Partner časopisu MIGATRONIC FOCUS TIG 200 – novinka Migatronic pro robotizaci Samostmívací kukla Migatronic FOCUS 2 AIR PRODUCTS Sníh z kapalného dusíku pro Harrachov HADYNA - INTERNATIONAL Způsoby odsávání zplodin Semináře o výhodách a úskalích robotizovaného svařování YASKAWA Obsluha vstřikovacích lisů Ucelená řada svařovacích robotů Motoman GCE Prohlášení k provádění oprav Suchá předloha SG-5 ČESKÝ SVÁŘEČSKÝ ÚSTAV Svařování plazmovým obloukem Přehled kurzů pro rok 2014 SICK Zabezpečení robotizovaného pracoviště 1/2014 1. května, XVIII. ročník STARTUJEME SOUTĚŽ MODRÉ SVĚTLO – VÍCE INFORMACI V ČASOPISE
Transcript
Partner časopisu
MIGATRONIC
FOCUS TIG 200 – novinka
Migatronic pro robotizaci
Samostmívací kukla Migatronic FOCUS2
AIR PRODUCTS
Sníh z kapalného dusíku pro Harrachov
HADYNA - INTERNATIONAL
Způsoby odsávání zplodin
Semináře o výhodách a úskalích robotizovaného svařování
YASKAWA
Obsluha vstřikovacích lisů
Ucelená řada svařovacích robotů Motoman
GCE
Prohlášení k provádění oprav
Suchá předloha SG-5
ČESKÝ SVÁŘEČSKÝ ÚSTAV
Svařování plazmovým obloukem
Přehled kurzů pro rok 2014
SICK
Zabezpečení robotizovaného pracoviště
1/20141. května, XVIII. ročník
S T A R T U J E M E S O U T Ě Ž M O D R É S V Ě T L O – V Í C E I N F O R M A C I V Č A S O P I S E
Opravy výrobků pro průmyslové použití technických plynů je oprávněna provádět fi rma splňující podmínky smluvního vztahu s GCE Trade s.r.o., která je držitelem oprávnění k této činnosti vydaného GCE Trade s.r.o.
V případě, že držitel oprávnění nedodržel stanovené podmínky, není oprava provede-na v souladu s doporučením výrobce zařízení. V případě užívání výrobku, který nebyl opraven v souladu s podmínkami výrobce se právnická osoba vystavuje riziku udělení sankcí za správní delikty právnických osob na úseku bezpečnosti práce v souladu s §30 odst. 1, písm. a) zákona č. 251/2005Sb. ve znění pozdějších předpisů.
• Neopravovat výrobky, u kterých uplynula lhůta 10 let od ukončení výroby
• Provádět opravy pouze přesně určených typů výrobků
• Dodržovat dodavatelem předepsané technologické postupy pro provádění oprav
• Používat pouze originální náhradní díly dodané dodavatelem
• Používat pouze doporučené pomocné materiály (mazadla, …)
• Používat dodavatelem předepsané nářadí, pomůcky a kalibrovaná měřidla
• Provádět zkoušení výrobku po opravě s důrazem na dodržení bezpečnosti a technických parametrů – opravený výrobek musí mít parametry a vlastnosti nového výrobku
• Na výrobku důsledně značit provedení opravy
PROHLÁŠENÍK PROVÁDĚNÍ OPRAV
Při provádění oprav je držitel oprávnění povinen dodržovat zásadyvyplývající ze „Smlouvy o zajištění servisu a opravách svářecí techniky“,
Nejste-li si jisti, že je výrobek opraven správným způsobem,kontaktujte prosím: [email protected]
Upozornění:Časopis Svět Svaru je zdarma distribuován v České
a Slovenské republice výhradně firmám, které aktivně svařují. Počet zasílaných výtisků na jednu firmu není běžně omezen. Časopis je neprodejný. Časopis nelze zasílat na soukromé osoby. Časopis je zasílán do knihoven v ČR, které zasílání časopisu požadují, nebo to nařizuje platná legislativa. Pokud požadujete zasílat časopis, kontaktujte nás přes e-mail na adrese: [email protected], případně faxem (+420) 596 622 637. Více informací získáte na internetových stránkách http://www.svetsvaru.cz. Datum dalšího vydání plánujeme na 25. června 2014.
Redakce
OBSAH
EDITORIALVážení čtenáři,
právě jste obdrželi první vydání časopisu Svět Svaru vydané v roce 2014. Co jsme si pro Vás letos připravili? Věříme, že mnoho zajímavých témat, článků a informací.
V letošním roce se chystáme vydat celkem 3 vydání. Dvě nyní na jaře (duben, květen) a druhé pak na podzim v měsíci září. Tematicky se chceme zaměřit především na tato témata:• praktické informace o normě ČSN EN 1090• impulsní svařování• plasmové svařování• plasmové řezání• produktivita svařování• laserové aplikace při svařování, kalení a navařování• bezpečnost práce svářečů
Jedním z hlavních témat bude také další ročník soutěže o nejhezčí fotografii zachycující svařování/řezání kovů – soutěž Modré světlo, kterou vyhlašuje náš časopis spolu se čtyřmi hlavními sponzory. Hlavní cenou soutěže je zrcadlovka od společnosti Nikon v hodnotě 16 000 Kč. Následovat bude také velký nástěnný kalendář s nejhezčími fotografiemi sou-těže pro rok 2015.
Velkou událostí letošního roku je pořádání 22. ročníku me-zinárodního veletrhu svařovací techniky Welding. Tato výstava se koná každé dva roky, a to v Brně. Již nyní si můžete zapsat termín jejího konání, a to v době od 29. 9. do 3. 10. 2014. Pozvánky na tuto výstavu otiskneme ve druhém a třetím vydání.
Jen připomínáme, že časopis vychází v České i Slovenské republice zdarma, a je určen pro všechny firmy, které svařují. Více informací naleznete na našich internetových stránkách http://www.svetsvaru.cz, kde si časopis můžete také objednat.
Věříme, že se Vám časopis bude líbit.
Daniel Hadyna, Ostrava
Svět Svaru
Vydává Hadyna - International, spol. s r. o.
Redakce:
Jan Thorsch
Kravařská 571/2, 709 00 Ostrava-Mariánské Hory
Sazba:
Jiří Kučatý, www.veselyslon.cz
Odbornou korekturu provádí:
Český svářečský ústav, s. r. o.
prof. Ing. Jaroslav Koukal, CSc.
Areál VŠB – TU Ostrava
17. listopadu 2172/15, 708 33 Ostrava-Poruba
Za obsahovou kvalitu a původnost článků zodpovídají autoři.
Jen pro připomenutí – jedná se o soutěž o nejhezčí foto-grafii, resp. digitální fotografii, která zachycuje proces svařo-vání, ale i řezání kovů. Název soutěže je odvozen od jevu, který vzniká při většině svařovacích procesů, tím máme na mysli silné modré světlo.
Pokud tedy rádi svařujete, rádi soutěžíte, neváhejte pořídit fotku svářeče, oblouku nebo i plamene a poslat nám ji do re-dakce. Fotografii zveřejníme na internetových stránkách naše-ho časopisu. Zde pak budou moci návštěvníci webu časopisu na jednotlivé fotografie hlasovat, které se jim nejvíce líbí.
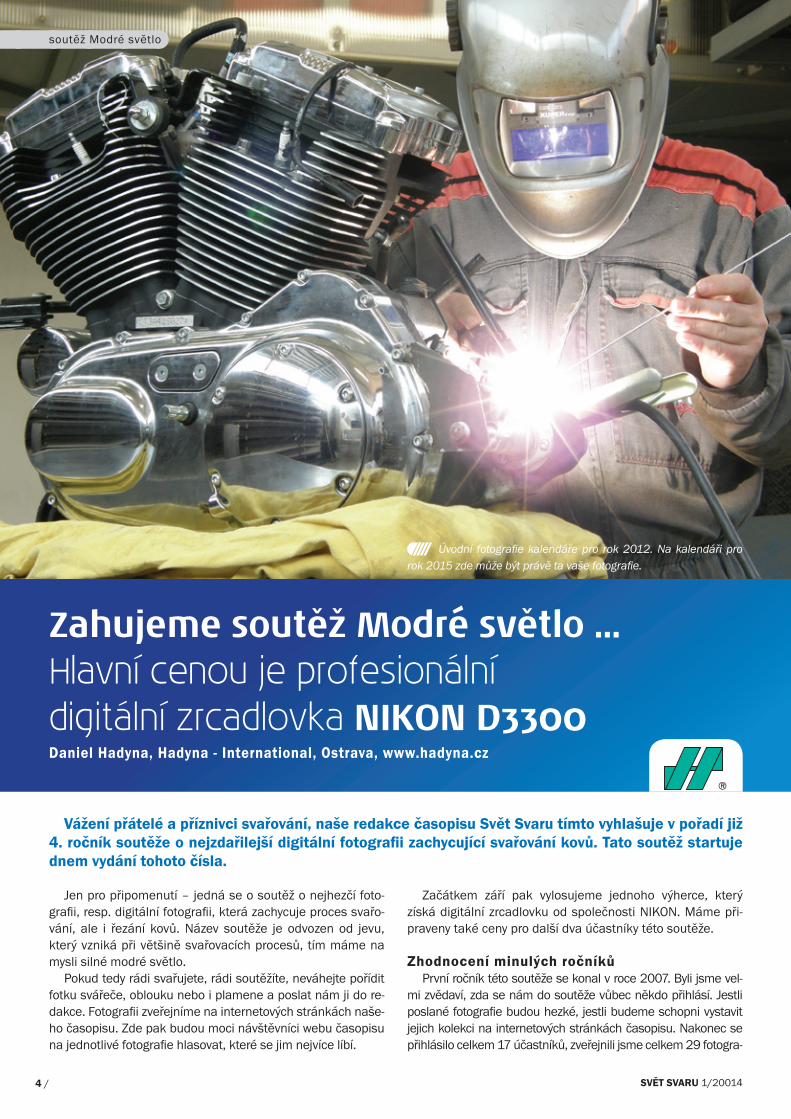
Zahujeme soutěž Modré světlo ... Hlavní cenou je profesionální digitální zrcadlovka NIKON D3300Daniel Hadyna, Hadyna - International, Ostrava, www.hadyna.cz
Úvodní fotografie kalendáře pro rok 2012. Na kalendáři pro rok 2015 zde může být právě ta vaše fotografie.
Začátkem září pak vylosujeme jednoho výherce, který získá digitální zrcadlovku od společnosti NIKON. Máme při-praveny také ceny pro další dva účastníky této soutěže.
Zhodnocení minulých ročníkůPrvní ročník této soutěže se konal v roce 2007. Byli jsme vel-
mi zvědaví, zda se nám do soutěže vůbec někdo přihlásí. Jestli poslané fotografie budou hezké, jestli budeme schopni vystavit jejich kolekci na internetových stránkách časopisu. Nakonec se přihlásilo celkem 17 účastníků, zveřejnili jsme celkem 29 fotogra-
Vážení přátelé a příznivci svařování, naše redakce časopisu Svět Svaru tímto vyhlašuje v pořadí již 4. ročník soutěže o nejzdařilejší digitální fotografii zachycující svařování kovů. Tato soutěž startuje dnem vydání tohoto čísla.
SVĚT SVARU 1/200144 /
soutěž Modré světlo
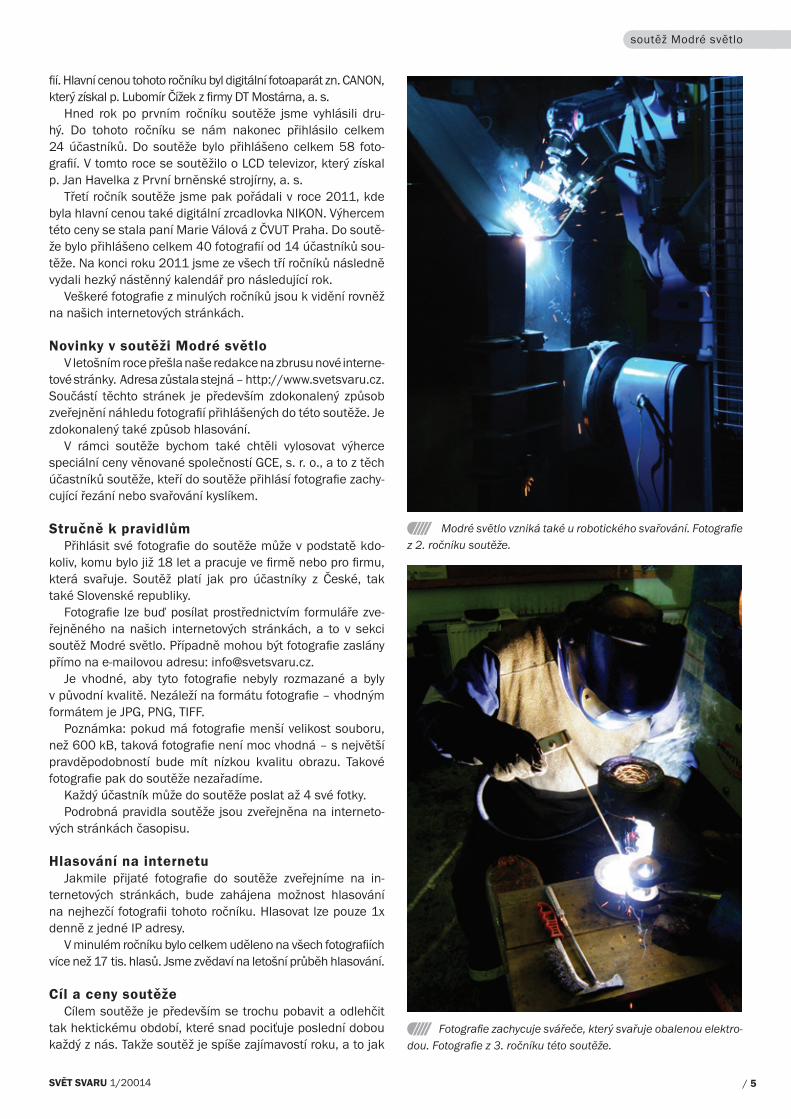
Modré světlo vzniká také u robotického svařování. Fotografie z 2. ročníku soutěže.
Fotografie zachycuje svářeče, který svařuje obalenou elektro-dou. Fotografie z 3. ročníku této soutěže.
fií. Hlavní cenou tohoto ročníku byl digitální fotoaparát zn. CANON, který získal p. Lubomír Čížek z firmy DT Mostárna, a. s.
Hned rok po prvním ročníku soutěže jsme vyhlásili dru-hý. Do tohoto ročníku se nám nakonec přihlásilo celkem 24 účastníků. Do soutěže bylo přihlášeno celkem 58 foto-grafií. V tomto roce se soutěžilo o LCD televizor, který získal p. Jan Havelka z První brněnské strojírny, a. s.
Třetí ročník soutěže jsme pak pořádali v roce 2011, kde byla hlavní cenou také digitální zrcadlovka NIKON. Výhercem této ceny se stala paní Marie Válová z ČVUT Praha. Do soutě-že bylo přihlášeno celkem 40 fotografií od 14 účastníků sou-těže. Na konci roku 2011 jsme ze všech tří ročníků následně vydali hezký nástěnný kalendář pro následující rok.
Veškeré fotografie z minulých ročníků jsou k vidění rovněž na našich internetových stránkách.
Novinky v soutěži Modré světloV letošním roce přešla naše redakce na zbrusu nové interne-
tové stránky. Adresa zůstala stejná – http://www.svetsvaru.cz. Součástí těchto stránek je především zdokonalený způsob zveřejnění náhledu fotografií přihlášených do této soutěže. Je zdokonalený také způsob hlasování.
V rámci soutěže bychom také chtěli vylosovat výherce speciální ceny věnované společností GCE, s. r. o., a to z těch účastníků soutěže, kteří do soutěže přihlásí fotografie zachy-cující řezání nebo svařování kyslíkem.
Stručně k pravidlůmPřihlásit své fotografie do soutěže může v podstatě kdo-
koliv, komu bylo již 18 let a pracuje ve firmě nebo pro firmu, která svařuje. Soutěž platí jak pro účastníky z České, tak také Slovenské republiky.
Fotografie lze buď posílat prostřednictvím formuláře zve-řejněného na našich internetových stránkách, a to v sekci soutěž Modré světlo. Případně mohou být fotografie zaslány přímo na e-mailovou adresu: [email protected].
Je vhodné, aby tyto fotografie nebyly rozmazané a byly v původní kvalitě. Nezáleží na formátu fotografie – vhodným formátem je JPG, PNG, TIFF.
Poznámka: pokud má fotografie menší velikost souboru, než 600 kB, taková fotografie není moc vhodná – s největší pravděpodobností bude mít nízkou kvalitu obrazu. Takové fotografie pak do soutěže nezařadíme.
Každý účastník může do soutěže poslat až 4 své fotky.Podrobná pravidla soutěže jsou zveřejněna na interneto-
vých stránkách časopisu.
Hlasování na internetuJakmile přijaté fotografie do soutěže zveřejníme na in-
ternetových stránkách, bude zahájena možnost hlasování na nejhezčí fotografii tohoto ročníku. Hlasovat lze pouze 1x denně z jedné IP adresy.
V minulém ročníku bylo celkem uděleno na všech fotografiích více než 17 tis. hlasů. Jsme zvědaví na letošní průběh hlasování.
Cíl a ceny soutěžeCílem soutěže je především se trochu pobavit a odlehčit
tak hektickému období, které snad pociťuje poslední dobou každý z nás. Takže soutěž je spíše zajímavostí roku, a to jak
SVĚT SVARU 1/20014 / 5
soutěž Modré světlo
ze strany soutěžících, tak také ze strany čtenářů časopisu a příznivců svařování.
Podařilo se nám zapojit do soutěže celkem 4 sponzory. Proto hlavní cenou soutěže je digitální zrcadlovka NIKON D3300 za cenu kolem 16 000 Kč.
Cílem je také vydání nástěnného kalendáře pro rok 2015, který pak obdrží všichni účastníci soutěže. Bude to jedinečný kalendář sestavený právě z nejhezčích fotografií soutěže Modré světlo.
Představení sponzorů soutěžeJak jsme již naznačili, soutěž Modré světlo v roce 2014 by se
skutečně neobešla bez sponzorů. Proto děkujeme těmto firmám:
Přehled termínů soutěže Modré světloSvé fotografie můžete do soutěže přihlašovat již od
1. 5. 2014, a to nejpozději do 15. 8. 2014.První fotografie na internetových stránkách časopisu Svět
Svaru budou zveřejněny nejpozději do 31. 5. 2014. Od této doby bude zahájeno hlasování na jednotlivé fotografie.
Hlasování pak bude ukončeno 31. 8. 2014.Losování výherců proběhne v Ostravě, v naší redakci, a to
dne 1. 9. 2014 ve 13.00 hodin. Losování se může zúčastnit každý účastník této soutěže.
Předání cen proběhne na výstavě Welding Brno, a to dne 29. 9. 2014 na stánku společnosti Migatronic.
Zapojte se do soutěžeCo dodat na závěr. Vážení přátelé, neváhejte a foťte a po-
sílejte nám své fotografie. I když možná zrovna nevyhrajete hlavní cenu – právě Vaše fotografie bude součástí hezkého a jedinečného kalendáře, který pak bezplatně obdržíte.
Těšíme se na Vaše fotografie.Redakce časopisu Svět Svaru
I takto může vypadat fotografie přihlášená do soutěže Modré světlo. Fotografie z 1. ročníku soutěže.
Jedna z cen této soutěže je věnovaná fotografiím, které za-chycují řezání/svařování kyslíkem. Tuto cenu věnovala společnost GCE, s.r.o. Fotografie z 2. ročníku soutěže.
autogenní technika a příslušenstvíhttp://www.gce.cz
automatizace a robotizace svařováníhttp://www.hadyna.cz
technické plynyhttp://www.airproducts.cz
svařovací strojehttp://www.migatronic.cz
SVĚT SVARU 1/200146 /
soutěž Modré světlo
1. ÚvodSvařování plazmou (PAW – Plasma Arc Welding) je me-
toda velmi podobná metodě 141. Vznikla jejím vývojem a zaručuje vyšší produktivitu. Plazmové svařování patří mezi moderní, vysoce produktivní metody obloukového svařování v ochranné atmosféře. Je charakterizováno velmi vysokou koncentrací energie a vysokou pracovní teplotou. Zdrojem tepla pro natavení vzájemně spojovaných součástí je úzký svazek vysokotlakého plazmatu o teplotě řádově 9 000 až 30 000 °K vystupující nadzvukovou rychlostí z trysky plaz-mového hořáku [1].
Plazmové svařování je řazeno podle ČSN EN ISO 4063 do skupiny metod obloukového svařování označené číslem 15.
2. Princip metodyVšechny metody využívající proudu plazmatu, ať na dělení
materiálu nebo svařování, s přeneseným nebo přímým oblou-kem mají společnou vlastnost – usměrněný elektrický oblouk. Pokusy usměrnit elektrický oblouk a přitom zvýšit jeho hustotu výkonu, jsou již velmi staré. V roce 1909 Schönherr dosáhl tangenciálním vháněním vody pod lehkým přetlakem koncen-trace oblouku v jeho ose. Pojem tepelná plazma byl zaveden fyzikem Langmuirem v roce 1927. Při hledání tzv. čtvrtého skupenství hmoty našel stav, který má určité elektrické vlast-nosti a pojmenoval ho plazmou. Tepelná plazma je složená ze směsi elektronů, iontů a neutrálních částic. Molekuly jsou za vysokých teplot disociovány, atomy jsou ionizovány. Energie při tom spotřebovaná se při dopadu na relativně studený povrch materiálu opět uvolní jako rekombinované teplo. Každý oblouk obsahuje uvnitř tepelnou plazmu. Při svařování plazmou je tento stav hmoty dosažen ve větším rozsahu, větší kontrakcí oblouku za vysokých teplot [10].
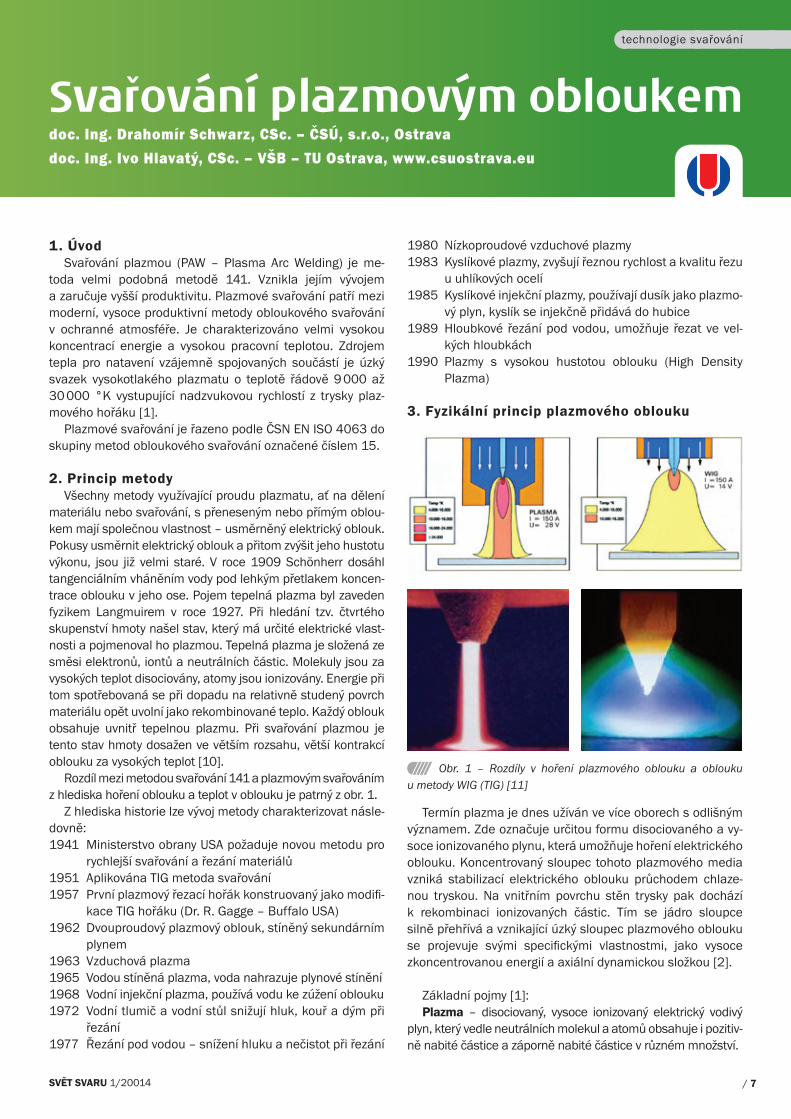
Rozdíl mezi metodou svařování 141 a plazmovým svařováním z hlediska hoření oblouku a teplot v oblouku je patrný z obr. 1.
Z hlediska historie lze vývoj metody charakterizovat násle-dovně:1941 Ministerstvo obrany USA požaduje novou metodu pro
rychlejší svařování a řezání materiálů1951 Aplikována TIG metoda svařování1957 První plazmový řezací hořák konstruovaný jako modifi-
plynem1963 Vzduchová plazma1965 Vodou stíněná plazma, voda nahrazuje plynové stínění1968 Vodní injekční plazma, používá vodu ke zúžení oblouku1972 Vodní tlumič a vodní stůl snižují hluk, kouř a dým při
řezání1977 Řezání pod vodou – snížení hluku a nečistot při řezání
doc. Ing. Ivo Hlavatý, CSc. – VŠB – TU Ostrava, www.csuostrava.eu
1980 Nízkoproudové vzduchové plazmy1983 Kyslíkové plazmy, zvyšují řeznou rychlost a kvalitu řezu
u uhlíkových ocelí1985 Kyslíkové injekční plazmy, používají dusík jako plazmo-
vý plyn, kyslík se injekčně přidává do hubice1989 Hloubkové řezání pod vodou, umožňuje řezat ve vel-
kých hloubkách1990 Plazmy s vysokou hustotou oblouku (High Density
Plazma)
3. Fyzikální princip plazmového oblouku
Obr. 1 – Rozdíly v hoření plazmového oblouku a oblouku u metody WIG (TIG) [11]
Termín plazma je dnes užíván ve více oborech s odlišným významem. Zde označuje určitou formu disociovaného a vy-soce ionizovaného plynu, která umožňuje hoření elektrického oblouku. Koncentrovaný sloupec tohoto plazmového media vzniká stabilizací elektrického oblouku průchodem chlaze-nou tryskou. Na vnitřním povrchu stěn trysky pak dochází k rekombinaci ionizovaných částic. Tím se jádro sloupce silně přehřívá a vznikající úzký sloupec plazmového oblouku se projevuje svými specifickými vlastnostmi, jako vysoce zkoncentrovanou energií a axiální dynamickou složkou [2].
Základní pojmy [1]:Plazma – disociovaný, vysoce ionizovaný elektrický vodivý
plyn, který vedle neutrálních molekul a atomů obsahuje i pozitiv-ně nabité částice a záporně nabité částice v různém množství.
SVĚT SVARU 1/20014 / 7
technologie svařování
Plazmový oblouk – elektrický oblouk se zvýšenou teplotou a hustotou výkonu v důsledku zúžení jeho vodivého průřezu.
Plazmový paprsek – ionizovaný proud plynu o velké rych-losti vystupující dýzou z plazmového hořáku působením tlaku plazmového plynu po jeho přeměně na plazmu přechodem přes plazmový oblouk.
Plazmový hořák – zařízení pro vytvoření plazmového oblouku.Plazmové zařízení – zařízení, které využívá plazmový
paprsek pro svařování, navařování a nanášení speciálních povrchů nebo dělení materiálů.
4. Procesy při tvorbě plazmového obloukuDvouatomové plyny jako jsou např. vodík, dusík nebo kys-
lík jsou složeny ze dvou atomů v molekule [3].
DisociacePři vysokých teplotách dochází ke srážkám molekul a tím
k rozpadu molekuly. Dvouatomové molekuly disociují na své dva atomy a přitom spotřebují množství tepla.
IonizaceV elektricky neutrálním atomu se nachází záporně nabité
elektrony a kladné protony v rovnováze. Vystoupí-li teplota plynu v oblouku na zvlášť vysokou hodnotu, dochází k oddě-lení elektronu z atomu, elektron je vymrštěn z atomu dalším přívodem tepelné energie.
Po ztrátě elektronu vznikne z atomu elektricky kladně na-bitá částice, tzv. iont a záporně nabitá částice volný elektron.
Tento rozpad na elektricky nabité částice provázený spo-třebou tepla je nazýván ionizace.
Při styku horkého plazmového plynu vycházejícího z plaz-mového hořáku ve formě plazmového paprsku s chladným materiálem nebo okolím se energie spotřebovaná na disoci-aci a ionizaci uvolní za vzniku elektricky neutrálních atomů nebo molekul – tento proces je nazýván rekombinace [3].
Takto vzniklá energie se podle druhu plazmových ho-řáků používá pro nanášení nebo navařování speciálních materiálů, pro svařování plazmou, mikroplazmou nebo pro plazmové dělení materiálů [4].
K disociaci dochází při teplotě 4 000 až 10 000°K. Ionizace plynu probíhá při teplotách 8 000 – 30 000 °K. Podle stupně ionizace může být plazma plně ionizovaná nebo částečně ionizovaná. Netečné plyny jako argon, helium, neon mají uzavřenou valenční sféru, jejich molekula je jedno-atomová a probíhá pouze ionizace [1].
Jako plazmový plyn je převážně používán argon, který che-micky nenapadá materiál katody a trysky, ale může být pou-žit i jiný plyn, např. argon + vodík, helium, dusík, v závislosti na svařované tloušťce, druhu základního materiálu a použité technologii. Přiváděné množství plynu nesmí překročit ur-čitou hranici, protože by v důsledku velkého dynamického účinku plazmatu nastalo řezání. Od jiných plynů se plazma liší tím, že na ni silně působí elektrické i magnetické pole.
Plazma je jako celek elektricky kvazineutrální, to znamená, že koncentrace kladných a záporných částic je přibližně stejná [1].
5. Plazmové plynyNejúspornějším plazmovým plynem a ochranným plynem
je v řadě aplikací argon. Kombinace Ar + 30 % He umožňuje
použití nižší intenzity svařovacího proudu, což se příznivě projevuje na prodloužení životnosti hořáku a elektrody.
Směsi argonu a helia, v nichž podíl helia přesahuje 30 %, přenášejí na svařenec více tepla a takto se zvyšuje riziko toho, že buď dojde k nadměrné penetraci, anebo že naopak penetrace bude slabá. K tomu dochází zvláště v poloze PA.
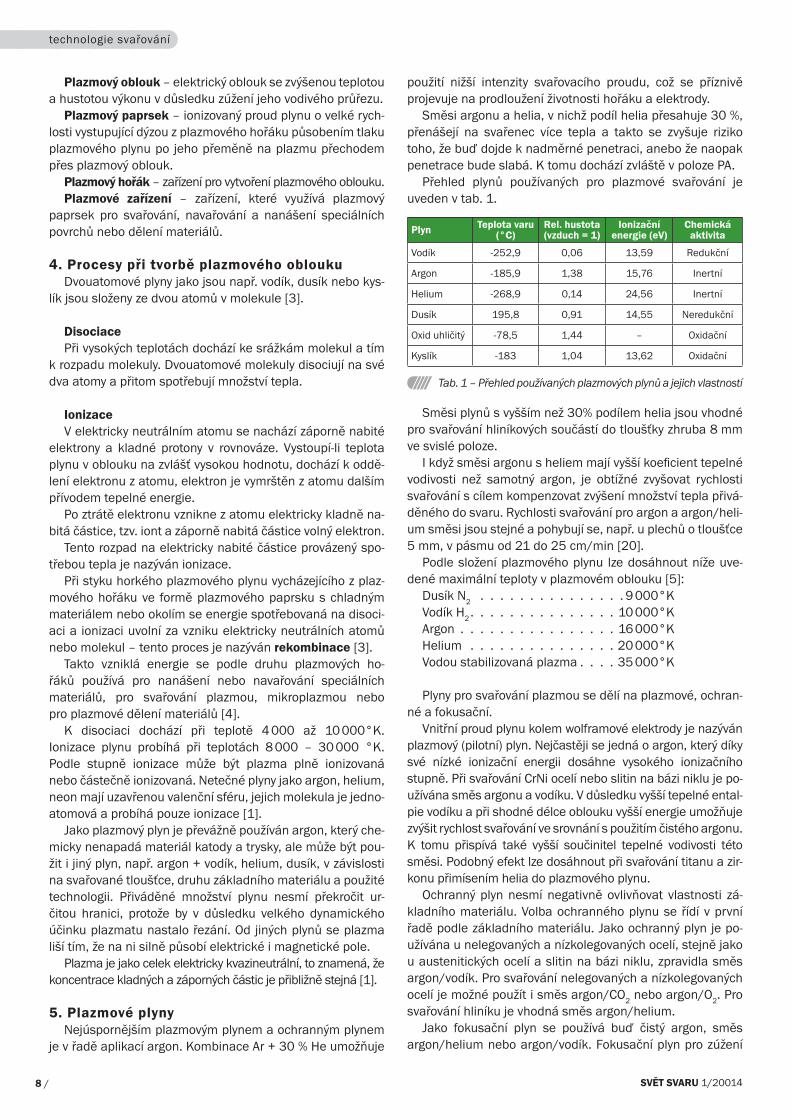
Přehled plynů používaných pro plazmové svařování je uveden v tab. 1.
Směsi plynů s vyšším než 30% podílem helia jsou vhodné pro svařování hliníkových součástí do tloušťky zhruba 8 mm ve svislé poloze.
I když směsi argonu s heliem mají vyšší koeficient tepelné vodivosti než samotný argon, je obtížné zvyšovat rychlosti svařování s cílem kompenzovat zvýšení množství tepla přivá-děného do svaru. Rychlosti svařování pro argon a argon/heli-um směsi jsou stejné a pohybují se, např. u plechů o tloušťce 5 mm, v pásmu od 21 do 25 cm/min [20].
Podle složení plazmového plynu lze dosáhnout níže uve-dené maximální teploty v plazmovém oblouku [5]:
Plyny pro svařování plazmou se dělí na plazmové, ochran-né a fokusační.
Vnitřní proud plynu kolem wolframové elektrody je nazýván plazmový (pilotní) plyn. Nejčastěji se jedná o argon, který díky své nízké ionizační energii dosáhne vysokého ionizačního stupně. Při svařování CrNi ocelí nebo slitin na bázi niklu je po-užívána směs argonu a vodíku. V důsledku vyšší tepelné ental-pie vodíku a při shodné délce oblouku vyšší energie umožňuje zvýšit rychlost svařování ve srovnání s použitím čistého argonu. K tomu přispívá také vyšší součinitel tepelné vodivosti této směsi. Podobný efekt lze dosáhnout při svařování titanu a zir-konu přimísením helia do plazmového plynu.
Ochranný plyn nesmí negativně ovlivňovat vlastnosti zá-kladního materiálu. Volba ochranného plynu se řídí v první řadě podle základního materiálu. Jako ochranný plyn je po-užívána u nelegovaných a nízkolegovaných ocelí, stejně jako u austenitických ocelí a slitin na bázi niklu, zpravidla směs argon/vodík. Pro svařování nelegovaných a nízkolegovaných ocelí je možné použít i směs argon/CO
2 nebo argon/O
2. Pro
svařování hliníku je vhodná směs argon/helium.Jako fokusační plyn se používá buď čistý argon, směs
argon/helium nebo argon/vodík. Fokusační plyn pro zúžení
Tab. 1 – Přehled používaných plazmových plynů a jejich vlastností
Plyn Teplota varu (°C)
Rel. hustota (vzduch = 1)
Ionizační energie (eV)
Chemická aktivita
Vodík -252,9 0,06 13,59 Redukční
Argon -185,9 1,38 15,76 Inertní
Helium -268,9 0,14 24,56 Inertní
Dusík 195,8 0,91 14,55 Neredukční
Oxid uhličitý -78,5 1,44 – Oxidační
Kyslík -183 1,04 13,62 Oxidační
SVĚT SVARU 1/200148 /
technologie svařování
proudu plazmatu je přiváděn do svařovacího hořáku sepa-rátním okruhem mezi plazmovým a ochranným plynem [12].
Množství plazmového plynu je, např. pro mikroplazmové svařování 0,2 až 1 l/min, pro svařování tenkých plechů podle velikosti proudu 1 až 6 l/min. Standardně se používá průtok plazmového plynu 5 až 10 l/min popř. 15 až 25 l/min, podle konstrukce hořáku.
6. Typy plazmových obloukůPro technologické procesy využívající plazmu se používají
plazmové hořáky s elektrickým obloukem napájeným stejno-směrným proudem.
Rozeznáváme tři základní druhy hořáků podle typů zapo-jení a to:1. s nepřeneseným obloukem (mají nezávislé zapojení pro
nevodivé materiály)2. s přeneseným obloukem (mají závislé zapojení pro vodivé
materiály)3. takové, které pracují současně s přeneseným i nepřene-
seným obloukem (mají kombinované zapojení)
Hořáky s nepřeneseným obloukemU těchto hořáků je elektrický obvod proudu v plazmovém
hořáku, při hoření plazmového oblouku uzavřen. Elektrický oblouk vzniká uvnitř hořáku mezi elektrodou a anodou, kterou tvoří měděná dýza, která elektrický oblouk zužuje. Zúžením oblouku dochází ke zvýšení hustoty axiálního elek-trického pole v kanálu dýzy a tím k velkému ohřátí plazmo-vého plynu. U hořáků s nepřeneseným obloukem vystupuje z hořáku pouze horký plazmový paprsek.
Použití: nanášení ochranných povlaků proti mechanické-mu, chemickému nebo tepelnému namáhání.
Hořák s přeneseným obloukemU těchto hořáků je svařovaný materiál anodou. K zapálení
pomocného oblouku dochází vysokonapěťovou jiskrou, která přeskočí mezi elektrodou a měděnou dýzou v hubici hořáku. V kanálu dýzy tím dochází k ionizaci plazmového plynu za vzniku pomocného, tzv. pilotního oblouku. K ochraně dýzy proti vysoké teplotě je proud pomocného oblouku omezen odporem na 10 až 12 A. Proud plazmy vycházející dýzou z plazmového hořáku je pomocným obloukem ionizován natolik, že se při přiblížení hořáku ke svařovanému materiálu zapálí hlavní plazmový oblouk hořící mezi wolframovou elek-trodou a svařovaným materiálem.
Hořák s kombinovaným zapojenímSlouží k nanášení kovových i nekovových prášků na po-
vrchy materiálů proti chemickému, mechanickému nebo tepelnému namáhání. Práškové materiály se nataví pomocí nepřeneseného oblouku a přeneseným plazmovým oblou-kem se roztaví a spojí se se základním materiálem.
7. Parametry svařováníParametry svařování při plazmovém svařování lze definovat [6]:
1. Mikroplazmové svařování se svařovacím proudem 0,1 A–20 A, tloušťky materiálů t = 0,1–1,0 mm
2. Středně-plazmové svařování se svařovacím proudem 20 A–100 A, tloušťky materiálů t = 1,0–3,5 mm
3. Svařování klíčovou dírkou (keyhole welding), nad 100 A, tloušťky materiálů t = 3,5–10,0 mm.
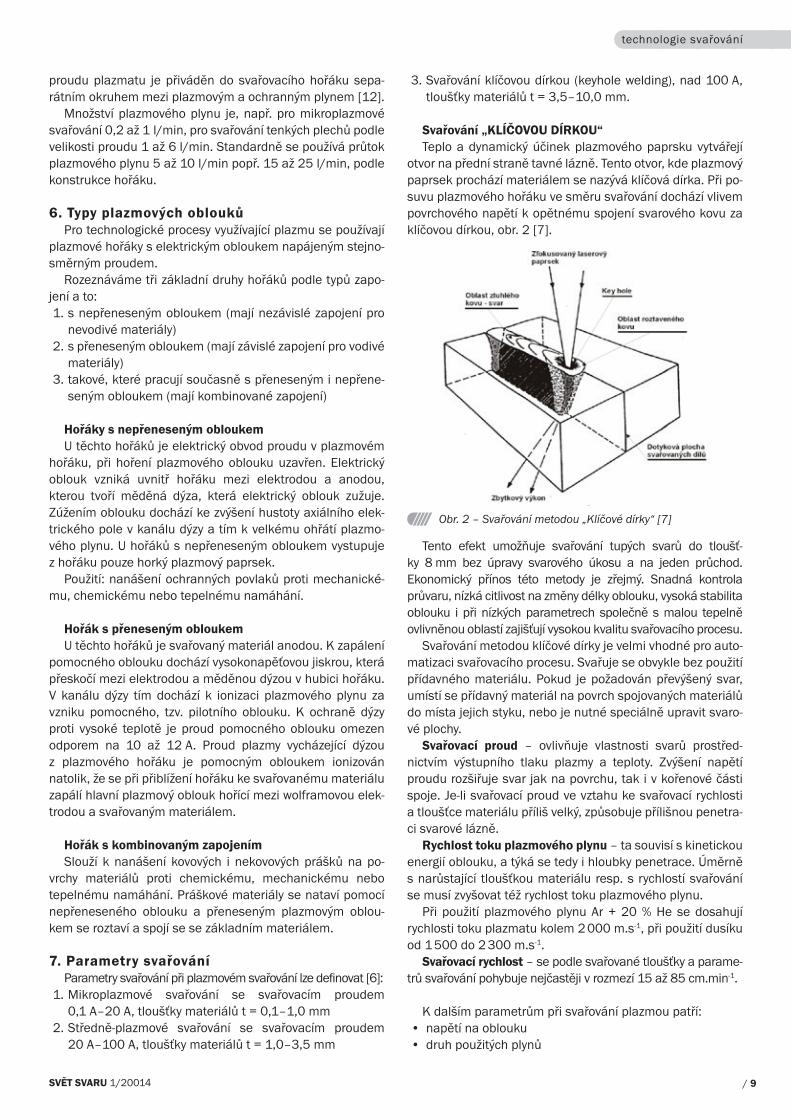
Svařování „KLÍČOVOU DÍRKOU“Teplo a dynamický účinek plazmového paprsku vytvářejí
otvor na přední straně tavné lázně. Tento otvor, kde plazmový paprsek prochází materiálem se nazývá klíčová dírka. Při po-suvu plazmového hořáku ve směru svařování dochází vlivem povrchového napětí k opětnému spojení svarového kovu za klíčovou dírkou, obr. 2 [7].
Obr. 2 – Svařování metodou „Klíčové dírky“ [7]
Tento efekt umožňuje svařování tupých svarů do tloušť-ky 8 mm bez úpravy svarového úkosu a na jeden průchod. Ekonomický přínos této metody je zřejmý. Snadná kontrola průvaru, nízká citlivost na změny délky oblouku, vysoká stabilita oblouku i při nízkých parametrech společně s malou tepelně ovlivněnou oblastí zajišťují vysokou kvalitu svařovacího procesu.
Svařování metodou klíčové dírky je velmi vhodné pro auto-matizaci svařovacího procesu. Svařuje se obvykle bez použití přídavného materiálu. Pokud je požadován převýšený svar, umístí se přídavný materiál na povrch spojovaných materiálů do místa jejich styku, nebo je nutné speciálně upravit svaro-vé plochy.
Svařovací proud – ovlivňuje vlastnosti svarů prostřed-nictvím výstupního tlaku plazmy a teploty. Zvýšení napětí proudu rozšiřuje svar jak na povrchu, tak i v kořenové části spoje. Je-li svařovací proud ve vztahu ke svařovací rychlosti a tloušťce materiálu příliš velký, způsobuje přílišnou penetra-ci svarové lázně.
Rychlost toku plazmového plynu – ta souvisí s kinetickou energií oblouku, a týká se tedy i hloubky penetrace. Úměrně s narůstající tloušťkou materiálu resp. s rychlostí svařování se musí zvyšovat též rychlost toku plazmového plynu.
Při použití plazmového plynu Ar + 20 % He se dosahují rychlosti toku plazmatu kolem 2 000 m.s-1, při použití dusíku od 1 500 do 2 300 m.s-1.
Svařovací rychlost – se podle svařované tloušťky a parame-trů svařování pohybuje nejčastěji v rozmezí 15 až 85 cm.min-1.
K dalším parametrům při svařování plazmou patří:• napětí na oblouku• druh použitých plynů
SVĚT SVARU 1/20014 / 9
technologie svařování
• poměr míchání plynů• množství (průtok) jednotlivých plynů přiváděných do mís-
ta svaru• čistota plynu• druh a tvar netavicí se elektrody• vzdálenost hubice od svařovaného materiálu
8. Svařované materiály a metody svařováníPři použití plazmového svařování můžeme svařovat všech-
ny typy ocelí i slitiny neželezných kovů (hliníku, niklu, mědi, titanu).
Velmi dobře se plazmou svařují vysokolegované oceli, feritické chromové oceli, martenzitické chromové oceli, austeniticko-feritické oceli duplexní a austenitické oceli. Doporučené metody svařování v závislosti na svařované tloušťce jsou uvedeny v tabulce 2 [3].
• zachování příznivých mechanických hodnot základního materiálu
• vynikající kvalita svaru (rentgenovou čistotou)• snížení pracnosti přípravy svarových ploch• do tloušťky 8 mm není nutné plochy úkosovat• lze svařovat jedním průchodem pouze z jedné strany• možnost svařování střídavým i impulzním proudem• lze svařovat všechny typy ocelí i slitiny neželezných kovů• úspora přídavného materiálu [13, 2]
11. Použití svarových spojůSvarové spoje svařované plazmovým obloukem se použí-
vají v těchto oblastech průmyslu [10]:• jaderný• chemický• potravinářský• přístrojové techniky• elektrotechniky• stavby lodí• letecký• kosmický• automobilový
Rozsah svařované tloušťky Metoda svařování Proud I
Ochranné plyny u svařování vysokolegovaných ocelí, obsa-hující vodík se používají jen pro svařování austenitických oce-lí. Pro oceli feritické, martenzitické a austeniticko-feritické se používá směs s dusíkem pro udržení požadovaného podílu austenitu a feritu ve svaru.
Je-li nutné použít přídavný materiál, pak se volí parametry tak, že paprsek plazmatu zaniká v tavné lázni. Přídavný mate-riál může být ve formě: prášku, drátu a plněných elektrod [8].
9. Typy svarových spojůPři svařování plazmou je možné svařovat tupé svary typu I
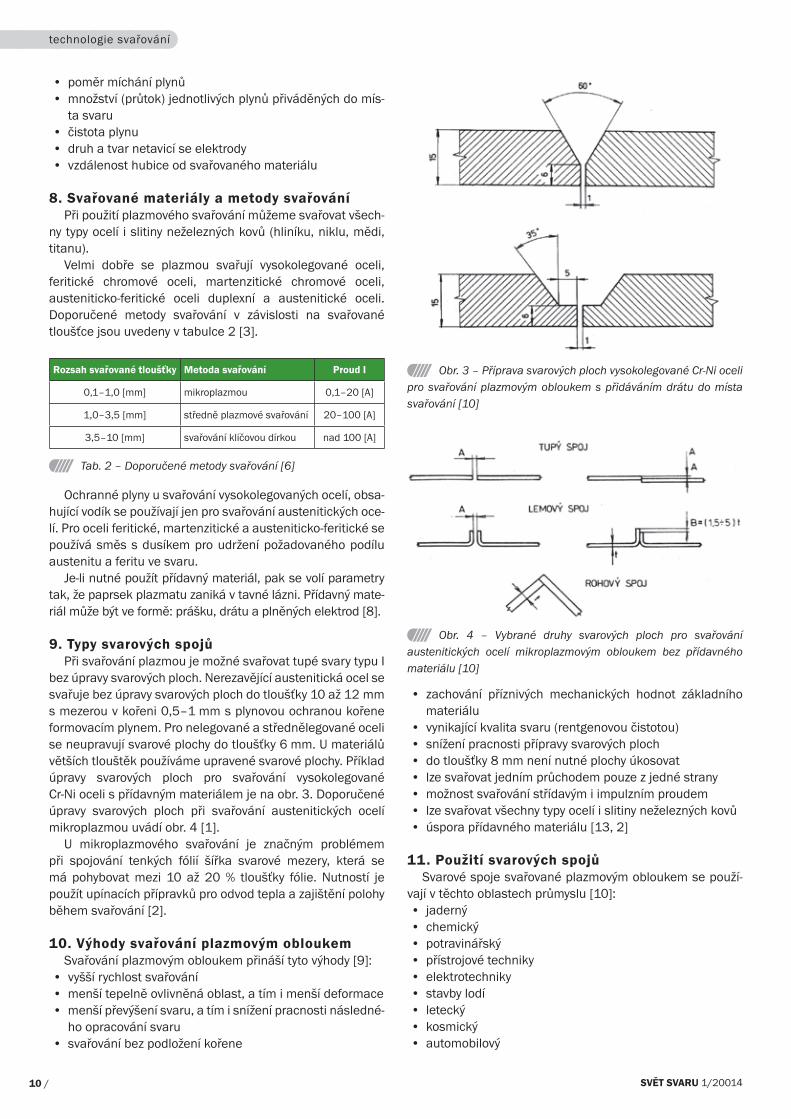
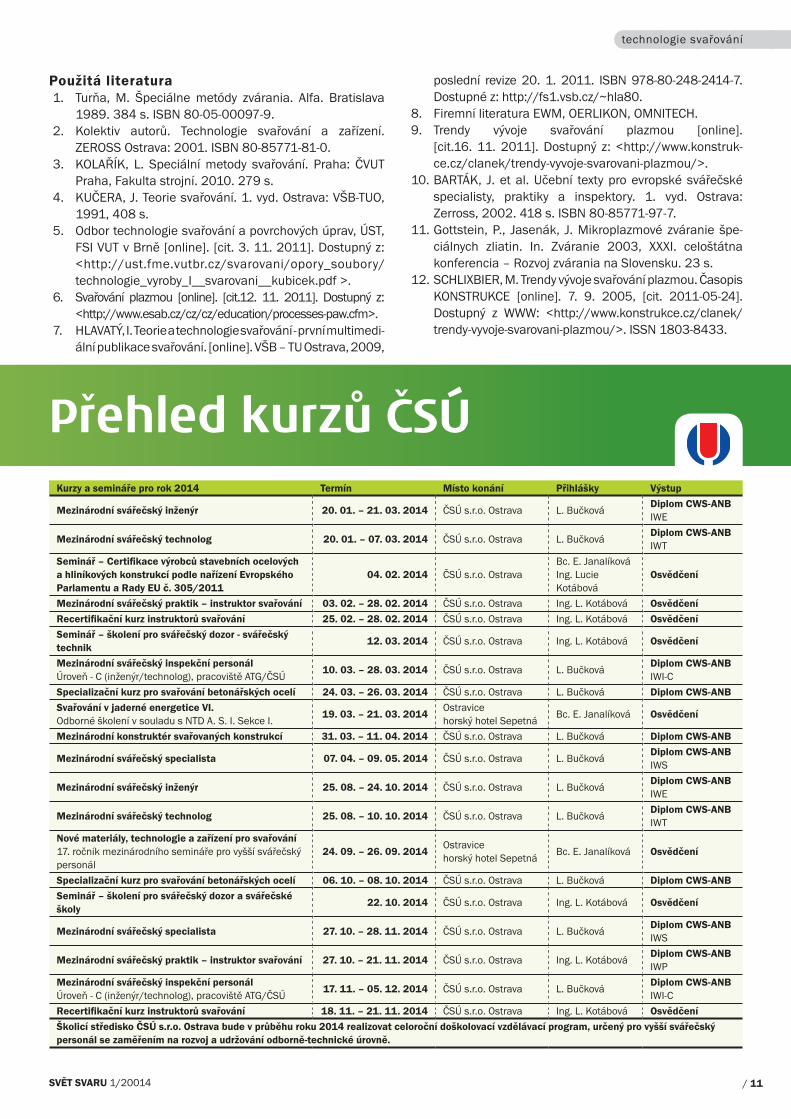
bez úpravy svarových ploch. Nerezavějící austenitická ocel se svařuje bez úpravy svarových ploch do tloušťky 10 až 12 mm s mezerou v kořeni 0,5–1 mm s plynovou ochranou kořene formovacím plynem. Pro nelegované a střednělegované oceli se neupravují svarové plochy do tloušťky 6 mm. U materiálů větších tlouštěk používáme upravené svarové plochy. Příklad úpravy svarových ploch pro svařování vysokolegované Cr-Ni oceli s přídavným materiálem je na obr. 3. Doporučené úpravy svarových ploch při svařování austenitických ocelí mikroplazmou uvádí obr. 4 [1].
U mikroplazmového svařování je značným problémem při spojování tenkých fólií šířka svarové mezery, která se má pohybovat mezi 10 až 20 % tloušťky fólie. Nutností je použít upínacích přípravků pro odvod tepla a zajištění polohy během svařování [2].
Recertifikační kurz instruktorů svařování 18. 11. – 21. 11. 2014 ČSÚ s.r.o. Ostrava Ing. L. Kotábová Osvědčení
Školicí středisko ČSÚ s.r.o. Ostrava bude v průběhu roku 2014 realizovat celoroční doškolovací vzdělávací program, určený pro vyšší svářečský personál se zaměřením na rozvoj a udržování odborně-technické úrovně.
Přehled kurzů ČSÚ
Použitá literatura1. Turňa, M. Špeciálne metódy zvárania. Alfa. Bratislava
1989. 384 s. ISBN 80-05-00097-9.2. Kolektiv autorů. Technologie svařování a zařízení.
ZEROSS Ostrava: 2001. ISBN 80-85771-81-0.3. KOLAŘÍK, L. Speciální metody svařování. Praha: ČVUT
Praha, Fakulta strojní. 2010. 279 s.4. KUČERA, J. Teorie svařování. 1. vyd. Ostrava: VŠB-TUO,
1991, 408 s.5. Odbor technologie svařování a povrchových úprav, ÚST,
FSI VUT v Brně [online]. [cit. 3. 11. 2011]. Dostupný z: <http://ust.fme.vutbr.cz/svarovani/opory_soubory/technologie_vyroby_I__svarovani__kubicek.pdf >.
10. BARTÁK, J. et al. Učební texty pro evropské svářečské specialisty, praktiky a inspektory. 1. vyd. Ostrava: Zerross, 2002. 418 s. ISBN 80-85771-97-7.
11. Gottstein, P., Jasenák, J. Mikroplazmové zváranie špe-ciálnych zliatin. In. Zváranie 2003, XXXI. celoštátna konferencia – Rozvoj zvárania na Slovensku. 23 s.
12. SCHLIXBIER, M. Trendy vývoje svařování plazmou. Časopis KONSTRUKCE [online]. 7. 9. 2005, [cit. 2011-05-24]. Dostupný z WWW: <http://www.konstrukce.cz/clanek/trendy-vyvoje-svarovani-plazmou/>. ISSN 1803-8433.
SVĚT SVARU 1/20014 / 11
technologie svařování
„Když na to přijde, jsme schopni vyrábět sníh třeba i na Sahaře, otázka ovšem je, jak dlouho by tam vydržel,” říká Ing. Radek Maděra, specialista na kryogenii z české poboč-ky Air Products, která má s umělým sněhem pro sportovní účely bohaté zkušenosti. Přestože v Harrachově o uplynulém víkendu šplhaly teploty až k patnácti stupňům nad nulou, ve speciálním stanu nerušeně probíhal proces, jehož výsedkem byla velká zásoba umělého sněhu prakticky nerozeznatelné-ho od sněhu přírodního. „Na vyrobení potřebného množství nám stačilo asi dvanáct hodin času,“ upřesňuje Ing. Maděra.
Proces výroby umělého sněhu spočívá ve vstřikování teku-tého dusíku při -196 °C speciálními tryskami do směsi vody a vzduchu. V závislosti na určitých parametrech, například tlaku stlačeného vzduchu, lze vyrábět sníh s velmi malými krystaly, který je tvrdý a odolný, takže se ideálně hodí pro lyžování. Touto technologií lze vyrábět 25 až 50 krychlových metrů sněhu za hodinu.
Air Products pomáhá pořadatelům významných sko-kanských závodů také v sousedním Polsku. “Máme zde k dispozici technologii, která umožňuje zasněžovat nejen doskočiště, ale i nájezdy na lyžařských můstcích. K jejich
Sníh z kapalného dusíku pro HarrachovRohan P., AIR PRODUCTS, spol. s r. o., www.airproducts.cz
ochlazování používáme také kapalný dusík,“ uvedl Janusz Paździora, obchodní manažer Air Products v Polsku. Letos tento systém využili organizátoři lednových závodů Světového poháru ve skocích na lyžích ve Wisle i o několik dní později v Zakopaném. Zásluhou tohoto řešení mohli diváci sledovat výkony nejlepších světových skokanů, přestože okolní teplota vůbec zimu nepřipomínala.
Více než 200 krychlových metrů sněhu pro potřeby Mistrovství světa v letech na lyžích v Harrachově dodala společnost Air Products ve spolupráci s nizozemskou firmou Polar Europe. K jeho výrobě použila kapalný dusík.
Z tohoto důvodu jsme připravili jednoduchý přehled zá-kladních informací o běžně nabízených typech filtračních jednotek, v jednotlivých způsobech odsávání, a také o jejich výhodách i úskalích v praktickém provozu.
Proč je nutné používat odsávání při svařováníPři obloukovém svařování je nutné odsávat prach obsa-
žený v dýmech, které při tomto svařování vznikají. Pro lepší představu jedná se o velmi jemné prachové částice, které vypadají jako saze usazené např. na filtrech meteorologic-kých stanic pro měření polétavého prachu ve vzduchu, které můžete občas vidět při předpovědích počasí v televizi.
Černé saze usazené na povrchu filtru – to jsou přesně stej-né prachové částice, které obsahují svářečské dýmy, a které je potřeba od vzduchu oddělit.
Těžké kovy obsažené v dýmech není nutné zpravidla nějak filtrovat či jinak eliminovat. Tyto se rychle rozředí okolním vzdu-
Způsoby odsávání zplodin od svařování informace, které je potřeba vědět před nákupem zařízení pro odsávání zplodinDaniel Hadyna, Hadyna - International, Ostrava, www.hadyna.cz
chem v hale. Pokud je tedy dodržena základní podmínka pro výměnu vzduchu v každé průmyslové hale – tedy i ve svařovně (2,5x až 4x za jednu hodinu), pokud se nesvařuje silnostěn-ná nerezová ocel nebo silnostěnné slitiny hliníku či podobné materiály, není nutné filtrační jednotku vybavovat dodatečnou filtrační vložkou s aktivním uhlím, která slouží právě pro elimi-naci těžkých kovů obsažených v dýmech od svařování.
V 95 % všech běžných případů odsávání zplodin od sva-řování je tedy nutné pouze zbavit vzduch prachových částic. A k tomuto účelu slouží filtrační jednotky.
Základní rozdělení filtračních jednotek podle pracovního tlaku
Pro potřeby odsávání zplodin lze filtrační jednotky rozdělit do dvou hlavních skupin – vysokopodtlakové a středopodtla-kové. Prakticky jiné, než tyto dvě skupiny filtračních jednotek se pro potřeby odsávání zplodin běžně nepoužívají.
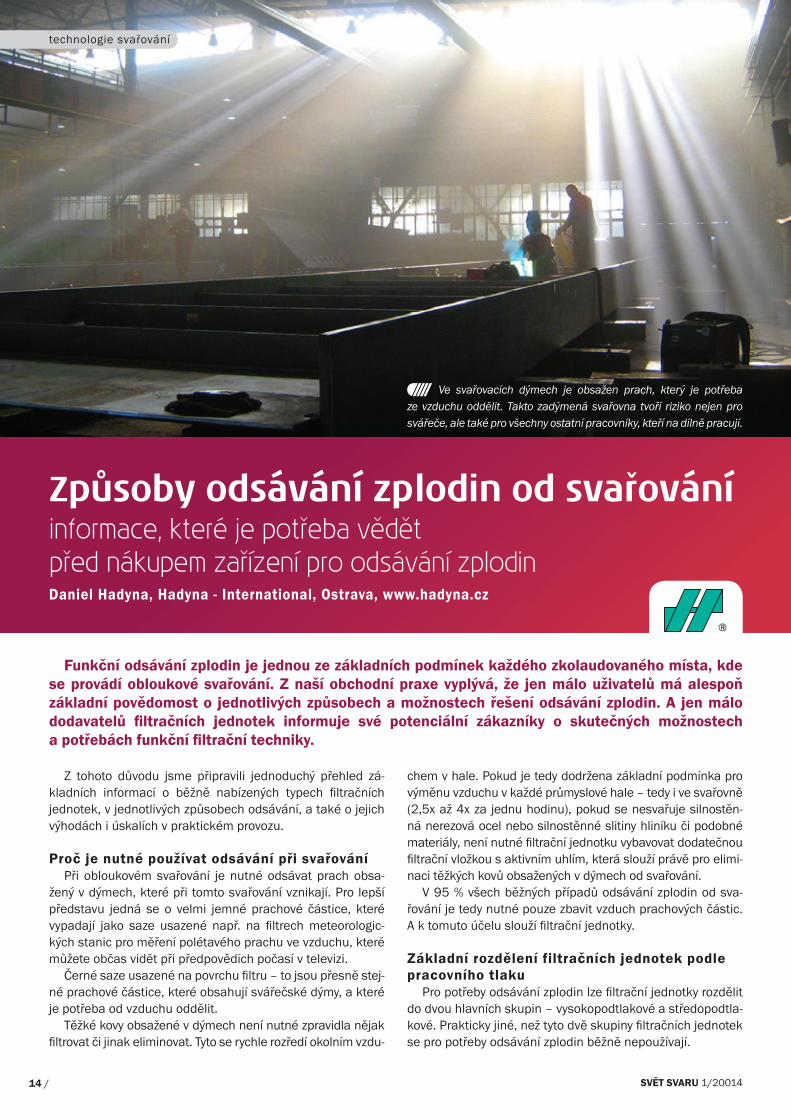
Funkční odsávání zplodin je jednou ze základních podmínek každého zkolaudovaného místa, kde se provádí obloukové svařování. Z naší obchodní praxe vyplývá, že jen málo uživatelů má alespoň základní povědomost o jednotlivých způsobech a možnostech řešení odsávání zplodin. A jen málo dodavatelů filtračních jednotek informuje své potenciální zákazníky o skutečných možnostech a potřebách funkční filtrační techniky.
Ve svařovacích dýmech je obsažen prach, který je potřeba ze vzduchu oddělit. Takto zadýmená svařovna tvoří riziko nejen pro svářeče, ale také pro všechny ostatní pracovníky, kteří na dílně pracují.
SVĚT SVARU 1/2001414 /
technologie svařování
Vysokopodtlakové filtrační jednotky se používají pro odsá-vání odsávaných svařovacích hořáků nebo pro odsávání pra-chu z úhlových brusek, které pro odsávání používají speciální odsávaný kryt brusného kotouče. Tyto typy filtračních jednotek lze také použít pro běžné průmyslové vysávání při úklidu na pracovištích apod. Princip je podobný jako u běžných domá-cích vysavačů. Odsává se poměrně malý objem vzduchu přes malé průměry hadic nebo potrubí za vyššího podtlaku.
Středopodtlakové filtrační jednotky jsou požívány pro odsávání samonosných ramen, horních odsávaných diges-toří, svařovacích/brousicích stolů apod. Tento typ filtračních jednotek se vyznačuje odsáváním poměrně velkého objemu vzduchu při nižším podtlaku. Podstatnou roli zde tedy hraje systém vracení vyčištěného vzduchu zpět do prostoru haly, aby nedocházelo ke zbytečnému úniku tepla z této haly.
Středopodtlakové filtrační jednotky jsou tedy nejčastěji používaným typem pro odsávání zplodin od svařování.
Lokální a centrální filtrační jednotkyFiltrační jednotky se pak rozdělují na mobilní, lokální nebo
centrální filtrační jednotky.Lokální filtrační jednotky zpravidla odsávají jedno nebo
dvě místa svařování a jsou instalované v těsné blízkosti nebo přímo na svařovacím pracovišti. Mobilní jsou pak na koleč-kách a je možné je dotlačit na místo samotného svařování – např. mobilní středopodtlaková filtrační jednotka s jedním cca 2,5 m dlouhým odsávaným ramenem nebo vysokopod-tlaková filtrační jednotka pro odsávání dvou svařovacích hořáků apod.
Centrlání filtrační jednotky odsávají více svářečských míst. Mají napočítaný potřebný sací výkon pro každé odsávané místo na svařovně. Zpravidla jsou instalované mimo místa, kde se přímo provádí svařování. Optimální umístění je spíše ve venkovním prostoru haly apod.
Pokud se odsávají 2–3–4 svařovací místa, lze používat filtrační jednotku bez nutnosti regulace sacího výkonu. Zde je nutné stanovit, kolik míst má být odsáváno současně – zda všechny nebo jen dvě apod. Podle toho je pak určen optimál-ní sací výkon ventilátoru filtrační jednotky.
Pokud se odsává více svařovacích míst, je vhodné filtrační systém vybavit automatickou regulací sacího výkonu. Takové filtrační jednotky jsou vybaveny frekvenčním měničem, který reguluje výkon ventilátoru pomocí podtlakového čidla, které se instaluje dovnitř sacího potrubí. Pokud např. obsluha ukončí svařování na jednom z odsávaných míst a uzavře uzavírací klapku samonosného ramene, podtlakové čidlo detekuje větší podtlak v sacím potrubí. Vyšle informaci řídicí jednotce, která upraví/sníží výkon ventilátoru filtrační jednotky. Při otevření uzavírací klapky samonosného ramene na daném pracovním místě se sací výkon ventilátoru zase automaticky zvýší.
Základní rozdělení filtračních jednotek podle typu filtračních vložek
Středopodtlakové filtrační jednotky se dále dělí podle typu filtračních vložek, a to takto:• elektrostatické filtrační jednotky• kapsové filtrační jednotky• patronové filtrační jednotky
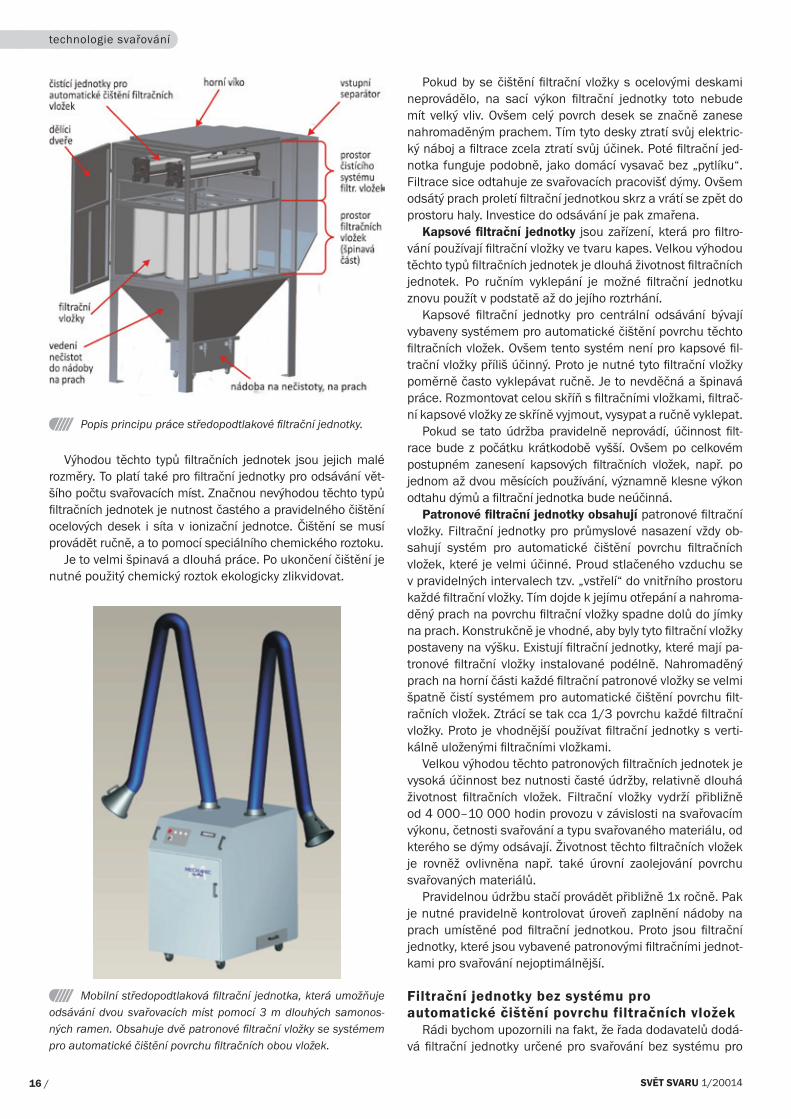
Elektrostatické filtrační jednotky jsou zařízení, které obsahují speciální elektrickou filtrační vložku, ve které jsou instalované velké ocelové tenké desky, jedna vedle druhé s malou mezerou mezi těmito deskami. Desky jsou pak nabité zpravidla kladným elektrickým nábojem. Znečištěný vzduch se přivádí do filtrační jednotky přes ionizační jednotku – podob-nou drátěnému sítu, která je pak nabitá opačným elektrickým nábojem. Prachové částice se tak na vstupu nabijí tímto elek-trickým potenciálem a při průchodu filtrační vložkou, tedy mezi jednotlivými ocelovými deskami, jsou tyto prachové částice elektromagneticky přitaženy na povrch ocelových desek. Na výstupu z filtrační vložky pak vychází čistý vzduch.
Příklad patronové filtrační vložky
Příklad kapsové filtrační vložky
Filtrační jednotka s patronovými filtračními vložkami. Na ob-rázku je filtrační jednotka otevřena. V horní části – nad filtračními patronami – je umístěn systém pro automatické čištění povrchu těchto filtračních vložek, které je maximálně účinné.
SVĚT SVARU 1/20014 / 15
technologie svařování
Výhodou těchto typů filtračních jednotek jsou jejich malé rozměry. To platí také pro filtrační jednotky pro odsávání vět-šího počtu svařovacích míst. Značnou nevýhodou těchto typů filtračních jednotek je nutnost častého a pravidelného čištění ocelových desek i síta v ionizační jednotce. Čištění se musí provádět ručně, a to pomocí speciálního chemického roztoku.
Je to velmi špinavá a dlouhá práce. Po ukončení čištění je nutné použitý chemický roztok ekologicky zlikvidovat.
Pokud by se čištění filtrační vložky s ocelovými deskami neprovádělo, na sací výkon filtrační jednotky toto nebude mít velký vliv. Ovšem celý povrch desek se značně zanese nahromaděným prachem. Tím tyto desky ztratí svůj elektric-ký náboj a filtrace zcela ztratí svůj účinek. Poté filtrační jed-notka funguje podobně, jako domácí vysavač bez „pytlíku“. Filtrace sice odtahuje ze svařovacích pracovišť dýmy. Ovšem odsátý prach proletí filtrační jednotkou skrz a vrátí se zpět do prostoru haly. Investice do odsávání je pak zmařena.
Kapsové filtrační jednotky jsou zařízení, která pro filtro-vání používají filtrační vložky ve tvaru kapes. Velkou výhodou těchto typů filtračních jednotek je dlouhá životnost filtračních jednotek. Po ručním vyklepání je možné filtrační jednotku znovu použít v podstatě až do jejího roztrhání.
Kapsové filtrační jednotky pro centrální odsávání bývají vybaveny systémem pro automatické čištění povrchu těchto filtračních vložek. Ovšem tento systém není pro kapsové fil-trační vložky příliš účinný. Proto je nutné tyto filtrační vložky poměrně často vyklepávat ručně. Je to nevděčná a špinavá práce. Rozmontovat celou skříň s filtračními vložkami, filtrač-ní kapsové vložky ze skříně vyjmout, vysypat a ručně vyklepat.
Pokud se tato údržba pravidelně neprovádí, účinnost filt-race bude z počátku krátkodobě vyšší. Ovšem po celkovém postupném zanesení kapsových filtračních vložek, např. po jednom až dvou měsících používání, významně klesne výkon odtahu dýmů a filtrační jednotka bude neúčinná.
Patronové filtrační jednotky obsahují patronové filtrační vložky. Filtrační jednotky pro průmyslové nasazení vždy ob-sahují systém pro automatické čištění povrchu filtračních vložek, které je velmi účinné. Proud stlačeného vzduchu se v pravidelných intervalech tzv. „vstřelí“ do vnitřního prostoru každé filtrační vložky. Tím dojde k jejímu otřepání a nahroma-děný prach na povrchu filtrační vložky spadne dolů do jímky na prach. Konstrukčně je vhodné, aby byly tyto filtrační vložky postaveny na výšku. Existují filtrační jednotky, které mají pa-tronové filtrační vložky instalované podélně. Nahromaděný prach na horní části každé filtrační patronové vložky se velmi špatně čistí systémem pro automatické čištění povrchu filt-račních vložek. Ztrácí se tak cca 1/3 povrchu každé filtrační vložky. Proto je vhodnější používat filtrační jednotky s verti-kálně uloženými filtračními vložkami.
Velkou výhodou těchto patronových filtračních jednotek je vysoká účinnost bez nutnosti časté údržby, relativně dlouhá životnost filtračních vložek. Filtrační vložky vydrží přibližně od 4 000–10 000 hodin provozu v závislosti na svařovacím výkonu, četnosti svařování a typu svařovaného materiálu, od kterého se dýmy odsávají. Životnost těchto filtračních vložek je rovněž ovlivněna např. také úrovní zaolejování povrchu svařovaných materiálů.
Pravidelnou údržbu stačí provádět přibližně 1x ročně. Pak je nutné pravidelně kontrolovat úroveň zaplnění nádoby na prach umístěné pod filtrační jednotkou. Proto jsou filtrační jednotky, které jsou vybavené patronovými filtračními jednot-kami pro svařování nejoptimálnější.
Filtrační jednotky bez systému pro automatické čištění povrchu filtračních vložek
Rádi bychom upozornili na fakt, že řada dodavatelů dodá-vá filtrační jednotky určené pro svařování bez systému pro
Popis principu práce středopodtlakové filtrační jednotky.
Mobilní středopodtlaková filtrační jednotka, která umožňuje odsávání dvou svařovacích míst pomocí 3 m dlouhých samonos-ných ramen. Obsahuje dvě patronové filtrační vložky se systémem pro automatické čištění povrchu filtračních obou vložek.
SVĚT SVARU 1/2001416 /
technologie svařování
automatické čištění povrchu filtračních vložek. Zpravidla se jedná o jednotky pro odsávání jednoho nebo dvou svářeč-ských míst.
Systém pro automatické čištění filtračních vložek zajišťuje, že nahromaděný prach na jejich povrchu se pravidelně se-třepává proudem stlačeného vzduch, který se např. každých 50–70 sekund tzv. vstřelí do prostoru každé filtrační vložky. Nahromaděný prach se od povrchu filtrační vložky oddělí a spadne dolů do jímky na prach.
Pokud pravidelně svařujete a uvažujete o nákupu např. mo-bilní filtrační jednotky, dbejte na to, aby tato jednotka byla tímto systémem vybavena. Pokud nemá filtrační jednotka systém pro automatické čištění povrchu filtračních vložek, budete odkázáni na pravidelné ruční čištění této filtrační jednotky, a to min. 1x týdně. Podle způsobu nasazení budete muset však filtrační vložky ručně čistit spíše 1x za dva dny. Pokud tak neučiníte, filtrační jednotka ztratí svůj tah, filtrační jednotka přestane odsávat. Tím je tato investice do odsávání zplodin zcela zmařena.
Celá řada firem, která si takové filtrační jednotky nakou-pila, tyto jednotky pak vůbec nepoužívá. Filtrační jednotky stojí na svařovnách nefunkční a nepoužívají se. Důvodem je nutnost pravidelné a velmi časté údržby, která je časově náročná a je to špinavá práce.
Cenové srovnání – mobilní filtrační jednotky se systémem pro automatické čištění povrchu filtračních vložek koupíte v cenovém rozpětí od 80 000 Kč do 120 000 Kč bez DPH.
Na druhou stranu mobilní filtrační jednotky bez systému pro automatické čištění povrchu filtračních vložek koupíte v cenovém rozpětí od 25 000 Kč do 55 000 Kč bez DPH. Ovšem v tomto případě se podle našeho názoru jedná o „vy-hozené peníze“.
Způsoby odsáváníDýmy od svařování lze odsávat těmito základními způsoby:
• pomocí odsávaného svařovacího hořáku• pomocí samonosného ramene• pomocí horní odsávané digestoře• pomocí svařovacích/brousicích stolů• pomocí Push-Pull systému• pomocí TCL systému
Odsávaný svařovací hořákPro odsávání zplodin při svařování lze použít speciální odsá-
vaný svařovací hořák (platí pro metodu MIG/MAG), který svou konstrukcí umožňuje odsávat dýmy od svařování speciální převlečnou odsávanou vyústkou, která je umístěna nad plyno-vou hubici hořáku. Jedná se o nejúčinnější způsob odsávání. Odsávaný svařovací hořák odsaje až 90 % všech dýmů.
Přívodní kabel svařovacího hořáku od svářečky je převlečen elastickou odsávanou hadicí. Na patici hořáku je klasické připojení ke svařovacímu stroji, např. EURO koncovka, která má po straně jedno vyústění pro napojení na filtrační jednotku. Zpravidla se
jedná o nástrčku pro odsávanou hadici o průměru 40 mm. Pro tento způsob odsávání je nutné používat pouze vysoko-podtlakovou filtrační jednotku, o které jsme psali již v úvodu tohoto článku. Filtrační jednotka musí být vybavena funkcí pro ruční nastavení sacího výkonu této filtrační jednotky, aby bylo možné zregulovat její sací výkon. Odsávání nesmí strhá-vat ochrannou atmosféru plynu pod plynovou hubicí.
Výhodou odsávání od svařovacího hořáku je jeho vysoká účinnost a tím zajištění vysoké bezpečnosti práce svářečů. Nevýhodou je vyšší hmotnost a ztížená ohebnost svařova-cího hořáku. V řadě firem, kde jsme tento způsob odsávání prakticky předváděli, si nakonec z těchto důvodů odsávání pomocí svařovacích hořáků nevybrali. Ale známe také příklady z praxe, kdy je firma vybavena pouze odsávanými hořáky.
Samonosné odsávané ramenoPokud se svařují drobnější a menší dílce ve svařovacím
boxu, je vhodné použít samonosné odsávané rameno. Ramena se vyrábí v délkách od 2 do 5 metrů. Pokud se po-užijí speciální ramenové nástavce, může být délka ramene prodloužena až na 8 metrů.
Typický odsávaný svařovací hořák pro metodu MIG/MAG.
Představitel samonosného ramene pro odsávání. Na obráz-ku má rameno délku 6 m.
Samonosná ramena mají svou konstrukci upravenou tak, aby držela svářečem nastavenou pozici nad místem svařování. Lze je snadno polohovat v rámci jejich pracovního prostoru. Ramena mají zpravidla průměr hadice 160 nebo 200 mm, přičemž prostor, který účinně mohou odsávat, od-povídá přibližně 2,5 násobku průměru této hadice.
Pozor. Pokud se rozhodnete odsávat svařovací pracoviš-tě pomocí samonosných ramen, je nutné zajistit min. sací výkon pro každé rameno v hodnotě 1 200 m3/hod. Řada do-davatelů odsávání z důvodu snížení pořizovací ceny např. pro centrální filtrační jednotky, aby měli větší šanci se svou na-bídkou uspět, slibuje vysokou účinnost samonosných ramen při sacím výkonu kolem 800–1 000 m3/hod. Ovšem toto odsávání je pak zcela neúčinné!
Výhodou samonosných odsávaných ramen je jedno-duchost použití a poměrně vysoká účinnost odsávání. Nevýhodou je jejich nasazení pro rozměrnější svařence. Při postupném svařování si svářeči zpravidla rameno nepřesou-vají nad nové místo svařování. Odsávání je pak neúčinné a investice do tohoto odsávání může být tímto zmařena.
Ještě je potřeba dodat, že pro odsávání pomocí samonosných ramen se používají pouze středopodtlakové filtrační jednotky.
SVĚT SVARU 1/20014 / 17
technologie svařování
jako lapač jisker při broušení kovů. Případně stůl umožňuje odsávání jak spodním roštem, tak také zadní stěnou. Při svařování jsou pak svařovací dýmy strhávány do roštu stolu nebo do zadní stěny. Pokud má takový stůl dostatečný výkon, je jeho účinnost skutečně výborná.
Svařovací/brousicí stůl může být buď napojen na centrální odsávání, nebo je vybaven integrovanou filtrační jednotkou. Ta by měla však obsahovat patronové filtrační vložky se sys-témem pro automatické čištění povrchu filtračních vložek.
Horními odsávanými digestořemi lze také odsávat např. ro-botizovaná pracoviště. Na obrázku jsou instalované dvě horní od-sávané digestoře. Každá je umístěna nad jedním polohovadlem robota, na kterém pak robot střídavě svařuje.
Odsávaný svařovací/brousicí stůl. Odsávání je prováděno po-mocí spodního roštu a zadní odsávanou stěnou. Nádoby na prach jsou pak po stranách pod stolem. Klapkami lze regulovat místo od-sávání – buď jen spodní rošt stolu, nebo jen zadní odsávaná stěna, nebo kombinace obou míst.
Horní odsávaná digestořDalším z běžných způsobů odsávání je použití horních
odsávaných digestoří, které jsou umístěny např. nad pra-covním stolem svářeče, nad místem svařování svařovacího robota apod. Pravdou ovšem je, že např. při měření prachu v pracovním prostoru svářeče, který je odsáván horní odsá-vanou digestoří, může hygiena nařídit použití přisávaných svařovacích kukel. Dýmy od svařování jsou odsávány vzhůru a mohou procházet kolem svařovací kukly svářeče.
Vyšší účinnost odsávaných digestoří může zabezpečit olemování okrajů odsávané digestoře svařovacími lamelami, které zabraňují průvanu.
I zde je potřeba zajistit min. hodnotu potřebného sacího výkonu. Např. horní odsávaná digestoř o velikosti 1 x 2 metry musí být odsávána min. 2 500 m3/hod. (lépe 3 500 m3/hod.).
I zde se pro odsávání horních odsávaných digestoří použí-vají pouze středopodtlakové filtrační jednotky.
Odsávané svařovací/brousicí stolyOdsávané svařovací/brousicí stoly jsou zajímavým ře-
šením pro svařování nebo také broušení zejména menších dílců. Často se setkáváme s názorem, že jsou tyto stoly neú-činné. Ovšem zde platí jednoduché pravidlo, pokud má stůl vhodnou konstrukci a především potřebný sací výkon, je to výborné řešení pro odsávání.
Svařovací/brousicí stoly mají zpravidla odsávaný buď rošt pracovního stolu, nebo zadní stěnu stolu, která slouží také
SVĚT SVARU 1/2001418 /
technologie svařování
Pokud budete uvažovat o pořízení svařovacích/brousicích stolů napojených na centrální filtrační jednotku, min. po-třebný sací výkon pro stůl o velikosti 800 x 1 500 mm, který je vybaven jak odsávaným roštem i zadní stěnou, který by neměl být menší než 3 000 m3/hod.
Opět dodáváme, že svařovací/brousicí stůl je vždy napo-jen na středopodtlakovou filtrační jednotku.
Push-Pull systémPro svařovny, kde se svařují nadrozměrné svařence,
se často používá tzv. Push-Pull systém odsávání zplodin. Jedná se o dvojici pod stropem dílny instalovaných potrubí s průduchy po celé jejich délce. Jedno potrubí je odsávané a je instalované na jedné straně haly. Druhé potrubí vhání vyčištěný vzduch z filtrační jednotky zpět do prostoru haly a je instalované na druhé straně haly.
Ve filtrační jednotce dojde k malému oteplení vzduchu. Pokud se pak tento vzduch dostane nad podlahu svařovny, kde je stávající vzduch studenější, nastane jeho přirozená cirkulace. Čistý teplejší vzduch vyháněný po obou stranách svařovny stoupá vzhůru, strhává sebou dýmy od svařování až ke stropu dílny. Tam jej pak odsaje odsávané potrubí.
TCL systém může být napojen také na pomocný ventilátor, který může v objemu 5–15 % sacího výkonu přisávat z ven-kovního prostoru čerstvý vzduch. Tímto způsobem může být zajištěno větrání v dané hale.
TCL systém lze také vybavit systémem pro dohřívání vyčiš-těného vzduchu, např. pomocí plynových kotlů. Pak lze TCL systém použít jako alternativu topení.
TCL systém jsme instalovali do celé řady firem, jedná se o velmi moderní způsob odsávání svařoven.
Způsoby zapínání filtrační jednotkyFiltrační jednotky lze zapínat různými způsoby. Buď ručně,
kde svářeč před zahájením svařování filtrační jednotku zapne na hlavním vypínači, nebo pomocí indukčního čidla, které je instalované např. na filtrační jednotce ve formě háčku, přes který svářeč přehodí zemnicí kabel od svařovacího stroje. Jakmile je filtrační jednotka v pohotovostním režimu a svá-řeč stiskne spoušť na svařovacím hořáku, filtrační jednotka se automaticky zapne. Po skončení svařování je na filtrační jednotce nastaven doběh, tedy nastavený čas do automatic-kého vypnutí filtrační jednotky po skončení svařování.
Pro svařovací/brousicí stoly, které jsou napojeny na cen-trální odsávání, může být instalováno tlačítko, které otevírá centrální uzavírací klapku potrubí, na které je odsávaný stůl připojen. Po stisku tlačítka se klapka otevře na předem na-stavenou dobu. Např. na 15 minut. Pokud chce tedy svářeč na stole pracovat, musí každých 15 minut stisknout tlačítko, aby stůl začal odsávat. Tím je zamezeno zbytečnému odsá-vání daného stolu po skončení práce svářeče na tomto stole, pokud by jej zapomněl vypnout pomocí uzavírací klapky. V případě instalace většího počtu svařovacích/brousicích stolů se tak šetří elektrická energie. Výkon ventilátoru je řízen podtlakovým čidlem instalovaným v sacím potrubí. Při uzavření centrální uzavírací klapky stolu se automaticky sací výkon ventilátoru sníží.
V případě použití Push-Pull nebo TCL systému odsávání lze zapínání/vypínání provést centrálně pomocí programá-toru. Odsávání se zapne před začátkem směny a skončí na konci směny.
Typická instalace systému TCL
Pro velké svařence lze použít odsávání pomocí tzv. Push-Pull systému. Ovšem i ten má své nevýhody. Pokud je venku nízký tlak, svářečské dýmy nedojdou až pod strop dílny, kde se provádí odsávání.
Push-Pull systém pak pracuje tak, že nahromaděné dýmy pod stropem svařovny se odsávaným potrubím odvádí do filtrační jed-notky, jedná se rovněž o středopodtlakovou filtrační jednotku. Zde se vzduch vyčistí a druhým potrubím se vzduch vhání zpět do haly.
Ovšem značnou nevýhodou tohoto způsobu odsávání je jeho provoz při nízkém tlaku atmosférického vzduchu. V tom-to období se často stává, že dýmy od svařování nestoupnou až pod strop dílny a zůstanou někde uprostřed její výšky. Pak je Push-Pull systém neefektivní.
Měli jsme možnost vidět celou řadu instalovaných Push-Pull systémů, které nepracovaly správně, přestože jejich uživatel za ně zaplatil nemalé finanční prostředky.
TCL systémNaproti tomu existuje jiný podobný systém, který pracuje
na podobném principu. A tím je tzv. TCL systém. Pod stropem dílny, zpravidla uprostřed haly, je po celé její délce vedeno od-sávané potrubí s průduchy. Tímto potrubím se odsávají dýmy nahromaděné pod stropem dílny. Filtrační jednotka vzduch vyčistí. Tento vyčištěný vzduch se pak vhání zpět do prostoru haly svislými potrubími, která jsou rovnoměrně instalovaná po obou stranách svařovny. Vzduch se pak vhání přes průduchy, které jsou instalované těsně nad podlahou dílny.
SVĚT SVARU 1/20014 / 19
technologie svařování
TruLaser Station 5005:
Snadný vstup do světa laserového svařování
Obráběcí stroje / Elektrické ruční přístrojeLaserová technika / ElektronikaLékařská technika
Kompaktní a ergonomická laserová pracovní stanice pro svařování TruLaser Station 5005 je ideální pro svařování malých a středně velkých konstrukčních prvků. Tato kompaktní laserová pracovní stanice, se zabudovaným odsáváním a filtrací, vyžaduje půdorys menší než 1 m2. Přístroj je vybaven až pěti osami a svařovacími optikami s měnitelnou ohniskovou vzdáleností a může do něj být integrována také skenerová optika. Tato ergonomická laserová pracovní stanice může být obsluhována buď vsedě, nebo vestoje.
TRUMPF Praha, spol. s r.o. · K Hájům 1355/2a · 155 00 Praha 5 · Telefon +420 251 106 200 · Fax +420 251 106 201E-Mail [email protected] · Homepage www.cz.trumpf.com
Obsluha strojů a zařízení byla výhradně lidskou doménou, jednodušší manipulační práce byly prováděny pomocí stan-dardních tříosých manipulátorů. S rozšířením komplexnosti výrobků a následných operací s čerstvými výlisky jsou však vyžadována manipulační zařízení, která by obstála i v nároč-nějších pohybech a komplexních úkonech 24 hodin 7 dní v týdnu. Vedení společnosti Continental Automotive Czech Republic, s. r. o., Jičín se rozhodlo vyřešit tlak na vyšší pro-duktivitu integrací robotů YASKAWA MOTOMAN k vstřikova-cím lisům.
Kompletní díl pro součástky v automobilech se vyrábí a kompletuje na třech pracovištích společnosti Continental Automotive Czech Republic, s. r. o. v Jičíně, která jsou obslu-hována roboty YASKAWA. První z trojice pracovišť realizované společností MMT, s. r. o., integruje robot HP20D s řídicím systémem DX100 obsluhující vstřikovací lis Krauss Maffei se čtyřkavitovou formou. Pomocí univerzálního pracovního nástroje robot uchopuje každý díl dvěmi savkami, přičemž je nástroj navržen tak, aby při změně formy mohl odebírat všech-ny čtyři výrobky ve variantě levý nebo pravý díl. Po odebrání
dílů z formy jsou výrobky položeny po dvou do chladicí desky, přičemž komunikace mezi robotem a lisem umožňuje vyřazení zmetků, které jsou lisem vyhodnoceny podle vstřikovacích pa-rametrů. Nejchladnější díly jsou po čtyřech robotem umístěny do prostoru popisovacího laseru, který obdobně jako lis doká-že identifikovat vlastní zmetky a informaci předat k robotu pro vyřazení dílů. Po odebrání výrobků z prostoru laseru jsou díly po jednom vkládány do blisteru na výstupní paletu.
V průběhu celého pracovního cyklu stroje dochází k automatické výměně zakládacích blisterů, které do systému vstupují ve štosech. Výstupní skladba palet umožňuje dochlazení hotových dílů. V průběhu cyklu má navíc obsluha možnost požádat o kontrolní kus, který ro-bot vydá po operaci popisu laserem na skluz k obsluze. Roboty umožňují zvýšit produktivitu výroby a nahradit obslu-hu při dlouhodobých stereotypních operacích v provozech se sériovou výrobou. Kromě obsluhy vstřikovacích lisů lze integ-rovat roboty k obráběcím CNC centrům, plničkám a baličkám výrobků, pro paletizační účely nebo pro obloukové a bodové svařování.
SVĚT SVARU 1/20014 / 21
partnerské stránky
V dubnu letošního roku byly na výstavě „Japan International Welding Show“ v Tokiu (Yaskawa je Japonská firma) představeny nové modely robotů určených pro obloukové svařování, které jsou vybaveny novou generací řídicích systémů Yaskawa DX200.
Stručně o svařovacích robotech s integrovanou kabeláží
Když společnost Yaskawa přišla na trh s prvními roboty s in-tegrovanou kabeláží na trh, vzbudily velký zájem u všech zá-kazníků, kteří ještě používali univerzální roboty, kde je přívodní kabeláž hořáků vedena kolem horního ramene. U konkurence to byl poprask, neměla čím odpovědět na tento typ robotů.
Dnes jsou tyto roboty standardem u všech výrobců robotů. Roboti Motoman s integrovanou kabeláží hořáků v horním rameni tvoří více než 95% dodávaných robotů od společnosti Yaskawa právě pro technologii obloukové svařování.
Nové typy svařovacích robotů MotomanIng. Rudolf Nágl, Daniel Hadyna, YASKAWA Czech s.r.o., www.yaskawa.cz
Zásadní výhodyRobot s integrovanou kabeláží má několik zásadních vý-
hod v porovnání s univerzálním robotem.1. Kabeláž hořáku uvnitř horního ramene robota je dokonale
krytá proti zachycení o svařenec nebo upínací přípravek.2. Kabeláž je méně mechanicky namáhána. Má až 5x vyšší
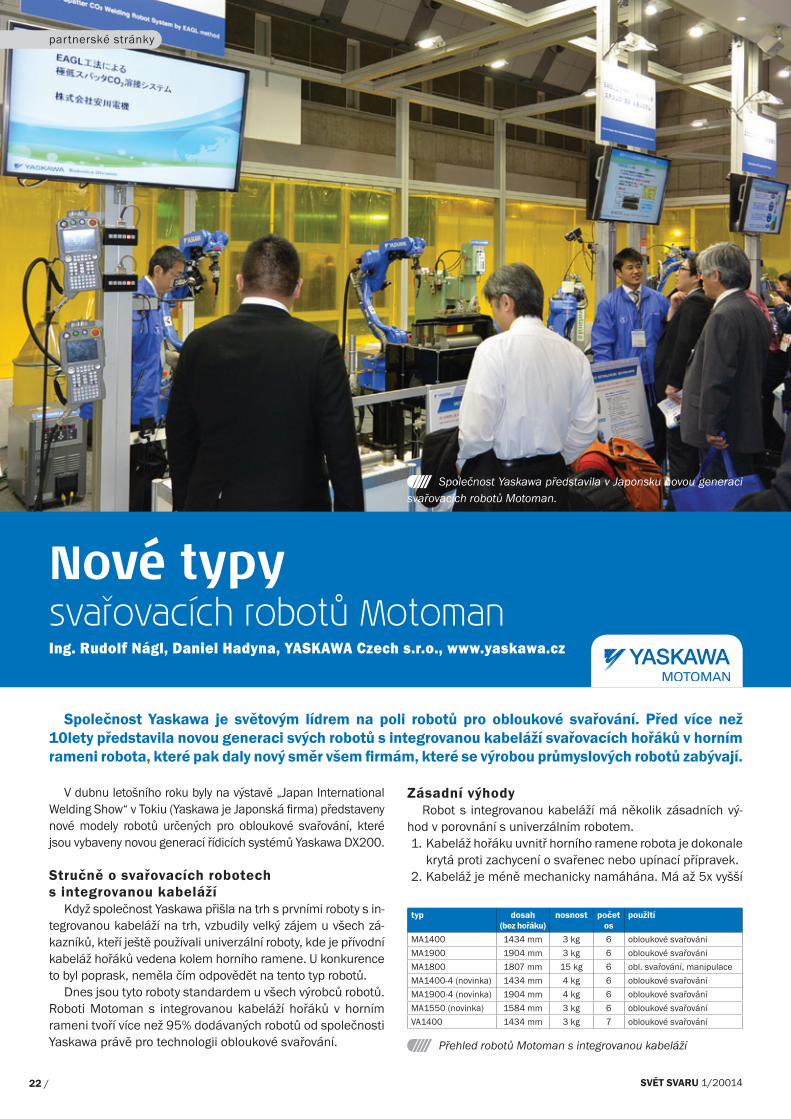
Společnost Yaskawa je světovým lídrem na poli robotů pro obloukové svařování. Před více než 10lety představila novou generaci svých robotů s integrovanou kabeláží svařovacích hořáků v horním rameni robota, které pak daly nový směr všem firmám, které se výrobou průmyslových robotů zabývají.
Společnost Yaskawa představila v Japonsku novou generaci svařovacích robotů Motoman.
typ dosah(bez hořáku)
nosnost počet os
použití
MA1400 1434 mm 3 kg 6 obloukové svařování
MA1900 1904 mm 3 kg 6 obloukové svařování
MA1800 1807 mm 15 kg 6 obl. svařování, manipulace
MA1400-4 (novinka) 1434 mm 4 kg 6 obloukové svařování
MA1900-4 (novinka) 1904 mm 4 kg 6 obloukové svařování
MA1550 (novinka) 1584 mm 3 kg 6 obloukové svařování
VA1400 1434 mm 3 kg 7 obloukové svařování
Přehled robotů Motoman s integrovanou kabeláží
SVĚT SVARU 1/2001422 /
partnerské stránky
životnost oproti standardním robotickým svařovacím hořákům, kde je kabeláž vedena kolem horního ramene robota.
3. Robot umožňuje nekonečné otáčení svařovacím hořákem podél jeho osy. Zvyšuje tak lepší dostupnost hořáku do méně přístupných míst.
4. Programování robota na složitých svařencích je rychlejší. Programátor nemusí dávat pozor na kabel svařovacího hořáku, aby jej nepopálil o hotové svary nebo aby jej neu-trhl při pohybu robota.
Nové modely robotů MotomanSpolečnost Yaskawa má nyní v nabídce pro středoevrop-
ský trh více než 7 typů robotů Motoman s dutým horním ramenem (přehled viz tabulka).
Novinkami jsou roboti MA1400-4, MA1900-4, které mají vyšší nosnost. Dále pak robot MA1550 pro extrémně těžké podmínky svařování, především v hromadné výrobě ve výrob-ních linkách.
V tomto roce se k nám na evropský trh dostanou další nové typy robotů Motoman, které byly představeny na výsta-vě v Tokiu. O těchto Vás budeme následně informovat.
Více informací naleznete na internetových stránkách http://www.motoman.cz.
Roboti s integrovanou kabeláží svařovacího hořáku poskytují programátorovi celou řadu výhod. Především přívodní kabel svařo-vacího hořáku je krytý konstrukcí horního ramene robota a nemůže se zachytit o upínací přípravek apod.
Robot Motoman MA2010 je univerzální robot s integrovanou kabeláží určený nejen pro obloukové svařování, ale také pro mani-pulaci s lehčími dílci. Přívodní kabeláž chapadla může být rovněž integrována do dutého horního ramene robota.
Svařovací sed-miosý robot Motoman
s integrovanou kabeláží. Sedmá osa umožňuje
lepší dosah robota v méně přístupných místech. A dále
umožňuje rychlejší otočení robota podél jeho vertikální osy.
Umožňuje zrychlení taktu svařování např. v automobilovém průmyslu, kde
každá ušetřená vteřina času práce robota hraje významnou roli.
Každou půlhodinu probíhala na stánku Yaskawa prezentace nových typů robotů.
Na výstavě v Tokiu byla představena nová řada univerzálních průmyslových robotů Motoman řady MS.
SVĚT SVARU 1/20014 / 23
partnerské stránky
Zabezpečení robotizovaného pracoviště Základní informaceFilip Pelikán, SICK Praha, www.sick.cz
Zabezpečení nebezpečného prostoruAutomatizace a robotizace výrobních procesů nejen zvyšuje
efektivitu a produktivitu výroby, ale také s sebou přináší zvýšené riziko zranění obsluhy. Dnes platná legislativa jasně definuje soubor požadavků, kterými se musí výrobci strojních zařízení řídit. Primárním principem je, že výrobce smí uvést na trh EU pouze bezpečná zařízení. Současně smí provozovatel používat pouze bezpečná strojní zařízení.
Dnes platné nařízení vlády č. 176/2008 Sb., v příloze č. II v ka-pitole č. 1. 2. 2., uvádí:
Z každého stanoviště obsluhy musí být obsluha schopna se ujistit, že se v nebezpečném prostoru nikdo nenachází, nebo musí být ovládací systém navržen a konstruován tak, aby nebylo možné spuštění, pokud se v nebezpečném prostoru někdo nachází.
Výše uvedené tedy sice teoreticky umožňuje, aby nebezpečný prostor v určitých situacích zkontroloval člověk. Ale je třeba si uvě-domit jednu velice důležitou věc. Člověk je NEJSLABŠÍM článkem bezpečnostního řetězce! Proto je vždy vhodnějším a i efektivněj-ším způsobem jak splnit tento požadavek, použít bezpečnostní la-serový skener. U robotizovaných, často členitých a nepřehledných, zakládacích pracovišť, kde ke střetu robota a člověka může dojít, je použití bezpečnostního laserového skeneru přímo nezbytné. Ale i tam, kde je pracoviště přehledné, je použití bezpečnostního ske-neru vhodné, protože se eliminuje nejslabší článek – člověk. Každý z nás jistě někdy, někde, něco přehlédl.
Navíc, to že „ponechám“ ochranu personálu na spolehlivé bez-pečnostní technice zvýší produktivitu práce. Opětovné spuštění za-řízení (reset) je snadné a rychlé. Navíc je nemožné zařízení spustit omylem, když se obsluha pohybuje v nebezpečném prostoru.
Bezpečnostní laserové skenery, které vyvinula a vyrábí společ-nost SICK, jsou dnes více méně světovým standardem. Pro mnoho uživatelů platí: SICK = bezpečnostní laserový skener.
Unikátně široká škála těchto skenerů začíná na malém bezpeč-nostním laserovém skeneru řady S 300 s úhlem snímání 270° a dosahem bezpečnostního pole od 1 m až po bezpečnostní la-serový skener S 3000 s dosahem až 7 m, který s úhlem snímání 190° pokryje plochu až 81 m2.
Výhody použití bezpečnostních laserových skenerů SICK
Uživatel má možnost jednoduše vytvořit „namalovat“ bezpeč-nostní i výstražná pole pomocí konfiguračního softwaru CDS, který je standardním příslušenstvím laserového skeneru nebo je možné si ho stáhnout na stránkách www.sick.cz. Podle typu skeneru je možné přepínat až 32 sestav bezpečnostních a výstražných polí. Přepínání polí se děje na základě informací na vstupech skeneru, např. podle poloh koncových spínačů nebo inkrementálních en-kodérů. Konfigurací vstupů se nastaví sekvence přepínání podle podmínek procesu během chodu stroje nebo během jízdy auto-matického vozíku. Oproti nášlapným rohožím nebo mechanickým
zábranám má tento způsob ochrany výhodu ve flexibilitě, protože při jakékoliv změně prostředí se skener snadno a rychle překon-figuruje. Dále umožňuje ve vypnutém stavu stroje neomezený přístup pro montážní a údržbářské práce a plné využití dopravních cest i odstavných ploch kolem stroje.
Stávající legislativaNařízení vlády č. 176/2008 Sb., také stanovuje způsob posuzo-
vání shody. ES prohlášení o shodě si může každý výrobce strojního zařízení vystavit ve většině případů sám. Pokud vyráběné strojní zařízení není jmenováno v příloze č. 4, je nutné splnit požadavek přílohy č. 8, bod 3, a to, že Výrobce přijme všechna nezbytná opat-ření, aby výrobní proces zajišťoval shodu vyráběného strojního zařízení …
Pokud vyrábíme strojní zařízení, které je jmenováno v příloze č. 4, a není vyrobeno podle harmonizovaných norem, je nově mož-né mimo přezkoušení notifikovanou osobou použít postup v příloze č. 10, tj. komplexní zabezpečení jakosti. V případě přezkoušení no-tifikovanou osobou je novinkou, že platnost certifikátu je omezena na 5 let.
Důležitá je i kapitola 1. 4. 2. 1., přílohy č. I, kde je stanoveno, že systémy k upevnění pevných ochranných krytů musí zůstat upevněny na ochranném krytu nebo strojním zařízení, pokud se ochranný kryt odstraňuje. Znamená to, že po demontování krytu, musí šrouby zůstat na krytu nebo na stroji.
Bezpečnostní inspekce SICKNe vždy si je koncový uživatel jist bezpečností, byť i nového stro-
je opatřeného značkou CE. V takovém případě nabízí společnost SICK, spol. s r. o., jako jediná na českém trhu akreditované bez-pečností inspekce. Během této inspekce naši vyškolení specialisté zkontrolují nejen správnou funkci bezpečnostního prvku, ale i jeho umístění, zapojení a mnoho dalšího. V případě potřeby provedeme i akreditované měření doběhu.
SICK Česká republikaSpolečnost SICK v České republice, minulý rok oslavila 15 výročí
od svého založení. Neposkytujeme jen standardní dodávky zboží, ale i širokou škálu služeb.
Prodejem zboží zákazníkovi vlastně jen pokračuje nikdy nekončí-cí proces komunikace, který začíná u „rýsovacího prkna“ návrhem zabezpečení např. robotizovaného pracoviště případně návrhem integrace do řídicího systému stroje. Standardní servisní zásahy po celém území České a Slovenské republiky jsou pro nás samozřej-mostí. Náš servisní tým čítá dnes osm bezpečnostních specialistů.
Více informací vám poskytneme na www.sick.cz. Hlubší infor-mace o bezpečnostní problematice můžete získat na pravidelných školeních, na která se můžete přihlásit na výše uvedené interneto-vé adrese.
SVĚT SVARU 1/2001424 /
bezpečnost práce
Přesně rok po uvedení univerzálního TIG AC/DC svařovacího zdroje Focus TIG 200 AC/DC PFC Migatronic před-stavuje i jeho DC verzi pro uživatele, kteří nesvařují hliník ani jeho slitiny. Nový Focus TIG 200 HP PFC je leh-ce přenosný invertorový svařovací zdroj pro profesionální TIG/MMA DC svařování kovů. Díky malým rozměrům, nízké hmotnosti a odolné hliníkové skříni na-lezne uplatnění především při montážním svařování konstrukcí a potrubních dílů.
Pro snadnou manipulaci je pro-to stroj vybavený přenášecím popruhem, pro dílenské použití ale může být doplněný třeba i praktickým vozíkem s držákem plynové láhve. Samozřejmostí je jednoduché nastavování požadovaných parametrů a dostatek funkcí pro profesionální použití, např. režim pulsního svařování pro snížení vnesené-ho tepla, který nalezne uplatnění při svařování nerezových plechů, a kromě standardního bezdotykového HF zapalová-
Focus TIG 200 HP PFC – novinka pro montážní svařováníIng. Pavel Havelka, Migatronic CZ, Teplice, www.migatronic.cz
ní, i zapalování po dotyku (tzv. LIFTIG), vhodné pro svařování ve stísněných podmínkách nebo pro navařování kovů při renovaci nástrojů a forem. Zatěžovatel 170 A/60 %/40 °C je při jednofázovém napájení s PFC obvodem (pro použití na dlouhém prodlužovacím kabelu nebo slabých pojistkách) dostatečný pro běžné ruční svařování plynem chlazeným TIG hořákem i obalenou elektrodou.
Všechny stroje Focus TIG jsou vybavené plynem chlazený-mi TIG hořáky Migatronic Ergo s možností dálkové regulace svařovacího proudu z jejich rukojeti. Tyto hořáky jsou, samo-zřejmě, použitelné i pro ostatní TIG svařovací stroje Migatronic a jsou osazené progresivní wolframovou elektrodou Migatronic Super Blue, která se vyznačuje dlou-hou životností a eliminací všech bezpečnostních rizik při jejím používání.
Nový zdroj Focus TIG 200 HP PFC tak významně obohatil řadu svařovacích strojů Focus pro ekonomic-ké svařování. TIG 200 HP
SVĚT SVARU 1/20014 / 25
partnerské stránky
Automatizace a robotizace výrobních procesů je aktuál-ním tématem stále většího počtu výrobců v kovoprůmyslu. Požadavky vysoké produktivity, opakované vysoké kvality a potřeba snižování nároků na kvalifikaci obslužného perso-nálu jsou dnes jasnou výzvou i pro výrobní provozy, kde se ještě nedávno svařovalo výhradně ručně. Mnozí manažeři pro start robotizace své výroby volí použité roboty, kterých na evropském trhu, především v souvislosti s pravidelnou ob-novou robotů v automobilovém průmyslu, neustále přibývá. Robot, který je přibližně v polovině svojí technické životnosti, je ale třeba obvykle osadit novými periferiemi a zdrojem proudu pro svařování, pokud možno co nejjednodušeji a se zajištěným servisem.
Migatronic pro robotizaciIng. Pavel Havelka, Migatronic CZ, Teplice, www.migatronic.cz
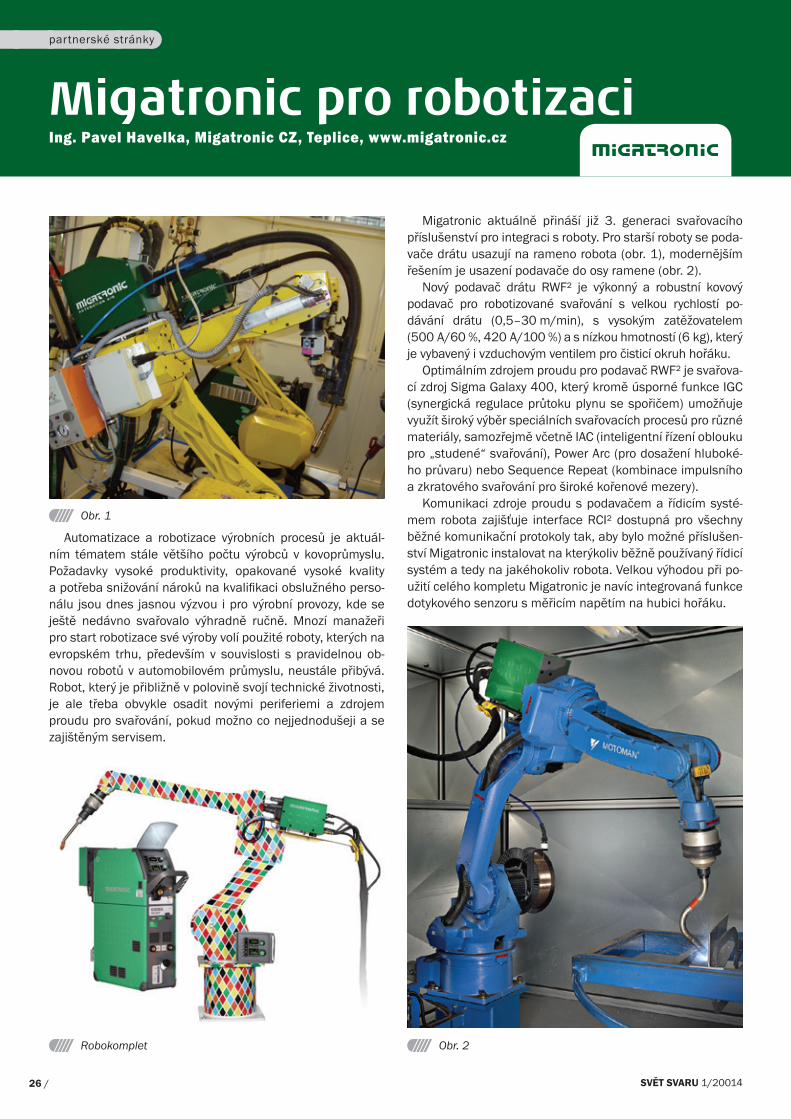
Obr. 1
Obr. 2 Robokomplet
Migatronic aktuálně přináší již 3. generaci svařovacího příslušenství pro integraci s roboty. Pro starší roboty se poda-vače drátu usazují na rameno robota (obr. 1), modernějším řešením je usazení podavače do osy ramene (obr. 2).
Nový podavač drátu RWF² je výkonný a robustní kovový podavač pro robotizované svařování s velkou rychlostí po-dávání drátu (0,5–30 m/min), s vysokým zatěžovatelem (500 A/60 %, 420 A/100 %) a s nízkou hmotností (6 kg), který je vybavený i vzduchovým ventilem pro čisticí okruh hořáku.
Optimálním zdrojem proudu pro podavač RWF² je svařova-cí zdroj Sigma Galaxy 400, který kromě úsporné funkce IGC (synergická regulace průtoku plynu se spořičem) umožňuje využít široký výběr speciálních svařovacích procesů pro různé materiály, samozřejmě včetně IAC (inteligentní řízení oblouku pro „studené“ svařování), Power Arc (pro dosažení hluboké-ho průvaru) nebo Sequence Repeat (kombinace impulsního a zkratového svařování pro široké kořenové mezery).
Komunikaci zdroje proudu s podavačem a řídicím systé-mem robota zajišťuje interface RCI² dostupná pro všechny běžné komunikační protokoly tak, aby bylo možné příslušen-ství Migatronic instalovat na kterýkoliv běžně používaný řídicí systém a tedy na jakéhokoliv robota. Velkou výhodou při po-užití celého kompletu Migatronic je navíc integrovaná funkce dotykového senzoru s měřicím napětím na hubici hořáku.
SVĚT SVARU 1/2001426 /
partnerské stránky
Migatronic je tradičním dodavatelem svařovacích strojů a jejich příslušenství, takže v jeho nabídce nechybí ani široký sortiment ochranných pomůcek, zejmé-na svářečských kukel. Samozřejmým standardem je dnes kukla samostmí-vací s vysokou kvalitou, spolehlivostí a s dostupnými náhradními a spo-třebními díly. Důležitým parametrem je ale především dobrý poměr cena/životnost.
Nová kukla Migatronic Focus² v zelené barvě je vhodným doplň-kem pro každodenní profesionální i příležitostné ruční svařování, kde je prioritním požadavkem nízká pořizo-vací cena při zachování spolehlivého fungování a dlouhé životnosti.
Samostmívací kukla Migatronic Focus²Ing. Pavel Havelka, Migatronic CZ, Teplice, www.migatronic.cz
Kukla Focus² má vnější regulaci v roz-sahu DIN 9–13, při rozjasnění má
DIN 4. Rychlost zatmavení je 0,1 ms, prodleva rozjasnění je 0,1–0,9 s. Má, samozřejmě, i funkci brouše-ní, která se aktivuje přepínačem vedle knoflíku nastavení zatem-nění na vnějšku skeletu. Napájení samostmívací kazety je solární v kombinaci s akumulátorem, takže
odpadá potřeba výměny baterií.Kukla Focus² je vhodná pro svařo-
vání metodami MIG/MAG, MMA i TIG (od 10 A) a pro broušení.Je dostupná u všech autorizovaných
prodejců Migatronic za příznivou cenu 3 530 Kč + DPH, popř. v e-shopu migatronic:
http://shop.migatronic.cz.
RWF2
RWF2
RWF Dálkový regulátor
Dalším zajímavým příslušenstvím je ruční dálkový regulá-tor, tedy sekundární externí panel svařovacího stroje, který umožňuje obsluze praktické “ladění” svařovacích parametrů v místě potřeby, a to dokonce i v jiném jazyce, než je jazyk použitý na řídícím panelu svařovacího stroje.
Kompletní nová sestava svařovacího příslušenství Migatronic pro instalaci na robota tak přináší funkčně a vý-bavou modern, ale přesto ekonomické řešení problematiky znovuzavedení starších robotů do provozu, bez ohledu na typ robota, řídícího systému nebo použitého hořáku.
SVĚT SVARU 1/20014 / 27
partnerské stránky
Naše společnost vyvíjí a vyrábí robotizovaná pracoviště pro různé technologie v průmyslu. Jednou z těchto technologií je také robotické broušení kovů. V tomto článku bychom Vám rádi prezentovali některé zkušenosti z této oblasti.
Celkem jsme realizovali dvě robotizovaná pracoviště pro broušení. Jedno pracoviště bylo určeno pro broušení na pá-sové brusce i pomocí úhlové brusky. Druhé pracoviště brousí dílce pouze na pásové brusce.
Způsoby broušení kovů pomocí robotaPokud je potřeba odstraňovat svary nebo sjednotit povrch
kovů dvou svařených dílců, robotem to lze provést pouze dvěma způsoby. Buď pomocí pásové brusky, nebo pomocí úhlové brusky. Občas se setkáváme také s názorem, že svary se mohou odstraňovat pomocí frézovacího vřetene, které je neseno robotem. Ovšem i velmi silnému robotu chybí potřeb-ná tuhost a výsledky frézování nepřesných povrchů svarů končí buď ulomením nástroje frézky, nebo nepříliš kvalitně opracovaným povrchem.
Broušení pomocí pásové bruskyPoužití pásové brusky je pro broušení svarů optimálním ře-
šením. U broušení pomocí pásu platí, že se pás nesmí vlivem broušení přehřát. Pokud se pás přehřeje, speče se abrazivo na povrchu tohoto pásu do skelné tuhé hmoty a pás přestává být pro broušení účinný. Proto je potřeba dodržet min. délku pásu, a to 3 000 mm. Takto dlouhý nebo v ideálním případě delší pás se stihne dostatečně ochladit a zaručí se tím jeho potřebná životnost i kvalita broušení.
Z tohoto důvodu platí zásada, že pokud robot může nést dílec v chapadle a svary brousit na statické pásové brusce, je to technicky nejlepší způsob robotického broušení.
Existují také pásové brusky, které robot nese ve svém zápěstí. Ovšem pozor – i zde platí potřeba dostatečně pás chladit, aby se nepřehřál. Na trhu jsme viděli různá brousicí vřetena, která měla délku pásů cca 1 metr. Taková vřetena jsou v podstatě k ničemu. Mohou se možná hodit na srážení
malých a krátkých hran nebo k drobnému zaleštění. Ovšem pro broušení svarů jsou zcela nepoužitelná.
Existují také velká robotická brousicí vřetena, která mají dostatečnou délku brusného pásu. Ovšem jejich cena dale-ko přesahuje hodnotu 60 000 EUR. Pak je otázkou, zda je možné raději použít statickou pásovou brusku, ke které robot svařence přikládá.
Broušení pomocí úhlové bruskyPoužití úhlové brusky, kterou nese robot v chapadle, je
druhým možným způsobem robotického broušení svarů. Ovšem i zde platí zásada, že se brusný kotouč nesmí přehřát.
Úhlová bruska se tedy používá tam, kde se brousí svary na méně přístupných místech. Je jasné, že životnost brusného ko-touče bude velmi malá. V podstatě ho bude potřeba vyměnit po zbroušení 5–20 svarů (záleží na jejich výšce a délce).
Robotická chapadla
Pokud robot uchopuje svařence, které následně brousí na statické pásové brusce (případně lze brousit takové svařence také na statické úhlové brusce), k uchopování daného typu svařence je potřeba použít robotické chapadlo.
Chapadlo by mělo být vybaveno potřebnou senzorikou. Jedná se o čidla, která indikují správné uzavření upínek cha-
Broušení svarů lze provádět také pomocí průmyslového robota
Pásová bruska obsahuje dva brusné pásy. Jeden slouží pro hrubé odstranění svarů, druhý pak pro zaleštění a sjed-nocení broušeného povrchu.
Pásová bruska, která může obsahovat dva stejné pásy. Jakmile se jeden pás opo-třebuje, zahájí robot broušení na druhém pásu.
SVĚT SVARU 1/2001428 /
partnerské stránky
padla – zpravidla se používají pneumatické upínky. A dále pak čidla pro detekci přítomnosti uchopených dílců v cha-padle. Tato senzorika umožňuje diagnostiku, že robot daný svařenec uchopil do chapadla správně.
Pokud robot brousí více typů svařenců, pro každý typ sva-řence je nutné použít jiné chapadlo. Pokud jsou dílce podobné, např. se liší pouze svou délkou, lze chapadlo vyvinout jako multifunkční, které pak může uchopovat i více typů obdobných svařenců. Chapadlo lze rovněž vyvinout tak, že jej lze pomocí vý-měnných segmentů ručně modifikovat pro různé typy svařenců.
Pokud jsou však svařence úplně různé, může být roboti-zované pracoviště vybaveno systémem pro automatickou výměnu robotických chapadel. Robot si může své chapadlo odložit do stojanu pro toto chapadlo, a pak následně uchopit z jiného stojanu chapadlo pro broušení jiného typu svařence.
Stanoviště robota, upínací přípravkyPokud robot brousí dílce, které drží ve svém chapadle,
musí být robotizované pracoviště vybaveno místem, odkud bude robot tyto dílce do chapadla uchopovat.
Robotizované pracoviště určené pro takový způsob brouše-ní má zpravidla dvě stanoviště. První stanoviště je stanoviště nakládky. Zpravidla je tvořeno nakládacím pevným stolem. Na jeho pevné desce je uložen rám s nakládacím – upína-cím přípravkem. Zde obsluha vloží neobroušený svařenec do tohoto přípravku, aby jej robot mohl přesně do chapadla uchopit. Upínací přípravek je vždy vyvinut pro jeden daný typ svařence. Případně může být, podobně jako chapadlo, multi-funkční nebo modifikovatelný pro více typů svařenců.
Je tedy nutné zabezpečit, aby robot uchopoval tyto dílce z přesně daného místa. V současné době neexistuje žádná spolehlivá technologie pro nalezení přesné pozice uchopova-ných dílců, ze které by robot tento svařenec uchopil. Z tohoto důvodu se pro přesnou orientaci uchopovaných dílců použí-vají právě upínací přípravky.
Také tyto upínací přípravky by měly obsahovat čidla pro detekci přítomnosti dílců, aby bylo jisté, že je dílec pro uchopení v upína-cím přípravku přítomen a je ve správné výchozí uchopovací pozici.
Pokud se brousí více typů dílců, lze tyto upínací přípravky vyměňovat. Naše firma v těchto případech požívá automatické kódování jak upínacích přípravků, tak také výměnných cha-padel. Robot pak sám pozná, které chapadlo uchopil, a který upínací přípravek je vložen do stanoviště nakládky. Pak si sám zvolí předem nastavený brousicí program pro daný svařenec.
Stanoviště č. 2 je stanoviště vykládky. Tedy místo, kam robot vybroušené dílce odkládá. Buď se jedná o pevný stůl, nebo speciální stojan, který lze po naplnění z robotizovaného pracoviště ručně vyvézt.
Pokud je robot vybaven více typy chapadel, lze robotizova-né pracoviště vybavit stanovištěm č. 3 – stanoviště naklád-ky/vykládky chapadel. Při výměně chapadel pak robot do tohoto stanoviště odloží nasazené chapadlo a vyjede z něj ven. Obsluha ručně chapadlo ze stanoviště odnese do sto-janu chapadel, které je mimo robotizované pracoviště a zpět do tohoto stanoviště vloží jiný typ chapadla. Robot si pak toto připravené chapadlo uchopí a může pokračovat v broušení jiných dílců.
BrusivoPro robotické broušení je nutné používat výhradně kvalitní
brusivo. Aby robot brousil vždy stejně kvalitně, musí mít za-jištěné stálé technické podmínky pro broušení. Stálá kvalita brusiva je jednou z hlavních takových podmínek.
Pro každý typ svařence je nutné vysledovat postupné opotřebení brusného pásu. Programátor robotů pak nastaví počet cyklů, po kterých je nutné pás vyměnit. Obsluha pak dostává po opotřebení pásu z robota signál pro výměnu pásu. Podobným způsobem se vyměňuje kotouč na úhlové brusce.
Kabina robota – odsáváníPři broušení vzniká velké množství prachu a hluk. Proto
je nutné brousicí pracoviště uzavřít ve zvukotěsné kabině. Tato kabina by měla být odsávaná a ventilovaná. Také pá-sová bruska by měla být vybavena lapači prachu, které jsou napojené na filtrační jednotku.
Při jedné z našich instalací se při delším broušení neúměr-ně zvyšovala teplota. Proto jsme museli zvýšit četnost výměny vzduchu v této kabině přes filtrační jednotku až na 8 komplet-ních výměn celého objemu vzduchu v kabině za hodinu.
Zakrytování robota a údržbaPrůmyslový robot má
vysokou úroveň krytí. Ovšem prach z broušení je vysoce abrazivní. Proto je vhodné robota obléci do speciálního krycího ob-leku, který ho chrání proti tomuto prachu.
Robotizované praco-viště je nutné udržovat v čistotě. Proto je vhodné vyčlenit pro toto praco-viště jeden průmyslový vysávač a po každé pra-covní směně pracoviště pozametat a chapadlo s odkrytými části robota tímto vysávačem povysá-vat. Dobrá a pravidelná údržba má zásadní vliv na životnost robota a jeho příslušenství.
Příklad robotického chapadla. Na obrázku je uchopen kovo-vý svařenec – dílec pro kovové postele, na kterém se odstraňují 4 svary
Brousicí robot je oblečen do speciálního krytu, který ho chrání proti prachu, který vzniká při broušení
SVĚT SVARU 1/20014 / 29
partnerské stránky
MURPHYHO NEJENSVAŘOVACÍ ZÁKONY• Pro úspěch obchodního jednání je velmi
důležité umět zívat se zavřenými ústy.(Yawnův zákon)
• Nedůležité detaily zaberou při řešení projektu daleko více času než věci důležité, protože o nich víme mnohem více než o věcech důležitých.
(Consequenceho pravidlo)
• Pokud jste ve fi rmě dobří, prakticky veškerá práce je na vás. Jestliže jste opravdu dobří, hodíte ji na krk někomu jinému.
(Devolveho zákon)
• Výdaje jsou nepřímo úměrné produktivitě – první zákon byrokracie.
(Proportionyho pravidlo)
• Dostaneš-li se při jednání komise do úzkých, navrhni jmenování konzultační podkomise.
(Fearyho postulát)
• Podkomise složené ze samých laiků a tebe.(Dilletantyho dodatek)
• Výjimka, udělená v jednom projektu, se u příštího projektu stává očekávanou samozřejmostí.