Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT Střední průmyslová škola, Praha 10, Na Třebešíně 2299 CAM – HSM Works Referenční příručka Podpůrné materiály pro výuku CAD/CAM Praha listopad 2012
Transcript
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
Střední průmyslová škola, Praha 10, Na Třebešíně 2299
Všechna práva vyhrazena. Tento výukový materiál slouží pro vnitřní
potřebu SPŠ Praha 10, žákům kteří absolvují výuku zaměření CNC
v autorizovaném školícím centru. Tento materiál nesmí být dále
rozšiřován bez souhlasu SPŠ Praha 10, Na Třebešíně 2299
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
3
Obsah 1 Úvod. ........................................................................................................................................ 6
HSMWorks je od základu vytvořen pro práci uvnitř programu SolidWorks®. Zkušení uživatelé budou
schopni během několika minut vytvářet dráhy nástrojů o vysoké kvalitě. Uživatelé ocení nesrovnatelné 2D
a 3D CAD schopnosti programu SolidWorks.
Prostředí HSMWorks je vytvořeno pro uživatele SolidWorks a zároveň pro programátory CAM.
Programátoři ocení, že dráhy nástrojů programu HSMWorks využívají výhody nejnovějších technologií.
1.1 Přehled.
HSMWorks je perfektní volbou pro: Je to snadno ovladatelný CAD/CAM systém. Pro výrobu forem, která vyžaduje nejnovější metody pro tvorbu drah nástrojů. Uživatelé SolidWorks, kteří chtějí rozšířit svůj současný program o další užitečné funkce.
1.1.1 Prvotřídní dráhy nástrojů.
HSMWorks je zaměřen na tvorbu co nejplynulejších drah nástroje, pro zajištění snížení času obrábění, zlepšení kvality povrchu, snížení opotřebení nástroje, a prodloužení životnosti nástroje.
HSMWorks obsahuje všechny základní obráběcí operace, jako jsou rovnoběžné, konturové, kapsovací, tužkové atd. A dále posouvá tyto operace o krok dál pomocí vytváření vyhlazených přejezdových pohybů, což způsobí snížení obráběcího času a zvýšení životnosti nástrojů.
1.1.2 Plná asociativita.
Určení obráběné geometrie a parametrů se provádí výběrem objektů přímo z modelu SolidWorks. To
způsobí plnou asociativitu mezi modelem SolidWorks a obráběcími operacemi. Jakákoliv změna na modelu
se automaticky projeví v drahách nástrojů.
1.1.3 Obrábění sestav.
HSMWorks podporuje obrábění jak v díle tak v sestavách. Data obrábění mohou být uložena přímo v dílech
nebo v sestavách. Jakmile technolog obdrží aktualizovaný díl, jednoduše aktualizuje dráhy nástroje dle
nového modelu, což proběhne automaticky díky asociativitě.
1.2 Stránka vlastností.
Tyto stránky vlastností pro všechny frézovací operace mají podobný vzhled. Nastavení obrábění jsou rozděleny do pěti záložek, které poskytují rychlý přístup k navigaci mezi nastaveními a výrazně snižuje množství potřebné rolování.
Záložka Geometrie na stránce vlastností pro operaci Konturové dokončování.
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
7
Nástroj
Tato záložka umožní výběr nástroje pro operaci. Nástroj je možné upravit v knihovně nástrojů, a je možné nastavit posuvy, otáčky pro operaci.
Geometry
Tato záložka obsahuje veškerý výběr základní geometrie a určuje co bude obráběno a kde. V závislosti na typu operace zde boudou dostupné následující skupiny: Geometrie, Hranice obrábění, Skon, Zbytkové obrábění, Orientace nástroje, Model a Hlídané plochy.
Úrovně
Tato záložka řídí výšky operace. V základu toto řídí hlavně úrovně Z pro operaci a v závisloti na operaci umožní vybrat následující úrovně: Bezpečná výška, Výška návratu, Výška posuvu, Vršek a Spodek.
Průchody
Tato záložka řídí jak bude vytvořena aktuální dráha nástroje. Parametry na této záložce jsou: Tolerance, Stranový krok, Krok dolů, Přídavek, Zoblení a Vyhlazení.
Napojování
Tato záložka řídí jak budou vytvořeny neřezné pohyby nástroje. Parametry na této záložce jsou: Způsob návratu, Bezpečná vzdálenost, Nájezd a Odjezd, Rampa, Přejezdy a Vstupní pozice.
2 Operace 2D obrábění.
2.1 Vrtání.
Operace vrtání, zahloubení, závitování atd. Všechny operace jsou založené na bodech, včetně navrtání,
hlubokého vrtání s přerušením špony atd.
2.1.1 Vrták
Vrtací operace poskytují přístup k velkému rozsahu různých cyklů pro vrtání, řezání závitů a
vytváření otvorů. Včetně:
Vrtání - vrtání G81 s rychloposuvem ven.
Zahlubování - vrtání G82 s časovou prodlevou na dně a rychloposuvem ven.
Lámání třísky - Lámání třísky s odskokem a částečným návratem mezi záběry.
Hluboké vrtání - Hluboké vrtání s přerušováním a plným návratem mezi záběry.
Učební texty – HSM Works
8
Závitování - závitování (G84/G74). Otáčky a posuvy jsou synchronizovány.
Závitování s lámáním třísek - Závitování s lámáním třísek.
Vystružování - vystružování (cyklus G85) s posuvem ven.
Vyvrtání - vyvrtání s časovou prodlevou na dně a posuvem ven.
Zastavit vrtání - Vrtání (cyklus G86) se zastavením vřetene na spodku a rychloposuvem
ven.
Jemné vyvrtání - jemné vyvrtání s odskokem od stěny díry.
Vstupní geometrie pro tyto cykly může být vybrána přímo z prvků jako část geometrie a obdobně
jako u ostatních 2D operací může být vstupní geometrie vybrána ze skici. Např. středové body
oblouků.
Při práci s modely je nejjednodušší způsob použití funkce pro vrtání přímý výběr válcové plochy
otvorů. Tím se automaticky nastaví správná výška a hloubka pro každý otvor. Zároveň to
umožňuje umístění otvorů v rozdílných rovinách a s rozdílnými hloubkami v jedné operaci vrtání.
Při vrtání otvorů z válcových ploch je dostupné nastavení "Vybrat stejný průměr", které umožňuje
snadný - a automatický - výběr více stejných otvorů.
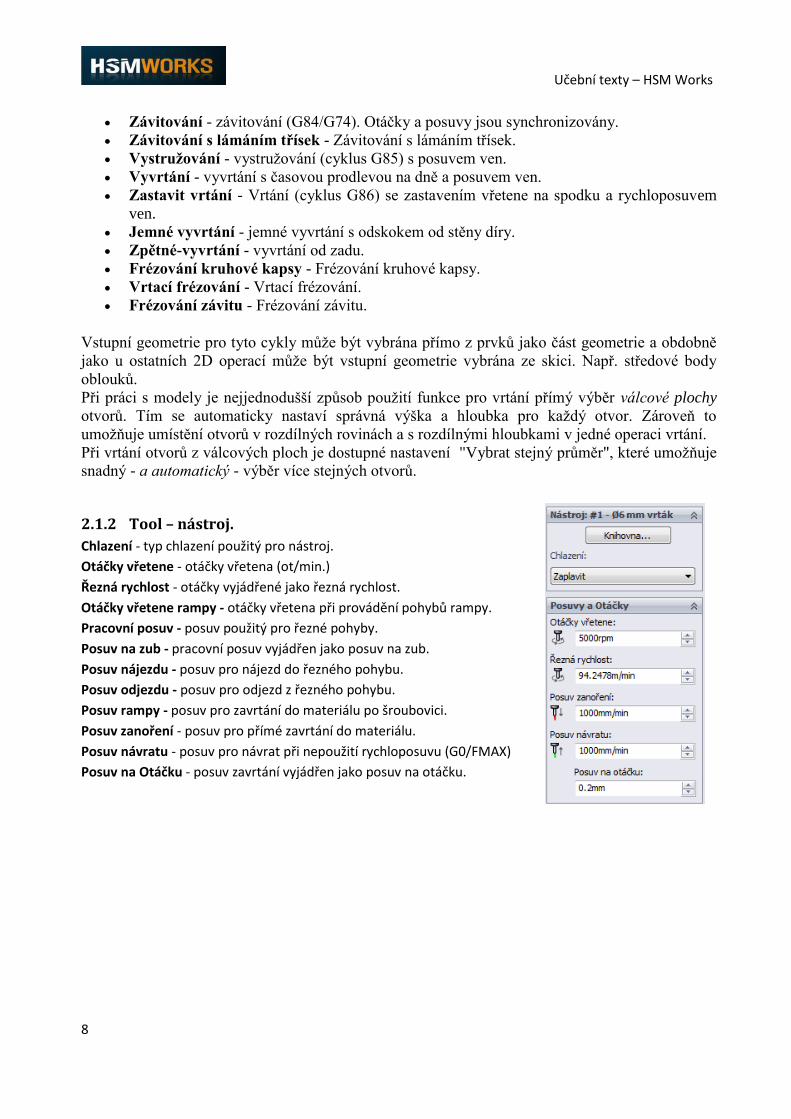
2.1.2 Tool – nástroj.
Chlazení - typ chlazení použitý pro nástroj.
Otáčky vřetene - otáčky vřetena (ot/min.)
Řezná rychlost - otáčky vyjádřené jako řezná rychlost.
Otáčky vřetene rampy - otáčky vřetena při provádění pohybů rampy.
Pracovní posuv - posuv použitý pro řezné pohyby.
Posuv na zub - pracovní posuv vyjádřen jako posuv na zub.
Posuv nájezdu - posuv pro nájezd do řezného pohybu.
Posuv odjezdu - posuv pro odjezd z řezného pohybu.
Posuv rampy - posuv pro zavrtání do materiálu po šroubovici.
Posuv zanoření - posuv pro přímé zavrtání do materiálu.
Posuv návratu - posuv pro návrat při nepoužití rychloposuvu (G0/FMAX)
Posuv na Otáčku - posuv zavrtání vyjádřen jako posuv na otáčku.
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
9
2.1.3 Geometrie.
Tolerance porovnání - použito při porovnání dvou entit, zda jsou stejné, například, zda dvě díry mají stejný
průměr.
Parametr rozšíření. Pouze zobrazí kdy je zapnut mód rozšíření
Automatické sloučení segmentů děr
Seřadit podle hloubky - určuje, že otvory musí být setříděny dle Z úrovní.
Optimalizovat pořadí - určuje, že otvory by by měly být setříděny tak, aby
byla minimalizována vzdálenost obrábění.
Seřadit Zevnitř-Ven
Výběr orientace nástroje - určuje jak je určená orientace nástroje.
Použít WCS je výchozí nastavení a používá souřadný systém obrobku (WCS) aktuální úlohy pro orientaci nástroje.
Použít bod & rovinu nastaví orientaci nástroje pro tuto operaci z libovolného vybraného bodu a roviny jako počátku a orientace.
Použít souřadný systém nastaví orientaci nástroje pro tuto operaci z libovolného souřadného systému v modelu. Převezme počátek i orientaci souřadného systému z modelu. Použijte pokud model neobsahuje vhodný bod & rovinu pro vaší operaci.
Obrátit osu Z
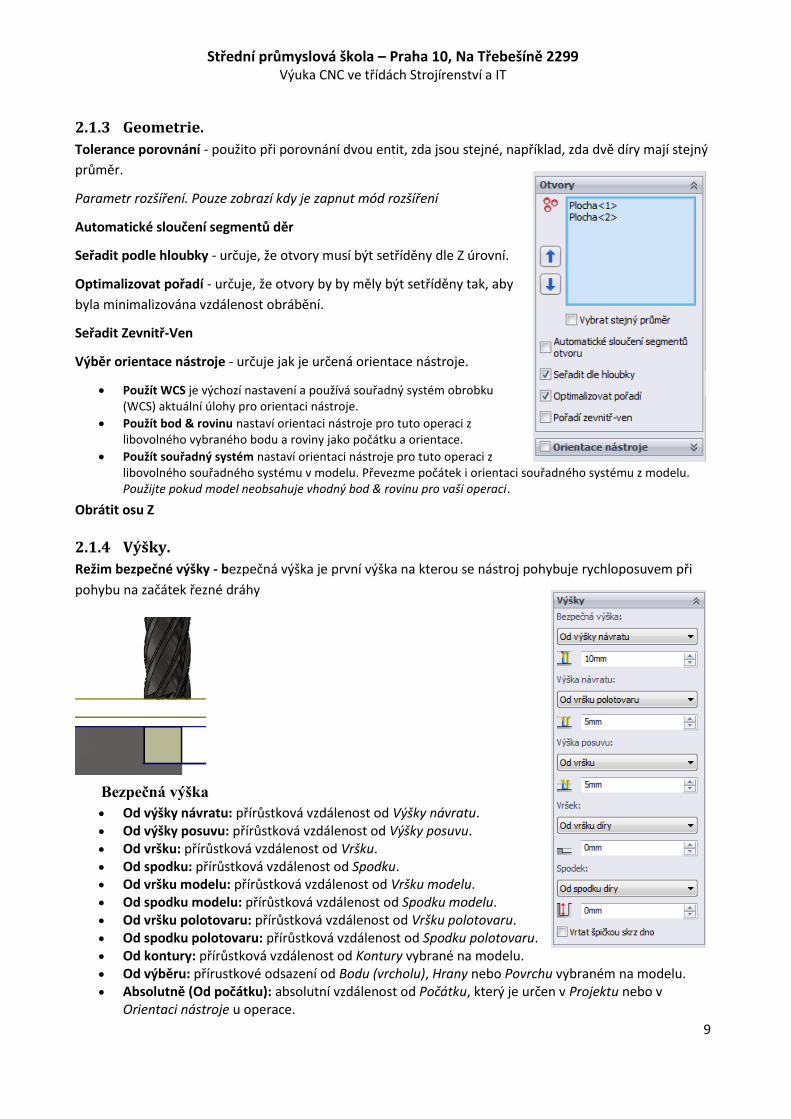
2.1.4 Výšky.
Režim bezpečné výšky - bezpečná výška je první výška na kterou se nástroj pohybuje rychloposuvem při
pohybu na začátek řezné dráhy
Bezpečná výška
Od výšky návratu: přírůstková vzdálenost od Výšky návratu. Od výšky posuvu: přírůstková vzdálenost od Výšky posuvu. Od vršku: přírůstková vzdálenost od Vršku. Od spodku: přírůstková vzdálenost od Spodku. Od vršku modelu: přírůstková vzdálenost od Vršku modelu. Od spodku modelu: přírůstková vzdálenost od Spodku modelu. Od vršku polotovaru: přírůstková vzdálenost od Vršku polotovaru. Od spodku polotovaru: přírůstková vzdálenost od Spodku polotovaru. Od kontury: přírůstková vzdálenost od Kontury vybrané na modelu. Od výběru: přírustkové odsazení od Bodu (vrcholu), Hrany nebo Povrchu vybraném na modelu. Absolutně (Od počátku): absolutní vzdálenost od Počátku, který je určen v Projektu nebo v
Orientaci nástroje u operace.
Učební texty – HSM Works
10
Reference bezpečné výšky
Odsazení bezpečné výšky - odsazení bezpečné výšky je použito a je relativní k výběru bezpečné výšky v
rozvinovacím seznamu nahoře.
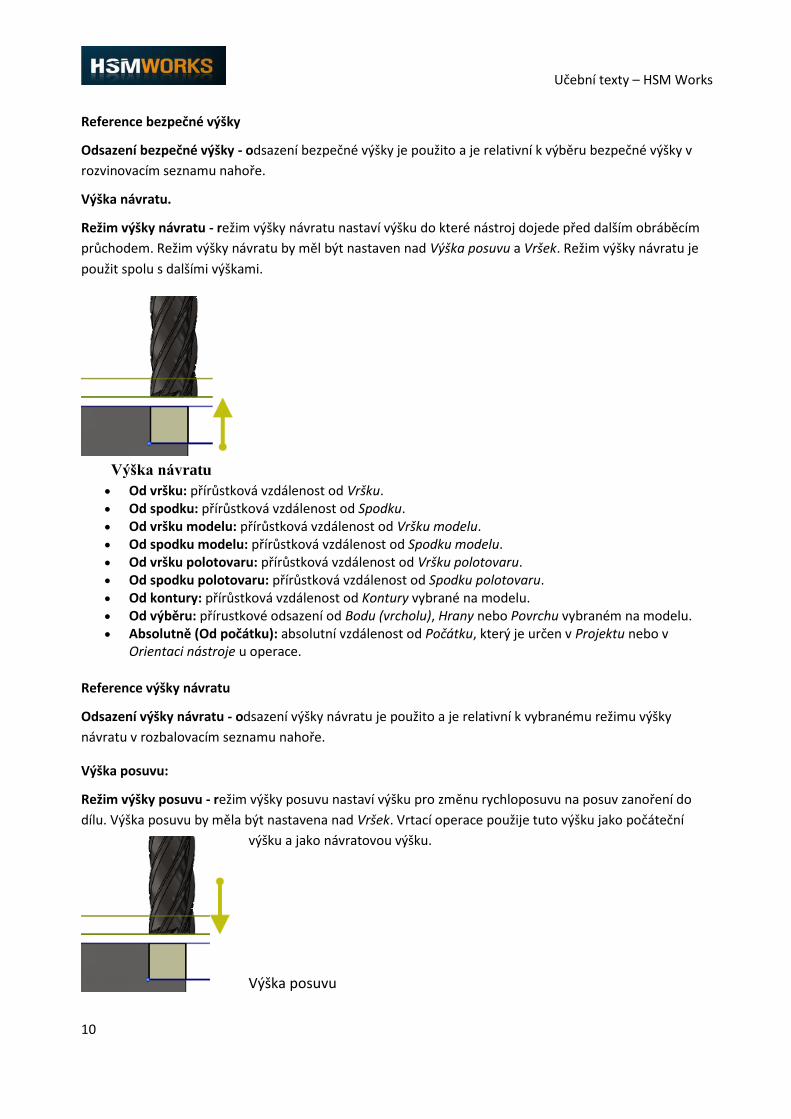
Výška návratu.
Režim výšky návratu - režim výšky návratu nastaví výšku do které nástroj dojede před dalším obráběcím
průchodem. Režim výšky návratu by měl být nastaven nad Výška posuvu a Vršek. Režim výšky návratu je
použit spolu s dalšími výškami.
Výška návratu
Od vršku: přírůstková vzdálenost od Vršku. Od spodku: přírůstková vzdálenost od Spodku. Od vršku modelu: přírůstková vzdálenost od Vršku modelu. Od spodku modelu: přírůstková vzdálenost od Spodku modelu. Od vršku polotovaru: přírůstková vzdálenost od Vršku polotovaru. Od spodku polotovaru: přírůstková vzdálenost od Spodku polotovaru. Od kontury: přírůstková vzdálenost od Kontury vybrané na modelu. Od výběru: přírustkové odsazení od Bodu (vrcholu), Hrany nebo Povrchu vybraném na modelu. Absolutně (Od počátku): absolutní vzdálenost od Počátku, který je určen v Projektu nebo v
Orientaci nástroje u operace.
Reference výšky návratu
Odsazení výšky návratu - odsazení výšky návratu je použito a je relativní k vybranému režimu výšky
návratu v rozbalovacím seznamu nahoře.
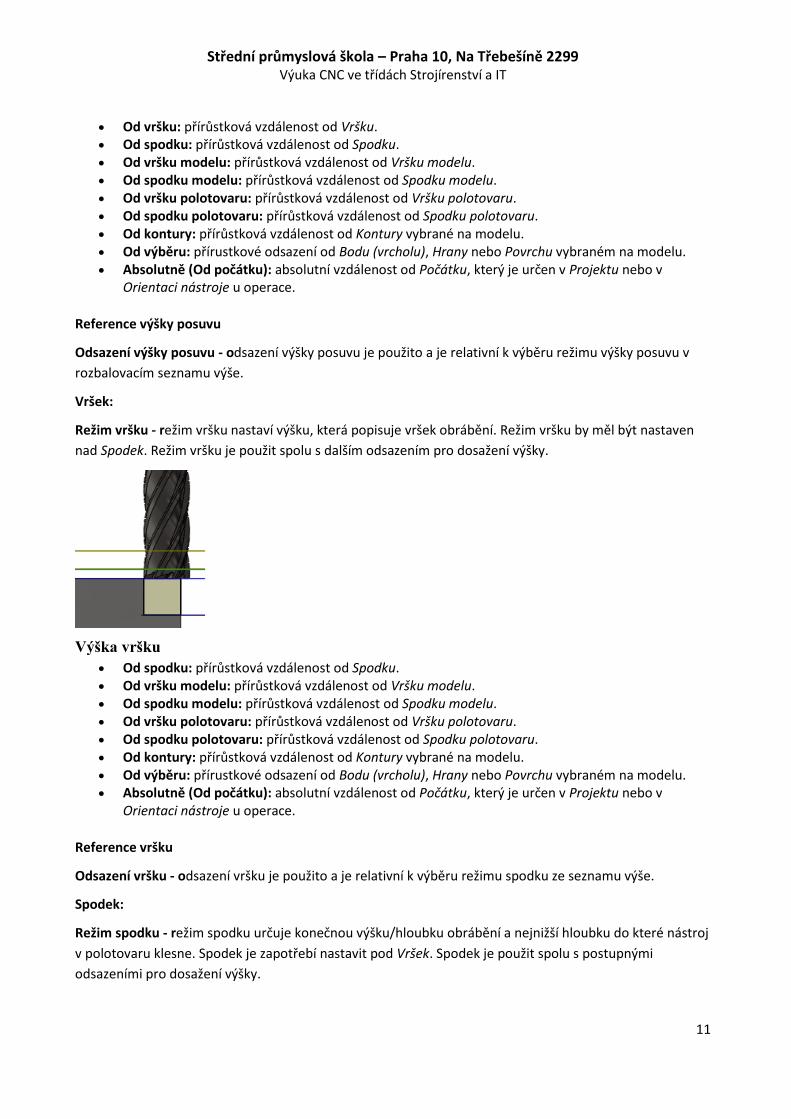
Výška posuvu:
Režim výšky posuvu - režim výšky posuvu nastaví výšku pro změnu rychloposuvu na posuv zanoření do
dílu. Výška posuvu by měla být nastavena nad Vršek. Vrtací operace použije tuto výšku jako počáteční
výšku a jako návratovou výšku.
Výška posuvu
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
11
Od vršku: přírůstková vzdálenost od Vršku. Od spodku: přírůstková vzdálenost od Spodku. Od vršku modelu: přírůstková vzdálenost od Vršku modelu. Od spodku modelu: přírůstková vzdálenost od Spodku modelu. Od vršku polotovaru: přírůstková vzdálenost od Vršku polotovaru. Od spodku polotovaru: přírůstková vzdálenost od Spodku polotovaru. Od kontury: přírůstková vzdálenost od Kontury vybrané na modelu. Od výběru: přírustkové odsazení od Bodu (vrcholu), Hrany nebo Povrchu vybraném na modelu. Absolutně (Od počátku): absolutní vzdálenost od Počátku, který je určen v Projektu nebo v
Orientaci nástroje u operace.
Reference výšky posuvu
Odsazení výšky posuvu - odsazení výšky posuvu je použito a je relativní k výběru režimu výšky posuvu v
rozbalovacím seznamu výše.
Vršek:
Režim vršku - režim vršku nastaví výšku, která popisuje vršek obrábění. Režim vršku by měl být nastaven
nad Spodek. Režim vršku je použit spolu s dalším odsazením pro dosažení výšky.
Výška vršku
Od spodku: přírůstková vzdálenost od Spodku. Od vršku modelu: přírůstková vzdálenost od Vršku modelu. Od spodku modelu: přírůstková vzdálenost od Spodku modelu. Od vršku polotovaru: přírůstková vzdálenost od Vršku polotovaru. Od spodku polotovaru: přírůstková vzdálenost od Spodku polotovaru. Od kontury: přírůstková vzdálenost od Kontury vybrané na modelu. Od výběru: přírustkové odsazení od Bodu (vrcholu), Hrany nebo Povrchu vybraném na modelu. Absolutně (Od počátku): absolutní vzdálenost od Počátku, který je určen v Projektu nebo v
Orientaci nástroje u operace.
Reference vršku
Odsazení vršku - odsazení vršku je použito a je relativní k výběru režimu spodku ze seznamu výše.
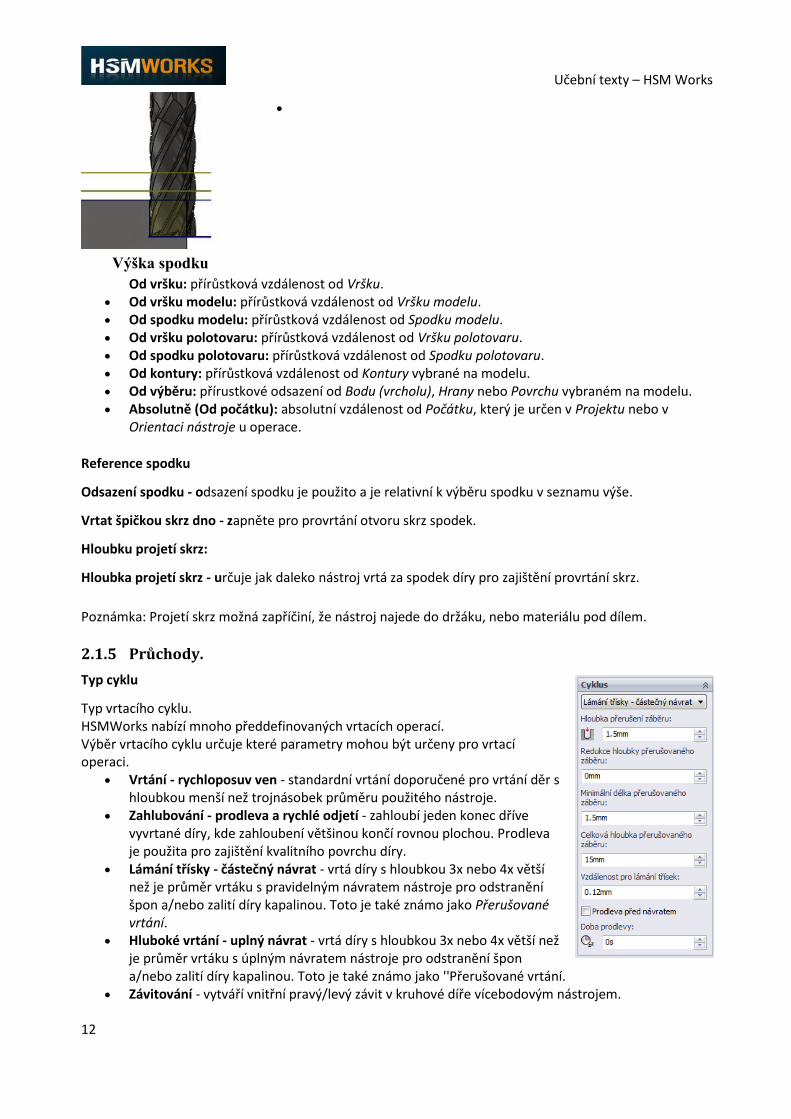
Spodek:
Režim spodku - režim spodku určuje konečnou výšku/hloubku obrábění a nejnižší hloubku do které nástroj
v polotovaru klesne. Spodek je zapotřebí nastavit pod Vršek. Spodek je použit spolu s postupnými
odsazeními pro dosažení výšky.
Učební texty – HSM Works
12
Od vršku: přírůstková vzdálenost od Vršku. Od vršku modelu: přírůstková vzdálenost od Vršku modelu. Od spodku modelu: přírůstková vzdálenost od Spodku modelu. Od vršku polotovaru: přírůstková vzdálenost od Vršku polotovaru. Od spodku polotovaru: přírůstková vzdálenost od Spodku polotovaru. Od kontury: přírůstková vzdálenost od Kontury vybrané na modelu. Od výběru: přírustkové odsazení od Bodu (vrcholu), Hrany nebo Povrchu vybraném na modelu. Absolutně (Od počátku): absolutní vzdálenost od Počátku, který je určen v Projektu nebo v
Orientaci nástroje u operace.
Reference spodku
Odsazení spodku - odsazení spodku je použito a je relativní k výběru spodku v seznamu výše.
Hloubka projetí skrz - určuje jak daleko nástroj vrtá za spodek díry pro zajištění provrtání skrz.
Poznámka: Projetí skrz možná zapříčiní, že nástroj najede do držáku, nebo materiálu pod dílem.
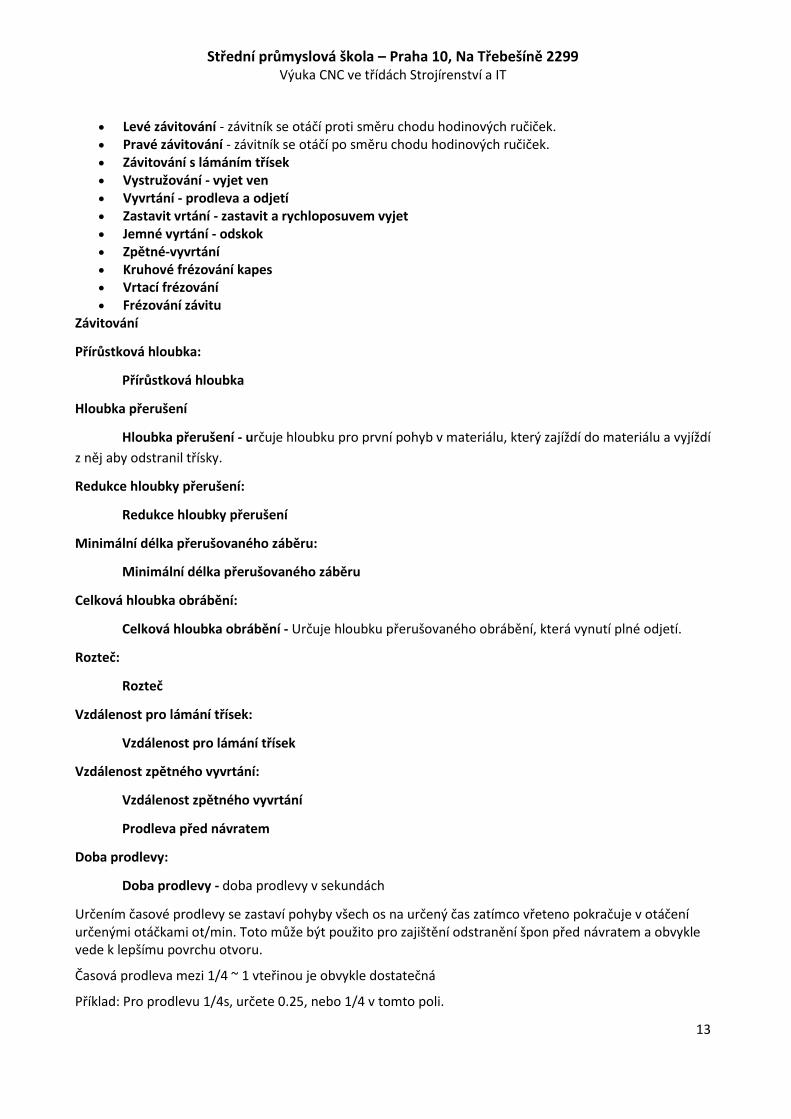
2.1.5 Průchody.
Typ cyklu
Typ vrtacího cyklu. HSMWorks nabízí mnoho předdefinovaných vrtacích operací. Výběr vrtacího cyklu určuje které parametry mohou být určeny pro vrtací operaci.
Vrtání - rychloposuv ven - standardní vrtání doporučené pro vrtání děr s hloubkou menší než trojnásobek průměru použitého nástroje.
Zahlubování - prodleva a rychlé odjetí - zahloubí jeden konec dříve vyvrtané díry, kde zahloubení většinou končí rovnou plochou. Prodleva je použita pro zajištění kvalitního povrchu díry.
Lámání třísky - částečný návrat - vrtá díry s hloubkou 3x nebo 4x větší než je průměr vrtáku s pravidelným návratem nástroje pro odstranění špon a/nebo zalití díry kapalinou. Toto je také známo jako Přerušované vrtání.
Hluboké vrtání - uplný návrat - vrtá díry s hloubkou 3x nebo 4x větší než je průměr vrtáku s úplným návratem nástroje pro odstranění špon a/nebo zalití díry kapalinou. Toto je také známo jako ''Přerušované vrtání.
Závitování - vytváří vnitřní pravý/levý závit v kruhové díře vícebodovým nástrojem.
Výška spodku
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
13
Levé závitování - závitník se otáčí proti směru chodu hodinových ručiček. Pravé závitování - závitník se otáčí po směru chodu hodinových ručiček. Závitování s lámáním třísek Vystružování - vyjet ven Vyvrtání - prodleva a odjetí Zastavit vrtání - zastavit a rychloposuvem vyjet Jemné vyrtání - odskok Zpětné-vyvrtání Kruhové frézování kapes Vrtací frézování Frézování závitu
Závitování
Přírůstková hloubka:
Přírůstková hloubka
Hloubka přerušení
Hloubka přerušení - určuje hloubku pro první pohyb v materiálu, který zajíždí do materiálu a vyjíždí
z něj aby odstranil třísky.
Redukce hloubky přerušení:
Redukce hloubky přerušení
Minimální délka přerušovaného záběru:
Minimální délka přerušovaného záběru
Celková hloubka obrábění:
Celková hloubka obrábění - Určuje hloubku přerušovaného obrábění, která vynutí plné odjetí.
Rozteč:
Rozteč
Vzdálenost pro lámání třísek:
Vzdálenost pro lámání třísek
Vzdálenost zpětného vyvrtání:
Vzdálenost zpětného vyvrtání
Prodleva před návratem
Doba prodlevy:
Doba prodlevy - doba prodlevy v sekundách
Určením časové prodlevy se zastaví pohyby všech os na určený čas zatímco vřeteno pokračuje v otáčení určenými otáčkami ot/min. Toto může být použito pro zajištění odstranění špon před návratem a obvykle vede k lepšímu povrchu otvoru.
Časová prodleva mezi 1/4 ~ 1 vteřinou je obvykle dostatečná
Příklad: Pro prodlevu 1/4s, určete 0.25, nebo 1/4 v tomto poli.
Učební texty – HSM Works
14
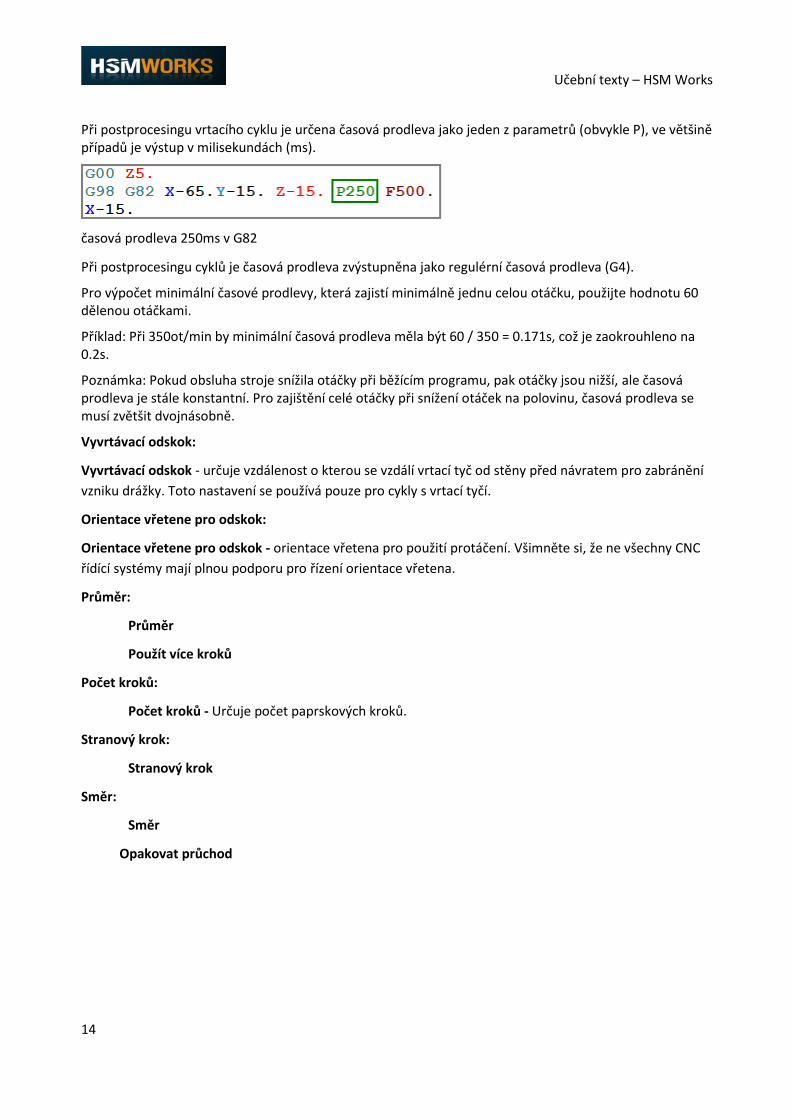
Při postprocesingu vrtacího cyklu je určena časová prodleva jako jeden z parametrů (obvykle P), ve většině případů je výstup v milisekundách (ms).
časová prodleva 250ms v G82
Při postprocesingu cyklů je časová prodleva zvýstupněna jako regulérní časová prodleva (G4).
Pro výpočet minimální časové prodlevy, která zajistí minimálně jednu celou otáčku, použijte hodnotu 60 dělenou otáčkami.
Příklad: Při 350ot/min by minimální časová prodleva měla být 60 / 350 = 0.171s, což je zaokrouhleno na 0.2s.
Poznámka: Pokud obsluha stroje snížila otáčky při běžícím programu, pak otáčky jsou nižší, ale časová prodleva je stále konstantní. Pro zajištění celé otáčky při snížení otáček na polovinu, časová prodleva se musí zvětšit dvojnásobně.
Vyvrtávací odskok:
Vyvrtávací odskok - určuje vzdálenost o kterou se vzdálí vrtací tyč od stěny před návratem pro zabránění
vzniku drážky. Toto nastavení se používá pouze pro cykly s vrtací tyčí.
Orientace vřetene pro odskok:
Orientace vřetene pro odskok - orientace vřetena pro použití protáčení. Všimněte si, že ne všechny CNC
řídící systémy mají plnou podporu pro řízení orientace vřetena.
Průměr:
Průměr
Použít více kroků
Počet kroků:
Počet kroků - Určuje počet paprskových kroků.
Stranový krok:
Stranový krok
Směr:
Směr
Opakovat průchod
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
15
2.1.6 Výšky vrtání „Od vršku díry“ a „Od spodku díry“.
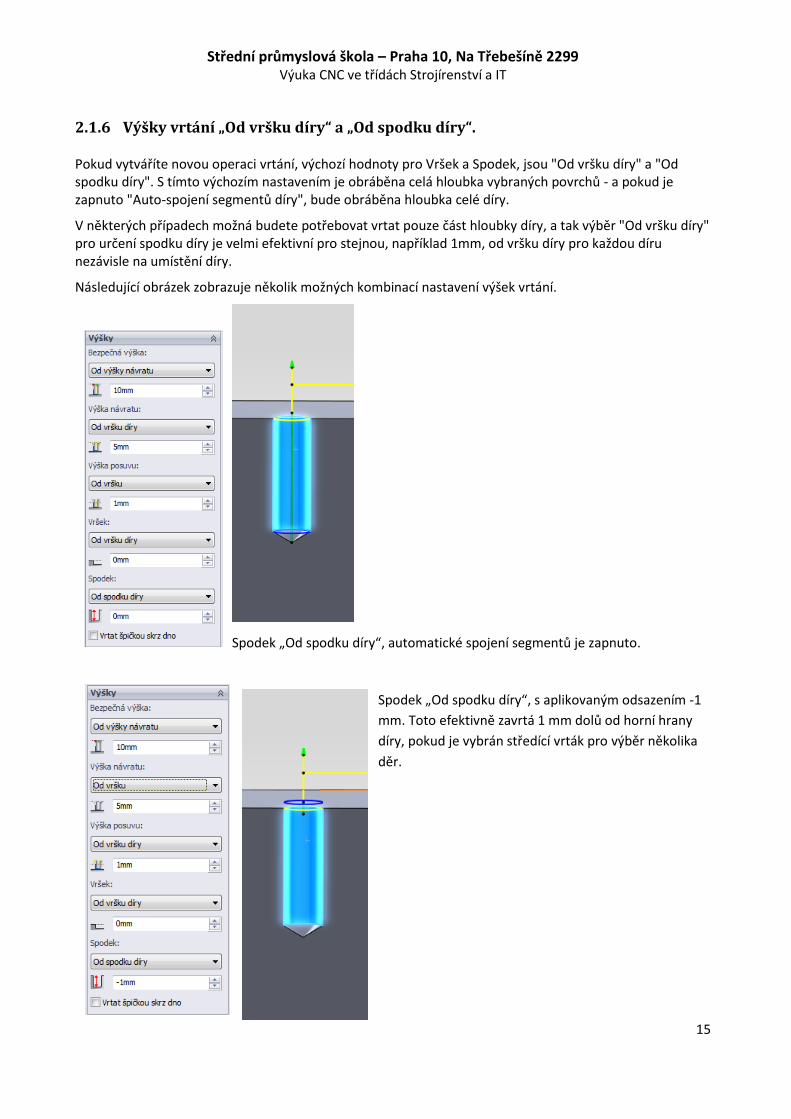
Pokud vytváříte novou operaci vrtání, výchozí hodnoty pro Vršek a Spodek, jsou "Od vršku díry" a "Od spodku díry". S tímto výchozím nastavením je obráběna celá hloubka vybraných povrchů - a pokud je zapnuto "Auto-spojení segmentů díry", bude obráběna hloubka celé díry.
V některých případech možná budete potřebovat vrtat pouze část hloubky díry, a tak výběr "Od vršku díry" pro určení spodku díry je velmi efektivní pro stejnou, například 1mm, od vršku díry pro každou díru nezávisle na umístění díry.
Následující obrázek zobrazuje několik možných kombinací nastavení výšek vrtání.
Spodek „Od spodku díry“, automatické spojení segmentů je zapnuto.
Spodek „Od spodku díry“, s aplikovaným odsazením -1
mm. Toto efektivně zavrtá 1 mm dolů od horní hrany
díry, pokud je vybrán středící vrták pro výběr několika
děr.
Učební texty – HSM Works
16
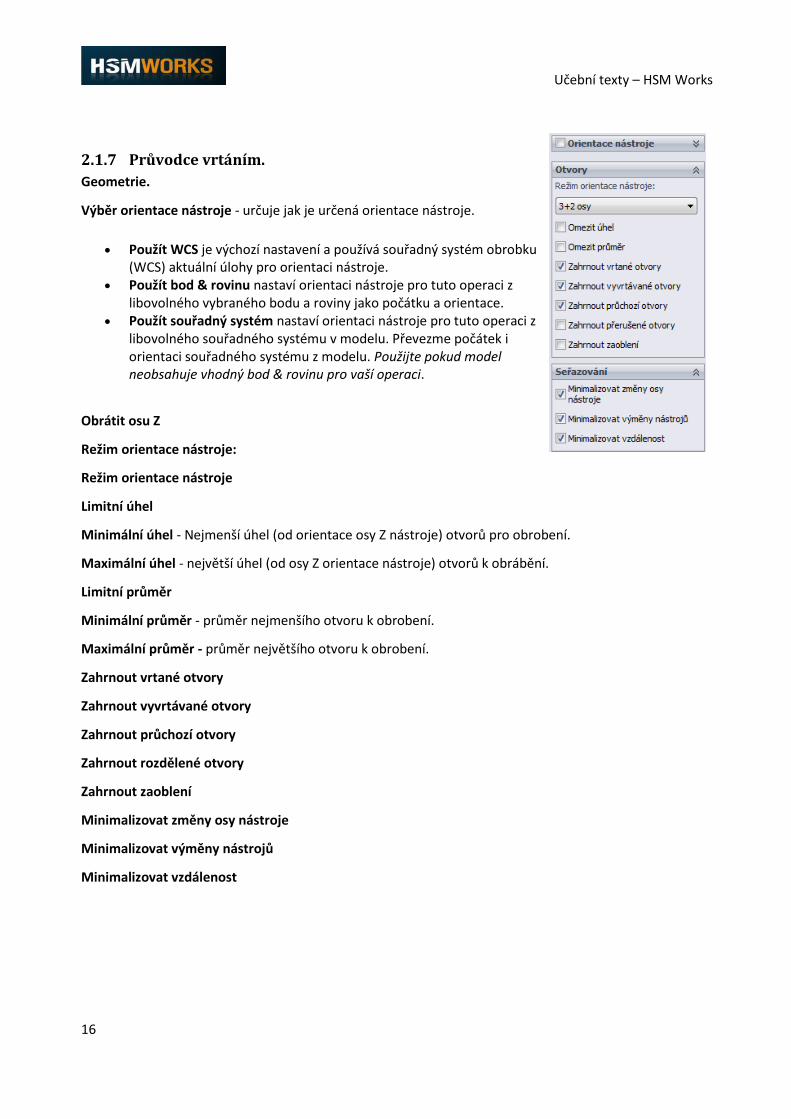
2.1.7 Průvodce vrtáním.
Geometrie.
Výběr orientace nástroje - určuje jak je určená orientace nástroje.
Použít WCS je výchozí nastavení a používá souřadný systém obrobku (WCS) aktuální úlohy pro orientaci nástroje.
Použít bod & rovinu nastaví orientaci nástroje pro tuto operaci z libovolného vybraného bodu a roviny jako počátku a orientace.
Použít souřadný systém nastaví orientaci nástroje pro tuto operaci z libovolného souřadného systému v modelu. Převezme počátek i orientaci souřadného systému z modelu. Použijte pokud model neobsahuje vhodný bod & rovinu pro vaší operaci.
Obrátit osu Z
Režim orientace nástroje:
Režim orientace nástroje
Limitní úhel
Minimální úhel - Nejmenší úhel (od orientace osy Z nástroje) otvorů pro obrobení.
Maximální úhel - největší úhel (od osy Z orientace nástroje) otvorů k obrábění.
Limitní průměr
Minimální průměr - průměr nejmenšího otvoru k obrobení.
Maximální průměr - průměr největšího otvoru k obrobení.
Zahrnout vrtané otvory
Zahrnout vyvrtávané otvory
Zahrnout průchozí otvory
Zahrnout rozdělené otvory
Zahrnout zaoblení
Minimalizovat změny osy nástroje
Minimalizovat výměny nástrojů
Minimalizovat vzdálenost
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
17
2.2 Kontura.
Konturou můžete jednoduše obrobit 2D a 3D kontury. Lze vybrat vícenásobné dráhy pro hrubování i
dokončování a vícenásobné hloubky pro libovolnou konturu.
Obrábění otevřených a uzavřených kontur pomocí vytvoření
pomocné geometrie.
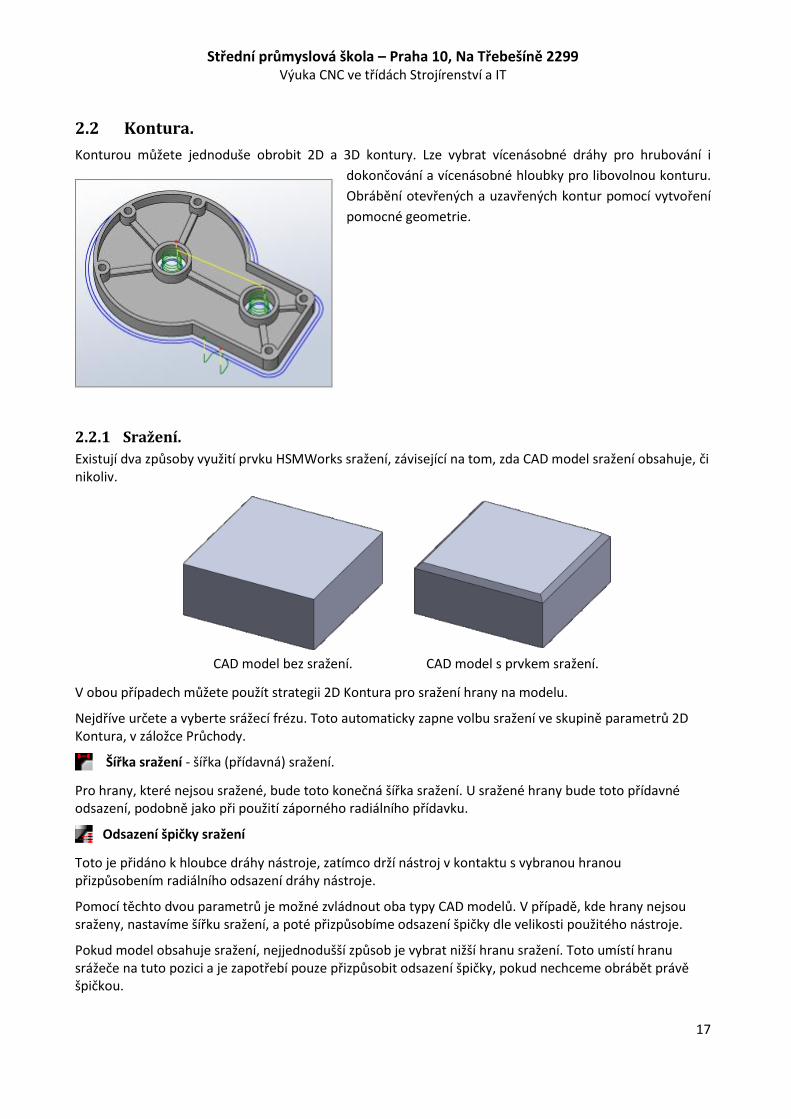
2.2.1 Sražení.
Existují dva způsoby využití prvku HSMWorks sražení, závisející na tom, zda CAD model sražení obsahuje, či nikoliv.
CAD model bez sražení. CAD model s prvkem sražení.
V obou případech můžete použít strategii 2D Kontura pro sražení hrany na modelu.
Nejdříve určete a vyberte srážecí frézu. Toto automaticky zapne volbu sražení ve skupině parametrů 2D Kontura, v záložce Průchody.
Šířka sražení - šířka (přídavná) sražení.
Pro hrany, které nejsou sražené, bude toto konečná šířka sražení. U sražené hrany bude toto přídavné odsazení, podobně jako při použití záporného radiálního přídavku.
Odsazení špičky sražení
Toto je přidáno k hloubce dráhy nástroje, zatímco drží nástroj v kontaktu s vybranou hranou přizpůsobením radiálního odsazení dráhy nástroje.
Pomocí těchto dvou parametrů je možné zvládnout oba typy CAD modelů. V případě, kde hrany nejsou sraženy, nastavíme šířku sražení, a poté přizpůsobíme odsazení špičky dle velikosti použitého nástroje.
Pokud model obsahuje sražení, nejjednodušší způsob je vybrat nižší hranu sražení. Toto umístí hranu srážeče na tuto pozici a je zapotřebí pouze přizpůsobit odsazení špičky, pokud nechceme obrábět právě špičkou.
Učební texty – HSM Works
18
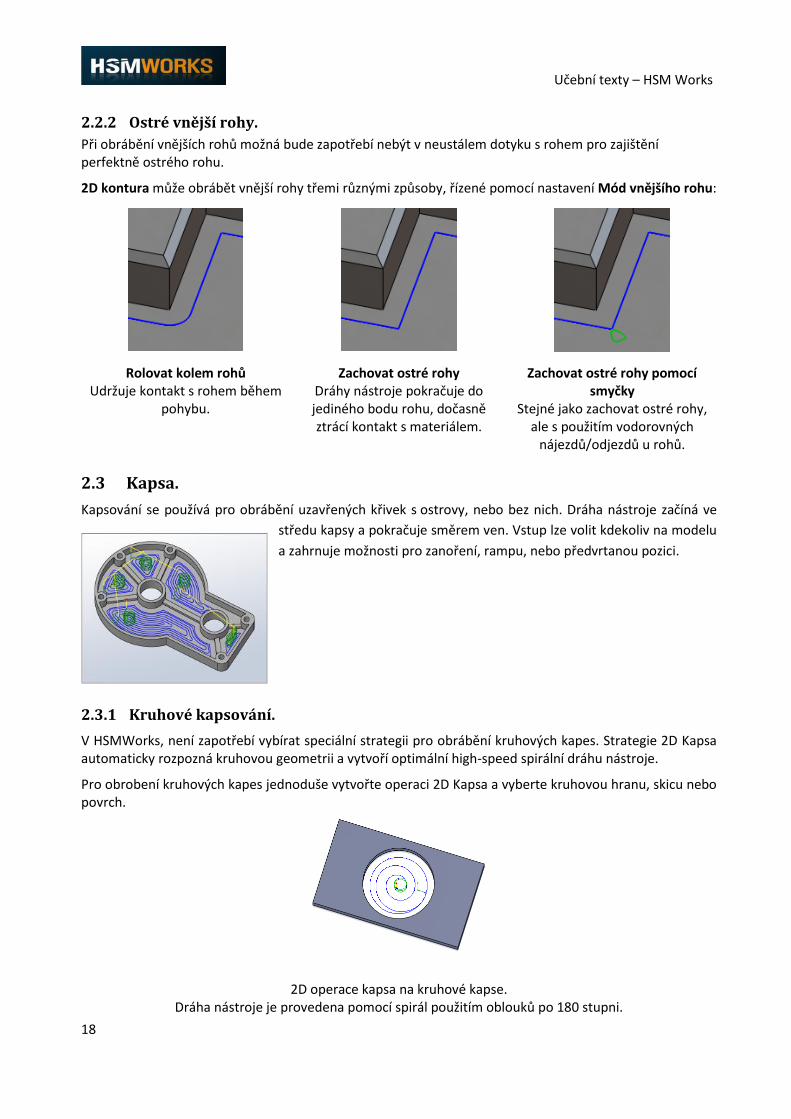
2.2.2 Ostré vnější rohy.
Při obrábění vnějších rohů možná bude zapotřebí nebýt v neustálem dotyku s rohem pro zajištění perfektně ostrého rohu.
2D kontura může obrábět vnější rohy třemi různými způsoby, řízené pomocí nastavení Mód vnějšího rohu:
Rolovat kolem rohů Udržuje kontakt s rohem během
pohybu.
Zachovat ostré rohy Dráhy nástroje pokračuje do jediného bodu rohu, dočasně ztrácí kontakt s materiálem.
Zachovat ostré rohy pomocí smyčky
Stejné jako zachovat ostré rohy, ale s použitím vodorovných
nájezdů/odjezdů u rohů.
2.3 Kapsa.
Kapsování se používá pro obrábění uzavřených křivek s ostrovy, nebo bez nich. Dráha nástroje začíná ve
středu kapsy a pokračuje směrem ven. Vstup lze volit kdekoliv na modelu
a zahrnuje možnosti pro zanoření, rampu, nebo předvrtanou pozici.
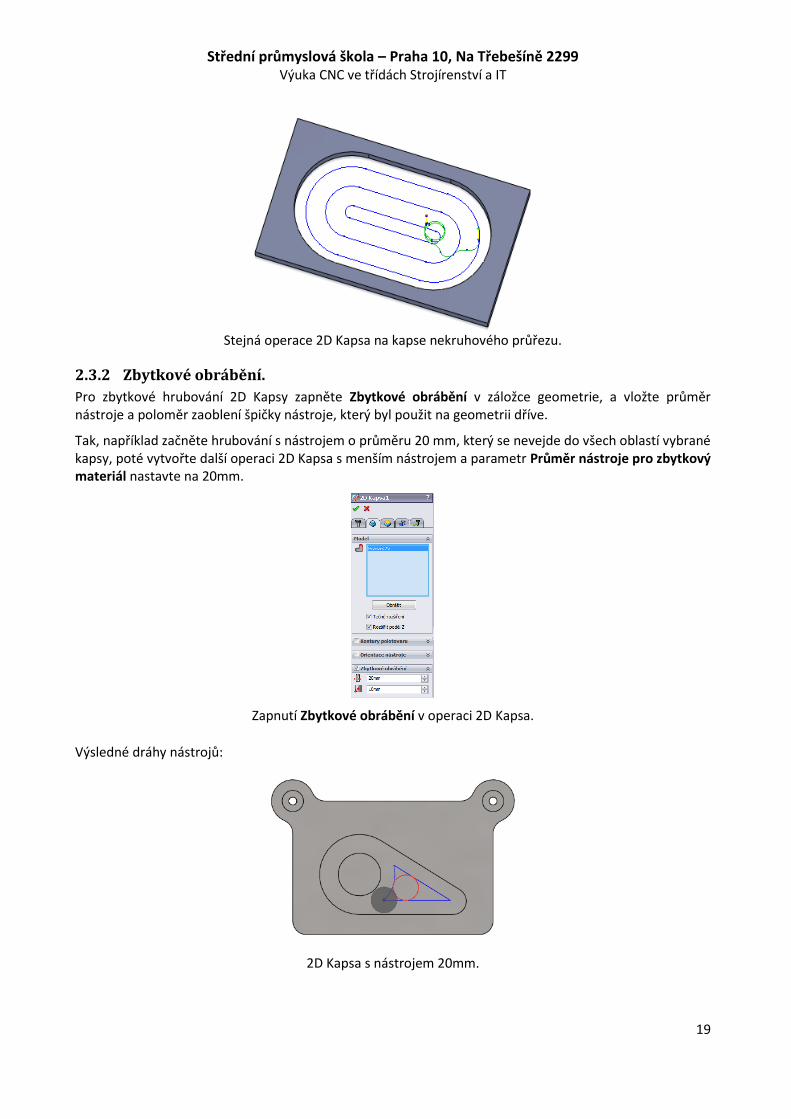
2.3.1 Kruhové kapsování.
V HSMWorks, není zapotřebí vybírat speciální strategii pro obrábění kruhových kapes. Strategie 2D Kapsa automaticky rozpozná kruhovou geometrii a vytvoří optimální high-speed spirální dráhu nástroje.
Pro obrobení kruhových kapes jednoduše vytvořte operaci 2D Kapsa a vyberte kruhovou hranu, skicu nebo povrch.
2D operace kapsa na kruhové kapse. Dráha nástroje je provedena pomocí spirál použitím oblouků po 180 stupni.
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
19
Stejná operace 2D Kapsa na kapse nekruhového průřezu.
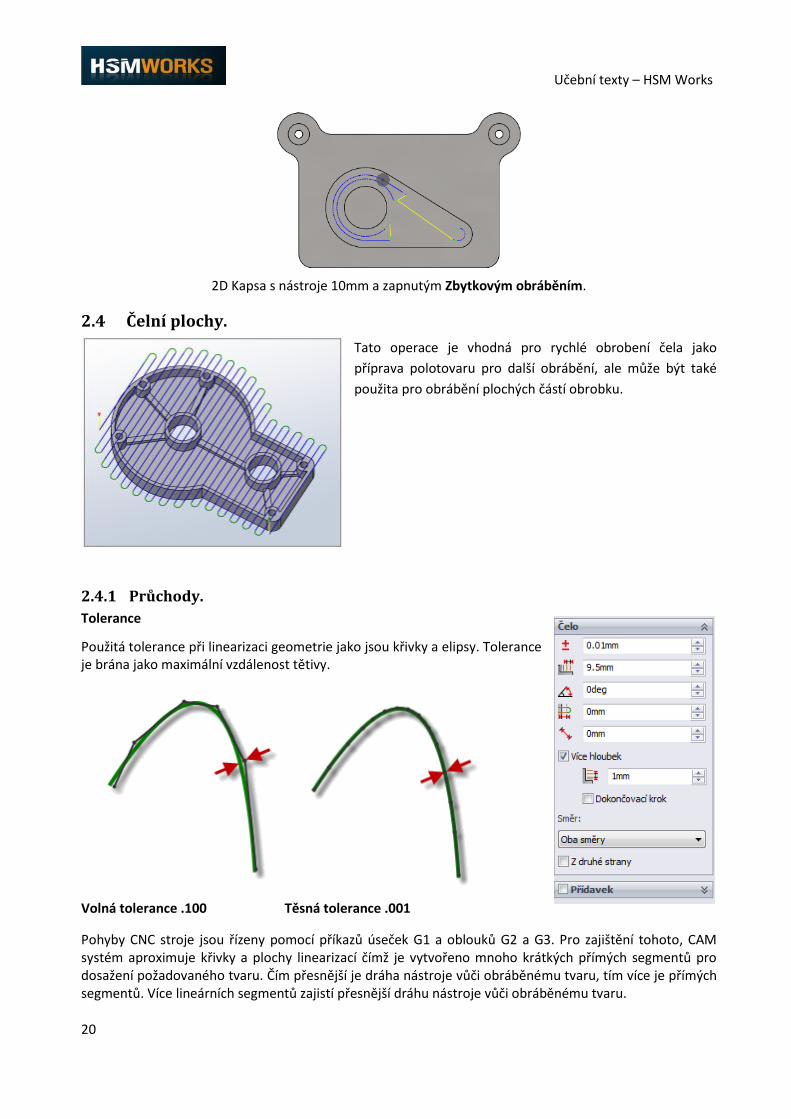
2.3.2 Zbytkové obrábění.
Pro zbytkové hrubování 2D Kapsy zapněte Zbytkové obrábění v záložce geometrie, a vložte průměr nástroje a poloměr zaoblení špičky nástroje, který byl použit na geometrii dříve.
Tak, například začněte hrubování s nástrojem o průměru 20 mm, který se nevejde do všech oblastí vybrané kapsy, poté vytvořte další operaci 2D Kapsa s menším nástrojem a parametr Průměr nástroje pro zbytkový materiál nastavte na 20mm.
Zapnutí Zbytkové obrábění v operaci 2D Kapsa.
Výsledné dráhy nástrojů:
2D Kapsa s nástrojem 20mm.
Učební texty – HSM Works
20
2D Kapsa s nástroje 10mm a zapnutým Zbytkovým obráběním.
2.4 Čelní plochy.
Tato operace je vhodná pro rychlé obrobení čela jako
příprava polotovaru pro další obrábění, ale může být také
použita pro obrábění plochých částí obrobku.
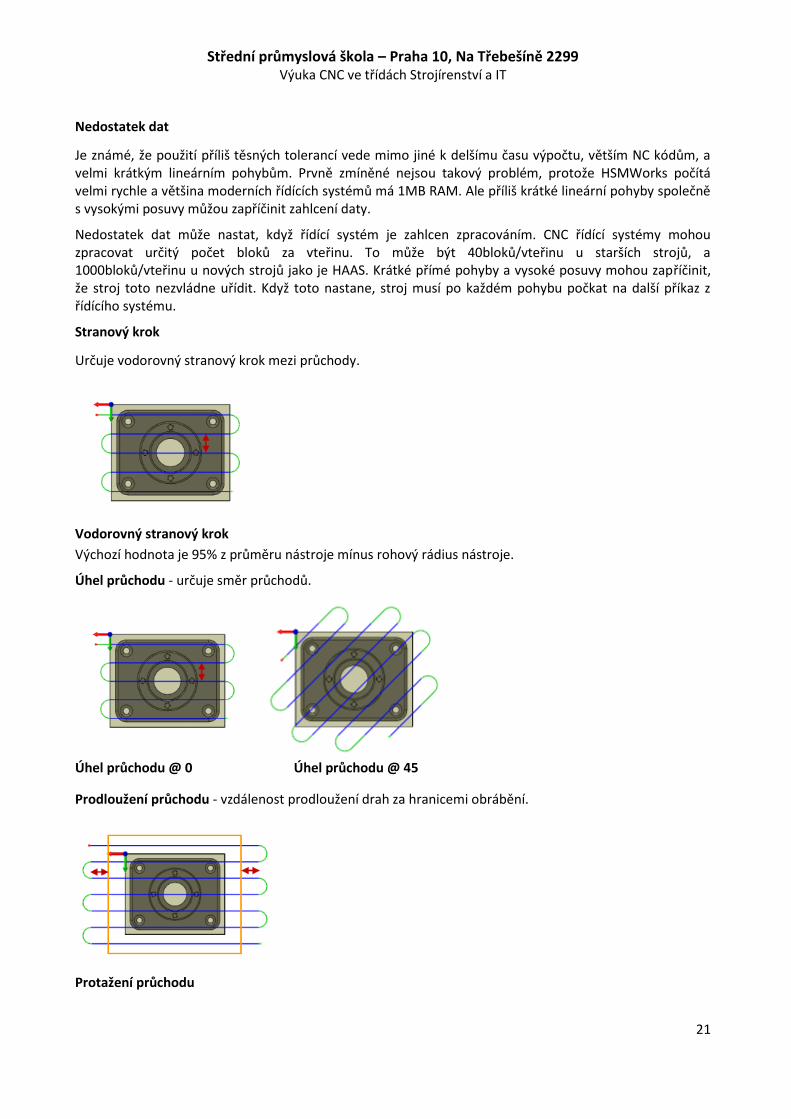
2.4.1 Průchody.
Tolerance
Použitá tolerance při linearizaci geometrie jako jsou křivky a elipsy. Tolerance je brána jako maximální vzdálenost tětivy.
Volná tolerance .100 Těsná tolerance .001
Pohyby CNC stroje jsou řízeny pomocí příkazů úseček G1 a oblouků G2 a G3. Pro zajištění tohoto, CAM systém aproximuje křivky a plochy linearizací čímž je vytvořeno mnoho krátkých přímých segmentů pro dosažení požadovaného tvaru. Čím přesnější je dráha nástroje vůči obráběnému tvaru, tím více je přímých segmentů. Více lineárních segmentů zajistí přesnější dráhu nástroje vůči obráběnému tvaru.
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
21
Nedostatek dat
Je známé, že použití příliš těsných tolerancí vede mimo jiné k delšímu času výpočtu, větším NC kódům, a velmi krátkým lineárním pohybům. Prvně zmíněné nejsou takový problém, protože HSMWorks počítá velmi rychle a většina moderních řídících systémů má 1MB RAM. Ale příliš krátké lineární pohyby společně s vysokými posuvy můžou zapříčinit zahlcení daty.
Nedostatek dat může nastat, když řídící systém je zahlcen zpracováním. CNC řídící systémy mohou zpracovat určitý počet bloků za vteřinu. To může být 40bloků/vteřinu u starších strojů, a 1000bloků/vteřinu u nových strojů jako je HAAS. Krátké přímé pohyby a vysoké posuvy mohou zapříčinit, že stroj toto nezvládne uřídit. Když toto nastane, stroj musí po každém pohybu počkat na další příkaz z řídícího systému.
Stranový krok
Určuje vodorovný stranový krok mezi průchody.
Vodorovný stranový krok
Výchozí hodnota je 95% z průměru nástroje mínus rohový rádius nástroje.
Úhel průchodu - určuje směr průchodů.
Úhel průchodu @ 0 Úhel průchodu @ 45
Prodloužení průchodu - vzdálenost prodloužení drah za hranicemi obrábění.
Protažení průchodu
Učební texty – HSM Works
22
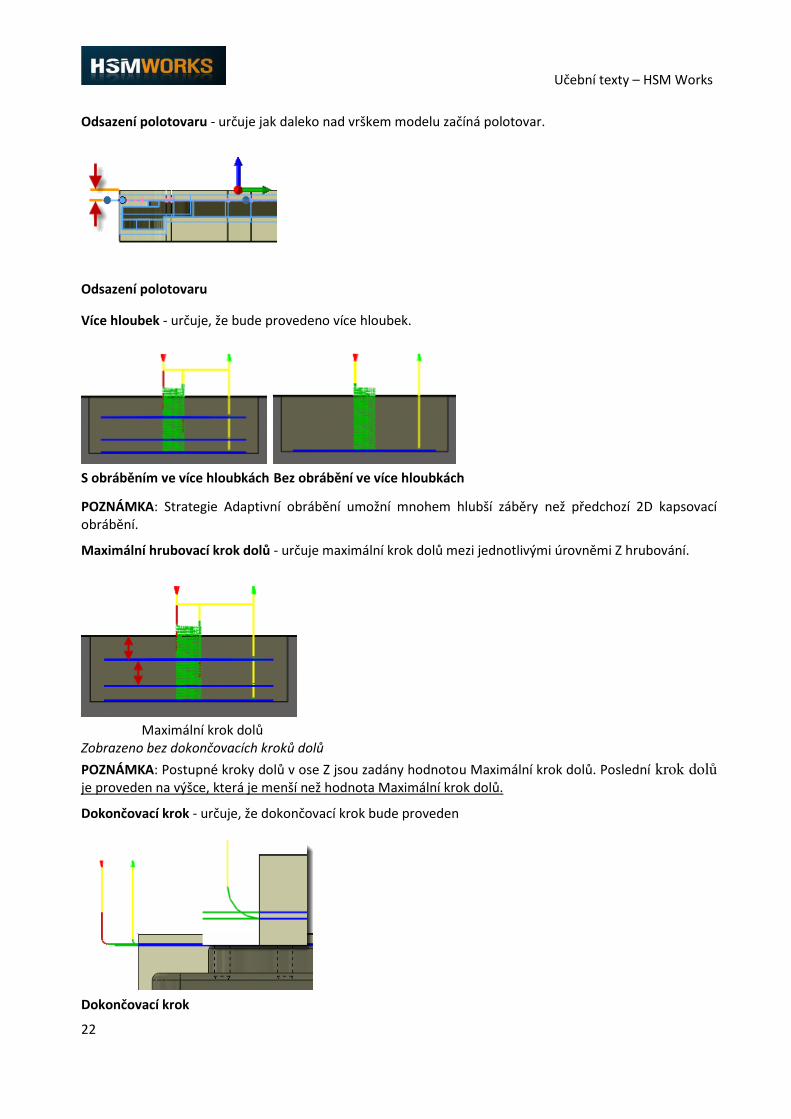
Odsazení polotovaru - určuje jak daleko nad vrškem modelu začíná polotovar.
Odsazení polotovaru
Více hloubek - určuje, že bude provedeno více hloubek.
S obráběním ve více hloubkách Bez obrábění ve více hloubkách
POZNÁMKA: Strategie Adaptivní obrábění umožní mnohem hlubší záběry než předchozí 2D kapsovací obrábění.
Maximální hrubovací krok dolů - určuje maximální krok dolů mezi jednotlivými úrovněmi Z hrubování.
Maximální krok dolů Zobrazeno bez dokončovacích kroků dolů
POZNÁMKA: Postupné kroky dolů v ose Z jsou zadány hodnotou Maximální krok dolů. Poslední krok dolů je proveden na výšce, která je menší než hodnota Maximální krok dolů.
Dokončovací krok - určuje, že dokončovací krok bude proveden
Dokončovací krok
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
23
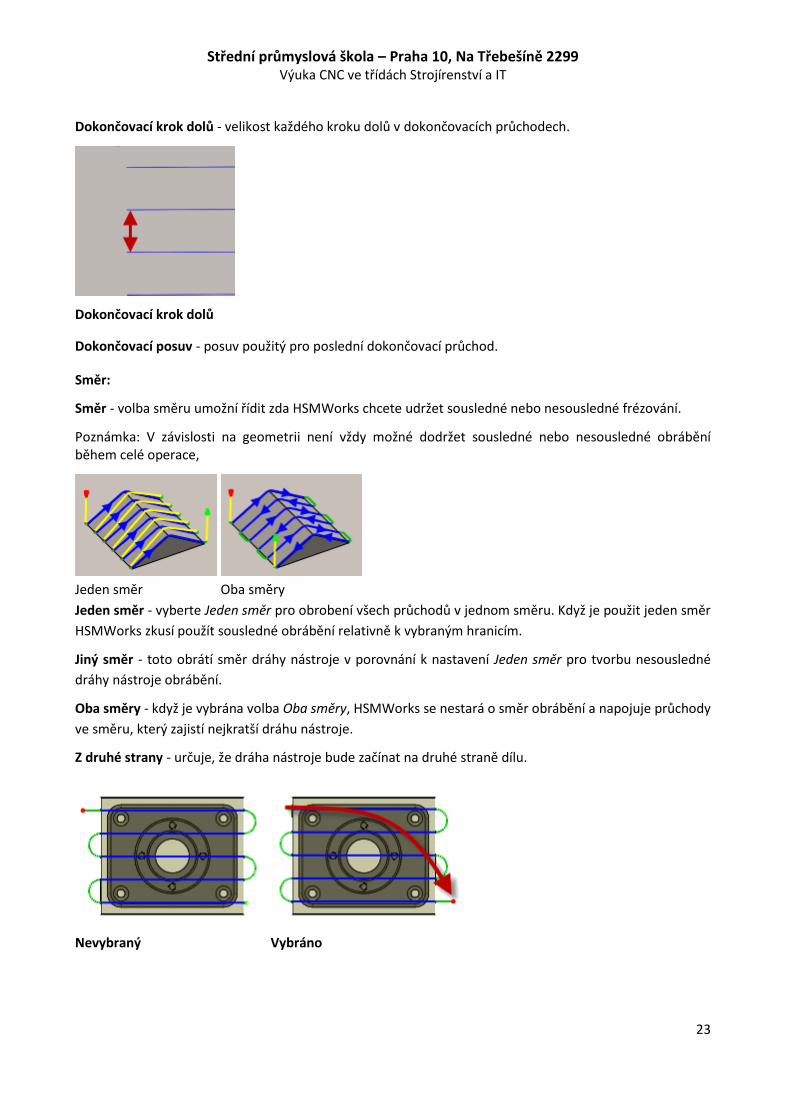
Dokončovací krok dolů - velikost každého kroku dolů v dokončovacích průchodech.
Dokončovací krok dolů
Dokončovací posuv - posuv použitý pro poslední dokončovací průchod.
Směr:
Směr - volba směru umožní řídit zda HSMWorks chcete udržet sousledné nebo nesousledné frézování.
Poznámka: V závislosti na geometrii není vždy možné dodržet sousledné nebo nesousledné obrábění během celé operace,
Jeden směr Oba směry
Jeden směr - vyberte Jeden směr pro obrobení všech průchodů v jednom směru. Když je použit jeden směr
HSMWorks zkusí použít sousledné obrábění relativně k vybraným hranicím.
Jiný směr - toto obrátí směr dráhy nástroje v porovnání k nastavení Jeden směr pro tvorbu nesousledné
dráhy nástroje obrábění.
Oba směry - když je vybrána volba Oba směry, HSMWorks se nestará o směr obrábění a napojuje průchody
ve směru, který zajistí nejkratší dráhu nástroje.
Z druhé strany - určuje, že dráha nástroje bude začínat na druhé straně dílu.
Nevybraný Vybráno
Učební texty – HSM Works
24
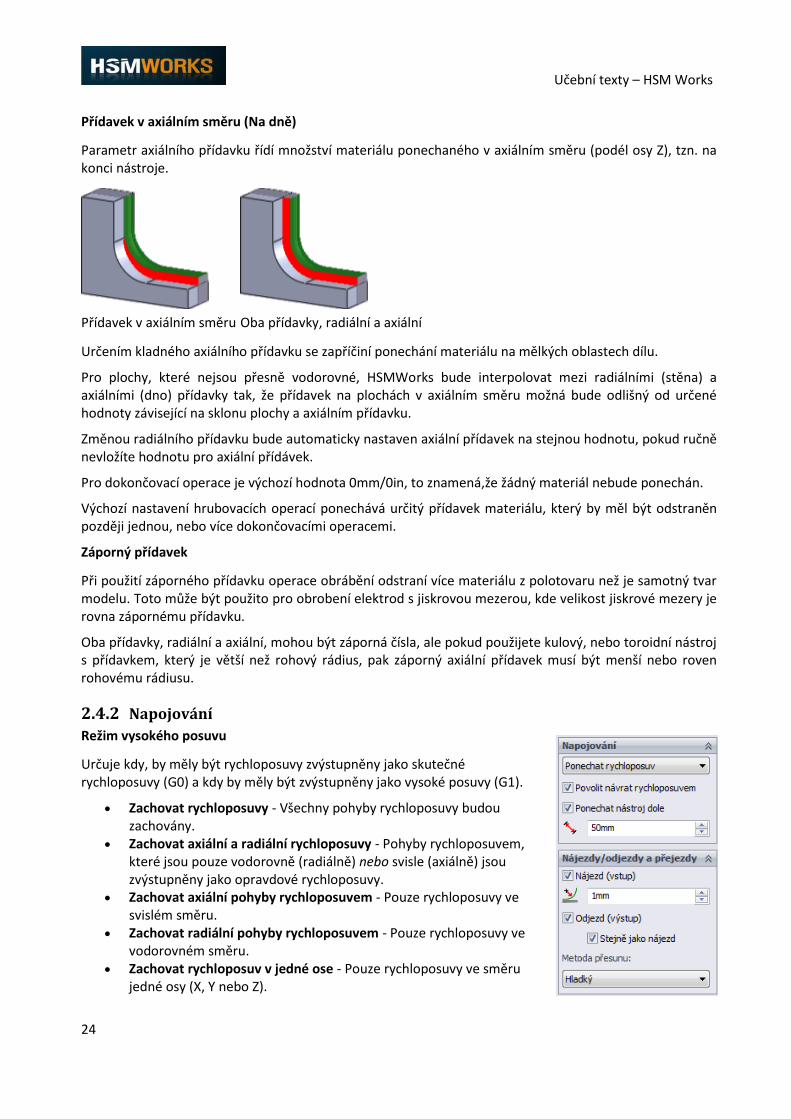
Přídavek v axiálním směru (Na dně)
Parametr axiálního přídavku řídí množství materiálu ponechaného v axiálním směru (podél osy Z), tzn. na konci nástroje.
Přídavek v axiálním směru Oba přídavky, radiální a axiální
Určením kladného axiálního přídavku se zapříčiní ponechání materiálu na mělkých oblastech dílu.
Pro plochy, které nejsou přesně vodorovné, HSMWorks bude interpolovat mezi radiálními (stěna) a axiálními (dno) přídavky tak, že přídavek na plochách v axiálním směru možná bude odlišný od určené hodnoty závisející na sklonu plochy a axiálním přídavku.
Změnou radiálního přídavku bude automaticky nastaven axiální přídavek na stejnou hodnotu, pokud ručně nevložíte hodnotu pro axiální přídávek.
Pro dokončovací operace je výchozí hodnota 0mm/0in, to znamená,že žádný materiál nebude ponechán.
Výchozí nastavení hrubovacích operací ponechává určitý přídavek materiálu, který by měl být odstraněn později jednou, nebo více dokončovacími operacemi.
Záporný přídavek
Při použití záporného přídavku operace obrábění odstraní více materiálu z polotovaru než je samotný tvar modelu. Toto může být použito pro obrobení elektrod s jiskrovou mezerou, kde velikost jiskrové mezery je rovna zápornému přídavku.
Oba přídavky, radiální a axiální, mohou být záporná čísla, ale pokud použijete kulový, nebo toroidní nástroj s přídavkem, který je větší než rohový rádius, pak záporný axiální přídavek musí být menší nebo roven rohovému rádiusu.
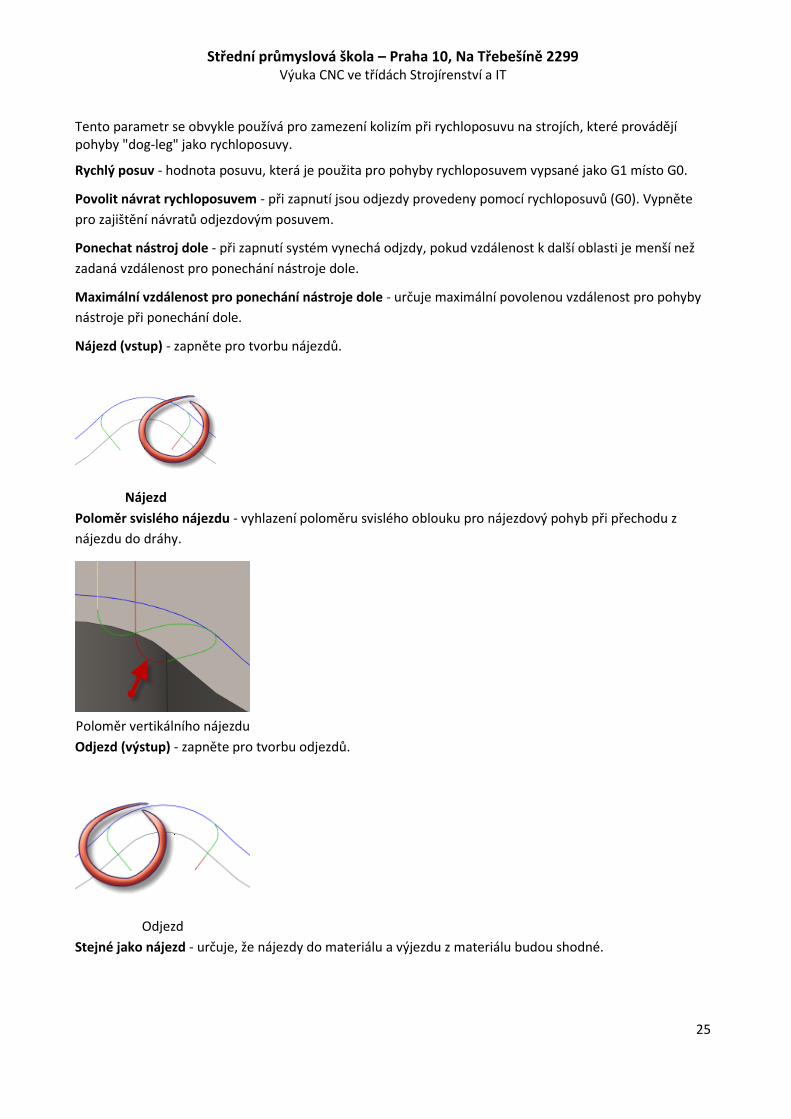
2.4.2 Napojování Režim vysokého posuvu
Určuje kdy, by měly být rychloposuvy zvýstupněny jako skutečné rychloposuvy (G0) a kdy by měly být zvýstupněny jako vysoké posuvy (G1).
Zachovat rychloposuvy - Všechny pohyby rychloposuvy budou zachovány.
Zachovat axiální a radiální rychloposuvy - Pohyby rychloposuvem, které jsou pouze vodorovně (radiálně) nebo svisle (axiálně) jsou zvýstupněny jako opravdové rychloposuvy.
Zachovat axiální pohyby rychloposuvem - Pouze rychloposuvy ve svislém směru.
Zachovat radiální pohyby rychloposuvem - Pouze rychloposuvy ve vodorovném směru.
Zachovat rychloposuv v jedné ose - Pouze rychloposuvy ve směru jedné osy (X, Y nebo Z).
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
25
Tento parametr se obvykle používá pro zamezení kolizím při rychloposuvu na strojích, které provádějí pohyby "dog-leg" jako rychloposuvy.
Rychlý posuv - hodnota posuvu, která je použita pro pohyby rychloposuvem vypsané jako G1 místo G0.
Povolit návrat rychloposuvem - při zapnutí jsou odjezdy provedeny pomocí rychloposuvů (G0). Vypněte
pro zajištění návratů odjezdovým posuvem.
Ponechat nástroj dole - při zapnutí systém vynechá odjzdy, pokud vzdálenost k další oblasti je menší než
zadaná vzdálenost pro ponechání nástroje dole.
Maximální vzdálenost pro ponechání nástroje dole - určuje maximální povolenou vzdálenost pro pohyby
nástroje při ponechání dole.
Nájezd (vstup) - zapněte pro tvorbu nájezdů.
Nájezd
Poloměr svislého nájezdu - vyhlazení poloměru svislého oblouku pro nájezdový pohyb při přechodu z
nájezdu do dráhy.
Poloměr vertikálního nájezdu
Odjezd (výstup) - zapněte pro tvorbu odjezdů.
Odjezd
Stejné jako nájezd - určuje, že nájezdy do materiálu a výjezdu z materiálu budou shodné.
Učební texty – HSM Works
26
Poloměr svislého odjezdu - určuje poloměr svislého odjezdu z materiálu.
Poloměr vertikálního odjezdu
Metoda přesunu:
Způsob připojení - určuje typ napojení mezi průchody.
Křivka - Použije jemné tečně navazující pohyby použitím oblouků v odpovídajících místech. Přímá čára - Jednodušší, přímé propojení pomocí přímých čar.
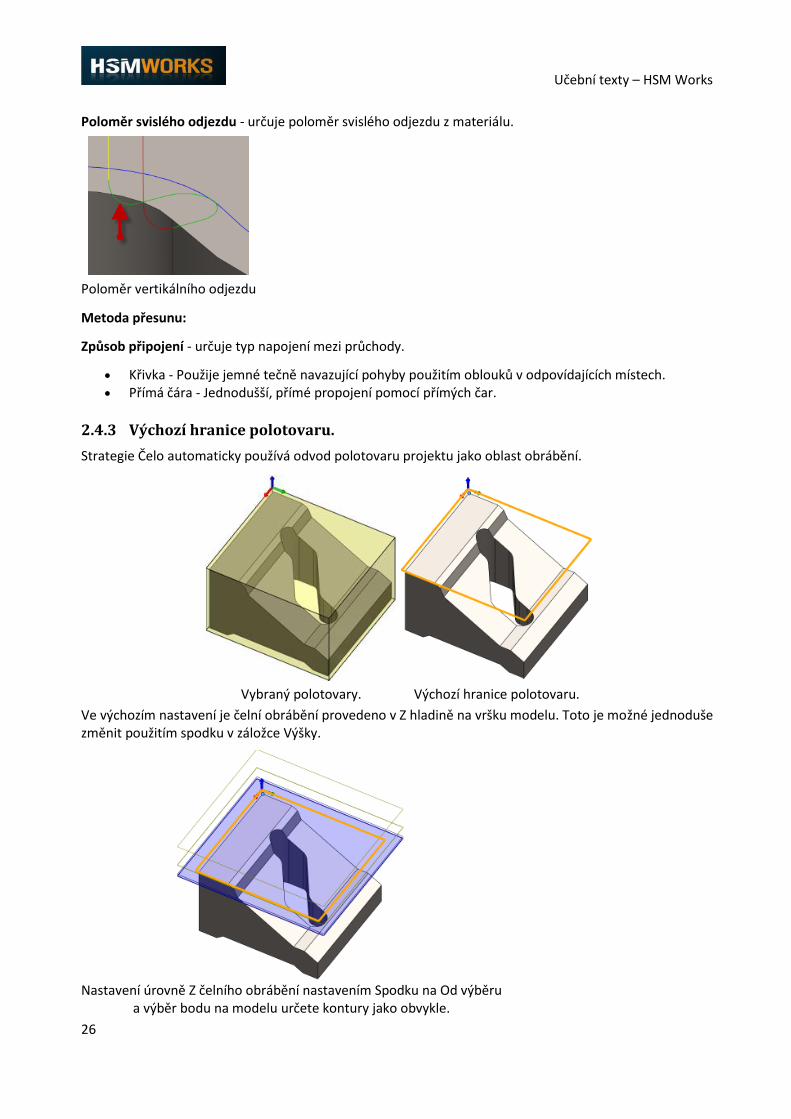
2.4.3 Výchozí hranice polotovaru.
Strategie Čelo automaticky používá odvod polotovaru projektu jako oblast obrábění.
Vybraný polotovary. Výchozí hranice polotovaru.
Ve výchozím nastavení je čelní obrábění provedeno v Z hladině na vršku modelu. Toto je možné jednoduše změnit použitím spodku v záložce Výšky.
Nastavení úrovně Z čelního obrábění nastavením Spodku na Od výběru a výběr bodu na modelu určete kontury jako obvykle.
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
27
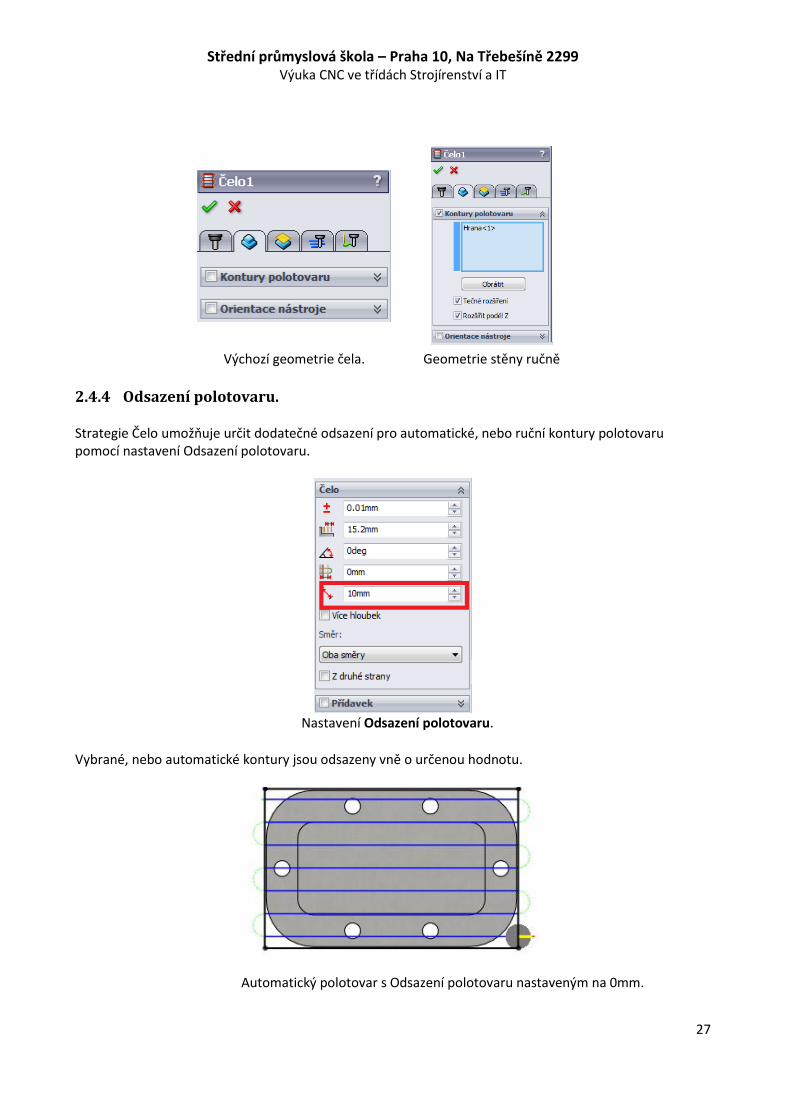
Výchozí geometrie čela. Geometrie stěny ručně
2.4.4 Odsazení polotovaru.
Strategie Čelo umožňuje určit dodatečné odsazení pro automatické, nebo ruční kontury polotovaru pomocí nastavení Odsazení polotovaru.
Nastavení Odsazení polotovaru.
Vybrané, nebo automatické kontury jsou odsazeny vně o určenou hodnotu.
Automatický polotovar s Odsazení polotovaru nastaveným na 0mm.
Učební texty – HSM Works
28
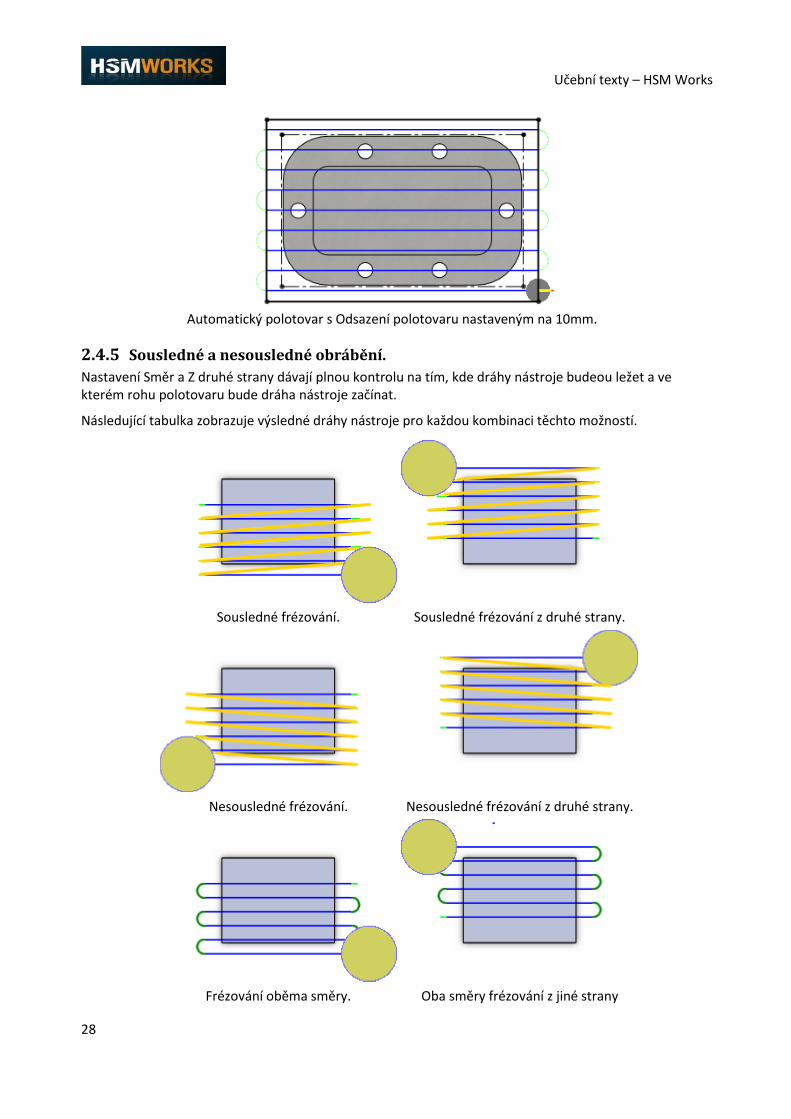
Automatický polotovar s Odsazení polotovaru nastaveným na 10mm.
2.4.5 Sousledné a nesousledné obrábění. Nastavení Směr a Z druhé strany dávají plnou kontrolu na tím, kde dráhy nástroje budeou ležet a ve kterém rohu polotovaru bude dráha nástroje začínat.
Následující tabulka zobrazuje výsledné dráhy nástroje pro každou kombinaci těchto možností.
Sousledné frézování. Sousledné frézování z druhé strany.
Nesousledné frézování. Nesousledné frézování z druhé strany.
Frézování oběma směry. Oba směry frézování z jiné strany
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
29
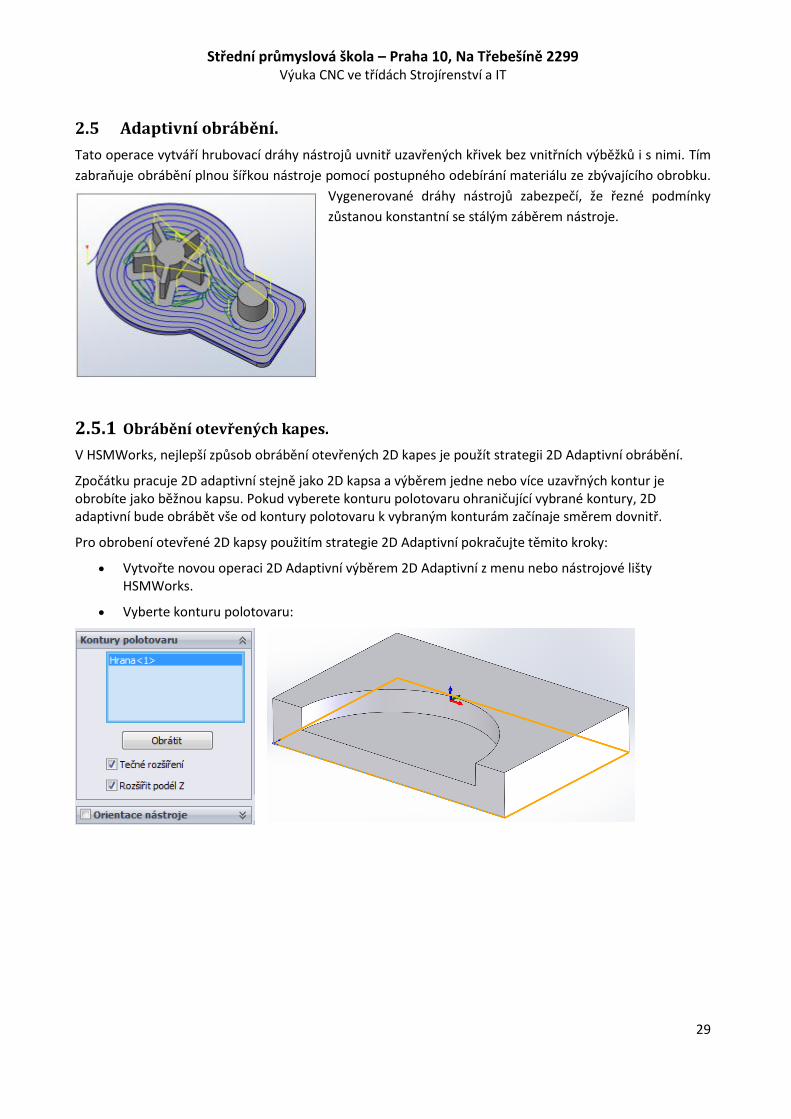
2.5 Adaptivní obrábění.
Tato operace vytváří hrubovací dráhy nástrojů uvnitř uzavřených křivek bez vnitřních výběžků i s nimi. Tím
zabraňuje obrábění plnou šířkou nástroje pomocí postupného odebírání materiálu ze zbývajícího obrobku.
Vygenerované dráhy nástrojů zabezpečí, že řezné podmínky
zůstanou konstantní se stálým záběrem nástroje.
2.5.1 Obrábění otevřených kapes.
V HSMWorks, nejlepší způsob obrábění otevřených 2D kapes je použít strategii 2D Adaptivní obrábění.
Zpočátku pracuje 2D adaptivní stejně jako 2D kapsa a výběrem jedne nebo více uzavřných kontur je obrobíte jako běžnou kapsu. Pokud vyberete konturu polotovaru ohraničující vybrané kontury, 2D adaptivní bude obrábět vše od kontury polotovaru k vybraným konturám začínaje směrem dovnitř.
Pro obrobení otevřené 2D kapsy použitím strategie 2D Adaptivní pokračujte těmito kroky:
Vytvořte novou operaci 2D Adaptivní výběrem 2D Adaptivní z menu nebo nástrojové lišty HSMWorks.
Vyberte konturu polotovaru:
Učební texty – HSM Works
30
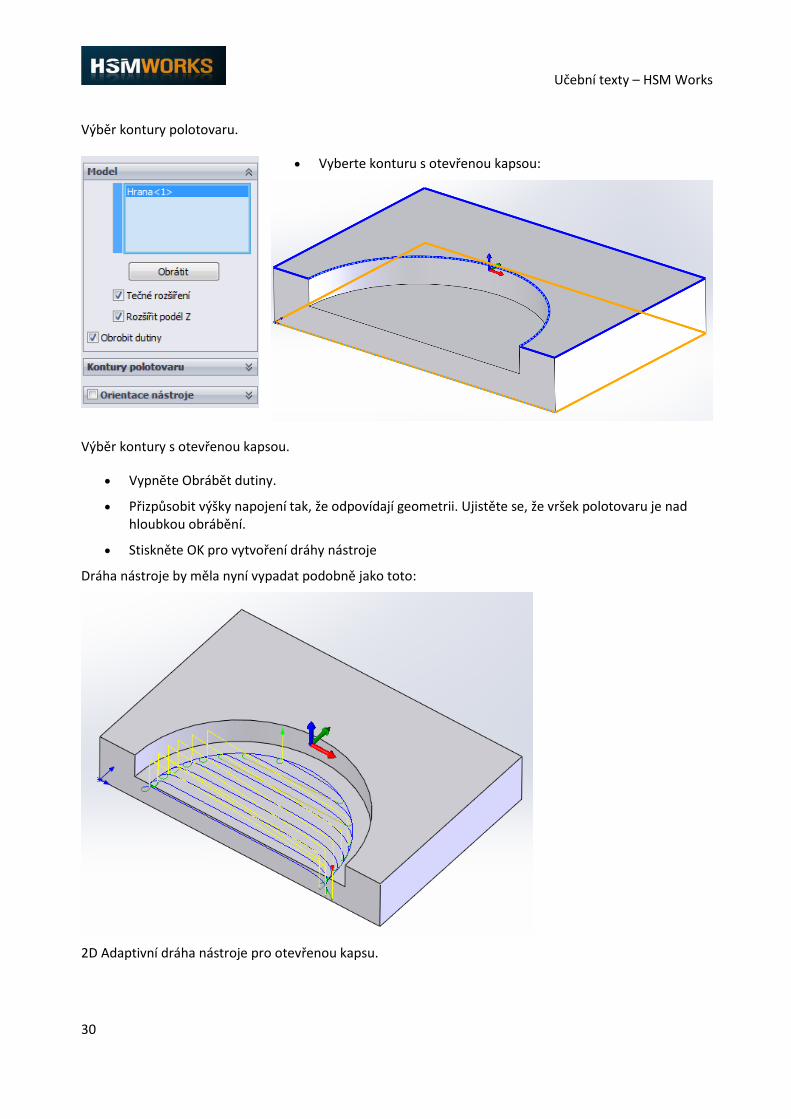
Výběr kontury polotovaru.
Vyberte konturu s otevřenou kapsou:
Výběr kontury s otevřenou kapsou.
Vypněte Obrábět dutiny.
Přizpůsobit výšky napojení tak, že odpovídají geometrii. Ujistěte se, že vršek polotovaru je nad hloubkou obrábění.
Stiskněte OK pro vytvoření dráhy nástroje
Dráha nástroje by měla nyní vypadat podobně jako toto:
2D Adaptivní dráha nástroje pro otevřenou kapsu.
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
31
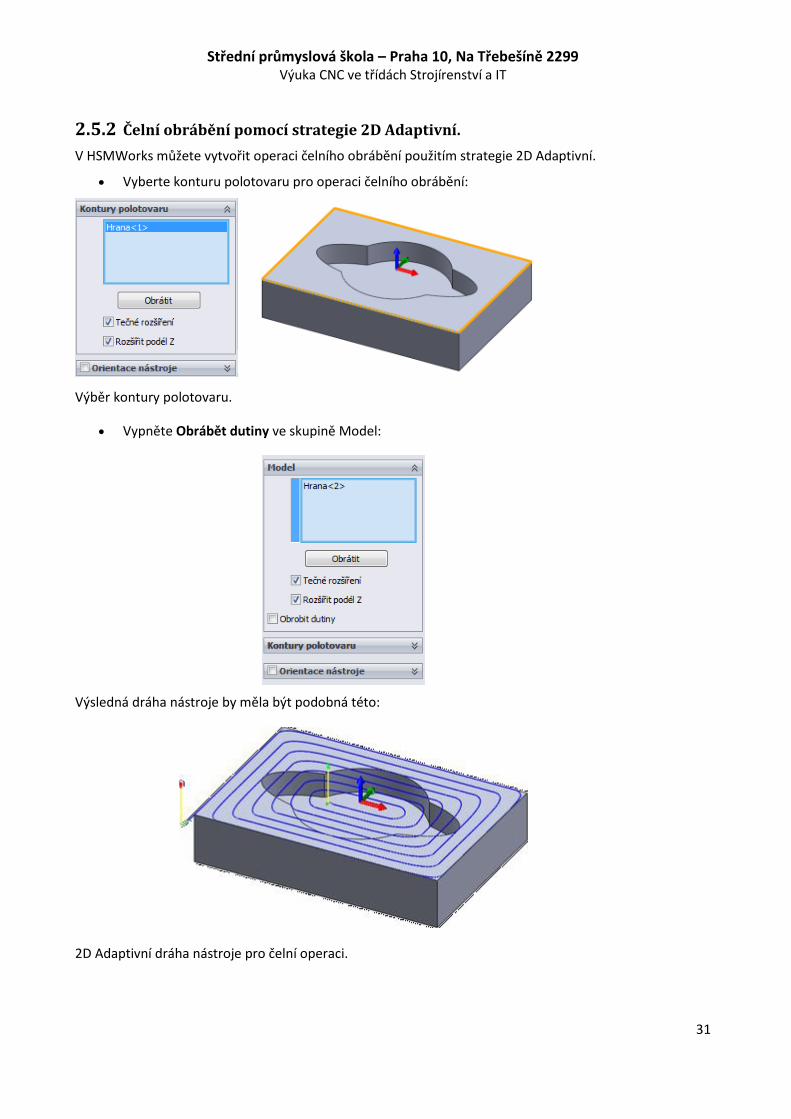
2.5.2 Čelní obrábění pomocí strategie 2D Adaptivní.
V HSMWorks můžete vytvořit operaci čelního obrábění použitím strategie 2D Adaptivní.
Vyberte konturu polotovaru pro operaci čelního obrábění:
Výběr kontury polotovaru.
Vypněte Obrábět dutiny ve skupině Model:
Výsledná dráha nástroje by měla být podobná této:
2D Adaptivní dráha nástroje pro čelní operaci.
Učební texty – HSM Works
32
3 Operace 3D obrábění.
3.1 Rovnoběžné.
Rovnoběžné průchody je jedna z nejčastěji používaných
dokončovacích strategií. Dráhy jsou rovnoběžné v rovině XY a
sledují rovinu ve směru osy Z. Rovnoběžné dráhy jsou
nejvhodnější pro mělké oblasti a frézování dolů. Pro
automatickou detekci mělkých oblastí může být obrábění
omezeno maximálním úhlem mezi špičkou nástroje a
plochou. Při výběru funkce obrábění dolů, lze minimalizovat
odchylku při obrábění složitějších ploch.
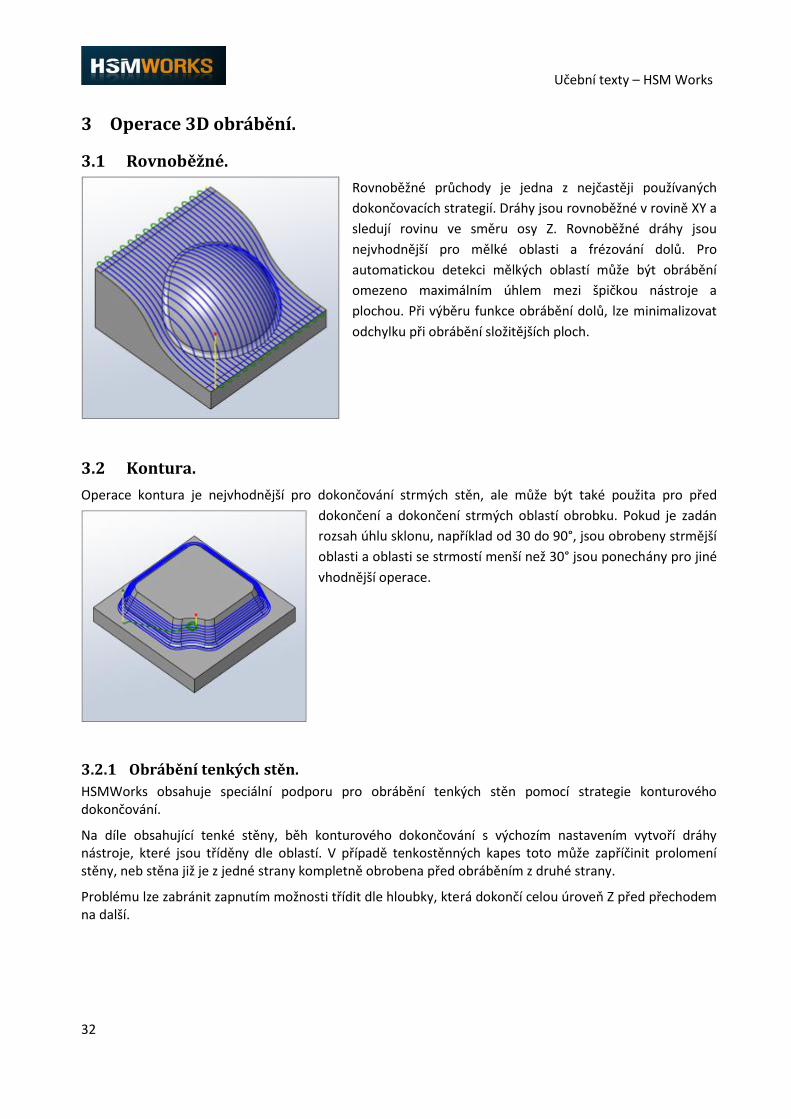
3.2 Kontura.
Operace kontura je nejvhodnější pro dokončování strmých stěn, ale může být také použita pro před
dokončení a dokončení strmých oblastí obrobku. Pokud je zadán
rozsah úhlu sklonu, například od 30 do 90°, jsou obrobeny strmější
oblasti a oblasti se strmostí menší než 30° jsou ponechány pro jiné
vhodnější operace.
3.2.1 Obrábění tenkých stěn.
HSMWorks obsahuje speciální podporu pro obrábění tenkých stěn pomocí strategie konturového dokončování.
Na díle obsahující tenké stěny, běh konturového dokončování s výchozím nastavením vytvoří dráhy nástroje, které jsou tříděny dle oblastí. V případě tenkostěnných kapes toto může zapříčinit prolomení stěny, neb stěna již je z jedné strany kompletně obrobena před obráběním z druhé strany.
Problému lze zabránit zapnutím možnosti třídit dle hloubky, která dokončí celou úroveň Z před přechodem na další.
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
33
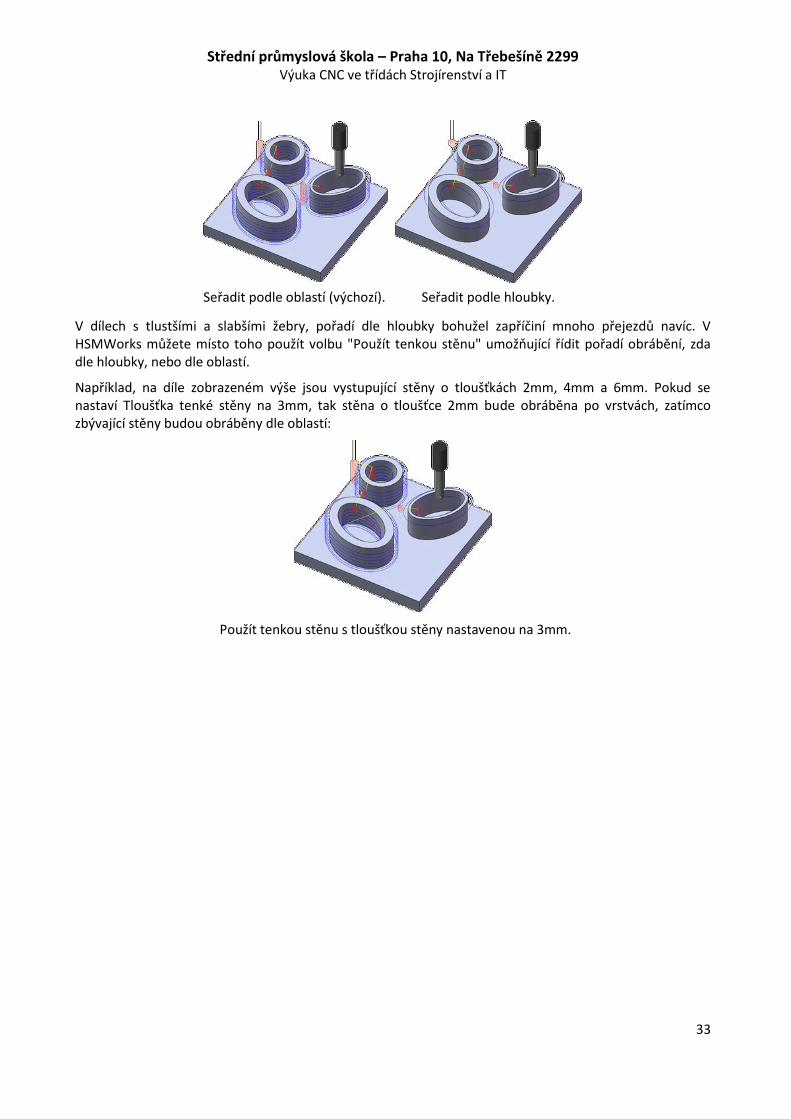
Seřadit podle oblastí (výchozí). Seřadit podle hloubky.
V dílech s tlustšími a slabšími žebry, pořadí dle hloubky bohužel zapříčiní mnoho přejezdů navíc. V HSMWorks můžete místo toho použít volbu "Použít tenkou stěnu" umožňující řídit pořadí obrábění, zda dle hloubky, nebo dle oblastí.
Například, na díle zobrazeném výše jsou vystupující stěny o tloušťkách 2mm, 4mm a 6mm. Pokud se nastaví Tloušťka tenké stěny na 3mm, tak stěna o tloušťce 2mm bude obráběna po vrstvách, zatímco zbývající stěny budou obráběny dle oblastí:
Použít tenkou stěnu s tloušťkou stěny nastavenou na 3mm.
Učební texty – HSM Works
34
3.3 Vodorovné obrábění.
Operace vodorovného obrábění automaticky vyhledává
všechny vodorovné oblasti dílu a obrobí je pomocí
odsazených drah. Pokud je vodorovná plocha vyvýšená nad
sousedními oblastmi, fréza se bude pohybovat i mimo
plochou oblast aby byly obrobeny hrany. Při použití
volitelného maximálního kroku dolů, mohou být obrobeny
vodorovné plochy v několika krocích. Tím je operace
vodorovného frézování vhodná pro před-dokončení i
dokončení.
3.4 Tužkové.
Tužkové obrábění vytváří dráhy nástroje podél vnitřních rohů a zaoblení s malým úběrem materiálu,
kterého nedosáhne žádná jiná operace. Při použití jednoho
nebo více průchodů je operace tužkové obrábění zvláště
vhodná pro odstranění materiálu po ostatních dokončovacích
operacích.
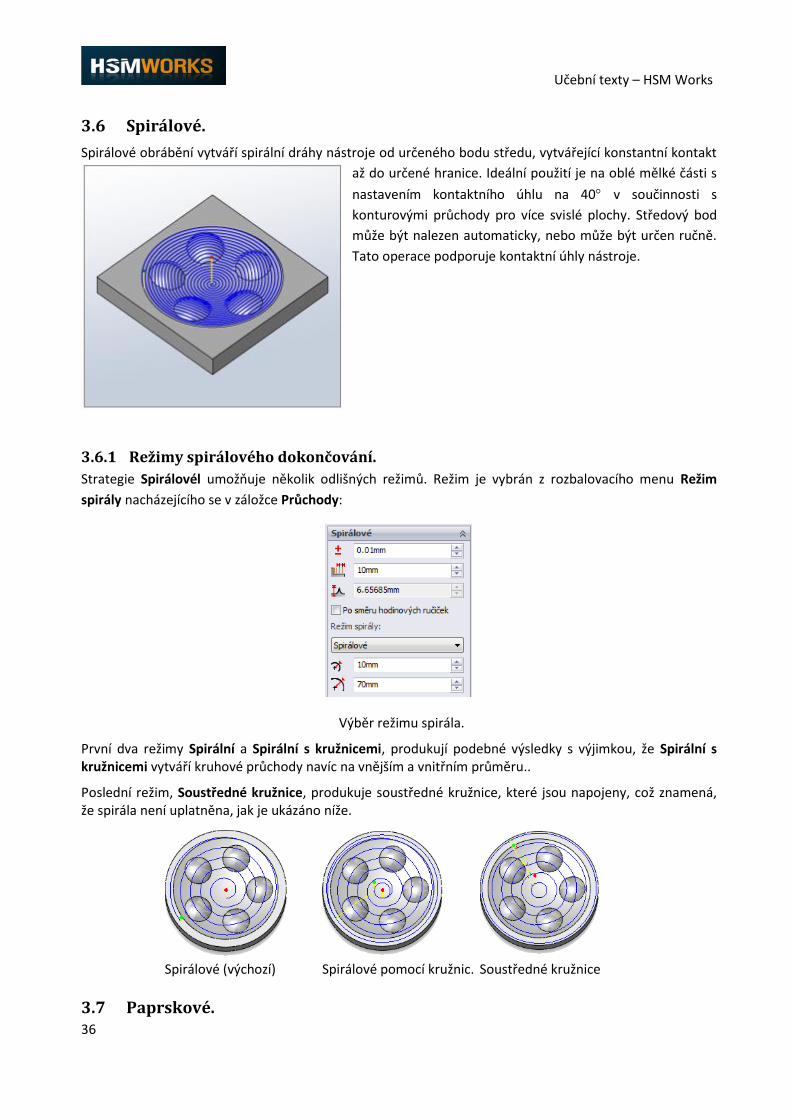
3.4.1 Bitangentní úhel.
Určující parametr pro operaci Tužkové je bitangentní úhel. HSMWorks povede nástroj podél všech průchodů, kde by vznikly dva kontakty s dílem současně s větším úhlem, než je definováno.
Zobrazení různých bitangentních úhlů.
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
35
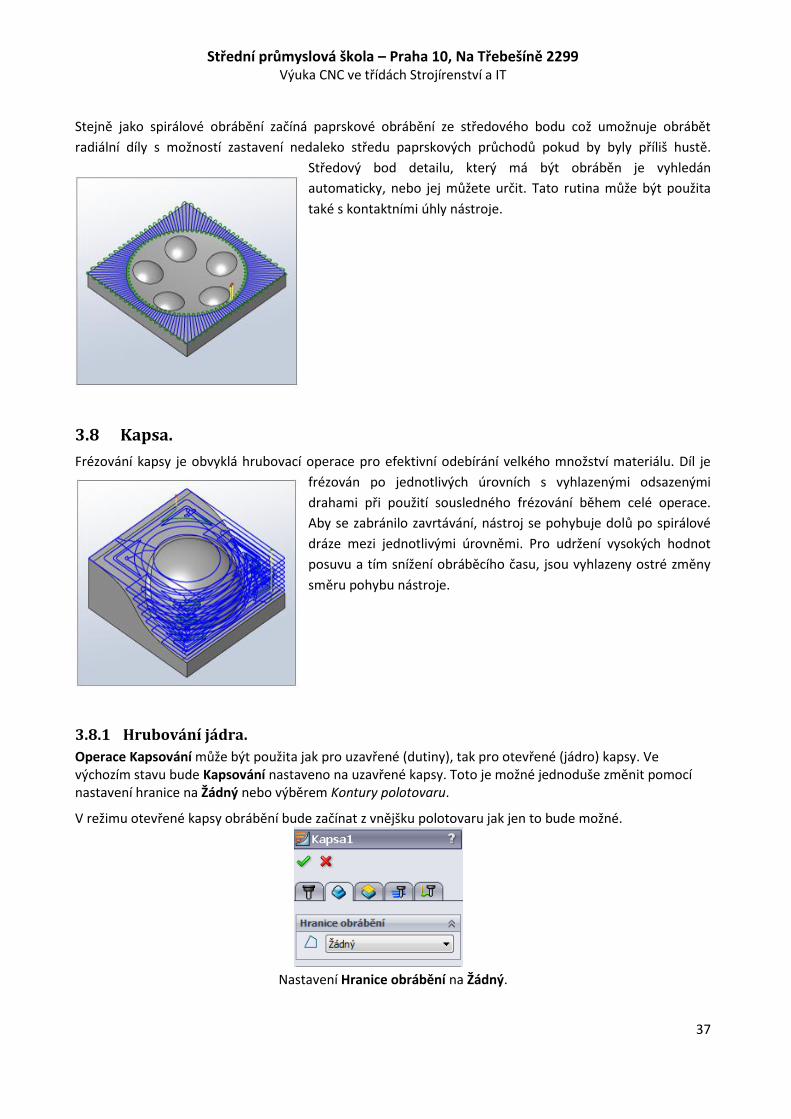
Parametr bitangentního úhlu je obvykle používán pro omezení jak malé kouty mají být detekovány strategií tužkového obrábění.
V následujícím příkladu je použit kulový nástroj o průměru 20 mm na díle s třemi zaoblenými "schody" různých velikostí, a úhlu bitangenciálního parametru řídícího, které hrany budou obráběny.
Tužková dráha nástroje s bitangentním úhlem = 15˚.
Tužková dráha nástroje s bitangentním úhlem = 70˚.
3.5 Rovnoměrné – konstantní stranový krok.
Operace rovnoměrného obrábění vytváří průchody konstantní vzdáleností mezi sebou postupným
odsazováním podél plochy. Průchody se přizpůsobí sklopeným
povrchům i svislým stěnám pro udržení kroku. Ačkoliv
rovnoměrné dokončování může být použito pro dokončení
celého dílu, většinou je použito pro zbytkové obrábění po
konturových, nebo rovnoběžných průchodech. Stejně jako jiné
dokončovací obrábění může být omezeno pomocí rozsahu úhlu.
Učební texty – HSM Works
36
3.6 Spirálové.
Spirálové obrábění vytváří spirální dráhy nástroje od určeného bodu středu, vytvářející konstantní kontakt
až do určené hranice. Ideální použití je na oblé mělké části s
nastavením kontaktního úhlu na 40 v součinnosti s
konturovými průchody pro více svislé plochy. Středový bod
může být nalezen automaticky, nebo může být určen ručně.
Tato operace podporuje kontaktní úhly nástroje.
3.6.1 Režimy spirálového dokončování.
Strategie Spirálovél umožňuje několik odlišných režimů. Režim je vybrán z rozbalovacího menu Režim
spirály nacházejícího se v záložce Průchody:
Výběr režimu spirála.
První dva režimy Spirální a Spirální s kružnicemi, produkují podebné výsledky s výjimkou, že Spirální s kružnicemi vytváří kruhové průchody navíc na vnějším a vnitřním průměru..
Poslední režim, Soustředné kružnice, produkuje soustředné kružnice, které jsou napojeny, což znamená, že spirála není uplatněna, jak je ukázáno níže.
Spirálové (výchozí) Spirálové pomocí kružnic. Soustředné kružnice
3.7 Paprskové.
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
37
Stejně jako spirálové obrábění začíná paprskové obrábění ze středového bodu což umožnuje obrábět
radiální díly s možností zastavení nedaleko středu paprskových průchodů pokud by byly příliš hustě.
Středový bod detailu, který má být obráběn je vyhledán
automaticky, nebo jej můžete určit. Tato rutina může být použita
také s kontaktními úhly nástroje.
3.8 Kapsa.
Frézování kapsy je obvyklá hrubovací operace pro efektivní odebírání velkého množství materiálu. Díl je
frézován po jednotlivých úrovních s vyhlazenými odsazenými
drahami při použití sousledného frézování během celé operace.
Aby se zabránilo zavrtávání, nástroj se pohybuje dolů po spirálové
dráze mezi jednotlivými úrovněmi. Pro udržení vysokých hodnot
posuvu a tím snížení obráběcího času, jsou vyhlazeny ostré změny
směru pohybu nástroje.
3.8.1 Hrubování jádra.
Operace Kapsování může být použita jak pro uzavřené (dutiny), tak pro otevřené (jádro) kapsy. Ve výchozím stavu bude Kapsování nastaveno na uzavřené kapsy. Toto je možné jednoduše změnit pomocí nastavení hranice na Žádný nebo výběrem Kontury polotovaru.
V režimu otevřené kapsy obrábění bude začínat z vnějšku polotovaru jak jen to bude možné.
Nastavení Hranice obrábění na Žádný.
Učební texty – HSM Works
38
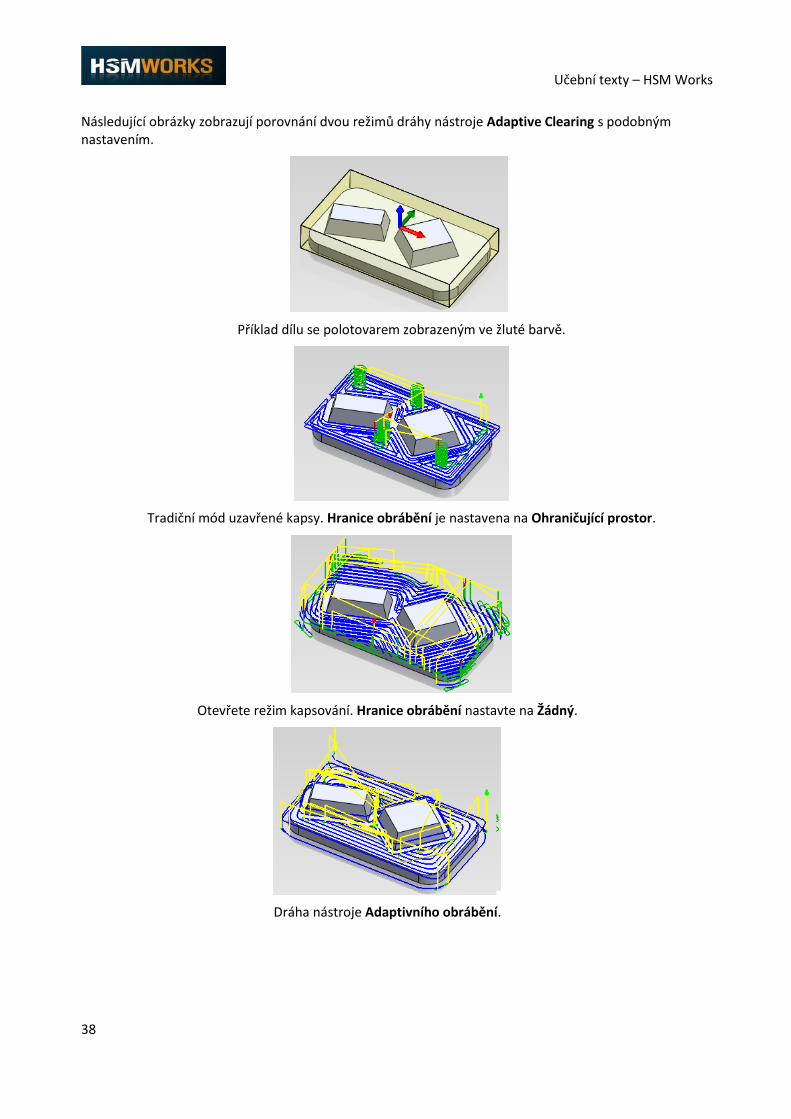
Následující obrázky zobrazují porovnání dvou režimů dráhy nástroje Adaptive Clearing s podobným nastavením.
Příklad dílu se polotovarem zobrazeným ve žluté barvě.
Tradiční mód uzavřené kapsy. Hranice obrábění je nastavena na Ohraničující prostor.
Otevřete režim kapsování. Hranice obrábění nastavte na Žádný.
Dráha nástroje Adaptivního obrábění.
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
39
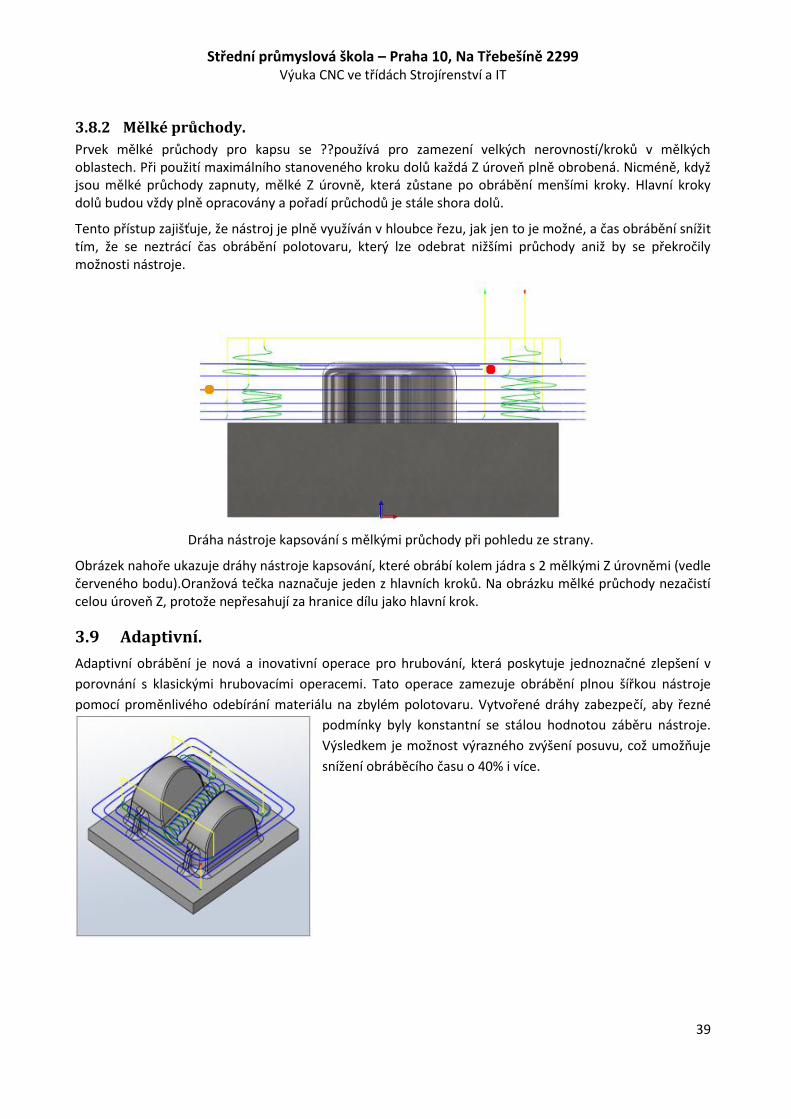
3.8.2 Mělké průchody.
Prvek mělké průchody pro kapsu se ??používá pro zamezení velkých nerovností/kroků v mělkých oblastech. Při použití maximálního stanoveného kroku dolů každá Z úroveň plně obrobená. Nicméně, když jsou mělké průchody zapnuty, mělké Z úrovně, která zůstane po obrábění menšími kroky. Hlavní kroky dolů budou vždy plně opracovány a pořadí průchodů je stále shora dolů.
Tento přístup zajišťuje, že nástroj je plně využíván v hloubce řezu, jak jen to je možné, a čas obrábění snížit tím, že se neztrácí čas obrábění polotovaru, který lze odebrat nižšími průchody aniž by se překročily možnosti nástroje.
Dráha nástroje kapsování s mělkými průchody při pohledu ze strany.
Obrázek nahoře ukazuje dráhy nástroje kapsování, které obrábí kolem jádra s 2 mělkými Z úrovněmi (vedle červeného bodu).Oranžová tečka naznačuje jeden z hlavních kroků. Na obrázku mělké průchody nezačistí celou úroveň Z, protože nepřesahují za hranice dílu jako hlavní krok.
3.9 Adaptivní.
Adaptivní obrábění je nová a inovativní operace pro hrubování, která poskytuje jednoznačné zlepšení v
porovnání s klasickými hrubovacími operacemi. Tato operace zamezuje obrábění plnou šířkou nástroje
pomocí proměnlivého odebírání materiálu na zbylém polotovaru. Vytvořené dráhy zabezpečí, aby řezné
podmínky byly konstantní se stálou hodnotou záběru nástroje.
Výsledkem je možnost výrazného zvýšení posuvu, což umožňuje
snížení obráběcího času o 40% i více.
Učební texty – HSM Works
40
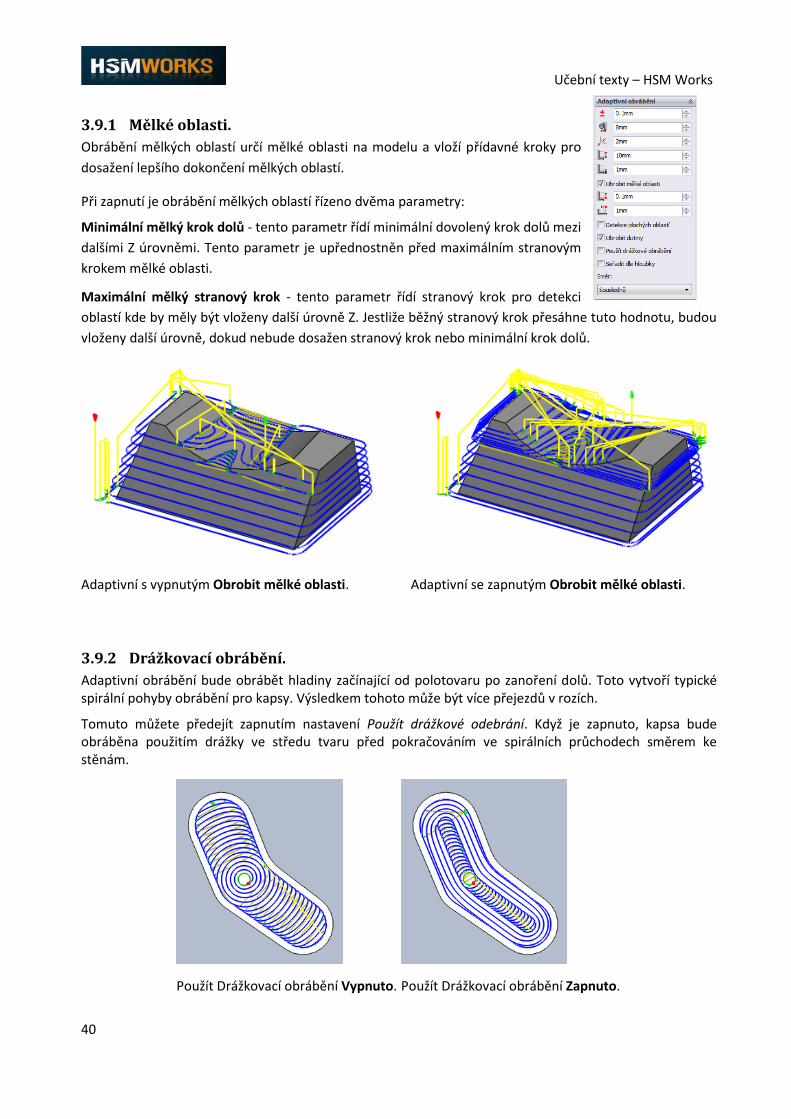
3.9.1 Mělké oblasti.
Obrábění mělkých oblastí určí mělké oblasti na modelu a vloží přídavné kroky pro
dosažení lepšího dokončení mělkých oblastí.
Při zapnutí je obrábění mělkých oblastí řízeno dvěma parametry:
Minimální mělký krok dolů - tento parametr řídí minimální dovolený krok dolů mezi
dalšími Z úrovněmi. Tento parametr je upřednostněn před maximálním stranovým
krokem mělké oblasti.
Maximální mělký stranový krok - tento parametr řídí stranový krok pro detekci
oblastí kde by měly být vloženy další úrovně Z. Jestliže běžný stranový krok přesáhne tuto hodnotu, budou
vloženy další úrovně, dokud nebude dosažen stranový krok nebo minimální krok dolů.
Adaptivní s vypnutým Obrobit mělké oblasti. Adaptivní se zapnutým Obrobit mělké oblasti.
3.9.2 Drážkovací obrábění.
Adaptivní obrábění bude obrábět hladiny začínající od polotovaru po zanoření dolů. Toto vytvoří typické spirální pohyby obrábění pro kapsy. Výsledkem tohoto může být více přejezdů v rozích.
Tomuto můžete předejít zapnutím nastavení Použít drážkové odebrání. Když je zapnuto, kapsa bude obráběna použitím drážky ve středu tvaru před pokračováním ve spirálních průchodech směrem ke stěnám.
Použít Drážkovací obrábění Vypnuto. Použít Drážkovací obrábění Zapnuto.
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
41
Šířka vstupní drážky je řízena nastavením Šířka obrábění drážky jak, je ukázáno níže.
Šířka drážkovacího obrábění.
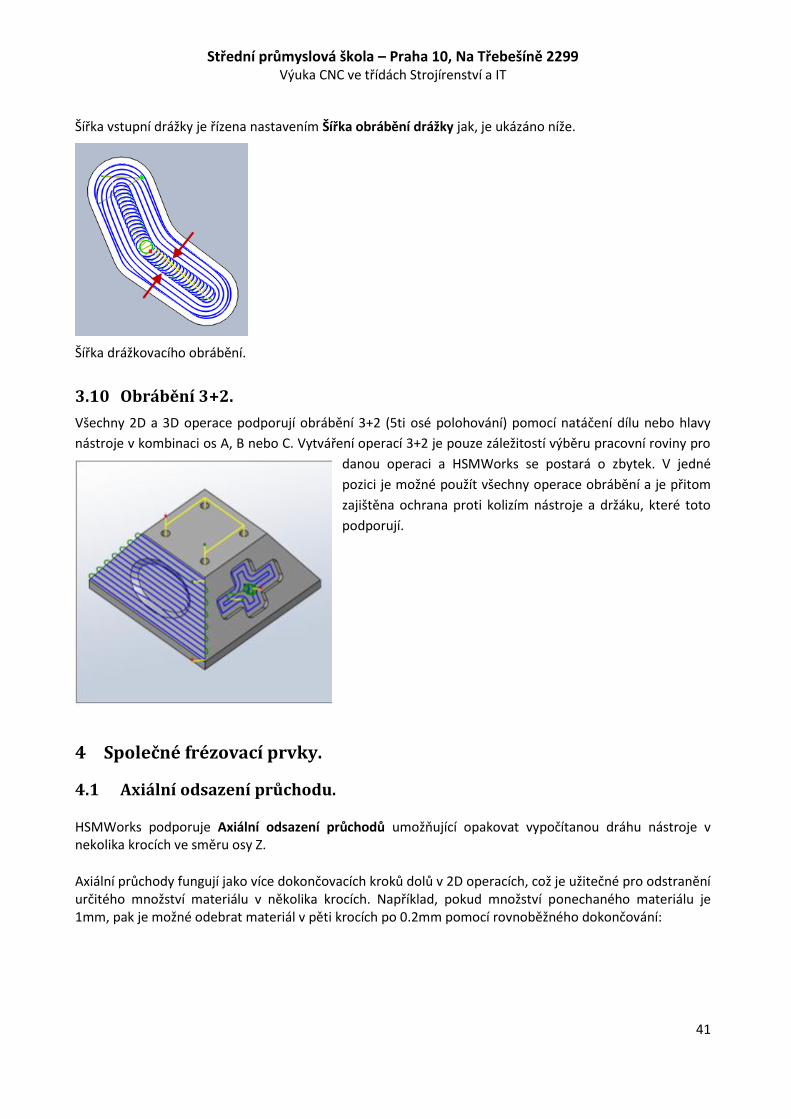
3.10 Obrábění 3+2.
Všechny 2D a 3D operace podporují obrábění 3+2 (5ti osé polohování) pomocí natáčení dílu nebo hlavy
nástroje v kombinaci os A, B nebo C. Vytváření operací 3+2 je pouze záležitostí výběru pracovní roviny pro
danou operaci a HSMWorks se postará o zbytek. V jedné
pozici je možné použít všechny operace obrábění a je přitom
zajištěna ochrana proti kolizím nástroje a držáku, které toto
podporují.
4 Společné frézovací prvky.
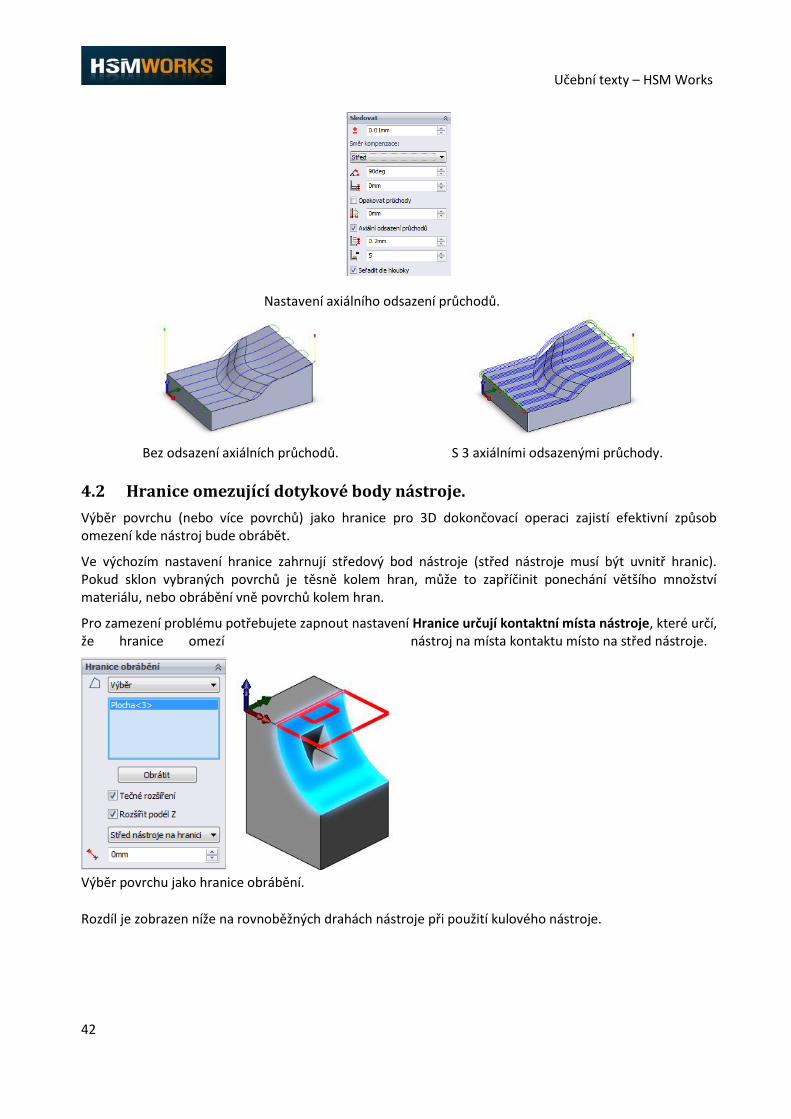
4.1 Axiální odsazení průchodu.
HSMWorks podporuje Axiální odsazení průchodů umožňující opakovat vypočítanou dráhu nástroje v nekolika krocích ve směru osy Z.
Axiální průchody fungují jako více dokončovacích kroků dolů v 2D operacích, což je užitečné pro odstranění určitého množství materiálu v několika krocích. Například, pokud množství ponechaného materiálu je 1mm, pak je možné odebrat materiál v pěti krocích po 0.2mm pomocí rovnoběžného dokončování:
Učební texty – HSM Works
42
Nastavení axiálního odsazení průchodů.
Bez odsazení axiálních průchodů. S 3 axiálními odsazenými průchody.
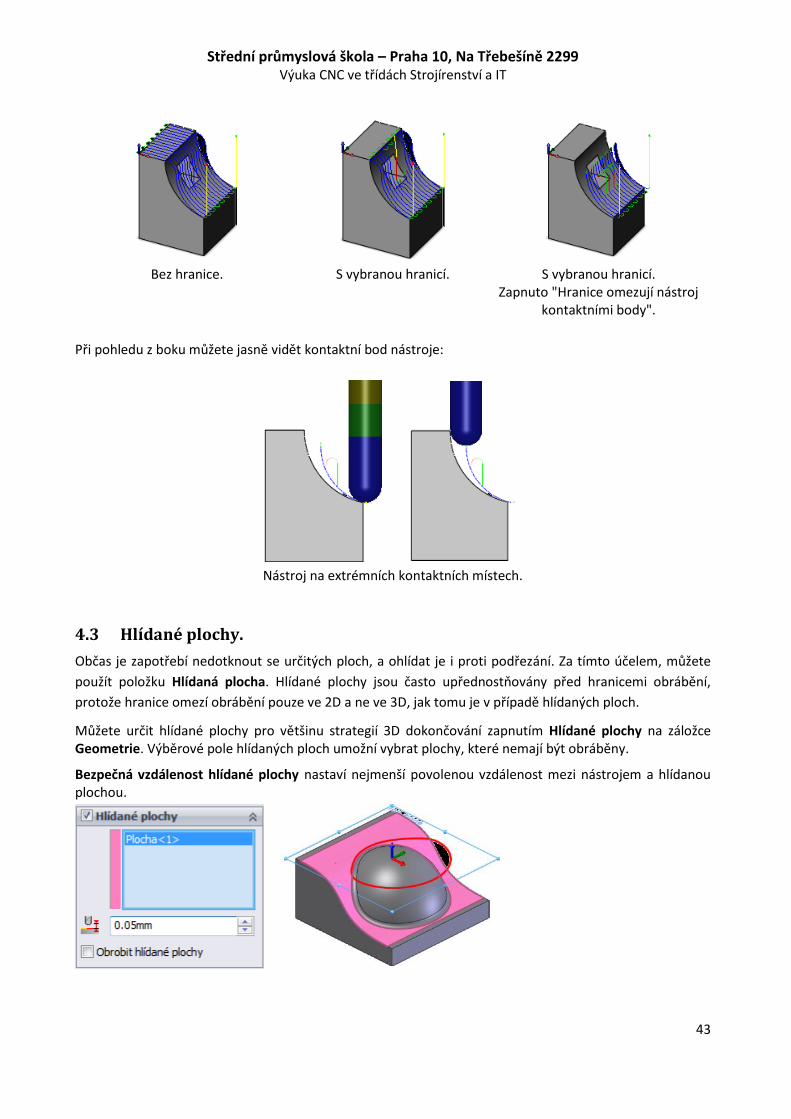
4.2 Hranice omezující dotykové body nástroje.
Výběr povrchu (nebo více povrchů) jako hranice pro 3D dokončovací operaci zajistí efektivní způsob omezení kde nástroj bude obrábět.
Ve výchozím nastavení hranice zahrnují středový bod nástroje (střed nástroje musí být uvnitř hranic). Pokud sklon vybraných povrchů je těsně kolem hran, může to zapříčinit ponechání většího množství materiálu, nebo obrábění vně povrchů kolem hran.
Pro zamezení problému potřebujete zapnout nastavení Hranice určují kontaktní místa nástroje, které určí, že hranice omezí nástroj na místa kontaktu místo na střed nástroje.
Výběr povrchu jako hranice obrábění.
Rozdíl je zobrazen níže na rovnoběžných drahách nástroje při použití kulového nástroje.
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
43
Bez hranice. S vybranou hranicí. S vybranou hranicí. Zapnuto "Hranice omezují nástroj
kontaktními body".
Při pohledu z boku můžete jasně vidět kontaktní bod nástroje:
Nástroj na extrémních kontaktních místech.
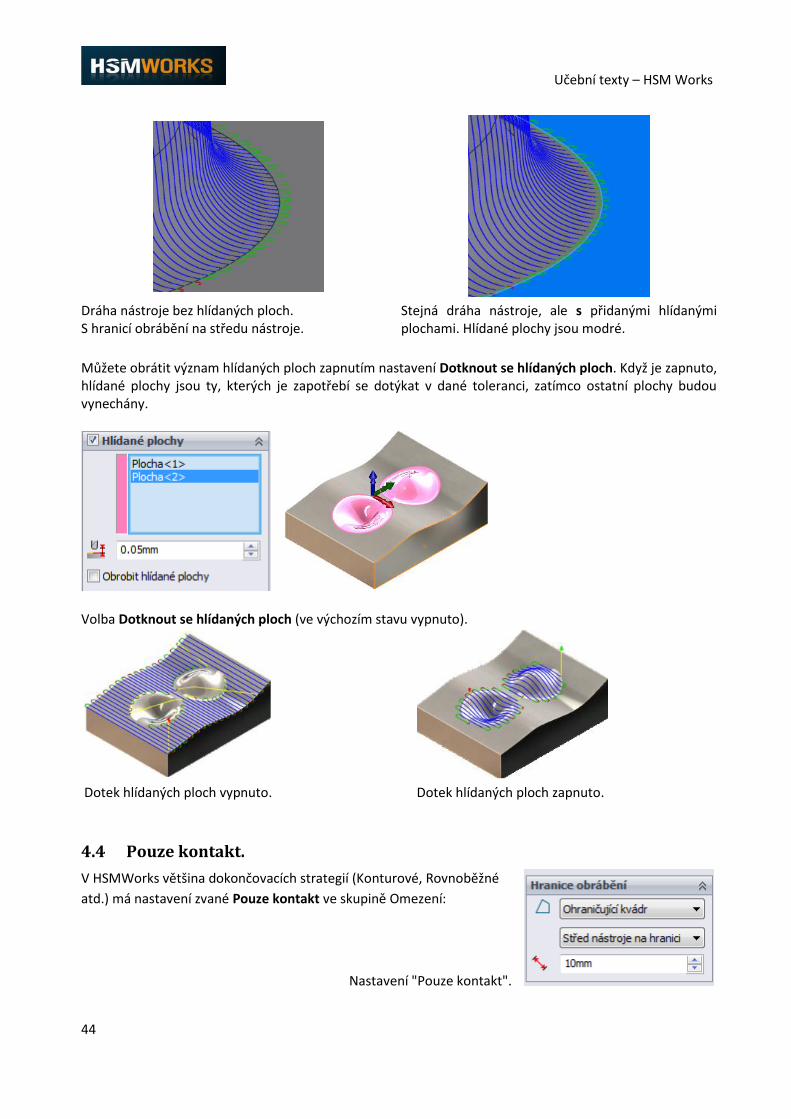
4.3 Hlídané plochy.
Občas je zapotřebí nedotknout se určitých ploch, a ohlídat je i proti podřezání. Za tímto účelem, můžete
použít položku Hlídaná plocha. Hlídané plochy jsou často upřednostňovány před hranicemi obrábění,
protože hranice omezí obrábění pouze ve 2D a ne ve 3D, jak tomu je v případě hlídaných ploch.
Můžete určit hlídané plochy pro většinu strategií 3D dokončování zapnutím Hlídané plochy na záložce Geometrie. Výběrové pole hlídaných ploch umožní vybrat plochy, které nemají být obráběny.
Bezpečná vzdálenost hlídané plochy nastaví nejmenší povolenou vzdálenost mezi nástrojem a hlídanou plochou.
Učební texty – HSM Works
44
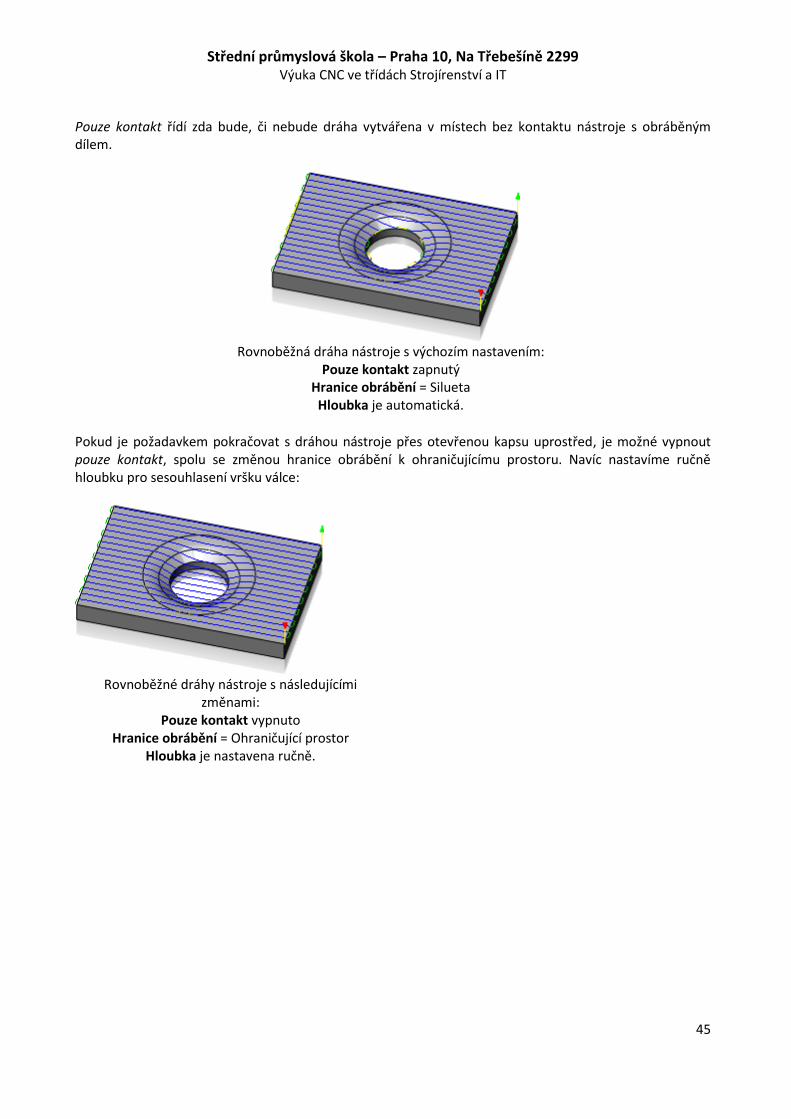
Dráha nástroje bez hlídaných ploch. S hranicí obrábění na středu nástroje.
Stejná dráha nástroje, ale s přidanými hlídanými plochami. Hlídané plochy jsou modré.
Můžete obrátit význam hlídaných ploch zapnutím nastavení Dotknout se hlídaných ploch. Když je zapnuto, hlídané plochy jsou ty, kterých je zapotřebí se dotýkat v dané toleranci, zatímco ostatní plochy budou vynechány.
Volba Dotknout se hlídaných ploch (ve výchozím stavu vypnuto).
V HSMWorks většina dokončovacích strategií (Konturové, Rovnoběžné
atd.) má nastavení zvané Pouze kontakt ve skupině Omezení:
Nastavení "Pouze kontakt".
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
45
Pouze kontakt řídí zda bude, či nebude dráha vytvářena v místech bez kontaktu nástroje s obráběným dílem.
Rovnoběžná dráha nástroje s výchozím nastavením: Pouze kontakt zapnutý
Hranice obrábění = Silueta Hloubka je automatická.
Pokud je požadavkem pokračovat s dráhou nástroje přes otevřenou kapsu uprostřed, je možné vypnout pouze kontakt, spolu se změnou hranice obrábění k ohraničujícímu prostoru. Navíc nastavíme ručně hloubku pro sesouhlasení vršku válce:
Rovnoběžné dráhy nástroje s následujícími změnami:
Pouze kontakt vypnuto Hranice obrábění = Ohraničující prostor
Hloubka je nastavena ručně.
Učební texty – HSM Works
46
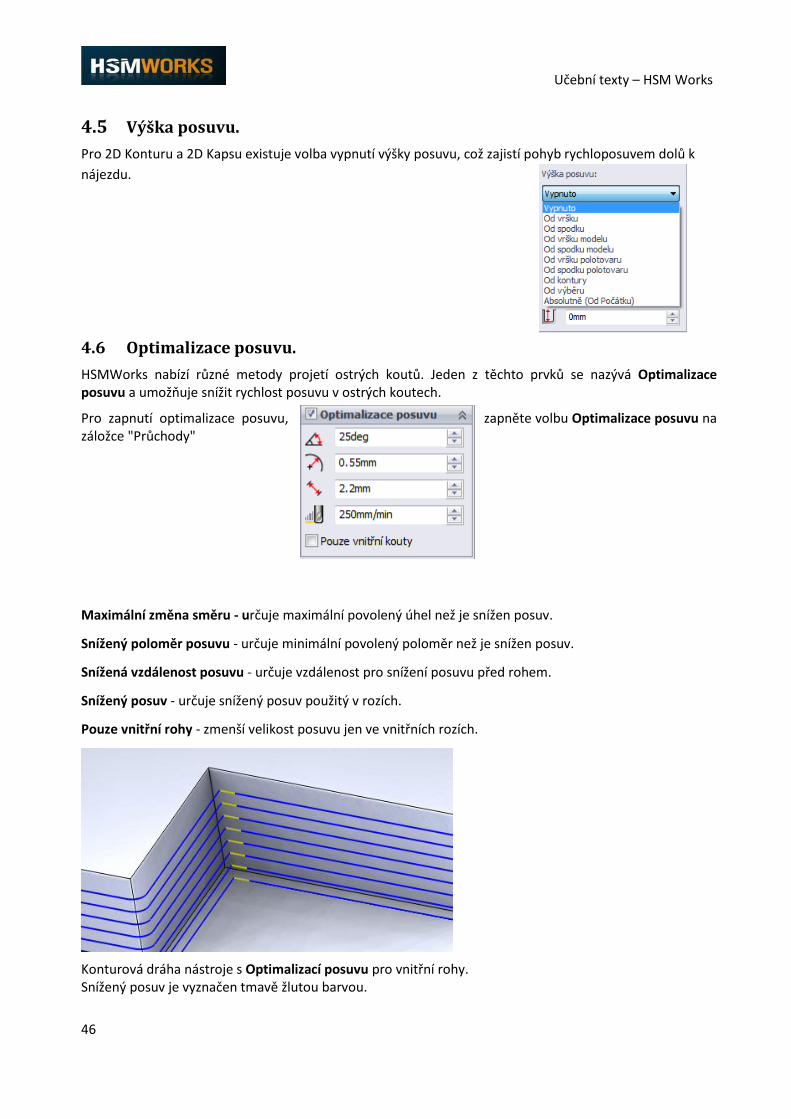
4.5 Výška posuvu.
Pro 2D Konturu a 2D Kapsu existuje volba vypnutí výšky posuvu, což zajistí pohyb rychloposuvem dolů k
nájezdu.
4.6 Optimalizace posuvu.
HSMWorks nabízí různé metody projetí ostrých koutů. Jeden z těchto prvků se nazývá Optimalizace posuvu a umožňuje snížit rychlost posuvu v ostrých koutech.
Pro zapnutí optimalizace posuvu, zapněte volbu Optimalizace posuvu na záložce "Průchody"
Maximální změna směru - určuje maximální povolený úhel než je snížen posuv.
Snížený poloměr posuvu - určuje minimální povolený poloměr než je snížen posuv.
Snížená vzdálenost posuvu - určuje vzdálenost pro snížení posuvu před rohem.
Snížený posuv - určuje snížený posuv použitý v rozích.
Pouze vnitřní rohy - zmenší velikost posuvu jen ve vnitřních rozích.
Konturová dráha nástroje s Optimalizací posuvu pro vnitřní rohy. Snížený posuv je vyznačen tmavě žlutou barvou.
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
47
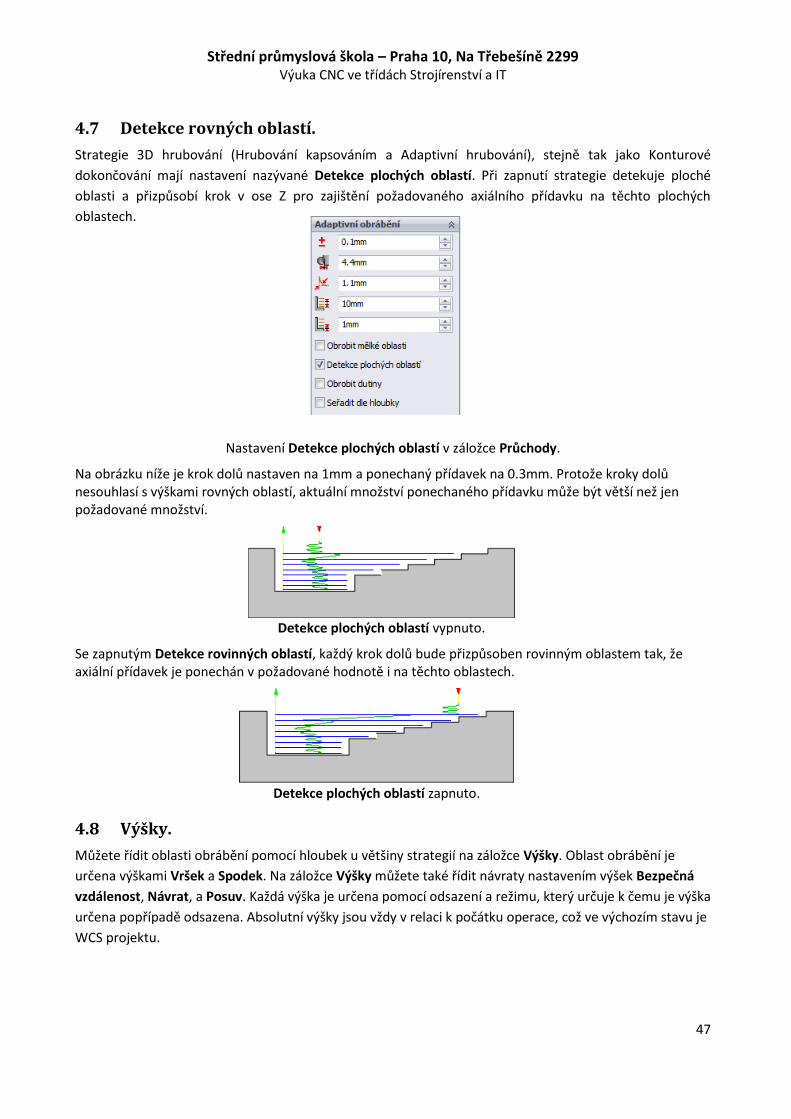
4.7 Detekce rovných oblastí.
Strategie 3D hrubování (Hrubování kapsováním a Adaptivní hrubování), stejně tak jako Konturové
dokončování mají nastavení nazývané Detekce plochých oblastí. Při zapnutí strategie detekuje ploché
oblasti a přizpůsobí krok v ose Z pro zajištění požadovaného axiálního přídavku na těchto plochých
oblastech.
Nastavení Detekce plochých oblastí v záložce Průchody.
Na obrázku níže je krok dolů nastaven na 1mm a ponechaný přídavek na 0.3mm. Protože kroky dolů nesouhlasí s výškami rovných oblastí, aktuální množství ponechaného přídavku může být větší než jen požadované množství.
Detekce plochých oblastí vypnuto.
Se zapnutým Detekce rovinných oblastí, každý krok dolů bude přizpůsoben rovinným oblastem tak, že axiální přídavek je ponechán v požadované hodnotě i na těchto oblastech.
Detekce plochých oblastí zapnuto.
4.8 Výšky.
Můžete řídit oblasti obrábění pomocí hloubek u většiny strategií na záložce Výšky. Oblast obrábění je
určena výškami Vršek a Spodek. Na záložce Výšky můžete také řídit návraty nastavením výšek Bezpečná
vzdálenost, Návrat, a Posuv. Každá výška je určena pomocí odsazení a režimu, který určuje k čemu je výška
určena popřípadě odsazena. Absolutní výšky jsou vždy v relaci k počátku operace, což ve výchozím stavu je
WCS projektu.
Učební texty – HSM Works
48
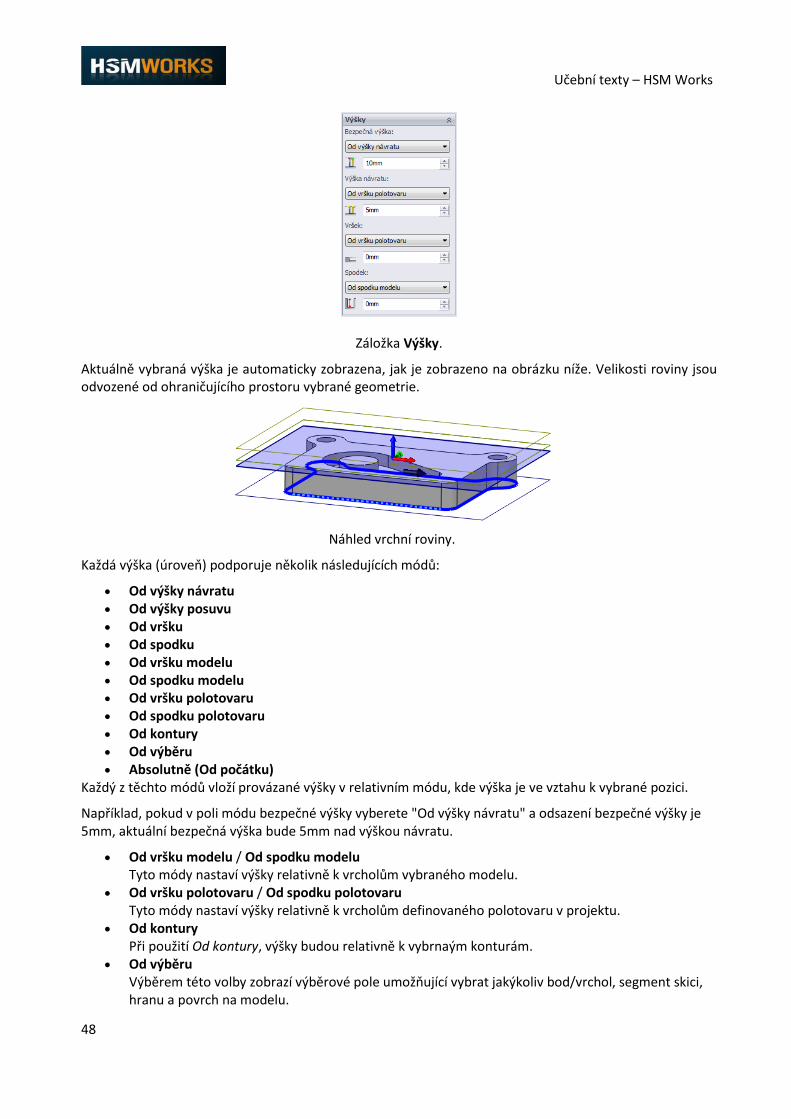
Záložka Výšky.
Aktuálně vybraná výška je automaticky zobrazena, jak je zobrazeno na obrázku níže. Velikosti roviny jsou odvozené od ohraničujícího prostoru vybrané geometrie.
Náhled vrchní roviny.
Každá výška (úroveň) podporuje několik následujících módů:
Od výšky návratu Od výšky posuvu Od vršku Od spodku Od vršku modelu Od spodku modelu Od vršku polotovaru Od spodku polotovaru Od kontury Od výběru Absolutně (Od počátku)
Každý z těchto módů vloží provázané výšky v relativním módu, kde výška je ve vztahu k vybrané pozici.
Například, pokud v poli módu bezpečné výšky vyberete "Od výšky návratu" a odsazení bezpečné výšky je 5mm, aktuální bezpečná výška bude 5mm nad výškou návratu.
Od vršku modelu / Od spodku modelu Tyto módy nastaví výšky relativně k vrcholům vybraného modelu.
Od vršku polotovaru / Od spodku polotovaru Tyto módy nastaví výšky relativně k vrcholům definovaného polotovaru v projektu.
Od kontury Při použití Od kontury, výšky budou relativně k vybrnaým konturám.
Od výběru Výběrem této volby zobrazí výběrové pole umožňující vybrat jakýkoliv bod/vrchol, segment skici, hranu a povrch na modelu.
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
49
Absolutně (Od počátku) Výběr Absolutně umožňuje ručně nastavit výšky vložením pevné hodnoty vzhledem k počátku.
Všechny volby výšek jsou asociativní a jsou automaticky aktualizovány při změně modelu a polotovaru.
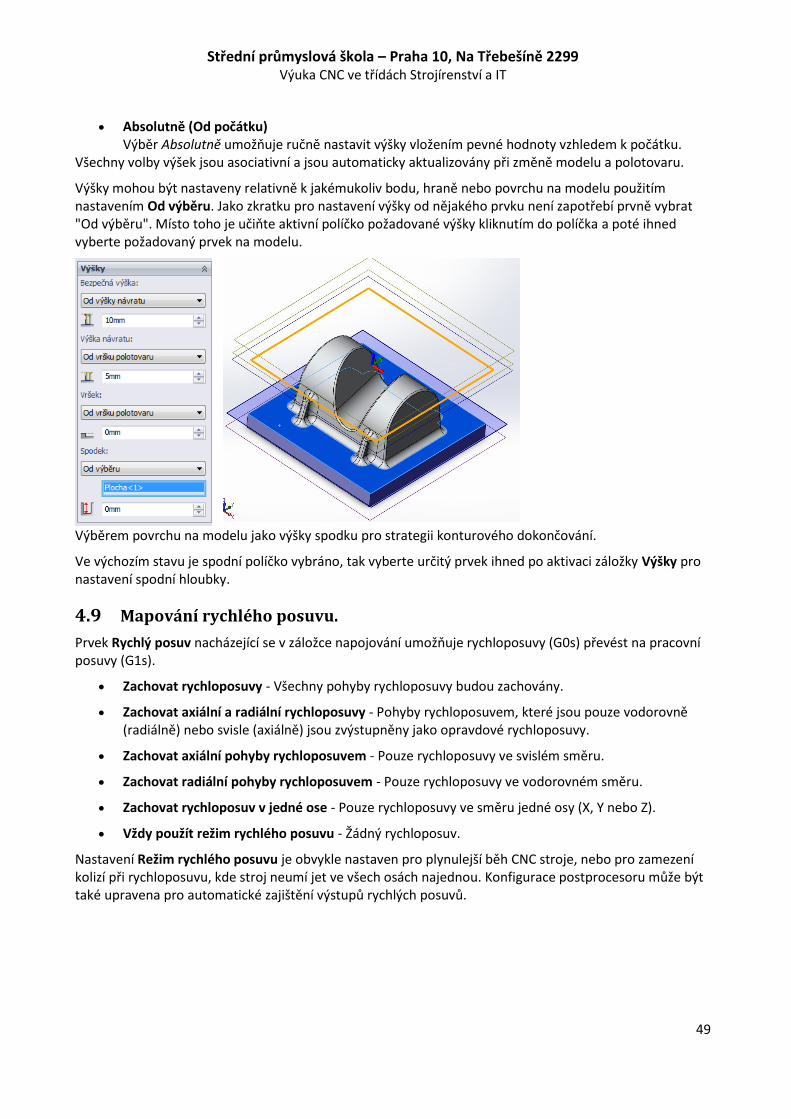
Výšky mohou být nastaveny relativně k jakémukoliv bodu, hraně nebo povrchu na modelu použitím nastavením Od výběru. Jako zkratku pro nastavení výšky od nějakého prvku není zapotřebí prvně vybrat "Od výběru". Místo toho je učiňte aktivní políčko požadované výšky kliknutím do políčka a poté ihned vyberte požadovaný prvek na modelu.
Výběrem povrchu na modelu jako výšky spodku pro strategii konturového dokončování.
Ve výchozím stavu je spodní políčko vybráno, tak vyberte určitý prvek ihned po aktivaci záložky Výšky pro nastavení spodní hloubky.
4.9 Mapování rychlého posuvu.
Prvek Rychlý posuv nacházející se v záložce napojování umožňuje rychloposuvy (G0s) převést na pracovní posuvy (G1s).
Zachovat rychloposuvy - Všechny pohyby rychloposuvy budou zachovány.
Zachovat axiální a radiální rychloposuvy - Pohyby rychloposuvem, které jsou pouze vodorovně (radiálně) nebo svisle (axiálně) jsou zvýstupněny jako opravdové rychloposuvy.
Zachovat axiální pohyby rychloposuvem - Pouze rychloposuvy ve svislém směru.
Zachovat radiální pohyby rychloposuvem - Pouze rychloposuvy ve vodorovném směru.
Zachovat rychloposuv v jedné ose - Pouze rychloposuvy ve směru jedné osy (X, Y nebo Z).
Vždy použít režim rychlého posuvu - Žádný rychloposuv.
Nastavení Režim rychlého posuvu je obvykle nastaven pro plynulejší běh CNC stroje, nebo pro zamezení kolizí při rychloposuvu, kde stroj neumí jet ve všech osách najednou. Konfigurace postprocesoru může být také upravena pro automatické zajištění výstupů rychlých posuvů.
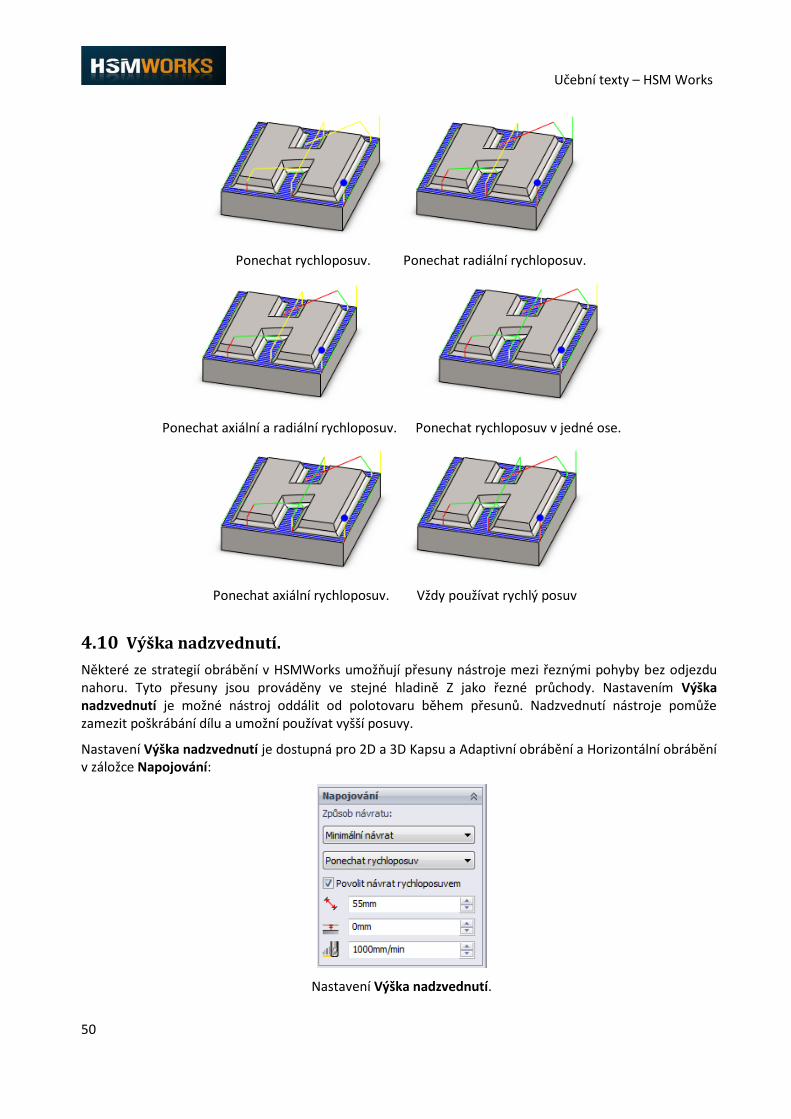
Ponechat axiální a radiální rychloposuv. Ponechat rychloposuv v jedné ose.
Ponechat axiální rychloposuv. Vždy používat rychlý posuv
4.10 Výška nadzvednutí.
Některé ze strategií obrábění v HSMWorks umožňují přesuny nástroje mezi řeznými pohyby bez odjezdu nahoru. Tyto přesuny jsou prováděny ve stejné hladině Z jako řezné průchody. Nastavením Výška nadzvednutí je možné nástroj oddálit od polotovaru během přesunů. Nadzvednutí nástroje pomůže zamezit poškrábání dílu a umožní používat vyšší posuvy.
Nastavení Výška nadzvednutí je dostupná pro 2D a 3D Kapsu a Adaptivní obrábění a Horizontální obrábění v záložce Napojování:
Nastavení Výška nadzvednutí.
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
51
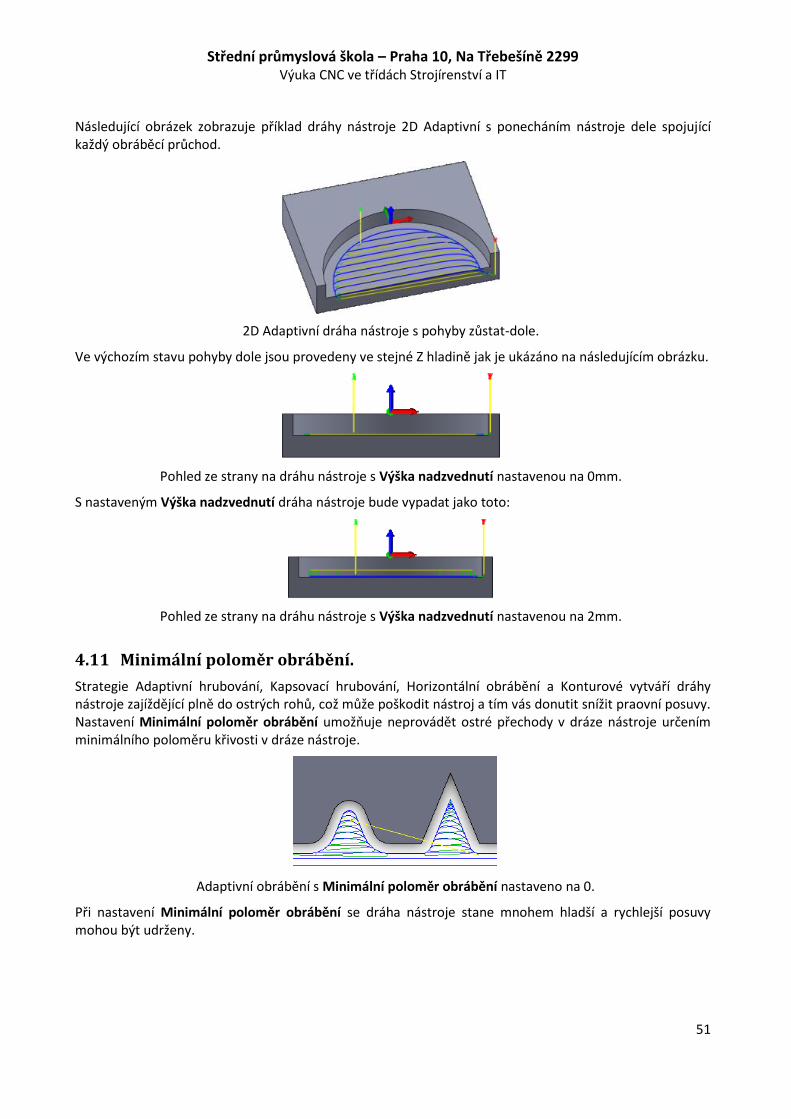
Následující obrázek zobrazuje příklad dráhy nástroje 2D Adaptivní s ponecháním nástroje dele spojující každý obráběcí průchod.
2D Adaptivní dráha nástroje s pohyby zůstat-dole.
Ve výchozím stavu pohyby dole jsou provedeny ve stejné Z hladině jak je ukázáno na následujícím obrázku.
Pohled ze strany na dráhu nástroje s Výška nadzvednutí nastavenou na 0mm.
S nastaveným Výška nadzvednutí dráha nástroje bude vypadat jako toto:
Pohled ze strany na dráhu nástroje s Výška nadzvednutí nastavenou na 2mm.
4.11 Minimální poloměr obrábění.
Strategie Adaptivní hrubování, Kapsovací hrubování, Horizontální obrábění a Konturové vytváří dráhy nástroje zajíždějící plně do ostrých rohů, což může poškodit nástroj a tím vás donutit snížit praovní posuvy. Nastavení Minimální poloměr obrábění umožňuje neprovádět ostré přechody v dráze nástroje určením minimálního poloměru křivosti v dráze nástroje.
Adaptivní obrábění s Minimální poloměr obrábění nastaveno na 0.
Při nastavení Minimální poloměr obrábění se dráha nástroje stane mnohem hladší a rychlejší posuvy mohou být udrženy.
Učební texty – HSM Works
52
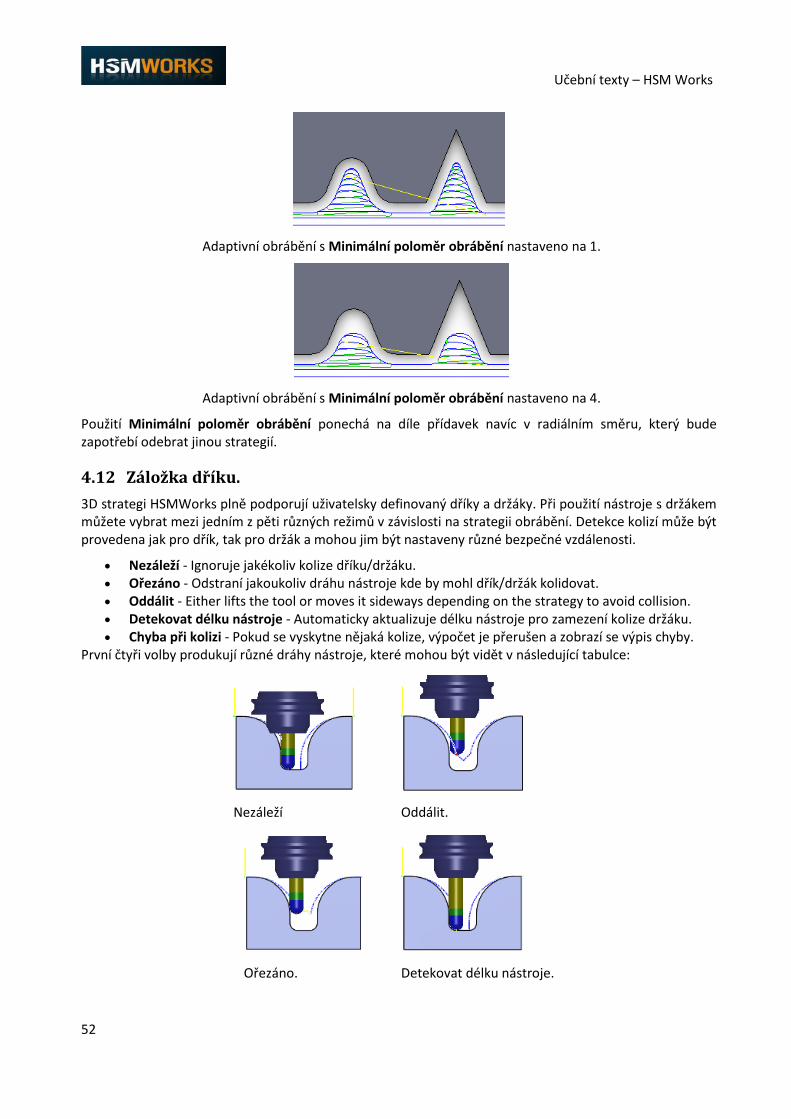
Adaptivní obrábění s Minimální poloměr obrábění nastaveno na 1.
Adaptivní obrábění s Minimální poloměr obrábění nastaveno na 4.
Použití Minimální poloměr obrábění ponechá na díle přídavek navíc v radiálním směru, který bude zapotřebí odebrat jinou strategií.
4.12 Záložka dříku.
3D strategi HSMWorks plně podporují uživatelsky definovaný dříky a držáky. Při použití nástroje s držákem můžete vybrat mezi jedním z pěti různých režimů v závislosti na strategii obrábění. Detekce kolizí může být provedena jak pro dřík, tak pro držák a mohou jim být nastaveny různé bezpečné vzdálenosti.
Nezáleží - Ignoruje jakékoliv kolize dříku/držáku. Ořezáno - Odstraní jakoukoliv dráhu nástroje kde by mohl dřík/držák kolidovat. Oddálit - Either lifts the tool or moves it sideways depending on the strategy to avoid collision. Detekovat délku nástroje - Automaticky aktualizuje délku nástroje pro zamezení kolize držáku. Chyba při kolizi - Pokud se vyskytne nějaká kolize, výpočet je přerušen a zobrazí se výpis chyby.
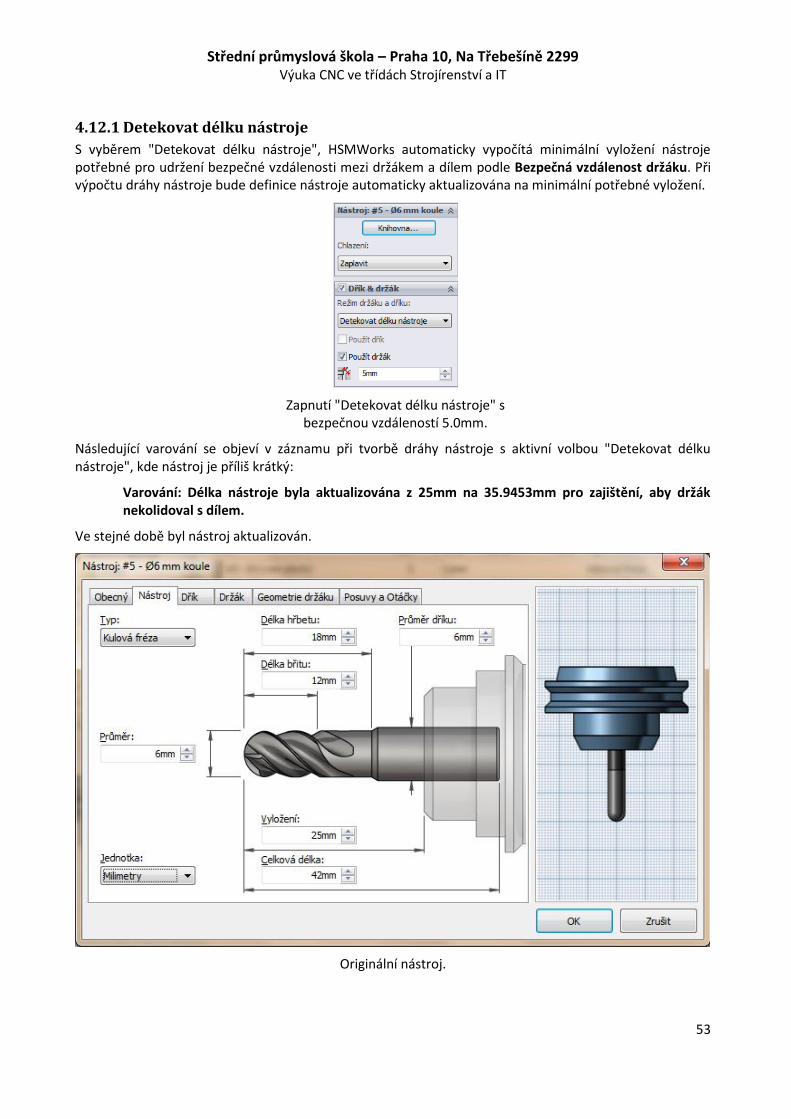
První čtyři volby produkují různé dráhy nástroje, které mohou být vidět v následující tabulce:
Nezáleží Oddálit.
Ořezáno. Detekovat délku nástroje.
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
53
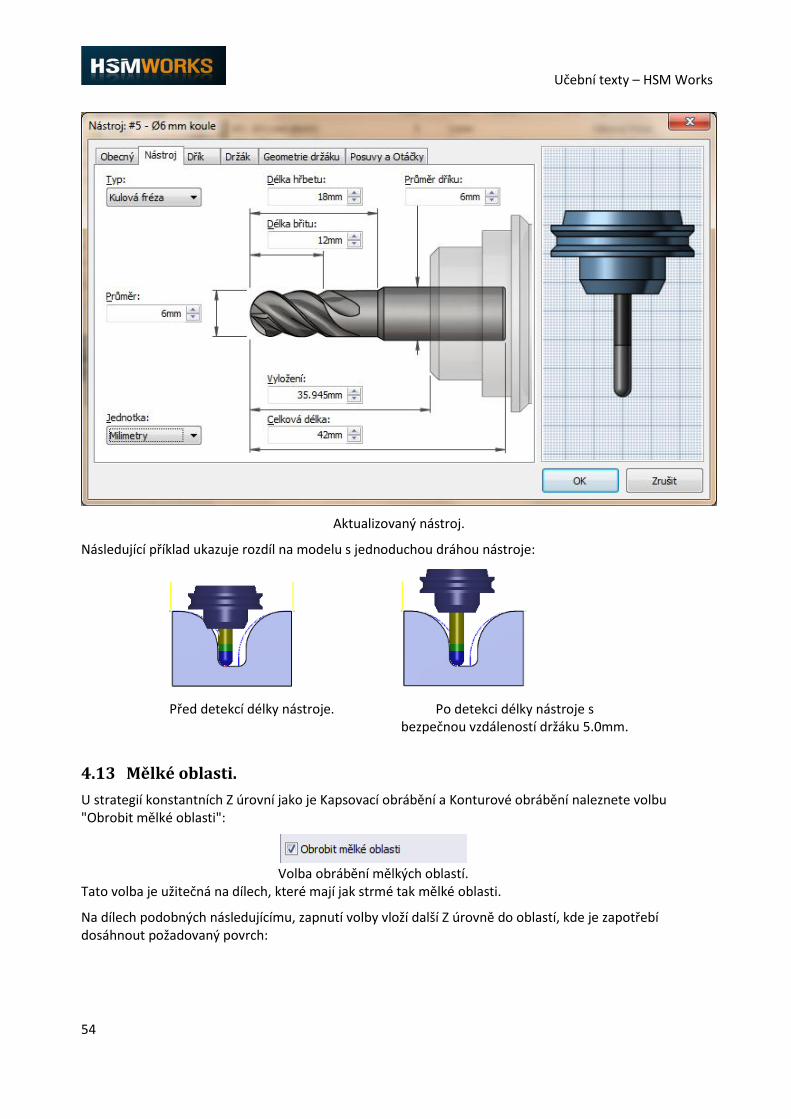
4.12.1 Detekovat délku nástroje
S vyběrem "Detekovat délku nástroje", HSMWorks automaticky vypočítá minimální vyložení nástroje potřebné pro udržení bezpečné vzdálenosti mezi držákem a dílem podle Bezpečná vzdálenost držáku. Při výpočtu dráhy nástroje bude definice nástroje automaticky aktualizována na minimální potřebné vyložení.
Zapnutí "Detekovat délku nástroje" s bezpečnou vzdáleností 5.0mm.
Následující varování se objeví v záznamu při tvorbě dráhy nástroje s aktivní volbou "Detekovat délku nástroje", kde nástroj je příliš krátký:
Varování: Délka nástroje byla aktualizována z 25mm na 35.9453mm pro zajištění, aby držák nekolidoval s dílem.
Ve stejné době byl nástroj aktualizován.
Originální nástroj.
Učební texty – HSM Works
54
Aktualizovaný nástroj.
Následující příklad ukazuje rozdíl na modelu s jednoduchou dráhou nástroje:
Před detekcí délky nástroje. Po detekci délky nástroje s bezpečnou vzdáleností držáku 5.0mm.
4.13 Mělké oblasti.
U strategií konstantních Z úrovní jako je Kapsovací obrábění a Konturové obrábění naleznete volbu "Obrobit mělké oblasti":
Volba obrábění mělkých oblastí. Tato volba je užitečná na dílech, které mají jak strmé tak mělké oblasti.
Na dílech podobných následujícímu, zapnutí volby vloží další Z úrovně do oblastí, kde je zapotřebí dosáhnout požadovaný povrch:
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
55
Standardní konturové dokončování. Konturové dokončení s zapnutým Obrobit mělké oblasti.
Zapnutí "Obrábět mělké oblasti" zobrazí dva řídící parametry:
Nastavení mělkých oblastí.
Minimální mělký krok dolů
Tento parametr řídí minimální dovolený krok dolů mezi dalšími Z úrovněmi. Tento parametr je upřednostněn před maximálním stranovým krokem mělké oblasti.
Maximální mělký stranový krok
Tento parametr řídí stranový krok pro detekci oblastí, kde by měly být vloženy další úrovně Z. Jestliže běžný stranový krok přesáhne tuto hodnotu, budou vloženy další úrovně dokud nebude dosažen stranový krok nebo minimální krok dolů.
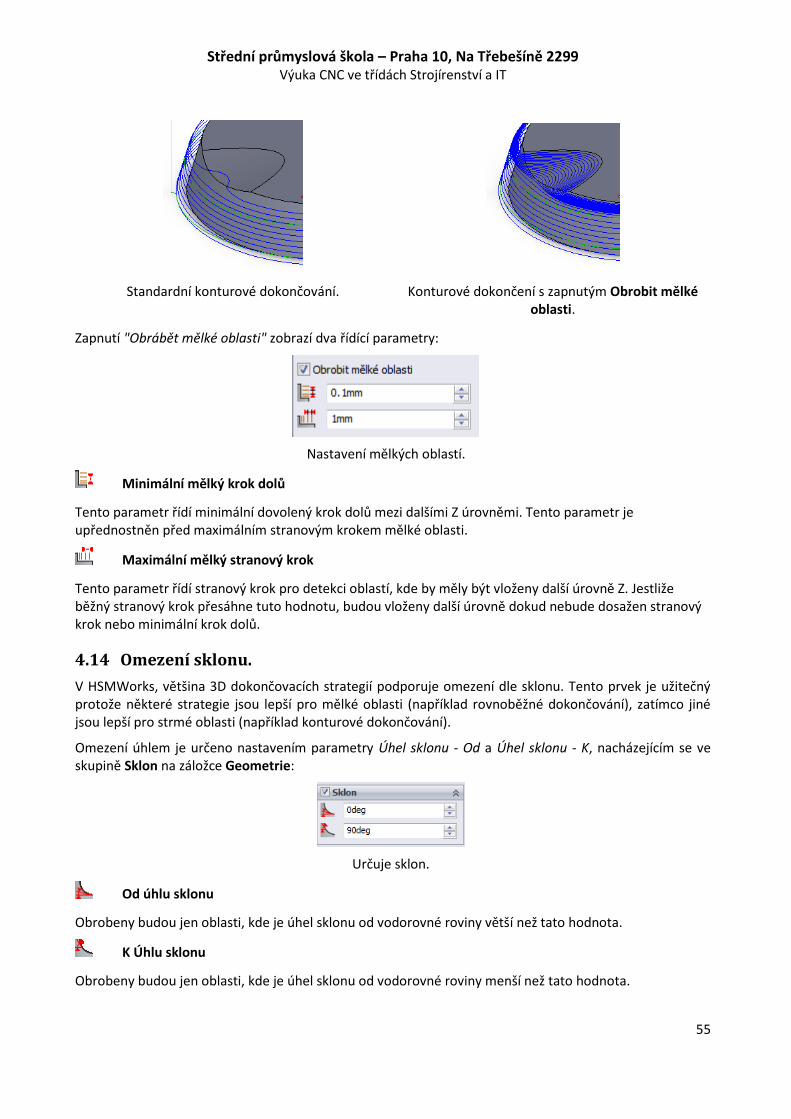
4.14 Omezení sklonu.
V HSMWorks, většina 3D dokončovacích strategií podporuje omezení dle sklonu. Tento prvek je užitečný protože některé strategie jsou lepší pro mělké oblasti (například rovnoběžné dokončování), zatímco jiné jsou lepší pro strmé oblasti (například konturové dokončování).
Omezení úhlem je určeno nastavením parametry Úhel sklonu - Od a Úhel sklonu - K, nacházejícím se ve skupině Sklon na záložce Geometrie:
Určuje sklon.
Od úhlu sklonu
Obrobeny budou jen oblasti, kde je úhel sklonu od vodorovné roviny větší než tato hodnota.
K Úhlu sklonu
Obrobeny budou jen oblasti, kde je úhel sklonu od vodorovné roviny menší než tato hodnota.
Učební texty – HSM Works
56
Konturové dokončování. Úhel sklonu: Od 45˚ do 90˚.
Rovnoběžné dokončování. Slope Angle: From 0˚ to 45˚.
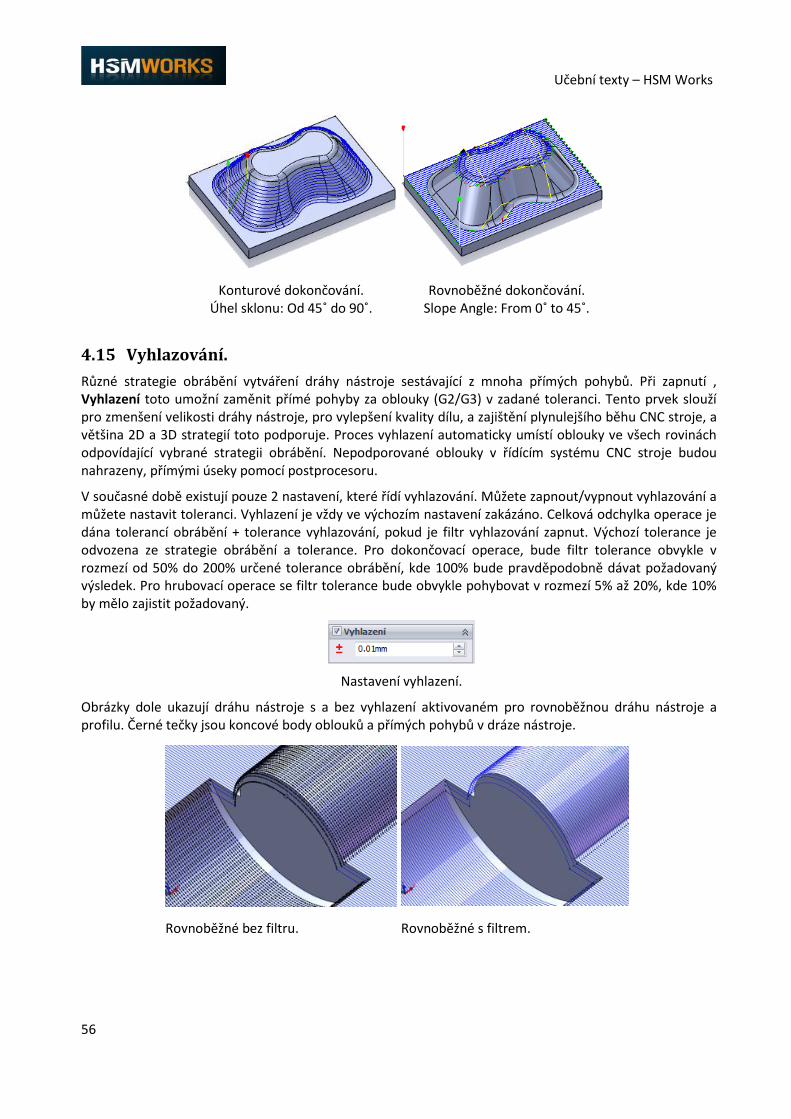
4.15 Vyhlazování.
Různé strategie obrábění vytváření dráhy nástroje sestávající z mnoha přímých pohybů. Při zapnutí , Vyhlazení toto umožní zaměnit přímé pohyby za oblouky (G2/G3) v zadané toleranci. Tento prvek slouží pro zmenšení velikosti dráhy nástroje, pro vylepšení kvality dílu, a zajištění plynulejšího běhu CNC stroje, a většina 2D a 3D strategií toto podporuje. Proces vyhlazení automaticky umístí oblouky ve všech rovinách odpovídající vybrané strategii obrábění. Nepodporované oblouky v řídícím systému CNC stroje budou nahrazeny, přímými úseky pomocí postprocesoru.
V současné době existují pouze 2 nastavení, které řídí vyhlazování. Můžete zapnout/vypnout vyhlazování a můžete nastavit toleranci. Vyhlazení je vždy ve výchozím nastavení zakázáno. Celková odchylka operace je dána tolerancí obrábění + tolerance vyhlazování, pokud je filtr vyhlazování zapnut. Výchozí tolerance je odvozena ze strategie obrábění a tolerance. Pro dokončovací operace, bude filtr tolerance obvykle v rozmezí od 50% do 200% určené tolerance obrábění, kde 100% bude pravděpodobně dávat požadovaný výsledek. Pro hrubovací operace se filtr tolerance bude obvykle pohybovat v rozmezí 5% až 20%, kde 10% by mělo zajistit požadovaný.
Nastavení vyhlazení.
Obrázky dole ukazují dráhu nástroje s a bez vyhlazení aktivovaném pro rovnoběžnou dráhu nástroje a profilu. Černé tečky jsou koncové body oblouků a přímých pohybů v dráze nástroje.
Rovnoběžné bez filtru. Rovnoběžné s filtrem.
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
57
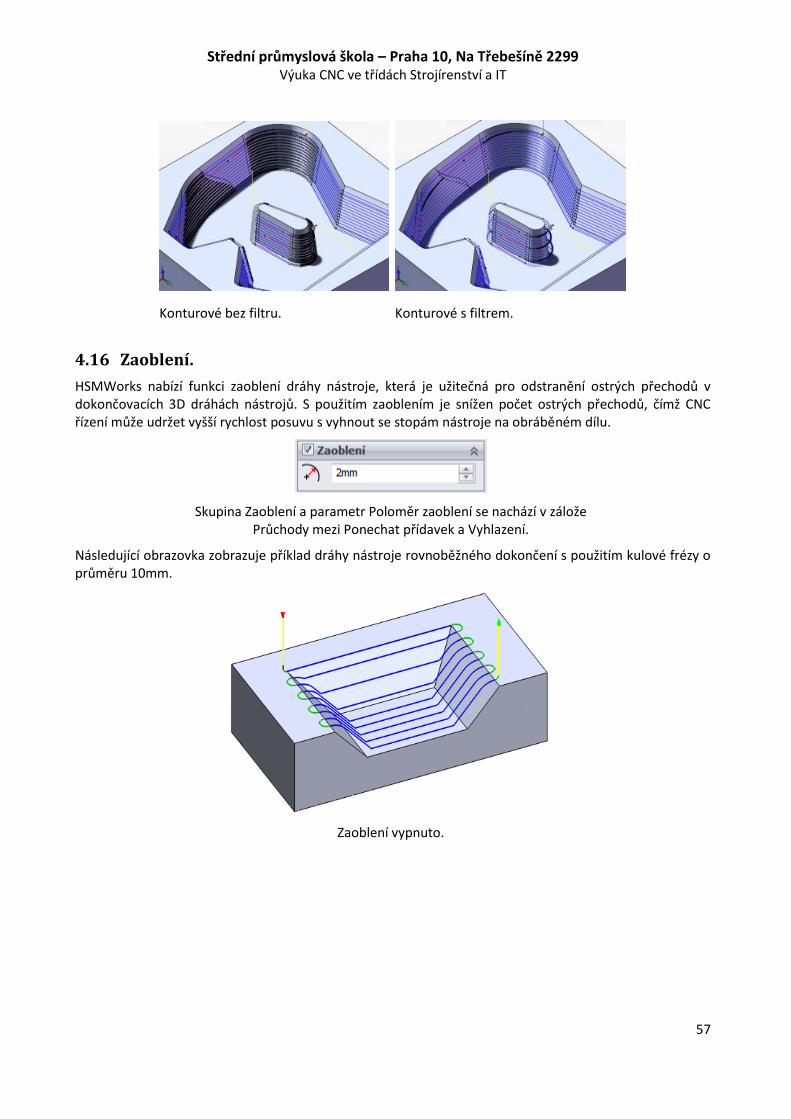
Konturové bez filtru. Konturové s filtrem.
4.16 Zaoblení.
HSMWorks nabízí funkci zaoblení dráhy nástroje, která je užitečná pro odstranění ostrých přechodů v dokončovacích 3D dráhách nástrojů. S použitím zaoblením je snížen počet ostrých přechodů, čímž CNC řízení může udržet vyšší rychlost posuvu s vyhnout se stopám nástroje na obráběném dílu.
Skupina Zaoblení a parametr Poloměr zaoblení se nachází v zálože Průchody mezi Ponechat přídavek a Vyhlazení.
Následující obrazovka zobrazuje příklad dráhy nástroje rovnoběžného dokončení s použitím kulové frézy o průměru 10mm.
Zaoblení vypnuto.
Učební texty – HSM Works
58
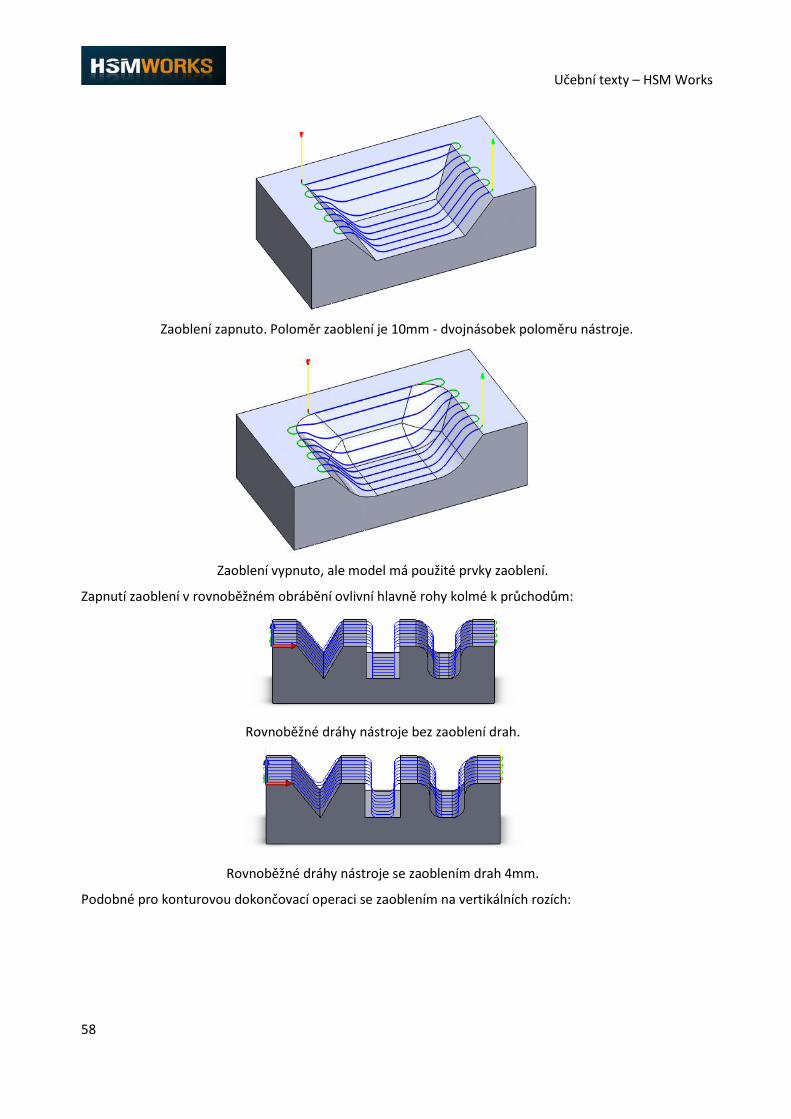
Zaoblení zapnuto. Poloměr zaoblení je 10mm - dvojnásobek poloměru nástroje.
Zaoblení vypnuto, ale model má použité prvky zaoblení.
Zapnutí zaoblení v rovnoběžném obrábění ovlivní hlavně rohy kolmé k průchodům:
Rovnoběžné dráhy nástroje bez zaoblení drah.
Rovnoběžné dráhy nástroje se zaoblením drah 4mm.
Podobné pro konturovou dokončovací operaci se zaoblením na vertikálních rozích:
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
59
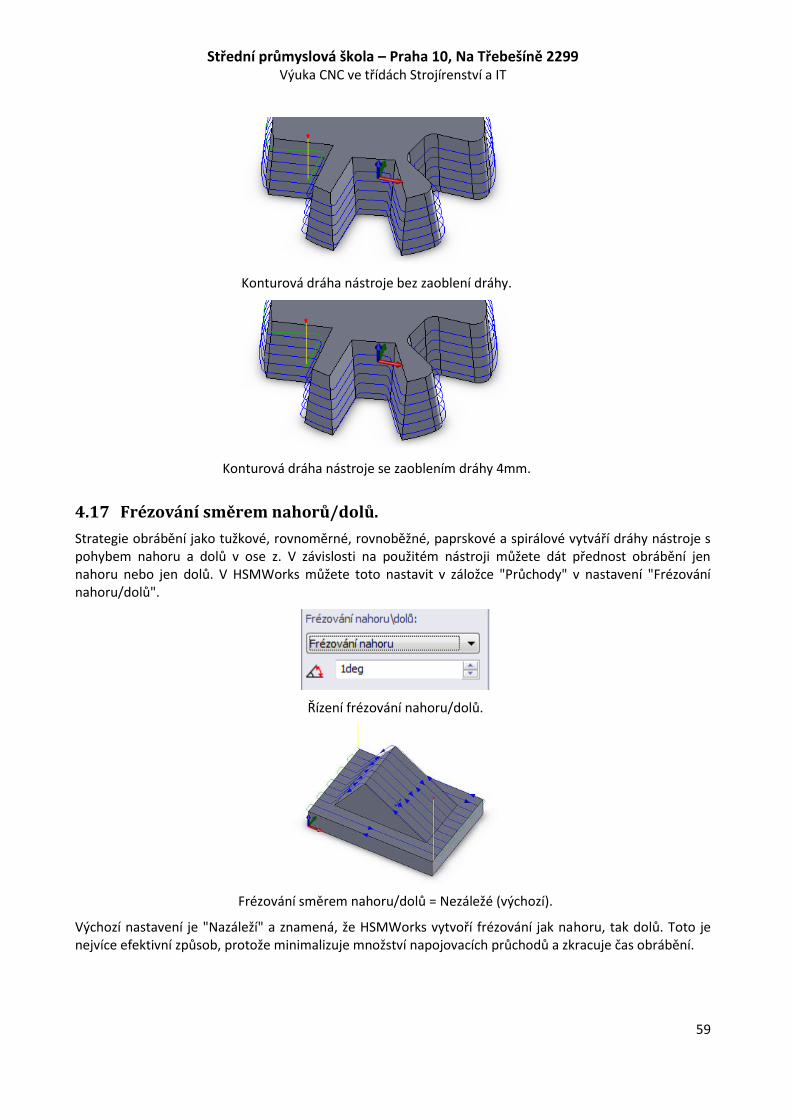
Konturová dráha nástroje bez zaoblení dráhy.
Konturová dráha nástroje se zaoblením dráhy 4mm.
4.17 Frézování směrem nahorů/dolů.
Strategie obrábění jako tužkové, rovnoměrné, rovnoběžné, paprskové a spirálové vytváří dráhy nástroje s pohybem nahoru a dolů v ose z. V závislosti na použitém nástroji můžete dát přednost obrábění jen nahoru nebo jen dolů. V HSMWorks můžete toto nastavit v záložce "Průchody" v nastavení "Frézování nahoru/dolů".
Řízení frézování nahoru/dolů.
Frézování směrem nahoru/dolů = Nezáležé (výchozí).
Výchozí nastavení je "Nazáleží" a znamená, že HSMWorks vytvoří frézování jak nahoru, tak dolů. Toto je nejvíce efektivní způsob, protože minimalizuje množství napojovacích průchodů a zkracuje čas obrábění.
Učební texty – HSM Works
60
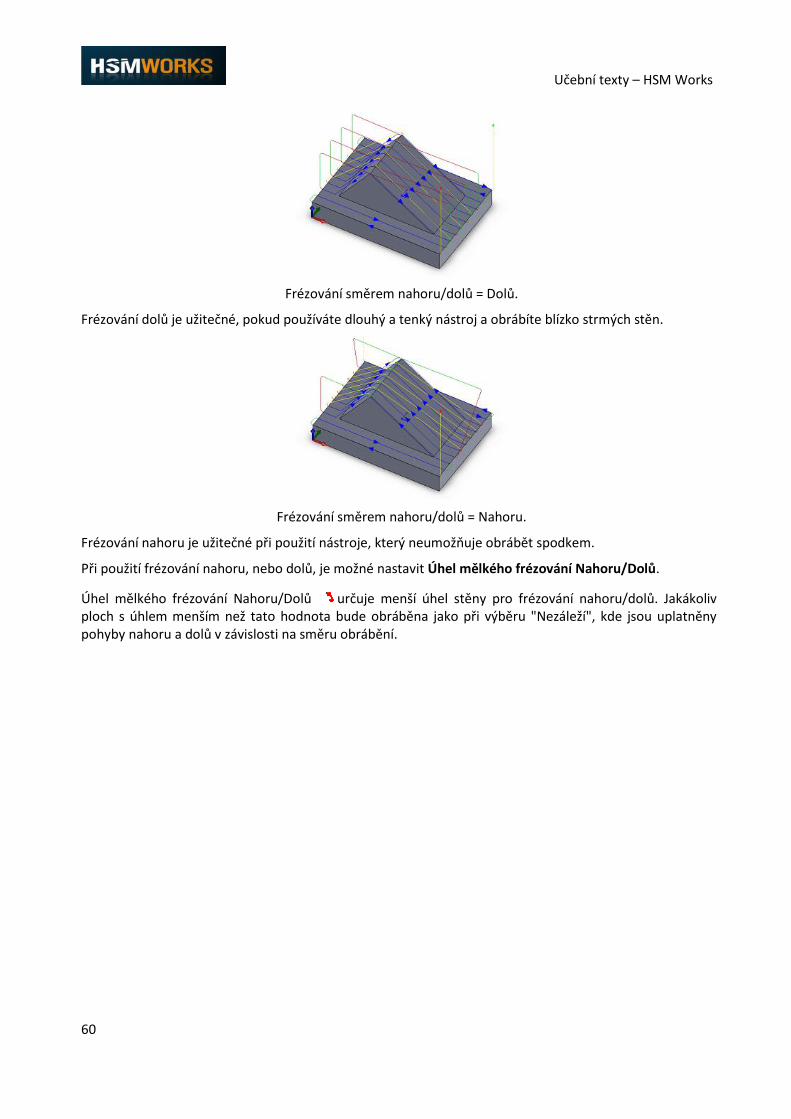
Frézování směrem nahoru/dolů = Dolů.
Frézování dolů je užitečné, pokud používáte dlouhý a tenký nástroj a obrábíte blízko strmých stěn.
Frézování směrem nahoru/dolů = Nahoru.
Frézování nahoru je užitečné při použití nástroje, který neumožňuje obrábět spodkem.
Při použití frézování nahoru, nebo dolů, je možné nastavit Úhel mělkého frézování Nahoru/Dolů.
Úhel mělkého frézování Nahoru/Dolů určuje menší úhel stěny pro frézování nahoru/dolů. Jakákoliv ploch s úhlem menším než tato hodnota bude obráběna jako při výběru "Nezáleží", kde jsou uplatněny pohyby nahoru a dolů v závislosti na směru obrábění.
Střední průmyslová škola – Praha 10, Na Třebešíně 2299 Výuka CNC ve třídách Strojírenství a IT
61
5 Dodatečné funkce.
5.1 Simulace.
Po vygenerování dráhy nástroje, můžete pomocí nástrojů integrované simulace. Tím jsou simulovány
pohyby nástroje. Ovládání zahrnuje simulaci rychlosti a směru, viditelnosti nástroje, dříku a držáku
nástroje, přebarvením rychloposuvů, nájezdů/odjezdů a řezných pohybů.
5.2 Verifikace.
Verifikace umožňuje sledovat odebírání materiálu z polotovaru a automaticky sledovat kolize nástroje a
držáku. Výsledný model může být obarven dle barvy nástroje, který provedl obrábění. Při použití
porovnání s cílovým modelem se zvýrazní zbylý materiál a místa podřezání pomocí jiných barev. Je
podporováno 3+2 obrábění a vícenásobné dráhy mohou být verifikovány jednotlivě.
Učební texty – HSM Works
62
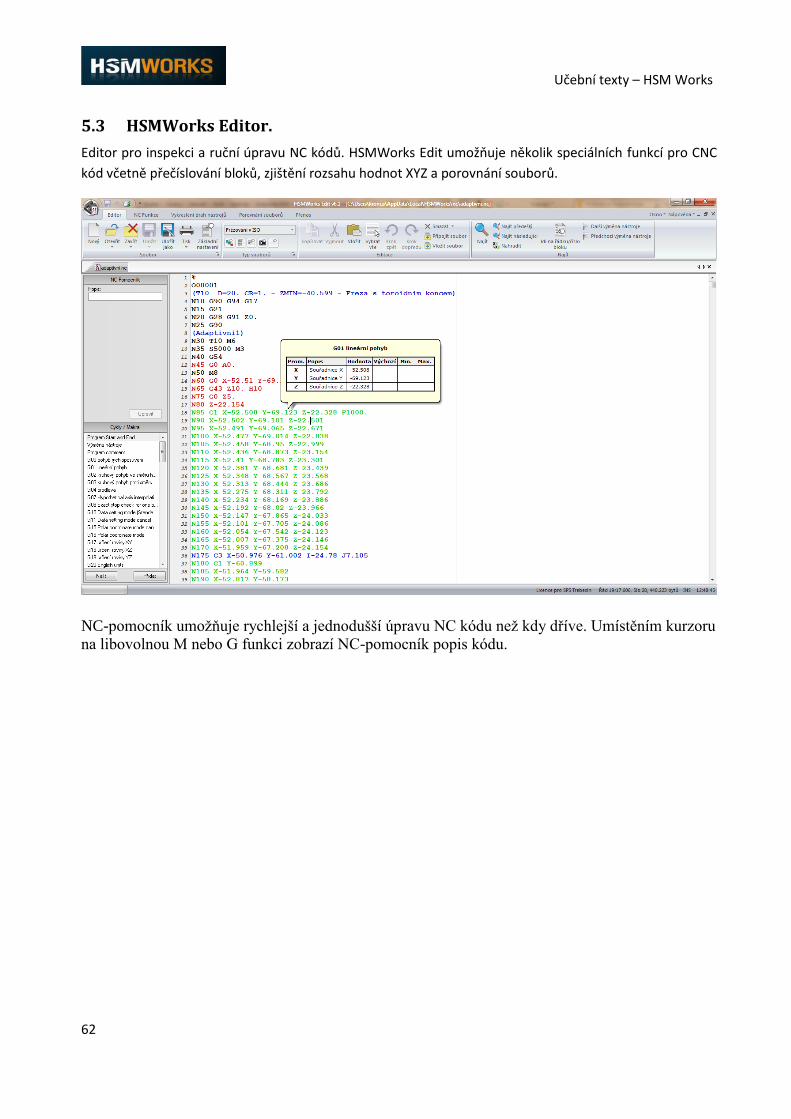
5.3 HSMWorks Editor.
Editor pro inspekci a ruční úpravu NC kódů. HSMWorks Edit umožňuje několik speciálních funkcí pro CNC
kód včetně přečíslování bloků, zjištění rozsahu hodnot XYZ a porovnání souborů.
NC-pomocník umožňuje rychlejší a jednodušší úpravu NC kódu než kdy dříve. Umístěním kurzoru
na libovolnou M nebo G funkci zobrazí NC-pomocník popis kódu.