StojChlazeníŘezná rychlostPosuvŠířka zkosení
Nástroj Obráběný mat.
StrojChlazeníŘezná rychlost Šířka zkosení
: TDXCF280L30: Uhlíková ocel S55C / C55 (245HB) : Vertikální M/C, BT40: Emulze: Vc = 140 m/min: C = 2.0 mm
� : Skladové položky
11
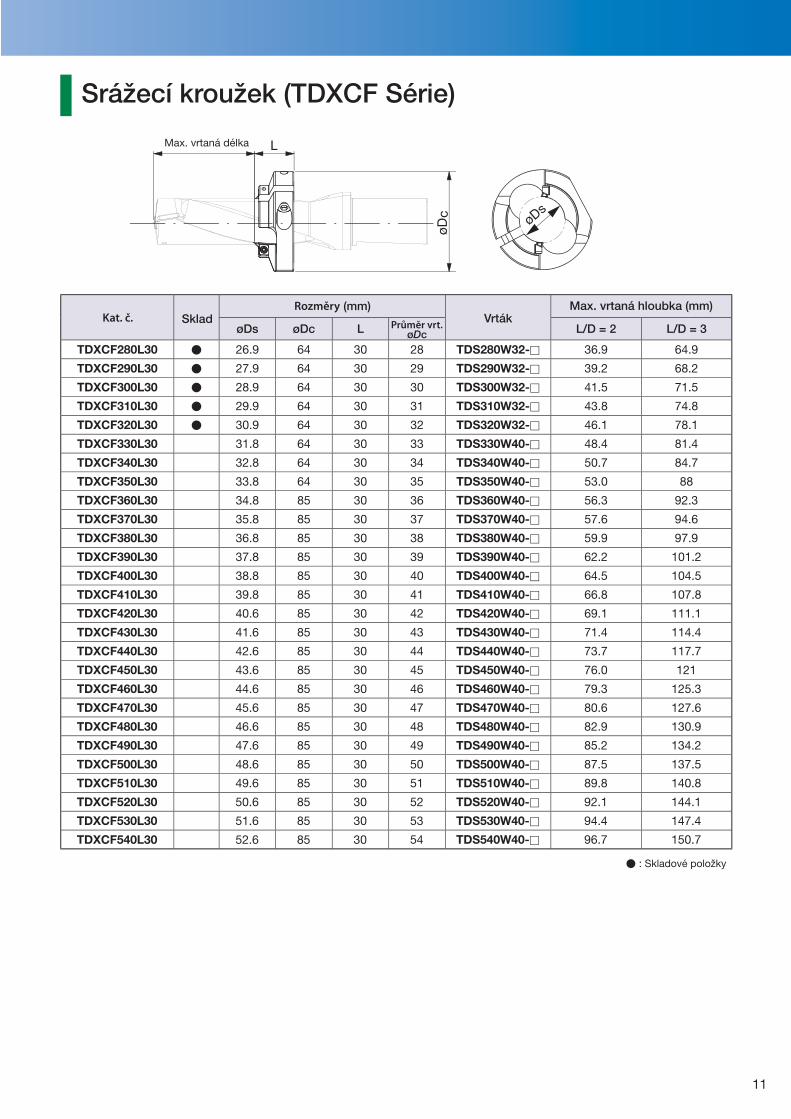
øDs øDc L øDc L/D = 2 L/D = 3
TDXCF280L30 ● 26.9 64 30 28 TDS280W32-� 36.9 64.9
TDXCF290L30 ● 27.9 64 30 29 TDS290W32-� 39.2 68.2
TDXCF300L30 ● 28.9 64 30 30 TDS300W32-� 41.5 71.5
TDXCF310L30 ● 29.9 64 30 31 TDS310W32-� 43.8 74.8
TDXCF320L30 ● 30.9 64 30 32 TDS320W32-� 46.1 78.1
TDXCF330L30 31.8 64 30 33 TDS330W40-� 48.4 81.4
TDXCF340L30 32.8 64 30 34 TDS340W40-� 50.7 84.7
TDXCF350L30 33.8 64 30 35 TDS350W40-� 53.0 88
TDXCF360L30 34.8 85 30 36 TDS360W40-� 56.3 92.3
TDXCF370L30 35.8 85 30 37 TDS370W40-� 57.6 94.6
TDXCF380L30 36.8 85 30 38 TDS380W40-� 59.9 97.9
TDXCF390L30 37.8 85 30 39 TDS390W40-� 62.2 101.2
TDXCF400L30 38.8 85 30 40 TDS400W40-� 64.5 104.5
TDXCF410L30 39.8 85 30 41 TDS410W40-� 66.8 107.8
TDXCF420L30 40.6 85 30 42 TDS420W40-� 69.1 111.1
TDXCF430L30 41.6 85 30 43 TDS430W40-� 71.4 114.4
TDXCF440L30 42.6 85 30 44 TDS440W40-� 73.7 117.7
TDXCF450L30 43.6 85 30 45 TDS450W40-� 76.0 121
TDXCF460L30 44.6 85 30 46 TDS460W40-� 79.3 125.3
TDXCF470L30 45.6 85 30 47 TDS470W40-� 80.6 127.6
TDXCF480L30 46.6 85 30 48 TDS480W40-� 82.9 130.9
TDXCF490L30 47.6 85 30 49 TDS490W40-� 85.2 134.2
TDXCF500L30 48.6 85 30 50 TDS500W40-� 87.5 137.5
TDXCF510L30 49.6 85 30 51 TDS510W40-� 89.8 140.8
TDXCF520L30 50.6 85 30 52 TDS520W40-� 92.1 144.1
TDXCF530L30 51.6 85 30 53 TDS530W40-� 94.4 147.4
TDXCF540L30 52.6 85 30 54 TDS540W40-� 96.7 150.7
øc ø
s
Max. vrtaná délka
Srážecí kroužek (TDXCF Série)
� : Skladové položky
Kat. č. Sklad VrtákPrůměr vrt.
Max. vrtaná hloubka (mm)Rozměry (mm)
12
OK
Max
.øD
c +
1.3
Min
.øD
c -0
.3
øøS.s
.
J 2
1
øø
JG
S.s.
2
1
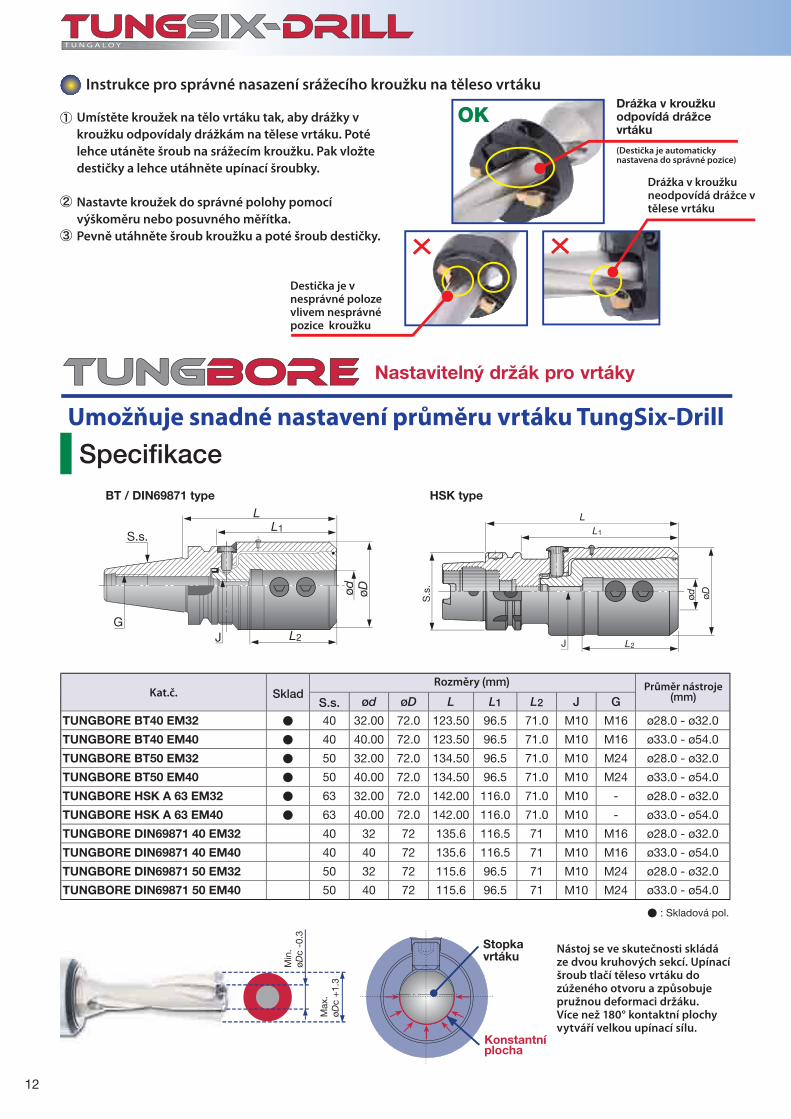
Instrukce pro správné nasazení srážecího kroužku na těleso vrtákuDrážka v kroužku odpovídá drážce vrtáku
(Destička je automaticky nastavena do správné pozice)
Drážka v kroužku neodpovídá drážce v tělese vrtáku
Destička je v nesprávné poloze vlivem nesprávné pozice kroužku
Nastavitelný držák pro vrtáky
Umožňuje snadné nastavení průměru vrtáku TungSix-Drill
Specifi kaceBT / DIN69871 type HSK type
Umístěte kroužek na tělo vrtáku tak, aby drážky v
kroužku odpovídaly drážkám na tělese vrtáku. Poté
lehce utáněte šroub na srážecím kroužku. Pak vložte
destičky a lehce utáhněte upínací šroubky.
Nastavte kroužek do správné polohy pomocí
výškoměru nebo posuvného měřítka.
Pevně utáhněte šroub kroužku a poté šroub destičky.
Nástoj se ve skutečnosti skládá ze dvou kruhových sekcí. Upínací šroub tlačí těleso vrtáku do zúženého otvoru a způsobuje pružnou deformaci držáku. Více než 180° kontaktní plochy vytváří velkou upínací sílu.
Stopkavrtáku
Konstantníplocha
S.s. ød øD L L1 L2 J G
TUNGBORE BT40 EM32 ● 40 32.00 72.0 123.50 96.5 71.0 M10 M16 ø28.0 - ø32.0
TUNGBORE BT40 EM40 ● 40 40.00 72.0 123.50 96.5 71.0 M10 M16 ø33.0 - ø54.0
TUNGBORE BT50 EM32 ● 50 32.00 72.0 134.50 96.5 71.0 M10 M24 ø28.0 - ø32.0
TUNGBORE BT50 EM40 ● 50 40.00 72.0 134.50 96.5 71.0 M10 M24 ø33.0 - ø54.0
TUNGBORE HSK A 63 EM32 ● 63 32.00 72.0 142.00 116.0 71.0 M10 - ø28.0 - ø32.0
TUNGBORE HSK A 63 EM40 ● 63 40.00 72.0 142.00 116.0 71.0 M10 - ø33.0 - ø54.0
TUNGBORE DIN69871 40 EM32 40 32 72 135.6 116.5 71 M10 M16 ø28.0 - ø32.0
TUNGBORE DIN69871 40 EM40 40 40 72 135.6 116.5 71 M10 M16 ø33.0 - ø54.0
TUNGBORE DIN69871 50 EM32 50 32 72 115.6 96.5 71 M10 M24 ø28.0 - ø32.0
TUNGBORE DIN69871 50 EM40 50 40 72 115.6 96.5 71 M10 M24 ø33.0 - ø54.0
Rozměry (mm)Kat.č. Sklad
Průměr nástroje(mm)
� : Skladová pol.
13
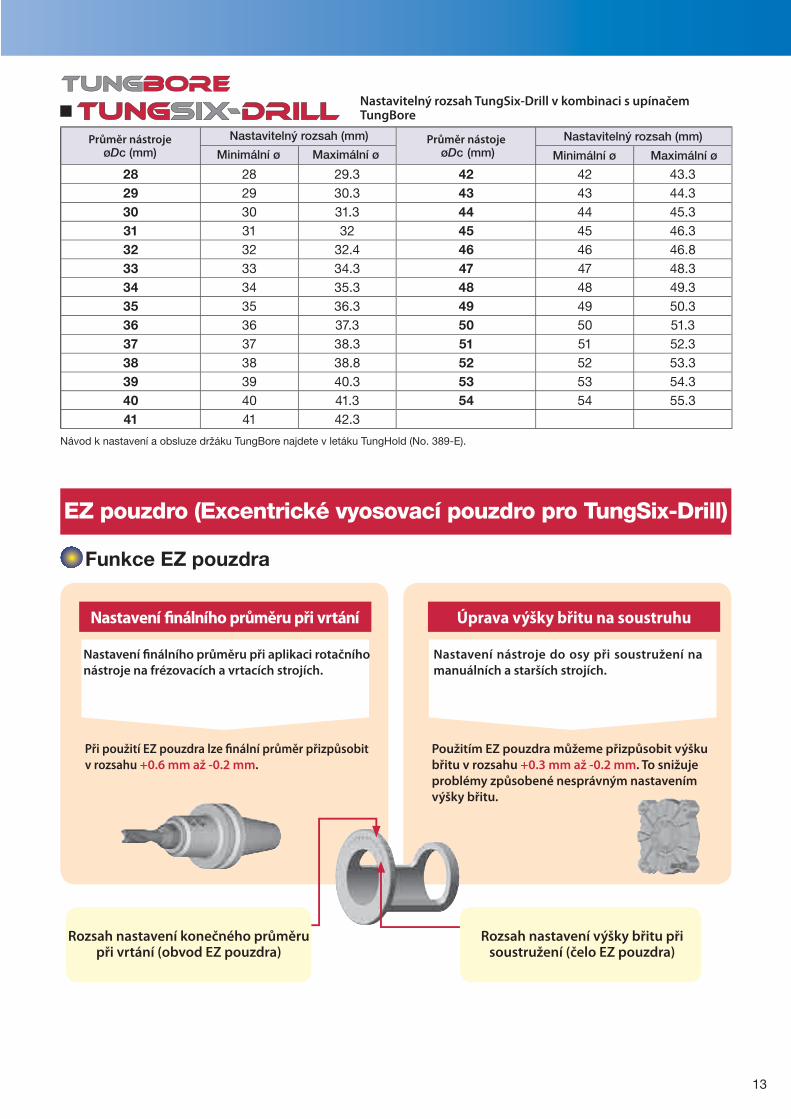
28 28 29.3 42 42 43.329 29 30.3 43 43 44.330 30 31.3 44 44 45.331 31 32 45 45 46.332 32 32.4 46 46 46.833 33 34.3 47 47 48.334 34 35.3 48 48 49.335 35 36.3 49 49 50.336 36 37.3 50 50 51.337 37 38.3 51 51 52.338 38 38.8 52 52 53.339 39 40.3 53 53 54.340 40 41.3 54 54 55.341 41 42.3
Funkce EZ pouzdra
Nastavení fi nálního průměru při vrtání
Nastavení fi nálního průměru při aplikaci rotačního
nástroje na frézovacích a vrtacích strojích.
Při použití EZ pouzdra lze fi nální průměr přizpůsobit
v rozsahu +0.6 mm až -0.2 mm.
Úprava výšky břitu na soustruhu
Nastavení nástroje do osy při soustružení na
manuálních a starších strojích.
Použitím EZ pouzdra můžeme přizpůsobit výšku
břitu v rozsahu +0.3 mm až -0.2 mm. To snižuje
problémy způsobené nesprávným nastavením
výšky břitu.
Rozsah nastavení konečného průměru při vrtání (obvod EZ pouzdra)
Rozsah nastavení výšky břitu při soustružení (čelo EZ pouzdra)
EZ pouzdro (Excentrické vyosovací pouzdro pro TungSix-Drill)
Nastavitelný rozsah TungSix-Drill v kombinaci s upínačem TungBore
Návod k nastavení a obsluze držáku TungBore najdete v letáku TungHold (No. 389-E).
Průměr nástrojeøDc (mm)
Nastavitelný rozsah (mm)
Minimální ø Maximální øPrůměr nástoje
øDc (mm)Nastavitelný rozsah (mm)
Minimální ø Maximální ø
14
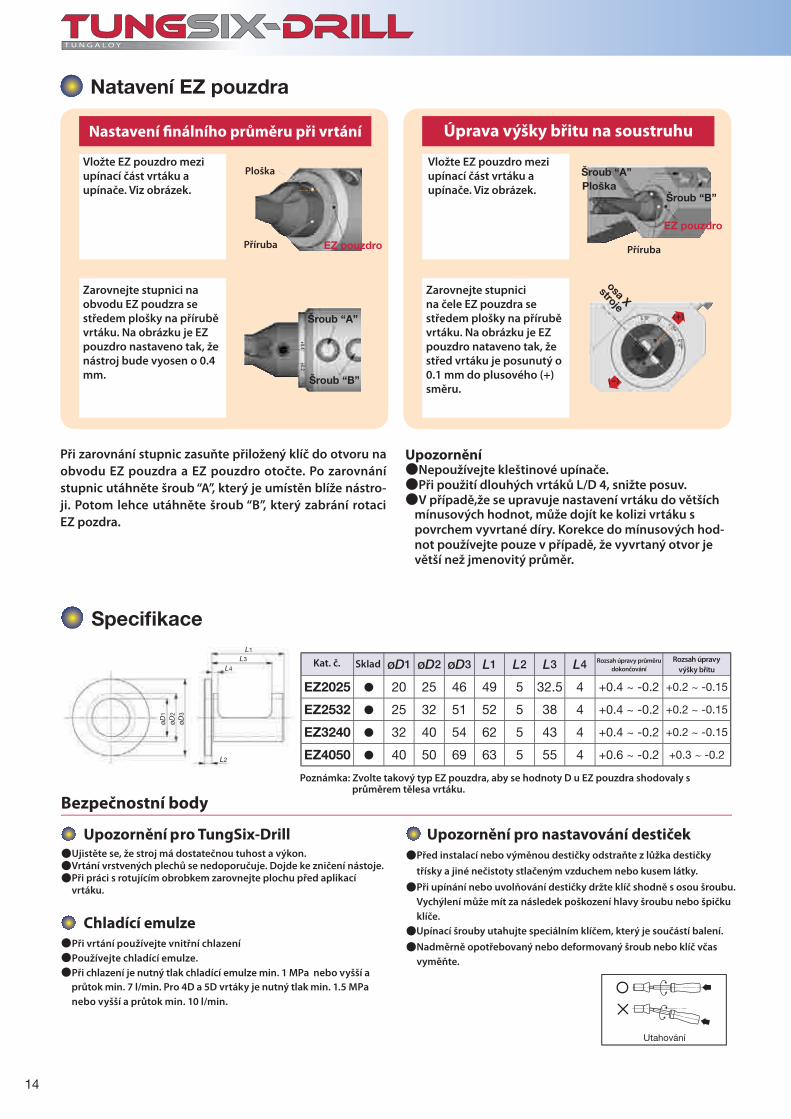
øD1 øD2 øD3 L1 L2 L3 L4
EZ2025 ● 20 25 46 49 5 32.5 4 +0.4 ~ -0.2 +0.2 ~ -0.15
EZ2532 ● 25 32 51 52 5 38 4 +0.4 ~ -0.2 +0.2 ~ -0.15
EZ3240 ● 32 40 54 62 5 43 4 +0.4 ~ -0.2 +0.2 ~ -0.15
EZ4050 ● 40 50 69 63 5 55 4 +0.6 ~ -0.2 +0.3 ~ -0.2
øD1
øD2
øD3
L1
L2
L3
L4
(+)
(-)
+0.4+0.2
●Ujistěte se, že stroj má dostatečnou tuhost a výkon.●Vrtání vrstvených plechů se nedoporučuje. Dojde ke zničení nástoje.●Při práci s rotujícím obrobkem zarovnejte plochu před aplikací
vrtáku.
●Před instalací nebo výměnou destičky odstraňte z lůžka destičky
třísky a jiné nečistoty stlačeným vzduchem nebo kusem látky.
●Při upínání nebo uvolňování destičky držte klíč shodně s osou šroubu.
Vychýlení může mít za následek poškození hlavy šroubu nebo špičku
klíče.
●Upínací šrouby utahujte speciálním klíčem, který je součástí balení.
●Nadměrně opotřebovaný nebo deformovaný šroub nebo klíč včas
vyměňte.
●Při vrtání používejte vnitřní chlazení
●Používejte chladící emulze.
●Při chlazení je nutný tlak chladící emulze min. 1 MPa nebo vyšší a
průtok min. 7 l/min. Pro 4D a 5D vrtáky je nutný tlak min. 1.5 MPa
nebo vyšší a průtok min. 10 l/min.
Upozornění pro TungSix-Drill
Chladící emulze
Upozornění pro nastavování destiček
Specifi kace
Bezpečnostní body
Natavení EZ pouzdra
Nastavení fi nálního průměru při vrtání Úprava výšky břitu na soustruhu
Zarovnejte stupnici na obvodu EZ poudzra se středem plošky na přírubě vrtáku. Na obrázku je EZ pouzdro nastaveno tak, že nástroj bude vyosen o 0.4 mm.
Vložte EZ pouzdro mezi upínací část vrtáku a upínače. Viz obrázek.
Vložte EZ pouzdro mezi upínací část vrtáku a upínače. Viz obrázek.
Zarovnejte stupnici na čele EZ pouzdra se středem plošky na přírubě vrtáku. Na obrázku je EZ pouzdro nataveno tak, že střed vrtáku je posunutý o 0.1 mm do plusového (+) směru.
EZ pouzdro
Poznámka: Zvolte takový typ EZ pouzdra, aby se hodnoty D u EZ pouzdra shodovaly s průměrem tělesa vrtáku.
Utahování
Upozornění●Nepoužívejte kleštinové upínače.●Při použití dlouhých vrtáků L/D 4, snižte posuv.●V případě,že se upravuje nastavení vrtáku do větších
mínusových hodnot, může dojít ke kolizi vrtáku s povrchem vyvrtané díry. Korekce do mínusových hod-not používejte pouze v případě, že vyvrtaný otvor je větší než jmenovitý průměr.
Při zarovnání stupnic zasuňte přiložený klíč do otvoru na
obvodu EZ pouzdra a EZ pouzdro otočte. Po zarovnání
stupnic utáhněte šroub “A”, který je umístěn blíže nástro-
ji. Potom lehce utáhněte šroub “B”, který zabrání rotaci
EZ pozdra.
Šroub “A”
Šroub “B”
osa X
strojePloška
Příruba
Šroub “A”Ploška
Příruba
EZ pouzdro
Šroub “B”
Sklad Kat. č. Rozsah úpravy průměru
dokončování
Rozsah úpravy
výšky břitu
15
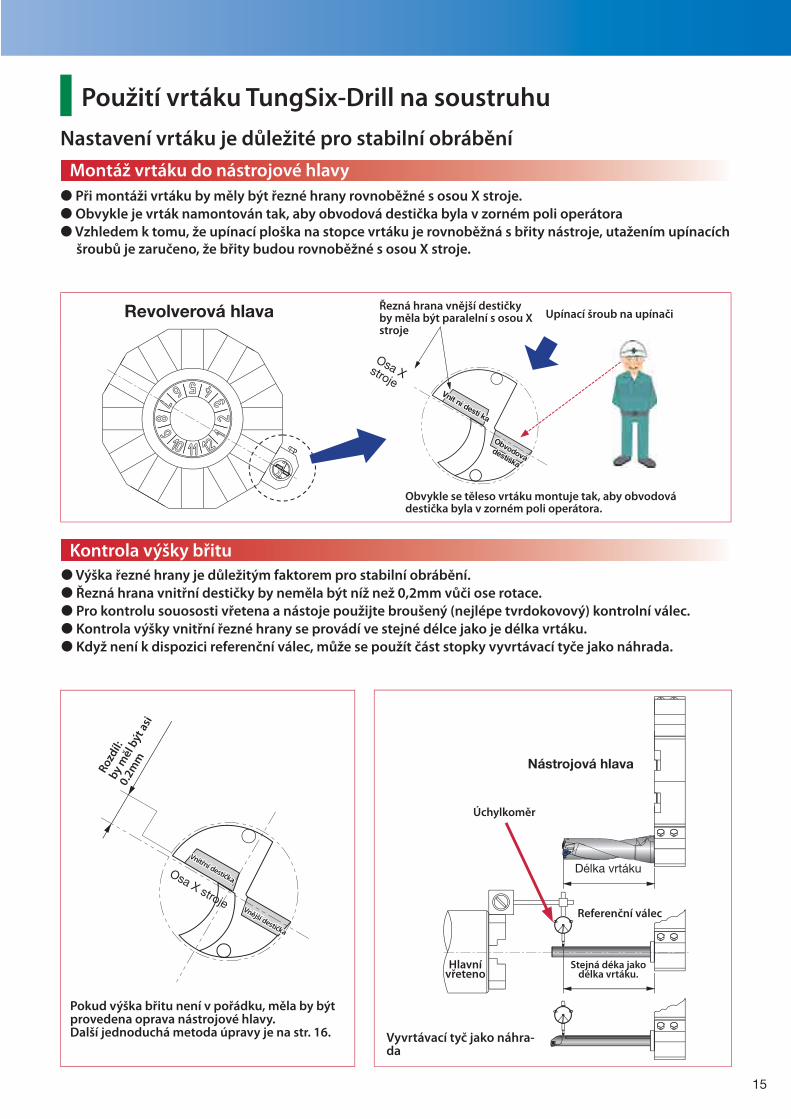
� Při montáži vrtáku by měly být řezné hrany rovnoběžné s osou X stroje.
� Obvykle je vrták namontován tak, aby obvodová destička byla v zorném poli operátora
� Vzhledem k tomu, že upínací ploška na stopce vrtáku je rovnoběžná s břity nástroje, utažením upínacích šroubů je zaručeno, že břity budou rovnoběžné s osou X stroje.
Nastavení vrtáku je důležité pro stabilní obrábění
Upínací šroub na upínači
Obvykle se těleso vrtáku montuje tak, aby obvodová destička byla v zorném poli operátora.
� Výška řezné hrany je důležitým faktorem pro stabilní obrábění.
� Řezná hrana vnitřní destičky by neměla být níž než 0,2mm vůči ose rotace.
� Pro kontrolu souososti vřetena a nástoje použijte broušený (nejlépe tvrdokovový) kontrolní válec.
� Kontrola výšky vnitřní řezné hrany se provádí ve stejné délce jako je délka vrtáku.
� Když není k dispozici referenční válec, může se použít část stopky vyvrtávací tyče jako náhrada.
Hlavnívřeteno
Pokud výška břitu není v pořádku, měla by být provedena oprava nástrojové hlavy.Další jednoduchá metoda úpravy je na str. 16.
Úchylkoměr
Délka vrtáku
Stejná déka jako délka vrtáku.
Referenční válec
Nástrojová hlava
Vyvrtávací tyč jako náhra-da
Řezná hrana vnější destičky by měla být paralelní s osou X stroje
Osa X strojeVnit ní desti ka
Obvodová destiška
Revolverová hlava
Roz
díl:
b
y m
ěl b
ýt a
si
0.2m
m
Montáž vrtáku do nástrojové hlavy
Kontrola výšky břitu
Použití vrtáku TungSix-Drill na soustruhu
Osa X stroje
Vnitřní destička
Vnější destička
16
1
2 3
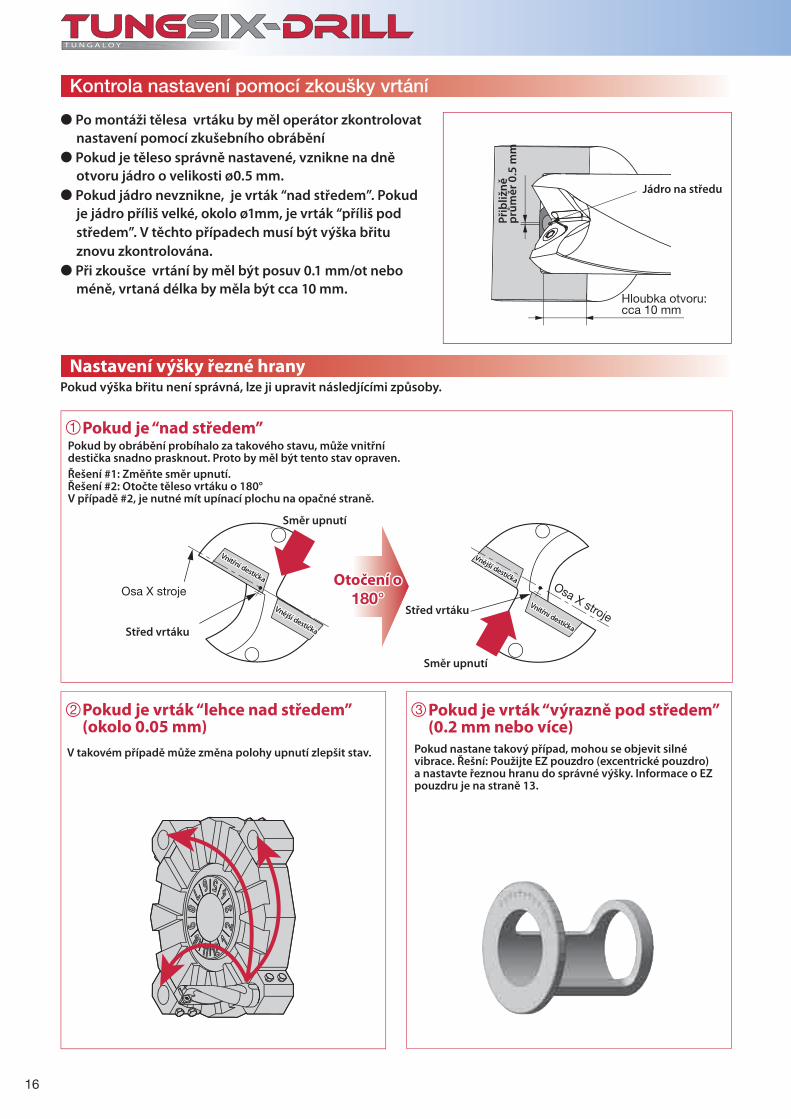
Pokud výška břitu není správná, lze ji upravit následjícími způsoby.
Pokud by obrábění probíhalo za takového stavu, může vnitřní destička snadno prasknout. Proto by měl být tento stav opraven.
Řešení #1: Změňte směr upnutí. Řešení #2: Otočte těleso vrtáku o 180°V případě #2, je nutné mít upínací plochu na opačné straně.
V takovém případě může změna polohy upnutí zlepšit stav. Pokud nastane takový případ, mohou se objevit silné vibrace. Řešní: Použijte EZ pouzdro (excentrické pouzdro) a nastavte řeznou hranu do správné výšky. Informace o EZ pouzdru je na straně 13.
Pokud je vrták “lehce nad středem” (okolo 0.05 mm)
Pokud je vrták “výrazně pod středem” (0.2 mm nebo více)
Pokud je “nad středem”
Jádro na středu
Hloubka otvoru: cca 10 mm
Při
bli
žně
p
rům
ěr
0.5
mm
Směr upnutí
Směr upnutí
Střed vrtáku
Otočení o 180°
Kontrola nastavení pomocí zkoušky vrtání
Nastavení výšky řezné hrany
� Po montáži tělesa vrtáku by měl operátor zkontrolovat
nastavení pomocí zkušebního obrábění
� Pokud je těleso správně nastavené, vznikne na dně
otvoru jádro o velikosti ø0.5 mm.
� Pokud jádro nevznikne, je vrták “nad středem”. Pokud
je jádro příliš velké, okolo ø1mm, je vrták “příliš pod
středem”. V těchto případech musí být výška břitu
znovu zkontrolována.
� Při zkoušce vrtání by měl být posuv 0.1 mm/ot nebo
méně, vrtaná délka by měla být cca 10 mm.
Osa X stroje Osa X strojeStřed vrtáku
Vnitřní destička
Vnitřní destička
Vnější destička
Vnější destička
17
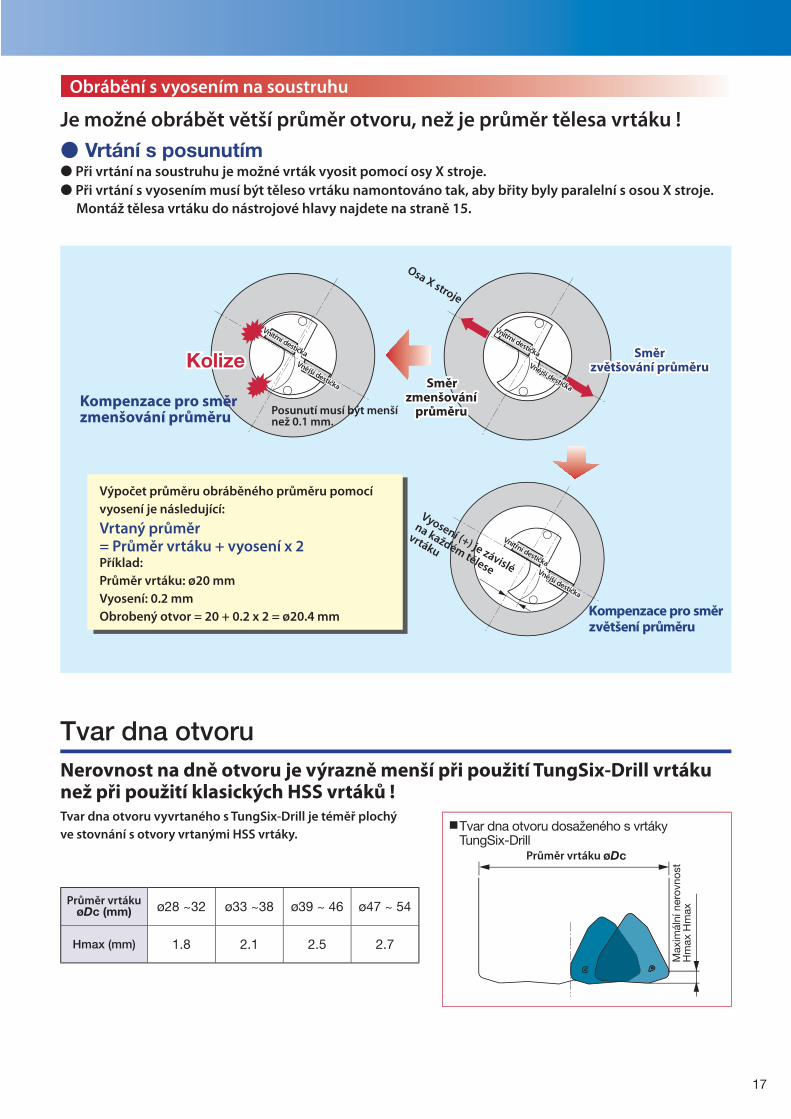
ø28 ~32 ø33 ~38 ø39 ~ 46 ø47 ~ 54
Hmax (mm) 1.8 2.1 2.5 2.7
Je možné obrábět větší průměr otvoru, než je průměr tělesa vrtáku !
� Při vrtání na soustruhu je možné vrták vyosit pomocí osy X stroje.
� Při vrtání s vyosením musí být těleso vrtáku namontováno tak, aby břity byly paralelní s osou X stroje.
Montáž tělesa vrtáku do nástrojové hlavy najdete na straně 15.
Kompenzace pro směr zmenšování průměru
Kompenzace pro směr zvětšení průměru
Výpočet průměru obráběného průměru pomocí
vyosení je následující:
Vrtaný průměr = Průměr vrtáku + vyosení x 2Příklad:
Průměr vrtáku: ø20 mm
Vyosení: 0.2 mm
Obrobený otvor = 20 + 0.2 x 2 = ø20.4 mm
● Vrtání s posunutím
Kolize
Posunutí musí být menší než 0.1 mm.
Směrzvětšování průměru
Směr zmenšování
průměru
Nerovnost na dně otvoru je výrazně menší při použití TungSix-Drill vrtáku než při použití klasických HSS vrtáků !Tvar dna otvoru vyvrtaného s TungSix-Drill je téměř plochý
ve stovnání s otvory vrtanými HSS vrtáky.
Průměr vrtákuøDc (mm)
Průměr vrtáku øDc
Tvar dna otvoru dosaženého s vrtáky TungSix-Drill
Max
imál
ní n
erov
nost
H
max
Hm
ax
Tvar dna otvoru
Obrábění s vyosením na soustruhu
Osa X stroje
Vyosení (+) je závislé
na každém tělese
vrtáku
Vnitřní destička
Vnitřní destička
Vnější destička
Vnější destička
Vnitřní destičkaVnější destička
18
Na
dm
ěrn
é o
po
tře
be
ní
Po
ško
zen
í ná
stro
je
Problém Příčina Řešení
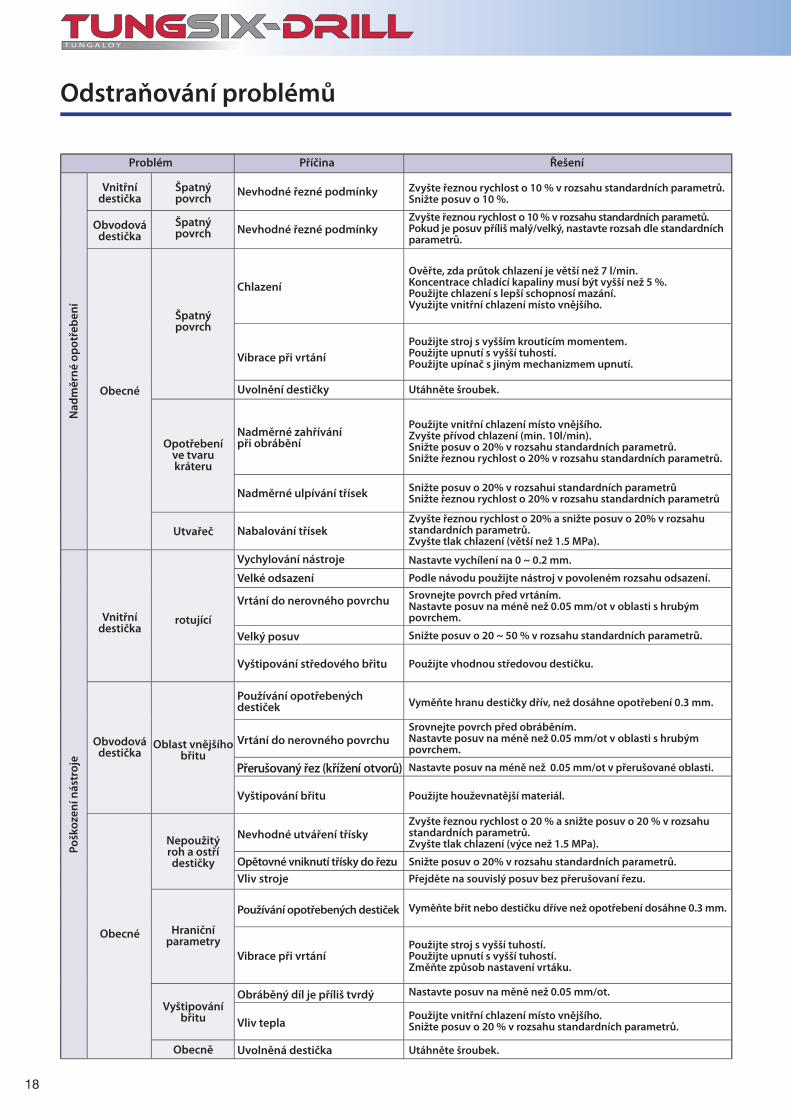
Odstraňování problémů
Vnitřní destička
Obvodovádestička
Obecné
Vnitřnídestička
Obvodovádestička
Obecné
Špatnýpovrch
Špatnýpovrch
Špatnýpovrch
Opotřebeníve tvaru kráteru
Utvařeč
rotující
Oblast vnějšího břitu
Nepoužitýroh a ostřídestičky
Hraničníparametry
Vyštipování břitu
Obecně
Nevhodné řezné podmínky
Nevhodné řezné podmínky
Chlazení
Vibrace při vrtání
Uvolnění destičky
Nadměrné zahřívání při obrábění
Nadměrné ulpívání třísek
Nabalování třísek
Vychylování nástroje
Velké odsazení
Vrtání do nerovného povrchu
Velký posuv
Vyštipování středového břitu
Používání opotřebených destiček
Vrtání do nerovného povrchu
Přerušovaný řez (křížení otvorů)
Vyštipování břitu
Nevhodné utváření třísky
Opětovné vniknutí třísky do řezu
Vliv stroje
Používání opotřebených destiček
Vibrace při vrtání
Obráběný díl je příliš tvrdý
Vliv tepla
Uvolněná destička
Zvyšte řeznou rychlost o 10 % v rozsahu standardních parametrů.Snižte posuv o 10 %.
Zvyšte řeznou rychlost o 10 % v rozsahu standardních parametů.Pokud je posuv příliš malý/velký, nastavte rozsah dle standardníchparametrů.
Ověřte, zda průtok chlazení je větší než 7 l/min.Koncentrace chladící kapaliny musí být vyšší než 5 %.Použijte chlazení s lepší schopnosí mazání.Využijte vnitřní chlazení místo vnějšího.
Použijte stroj s vyšším kroutícím momentem.Použijte upnutí s vyšší tuhostí.Použijte upínač s jiným mechanizmem upnutí.
Utáhněte šroubek.
Použijte vnitřní chlazení místo vnějšího.Zvyšte přívod chlazení (min. 10l/min). Snižte posuv o 20% v rozsahu standardních parametrů.Snižte řeznou rychlost o 20% v rozsahu standardních parametrů.
Snižte posuv o 20% v rozsahui standardních parametrůSnižte řeznou rychlost o 20% v rozsahu standardních parametrů
Zvyšte řeznou rychlost o 20% a snižte posuv o 20% v rozsahu standardních parametrů.Zvyšte tlak chlazení (větší než 1.5 MPa).
Nastavte vychílení na 0 ~ 0.2 mm.
Podle návodu použijte nástroj v povoleném rozsahu odsazení.
Srovnejte povrch před vrtáním.Nastavte posuv na méně než 0.05 mm/ot v oblasti s hrubým povrchem.
Snižte posuv o 20 ~ 50 % v rozsahu standardních parametrů.
Použijte vhodnou středovou destičku.
Vyměňte hranu destičky dřív, než dosáhne opotřebení 0.3 mm.
Srovnejte povrch před obráběním.Nastavte posuv na méně než 0.05 mm/ot v oblasti s hrubým povrchem.
Nastavte posuv na méně než 0.05 mm/ot v přerušované oblasti.
Použijte houževnatější materiál.
Zvyšte řeznou rychlost o 20 % a snižte posuv o 20 % v rozsahu standardních parametrů.Zvyšte tlak chlazení (výce než 1.5 MPa).
Snižte posuv o 20% v rozsahu standardních parametrů.
Přejděte na souvislý posuv bez přerušovaní řezu.
Vyměňte břit nebo destičku dříve než opotřebení dosáhne 0.3 mm.
Použijte stroj s vyšší tuhostí.Použijte upnutí s vyšší tuhostí.Změňte způsob nastavení vrtáku.
Nastavte posuv na měně než 0.05 mm/ot.
Použijte vnitřní chlazení místo vnějšího.Snižte posuv o 20 % v rozsahu standardních parametrů.
Utáhněte šroubek.
19
Rý
hy
na
ná
stro
jiN
ev
yh
ov
ují
cí p
řesn
ost
otv
oru
Tvo
rba
tří
sky
Ost
atn
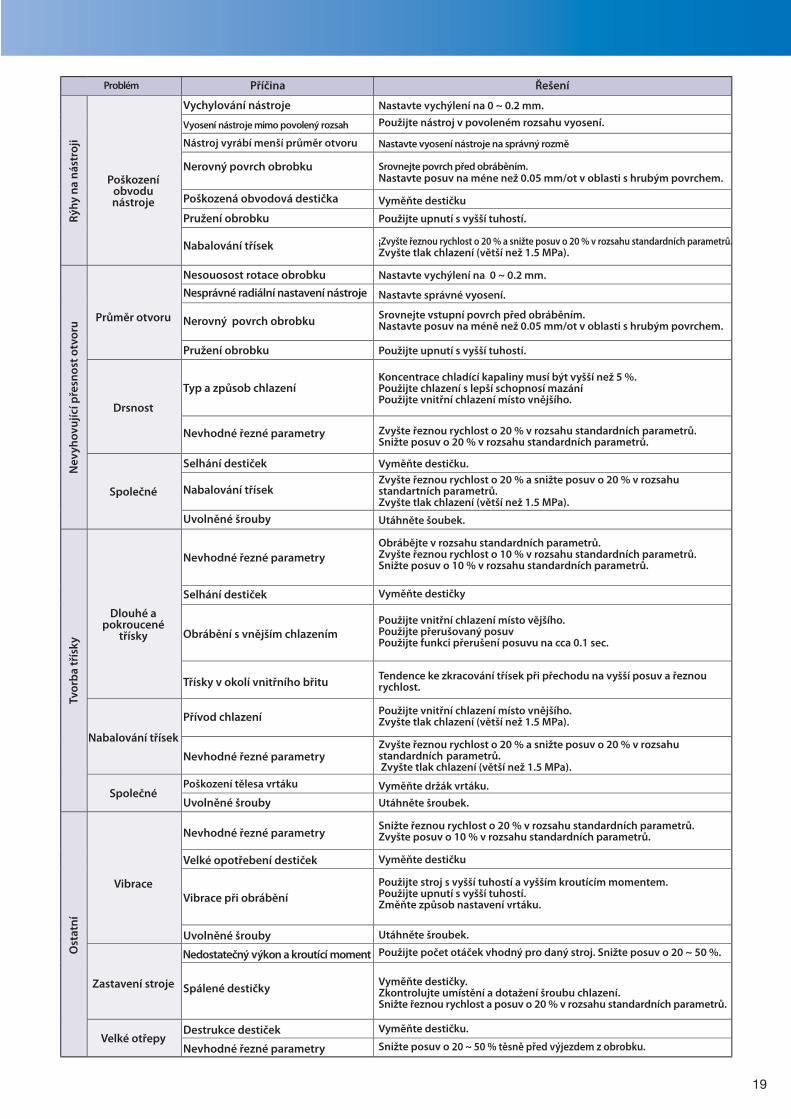
í Problém Příčina Řešení
Poškození obvodunástroje
Průměr otvoru
Drsnost
Společné
Dlouhé a pokroucené
třísky
Nabalování třísek
Společné
Vibrace
Zastavení stroje
Velké otřepy
Vychylování nástroje
Vyosení nástroje mimo povolený rozsah
Nástroj vyrábí menší průměr otvoru
Nerovný povrch obrobku
Poškozená obvodová destička
Pružení obrobku
Nabalování třísek
Nesouosost rotace obrobku
Nesprávné radiální nastavení nástroje
Nerovný povrch obrobku
Pružení obrobku
Typ a způsob chlazení
Nevhodné řezné parametry
Selhání destiček
Nabalování třísek
Uvolněné šrouby
Nevhodné řezné parametry
Selhání destiček
Obrábění s vnějším chlazením
Třísky v okolí vnitřního břitu
Přívod chlazení
Nevhodné řezné parametry
Poškození tělesa vrtáku
Uvolněné šrouby
Nevhodné řezné parametry
Velké opotřebení destiček
Vibrace při obrábění
Uvolněné šrouby
Nedostatečný výkon a kroutící moment
Spálené destičky
Destrukce destiček
Nevhodné řezné parametry
Nastavte vychýlení na 0 ~ 0.2 mm.
Použijte nástroj v povoleném rozsahu vyosení.
Nastavte vyosení nástroje na správný rozmě
Srovnejte povrch před obráběním.Nastavte posuv na méne než 0.05 mm/ot v oblasti s hrubým povrchem.
Vyměňte destičku
Použijte upnutí s vyšší tuhostí.
¡Zvyšte řeznou rychlost o 20 % a snižte posuv o 20 % v rozsahu standardních parametrů.Zvyšte tlak chlazení (větší než 1.5 MPa).
Nastavte vychýlení na 0 ~ 0.2 mm.
Nastavte správné vyosení.
Srovnejte vstupní povrch před obráběním.Nastavte posuv na méně než 0.05 mm/ot v oblasti s hrubým povrchem.
Použijte upnutí s vyšší tuhostí.
Koncentrace chladící kapaliny musí být vyšší než 5 %.Použijte chlazení s lepší schopnosí mazáníPoužijte vnitřní chlazení místo vnějšího.
Zvyšte řeznou rychlost o 20 % v rozsahu standardních parametrů.Snižte posuv o 20 % v rozsahu standardních parametrů.
Vyměňte destičku.
Zvyšte řeznou rychlost o 20 % a snižte posuv o 20 % v rozsahu standartních parametrů.Zvyšte tlak chlazení (větší než 1.5 MPa).
Utáhněte šoubek.
Obrábějte v rozsahu standardních parametrů.Zvyšte řeznou rychlost o 10 % v rozsahu standardních parametrů.Snižte posuv o 10 % v rozsahu standardních parametrů.
Vyměňte destičky
Použijte vnitřní chlazení místo vějšího.Použijte přerušovaný posuvPoužijte funkci přerušení posuvu na cca 0.1 sec.
Tendence ke zkracování třísek při přechodu na vyšší posuv a řeznourychlost.
Použijte vnitřní chlazení místo vnějšího.Zvyšte tlak chlazení (větší než 1.5 MPa).
Zvyšte řeznou rychlost o 20 % a snižte posuv o 20 % v rozsahu standardních parametrů. Zvyšte tlak chlazení (větší než 1.5 MPa).
Vyměňte držák vrtáku.
Utáhněte šroubek.
Snižte řeznou rychlost o 20 % v rozsahu standardních parametrů.Zvyšte posuv o 10 % v rozsahu standardních parametrů.
Vyměňte destičku
Použijte stroj s vyšší tuhostí a vyšším kroutícím momentem.Použijte upnutí s vyšší tuhostí.Změňte způsob nastavení vrtáku.
Utáhněte šroubek.
Použijte počet otáček vhodný pro daný stroj. Snižte posuv o 20 ~ 50 %.
Vyměňte destičky.Zkontrolujte umístění a dotažení šroubu chlazení.Snižte řeznou rychlost a posuv o 20 % v rozsahu standardních parametrů.
Vyměňte destičku.
Snižte posuv o 20 ~ 50 % těsně před výjezdem z obrobku.
Tungaloy Rus, LLC36-G Kostukova str.308012 Belgorod, RussiaPhone:+7 4722 58 57 57 Fax:+7 4722 58 57 83www.tungaloy.co.jp/ru
Tungaloy Polska Sp. z o.o.ul. Genewska 2403-963 Warszawa, PolandPhone: +48-22-617-0890 Fax: +48-22-617-0890www.tungaloy.co.jp/pl
Tungaloy U.K. LtdHilton Hall Business Centre, EssingtonStaffordshire, WV11 2BQ, UKPhone:+44 121 309 0163 Fax: +44 121 270 9694 www.tungaloy.co.jp/uk [email protected]
Tungaloy Hungary KftErzsébet királyné útja 125H-1142 Budapest, Hungary Phone: +36 1 781-6846 Fax: +36 1 781-6866www.tungaloy.co.jp/hu [email protected]
Tungaloy TurkeyDes San. Sit. Ticaret Merk 1. Cad No: 3 / 734776 Ümraniye Istanbul, Turkey Phone: +90 216 540 04 67 Fax: +90 216 540 04 97www.tungaloy.co.jp/tr [email protected]
Tungaloy Cutting Tool (Shanghai) Co.,Ltd.Rm No 401 No.88 Zhabei, Jiangchang No.3 RdShanghai 200436, ChinaPhone: +86-21-3632-1880 Fax: +86-21-3621-1918www.tungaloy.co.jp/tcts
Tungaloy Cutting Tool (Thailand) Co.,Ltd.11th Floor, Sorachai Bldg. 23/7, Soi Sukhumvit 63Klongtonnue, Wattana, Bangkok 10110, ThailandPhone: +66-2-714-3130 Fax: +66-2-714-3134www.tungaloy.co.th
Tungaloy Singapore (Pte.), Ltd.31 Kaki Bukit Road 3, #05-19 TechLinkSingapore 417818Phone:+65-6391-1833 Fax:+65-6299-4557www.tungaloy.co.jp/tspl
Tungaloy India Pvt. Ltd.Unit#13, B wing, 8th Floor, Kamala Mills Compound Trade World, Lower Parel (West), Mumbai - 4000 13. IndiaPhone: +91-22-6124-8804 Fax: +91-22-6124-8899www.tungaloy.co.jp/in
Tungaloy Korea Co., Ltd#1312, Byucksan Digital Valley 5-cha60-73 Gasan-dong, Geumcheon-gu153-788 Seoul, KoreaPhone:+82-2-6393-8930 Fax:+82-2-6393-8952www.tungaloy.co.jp/kr
Tungaloy Malaysia Sdn Bhd50 K-2, Kelana Mall, Jalan SS6/14, Kelana Jaya, 47301 Petaling Jaya, Selangor Darul Ehsan, MalaysiaPhone:+603-7805-3222 Fax:+603-7804-8563www.tungaloy.co.jp/my
Tungaloy Australia Pty LtdUnit 308/33 Lexington DriveBella Vista NSW 2153, AustraliaPhone:+612-9672-6844 Fax:+612-9672-6866www.tungaloy.co.jp/au
Tungaloy Corporation (Head offi ce)11-1 Yoshima-KogyodanchiIwaki-city, Fukushima, 970-1144 JapanPhone: +81-246-36-8501 Fax: +81-246-36-8542www.tungaloy.co.jp
Tungaloy America, Inc.3726 N Ventura Drive, Arlington Heights, IL 60004, U.S.A.Phone: +1-888-554-8394 Fax: +1-888-554-8392www.tungaloyamerica.com
Tungaloy Canada 432 Elgin St. Unit 3, Brantford, Ontario N3S 7P7, Canada Phone: +1-519-758-5779 Fax: +1-519-758-5791 www.tungaloyamerica.com
Tungaloy de Mexico S.A.C Los Arellano 113, Parque Industrial Siglo XXIAguascalientes, AGS, Mexico 20290Phone:+52-449-929-5410 Fax:+52-449-929-5411www.tungaloyamerica.com
Tungaloy do Brasil Comércio de Ferramentas de Corte Ltda.Rua dos Sabias N.10413280-000 Vinhedo, São Paulo, BrazilPhone:+55-19-38262757 Fax:+55-19-38262757www.tungaloy.co.jp/br
Tungaloy Germany GmbHAn der Alten Ziegelei 1D-40789 Monheim, GermanyPhone: +49-2173-90420-0 Fax: +49-2173-90420-19www.tungaloy.de
Tungaloy France S.A.S.ZA Courtaboeuf - Le Rio, 1 rue de la Terre de feuF-91952 Courtaboeuf Cedex, FrancePhone: +33-1-6486-4300 Fax: +33-1-6907-7817www.tungaloy.fr
Tungaloy Italia S.r.I.Via E. Andolfato 10I-20126 Milano, ItalyPhone: +39-02-252012-1 Fax: +39-02-252012-65www.tungaloy.it
Tungaloy Czech s.r.oTuranka 115CZ-627 00 Brno, Czech RepublicPhone: +420-532 123 391 Fax: +420-532 123 392www.tungaloy.cz
Tungaloy Ibérica S.L.C/Miquel Servet, 43B, Nau 7, Pol. Ind. BufalventES-08243 Manresa (BCN), SpainPhone:+34 93 113 1360 Fax:+34 93 876 2798www.tungaloy.es
Tungaloy Scandinavia ABS:t Lars Väg 42ASE-22270 Lund, SwedenPhone:+46-462119200 Fax:+46-462119207www.tungaloy.se
Distributed by:
Oct. 2012 (TJ)
ISO 9001 certifi ed ISO 14001 certifi edQC00J0056 EC97J1123Tungaloy Corporation Tungaloy Group Japan site and Asian production site18/10/1996 26/11/1997

















