STUDENTI SE BLÍŽÍ DO CÍLE ZÁVODU ENERGETICKÝ PRŮMYSL SE ROZTÁČÍ „Investujeme do nejnovějších a nejlepších zařízení.“ ČASOPIS SPOLEČNOSTI SECO Č. 1.2012 VLIVEM ZVYŠUJÍCÍ SE konkurence na celosvěto- vém trhu s větrnou energií je prioritou produktivita ve výrobě součástí.
28
ČASOPIS SPOLEČNOSTI SECO Č. 1.2012 NA PLNÝ VÝKON ENERGETICKÝ PRŮMYSL SE ROZTÁČÍ „Investujeme do nejnovějších a nejlepších zařízení.“ VLIVEM ZVYŠUJÍCÍ SE konkurence na celosvěto- vém trhu s větrnou energií je prioritou produktivita ve výrobě součástí. RYCHLEJŠÍ VÝROBA LOPATEK V ČÍNĚ STUDENTI SE BLÍŽÍ DO CÍLE ZÁVODU
Transcript
ČASOPIS
SPOLEČNOSTI
SECO
Č. 1.2012
NA PLNÝVÝKON
ENERGETICKÝ PRŮMYSL SE ROZTÁČÍ
„ Investujeme do nejnovějších a nejlepších zařízení.“
VLIVEM ZVYŠUJÍCÍ SE
konkurence na celosvěto-
vém trhu s větrnou energií
je prioritou produktivita
ve výrobě součástí.
RYCHLEJŠÍ VÝROBA LOPATEK V ČÍNĚ
STUDENTI SE BLÍŽÍ DO CÍLE ZÁVODU
EDGE je magazín společnosti Seco pro zákazníky, který
vychází ve 25 jazycích po celém světě.
Seco Tools AB Marketing Department, 737 82 Fagersta,
Na materiál použitý v této publikaci se vztahuje autorské právo vydavatele, společnosti SecoTools AB. Články mohou být bezplatně použity, pokud je uveden odkaz na časopis Edge a šéfredaktora. Ochranné známky a názvy značek použité v této publikaci jsou chráněny zákonem.
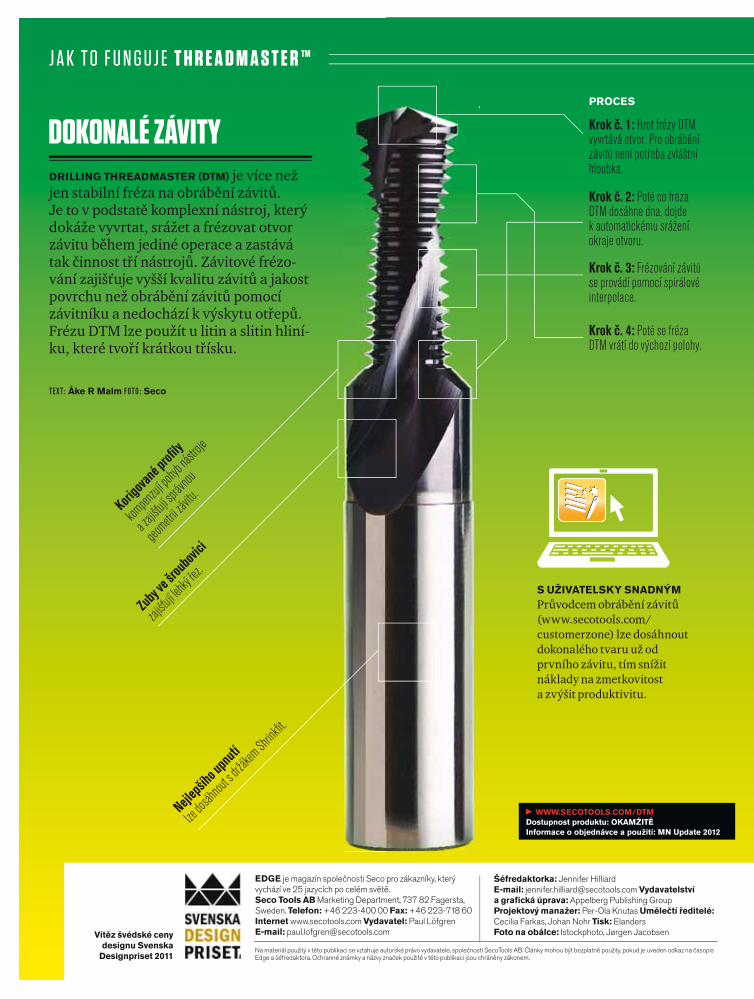
DOKONALÉ ZÁVITYDRILLING THREADMASTER (DTM) je více než jen stabilní fréza na obrábění závitů. Je to v podstatě komplexní nástroj, který dokáže vyvrtat, srážet a frézovat otvor závitu během jediné operace a zastává tak činnost tří nástrojů. Závitové frézo-vání zajišťuje vyšší kvalitu závitů a jakost povrchu než obrábění závitů pomocí závitníku a nedochází k výskytu otřepů. Frézu DTM lze použít u litin a slitin hliní-ku, které tvoří krátkou třísku.
WWW.SECOTOOLS.COM/DTM
Dostupnost produktu: OKAMŽITĚ
Informace o objednávce a použití: MN Update 2012
J A K T O F U N G U J E T H R E A D M A S T E R ™
TEXT: Åke R Malm FOTO: Seco
Krok č. 1: Hrot frézy DTM vyvrtává otvor. Pro obrábění závitů není potřeba zvláštní hloubka.
Krok č. 2: Poté co fréza DTM dosáhne dna, dojde k automatickému srážení okraje otvoru.
Krok č. 3: Frézování závitů se provádí pomocí spirálové interpolace.
Krok č. 4: Poté se fréza DTM vrátí do výchozí polohy.
Nejlep
šího u
pnut
í
lze do
sáhno
ut s d
ržákem
Shrin
kfi t.
Zuby
ve šr
oubo
vici
zajišťu
jí lehký
řez.
Korig
ovan
é profi
ly
kompen
zují po
hyb ná
stroje
a zajiš
ťují sp
rávno
u
geom
etrii z
ávitu.
S UŽIVATELSKY SNADNÝM
Průvodcem obrábění závitů (www.secotools.com/customerzone) lze dosáhnout dokonalého tvaru už od prvního závitu, tím snížit náklady na zmetkovitost a zvýšit produktivitu.
PROCES
18
04
20
12
23
10
24
12
3edge [1·2012]
ENERGIE ZE SLUNCE
Výrobní závod společnosti Seco ve státě Tennessee je zářným příkladem užití solárních panelů.
ODVĚTVÍ: VĚTRNÁ ENERGIE
AH Industries, přední výrobce v oblasti větrné technologie, používá inovativní nástroj na snížení vibrací při frézování.
PROFIL: PARAMESH NAVALGUND
Manažer společnosti Seco v Indii je známý svou zálibou v řešení problémů.
APLIKACE: ODVALOVÁNÍ
Italský výrobce ozubení a převodových skříní používá přesné nástroje pro udržení konkurenceschopnosti.
KOMPLEXNÍ POHLED
Deyang Yuxin, čínský výrobce při hrubování lopatek zdvojnásobil produktivitu díky investicím do pevnějších nástrojů.
INTENZIVNÍ VÝUKA
Studenti inženýrství automobilového sportu z Velké Británie testují své schopnosti.
V PRÁCI: PIA SJÖBLOMOVÁ
Práce obsluhy CNC v dílně ve švédském Surahammaru obnáší neustále zlepšování.
ENERGETICKÝ PRŮMYSL JE v podstatě závod s efektivitou. Čím více čisté energie lze získat z kon-krétního zdroje – ať už se jedná o ropu, vítr nebo sluneční záření – tím konkurenceschopnější je tento zdroj. Pro udržení pozice na trhu je tedy potřeba, aby byl celý výrobní řetězec zeštíhlený a produktivní.
Strojní průmysl zde hraje nemalou roli. Vezměme si například výstavbu parku větrných elektráren, který musí konkurovat jiným zdrojům energie. Turbínové lopatky, skříň převodovky, ložiskové pouzdro – všechny tyto součásti musí být vyrobeny co nejefektivněji, aby se snížily náklady na provoz.
Naše produkty mohou v této oblasti pomoci. V tomto čísle se zaměříme na několik příkladů, které dokazují, že nástroje společnosti Seco pomáhají zvy-šovat produktivitu v energetickém průmyslu, ať už se jedná o minimalizaci vibrací při frézování nebo zkrácení času obrábění při hrubování lopatek.
Na závěr doufáme, že naše skvělé nápady pomo-hou ke skvělé budoucnosti –a to doslova.
PODPORAFabio Scolari, výkonný ředitel italské společnosti Scolari S.p.A., investuje pro udržení konkuren-ceschopnosti do vysoce kvalitních přesných nástrojů.
VÝKONNÁ
O B S A H R E D A K Č N Í Ú V O D N Í K č. 1.2012
MÁTE NĚJAKÉ NÁVRHY? Máte návrh na článek v magazínu Edge? Zašlete jej na adresu [email protected].
VÍTRZMĚNplný
Steadyline™ Dynamické tlumení
Okamžité použití
Až třikrát vyšší dyna-
mická tuhost umožňují-
cí obrábění s vyložením
více než 5xD
Vyroben z velmi pevné
oceli s ochranným
povlakem
Kanál pro přívod
chladicí kapaliny
přes vodící čep
WWW.SECOTOOLS.COM/STEADYLINE
Dostupnost produktu: OKAMŽITĚ
Informace o objednávce a použití:
Katalog Nástrojový systém 2012
O D V Ě T V Í V Ě T R N Á E N E R G I E
5
Dánské odvětví výroby větrné energie, které má v celosvětovém
měřítku vedoucí postavení, čelí silné mezinárodní konkurenci
a jeden z nejvýznamnějších dánských výrobců dílů zvyšuje
produktivitu nasazením inovativních technologií.
ÁNSKO NENÍ PRŮMYSLOVÝM GIGANTEM – ani nemá nejlepší povětrnostní podmínky – ale vede v žebříčku zemí vyrábějící větrnou energii. Tato země byla v 70. letech průkopníkem v komerční výrobě větrné energie a sídlí zde dva největší výrobci větrných turbín na světě, Vestas a Siemens Wind. Země na rozdíl od jiných států vyrábí největší část své energie – 20 % – právě díky větru.
Odvětví výroby větrné energie má z celosvětového hlediska rostoucí tendenci, s rekordními 39,4 GW instalovanými v průběhu minulého roku. Většina po-užité technologie byla vyrobena v této skandinávské zemi, která má pouhých 5,5 milionu obyvatel. Na-vzdory růstu Číny se odvětví výroby větrné energie rozšiřovalo i nadále, od roku 2000 v průměru o 16 % ročně. Přesto však je Dánsko pod vlivem konkurence nuceno snižovat náklady a zvyšovat produktivitu, aby si tato země udržela své vedoucí postavení.
Od 80. let získala společnost AH Industries vůdčí postavení v odvětví výroby větrných turbín a v sou-časnosti lze díly, které tato společnost vyrábí, nalézt u zhruba 10 % turbín po celém světě. Společnost AH Industries provádí ve své továrně na okraji dánského města Kolding frézování a vrtání součástí pro téměř všechny výrobce větrných turbín.
Podle analýz společnosti docházelo v továrně v Koldingu během jedné z fází výroby turbín – při frézování povrchu hlavního ložiskového pouzdra, které je upevněno k hlavnímu rámu turbíny – k vý-raznému snižování produktivity. Výrobní technik společnosti AH Industries Klaus Døssing říká: „Neměli jsme žádné výrazné problémy, ale tato fáze byla velmi zdlouhavá a hlučná. Pokud bychom zrychlili výrobu, došlo by vlivem vibrací k poškození nástroje.“
Společnost AH Industries došla k závěru, že snížení těchto vibrací by mohlo být přínosné, a tak Tom Jakobsen, expert na mezinárodní program
DN
TEXT: David Wiles FOTO: Betsie Van der Meer/Getty Images,
Jørgen Jacobsen/Istockphoto a Svante Örnberg
edge [1·2012]
6 edge [1·2012]
Součást: Hlavní ložiskové pouzdro
Materiál: GGG40 / EN-GJS-400
Cíl obrábění: Produktivita
Obráběcí stroj: Obráběcí centrum
Upínání nástroje: ISO50 DIN69871
Držák: E3471 5555 27260
(Steadyline)
Řezný nástroj: R220.69-0063-18-6AN
Průměr nástroje: Ø63
Počet zubů: 6
Břitová destička: XOMX180616TR-M14 MP3000
(Power Turbo)
Řezné údaje: vc: 297
fz: 0,33
vf: 3000
ap: 7,5
ae: 5-10
Chlazení: Nasucho
Výsledky: O 169 % vyšší produktivita
O 140 % delší životnost nástroje
Splatnost investic 3 měsíce
Omezení hluku
Hlavní ložiskové pouzdro
větrných elektráren společnosti Seco, navrhl jako řešení použití držáku nástrčné čelní frézy Steadyline s tlumením vibrací. Jakobsen vysvětluje, že součástí systému dynamického tlumení je tlumič vibrací, který je připevněn v místě s nejvyšším průhybem, tedy v přední části tyče. Tímto dochází k tlumení vibrací v okamžiku, kdy je začne řezný nástroj pře-nášet. „Tento nástroj efektivně tlumí vibrace,“ říká Jakobsen. „Znamená to, že můžete použít větší záběr nástroje a často pracovat třikrát rychleji.“
DÍKY NÁSTROJI STEADYLINE se společnosti AH Industries podařilo zvýšit rychlost frézování těchto sestav o neuvěřitelných 269 %, dřívější 30minutový interval frézování jednoho dílu byl zkrácen zhruba na 10 minut. Navíc se výrazně prodloužila životnost řezné hlavy. Døssing říká, že „vibrace způsobovaly nadbytečné opotřebení břitových destiček, které jsme pak museli častěji vyměňovat. Nyní jsme životnost břitových destiček prodloužili více než dvojnásobně.“
Čas ušetřený díky rychlejšímu obrábění a menšímu opotřebení představují pro společnost AH Industries značné úspory. Návratnost těchto investic byla méně než tři měsíce. „Měl jsem nejdříve pochybnosti, ale ukázalo se, že to je velmi dobrý nástroj,“ říká Døssing. „Nástroj Steadyline používáme téměř dva roky a investice se nám již mnohokrát vyplatila.“
Jakobsen dodává, že společnost AH Industries si nekoupila jen nástroj, ale také podporu a znalosti. „Výkon nástroje je velmi důležitý, ale v současnosti se naše myšlení orientuje na řešení.“
Rozmach čínských společností vyrábějící větrnou energii (v současnosti jsou to 4 z 10 světových výrob-ců) ukazuje, že tento trend bude pokračovat i nadále, rostoucí poptávka po obnovitelné větrné energii však stále dává prostor odborným znalostem dánských společností – pokud ovšem budou schopny konkuro-vat cenou. „Čím efektivnější dánští výrobci budou, tím nižší ceny mohou nabídnout svým zákazníkům,“ říká Jakobsen. „V tom jim mohou pomoci nástroje Steadyline.“
O D V Ě T V Í V Ě T R N Á E N E R G I E
Nyní jsme životnost břito-vých destiček prodloužili více než dvojnásobně.“Klaus Døssing, produkční technik
společnosti AH Industries
edge [1·2012] 7
111,7 bilionůEUR
66,8 bilionůEUR
Globální celková
tržní hodnota větrné
energie v roce 2011:
Předpokládaná
tržní hodnota
v roce 2015:
Procentuální podíl
výroby elektrické
energie v roce
2011:
Předpokládaný pro-
centuální podíl výro-
by elektrické energie
v roce 2020:
9,1%1,92%
Cena větrné energie
Frézování povrchu hlavních ložiskových pouzder bylo
pro společnost AH Industries výzvou. Tom Jakobsen,
expert na mezinárodní program větrných elektráren
společnosti Seco, navrhl jako řešení použití držáku
nástrčné čelní frézy Steadyline s tlumením vibrací.
edge [1·2012]8
Stručně
SDouble Octomill, nástroj pro čelní frézování s břitovými destičkami se šestnácti hranami, je nyní k dostání v praktické velikosti vhodné pro menší stroje.TEXT: Åke R. Malm
V Ý R O B E K D O U B L E O C T O M I L L™
POLEČNOST SECO NAVÁZALA NA
ÚSPĚCH vysoce produktivní čelní frézy Double Octomill 09 a vyvinula praktičtější verzi nástroje: Double Octomill 05. Verze 05 je dostupná ve
verzích o průměrech od 25 do 125 milimetrů a má menší břitové destičky než verze 09 – a také poloviční hloubku řezu. Proto je Double Octomill 05 ideální pro frézování na malých strojích, u kterých postačí hloubka řezu 3 milimetry.
„Je to otázka hospodárnosti,“ říká produktový manažer Michael Karlkvist. „Ve většině případů nepotřebujete obrábět více než 2 až 3 milimetry. S menšími řeznými nástroji a břitovými destičkami lze snížit náklady na nástroje bez ztráty produktivity.“
Břitové destičky pro frézu Double Octomill 05 jsou dostupné ve čtyřech geometriích a pro celou řadu materiálů, od litiny až po speciální materiály. Řezný nástroj lze osadit destičkou s hladicí plochou pro paralelní hrubování a dokončovací obrábění. Tím dochází k redukci počtu nástrojů a operací pro konkrétní situace, snížení investičních nákladů a zvýšení produktivity. Díky tomu, že mají břitové destičky 16 hran, dochází ke snížení nákladů na hranu.
Lůžka břitových destiček frézy Double Octomill 05 se mohou pochlubit silným centrálním pojistným šroubem a axiálními a radiálními vodicími čepy vyrobenými z rychlořezné oceli. Břitové destičky lze snadno namontovat a během provozu zůstávají pevně uchycené, což je rozhodující pro co nejlepší úpravu povrchu a nejdelší životnost.
„V jednoduchosti je síla,“ říká Karlkvist. „Pokud je břitová destička umístěna správně, uslyšíte typické cvaknutí, nelze se téměř nikdy splést.“
Lůžka mají negativní úhel 8 stupňů, který podporuje oboustranné břitové destičky a stabilní provoz. Geometrie břitových destiček však může vytvořit kladný úhel čela, který minimalizuje spotřebu energie a díky kterému je fréza Double Octomill 05 vhodná hlavně pro frézky menších rozměrů.
Nová fréza Double Octomill 05
je vhodná pro menší stroje než
starší typ frézy Double Octomill
09 (vpravo).
WWW.SECOTOOLS.COM/DOUBLEOCTO
Dostupnost produktu: OKAMŽITĚ
Informace o objednávce a použití: MN Update 2012
9
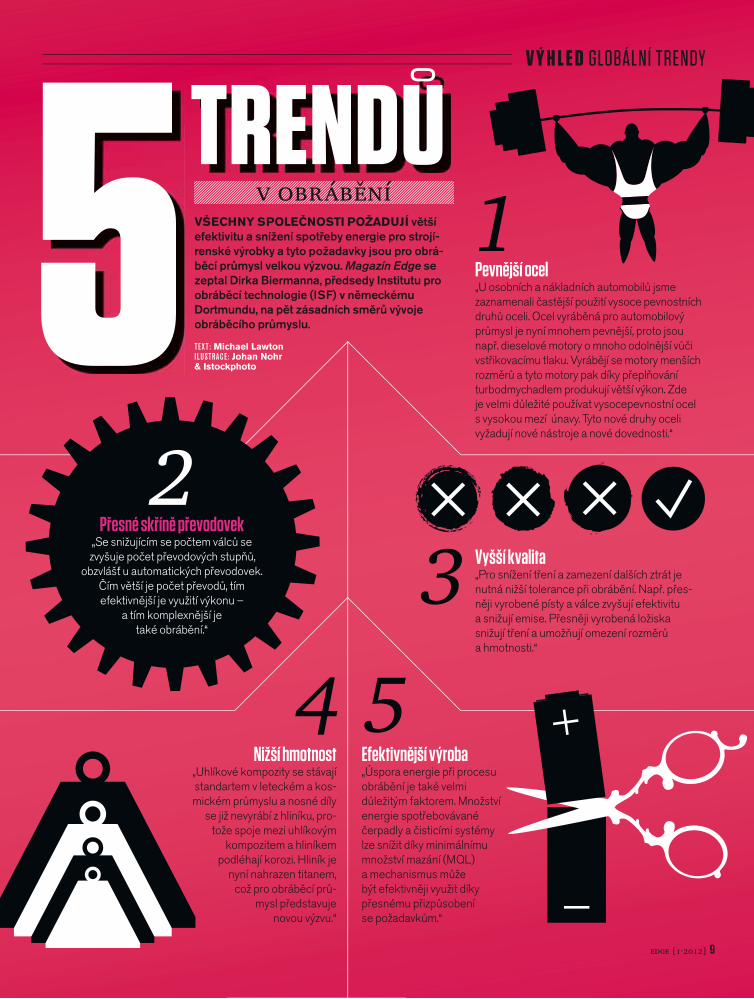
Vyšší kvalita„Pro snížení tření a zamezení dalších ztrát je
nutná nižší tolerance při obrábění. Např. přes-
něji vyrobené písty a válce zvyšují efektivitu
a snižují emise. Přesněji vyrobená ložiska
snižují tření a umožňují omezení rozměrů
a hmotnosti.“
1
3
Pevnější ocel„U osobních a nákladních automobilů jsme
zaznamenali častější použití vysoce pevnostních
druhů oceli. Ocel vyráběná pro automobilový
průmysl je nyní mnohem pevnější, proto jsou
např. dieselové motory o mnoho odolnější vůči
vstřikovacímu tlaku. Vyrábějí se motory menších
rozměrů a tyto motory pak díky přeplňování
turbodmychadlem produkují větší výkon. Zde
je velmi důležité používat vysocepevnostní ocel
s vysokou mezí únavy. Tyto nové druhy oceli
vyžadují nové nástroje a nové dovednosti.“
Efektivnější výroba„Úspora energie při procesu
obrábění je také velmi
důležitým faktorem. Množství
energie spotřebovávané
čerpadly a čisticími systémy
lze snížit díky minimálnímu
množství mazání (MQL)
a mechanismus může
být efektivněji využit díky
přesnému přizpůsobení
se požadavkům.“
TEXT: Michael Lawton I LUSTRACE: Johan Nohr& Istockphoto
VŠECHNY SPOLEČNOSTI POŽADUJÍ větší
efektivitu a snížení spotřeby energie pro strojí-
renské výrobky a tyto požadavky jsou pro obrá-
běcí průmysl velkou výzvou. Magazín Edge se
zeptal Dirka Biermanna, předsedy Institutu pro
obráběcí technologie (ISF) v německému
Dortmundu, na pět zásadních směrů vývoje
obráběcího průmyslu.
V Ý H L E D GLOBÁLNÍ TRENDY
Nižší hmotnost„Uhlíkové kompozity se stávají
standartem v leteckém a kos-
mickém průmyslu a nosné díly
se již nevyrábí z hliníku, pro-
tože spoje mezi uhlíkovým
kompozitem a hliníkem
podléhají korozi. Hliník je
nyní nahrazen titanem,
což pro obráběcí prů-
mysl představuje
novou výzvu.“
TRENDŮ
4 5
v obrábění
Přesné skříně převodovek„Se snižujícím se počtem válců se
zvyšuje počet převodových stupňů,
obzvlášť u automatických převodovek.
Čím větší je počet převodů, tím
efektivnější je využití výkonu –
a tím komplexnější je
také obrábění.“
2
edge [1·2012]
edge [1·2012]10
Na jedné univerzitě v Anglii se nadšení studenti připravují na reálnou kariéru v elitním automobilovém sportu tím, že navrhují a konstruují vlastní vozidla a účastní se závodů. TE X T: Eddie de Oliveira FOTO: Ed Miles
STUDENTI NA RYCHLÉ DRÁZE
Speciálně vyvi-nutý dvouválcový V-motor je srd-cem závodního vozu týmu OBR.
N A D Š E N Í
11edge [1·2012]
ro skupinu studentů z univerzity Oxford Brookes v Anglii je čas strá-vený mimo přednášky, domácí práce a semináře v podstatě tvrdou prací po nocích.
„Nechodím do hospod a neužívám si se svými kamarády,“ říká Luke Evans, 24letý student z Bingley v severní Anglii. „Pracuji až do půlno-ci – ale užívám si to úplně stejně.“
Evans je student inženýrství automobilového sportu a bývalý vedoucí závodního týmu Oxford Brookes Racing (OBR) v mezinárodní soutěži zaměřené na vzdělávání v oblasti automobilo-vého sportu Formula Student (FS). Soutěž FS dává studentům příležitost navrhovat, vyrábět a vyvíjet závodní vozidlo od úplného začátku. Zhruba 40 % absolventů oboru inženýrství auto-mobilového sportu na univerzitě Oxford Brookes pak pracuje pro elitní týmy Formule 1, Le Mans a GP2. Mnoho z nich své dovednosti získalo v týmu Oxford Brookes FS, který sponzoruje právě společnost Seco.
Tým se každoročně účastní závodů ve Spoje-ných státech, Velké Británii a Německu a během semestru i prázdnin studenti inženýrství tvrdě – a bez mzdy – pracují, aby jejich vozy mohly projet pod cílovou vlajkou jako první.
Tento projekt běží již dvanáctým rokem a před-sedou současného týmu tvořeného studenty z 11 různých zemí je Giuseppe Naselli, 31letý muž, který odešel z Itálie a ze svého zaměstnání, aby se prosadil ve světě automobilových závodů. Naselli je přesvědčen o tom, že Anglie je tím nejlepším místem pro studium automobilového sportu: „Tady se automobilový sport narodil a tady žije.“
Naselli i Evans měli od dětství stejný sen: pracovat ve světě Formule 1. Oba však hned dodávají, že inženýrství automobilového sportu není jen samá sláva.
„Je to opravdu tvrdá práce,“ říká Naselli. „Je to nejtvrdší práce, co jsem kdy měl, ale také mi hodně dává. I když navrhnete třeba jen malou součást, a pak vidíte to své auto během jízdy…, je to opravdu nádhera.“
Justin Kite, manažer prodejních služeb společ-nosti Seco ve Velké Británii objasňuje, že "poté, co se setkal s lidmi z týmu OBR a na vlastní oči viděl jejich nadšení a odhodlanost“, rozhodla se společnost pro vzájemnou spolupráci.
Tým navrhuje a vyrábí na zakázku dvouválco-vý V-motor a chce z něj vytvořit technologicky nejvyspělejší motor v celé soutěži v roce 2012. Společnost Seco pomáhá při výrobě a vývoji závodního vozidla.
„Společnost Seco nám poskytuje nástroje, díky kterým můžeme tím nejlepším způsobem
vyrobit vše potřebné,“ říká Evans. „Většina těchto nástrojů byla určena pro CNC frézky, ale společ-nost nám pomohla také s nástroji pro soustruhy s ručním ovládáním. A nakonec jsme získali i to nejcennější – dobrou radu.“
Naselli přitakává, že odborné vedení společ-ností Seco bylo stejně důležité jako dodávané nástroje: „Společnost Seco je naším velkým po-radcem. Konkrétní řešení pro všechny situace ne-dostaneme, ale vždy nás nasměrují tak, abychom řešení nalezli sami. Musím se ale také zmínit o kvalitě nástrojů… podle mě žádný tým nemá takové karbidové nástroje, jaké nám dodává spo-lečnost Seco. Jsou špičkové, prostě nejlepší!“
Tým OBR – jehož
členy jsou studenti
z 11 zemí – věří, že
jejich motor bude tech-
nologicky nejvyspělej-
ším motorem v soutěži
Formula Student
v roce 2012.
Vzdělání pro automobilové závody Univerzita Oxford Brookes je považována za jednu z nejlepších vzdě-
lávacích institucí ve Velké Británii pro nadějné techniky závodních vozi-
del. Univerzitní laboratoř pro inženýry se nachází v blízkosti některých
významných týmů Formule 1, včetně Lotus Renault a Williams. Od roku
1999 získal tým OBR více bodů než jakýkoli jiný tým soutěže FS ve Velké
Británii a v posledních 12 letech se celkem pětkrát umístil na špičce.
Vedoucí týmu Giuseppe Naselli říká, že tým OBR si klade za cíl vyrobit
během příštích tří až čtyř let elektromobil poháněný obnovitelnou energií.
Sledujte OBR na Twitteru @oxbrookesracing.
„ I když navrhnete třeba jen malou sou-část, a pak vidíte to své auto během jízdy..., je to opravdu nádhera.“
– Giuseppe Naselli, závodní tým Oxford Brookes Racing Team
P
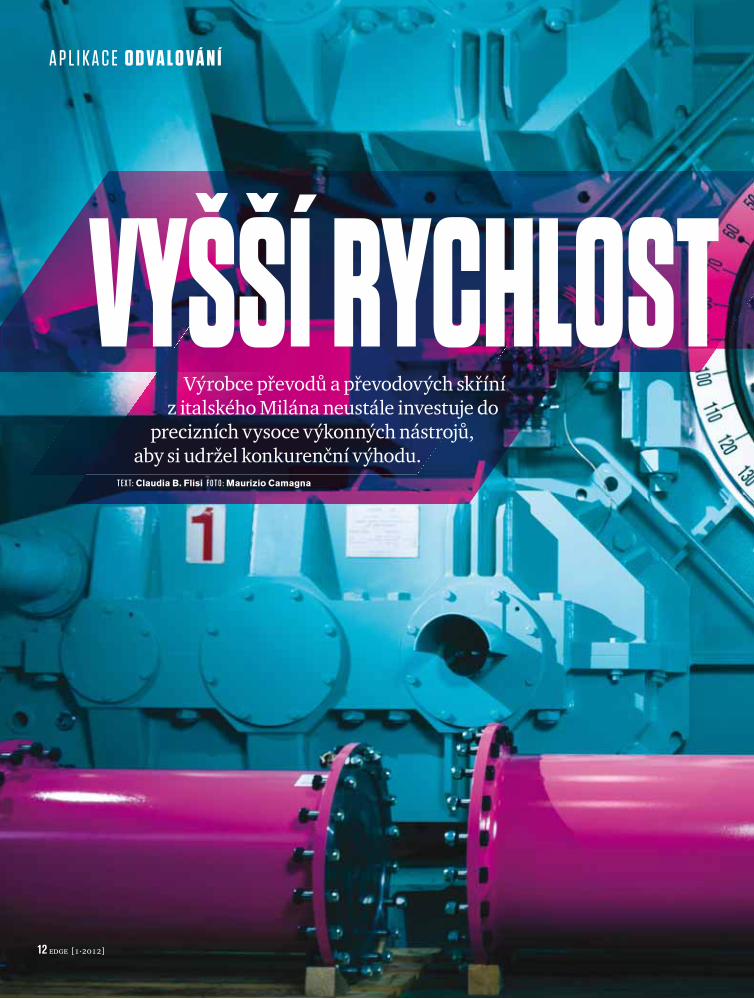
VYŠŠÍ RYCHLOSTVýrobce převodů a převodových skříní
z italského Milána neustále investuje do precizních vysoce výkonných nástrojů,
aby si udržel konkurenční výhodu.TE X T: Claudia B. Flisi FOTO: Maurizio Camagna
edge [1·2012]12
A P L I K A C E O D V A L O V Á N Í
Scolari S.p.A. Výkonný ředitel Fabio Scolari,
syn zakladatele Rema Scolariho, rozšiřuje
nabídku převodových skříní.
13edge [1·2012]
14 edge [1·2012]
REMO SCOLARI dostal skvělý nápad a měl vynikající úsudek. Itálie zažívala prudký ekonomický růst a Sco-lari, který se vyučil automechanikem ve společnosti Alfa Romeo a začínal jako výrobce navijáků pro výtahy, pochopil, že hnacím motorem ekonomického růstu jsou převodovky. Hrají klíčovou roli v těžebním průmys-lu, loďařství, v cementárnách, ocelárnách a ve všech odvětvích výroby energie. Scolari ukončil spolupráci se svým obchodním partnerem a založil si vlastní dílnu v Cinisello Balsamo, 10 kilometrů severně od Milána, kde vyráběl průmyslové převodovky.
Odchod se Scolarimu vyplatil, společnost se orien-tovala na výrobu vysoce kvalitních převodovek pro třetí strany a ačkoli se společnost rozrůstala mnoho let a vede ji již druhá generace rodiny Scolari, její cíl se nezměnil. „Stále se specializujeme na těžký průmysl a kvalitu, která odpovídá našim průmyslovým možnos-tem,“ říká současný výkonný ředitel Fabio Scolari, který je jedním ze čtyř potomků Rema Scolariho (ve společ-nosti pracují tři z jeho dětí). „Rozdíl je v tom, že dnes kromě skříní převodovek nabízíme i přídavné převo-dovky a samotné převodovky jsou nyní rozměrnější.“
Fabio přišel do společnosti v roce 1978 a její strategií v 80. a 90. letech bylo zvýšení počtu zákazníků, zlepše-ní kvality výrobků, výroba rozměrnějších převodovek a rozšíření výrobních možností. V roce 1994 se Scolari stala jednou z prvních společností v Itálii, která zavedla technologii tvarového broušení.
„Investujeme do nejnovějších a nejlepších zařízení. Neustále investujeme do
precizních vysoce výkonných nástrojů.“ Fabio Scolari, výkonný ředitel společnosti Scolari S.p.A.
REMO
úsudelariAV ROCE 1960
Společnost Scolari
S.p.A. si vybudovala
renomé na základě
precizních průmys-
lových převodovek
a převodovkových
skříní.
A P L I K A C E O D V A L O V Á N Í
edge [1·2012] 15
V ROCE 2000 MĚLA SPOLEČNOST 35 zaměstnanců a o 9 let později se přesídlila do nových prostor o rozloze 6 000 m2 v Cinisello. Nový objekt byl 2,4krát větší než předchozí budova a splňoval požadavky na větší prostor pro výrobu skříní převodovek k širšímu použití. V roce 2010 měla společnost již 70 zaměstnanců.
V současnosti tvoří skříně převodovek 75 % celko-vého obratu společnosti Scolari, v roce 2010 to bylo zhruba 20 milionů EUR. Stejně jako u převodovek, které společnost vyrábí, jsou i na skříně převodovek kladeny požadavky na vysokou kvalitu a možnost použití v ná-ročných situacích, např. při odvalovacím obrábění typu MAAG a mechanickém obrábění velkých součástí.
V době, kdy se společnost rozhodla rozšířit svou na-bídku o skříně převodovek, neměla žádnou technickou divizi. Tuto pozici zastávala od roku 2000 jedna osoba, kterou Fabio zaměstnal. Dnes má tato divize devět za-městnanců – pět inženýrů a čtyři projektové manažery. „Vždy jsme vyráběli výrobky podle požadavků zákaz-níků, nyní je můžeme navrhovat sami a nespoléhat se pouze na projekty od našich klientů,“ objasňuje Fabio.
Seco spolupracuje se společností Scolari více než 15 let, zpočátku se jednalo o dodávky fréz pro převo-dovky. Tento obchodní vztah časem zesílil, zejména poté, co se nároky celosvětového trhu v odvětví převo-dovek zvýšily, a došlo ke specializaci trhu. Například součásti s velkým průměrem využívané u větrných turbín, které nyní společnost Scolari vyrábí, je potřeba vyrábět s maximální přesností.
V nedávné době se společnost Scolari S.p.A. přesunula
do nedalekého objektu, který je dvojnásobně větší, a ve
kterém se vyrábí skříně převodovek pro rozsáhlejší
použití. Skříň převodovky vyobrazená výše se používá
v ocelářství.
Strategie společnosti Scolari Navzdory nepříznivé ekonomické situaci
plánuje společnost Scolari růst. Zde je plán:
Rozšíření trhů mimo oblast Evropy
Neustálé zlepšování služeb zákazníkům,
pomoc klientům od projektového plánu přes
instalaci až k poprodejním službám
Zvyšování rychlosti skříní převodovek značky
Scolari tak, aby mohly být využívány v odvětví
výroby energie, např. při výrobě vodní nebo
větrné energie
Navazování spolupráce v zahraničí. V Indii
a Spojených státech byly v nedávné době
uzavřeny dva projekty a další se připravuje
v Brazílii.
16
Podle Fabia je jednou z konkurenčních výhod společ-nosti její strojní technologie: „Investujeme do nejno-vějších a nejlepších zařízení. Neustále investujeme do precizních vysoce výkonných nástrojů a dodavatel, jakým je společnost Seco, je pro naši společnost konku-renční výhodou.“
V roce 2000 zavedla společnost Scolari do své výrobní linky výměnné řezné nástroje pro převodovky a výměn-né odvalování, což umožnilo časové úspory a zvýšení fl exibility – to jsou dva faktory důležité pro speciální řešení. Flexibilita je pro společnost Scolari klíčová, protože její činnost je založená výhradně na principu výroby přizpůsobeném dle přání zákazníka. Společ-nost Seco v současné době nabízí standardní nástroje, speciální řezné nástroje pro převodovky a odvalování, které mají společnosti Scolari pomoci zachovávat při výrobě kvalitu, přesnost a zvýšit rychlost a fl exibilitu služeb klientům.
Důležitost celého řetězce hodnot je pro výkonného ředitele společnosti Scolari zcela prvořadá. Proto spo-lečnost začala v nedávné době svým klientům nabízet poprodejní díly a následné servisní služby, včetně výměny náhradních dílů podle potřeby. Společnost Scolari je přesvědčena o tom, že díky svým schopnos-tem výroby orientované na zákazníka, si dokáže zajistit dobrou pozici v oblasti bezkonkurenčních služeb zákazníkům.
Dodavatel, jakým je společnost Seco, pro nás představuje konkurenční výhodu.“Fabio Scolari, výkonný ředitel společnosti Scolari S.p.A.
edge [1·2012]
A P L I K A C E O D V A L O V Á N Í
Celosvětový trh s převodovkami Světový trh s převodovkami
má v současné době hodnotu
155 milionů amerických dolarů
a vykazuje každoroční růst
4,7 %, říká Claudio Ghielmetti
ze společnosti Seco, který
působí jako mezinárodní expert
na aplikace přenosu výkonu.
Na základě studie „World Gears
to 2013“, kterou vypracovala
skupina Freedonia Group,
Claudio Ghielmetti říká, že
1/3 veškeré další poptávky po
převodovkách do roku 2013
připadne Číně.
Tato poptávka převýší poptávku
v Japonsku a Čína bude po
Spojených státech celosvětově
druhým největším národním
trhem. Do roku 2018 překročí
celkové prodeje převodovek
v Číně výrobní poptávku
Spojených států. Růst trhu se
předpokládá také v Indonésii,
Thajsku a Rusku. Ačkoli budou
pokroky méně výrazné než
v rozvojových zemích, poptávka
po převodovkách ve Spojených
státech a západní Evropě se
bude také zvyšovat.
Claudio Ghielmetti,
mezinárodní expert
na aplikace přenosu
výkonu, který pracuje
ve společnosti Seco
Společnost Seco nabízí řezné
odvalovací frézy s břitový-
mi destičkami z výměnných
karbidových prvků (vlevo)
a řezné nástroje pro převo-
dovky (vpravo) pro odvětví
výroby převodovek.
edge [1·2012] 17
17 000 kWh
126Společnost Seco
instalovala v Lenoir City
ve státě Tennessee
126 solárních panelů.
V době od února do
května vyrobily tyto
solární panely celkem
17 000 kWh elektřiny.
V AMERICKÉM LENOIR CITY, které má méně než 10 000 obyvatel, vybudovala společnost Seco celkem 126 fotovoltaických modulů. Instalace a provoz tohoto systému byl fi nancován z dotací poskytnutých vládou a soukromými subjekty. Oba granty na elektrickou energii – Instalační grant solárního ústavu v Tennessee a grant Ministerstva fi nancí USA pro obnovitelnou energii – v podstatě pokryly 60 % všech nákladů.
Provoz solárního fotovoltaického systému byl zahájen v únoru a je v celosvětovém měřítku prvním systémem společnosti Seco. Celý proces funguje takto: energie, kterou vyrobí solární systém společnosti Seco, je dále prodávána
Energie z výšekVe státě Tennessee, který má venkovskou atmosféru, vybudovala společnost Seco první systém solárních panelů. Projekt využívá grantů na elektrickou energii a zajišťuje udržitelnou výrobu energie.
energetické společnosti za cenu, která je značně vyšší než tržní cena. Když společnost Seco nakupuje energii od energetické společnosti za tržní cenu, představuje rozdíl mezi prodejní a kupní cenou slevu. „Díky grantům a rozdílu mezi kupní a prodejní cenou je návratnost našich investic do solárních panelů pouze 7 let,“ říká Ed Purdy, manažer oddělení produkce a údržby v pobočce společnosti Seco ve státě Tennessee.
Společnost Seco využívá tento systém ke zkušebním účelům a testuje proveditelnost montáže systému na dalších místech po celém světě. Purdy to považuje také za vynikající způsob, jak dát celému světu vědět o úsilí společnosti Seco v oblasti výroby obnovitelné energie: „Zákazníci navštěvují náš provoz a velmi se jim líbí hlavně celý systém a investice společnosti Seco do obnovitelné energie.“
Kurt Nordlund, prezident severoamerické pobočky společnosti Seco říká: „Úsilí, které jsme vynaložili v naší pobočce v Lenoir City, dokazuje naše odhodlání stát se vůdčí společností v tomto odvětví a soustředit se na výrobu obnovitelné energie a jejího využití během provozu.“
TEXT: Jean-Paul Small FOTO: Stockbyte
T R V A L E U D R Ž I T E L N Ý R O Z V O J
edge [1·2012]18
2
3
4
1
edge [1·2012] 19
DOVOLTE MI ÚVAHU NA TÉMA různých chladicích systémů v našich provozech a do jaké míry mohou mít vliv na životnost ná-stroje. Chladicí kapaliny mohou mít někdy na životnost nástroje kladný vliv, v jiných případech je jejich vliv negativní a leckdy nebyl zaznamenán dokonce žádný vliv.
Životnost nástroje je kromě mechanického zatížení určována do značné míry také tepelnými jevy během obráběcího procesu. Jednoduše řečeno: obrábění kovů vytváří teplo a při koncentraci tohoto tepla se zvyšuje teplota řezné hrany. Pokud se teplota zvý-ší až příliš, příp. zůstává-li nízká, životnost nástroje se tím zkracuje.
Úkolem chladicí kapaliny je odvod tepla pocházejícího z obrá-bění tak, aby nedocházelo k jeho přílišné koncentraci. Pro dosažení maximální účinnosti je potřeba používat chladicí kapalinu tam, kde je koncentrace tepla nejvyšší – v řezné zóně. (Koneckonců vodou hasíme také přímo, nikoli 5 metrů opodál.) Zní to jednoduše, ale při aplikaci chladicí kapaliny na řeznou hranu je potřeba překo-nat tlak mezi třískou a řeznou hranou, který může na některých místech dosahovat hodnoty až 20 000 barů. Chladicí kapalinu
Kvalitní chlazení
Patrick de Vos, manažer fi remního technického vzdělávání ve společnosti Seco Tools Group objas-
ňuje, jakým způsobem mohou chladicí systémy prodloužit – či zkrátit – životnost nástroje.
také blokuje „parní bariéra“ o teplotě 800 °C, kterou vytváří vypařující se kapalina.
Chladicí kapalina může teplo odvádět také třískami. Materi-ály obrobku s nízkou tepelnou vodivostí však mají např. velmi omezený odvod tepla z třísek směrem k chladicí kapalině, proto je u těchto materiálů nutné dodr-žovat nízkou řeznou rychlost.
Při obrábění kovů lze uplatnit
čtyři základní použití chlazení:
Obrábění za sucha.
Převáží výhody chladicí kapaliny (delší životnost nástroje, nižší náklady na
výrobu nástrojů) vždy nad jejími nevýhodami (náklady na chladicí kapaliny a chladicí systémy)? V mnoha případech je obrábění za sucha tou lepší alternativou. V některých případech je z tech-nologického hlediska výhodněj-ším řešením chladicí kapaliny nepoužívat, např. při aplikacích s PCBN řeznými nástroji.
Proudová chladicí kapa-
lina nebo systém tradiční emulzní chladicí kapaliny. Chladicí efekt je založen na
odvádění tepla z třísek směrem k chladicí kapalině. Tento systém
funguje velmi dobře u většiny tra-dičních materiálů obrobku (ocel).
Systém minimálního
množství mazání (MQL). Malé kapičky kapaliny se v prostředí s vysokou teplo-
tou odpařují, proces odpařování odvádí teplo a snižuje teplotu. Systém MQL je stejně efektivní jako systém proudové chladicí kapaliny, ale spotřeba (náklady) chladicí kapaliny je mnohem nižší. Na druhé straně je potřeba učinit zvláštní opatření a zajistit vybavení pro bezpečnost a ochra-nu zdraví.
Systém vysokotlakého
režimu chlazení (HPDC). Tento systém zvyšuje tlak chladicí kapaliny a směřuje
ji co nejpřesněji do místa, kde pů-sobí co nejúčinněji – v řezné zóně.
Technologie HPDC s označením Jetstream Tooling™, kterou dodává společnost Seco, je ele-gantní a zároveň efektivní řešení založené na stejných principech dynamiky kapalin jako u zahrad-ní hadice. V zásadě: pokud zúžíte konec trysky s kapalinou, rychlost kapaliny se zvýší. Zavlažovací (chladicí) kapacita se zvýší, po-kud držíte trysku v blízkosti kvě-tin. Asi Vás napadne, jestli se tím květiny nepoškodí? Ano, poškodí! Nejenže Jetstream Tooling lépe odvádí teplo (a tím se prodlužuje životnost nástroje a zlepšují se řezné podmínky), ale také lépe dělí velké třísky na menší kusy.
Pro podrobnější informace o Jetstream Tooling kontaktuj-te společnost Seco a požádejte o předvedení produktu – opravdu dokáže odvádět teplo ze systému.
Paramesh Navalgund se se společností Seco seznámil poprvé před téměř 15 lety – jako zákazník. Dnes je pro něj jako manažera společnosti Seco Tools v Indii tento úhel pohledu zákazníka velmi užitečný.TEXT: Carl Simmons FOTO: Atul Loke
DYŽ BYLO POPRVÉ Parameshu Navalgundovi nabídnuto místo ve společnosti Seco, doporučil na tuto pozici spíše svého kamaráda. Pracoval tehdy jako ředitel závodu
společnosti Omni Auto a zůstal věrný svému zaměstnavateli – a také projektu, v rámci kterého se technologie převáděla z Itálie do Indie – a ve své pracovní pozici setrval.
O dva roky později, v roce 2001, začala společ-nost Seco expandovat do Indie. Tentokrát, když mu ten samý kolega doporučil místo programo-vého technika v jeho rodném městě Bangalore, byl ten správný čas.
„Do společnosti Seco jsem přišel v době, kdy jsem hledal nové možnosti a zajímaly mě nové postupy, řešení a názory různých zákazníků,“ říká Navalgund. Jako regionální programo-vý technik pro oblast jižní Indie poskytoval technickou podporu technikům prodeje a produktovou podporu zákazníkům ve státech Karnataka, Tamil Nadu a Kerala. „Většinu pracovní náplně tvořilo řešení potíží, technické návrhy a jednání s výrobci obráběcích strojů,“ říká Navalgund.
Mezi jeho zákazníky se řadily společnosti Toyota, Hyundai a Bharat Fritze Werner Ltd. patřící do skupiny Kothari Group, pro které na-vrhoval produkty pro obráběcí linky a pomohl jim vyvinout nástroje podle jejich požadavků. Poté co Navalgund optimalizoval linku na výrobu klikových hřídelí pro fi rmu Hyundai Motor India, zákazník zaznamenal, že došlo ke zkrácení doby jednoho cyklu o 30 % a prodlou-žení životnosti nástrojů o 50 %.
Zanedlouho byl Navalgund povýšen na pozici manažera, a to v roce 2004. Dnes působí jako manažer aplikačního oddělení pro spolupráci s výrobci obráběcích strojů a pracuje v centrále společnosti Seco v indickém Pune. Na své současné pozici zajišťuje Navalgund podporu CET technikům po celé zemi, zaškoluje je a provádí dozor nad významnými projekty.
K
ŘEŠÍ PROBLÉMY
21edge [1·2012]
„Chci se dostat až k podstatě problému!“
Jméno: Paramesh Navalgund
Datum narození: 1. červen 1972
Rodina: Žena (Savita), devítiletá
dcera a tříletý syn
Jazyky: Angličtina, kanadština,
hindština
Zájmy: Kriket („rychlá“ hra),
hollywoodské a samozřejmě
i „bollywoodské“ fi lmy, hlavně
akční a sci-fi
Co se mu na této práci nejvíce líbí:
Uspokojení z práce
Osobní předpoklady: Pracoval ve
společnosti Seco 10 let, začínal
jako regionální programový
technik pro jižní Indii. Předtím
pracoval jako ředitel závodu
společnosti Omni Auto, byl
mechanikem čtyřkolových vozidel
ve společnosti Silver Jubli Motors
a pracoval pro Kirloskar Warner
Swasey (výrobce CNC soustruhů).
Má rád kriket a bollywoodské fi lmy
edge [1·2012]22
„Vnímám to tak, že naši interní technici jsou mými prvními zákazníky a vždy se snažím věnovat se jejich problémům a reagovat na ně,“ říká Navalgund. „Pokud přesvědčíme naše pracovníky prodeje a zvýšíme jejich sebedůvěru, je polovina práce hotová.“
Běžný den začíná tak, že si Navalgund pročte návrhy od zákazníků, zodpoví technické dotazy a posoudí studie proveditelnosti. Rád řeší problémy.
„Chci se dostat co nejdál – až k podstatě problému!“ říká Navalgund. Poté, co jeden ze zákazníků strávil dva měsíce řešením problému s obráběním, se Navalgund nabídl, že problém posoudí sám. Vyřešil jej do půl hodiny.
Tyto znalosti vychází ze zkušeností, dodává. „Mám hodně zkušeností s obráběním a dost jsem se toho naučil. Vyžaduje to trpělivost a je pořád se co učit.“
OD TÉ DOBY, CO TÉMĚŘ PŘED 10 LETY ZAČAL
VE SPOLEČNOSTI SECO, všiml si Navalgund v nástrojářském průmyslu určitých změn. „Dříve dávali zákazníci přednost nejlevnějšímu výrobku,“ říká. „Dnes se zákazník zajímá spíše o přidanou hodnotu výrobku, například náklady na díl a bezproblémovou výrobu. Stále větší množství zákazníků dává přednost jednomu řešení, v rámci kterého získají veškeré nástroje, způsoby upnutí, programování CNC a kvalitní součásti.“
Podle Navalgunda se odvětví výroby nástrojů ubírá tímto směrem. Obráběcí průmysl roste „zdravým tempem,“ říká Navalgund, a velké množství obráběcích společností se přesouvá do Indie, kde jsou nižší náklady na výrobu a vysoká kvalita.
„Společnost Seco má v Indii dobrou pověst na základě svých technických řešení a každý rok vyvíjíme velké množství inovativních nástrojů, díky kterým se upevňuje naše pozice na trhu. Můžeme hrdě prohlásit, že společnost Seco je jednou z nejlepších společností v odvětví výroby nástrojů.“
P O R T R É T P A R A M E S H N A V A L G U N D
Naslouchejte, snažte se porozumět a dodejte
požadované služby.
Snažte se od zákazníka získat co nejvíce podnětů
a zpětnou vazbu, abyste mohli vyhovět jeho
požadavkům.
Nechte si vysvětlit nejasné odpovědi týkající
se dotazů na řešení problémů přímo ve své
organizaci – ať už od oddělení vývoje a výzkumu,
manažerů či jiných pracovníků – zákazníkům tak
předáte ty nejpřesnější informace.
Navštivte provozovnu zákazníka a učte se přímo od
zaměstnanců. Neváhejte se jich na cokoliv zeptat.
Nejlepší tipy pro kvalitní služby zákazníkům
„ Každý rok vyvíjíme velké množství inovativních nástrojů.“
Paramesh Navalgund, Seco
Paramesh
Navalgund je
přesvědčen,
že stále více
zákazníků dává
přednost kom-
plexním řeše-
ním nástrojů.
23edge [1·2012]
STRATEGIE OBRÁBĚNÍ
STROJÍRENSKÁ SPOLEČNOST
DEYANG YUXIN má sídlo v čínské provincii Sichuan. Zpracovává a dodává nahrubované lopatky např. pro Dongfang Turbine, nej-většího čínského výrobce turbín. Společnost Dongfang pak čín-skému energetickému průmyslu dodává plynové a parní turbíny.
Navzdory rozčarování z ná-strojů od místních výrobců, které se buď rozbily nebo brzy opotře-bovaly a poškozovaly tak břitové destičky, považovala z počátku společnost Deyang Yuxin výrobky společnosti Seco jako příliš drahé. Stejně jako ostatní čínské společnosti se i Deyang Yuxin zaměřovala převážně na náklady jednotlivých nástrojů.
Společnost Seco musela Deyang Yuxin přesvědčit, aby do svých výpočtů zahrnula také produktivitu a efektivitu. Byla vypracována analýza nákladů a produktivity (PCA) s výpočtem potenciálních úspor, kterých lze používáním robustnějších a efektivnějších řezných nástrojů a nových strategií pro obrábění součásti dosáhnout.
„Vzhledem k požadavkům fi rmy jsme doporučili výkonnější řezný nástroj Power 4™,“ říká Joe Feng, který ve společnosti Seco pracuje jako místní aplikační expert pro energetiku. „Cena je o něco vyšší než u místních výrobců nástrojů, ale my jsme byli přesvědčeni, že díky tomuto novému nástroji se
Změnou strategie obrábění se jednomu z čínských výrobců turbínových lopatek podařilo zkrátit čas obrábění na polovinu.
Kopírovací
fréza Power 4
od společnosti
Seco, která je
ideálním řeše-
ním pro odvětví
výroby energie,
byla vyvinuta
speciálně pro
obrábění turbí-
nových lopatek.
produktivita společnosti Deyang Yuxin značně zvýší.“
Po celé řadě návštěv a pracov-ních dnů se zahraničním pracov-níkům společnosti Seco podařilo fyzicky dokázat, že došlo ke zvý-šení produktivity a zkrácení času obrábění nejméně o polovinu.
„Od toho okamžiku začal zákazník používat naše řešení a nám se podařilo zdvojnásobit jejich produktivitu,“ říká Emilio Scandroglio ze společnosti Seco, který společnosti Deyang Yuxin pomáhal jako mezinárodní aplikační expert pro energe-tický průmysl. Po více než roce pokračuje spolupráce mezi oběma společnostmi i nadále, a to formou aktualizací a zlepšování řešení.
„Čína v současné době prochází fází posunu v myšlení a zvažuje všechny náklady na obrábění, ni-koli jen náklady na díly a břitové destičky. Stejný posun proběhl v Evropě před 30 až 40 lety,“ říká Scandroglio.
Zdá se však, že tento trend se omezuje pouze na soukromou sféru. Feng tvrdí, že společnosti řízené vládou se o efektivitu tolik nezajímají. „Čínské soukromé společnosti chápou důležitost zvýšení produktivity, ale je velmi těžké přesvědčit o tom společnos-ti řízené vládou.“
Analýza produktivity a nákladů (PCA) společnosti Seco zvažuje i další
faktory než jen náklady zákazníka na zakoupení nástrojů – sleduje totiž
celkové výrobní náklady. Technici společnosti Seco vyhodnocují výrobní
postup prováděný na jediném obráběcím stroji nebo sledují celou trasu,
kterou obrobek postupně urazí ve výrobním provozu. Software PCA vytvoří
komplexní zprávu obsahující informace o postupu (např. výrobní a řezné
podmínky) a jiné údaje, včetně nákladů na díl, hodinové produktivity,
spotřeby nástrojů a investičních nákladů.
www.secotools.com/PCA
Globální pohled
TEXT: Cari Simmons FOTO: Istockphoto
Zdravíme obsluhuV malém průmyslovém městě Surahammar ve Švédsku operátorka CNC stroje Pia Sjoblomová zvyšuje svou odbornost tak, aby splnila zvyšující se požadavky.
PIA SJÖBLOMOVÁ
Věk: 36
Povolání:
Obsluha CNC v nástro-
járně ve městě Sura-
hammar ve Švédsku,
která je součástí italské
ocelářské skupiny
Lucchini
Rodina: Manžel a dvě
dcery ve věku 8 a 9 let
Záliby:
Rodina a domácnost
(„Když máte malé děti
a pracujete na plný
úvazek, nezbývá čas
na nic jiného.“)
KDYŽ JSEM ZDE ZAČALA
PŘED 5 LETY PRACOVAT jako obsluha CNC, byla jsem jednou ze tří žen z celkové-
ho počtu 60 zaměstnanců. Dnes nás je osm a je skvělé, že ženy začínají objevovat toto povolání.
Zde ve společnosti Lucchini pracujeme pro železniční průmysl, většinou pro skandináv-ský trh. Provádím soustružení vlakových kol, na dílně se ale také obrábí nápravy a opravují vlaková kola a nápravy. Máme docela dost prá-ce – aktuálně probíhá v železničním průmyslu hodně změn. Poptávka po našich službách je vysoká, to platí pro nové součásti i opravy. V současné době pomáháme naší mateřské společnosti v Itálii s výrobou vlako-vých kol pro rostoucí trh v Číně.
Práce CNC obsluhy se mi opravdu líbí. Několik let jsem pracovala v úklidové fi rmě, chtěla jsem ale víc do průmyslu. Udělala jsem si rekvalifi kaci a hned jsem dostala práci. Vyhovuje mi pracovat na směny, ráda řeším problémy, např. když optimalizujeme para-metry pro nový typ kola. Od té doby co jsem nastoupila, se požadavky na toleranci výrobků postupně zvyšují – je to pro mě výzva, kterou si velmi cením.
Další změnou, která se od doby mého ná-stupu udála, je zlepšení postupu každodenní práce, a to díky tomu, že společnost Lucchini používá metodu „Lean“. Každý den se tým sejde na schůzi a projdeme si plán práce na daný den a zbytek týdne. Probíráme potenci-ální problémy a hledáme pro ně řešení. Díky této metodě se může každý zapojit do systému průběžného zlepšování.“
TEXT: Per-Ola Knutas
FOTO: David Magnusson
edge [1·2012]24
V P R Á C I
edge [1·2012] 25
NA TRHU JSOU NYNÍ K DOSTÁNÍ dva typy vyvrtávacích
hlav se spojením Seco-Capto™: Typ 750 (hrubé vyvrtávání)
a typ 780 (přesné vyvrtávání). Tyto hlavy lze připojit přímo
ke strojům s polygonálním upínacím spojem (PSC), bez
použití nástavce. Nové vyvrtávací hlavice mají stejné funkce
a výkon jako dříve, přináší však i další výhodu vysoce
pevného systému upnutí Seco-Capto. Systém má dokonalé
indexování a je ideálním řešení pro obráběcí centrum se
souběžným zpracováním.
www.secotools.com/seco-capto
S T R U Č N Ě
HRUBOVÁNÍHRUBOVÁNÍ
NOVINKY A JDEME VYVRTÁVAT
JCO710 JE NOVÁ, vysoce výkon-
ná a pevná čelní stopková fréza
vyvinutá speciálně pro hrubování
a dokončovací operace u slitin tita-
nu. Její vlnovité řezné hrany zajišťují
hladké obrábění a efektivní odvod
třísek, díky čemuž lze u drážkovacích
operací dosáhnout hloubky řezu až
1xD. Fréza JCO710 je dostupná
ve variantách o průměru 16 až 50
milimetrů, ve verzi se čtyřmi nebo
šesti zuby, s rohovými raduisy, které
jsou typické pro použití v leteckém
a kosmickém průmyslu. Fréza
JCO710 je rentabilním řešením
pro vysoké posuvy obrábění u slitin
titanu při relativně nízkých řezných
rychlostech. Je vyrobena z HSS-Co
oceli a je spolehlivým nástrojem,
který zajišťuje optimální zabezpečení
výrobního procesu.
www.secotools.com/JCO710
MP1020 JE NOVÁ cermetová břitová destička
pro frézování různých typů oceli, u kterých je
vyžadována vysoká jakost povrchu při nízkých
řezných rychlostech. Břitová destička má výji-
mečně jemnou strukturu zrna a jedinečným
způsobem kombinuje houževnatost a odolnost
proti opotřebení. Díky jejímu složení nedochází
k reakcím s materiálem v obrobku, opotřebování
hran je pod kontrolou a rovnoměrné bez jakého-
koli vylamování. V praxi to znamená delší život-
nost nástroje a větší bezpečnost provozu.
www.secotools.com/MP1020
Dokončování
WWW.SECOTOOLS.COM
Dostupnost produktu: OKAMŽITĚ
Informace o objednávce a použití: MN Update 2012-1
ý p
ww.secotools.com/seco-capto
y, které
ckém
a
ním
u slitin
ý h
TEXT: Åke R Malm
26 edge [1·2012]
DP3000 JE NOVOU TŘÍDOU Duratomic vhodnou pro
vysoký posuv a rychlost v sortimentu výměnných břitových
destiček pro řadu vrtáků Perfomax. Jakostní třída všestran-
ných břitových destiček s vynikající odolností proti opotřebení
a odolností hran je vhodná pro většinu materiálů a použití.
DP3000 je přírůstkem již dostupné řady Duratomic DP2000,
kterou lze použít při optimalizaci provozu, především zvýšení
řezných podmínek u oceli nebo litiny. Společně se silným
tělesem vrtáku nabízí tyto dvě jakostní třídy břitových destiček
vysokou produktivitu, dlouhou životnost nástroje a vynikající
bezpečnost používání.
www.secotools.com/DP3000
S T R U Č N Ě
SPOLEČNOST SECO PŘEDSTA-
VUJE novou generaci kotoučových fréz
s označením 335.25 vhodnou pro široké
drážky (tato generace postupně nahradí
původní řadu 335.18). Frézovací břitová
destička byla vyrobena ve tvaru V a zajiš-
ťuje tak optimální řeznou geometrii a sni-
žuje řezné síly a hluk. Může tak dojít ke
zlepšení řezných dat a zvýšení produktivity
i za nestálých podmínek. Díky tvaru V je
vytvořeno pevné a spolehlivé spojení mezi
břitovou destičkou a tělesem řezného
nástroje.
Rohové rádiusy břitových destiček
jsou k dostání ve variantách od 0,8 do 6
milimetrů se čtyřmi řeznými hranami pro
snížení nákladů na díl. Geometrie a jakost-
ní třídy břitových destiček jsou k dostání
pro všechny materiály a Wiper plošky
vytváří dostatečný povrch bez nutnosti
následných operací. Řezné nástroje jsou
k dostání s pevnými lůžky s přívodem chla-
dící kapaliny nebo se stavitelnými lůžky
pro maximální fl exibilitu.
www.secotools.com/335.25
KOTOUČOVÉ FRÉZY
OBRÁBĚNÍ TVRDŠÍCH MATERIÁLŮ
Drobný nástrojTHREADMASTER MINI je nový frézovací nástroj pro
obrábění závitů malých rozměrů u tvrdých materiálů.
Mezi ně patří zubní implantáty nebo letecké součásti
s tvrdostí od 45 do 60 HRc. Threadmaster Mini je
dostupný pro závity o rozměrech od M1 x 0,25 do
M2,5 x 0,45.
www.secotools.com/threading
Houževnatá třída
SPOLEČNOST SECO ROZŠIŘUJE
SVŮJ SORTIMENT závitových fréz
o produkt Threadmaster 900 pro materiály
s pevností v tahu více než 900 N/mm2
a Threadmaster-H pro materiály s tvr-
dostí od 45 do 60 HRc. Threadmaster je
dostupný ve velikostech od M4 do M20.
Ve srovnání s obráběním závitů pomocí
závitníku zajišťuje závitové frézování lepší
kvalitu povrchu bez výskytu otřepů. Online
podpora uživatelů včetně dat CNC je
k dispozici v Průvodci obráběním závitů
v Sadě aplikací společnosti Seco na
stránkách secotools.com.
www.secotools.com/threading
27edge [1·2012]
SPOLEČNOST SECO ROZ-
ŠIŘUJE svůj sortiment těžkého
obrábění o břitové destičky LNMX40
a LNMX50 se třemi novými typy geo-
metrií pro extra náročné hrubování.
Mají označení RR93, RR96 a RR97
a jsou vhodné pro použití v někte-
rých odvětvích těžkého průmyslu,
jako např. výroba energie, loďařství,
ocelářství a stavebnictví.
Pro železniční průmysl se
sortiment břitových destiček LNMX19
a LNMX30 rozšířil o další tři nové
geometrie pro repasování kol. Mají
označení R2, RR94 a RR97 a lze
s nimi provádět lehké i těžké opětovné
soustružení s vylepšeným řízením
utváření a odvodu třísek. Všechny
břitové destičky jsou ve všech
jakostních třídách společnosti Seco.
www.secotools.com/heavymachining
ŘADA FRÉZ JABRO™-SOLID² JS550
společnosti Seco je nyní k dostání s rohovým
rádiusem v rozsahu 0,5 až 4 milimetry. Frézu
lze využít pro obrábění obecného charakteru
a pro oblast leteckého a kosmického průmyslu
při obrábění nerezové oceli, titanu a vysoce
legovaných slitin.
Prodloužená verze (L) JS550 s lamačem
třísek je stabilní čelní stopková fréza
s dlouhou řeznou hranou a je vhodná pro
dynamické frézování. Tato metoda se používá
pro velké hloubky řezu s relativně malým
radiálním záběrem při vysokých rychlostech
a velikostech posuvu. Metoda dynamického
frézování vyžaduje programování CAM
a dokáže zvýšit úběr materiálu o 500 % ve
srovnání s tradičními metodami.
www.secotools.com/JS550
Novinky
TĚŽKÉ OBRÁBĚNÍ
APLIKACE PRO OBSLUHUCUSTOMER ZONE je zóna pro
zákazníky na fi remní webové
stránce společnosti Seco, kde
naleznete interaktivní aplikace.
Do této zóny bylo přidáno několik
aktualizací:
Funkce fi ltrování a vyhledávání
v Průvodci společnosti Seco nyní
obsahuje také typ operace (hrubo-
vání nebo dokončovací obrábění).
Průvodce obráběním závitů
nabízí podporu pro vylepšený
sortiment kuželových obráběcích
nástrojů a nástrojů z vysokopev-
nostní a kalené oceli a obráběcích
nástrojů o velikosti M20x2,5. Mezi
nové produkty patří Threadmaster
Mini a Drilling Threadmaster (další
informace naleznete na předchozí
straně a na straně 2).
Během roku bude společnost
Seco aplikace neustále aktualizo-
vat . V Rusku, na Novém Zélandu
a v Indonésii jsme otevřeli nové
e-shopy.
www.secotools.com/customerzone
JHP770 JE ČELNÍ
STOPKOVÁ FRÉZA
JABRO™, která byla vyro-
bena pro vysoce výkonné
obrábění slitin titanu, který se
používá v leteckém, kosmic-
kém a lékařském průmyslu.
Dostupný sortiment nástrojů
o průměru 6 až 25 milimetrů se
čtyřmi břity byl rozšířen o verzi
s pěti břity a průměrem 16, 20
a 25 milimetrů. Design s pěti
břity umožňuje zvýšit rychlost
odebírání materiálu a tím také
produktivitu.
www.secotools.com/JHP770
PĚT BŘITŮ
FO
TO
: AN
DR
ET
TI A
UTO
SP
OR
T
02820548 ST20116349 CZ
Nová brzdaŘada čelních stopkových
fréz Jabro společnosti Seco
se používá pro výrobu složitých
forem pro třmeny kotoučových
brzd a brzdové kotouče.
370km/hPřibližná maximální rychlost vozidla IndyCar
650hpPřibližný výkon
vozidla IndyCar
Přečtěte si článek Studenti na rychlé dráze (strana 10)
3,0sDoba nezbytná pro zrychlení
vozidla IndyCar z 0 na 100 mph (160 km/h)
Andretti Autosport, který navazuje na úcty-
hodnou závodní tradici rodiny Andrettiů, je
jedním z nejúspěšnějších týmů v dějinách
okruhu IndyCar. V dílně tohoto týmu se
z forem vyrábí díly z lehkého uhlíkového
vlákna s hladkou povrchovou úpravou
a tento druh přesnosti vyžaduje ty nejvhod-
nější nástroje.
ZÁVOD ZAČAL
MÁTE NĚJAKÉ NÁVRHY? Používáte nástroje Seco pro výrobu zajímavých produktů? Kontaktujte nás na [email protected].