VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY OBRÁBĚNÍ KERAMICKÝCH MATERIÁLŮ FRÉZOVÁNÍM ON THE MILLING OF CERAMIC MATERIALS DIPLOMOVÁ PRÁCE MASTER'S THESIS AUTOR PRÁCE Bc. VÁCLAV RUDEL AUTHOR VEDOUCÍ PRÁCE prof. Ing. MIROSLAV PÍŠKA, CSc. SUPERVISOR BRNO 2015
Transcript
VYSOKEacute UČENIacute TECHNICKEacute V BRNĚBRNO UNIVERSITY OF TECHNOLOGY
VEDOUCIacute PRAacuteCE prof Ing MIROSLAV PIacuteŠKA CScSUPERVISOR
BRNO 2015
Vysokeacute učeniacute technickeacute v Brně Fakulta strojniacuteho inženyacuterstviacute
Uacutestav strojiacuterenskeacute technologieAkademickyacute rok 20142015
ZADAacuteNIacute DIPLOMOVEacute PRAacuteCE
student(ka) Bc Vaacuteclav Rudel
kteryacutekteraacute studuje v magisterskeacutem navazujiacuteciacutem studijniacutem programu
obor Strojiacuterenskaacute technologie a průmyslovyacute management (2303T005)
Ředitel uacutestavu Vaacutem v souladu se zaacutekonem č1111998 o vysokyacutech školaacutech a se Studijniacutem azkušebniacutem řaacutedem VUT v Brně určuje naacutesledujiacuteciacute teacutema diplomoveacute praacutece
1 BARAacuteNEK I Rezneacute materiaacutely pre ryacutechlostneacute tvrdeacute a sucheacute obraacutebanie s 112 ISBN80-8075-013-02 BARAacuteNEK I ŠANDORA J Vyacuteroba vybranyacutech suacutečiastok špeciaacutelnej techniky TnUADTrenčiacuten 2004 s 212 ISBN 80-8075-013-0 3AB SANDVIK COROMANT - SANDVIK CZ sro Produktivniacute obraacuteběniacute kovů Šveacutedsko CMSE 1997 300s4 AB SANDVIK COROMANT - SANDVIK CZ sro Přiacuteručka obraacuteběniacute - Kniha pro praktiky(Přel z Modern Metal Sutting - A Practical Handbook Překlad M Kudela) 1 vyd PrahaScientia sro1997 857s ed J Machač J Řasa ISBN 91-97 22 99-4-65 KOCMAN K Speciaacutelniacute technologie Obraacuteběniacute 1 vyd CERN Brno 2004 227 s ISBN80-214-2562-86 WAGNERF-HAumlRLEP-MAYERS-WAGNERE Technika a programovaacuteniacute NC strojů 1vydaacuteniacute 1994 Praha 88s ISBN 80-901-657-5-37 LEINVEBERJ ŘASA J VAacuteVRA P Strojnickeacute tabulky 3 upraveneacute a doplněneacute vydaacuteniacuteScientia 1999 Praha 986s ISBN 80-7183-164-68 DRASTIacuteK F et al Strojnickaacute přiacuteručka Svazky 1-2 Verlag Dashofer 1 vyd 2002 ISBN80-86229-65-39 HUMAacuteR A PIacuteŠKA M Moderniacute řezneacute naacutestroje a naacutestrojoveacute materiaacutely MM Průmysloveacutespektrum Speciaacutelniacute vydaacuteniacute včetně CD 110 s Praha 2004 ISSN 1212-257210 Shubin Ren Xuanhui Qu Jia Guo Xinbo He Mingli Qin Xiaoyu Shen Net-shape formingand properties of high volume fraction SiCpAl composites Journal of Alloys and Compounds(Impact Factor 229) 012009 484(1)pp 256-262 11 httpwwwseeifceramicczpagesenhome-pagephp
Vedouciacute diplomoveacute praacutece prof Ing Miroslav Piacuteška CSc
Termiacuten odevzdaacuteniacute diplomoveacute praacutece je stanoven časovyacutem plaacutenem akademickeacuteho roku 20142015
V Brně dne 21112014
LS
_______________________________ _______________________________prof Ing Miroslav Piacuteška CSc prof RNDr Miroslav Doupovec CSc dr h c
Ředitel uacutestavu Děkan fakulty
ABSTRAKT
4 UacuteST FSI VUT v Brně
ABSTRAKT
V diplomoveacute praacuteci je zpracovaacuteno rozděleniacute keramickyacutech materiaacutelů jejich vazby a různeacute vlastnosti ktereacute keramickeacute materiaacutely definujiacute Daacutele je popsaacuten způsob vyacuteroby a zpracovaacuteniacute keramickyacutech materiaacutelů včetně možnostiacute jak obraacutebět keramickeacute materiaacutely Naacutesledně byl proveden experiment při ktereacutem byl obraacuteběn vzorek keramiky R-S67K freacutezovaacuteniacutem Při experimentu bylo měřeno siloveacute zatiacuteženiacute tyto siacutely byly nakonec vyhodnoceny
Kliacutečovaacute slova
keramickeacute materiaacutely vyacuteroba keramickyacutech materiaacutelů freacutezovaacuteniacute řezneacute siacutely drsnost povrchu
ABSTRACT
In the diploma thesis dividing of ceramic materials is made their bonds and other attributions which define ceramic materials There is also described how ceramic materials are manufactured and the thesis is including information about machining ceramic materials In the experimental part sample of ceramic material R-S67K was machined by milling During the experiment cutting forces were measured and roughness of surface after finishing these data were finally evaluated
Key words
ceramic material manufacturing ceramic materials milling cutting forces roughness of surface
BIBLIOGRAFICKAacute CITACE
RUDEL V Obraacuteběniacute keramickyacutech materiaacutelů freacutezovaacuteniacutem Brno Vysokeacute učeniacute technickeacute v Brně Fakulta strojniacuteho inženyacuterstviacute 2015 61 s Vedouciacute diplomoveacute praacutece prof Ing Miroslav Piacuteška CSc
PROHLAacuteŠENIacute
5 UacuteST FSI VUT v Brně
PROHLAacuteŠENIacute
Prohlašuji že jsem diplomovou praacuteci na teacutema Obraacuteběniacute keramickyacutech materiaacutelů freacutezovaacuteniacutem vypracoval samostatně s použitiacutem odborneacute literatury a pramenů uvedenyacutech na seznamu kteryacute tvořiacute přiacutelohu teacuteto praacutece
29 5 2015
Datum Bc Vaacuteclav Rudel
PODEKOVANI
6 UacuteST FSI VUT v Brně
PODĚKOVAacuteNIacute
Děkuji tiacutemto panu prof Ing Miroslavu Piacuteškovi CSc za cenneacute připomiacutenky a rady při vypracovaacuteniacute diplomoveacute praacutece Daacutele bych chtěl poděkovat firmě SEEIF Ceramic as za zapůjčeniacute zkušebniacuteho vzorku a umožněniacute vypracovaacuteniacute diplomoveacute praacutece Daacutele poděkovaacuteniacute naacuteležiacute kompetenčniacutemu centru Intemac Solutions sro Kuřim za možnost využitiacute přiacutestroje Alicona GF4
Velkeacute poděkovaacuteniacute takeacute naacuteležiacute rodině a přiacutetelkyni za podporu po celou dobu studia a tvorbě diplomoveacute praacutece
UacuteVOD
7 UacuteST FSI VUT v Brně
OBSAH
Abstrakt 4
Prohlaacutešeniacute 5
Poděkovaacuteniacute 6
Obsah 7
Uacutevod 9
1 Keramickeacute materiaacutely 10
11 Tradičniacute keramika 10
12 Technickaacute keramika 10
121 Keramika oxidovaacute 10
122 Keramika neoxidovaacute 12
123 Keramika směsnaacute 13
13 Struktura keramickyacutech materiaacutelů 13
131 Vazby v keramickyacutech materiaacutelech 14
132 Pohyb dislokaciacute v keramickyacutech materiaacutelech 14
133 Poruchy v keramickyacutech materiaacutelech 15
38 Drsnost povrchu obrobeneacuteho povrchu vzorku 44
381 Vliv posuvoveacute rychlosti na drsnost povrchu 45
382 Vliv řezneacute rychlosti na drsnost povrchu 47
39 Třiacuteska a opotřebeniacute břitoveacute destičky 50
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor 51
3101 Řeznyacute vyacutekon 51
3102 Měrnyacute řeznyacute odpor 52
4 Diskuse 54
Zaacutevěr 55
Seznam použityacutech zdrojů 56
Seznam použityacutech symbolů a zkratek 59
Seznam přiacuteloh 61
UacuteVOD
9 UacuteST FSI VUT v Brně
UacuteVOD
Mezi keramickeacute materiaacutely je možneacute řadit takoveacute materiaacutely ktereacute jsou anorganickeacuteho a nekovoveacuteho charakteru a jsou vaacutezaacuteny kovalentniacutemi iontovyacutemi nebo iontově-kovalentniacutemi vazbami Keramickeacute materiaacutely jsou využiacutevaacuteny pro širokeacute spektrum vyacuterobků Od tradičniacutech keramickyacutech materiaacutelů jako jsou cihly dlaždice sanitaacuterniacute keramika a dalšiacute běžneacute vyacuterobky až po pokročilou technickou keramiku kteraacute je využiacutevaacutena v průmyslu předevšiacutem z důvodů jejiacute žaacuteruvzdornosti odolnosti proti působeniacute chemikaacuteliiacute odolnosti proti opotřebeniacute tvrdosti a dalšiacutem jedinečnyacutem vlastnostem Moderniacute vyacuterobky z technickeacute keramiky již majiacute i vysokou pevnost nejen v tlaku ale i v tahu a ohybu a proto dochaacuteziacute k velkeacutemu rozvoji technickeacute keramiky Napřiacuteklad již byl vyvinut spalovaciacute motor kde byly z převaacutežneacute čaacutesti použity keramickeacute materiaacutely jako konstrukčniacuteho materiaacutelu Vyacuteroba z keramickyacutech materiaacutelů je naacuteročnaacute předevšiacutem z energetickeacuteho hlediska z důvodu sušeniacute a tepelneacuteho zpracovaacuteniacute po vytvarovaacuteniacute vyacuterobku do požadovaneacuteho tvaru
Se staacutele rostouciacutemi požadavky na keramickeacute vyacuterobky se měniacute i způsoby jejich konečneacuteho zpracovaacuteniacute kdy se začiacutenaacute prosazovat i obraacuteběniacute Keramickeacute materiaacutely se velice těžce obraacutebiacute což je způsobeno vysokou tvrdostiacute a tiacutem že jsou vyacuterobky z keramickyacutech materiaacutelů velice křehkeacute Obvykle se obraacutebiacute broušeniacutem ale je možneacute použiacutevat i dalšiacute způsoby konvenčniacuteho obraacuteběniacute jako je freacutezovaacuteniacute soustruženiacute nebo vrtaacuteniacute Daacutele se použiacutevajiacute nekonvečniacute metody jako obraacuteběniacute ultrazvukem nebo laserem
Ciacutelem praacutece je zhodnotit obrobitelnost žaacuteruvzdorneacuteho keramickeacuteho materiaacutelu R-S67K kteryacute zapůjčila firma SEEIF Ceramic as Jednaacute se o vysocehlinityacute šamot kteryacute byl freacutezovaacuten vyměnitelnou břitovou destičkou z polykrystalickeacuteho diamantu Při freacutezovaacuteniacute byly měřeny řezneacute siacutely ktereacute působily při obraacuteběniacute Daacutele byly změřeny parametry drsnosti povrchu a opotřebeniacute vyměnitelneacute břitoveacute destičky
KERAMICKEacute MATERIAacuteLY
10 UacuteST FSI VUT v Brně
1 KERAMICKEacute MATERIAacuteLY
Keramika je anorganickeacuteho původu a může obsahovat nekovoveacute i kovoveacute materiaacutely ktereacute jsou obvykle vaacutezaneacute kovalentniacutemi vazbami iontovyacutemi vazbami nebo jejich kombinaciacute tedy iontově-kovalentniacutemi vazbami Chemickeacute složeniacute je vysoce proměnliveacute od jednoduchyacutech dvousložkovyacutech sloučenin až po vysoce složiteacute faacuteze Zaacutekladniacutemi vlastnostmi keramickyacutech materiaacutelů je vysokaacute tvrdost pevnost v tlaku odolnost proti vysokyacutem teplotaacutem a tuhost ale jako nevyacutehoda keramickyacutech materiaacutelů se jeviacute niacutezkaacute pevnost v ohybu a křehkost Keramickeacute materiaacutely vykazujiacute relativně niacutezkou hustotu oproti jinyacutem konstrukčniacutem materiaacutelům ale na druhou stranu jsou špatně obrobitelneacute a naacutechylneacute k šiacuteřeniacute trhlin Dalšiacutemi vlastnostmi keramickyacutech materiaacutelů je niacutezkaacute elektrickaacute vodivost a až na vyacutejimky jsou keramickeacute materiaacutely diamagnetickeacute nebo paramagnetickeacute Je několik způsobů jak dělit keramickeacute materiaacutely do kategoriiacute např dle struktury faacutezoveacuteho a chemickeacuteho složeniacute nebo dle poacuterovitosti Je takeacute možneacute dělit keramiku dle využitiacute na keramiku žaacuteruvzdornou stavebniacute nebo technickou a tradičniacute [1 2 3 4]
11 Tradičniacute keramika
Prvniacute vzniklaacute keramika byla praacutevě keramika tradičniacute na jejiacutež vyacuterobu se použiacutevaacute křemene živce kaoliacutenu jiacutelu a dalšiacutech materiaacutelů Keramickou strukturu v tradičniacute keramice z uvedenyacutech materiaacutelů tvořiacute oxid křemičityacute SiO2 kteryacute je zaacuteroveň žaacuteruvzdornyacute Z živců je předevšiacutem využiacutevanyacute draselnyacute živec K2OAl2O36SiO2 ze ktereacuteho při vypaacuteleniacute vznikne skelnaacute složka Jiacutelů (hydratovanyacute křemičitan hlinityacute Al4(OH)2Si4O10 a dalšiacute oxidy různyacutech kovů) je využiacutevaacuteno jako pojiva před samotnyacutem vypalovaacuteniacutem aby bylo možneacute směs vytvarovat do požadovaneacuteho tvaru [1 3 4]
12 Technickaacute keramika
Keramika kteraacute je použiacutevanaacute pro naacuteročnějšiacute aplikace je teacutež nazyacutevanaacute konstrukčniacute Vstupniacute materiaacutely již obvykle nejsou volně dostupneacute ale jednaacute se o syntetickeacute laacutetky Vyacutehody technickeacute keramiky jsou vysokaacute pevnost v tlaku chemickaacute odolnost odolnost proti opotřebeniacute a žaacuteruvzdornost Diacuteky složiteacutemu zpracovaacuteniacute pokročilyacutech materiaacutelů použityacutech pro vyacuterobu dochaacuteziacute k vyacuterazneacutemu rozvoji až ve druheacute polovině 20 stoletiacute Technickaacute keramika je daacutele rozdělovaacutena na keramiku oxidovou neoxidovou a směsnou [1 3]
121 Keramika oxidovaacute
Oxidickaacute keramika je tvořena jedniacutem druhem oxidu ale může byacutet obsažena jedna nebo viacutece faacuteziacute Je takeacute možneacute přidaacutevat maleacute množstviacute přiacuteměsiacute jinyacutech oxidů pro zlepšeniacute vlastnostiacute konečneacuteho vyacuterobku a zaacuteroveň neniacute možneacute zabezpečit 100 čistotu vstupniacutech materiaacutelů Jednaacute se o nejviacutece zastoupenyacute druh technickeacute keramiky Kromě vyacuteše zmiacuteněnyacutech vlastnostiacute obecnyacutech pro technickou keramiku keramika oxidovaacute vynikaacute vyacutebornou schopnostiacute izolovat elektrickyacute proud Nejčastěji se můžeme setkat s keramikou kde je zaacutekladniacutem materiaacutelem oxid hlinityacute Al2O3 nebo oxid zirkoničityacute ZrO2 Daacutele se použiacutevajiacute oxidy na baacutezi hořčiacuteku berylia titanu a dalšiacutech prvků [3 4 5]
KERAMICKEacute MATERIAacuteLY
11 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě Al2O3
Takeacute je nazyacutevaacutena jako keramika korundovaacute Obvykle je použiacutevaacutena faacuteze s hexagonaacutelniacute strukturou označovanyacute jako Al2O3 ndash α Maacute obvykleacute vlastnosti keramickyacutech materiaacutelů jako je vysokaacute žaacuteruvzdornost pevnost tvrdost a odolnost proti taveninaacutem kovů a různyacutem chemickyacutem laacutetkaacutem Tyto vlastnosti si zachovaacutevaacute i do oblasti teplot okolo 1 000 degC a teplota taacuteniacute korundoveacute keramiky je 2 050 degC To je způsobeno iontovyacutemi vazbami mezi atomy hliniacuteku a kysliacuteku Korundovaacute keramika je vyraacuteběna v rozmeziacute 80 - nad 99 hmotnosti Al2O3 Vlastnosti se s rostouciacutem obsahem měniacute jak je vidět z tabulky 11 [7] Tab 11 Vlastnosti keramiky na zaacutekladě obsahu Al2O3 [7]
Obsah Al2O3
Veličina Jednotka
80 ndash 86
hm
87-95
hm
96-99
hm
nad 99
hm
Hustota [gcm-3
] 35 - 36 36 - 37 37 - 38 38 - 39
Youngův modul pružnosti v tahu [GPa] 200 300 400 400
Všechny mechanickeacute vlastnosti se zlepšujiacute s rostouciacutem obsahem oxidu hliniteacuteho stejně tak roste tvrdost tepelnaacute vodivost a koeficient deacutelkoveacute teplotniacute roztažnosti [7] Keramickeacute materiaacutely na zaacutekladě oxidu hliniteacuteho jsou slinovaacuteny za pomoci tekuteacute nebo pevneacute faacuteze Volba zaacutevisiacute na objemu ostatniacutech laacutetek ve směsi Konstrukčniacute keramika kteraacute obsahuje menšiacute obsah Al2O3 je slinovaacutena mastkem kaolinem nebo uhličitany vaacutepniacuteku nebo hořčiacuteku Při obsahu nad 99 je slinovaacuteniacute provaacuteděno za pomoci oxidů hořečnateacuteho nebo jinyacutech hořčiacutekovyacutech sloučenin ktereacute se za zvyacutešeneacute teploty přeměniacute na oxid hořečnatyacute [3 6 7]
Obr 11 Krystalickaacute struktura oxidu hliniteacuteho [18]
KERAMICKEacute MATERIAacuteLY
12 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě ZrO2
Vlastnosti oxidickeacute konstrukčniacute keramiky na baacutezi oxidu zirkoničiteacuteho jsou značně ovlivňovaacuteny faacutezovyacutemi přeměnami hlavniacuteho stavebniacuteho prvku ktereacute jsou na obraacutezku 12 Tyto přeměny jsou zaacutevisleacute na teplotě Oxid zirkoničityacute postupně přechaacuteziacute z kubickeacute mřiacutežky na tetragonaacutelniacute a naacutesledně do monoklinickeacute krystaloveacute mřiacutežky Praacutevě tato posledniacute přeměna maacute největšiacute vyacuteznam a to z toho důvodu že se značně podobaacute martenzitickeacute přeměně oceli Tato změna je doprovaacutezena značnou změnou tvaru a objemu zrn Tato přeměna daacutele probiacutehaacute bezdifuacutezně a ne izotermicky [3 6 7]
Vyacutevoj neoxidoveacute keramiky byl započat v důsledku potřeby ziacuteskat takoveacute materiaacutely ktereacute budou schopneacute dosaacutehnout vyššiacutech teplot a přitom si zachovat sveacute mechanickeacute vlastnosti Z materiaacutelů použiacutevanyacutech pro neoxidickou keramiku to jsou předevšiacutem různeacute karbidy nitridy boridy a silicidy Technologickeacute zpracovaacuteniacute těchto sloučenin na keramiku je složitějšiacute z důvodu že je nutneacute zabraacutenit oxidaci materiaacutelů za vysokyacutech teplot při vyacuterobě (je nutneacute slinovat za redukčniacute atmosfeacutery nebo ve vakuu) Z toho plyne i určiteacute omezeniacute pro využitiacute materiaacutelů v praxi kdy neniacute možneacute neoxidoveacute keramiky využiacutet tam kde by za vysokyacutech teplot byly vystaveny oxidačniacute atmosfeacuteře Daacutele při vyacuterobě je nutneacute zohlednit že některeacute sloučeniny jako SiC nebo BN se při zahřaacutetiacute na vysokou teplotu samovolně nezhutňujiacute (nedochaacuteziacute ke slinovaacuteniacute) a je nutneacute využiacutet slinovaacuteniacute reakčniacuteho nebo slinovaacuteniacute tlakoveacuteho [3 6 20] Keramickeacute materiaacutely na zaacutekladě SiC Nejrozšiacuteřenějšiacute karbidickyacute materiaacutel pro přiacutepravu keramiky Maacute kubickou strikturu obdobnou jakaacute je v diamantu ale ve struktuře neniacute pouze uhliacutek a 50 uhliacuteku je nahrazeno křemiacutekem Pro vysokou tvrdost je využiacutevaacuten často jako brusnyacute materiaacutel Tento materiaacutel je možneacute použiacutet jako praacutešek anebo ve formě naacutestroje kde je vaacutezaacuten organickou nebo anorganickou sloučeninou (je možneacute i využitiacute ve formě pasty kde je karbid křemiacuteku vaacutezaacuten pomociacute polymeru) Karbid křemiacuteku je velice dobryacute vodič tepla daacutele maacute a malou teplotniacute roztažnost takže je vysoce odolnyacute proti změnaacutem teploty Elektrickou energii vede jako polovodič [5 6]
Obr 13 Krystalickaacute struktura karbidu křemiacuteku [19]
KERAMICKEacute MATERIAacuteLY
13 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě Si3N4
Moderniacute keramickyacute materiaacutel kteryacute patřiacute do oblasti nitridů Nitridy obecně majiacute vysokou odolnost proti vysokyacutem teplotaacutem Samotnyacute nitrid křemiacuteku maacute hexagonaacutelniacute strukturu K jeho vlastnostem patřiacute dobraacute tepelnaacute vodivost a maleacute tepelnaacute roztažnost což dohromady daacutevaacute odolnost proti změnaacutem teploty (podobně jako karbid křemiacuteku) Je poměrně křehkyacute ale pokud je odstraněna skelnaacute faacuteze je možneacute zvyacutešit lomovou houževnatost diacuteky vlaacuteknům ktereacute prorůstajiacute strukturou Nitrid křemiacuteku je využiacutevaacuten jako naacutestrojovyacute materiaacutel vybaveniacute do sleacutevaacuteren a takeacute se objevil dieselovyacute motor celyacute sestavenyacute z diacutelů vyrobenyacutech z Si3N4 (adiabatickyacute motor kteryacute neniacute třeba chladit) [5 6 7]
Obr 14 Hybridniacute keramickyacute motor [21]
123 Keramika směsnaacute
Jak už naacutezev uvaacutediacute jednaacute se o směs buď jedneacute oxidickeacute keramiky a jedneacute neoxidickeacute nebo směs dvou oxidickyacutech materiaacutelů Často je využiacutevaacuteno karbidu nebo nitridu titanu na zvyacutešeniacute odolnosti proti vysokyacutem teplotaacutem a zvyacutešeniacute mechanickyacutech vlastnostiacute Relativně novou směsnou keramikou je Sialon (Si ndash Al ndash O ndash N) kteryacute je z hlediska svyacutech vlastnostiacute podobnyacute nitridu křemiacuteku ale zvětšiacute odolnost proti zvyacutešenyacutem teplotaacutem a je proto využiacutevaacuten na plynoveacute turbiacuteny ktereacute jsou vysoce teplotně namaacutehaacuteny [2 3 6]
13 Struktura keramickyacutech materiaacutelů
Keramika je obvykle tvořena krystalickou strukturou kteraacute může byacutet doplněna skelnou strukturou Samotnaacute krystalickaacute struktura je vyacuterazně ovlivněna typem vazeb ktereacute jsou utvořeny mezi atomy Vyskytujiacute se dva druhy vazeb a to vazba kovalentniacute a iontovaacute nebo je možnaacute i kombinace obou typů vazeb tedy vazbou iontově-kovalentniacute kteraacute je pro keramickeacute materiaacutely typickaacute [1 3]
KERAMICKEacute MATERIAacuteLY
14 UacuteST FSI VUT v Brně
131 Vazby v keramickyacutech materiaacutelech
Kovalentniacute vazbu u keramickyacutech materiaacutelů tvořiacute obvykle dva nekovoveacute prvky (SiC Si3N4) Tento druh vazby vznikaacute tak že atomy sdiacutelejiacute elektrony ve svyacutech elektronovyacutech obalech Tato vazba je určenaacute i směrově (dochaacuteziacute k vytvaacuteřeniacute různyacutech druhů siacutetiacute) a nedochaacuteziacute k tak velkeacutemu přibliacuteženiacute atomů jako u iontoveacute vazby Typickyacutemi vlastnostmi materiaacutelů s kovalentniacute vazbou je vysokaacute chemickaacute odolnost tvrdost a elektronovaacute vodivost Naopak tyto materiaacutely dosahujiacute niacutezkyacutech hodnot tepelneacute roztažnosti a minimaacutelniacute tvaacuternosti [1 23] Iontovou vazbu tvořiacute obvykle kovovyacute prvek s kysliacutekem nebo dalšiacutemi nekovovyacutemi prvky (ZrO MgO) Tato vazba je tvořena elektrostatickyacutemi silami působiacuteciacutemi mezi opačně nabityacutemi ionty dvou prvků proto majiacute materiaacutely s iontovou vazbou vysokou hustotu (opačně nabiteacute atomy jsou přitaženy velkyacutemi silami k sobě na velmi malou vzdaacutelenost) Dalšiacutemi vlastnostmi materiaacutelů s iontovou vazbou je velkaacute tepelnaacute roztažnost niacutezkaacute iontovaacute vodivost a špatnaacute tvaacuternost [1 23] Nejčastěji se v keramickyacutech materiaacutelech vyskytuje kombinace obou vazeb a to vazba iontově-kovalentniacute Množstviacute zastoupeniacute vazeb v daneacutem keramickeacutem materiaacutelu je daacutena elektronegativitou jednotlivyacutech prvků zastoupenyacutech ve struktuře Zaacuteroveň poměr určuje typ krystalickeacute struktury V tabulce 12 jsou uvedeny poměry zastoupeniacute iontoveacute nebo kovalentniacute vazby v některyacutech keramickyacutech materiaacutelech [1] Tab 12 Podiacutel iontoveacute a kovalentniacute vazby ve vybranyacutech keramickyacutech materiaacutelech [1]
Keramickyacute
materiaacutel
Rozdiacutel elektronegativit
prvků
Iontovyacute
charakter
Kovalentniacute
charakter
MgO 3 77 23
Al2O3 2 63 37
Si3N4 12 30 70
SiC 07 11 89
132 Pohyb dislokaciacute v keramickyacutech materiaacutelech
Typ vazby daacutele ovlivňuje pohyby dislokaciacute v materiaacutelech Kovalentniacute i iontovaacute vazba maacute jak jiacutež bylo zmiacuteněno niacutezkou hodnotu tvaacuternosti což je způsobeno praacutevě velice omezenyacutem pohybem dislokaciacute v těchto materiaacutelech Tato vlastnost vyacuterazně snižuje mechanickeacute vlastnosti keramickyacutech materiaacutelů a tak omezuje jejich využitiacute jako materiaacutelu pro vysoce namaacutehaneacute konstrukčniacute prvky Malaacute pohyblivost dislokaciacute je způsobena v materiaacutelech s kovalentniacute vazbou tiacutem že pro pohyb dislokace je nutneacute přerušit směrově orientovaneacute vazby Přerušeniacutem těchto vazeb vznikajiacute vysokaacute P-N (Peierlsovo ndash Nabarrovo) napětiacute teacuteměř na uacuterovni pevnosti materiaacutelu Proto nedochaacuteziacute k teacuteměř žaacutedneacute plastickeacute deformaci ale rovnou ke křehkeacutemu lomu součaacutesti Daacutele je možnaacute zhoršenaacute maneacutevrovatelnost dislokaciacute v materiaacutelech s jednoduchou iontovou mřiacutežkou (MgO) Zde jsou napětiacute P-N podobnaacute jako u kovů ale neniacute splněna podmiacutenka pěti nezaacutevislyacutech skluzovyacutech systeacutemů a proto dochaacuteziacute k jevu že monokrystaly jsou tvaacuterneacute ale polykrystaly již tvaacuterneacute nejsou Ve většině keramickyacutech materiaacutelů dochaacuteziacute ke kombinaci obou přiacutepadů [24] Za rostouciacute teploty keramickyacutech materiaacutelů (stejně jako u dalšiacutech materiaacutelů) dochaacuteziacute k poklesu P-N napětiacute a tiacutem roste tvaacuternost Keramickeacute materiaacutely ale se staacutevajiacute tvaacuternyacutemi až teacuteměř při dosaženiacute teploty taveniacute [24]
KERAMICKEacute MATERIAacuteLY
15 UacuteST FSI VUT v Brně
133 Poruchy v keramickyacutech materiaacutelech
V keramickyacutech materiaacutelech se vyskytujiacute bodoveacute čaacuteroveacute a plošneacute poruchy materiaacutelu (teacutež nazyacutevaneacute dislokace) Bodoveacute poruchy vznikajiacute buď jako vakance (chybějiacuteciacute atom) intersticiaacutelniacute (uzavřeneacute atomy mimo svoji polohu v krystalickeacute mřiacutežce) atomy nebo ionty Daacutele se mohou vyskytovat atomy jineacute laacutetky uzavřeneacute v krystalickeacute struktuře Bodoveacute poruchy krystalickeacute mřiacutežky nejsou přiacuteliš vyacuteznamneacute protože jsou obvykle izolovaacuteny v maleacutem prostoru Nejvyacuteznamnějšiacute jsou poruchy čaacuteroveacute ktereacute umožňujiacute plastickou deformaci materiaacutelu Čaacuteroveacute poruchy jsou buď šrouboveacute hranoveacute nebo jejich kombinace Hranoveacute poruchy vznikajiacute tak že v některyacutech miacutestech přebyacutevaacute řada atomů Šrouboveacute poruchy vznikajiacute tak že roviny kolmeacute k dislokačniacute čaacuteře tvořiacute šroubovou plochu Plošneacute poruchy materiaacutelu majiacute vliv předevšiacutem na hraniciacutech zrn [12 24]
Obr 15 a) Hranovaacute b) šroubovaacute porucha materiaacutelu [25]
14 Vlastnosti keramickyacutech materiaacutelů
Keramickeacute materiaacutely majiacute rozdiacutelneacute vlastnosti ktereacute jsou zaacutevisleacute na samotneacutem chemickeacutem složeniacute a jeho čistotě krystalickeacute struktuře a na způsobu jakyacutem je keramickyacute materiaacutel zpracovaacuten Celeacute vyacuterobky z keramiky jsou z hlediska vlastnostiacute homogenniacute přestože jednotliveacute krystaly majiacute sveacute vlastnosti rozdiacutelneacute a i vlastnosti jednotliveacuteho krystalu v různyacutech směrech jsou odlišneacute To že vlastnosti konečneacuteho vyacuterobku jsou ve všech směrech stejneacute je způsobeno tiacutem že je ve vyacuterobku rozloženo velkeacute množstviacute nahodile rozmiacutestěnyacutech krystalů Dalšiacute vlastnostiacute keramiky je to že je poacuterovitaacute a to způsobuje že v některyacutech miacutestech je uzavřen vzduch tedy materiaacutel kteryacute nemaacute žaacutednou pevnost ani hmotnost Obecnyacutemi a velice důležityacutemi vlastnostmi keramickyacutech materiaacutelů je vysokaacute tvrdost žaacuteruvzdornost odolnost proti otěru i proti chemikaacuteliiacutem naopak nejsou odolneacute v tahu a ohybu (dochaacuteziacute ke křehkeacutemu lomu) Co se tyacuteče elektrickyacutech vlastnostiacute keramickeacute materiaacutely jsou obvykle izolanty ale neniacute to pravidlem a mohou se vyskytovat keramickeacute materiaacutely ktereacute jsou piezoelektrickeacute polovodiveacute nebo pyroelektrickeacute Podobně jako elektrickaacute vodivost i pro vodivost tepelnou jsou keramickeacute materiaacutely obvykle izolanty ale existujiacute i takoveacute ktereacute teplo vedou jako kovy [3 23]
141 Elastickeacute vlastnosti
Pokud jsou keramickeacute materiaacutely vystaveny kraacutetkodobeacutemu a relativně maleacutemu siloveacutemu působeniacute chovajiacute se dle Hookova zaacutekona (prodlouženiacute je přiacutemo uacuteměrneacute zatěžujiacuteciacutemu napětiacute) tedy elasticky a po odlehčeniacute se vraciacute do sveacuteho původniacuteho
a) b)
KERAMICKEacute MATERIAacuteLY
16 UacuteST FSI VUT v Brně
tvaru bez poškozeniacute Poměrneacute prodlouženiacute (nebo zkraacuteceniacute) v daneacute ose můžeme vypočiacutetat dle vztahů 11 až 13 [5 12]
kde εxyz [-] - poměrneacute prodlouženiacute
σxyz [Mpa] - normaacuteloveacute napětiacute v daneacute ose
Modul pružnosti je pro keramickeacute materiaacutely značně odlišnyacute pro běžnyacute porcelaacuten je hodnota přibližně 70 GPa naopak slinuteacute karbidickeacute keramiky mohou dosahovat hodnot až 500 GPa Širokyacute interval hodnot modulu pružnosti u keramickyacutech materiaacutelů je způsoben tiacutem že modul pružnosti ovlivňuje samotneacute složeniacute keramickeacuteho materiaacutelu daacutele jeho mikrostruktura (uspořaacutedaacuteniacute podiacuteloveacute zastoupeniacute jednotlivyacutech faacuteziacute) Pro dvoufaacutezoveacute systeacutemy (jednoho druhu keramickeacuteho materiaacutelu a poacuterů) je možneacute určit modul pružnosti dle empirickeacuteho vztahu 14 Keramickeacute materiaacutely dosahujiacute hodnot Poissonova čiacutesla v rozmeziacute od 017 do 036 [5 12]
kde E0 [GPa] - modul pružnosti keramickeacuteho materiaacutelu bez poacuterů
VP [-] - objemoveacute množstviacute poacuterů
ab [-] - součiniteleacute tvaru poacuterů [5]
142 Plastickeacute vlastnosti
Za normaacutelniacutech teplot je keramika obvykle tvrdaacute křehkaacute ale mohou nastat přiacutepady kdy tomu tak neniacute ani za normaacutelniacutech teplot Za zvyacutešenyacutech teplot dochaacuteziacute k plastickeacutemu chovaacuteniacute keramickyacutech materiaacutelů Za normaacutelniacutech teplot je možneacute dosaacutehnout plastickeacuteho chovaacuteniacute keramickyacutech materiaacutelů kdy dochaacuteziacute k deformaci pouze minimaacutelniacuteho množstviacute materiaacutelu relativně vysokyacutem zatiacuteženiacutem toto je splněno při měřeniacute mikrotvrdosti kdy po diamantoveacutem indentoru zůstane otisk v materiaacutelu [5 12] Pokud je deformovaacuten pouze jednotlivyacute krystal keramickeacuteho materiaacutelu dochaacuteziacute ke skluzu čaacutestiacute krystalu Tyto skluzy se vnikajiacute tak že dochaacuteziacute k přesmykovaacuteniacute ktereacute ještě ulehčujiacute čaacuteroveacute dislokace v krystalu Daacutele může vznikat plastickaacute deformace jednotliveacuteho krystalu dvojčatěniacutem Velikost možneacute plastickeacute deformace je značně ovlivňovaacutena pohyblivostiacute a maneacutevrovatelnostiacute dislokaciacute v materiaacutelu [5 12]
( )[ ] 1-times+-= Ezyxx ssmse (11)
( )[ ] 1-times+-= Eyzyy ssmse (12)
( )[ ] 1-times+-= Eyxzz ssmse (13)
( )2
0 1 PP bVaVEE +-= [GPa] (14)
KERAMICKEacute MATERIAacuteLY
17 UacuteST FSI VUT v Brně
143 Creep
Creep (pomaleacute tečeniacute) je vlastně plastickeacute deformovaacuteniacute materiaacutelu ktereacute je ale obvykle provaacuteděno za zvyacutešenyacutech teplot Jednaacute se o velice důležitou charakteristiku pro keramickeacute materiaacutely (keramika může byacutet zkoušena za teplot nad 1 000 degC) a proto bude pro creep věnovaacutena jedna samostatnaacute kapitola Creep se vyznačuje tiacutem že k němu dochaacuteziacute při dlouhodobeacutem zatiacuteženiacute (při namaacutehaacuteniacute ktereacute nedosahuje meze kluzu materiaacutelu) za zvyacutešeneacute teploty Vyacutestupem z těchto zkoušek je takovaacute znalost o materiaacutelu že je znaacutemo za jakou dobu při daneacute teplotě a zatiacuteženiacute dojde ke stanoveneacutemu prodlouženiacute zkušebniacuteho vzorku Teacuteto znalosti můžeme využiacutet při navrhovaacuteniacute žaacuteruvzdornyacutech keramickyacutech vyacuterobků [5 12]
Obr 16 Tečeniacute materiaacutelu za různyacutech teplot [5]
Křivky tečeniacute materiaacutelu zatiacuteženeacuteho stejnyacutem zatiacuteženiacutem ale při jineacute teplotě jsou vyobrazeny na obraacutezku 16 Po počaacutetečniacutem pružneacutem prodlouženiacute naacutesleduje faacuteze kdy rychlost tečeniacute pomalu klesaacute V posledniacute faacutezi dochaacuteziacute ke zvyacutešeniacute rychlosti což je způsobeno ztenčeniacutem průřezu zatěžovaneacuteho vzorku a daacutele takeacute vlivem dutin ktereacute se objevujiacute ve vzorku K porušeniacute vzorku ale může dojiacutet již ve druheacutem staacutediu tečeniacute [5 26]
kde eamp [s-1] - rychlost poměrneacuteho prodlouženiacute
T [degK] - absolutniacute teplota
k [-] - konstanta
T0 [-] - konstanta [5]
Rychlost deformovaacuteniacute vzorku je možneacute ze vztahu 15 ze ktereacuteho je patrneacute že zmiacuteněnaacute rychlost roste se zvyšujiacuteciacutem se napětiacute a teplotou Creep se u keramickyacutech
T
T
n ek0-
timestimes= seamp [s-1] (15)
KERAMICKEacute MATERIAacuteLY
18 UacuteST FSI VUT v Brně
materiaacutelů objevuje při dosaženiacute polovičniacute teploty než je teplota taacuteniacute daneacuteho keramickeacuteho materiaacutelu [5]
144 Pevnost
Deformace keramickyacutech materiaacutelů probiacutehaacute do teacute doby než se objeviacute křehkyacute lom v materiaacutelu Křehkyacute lom se objevuje protože se netvořiacute žaacutednaacute plastickaacute deformace viditelnaacute pouhyacutem okem Prvotniacute porušeniacute keramickyacutech materiaacutelů se objevuje na jejich povrchu Toto porušeniacute je často vyvolaacuteno tahovyacutemi napětiacutemi Odolnost keramickyacutech materiaacutelů je v tahu vyacuteznamně nižšiacute než v tlaku (až 10x nižšiacute v tahu) Materiaacutely použiacutevaneacute pro izolaci majiacute pevnost v tahu na uacuterovni 10 MPa tradičniacute keramickeacute vyacuterobky dosahujiacute pevnosti v tlaku až 150 MPa Pro vysoce čisteacute keramickeacute materiaacutely (Al2O3) s velikostiacute zrn v řaacutedu μm je možneacute dosaacutehnout vyacuterazně vyššiacutech pevnostiacute i v ohybu a to až 600 Mpa Daacutele se vyskytujiacute speciaacutelniacute keramickeacute materiaacutely s pevnostiacute v tahu až 1 000 MPa [12 27] Pevnost keramickyacutech materiaacutelů je ovlivňovaacutena mnoha faktory napřiacuteklad poacutery trhlinami velikostiacute zrn a inkluzemi Pro keramickeacute materiaacutely je z pohledu pevnosti velice důležityacute faktor poacuterovitosti kdy existence poacuterů zmenšuje průřez a daacutele působiacute jako koncentraacutetor napětiacute [5 12]
V tabulce 13 jsou uvedeny materiaacuteloveacute charakteristiky některyacutech keramickyacutech materiaacutelů Tab 13 Vybraneacute keramickeacute materiaacutely a jejich pevnost [3]
Materiaacutel E Rm (v tlaku) Rm (v ohybu)
[GPa] [MPa] [MPa]
Al2O3 400 - 410 3000 350 - 400
SiC 410 - 480 2000 250 - 400
Si3N4 200 - 310 1200 700 - 800
ZrO2 150 - 200 2000 100 - 200
145 Křehkost
Fakt že keramickeacute materiaacutely jsou křehkeacute je způsoben dvěma faktory jeden je principiaacutelniacute a druhyacute vedlejšiacute Principiaacutelniacute křehkost keramickyacutech materiaacutelů je způsobena tiacutem že přechodovaacute teplota keramiky je vyššiacute než běžnaacute teplota Pokud tento jev nastaacutevaacute tak neniacute materiaacutel schopen se teacuteměř vůbec plasticky deformovat a dochaacuteziacute ke křehkeacutemu lomu Je tedy ztiacuteženaacute pohyblivost a maneacutevrovatelnost dislokaciacute Dalšiacutem vlivem je že v materiaacutelech vaacutezaneacute kovalentniacute a iontovou vazbou je zhoršeneacute navaacutezaacuteniacute mřiacutežek na hraniciacutech zrn což maacute za naacutesledek že pevnost mezi zrny je sniacutežena Vedlejšiacutemi přiacutečinami jsou obecně nehomogenity v materiaacutelu špatneacute slinutiacute a tiacutem dalšiacute oslabeniacute vazeb na hraniciacutech zrn nebo existence skelneacute faacuteze Daacutele se vyskytujiacute poacutery a trhliny Vedlejšiacute přiacutečiny jsou obvykle důvodem k porušeniacute u tradičniacute keramiky u technickeacute keramiky je tento jev již značně omezen ale staacutele se může vyskytovat [5 12]
KERAMICKEacute MATERIAacuteLY
19 UacuteST FSI VUT v Brně
146 Tvrdost
Obecnaacute definice tvrdosti materiaacutelu je že tvrdost je odpor materiaacutelu před vnikaacuteniacutem ciziacuteho objektu do materiaacutelu Je velkeacute množstviacute metod pro měřeniacute tvrdosti ktereacute jsou vhodneacute pro různeacute materiaacutely Pro měřeniacute tvrdosti jsou vhodneacute naacutesledujiacuteciacute metody Rockwell Vickers a Knoop Tvrdost keramiky dosahuje na Mohsově stupnici hodnot 8 ndash 9 pro technickou oxidickou keramiku a 9 ndash 95 pro keramiku neoxidickou Po diamantu kteryacute maacute tvrdost 10 se jednaacute o nejtvrdšiacute materiaacutely jakeacute se vyskytujiacute [3 5]
15 Vyacuteroba keramickyacutech materiaacutelů
Nejobvyklejšiacute způsob vyacuteroby keramiky je použitiacute praacuteškoveacute směsi a jejiacute naacutesledneacute slinovaacuteniacute za vysokeacute teploty Slinovaacuteniacutem dochaacuteziacute takeacute ke zhutněniacute směsi (sniacuteženiacute obsahu poacuterů) Vzhledem k působeniacute vysokyacutech teplot může dojiacutet ke změně vlastnostiacute a vyacuteslednyacute vyacuterobek může miacutet jineacute vlastnosti než vstupniacute surovina Pro tradičniacute keramiku jsou jako krystalickeacute faacuteze typickeacute přiacuterodniacute materiaacutely Naopak pro pokročileacute technickeacute keramickeacute materiaacutely jsou využiacutevaacuteny materiaacutely ktereacute neniacute možneacute v přiacuterodě naleacutezt Vyacuteroba keramickyacutech materiaacutelů je složena z několika kroků Prvotniacutem krokem je přiacuteprava směsi pokračuje se vytvarovaacuteniacutem do požadovaneacuteho tvaru a poteacute je vyacuterobek dehydratovaacuten Konečnou uacutepravou je zpravidla nějakyacute druh tepelneacuteho zpracovaacuteniacute kdy nejčastěji se využiacutevaacute vypalovaacuteniacute u tradičniacute keramiky a slinovaacuteniacute u keramiky technickeacute [1 2 5]
151 Přiacuteprava směsi
Vyacuteslednaacute kvalita a takeacute technologie vyacuteroby keramickyacutech materiaacutelů je značně zaacutevislaacute na kvalitě vstupniacutech surovin Vlastnosti ktereacute se sledujiacute u vstupniacutech surovin pro keramickeacute materiaacutely jsou např chemickeacute složeniacute velikost tvar a povrch zrn Přiacuterodniacute materiaacutely jsou obvykle značně rozdiacutelneacute a proto je nutneacute vlastnosti vstupniacutech materiaacutelů sledovat Přiacuteprava směsiacute obvykle probiacutehaacute tak že materiaacutely jsou smiacutechaacuteny a namlety naraacutez Je nutneacute použiacutevat takoveacute mleciacute kameny aby nedochaacutezelo k jejich porušovaacuteniacutem a tiacutem přimiacutechaacutevaacuteniacute nežaacutedouciacutech přiacuteměsiacute do mleteacute směsi Pro sniacuteženiacute poacuterovitosti je vhodneacute miacutet rozdiacutelně velkeacute čaacutestice a to z toho důvodu že při vytvarovaacuteniacute dojde k vyplněniacute volnyacutech prostorů mezi většiacutemi čaacutesticemi čaacutesticemi menšiacutemi Miacuteseniacute může probiacutehat bez přimiacutechaacuteniacute kapaliny (obvykle voda) nebo v suspenzi V přiacutepadě miacuteseniacute s vodou je nutneacute tuto vodu po promiacuteseniacute odstranit např rozprašovaacuteniacutem Vyacutesledkem je čistyacute granulaacutet ve ktereacutem jsou smiacutechaneacute všechny materiaacutely [5]
152 Tvarovaacuteniacute
Tvarovaacuteniacute začiacutenaacute aglomeraciacute jehož podstata je v tom že do směsi keramickyacutech praacutešků se přidajiacute dalšiacute laacutetky Jsou přidaacutevaacuteny takoveacute laacutetky aby bylo možneacute vytvořit ze sucheacuteho praacutešku požadovanyacute tvar vyacutesledneacuteho vyacuterobku a takeacute usnadnit jeho tvarovaacuteniacute a celkově zlepšit jeho vlastnosti Přidaacutevajiacute se různaacute pojiva maziva a daacutele můžou byacutet použita smaacutečedla Tvarovaacuteniacute může probiacutehat za tepla ale takeacute za studena (za normaacutelniacute teploty) ktereacute je použiacutevaacuteno častěji Nejčastěji se pro tvarovaacuteniacute využiacutevaacute různyacutech druhů lisovaacuteniacute popřiacutepadě litiacute vstřikovaacuteniacute nebo vytlačovaacuteniacute Ciacutelem tvarovaacuteniacute je jednak vytvořit zaacutekladniacute tvar keramickeacuteho vyacuterobku zajistit jeho určitou hutnost a takeacute zajistit aby takto zpracovanyacute polotovar ziacuteskal dostatečnou pevnost pro manipulaci během vyacuteroby [1 2 4 7]
KERAMICKEacute MATERIAacuteLY
20 UacuteST FSI VUT v Brně
Tab 14 Metody pro tvarovaacuteniacute keramiky [28]
Lisovaacuteniacute Pro lisovaacuteniacute se obvykle použiacutevaacute suchyacutech přiacutepadně polosuchyacutech směsiacute (vlhkost do 15 ) ale mohou se lisovat i směsi mokreacute Rozhodnutiacute jakyacute způsob (suchaacute nebo mokraacute směs) se použije zaacutevisiacute na druhu zpracovaacutevaneacuteho materiaacutelu Suchyacutech směsiacute se využiacutevaacute pro lisovaacuteniacute běžnyacutech keramickyacutech vyacuterobků jako jsou např dlaždice Maximaacutelniacute tlak použiacutevanyacute pro běžneacute jednosměrneacute lisovaacuteniacute je až 200 MPa Vlastnosti lisovanyacutech vyacuterobků nejsou homogenniacute což je způsobeno třeniacutem mezi stěnami formy a keramickyacutem materiaacutelem Pro zlepšeniacute vlastnostiacute se daacutele použiacutevaacute oboustranneacuteho nebo izostatickeacuteho lisovaacuteniacute (lisovaacuteniacute ze všech stran) Dalšiacutemi použiacutevanyacutemi druhy lisovaacuteniacute jsou přetokoveacute piacutestoveacute a žaacuteroveacute lisovaacuteniacute [4 7 24] Přetokoveacute lisovaacuteniacute Pro přetokoveacute lisovaacuteniacute se použiacutevaacute otevřenyacutech kovovyacutech forem jejichž hloubka je shodnaacute s vyacuteslednou vyacuteškou vyacutelisku Použiacutevaacute se lisovaciacutech tlaků v rozmeziacute 5 až 8 MPa Je nutneacute zajistit dostatečnou pevnost vyacutelisku pro jeho manipulaci Vhodneacute pro tvarově složitějšiacute vyacutelisky [7] Piacutestoveacute lisovaacuteniacute Vhodneacute pro vyacuterobu vyacutelisků s minimaacutelniacutem obsahem vody Pro vysokou kvalitu vyacutelisku je nutneacute zajistit rovnoměrneacute rozloženiacute směsi ve vyacutelisku proto je nutneacute sledovat naacutesyp směsi do formy Dalšiacutemi důležityacutemi faktory pro piacutestoveacute lisovaacuteniacute je působeniacute poměr vyacutešky a průměru požiteacute formy a působeniacute lisovaciacutech siacutel [7] Izostatickeacute lisovaacuteniacute Pro tento způsob lisovaacuteniacute se použiacutevaacute směsiacute ktereacute majiacute niacutezkyacute obsah vody a použiacutevaacute se velkyacutech lisovaciacutech tlaků v rozmeziacute 100 až 400 MPa Izostatickeacute lisovaacuteniacute je vyacutehodneacute protože dochaacuteziacute k působeniacute lisovaciacute siacutely ve všech směrech Tiacutem dochaacuteziacute ke zlepšeniacute vyacuteslednyacutech vlastnostiacute z důvodu zvyacutešeniacute homogenity vyacutelisku Izostatickeacute lisovaacuteniacute může probiacutehat do sucheacute nebo do mokreacute formy Lisovaacuteniacute do sucheacute formy je vhodneacute pro menšiacute vyacutelisky ktereacute jsou tvarově složitějšiacute Mokryacutech forem se využiacutevaacute na velkeacute a tvarově jednoducheacute odlitky [7]
KERAMICKEacute MATERIAacuteLY
21 UacuteST FSI VUT v Brně
Žaacuteroveacute lisovaacuteniacute Velice naacuteročnaacute a drahaacute metoda zpracovaacuteniacute keramickyacutech materiaacutelů což je způsobeno tiacutem že se lisuje za velice vysokyacutech teplot ktereacute dosahujiacute až 2 000 degC za použitiacute ochranneacute atmosfeacutery Použiacutevaacute se lisovaciacutech tlaků ve vyacuteši 40 až 60 MPa Metoda vhodnaacute pro technickou oxidovou nebo neoxidovou keramiku a diacuteky slinovaacuteniacute (dosahuje se vyššiacutech teplot než při běžneacutem slinovaacuteniacute) ktereacute při žaacuteroveacutem lisovaacuteniacute nastaacutevaacute dochaacuteziacute ke zhutněniacute materiaacutelu a dosahuje se objemoveacute hmotnosti teacuteměř stejneacute jako je hustota čisteacuteho materiaacutelu [5 7] Izostatickeacute žaacuteroveacute lisovaacuteniacute Pro tento druh lisovaacuteniacute se použiacutevaacute inertniacutech plynů Nejprve se vylisuje prvotniacute vyacutelisek (obvykle piacutestovyacutem nebo izostatickyacutem způsobem) a takto připravenyacute vyacutelisek je možneacute ještě vypaacutelit Poteacute je uzavřen do pouzdra kteryacutem nemůže proniknout inertniacute plyn Takto je poteacute uložen do naacutedoby s inertniacutem plynem a vložen do pece Plyn působiacute lisovaciacutem tlakem Takto vyrobenyacute vyacuterobek maacute objemovou hmotnost teacuteměř shodnou s hustotou a takeacute vysokou pevnost Obvykle naacutesledujiacute dalšiacute uacutepravy vyacuterobku předevšiacutem jeho broušeniacute Slinovaacuteniacute je ovlivňovaacuteno teplotou a tlakem viz obraacutezek 17 [5 7]
Obr 17 Vliv teploty a tlaku na slinovaacuteniacute Al2O3 [5]
Suspenzniacute litiacute Metoda suspezniacuteho litiacute je vhodnaacute pro tenkostěnneacute složiteacute a nesymetrickeacute vyacuterobky Pro vyacuterobu se použiacutevaacute saacutedrovyacutech forem Jakmile je suspenze nalita do formy forma nasaje čaacutest vody a tiacutem se na rozhraniacute formy a směsi vytvořiacute slupka Po určiteacutem čase se vylije přebytečnaacute suspenze z formy Tenkostěnneacute vyacuterobky je nutneacute nechat odsaacutevat vodu několik minut a tlustostěnneacute vyacuterobky i několik hodin Vyacuterobek se z formy vyjiacuteme až v okamžiku kdy dosaacutehne dostatečneacute pevnosti aby bylo
KERAMICKEacute MATERIAacuteLY
22 UacuteST FSI VUT v Brně
možneacute s vyacuterobkem manipulovat Postup vyacuteroby tenkostěnneacuteho vyacuterobku je na obraacutezku 18 a plneacuteho diacutelu na obraacutezku 19 [1 29]
Injekčniacute vstřikovaacuteniacute Podstatou vstřikovaacuteniacute je že do formy je za pomoci tlaku vstřiacuteknuta suspenze ve ktereacute je obsažen keramickyacute materiaacutel V okamžiku kdy polotovar ziacuteskaacute manipulačniacute pevnost je vytažen z formy Po zformovaacuteniacute je za zvyacutešeneacute teploty odstraněno termoplastickeacute pojivo a naacutesleduje slinovaacuteniacute Metoda injekčniacuteho vstřikovaacuteniacute je vhodnaacute pro vyacuterobu velkeacuteho množstviacute rozměrově menšiacutech a tvarově stejnyacutech vyacuterobků Použiacutevaacute se pro vyacuterobu lopatek turbiacuten ventilů nebo biokeramickyacutech proteacutez Nevyacutehodou je nutnost investovat velkeacute finančniacute prostředky na pořiacutezeniacute strojů a forem [1] Vytlačovaacuteniacute Tvar vyacutesledneacuteho vyacuterobku je u vytlačovaacuteniacute dosažen tak že se vytlačuje směs pojiva a keramickeacuteho praacutešku přes naacutestroj Metoda použiacutevanaacute pro vyacuterobu profilů izolaacutetorů pro elektrotechnickyacute průmysl a jinyacutech vyacuterobků z technickeacute keramiky [1]
153 Sušeniacute
Polotovary keramickyacutech vyacuterobků se sušiacute z důvody sniacuteženiacute množstviacute pojiva ktereacute bylo do směsi přidaacuteno aby bylo možneacute vyacuterobek vytvarovat Teplota sušeniacute je zaacutevislaacute na požiteacutem pojivu ve směsi Pokud je použita voda sušeniacute probiacutehaacute při
KERAMICKEacute MATERIAacuteLY
23 UacuteST FSI VUT v Brně
teplotaacutech do 100 degC ale pokud je obsaženo nějakeacute pojivo na baacutezi organickeacuteho materiaacutelu je teplota až 300 degC Sušiacute se po dobu 1 dne i deacutele v zaacutevislosti na velikosti vyacuterobku Při sušeniacute dochaacuteziacute k poklesu objemu polotovaru dochaacuteziacute ke styku jednotlivyacutech zrn keramickeacuteho materiaacutelu což je způsobeno odpařovaacuteniacutem pojiva z polotovaru Při dosaženiacute kritickeacute dochaacuteziacute k naacuterůstu kapilaacuterniacutech sil ktereacute způsobujiacute smrštěniacute polotovaru Smršťovaacuteniacute probiacutehaacute až do okamžiku kdy dojde k doteku jednotlivyacutech krystalů Je nutneacute vysušit polotovar rovnoměrně aby nevznikala tahovaacute napětiacute Při jejich vzniku dochaacuteziacute ke sniacuteženiacute pevnosti kdy může nastat i porušeniacute vyacuterobku [1]
Posledniacute čaacutestiacute řetězce při vyacuterobě keramickyacutech vyacuterobků je tepelneacute zpracovaacuteniacute Přiacute slinovaacuteniacute dochaacuteziacute k redukci velikosti poacuterů v materiaacutelu Tiacutem dochaacuteziacute ke zpevněniacute a tak ziacuteskaacutevaacute vyacuterobek konečnou pevnost Působeniacutem difůze mezi zrny dochaacuteziacute ke spojeniacute jednotlivyacutech zrn v jeden celek Teploty pro slinovaacuteniacute keramiky je v intervalu od 1 000 degC ndash 1 400 degC Žaacuteruvzdorneacute materiaacutely a technickou keramiku je nutneacute slinovat za teplot vyššiacutech a to až 1 700 degC Doba slinovaacuteniacute je obvykle značně dlouhaacute (v řaacutedu desiacutetek hodin) Toto je daacuteno tiacutem že je nutneacute dlouho vyacuterobek nahřiacutevat poteacute naacutesleduje samotneacute slinovaacuteniacute a pak velice pomaleacute ochlazovaacuteniacute Rychlost ochlazovaacuteniacute neniacute možneacute zvyacutešit jinak by došlo ke vzniku nežaacutedouciacutech napětiacute a tiacutem ke sniacuteženiacute pevnosti [1 4 5 29 30]
Obr 19 Princip slinovaacuteniacute jak probiacutehaacute v mikrostruktuře materiaacutelu [31]
Pro obraacuteběniacute obecně je jedniacutem z nejdůležitějšiacutech parametrů kteryacute ovlivňuje průběh obraacuteběniacute i vyacuteslednou kvalitu obrobku je obrobitelnost materiaacutelu Obrobitelnost keramickyacutech materiaacutelů je velice niacutezkaacute což je daacuteno předevšiacutem vysokou tvrdostiacute keramiky a tiacutem odolnosti proti vnikaacuteniacute ciziacutech těles do materiaacutelu Obraacuteběniacute keramickyacutech materiaacutelů je proto vysoce naacuteročneacute na naacutestroje a je maacutelo produktivniacute a proto takeacute velice draheacute Proto se keramickeacute materiaacutely zpracovaacutevajiacute rovnou do vyacuteslednyacutech tvarů pomociacute klasickyacutech metod zpracovaacuteniacute keramickyacutech materiaacutelů jako je např vytlačovaacuteniacute suspenzniacute litiacute nebo lisovaacuteniacute Pokud je obraacuteběniacute využiacutevaacuteno pak obvykle nějakyacutem způsobem dokončovaciacuteho obraacuteběniacute kde typickyacutem představitelem je broušeniacute nebo nějakyacutem z nekonvenčniacutech způsobů obraacuteběniacute jako je napřiacuteklad obraacuteběniacute laserem nebo ultrazvukem ktereacute jsou obecně vhodnějšiacute než konvečniacute metody obraacuteběniacute naacutestroji s definovanou geometriiacute Probleacutemem konvenčniacuteho způsobu obraacuteběniacute je že tvrdost naacutestroje musiacute byacutet vyššiacute než obraacuteběneacuteho materiaacutelu aby bylo vůbec možneacute vniknout naacutestrojem do obrobku a zahaacutejit proces řezaacuteniacute Pro konvenčniacute metody (a i pro experimentaacutelniacute čaacutest byl použit) jsou obvykle použiacutevaacuteny naacutestroje z polykrystalickeacuteho diamantu nebo kubickeacuteho nitridu boacuteru Vzhledem k vysokeacute tvrdosti keramiky ale i u polykrystalickeacuteho diamantu dochaacuteziacute k rychleacutemu opotřebeniacute břitu a to maacute velkyacute vliv na zmiacuteněnou produktivitu a cenu obraacuteběniacute Obecně je ale obrobitelnost jednotlivyacutech keramickyacutech materiaacutelů různaacute a zaacutevisiacute na materiaacutelech použityacutech pro vyacuterobu na způsobu zpracovaacuteniacute a poteacute na samotnyacutech řeznyacutech podmiacutenkaacutech [9 10 11]
Společnyacutem znakem všech způsobů obraacuteběniacute je že je nutneacute v materiaacutelu vytvořit minimaacutelně jednu anebo většiacute množstviacute prasklin a ty poteacute rozšiřovat v požadovaneacutem směru Povrch je tvořen soustavou lomovyacutech ploch přiacutepadně jednou lomovou plochou Trhlinu v materiaacutelu můžeme vytvořit pomociacute siloveacuteho působeniacute do materiaacutelu nebo pomociacute vysoce zkoncetrovaneacuteho energetickeacuteho paprsku (laser) Pokud vytvaacuteřiacuteme trhlinu mechanicky dochaacuteziacute k jejiacutemu vzniku tak že do materiaacutelu je vtlačovaacuten hrot nebo kliacuten Tyto naacutestroje nejsou nikdy dokonale ostreacute a majiacute nějakyacute poloměr zaobleniacute a proto dochaacuteziacute v miacutestě dotyku s obraacuteběnyacutem materiaacutelem ke vzniku kontaktniacute plošky pomociacute ktereacute se přenaacutešiacute vzaacutejemneacute siloveacute působeniacute V těchto miacutestech dochaacuteziacute k vysokyacutem tlakovyacutem zatiacuteženiacutem ktereacute ve směru do obraacuteběneacuteho materiaacutelu ustupujiacute a naopak se měniacute v zatiacuteženiacute tahoveacute Kromě tlakovyacutech a tahovyacutech napětiacute se v materiaacutelu vyskytuje i napětiacute smykoveacute [12]
Prvotně dochaacuteziacute k pružneacute deformaci materiaacutelu a při dosaženiacute meze kluzu dochaacuteziacute k nevratnyacutem změnaacutem v materiaacutelu Dochaacuteziacute ke vzniku trhlin a ty se daacutele šiacuteřiacute materiaacutelem Vzhledem ke složitosti krystalickeacute mřiacutežky kterou majiacute keramickeacute materiaacutely je pro atomy ve struktuře těžkeacute najiacutet novou rovnovaacutežnou polohu po siloveacutem působeniacute toto způsobuje vysokou křehkost keramiky a tiacutem rychlyacute vznik a šiacuteřeniacute trhlin keramickyacutemi materiaacutely [12]
Ke vzniku trhlin může dochaacutezet v některyacutech přiacutepadech až po jeho odlehčeniacute a to takovyacutem způsobem že dojde k narušeniacute materiaacutelu pod povrchem (plastickeacute deformaci) Působeniacutem sil na obraacuteběnyacute materiaacutel dochaacuteziacute k již zmiacuteněnyacutem tlakovyacutem silaacutem kteraacute zaacuteroveň braacuteniacute k oddaacuteleniacute atomů od sebe a tiacutem braacuteniacute vzniku praskliny Až po naacutesledneacutem uvolněniacute dochaacuteziacute k naacuterůstu tahovyacutech napětiacute a tiacutem k samotneacute tvorbě praskliny Toto odpruženiacute může vyvolat vylomeniacute střepů z povrchu materiaacutelu [12]
Jednaacute se o technologii podobnou broušeniacute ale nedochaacuteziacute ke smykoveacutemu napětiacute mezi naacutestrojem a obrobkem a takeacute je jinyacute mechanismus působeniacute abrazivniacuteho zrna na obraacuteběnyacute materiaacutel Podstatou obraacuteběniacute ultrazvukem je vrhaacuteniacute abrazivniacutech zrn vysokou rychlostiacute proti materiaacutelu obrobku Při naacuterazu se kinetickaacute energie čaacutestice měniacute na deformačniacute praacuteci Diacuteky křehkosti keramiky stačiacute i malaacute zrna (disponujiacuteciacute relativně malou kinetickou energiiacute) k vytvořeniacute trhlin a pokud dojde ke spojeniacute dvou (nebo viacutece) trhlin vzniknou maleacute čaacutestice ktereacute po naacutesledujiacuteciacutem naacuterazu dalšiacute čaacutestice jsou vytrženyacute z materiaacutelu Naacutestrojovaacute hlava neniacute nijak tvarově omezena a je proto možneacute vytvaacuteřet různeacute otvory nebo zahloubeniacute Jako naacutestrojovyacute materiaacutel je obvykle použita ocel Tento naacutestroj kmitaacute s frekvenciacute 10 až 20 kHz Zrna jsou mezi materiaacutelem a naacutestrojem a jsou ve formě suspenze kdy jsou smiacutechaacutena s lihem benziacutenem nebo vodou Přiacutetomnost kapaliny ulehčuje pronikaacuteniacute energie do miacutesta obraacuteběniacute Jako abrazivniacutech zrna se využiacutevaacute oxid hlinityacute karbid boacuteru karbid křemiacuteku nebo pro nejtvrdšiacute materiaacutely zrna diamantovaacute Velikost zrn je 10-100 μm [12 13]
Obr 21 Obraacuteběniacute ultrazvukem [12]
22 Otryskaacutevaacuteniacute
Otryskaacutevaacuteniacute je metoda obraacuteběniacute kteraacute je značně podobnaacute obraacuteběniacute ultrazvukem ale na energii abrazivniacutem zrnům miacutesto generaacutetoru kmitů dodaacutevaacute vrhaciacute zařiacutezeniacute Otryskaacutevaacuteniacute se využiacutevaacute jako k vrtaacuteniacute otvorů děleniacute materiaacutelů ale takeacute k meacuteně naacuteročneacutemu opracovaacuteniacute jako je zdrsněniacute povrchu nebo jeho dekorace Použiacutevanyacutemi
materiaacutely jsou oxid hlinityacute karbid křemiacuteku nebo pouze křemennyacute piacutesek (z tohoto materiaacutelu pochaacuteziacute rozšiacuteřenyacute naacutezev bdquopiacuteskovaacuteniacuteldquo) Velikost čaacutestic se pohybuje od 10 μm až po jednotky mm Toto maacute samozřejmě vliv i na vyacuteslednou přesnost opracovaacuteniacute i na kvalitu povrchu [12]
23 Obraacuteběniacute laserem
Laser je vhodnyacute pro obraacuteběniacute pokud je materiaacutel schopen pohlcovat světelnou energii Daacutele je důležitaacute takeacute tepelnaacute vodivost a odrazivost materiaacutelu určeneacuteho pro obraacuteběniacute laserem Čiacutem viacutece materiaacutel pohltiacute zaacuteřeniacute a čiacutem horšiacute maacute tepelnou vodivost a odrazivost tiacutem je vhodnějšiacute ke zpracovaacuteniacute laserem [12]
Laserem je možneacute vytvořit lokaacutelniacute poškozeniacute tak že laserem je zkoncentrovaacutena energie do jednoho miacutesta tak že dojde k taveniacute a poteacute k naacutesledneacutemu odpařovaacuteniacute materiaacutelu Na obvodu paprsku dochaacuteziacute k taveniacute materiaacutelu (diacuteky nižšiacute koncentraci energie) a uprostřed laseroveacuteho paprsku k jeho odpařovaacuteniacute Laseru se využiacutevaacute pro vrtaacuteniacute otvorů nebo na řezaacuteniacute Obvykle se použiacutevaacute pulzniacutech laserů kdy každyacute pulz v přiacutepadě vrtaacuteniacute malyacutech otvorů vytvořiacute otvor o hloubce a průměru přibližně desetiny mm Velkeacute otvory jsou vytvaacuteřeny tak že laser tvořiacute draacutehu o průměru otvoru Vyššiacute přesnosti otvoru se dosaacutehne přiacutepadně naacuteslednyacutem lapovaacuteniacutem otvoru Daacutele se lasery využiacutevajiacute na tvorbu ryacuteh na povrchu materiaacutelu Charakteristickyacutemi vlastnostmi laserů je vlnovaacute deacutelka jmenovityacute vyacutekon a pracovniacute režim [12]
23 Broušeniacute
Broušeniacute je jednou z dokončovaciacutech metod obraacuteběniacute Kdy působeniacutem abrazivniacutech zrn na materiaacutel dochaacuteziacute k oddělovaacuteniacute malyacutech třiacutesek z povrchu obrobku Brusnaacute zrna jsou umiacutestěna v brusneacutem naacutestroji naacutehodně a tedy vyacuteslednyacute naacutestroj nemaacute definovanou geometrii Brusnyacute kotouč je k obrobku přitlačovaacuten a zaacuteroveň vykonaacutevaacute posuvnyacute pohyb Jako brusneacute naacutestroje pro keramickeacute materiaacutely je využiacutevaacuteno diamantu karbidu křemiacuteku nebo oxidu hliniteacuteho Zrna miacutevajiacute velikost od jednotek do několika stovek μm v zaacutevislosti na požadavciacutech na vyacuteslednou kvalitu povrchu Zrna byacutevajiacute obvykle pevně spojena (vaacutezaneacute brusivo) ale někdy se využiacutevajiacute i zrna volnaacute ve formě suspenze (zrna v kapalině) Při broušeniacute jsou brusnaacute zrna vtlačovaacutena do obraacuteběneacuteho materiaacutelu po ktereacutem se smyacutekajiacute a odvalujiacute V miacutestě kontaktu jsou vysokaacute napětiacute a může dochaacutezet takeacute k plastickyacutem deformaciacutem (mikroskopickyacute rozsah) Oddělovaacuteniacute materiaacutelu dochaacuteziacute tak že zrna vylamujiacute a vytrhaacutevajiacute maleacute čaacutestice po odlehčeniacute může dochaacutezet k odpryacuteskaacutevaacuteniacute malyacutech čaacutestic Nejdůležitějšiacutemi parametry broušeniacute je měrnyacute vyacutekon broušeniacute objemovaacute uacutečinnost naacutestroje a měrnaacute energie broušeniacute [12]
24 Freacutezovaacuteniacute soustruženiacute a vrtaacuteniacute
Keramickeacute materiaacutely je možneacute obraacutebět i konvenčniacutemi metodami obraacuteběniacute ale je nutneacute použiacutevat naacutestroje na baacutezi polykrystalickeacuteho diamantu přiacutepadně kubickeacuteho nitridu boacuteru Pro zvyacutešeniacute trvanlivosti naacutestrojů a zkraacuteceniacute doby obraacuteběniacute je vhodneacute využiacutet předevšiacutem laseru na přiacutepravu obrobku z keramickeacuteho materiaacutelu a poteacute pouze
dokončit některou z konvenčniacutech metod obraacuteběniacute Vzhledem k vysokeacute křehkosti dochaacuteziacute při vnikaacuteniacute naacutestroje do keramiky k tvorbě trhlin v materiaacutelu takto narušenyacute materiaacutel se vylamuje a odpryacuteskaacutevaacute od povrchu Je nutneacute při obraacuteběniacute keramiky obraacutebět nižšiacutemi posuvovyacutemi rychlostmi protože dochaacuteziacute k vysokeacutemu naacuterůstu řeznyacutech sil a bylo by možneacute naacutesledneacute porušeniacute obrobku Třiacuteska vznikaacute obdobnyacutem způsobem jako při broušeniacute keramickyacutech materiaacutelů [12]
25 Freacutezovaacuteniacute
Freacutezovaacuteniacute probiacutehaacute rotačniacutem naacutestrojem kteryacute konaacute hlavniacute řeznyacute pohyb Posuvovyacute pohyb obvykle vykonaacutevaacute obraacuteběnaacute součaacutest a obvykle je v zaacuteběru několik zubů freacutezy Tvořiacute se třiacuteska kteraacute maacute proměnlivou tloušťku [17]
Freacutezovaacuteniacute obecně se rozděluje dle naacutestrojů na freacutezovaacuteniacute vaacutelcoveacute a čelniacute Z těchto zaacutekladniacutech druhů vychaacuteziacute dalšiacute druhy jako je freacutezovaacuteniacute okružniacute a planetoveacute Dalšiacute rozděleniacute je možneacute dle pohybů freacutezy a obrobku na sousledneacute a nesousledneacute [17]
251 Vaacutelcoveacute freacutezovaacuteniacute
Vaacutelcoveacute freacutezovaniacute probiacutehaacute freacutezou ve tvaru vaacutelce kdy jsou zuby vytvořeny jen po obvodu naacutestroje Použiacutevajiacute se předevšiacutem vaacutelcoveacute a tvaroveacute freacutezy Hloubka vrstvy odebiacuteraneacute freacutezou se nastavuje kolmo na posuvovou složku pohybu [17]
Sousledneacute freacutezovaacuteniacute
Naacutestroj rotuje ve směru posuvu obrobku a třiacuteska začiacutenaacute na maximaacutelniacutem průřezu a postupně se zmenšuje až na nulovou tloušťku Vyacuteslednaacute plocha tvořenaacute freacutezou vznikaacute při vyacutestupu freacutezy z materiaacutelu Pro sousledneacute freacutezovaacuteniacute je nutneacute vymezit vůli mezi posuvovyacutem šroubem a maticiacute stolu stroje Sousledneacute freacutezovaacuteniacute je na obraacutezku 22 [17]
Probiacutehaacute opačně než sousledneacute freacutezovaacuteniacute Naacutestroj konaacute rotačniacute pohyb proti směru posuvoveacuteho pohybu obrobku a tiacutem je tvořena vyacuteslednaacute plocha při vstupu freacutezy do materiaacutelu Třiacuteska postupně narůstaacute od nuloveacute tloušťky do maxima viz obraacutezek 23 [17]
Čelniacute freacuteza maacute zuby vytvořeny jak na obvodu tak na čele a hlavniacute osa je kolmaacute na směr posuvoveacute rychlosti Při symetrickeacutem čelniacutem freacutezovaacuteniacute je osa naacutestroje shodnaacute s osou symetrie obraacuteběneacute plochy viz obraacutezek 24 [17]
Obr 24 a) Čelniacute symetrickeacute freacutezovaacuteniacute b) Čelniacute nesymetrickeacute freacutezovaacuteniacute [17]
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
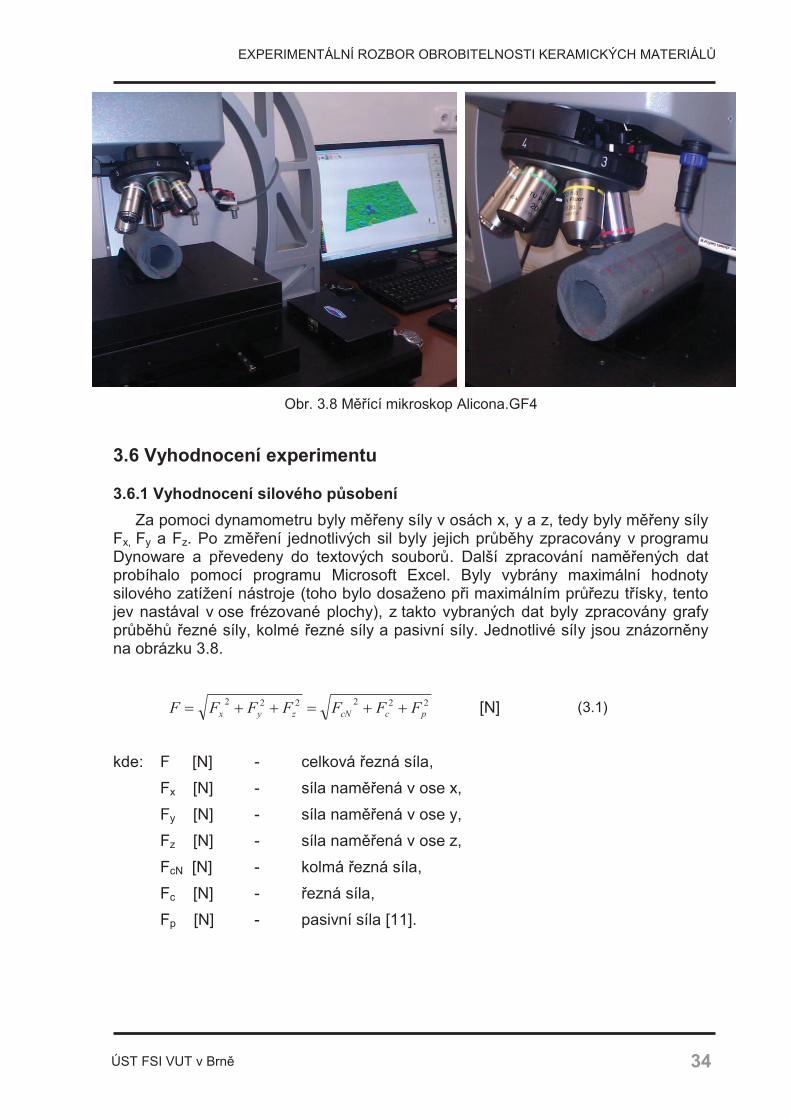
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
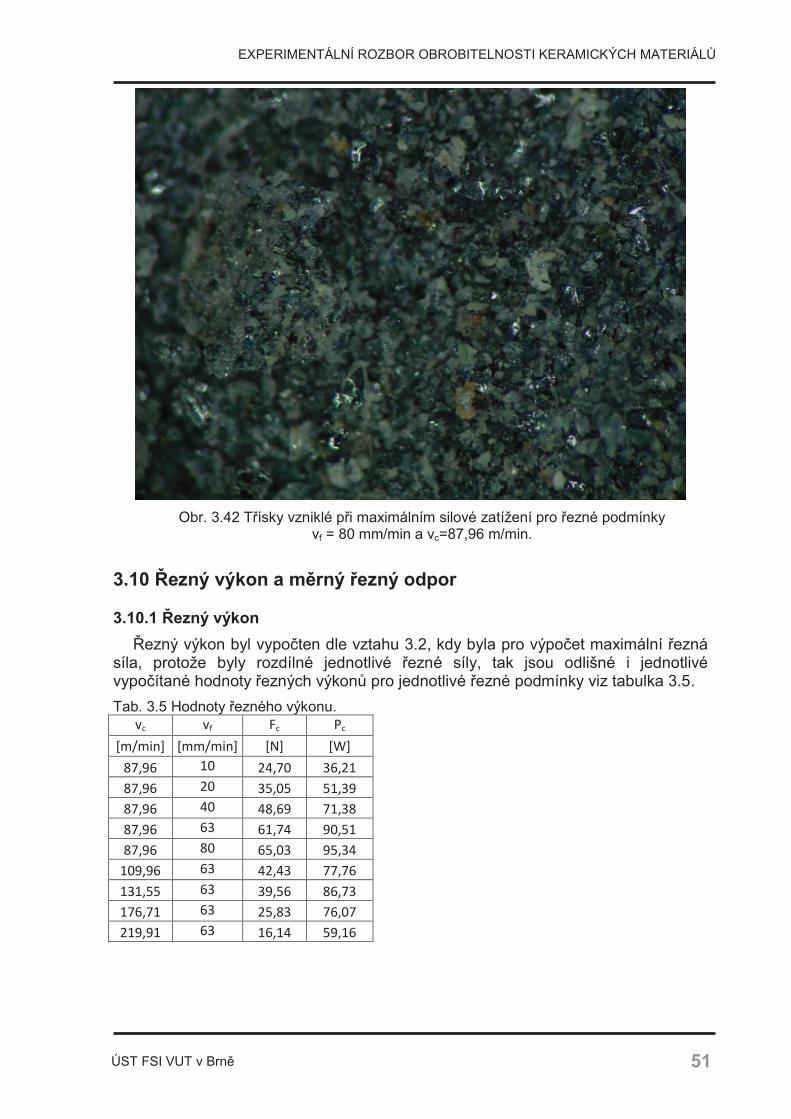
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
Vysokeacute učeniacute technickeacute v Brně Fakulta strojniacuteho inženyacuterstviacute
Uacutestav strojiacuterenskeacute technologieAkademickyacute rok 20142015
ZADAacuteNIacute DIPLOMOVEacute PRAacuteCE
student(ka) Bc Vaacuteclav Rudel
kteryacutekteraacute studuje v magisterskeacutem navazujiacuteciacutem studijniacutem programu
obor Strojiacuterenskaacute technologie a průmyslovyacute management (2303T005)
Ředitel uacutestavu Vaacutem v souladu se zaacutekonem č1111998 o vysokyacutech školaacutech a se Studijniacutem azkušebniacutem řaacutedem VUT v Brně určuje naacutesledujiacuteciacute teacutema diplomoveacute praacutece
1 BARAacuteNEK I Rezneacute materiaacutely pre ryacutechlostneacute tvrdeacute a sucheacute obraacutebanie s 112 ISBN80-8075-013-02 BARAacuteNEK I ŠANDORA J Vyacuteroba vybranyacutech suacutečiastok špeciaacutelnej techniky TnUADTrenčiacuten 2004 s 212 ISBN 80-8075-013-0 3AB SANDVIK COROMANT - SANDVIK CZ sro Produktivniacute obraacuteběniacute kovů Šveacutedsko CMSE 1997 300s4 AB SANDVIK COROMANT - SANDVIK CZ sro Přiacuteručka obraacuteběniacute - Kniha pro praktiky(Přel z Modern Metal Sutting - A Practical Handbook Překlad M Kudela) 1 vyd PrahaScientia sro1997 857s ed J Machač J Řasa ISBN 91-97 22 99-4-65 KOCMAN K Speciaacutelniacute technologie Obraacuteběniacute 1 vyd CERN Brno 2004 227 s ISBN80-214-2562-86 WAGNERF-HAumlRLEP-MAYERS-WAGNERE Technika a programovaacuteniacute NC strojů 1vydaacuteniacute 1994 Praha 88s ISBN 80-901-657-5-37 LEINVEBERJ ŘASA J VAacuteVRA P Strojnickeacute tabulky 3 upraveneacute a doplněneacute vydaacuteniacuteScientia 1999 Praha 986s ISBN 80-7183-164-68 DRASTIacuteK F et al Strojnickaacute přiacuteručka Svazky 1-2 Verlag Dashofer 1 vyd 2002 ISBN80-86229-65-39 HUMAacuteR A PIacuteŠKA M Moderniacute řezneacute naacutestroje a naacutestrojoveacute materiaacutely MM Průmysloveacutespektrum Speciaacutelniacute vydaacuteniacute včetně CD 110 s Praha 2004 ISSN 1212-257210 Shubin Ren Xuanhui Qu Jia Guo Xinbo He Mingli Qin Xiaoyu Shen Net-shape formingand properties of high volume fraction SiCpAl composites Journal of Alloys and Compounds(Impact Factor 229) 012009 484(1)pp 256-262 11 httpwwwseeifceramicczpagesenhome-pagephp
Vedouciacute diplomoveacute praacutece prof Ing Miroslav Piacuteška CSc
Termiacuten odevzdaacuteniacute diplomoveacute praacutece je stanoven časovyacutem plaacutenem akademickeacuteho roku 20142015
V Brně dne 21112014
LS
_______________________________ _______________________________prof Ing Miroslav Piacuteška CSc prof RNDr Miroslav Doupovec CSc dr h c
Ředitel uacutestavu Děkan fakulty
ABSTRAKT
4 UacuteST FSI VUT v Brně
ABSTRAKT
V diplomoveacute praacuteci je zpracovaacuteno rozděleniacute keramickyacutech materiaacutelů jejich vazby a různeacute vlastnosti ktereacute keramickeacute materiaacutely definujiacute Daacutele je popsaacuten způsob vyacuteroby a zpracovaacuteniacute keramickyacutech materiaacutelů včetně možnostiacute jak obraacutebět keramickeacute materiaacutely Naacutesledně byl proveden experiment při ktereacutem byl obraacuteběn vzorek keramiky R-S67K freacutezovaacuteniacutem Při experimentu bylo měřeno siloveacute zatiacuteženiacute tyto siacutely byly nakonec vyhodnoceny
Kliacutečovaacute slova
keramickeacute materiaacutely vyacuteroba keramickyacutech materiaacutelů freacutezovaacuteniacute řezneacute siacutely drsnost povrchu
ABSTRACT
In the diploma thesis dividing of ceramic materials is made their bonds and other attributions which define ceramic materials There is also described how ceramic materials are manufactured and the thesis is including information about machining ceramic materials In the experimental part sample of ceramic material R-S67K was machined by milling During the experiment cutting forces were measured and roughness of surface after finishing these data were finally evaluated
Key words
ceramic material manufacturing ceramic materials milling cutting forces roughness of surface
BIBLIOGRAFICKAacute CITACE
RUDEL V Obraacuteběniacute keramickyacutech materiaacutelů freacutezovaacuteniacutem Brno Vysokeacute učeniacute technickeacute v Brně Fakulta strojniacuteho inženyacuterstviacute 2015 61 s Vedouciacute diplomoveacute praacutece prof Ing Miroslav Piacuteška CSc
PROHLAacuteŠENIacute
5 UacuteST FSI VUT v Brně
PROHLAacuteŠENIacute
Prohlašuji že jsem diplomovou praacuteci na teacutema Obraacuteběniacute keramickyacutech materiaacutelů freacutezovaacuteniacutem vypracoval samostatně s použitiacutem odborneacute literatury a pramenů uvedenyacutech na seznamu kteryacute tvořiacute přiacutelohu teacuteto praacutece
29 5 2015
Datum Bc Vaacuteclav Rudel
PODEKOVANI
6 UacuteST FSI VUT v Brně
PODĚKOVAacuteNIacute
Děkuji tiacutemto panu prof Ing Miroslavu Piacuteškovi CSc za cenneacute připomiacutenky a rady při vypracovaacuteniacute diplomoveacute praacutece Daacutele bych chtěl poděkovat firmě SEEIF Ceramic as za zapůjčeniacute zkušebniacuteho vzorku a umožněniacute vypracovaacuteniacute diplomoveacute praacutece Daacutele poděkovaacuteniacute naacuteležiacute kompetenčniacutemu centru Intemac Solutions sro Kuřim za možnost využitiacute přiacutestroje Alicona GF4
Velkeacute poděkovaacuteniacute takeacute naacuteležiacute rodině a přiacutetelkyni za podporu po celou dobu studia a tvorbě diplomoveacute praacutece
UacuteVOD
7 UacuteST FSI VUT v Brně
OBSAH
Abstrakt 4
Prohlaacutešeniacute 5
Poděkovaacuteniacute 6
Obsah 7
Uacutevod 9
1 Keramickeacute materiaacutely 10
11 Tradičniacute keramika 10
12 Technickaacute keramika 10
121 Keramika oxidovaacute 10
122 Keramika neoxidovaacute 12
123 Keramika směsnaacute 13
13 Struktura keramickyacutech materiaacutelů 13
131 Vazby v keramickyacutech materiaacutelech 14
132 Pohyb dislokaciacute v keramickyacutech materiaacutelech 14
133 Poruchy v keramickyacutech materiaacutelech 15
38 Drsnost povrchu obrobeneacuteho povrchu vzorku 44
381 Vliv posuvoveacute rychlosti na drsnost povrchu 45
382 Vliv řezneacute rychlosti na drsnost povrchu 47
39 Třiacuteska a opotřebeniacute břitoveacute destičky 50
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor 51
3101 Řeznyacute vyacutekon 51
3102 Měrnyacute řeznyacute odpor 52
4 Diskuse 54
Zaacutevěr 55
Seznam použityacutech zdrojů 56
Seznam použityacutech symbolů a zkratek 59
Seznam přiacuteloh 61
UacuteVOD
9 UacuteST FSI VUT v Brně
UacuteVOD
Mezi keramickeacute materiaacutely je možneacute řadit takoveacute materiaacutely ktereacute jsou anorganickeacuteho a nekovoveacuteho charakteru a jsou vaacutezaacuteny kovalentniacutemi iontovyacutemi nebo iontově-kovalentniacutemi vazbami Keramickeacute materiaacutely jsou využiacutevaacuteny pro širokeacute spektrum vyacuterobků Od tradičniacutech keramickyacutech materiaacutelů jako jsou cihly dlaždice sanitaacuterniacute keramika a dalšiacute běžneacute vyacuterobky až po pokročilou technickou keramiku kteraacute je využiacutevaacutena v průmyslu předevšiacutem z důvodů jejiacute žaacuteruvzdornosti odolnosti proti působeniacute chemikaacuteliiacute odolnosti proti opotřebeniacute tvrdosti a dalšiacutem jedinečnyacutem vlastnostem Moderniacute vyacuterobky z technickeacute keramiky již majiacute i vysokou pevnost nejen v tlaku ale i v tahu a ohybu a proto dochaacuteziacute k velkeacutemu rozvoji technickeacute keramiky Napřiacuteklad již byl vyvinut spalovaciacute motor kde byly z převaacutežneacute čaacutesti použity keramickeacute materiaacutely jako konstrukčniacuteho materiaacutelu Vyacuteroba z keramickyacutech materiaacutelů je naacuteročnaacute předevšiacutem z energetickeacuteho hlediska z důvodu sušeniacute a tepelneacuteho zpracovaacuteniacute po vytvarovaacuteniacute vyacuterobku do požadovaneacuteho tvaru
Se staacutele rostouciacutemi požadavky na keramickeacute vyacuterobky se měniacute i způsoby jejich konečneacuteho zpracovaacuteniacute kdy se začiacutenaacute prosazovat i obraacuteběniacute Keramickeacute materiaacutely se velice těžce obraacutebiacute což je způsobeno vysokou tvrdostiacute a tiacutem že jsou vyacuterobky z keramickyacutech materiaacutelů velice křehkeacute Obvykle se obraacutebiacute broušeniacutem ale je možneacute použiacutevat i dalšiacute způsoby konvenčniacuteho obraacuteběniacute jako je freacutezovaacuteniacute soustruženiacute nebo vrtaacuteniacute Daacutele se použiacutevajiacute nekonvečniacute metody jako obraacuteběniacute ultrazvukem nebo laserem
Ciacutelem praacutece je zhodnotit obrobitelnost žaacuteruvzdorneacuteho keramickeacuteho materiaacutelu R-S67K kteryacute zapůjčila firma SEEIF Ceramic as Jednaacute se o vysocehlinityacute šamot kteryacute byl freacutezovaacuten vyměnitelnou břitovou destičkou z polykrystalickeacuteho diamantu Při freacutezovaacuteniacute byly měřeny řezneacute siacutely ktereacute působily při obraacuteběniacute Daacutele byly změřeny parametry drsnosti povrchu a opotřebeniacute vyměnitelneacute břitoveacute destičky
KERAMICKEacute MATERIAacuteLY
10 UacuteST FSI VUT v Brně
1 KERAMICKEacute MATERIAacuteLY
Keramika je anorganickeacuteho původu a může obsahovat nekovoveacute i kovoveacute materiaacutely ktereacute jsou obvykle vaacutezaneacute kovalentniacutemi vazbami iontovyacutemi vazbami nebo jejich kombinaciacute tedy iontově-kovalentniacutemi vazbami Chemickeacute složeniacute je vysoce proměnliveacute od jednoduchyacutech dvousložkovyacutech sloučenin až po vysoce složiteacute faacuteze Zaacutekladniacutemi vlastnostmi keramickyacutech materiaacutelů je vysokaacute tvrdost pevnost v tlaku odolnost proti vysokyacutem teplotaacutem a tuhost ale jako nevyacutehoda keramickyacutech materiaacutelů se jeviacute niacutezkaacute pevnost v ohybu a křehkost Keramickeacute materiaacutely vykazujiacute relativně niacutezkou hustotu oproti jinyacutem konstrukčniacutem materiaacutelům ale na druhou stranu jsou špatně obrobitelneacute a naacutechylneacute k šiacuteřeniacute trhlin Dalšiacutemi vlastnostmi keramickyacutech materiaacutelů je niacutezkaacute elektrickaacute vodivost a až na vyacutejimky jsou keramickeacute materiaacutely diamagnetickeacute nebo paramagnetickeacute Je několik způsobů jak dělit keramickeacute materiaacutely do kategoriiacute např dle struktury faacutezoveacuteho a chemickeacuteho složeniacute nebo dle poacuterovitosti Je takeacute možneacute dělit keramiku dle využitiacute na keramiku žaacuteruvzdornou stavebniacute nebo technickou a tradičniacute [1 2 3 4]
11 Tradičniacute keramika
Prvniacute vzniklaacute keramika byla praacutevě keramika tradičniacute na jejiacutež vyacuterobu se použiacutevaacute křemene živce kaoliacutenu jiacutelu a dalšiacutech materiaacutelů Keramickou strukturu v tradičniacute keramice z uvedenyacutech materiaacutelů tvořiacute oxid křemičityacute SiO2 kteryacute je zaacuteroveň žaacuteruvzdornyacute Z živců je předevšiacutem využiacutevanyacute draselnyacute živec K2OAl2O36SiO2 ze ktereacuteho při vypaacuteleniacute vznikne skelnaacute složka Jiacutelů (hydratovanyacute křemičitan hlinityacute Al4(OH)2Si4O10 a dalšiacute oxidy různyacutech kovů) je využiacutevaacuteno jako pojiva před samotnyacutem vypalovaacuteniacutem aby bylo možneacute směs vytvarovat do požadovaneacuteho tvaru [1 3 4]
12 Technickaacute keramika
Keramika kteraacute je použiacutevanaacute pro naacuteročnějšiacute aplikace je teacutež nazyacutevanaacute konstrukčniacute Vstupniacute materiaacutely již obvykle nejsou volně dostupneacute ale jednaacute se o syntetickeacute laacutetky Vyacutehody technickeacute keramiky jsou vysokaacute pevnost v tlaku chemickaacute odolnost odolnost proti opotřebeniacute a žaacuteruvzdornost Diacuteky složiteacutemu zpracovaacuteniacute pokročilyacutech materiaacutelů použityacutech pro vyacuterobu dochaacuteziacute k vyacuterazneacutemu rozvoji až ve druheacute polovině 20 stoletiacute Technickaacute keramika je daacutele rozdělovaacutena na keramiku oxidovou neoxidovou a směsnou [1 3]
121 Keramika oxidovaacute
Oxidickaacute keramika je tvořena jedniacutem druhem oxidu ale může byacutet obsažena jedna nebo viacutece faacuteziacute Je takeacute možneacute přidaacutevat maleacute množstviacute přiacuteměsiacute jinyacutech oxidů pro zlepšeniacute vlastnostiacute konečneacuteho vyacuterobku a zaacuteroveň neniacute možneacute zabezpečit 100 čistotu vstupniacutech materiaacutelů Jednaacute se o nejviacutece zastoupenyacute druh technickeacute keramiky Kromě vyacuteše zmiacuteněnyacutech vlastnostiacute obecnyacutech pro technickou keramiku keramika oxidovaacute vynikaacute vyacutebornou schopnostiacute izolovat elektrickyacute proud Nejčastěji se můžeme setkat s keramikou kde je zaacutekladniacutem materiaacutelem oxid hlinityacute Al2O3 nebo oxid zirkoničityacute ZrO2 Daacutele se použiacutevajiacute oxidy na baacutezi hořčiacuteku berylia titanu a dalšiacutech prvků [3 4 5]
KERAMICKEacute MATERIAacuteLY
11 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě Al2O3
Takeacute je nazyacutevaacutena jako keramika korundovaacute Obvykle je použiacutevaacutena faacuteze s hexagonaacutelniacute strukturou označovanyacute jako Al2O3 ndash α Maacute obvykleacute vlastnosti keramickyacutech materiaacutelů jako je vysokaacute žaacuteruvzdornost pevnost tvrdost a odolnost proti taveninaacutem kovů a různyacutem chemickyacutem laacutetkaacutem Tyto vlastnosti si zachovaacutevaacute i do oblasti teplot okolo 1 000 degC a teplota taacuteniacute korundoveacute keramiky je 2 050 degC To je způsobeno iontovyacutemi vazbami mezi atomy hliniacuteku a kysliacuteku Korundovaacute keramika je vyraacuteběna v rozmeziacute 80 - nad 99 hmotnosti Al2O3 Vlastnosti se s rostouciacutem obsahem měniacute jak je vidět z tabulky 11 [7] Tab 11 Vlastnosti keramiky na zaacutekladě obsahu Al2O3 [7]
Obsah Al2O3
Veličina Jednotka
80 ndash 86
hm
87-95
hm
96-99
hm
nad 99
hm
Hustota [gcm-3
] 35 - 36 36 - 37 37 - 38 38 - 39
Youngův modul pružnosti v tahu [GPa] 200 300 400 400
Všechny mechanickeacute vlastnosti se zlepšujiacute s rostouciacutem obsahem oxidu hliniteacuteho stejně tak roste tvrdost tepelnaacute vodivost a koeficient deacutelkoveacute teplotniacute roztažnosti [7] Keramickeacute materiaacutely na zaacutekladě oxidu hliniteacuteho jsou slinovaacuteny za pomoci tekuteacute nebo pevneacute faacuteze Volba zaacutevisiacute na objemu ostatniacutech laacutetek ve směsi Konstrukčniacute keramika kteraacute obsahuje menšiacute obsah Al2O3 je slinovaacutena mastkem kaolinem nebo uhličitany vaacutepniacuteku nebo hořčiacuteku Při obsahu nad 99 je slinovaacuteniacute provaacuteděno za pomoci oxidů hořečnateacuteho nebo jinyacutech hořčiacutekovyacutech sloučenin ktereacute se za zvyacutešeneacute teploty přeměniacute na oxid hořečnatyacute [3 6 7]
Obr 11 Krystalickaacute struktura oxidu hliniteacuteho [18]
KERAMICKEacute MATERIAacuteLY
12 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě ZrO2
Vlastnosti oxidickeacute konstrukčniacute keramiky na baacutezi oxidu zirkoničiteacuteho jsou značně ovlivňovaacuteny faacutezovyacutemi přeměnami hlavniacuteho stavebniacuteho prvku ktereacute jsou na obraacutezku 12 Tyto přeměny jsou zaacutevisleacute na teplotě Oxid zirkoničityacute postupně přechaacuteziacute z kubickeacute mřiacutežky na tetragonaacutelniacute a naacutesledně do monoklinickeacute krystaloveacute mřiacutežky Praacutevě tato posledniacute přeměna maacute největšiacute vyacuteznam a to z toho důvodu že se značně podobaacute martenzitickeacute přeměně oceli Tato změna je doprovaacutezena značnou změnou tvaru a objemu zrn Tato přeměna daacutele probiacutehaacute bezdifuacutezně a ne izotermicky [3 6 7]
Vyacutevoj neoxidoveacute keramiky byl započat v důsledku potřeby ziacuteskat takoveacute materiaacutely ktereacute budou schopneacute dosaacutehnout vyššiacutech teplot a přitom si zachovat sveacute mechanickeacute vlastnosti Z materiaacutelů použiacutevanyacutech pro neoxidickou keramiku to jsou předevšiacutem různeacute karbidy nitridy boridy a silicidy Technologickeacute zpracovaacuteniacute těchto sloučenin na keramiku je složitějšiacute z důvodu že je nutneacute zabraacutenit oxidaci materiaacutelů za vysokyacutech teplot při vyacuterobě (je nutneacute slinovat za redukčniacute atmosfeacutery nebo ve vakuu) Z toho plyne i určiteacute omezeniacute pro využitiacute materiaacutelů v praxi kdy neniacute možneacute neoxidoveacute keramiky využiacutet tam kde by za vysokyacutech teplot byly vystaveny oxidačniacute atmosfeacuteře Daacutele při vyacuterobě je nutneacute zohlednit že některeacute sloučeniny jako SiC nebo BN se při zahřaacutetiacute na vysokou teplotu samovolně nezhutňujiacute (nedochaacuteziacute ke slinovaacuteniacute) a je nutneacute využiacutet slinovaacuteniacute reakčniacuteho nebo slinovaacuteniacute tlakoveacuteho [3 6 20] Keramickeacute materiaacutely na zaacutekladě SiC Nejrozšiacuteřenějšiacute karbidickyacute materiaacutel pro přiacutepravu keramiky Maacute kubickou strikturu obdobnou jakaacute je v diamantu ale ve struktuře neniacute pouze uhliacutek a 50 uhliacuteku je nahrazeno křemiacutekem Pro vysokou tvrdost je využiacutevaacuten často jako brusnyacute materiaacutel Tento materiaacutel je možneacute použiacutet jako praacutešek anebo ve formě naacutestroje kde je vaacutezaacuten organickou nebo anorganickou sloučeninou (je možneacute i využitiacute ve formě pasty kde je karbid křemiacuteku vaacutezaacuten pomociacute polymeru) Karbid křemiacuteku je velice dobryacute vodič tepla daacutele maacute a malou teplotniacute roztažnost takže je vysoce odolnyacute proti změnaacutem teploty Elektrickou energii vede jako polovodič [5 6]
Obr 13 Krystalickaacute struktura karbidu křemiacuteku [19]
KERAMICKEacute MATERIAacuteLY
13 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě Si3N4
Moderniacute keramickyacute materiaacutel kteryacute patřiacute do oblasti nitridů Nitridy obecně majiacute vysokou odolnost proti vysokyacutem teplotaacutem Samotnyacute nitrid křemiacuteku maacute hexagonaacutelniacute strukturu K jeho vlastnostem patřiacute dobraacute tepelnaacute vodivost a maleacute tepelnaacute roztažnost což dohromady daacutevaacute odolnost proti změnaacutem teploty (podobně jako karbid křemiacuteku) Je poměrně křehkyacute ale pokud je odstraněna skelnaacute faacuteze je možneacute zvyacutešit lomovou houževnatost diacuteky vlaacuteknům ktereacute prorůstajiacute strukturou Nitrid křemiacuteku je využiacutevaacuten jako naacutestrojovyacute materiaacutel vybaveniacute do sleacutevaacuteren a takeacute se objevil dieselovyacute motor celyacute sestavenyacute z diacutelů vyrobenyacutech z Si3N4 (adiabatickyacute motor kteryacute neniacute třeba chladit) [5 6 7]
Obr 14 Hybridniacute keramickyacute motor [21]
123 Keramika směsnaacute
Jak už naacutezev uvaacutediacute jednaacute se o směs buď jedneacute oxidickeacute keramiky a jedneacute neoxidickeacute nebo směs dvou oxidickyacutech materiaacutelů Často je využiacutevaacuteno karbidu nebo nitridu titanu na zvyacutešeniacute odolnosti proti vysokyacutem teplotaacutem a zvyacutešeniacute mechanickyacutech vlastnostiacute Relativně novou směsnou keramikou je Sialon (Si ndash Al ndash O ndash N) kteryacute je z hlediska svyacutech vlastnostiacute podobnyacute nitridu křemiacuteku ale zvětšiacute odolnost proti zvyacutešenyacutem teplotaacutem a je proto využiacutevaacuten na plynoveacute turbiacuteny ktereacute jsou vysoce teplotně namaacutehaacuteny [2 3 6]
13 Struktura keramickyacutech materiaacutelů
Keramika je obvykle tvořena krystalickou strukturou kteraacute může byacutet doplněna skelnou strukturou Samotnaacute krystalickaacute struktura je vyacuterazně ovlivněna typem vazeb ktereacute jsou utvořeny mezi atomy Vyskytujiacute se dva druhy vazeb a to vazba kovalentniacute a iontovaacute nebo je možnaacute i kombinace obou typů vazeb tedy vazbou iontově-kovalentniacute kteraacute je pro keramickeacute materiaacutely typickaacute [1 3]
KERAMICKEacute MATERIAacuteLY
14 UacuteST FSI VUT v Brně
131 Vazby v keramickyacutech materiaacutelech
Kovalentniacute vazbu u keramickyacutech materiaacutelů tvořiacute obvykle dva nekovoveacute prvky (SiC Si3N4) Tento druh vazby vznikaacute tak že atomy sdiacutelejiacute elektrony ve svyacutech elektronovyacutech obalech Tato vazba je určenaacute i směrově (dochaacuteziacute k vytvaacuteřeniacute různyacutech druhů siacutetiacute) a nedochaacuteziacute k tak velkeacutemu přibliacuteženiacute atomů jako u iontoveacute vazby Typickyacutemi vlastnostmi materiaacutelů s kovalentniacute vazbou je vysokaacute chemickaacute odolnost tvrdost a elektronovaacute vodivost Naopak tyto materiaacutely dosahujiacute niacutezkyacutech hodnot tepelneacute roztažnosti a minimaacutelniacute tvaacuternosti [1 23] Iontovou vazbu tvořiacute obvykle kovovyacute prvek s kysliacutekem nebo dalšiacutemi nekovovyacutemi prvky (ZrO MgO) Tato vazba je tvořena elektrostatickyacutemi silami působiacuteciacutemi mezi opačně nabityacutemi ionty dvou prvků proto majiacute materiaacutely s iontovou vazbou vysokou hustotu (opačně nabiteacute atomy jsou přitaženy velkyacutemi silami k sobě na velmi malou vzdaacutelenost) Dalšiacutemi vlastnostmi materiaacutelů s iontovou vazbou je velkaacute tepelnaacute roztažnost niacutezkaacute iontovaacute vodivost a špatnaacute tvaacuternost [1 23] Nejčastěji se v keramickyacutech materiaacutelech vyskytuje kombinace obou vazeb a to vazba iontově-kovalentniacute Množstviacute zastoupeniacute vazeb v daneacutem keramickeacutem materiaacutelu je daacutena elektronegativitou jednotlivyacutech prvků zastoupenyacutech ve struktuře Zaacuteroveň poměr určuje typ krystalickeacute struktury V tabulce 12 jsou uvedeny poměry zastoupeniacute iontoveacute nebo kovalentniacute vazby v některyacutech keramickyacutech materiaacutelech [1] Tab 12 Podiacutel iontoveacute a kovalentniacute vazby ve vybranyacutech keramickyacutech materiaacutelech [1]
Keramickyacute
materiaacutel
Rozdiacutel elektronegativit
prvků
Iontovyacute
charakter
Kovalentniacute
charakter
MgO 3 77 23
Al2O3 2 63 37
Si3N4 12 30 70
SiC 07 11 89
132 Pohyb dislokaciacute v keramickyacutech materiaacutelech
Typ vazby daacutele ovlivňuje pohyby dislokaciacute v materiaacutelech Kovalentniacute i iontovaacute vazba maacute jak jiacutež bylo zmiacuteněno niacutezkou hodnotu tvaacuternosti což je způsobeno praacutevě velice omezenyacutem pohybem dislokaciacute v těchto materiaacutelech Tato vlastnost vyacuterazně snižuje mechanickeacute vlastnosti keramickyacutech materiaacutelů a tak omezuje jejich využitiacute jako materiaacutelu pro vysoce namaacutehaneacute konstrukčniacute prvky Malaacute pohyblivost dislokaciacute je způsobena v materiaacutelech s kovalentniacute vazbou tiacutem že pro pohyb dislokace je nutneacute přerušit směrově orientovaneacute vazby Přerušeniacutem těchto vazeb vznikajiacute vysokaacute P-N (Peierlsovo ndash Nabarrovo) napětiacute teacuteměř na uacuterovni pevnosti materiaacutelu Proto nedochaacuteziacute k teacuteměř žaacutedneacute plastickeacute deformaci ale rovnou ke křehkeacutemu lomu součaacutesti Daacutele je možnaacute zhoršenaacute maneacutevrovatelnost dislokaciacute v materiaacutelech s jednoduchou iontovou mřiacutežkou (MgO) Zde jsou napětiacute P-N podobnaacute jako u kovů ale neniacute splněna podmiacutenka pěti nezaacutevislyacutech skluzovyacutech systeacutemů a proto dochaacuteziacute k jevu že monokrystaly jsou tvaacuterneacute ale polykrystaly již tvaacuterneacute nejsou Ve většině keramickyacutech materiaacutelů dochaacuteziacute ke kombinaci obou přiacutepadů [24] Za rostouciacute teploty keramickyacutech materiaacutelů (stejně jako u dalšiacutech materiaacutelů) dochaacuteziacute k poklesu P-N napětiacute a tiacutem roste tvaacuternost Keramickeacute materiaacutely ale se staacutevajiacute tvaacuternyacutemi až teacuteměř při dosaženiacute teploty taveniacute [24]
KERAMICKEacute MATERIAacuteLY
15 UacuteST FSI VUT v Brně
133 Poruchy v keramickyacutech materiaacutelech
V keramickyacutech materiaacutelech se vyskytujiacute bodoveacute čaacuteroveacute a plošneacute poruchy materiaacutelu (teacutež nazyacutevaneacute dislokace) Bodoveacute poruchy vznikajiacute buď jako vakance (chybějiacuteciacute atom) intersticiaacutelniacute (uzavřeneacute atomy mimo svoji polohu v krystalickeacute mřiacutežce) atomy nebo ionty Daacutele se mohou vyskytovat atomy jineacute laacutetky uzavřeneacute v krystalickeacute struktuře Bodoveacute poruchy krystalickeacute mřiacutežky nejsou přiacuteliš vyacuteznamneacute protože jsou obvykle izolovaacuteny v maleacutem prostoru Nejvyacuteznamnějšiacute jsou poruchy čaacuteroveacute ktereacute umožňujiacute plastickou deformaci materiaacutelu Čaacuteroveacute poruchy jsou buď šrouboveacute hranoveacute nebo jejich kombinace Hranoveacute poruchy vznikajiacute tak že v některyacutech miacutestech přebyacutevaacute řada atomů Šrouboveacute poruchy vznikajiacute tak že roviny kolmeacute k dislokačniacute čaacuteře tvořiacute šroubovou plochu Plošneacute poruchy materiaacutelu majiacute vliv předevšiacutem na hraniciacutech zrn [12 24]
Obr 15 a) Hranovaacute b) šroubovaacute porucha materiaacutelu [25]
14 Vlastnosti keramickyacutech materiaacutelů
Keramickeacute materiaacutely majiacute rozdiacutelneacute vlastnosti ktereacute jsou zaacutevisleacute na samotneacutem chemickeacutem složeniacute a jeho čistotě krystalickeacute struktuře a na způsobu jakyacutem je keramickyacute materiaacutel zpracovaacuten Celeacute vyacuterobky z keramiky jsou z hlediska vlastnostiacute homogenniacute přestože jednotliveacute krystaly majiacute sveacute vlastnosti rozdiacutelneacute a i vlastnosti jednotliveacuteho krystalu v různyacutech směrech jsou odlišneacute To že vlastnosti konečneacuteho vyacuterobku jsou ve všech směrech stejneacute je způsobeno tiacutem že je ve vyacuterobku rozloženo velkeacute množstviacute nahodile rozmiacutestěnyacutech krystalů Dalšiacute vlastnostiacute keramiky je to že je poacuterovitaacute a to způsobuje že v některyacutech miacutestech je uzavřen vzduch tedy materiaacutel kteryacute nemaacute žaacutednou pevnost ani hmotnost Obecnyacutemi a velice důležityacutemi vlastnostmi keramickyacutech materiaacutelů je vysokaacute tvrdost žaacuteruvzdornost odolnost proti otěru i proti chemikaacuteliiacutem naopak nejsou odolneacute v tahu a ohybu (dochaacuteziacute ke křehkeacutemu lomu) Co se tyacuteče elektrickyacutech vlastnostiacute keramickeacute materiaacutely jsou obvykle izolanty ale neniacute to pravidlem a mohou se vyskytovat keramickeacute materiaacutely ktereacute jsou piezoelektrickeacute polovodiveacute nebo pyroelektrickeacute Podobně jako elektrickaacute vodivost i pro vodivost tepelnou jsou keramickeacute materiaacutely obvykle izolanty ale existujiacute i takoveacute ktereacute teplo vedou jako kovy [3 23]
141 Elastickeacute vlastnosti
Pokud jsou keramickeacute materiaacutely vystaveny kraacutetkodobeacutemu a relativně maleacutemu siloveacutemu působeniacute chovajiacute se dle Hookova zaacutekona (prodlouženiacute je přiacutemo uacuteměrneacute zatěžujiacuteciacutemu napětiacute) tedy elasticky a po odlehčeniacute se vraciacute do sveacuteho původniacuteho
a) b)
KERAMICKEacute MATERIAacuteLY
16 UacuteST FSI VUT v Brně
tvaru bez poškozeniacute Poměrneacute prodlouženiacute (nebo zkraacuteceniacute) v daneacute ose můžeme vypočiacutetat dle vztahů 11 až 13 [5 12]
kde εxyz [-] - poměrneacute prodlouženiacute
σxyz [Mpa] - normaacuteloveacute napětiacute v daneacute ose
Modul pružnosti je pro keramickeacute materiaacutely značně odlišnyacute pro běžnyacute porcelaacuten je hodnota přibližně 70 GPa naopak slinuteacute karbidickeacute keramiky mohou dosahovat hodnot až 500 GPa Širokyacute interval hodnot modulu pružnosti u keramickyacutech materiaacutelů je způsoben tiacutem že modul pružnosti ovlivňuje samotneacute složeniacute keramickeacuteho materiaacutelu daacutele jeho mikrostruktura (uspořaacutedaacuteniacute podiacuteloveacute zastoupeniacute jednotlivyacutech faacuteziacute) Pro dvoufaacutezoveacute systeacutemy (jednoho druhu keramickeacuteho materiaacutelu a poacuterů) je možneacute určit modul pružnosti dle empirickeacuteho vztahu 14 Keramickeacute materiaacutely dosahujiacute hodnot Poissonova čiacutesla v rozmeziacute od 017 do 036 [5 12]
kde E0 [GPa] - modul pružnosti keramickeacuteho materiaacutelu bez poacuterů
VP [-] - objemoveacute množstviacute poacuterů
ab [-] - součiniteleacute tvaru poacuterů [5]
142 Plastickeacute vlastnosti
Za normaacutelniacutech teplot je keramika obvykle tvrdaacute křehkaacute ale mohou nastat přiacutepady kdy tomu tak neniacute ani za normaacutelniacutech teplot Za zvyacutešenyacutech teplot dochaacuteziacute k plastickeacutemu chovaacuteniacute keramickyacutech materiaacutelů Za normaacutelniacutech teplot je možneacute dosaacutehnout plastickeacuteho chovaacuteniacute keramickyacutech materiaacutelů kdy dochaacuteziacute k deformaci pouze minimaacutelniacuteho množstviacute materiaacutelu relativně vysokyacutem zatiacuteženiacutem toto je splněno při měřeniacute mikrotvrdosti kdy po diamantoveacutem indentoru zůstane otisk v materiaacutelu [5 12] Pokud je deformovaacuten pouze jednotlivyacute krystal keramickeacuteho materiaacutelu dochaacuteziacute ke skluzu čaacutestiacute krystalu Tyto skluzy se vnikajiacute tak že dochaacuteziacute k přesmykovaacuteniacute ktereacute ještě ulehčujiacute čaacuteroveacute dislokace v krystalu Daacutele může vznikat plastickaacute deformace jednotliveacuteho krystalu dvojčatěniacutem Velikost možneacute plastickeacute deformace je značně ovlivňovaacutena pohyblivostiacute a maneacutevrovatelnostiacute dislokaciacute v materiaacutelu [5 12]
( )[ ] 1-times+-= Ezyxx ssmse (11)
( )[ ] 1-times+-= Eyzyy ssmse (12)
( )[ ] 1-times+-= Eyxzz ssmse (13)
( )2
0 1 PP bVaVEE +-= [GPa] (14)
KERAMICKEacute MATERIAacuteLY
17 UacuteST FSI VUT v Brně
143 Creep
Creep (pomaleacute tečeniacute) je vlastně plastickeacute deformovaacuteniacute materiaacutelu ktereacute je ale obvykle provaacuteděno za zvyacutešenyacutech teplot Jednaacute se o velice důležitou charakteristiku pro keramickeacute materiaacutely (keramika může byacutet zkoušena za teplot nad 1 000 degC) a proto bude pro creep věnovaacutena jedna samostatnaacute kapitola Creep se vyznačuje tiacutem že k němu dochaacuteziacute při dlouhodobeacutem zatiacuteženiacute (při namaacutehaacuteniacute ktereacute nedosahuje meze kluzu materiaacutelu) za zvyacutešeneacute teploty Vyacutestupem z těchto zkoušek je takovaacute znalost o materiaacutelu že je znaacutemo za jakou dobu při daneacute teplotě a zatiacuteženiacute dojde ke stanoveneacutemu prodlouženiacute zkušebniacuteho vzorku Teacuteto znalosti můžeme využiacutet při navrhovaacuteniacute žaacuteruvzdornyacutech keramickyacutech vyacuterobků [5 12]
Obr 16 Tečeniacute materiaacutelu za různyacutech teplot [5]
Křivky tečeniacute materiaacutelu zatiacuteženeacuteho stejnyacutem zatiacuteženiacutem ale při jineacute teplotě jsou vyobrazeny na obraacutezku 16 Po počaacutetečniacutem pružneacutem prodlouženiacute naacutesleduje faacuteze kdy rychlost tečeniacute pomalu klesaacute V posledniacute faacutezi dochaacuteziacute ke zvyacutešeniacute rychlosti což je způsobeno ztenčeniacutem průřezu zatěžovaneacuteho vzorku a daacutele takeacute vlivem dutin ktereacute se objevujiacute ve vzorku K porušeniacute vzorku ale může dojiacutet již ve druheacutem staacutediu tečeniacute [5 26]
kde eamp [s-1] - rychlost poměrneacuteho prodlouženiacute
T [degK] - absolutniacute teplota
k [-] - konstanta
T0 [-] - konstanta [5]
Rychlost deformovaacuteniacute vzorku je možneacute ze vztahu 15 ze ktereacuteho je patrneacute že zmiacuteněnaacute rychlost roste se zvyšujiacuteciacutem se napětiacute a teplotou Creep se u keramickyacutech
T
T
n ek0-
timestimes= seamp [s-1] (15)
KERAMICKEacute MATERIAacuteLY
18 UacuteST FSI VUT v Brně
materiaacutelů objevuje při dosaženiacute polovičniacute teploty než je teplota taacuteniacute daneacuteho keramickeacuteho materiaacutelu [5]
144 Pevnost
Deformace keramickyacutech materiaacutelů probiacutehaacute do teacute doby než se objeviacute křehkyacute lom v materiaacutelu Křehkyacute lom se objevuje protože se netvořiacute žaacutednaacute plastickaacute deformace viditelnaacute pouhyacutem okem Prvotniacute porušeniacute keramickyacutech materiaacutelů se objevuje na jejich povrchu Toto porušeniacute je často vyvolaacuteno tahovyacutemi napětiacutemi Odolnost keramickyacutech materiaacutelů je v tahu vyacuteznamně nižšiacute než v tlaku (až 10x nižšiacute v tahu) Materiaacutely použiacutevaneacute pro izolaci majiacute pevnost v tahu na uacuterovni 10 MPa tradičniacute keramickeacute vyacuterobky dosahujiacute pevnosti v tlaku až 150 MPa Pro vysoce čisteacute keramickeacute materiaacutely (Al2O3) s velikostiacute zrn v řaacutedu μm je možneacute dosaacutehnout vyacuterazně vyššiacutech pevnostiacute i v ohybu a to až 600 Mpa Daacutele se vyskytujiacute speciaacutelniacute keramickeacute materiaacutely s pevnostiacute v tahu až 1 000 MPa [12 27] Pevnost keramickyacutech materiaacutelů je ovlivňovaacutena mnoha faktory napřiacuteklad poacutery trhlinami velikostiacute zrn a inkluzemi Pro keramickeacute materiaacutely je z pohledu pevnosti velice důležityacute faktor poacuterovitosti kdy existence poacuterů zmenšuje průřez a daacutele působiacute jako koncentraacutetor napětiacute [5 12]
V tabulce 13 jsou uvedeny materiaacuteloveacute charakteristiky některyacutech keramickyacutech materiaacutelů Tab 13 Vybraneacute keramickeacute materiaacutely a jejich pevnost [3]
Materiaacutel E Rm (v tlaku) Rm (v ohybu)
[GPa] [MPa] [MPa]
Al2O3 400 - 410 3000 350 - 400
SiC 410 - 480 2000 250 - 400
Si3N4 200 - 310 1200 700 - 800
ZrO2 150 - 200 2000 100 - 200
145 Křehkost
Fakt že keramickeacute materiaacutely jsou křehkeacute je způsoben dvěma faktory jeden je principiaacutelniacute a druhyacute vedlejšiacute Principiaacutelniacute křehkost keramickyacutech materiaacutelů je způsobena tiacutem že přechodovaacute teplota keramiky je vyššiacute než běžnaacute teplota Pokud tento jev nastaacutevaacute tak neniacute materiaacutel schopen se teacuteměř vůbec plasticky deformovat a dochaacuteziacute ke křehkeacutemu lomu Je tedy ztiacuteženaacute pohyblivost a maneacutevrovatelnost dislokaciacute Dalšiacutem vlivem je že v materiaacutelech vaacutezaneacute kovalentniacute a iontovou vazbou je zhoršeneacute navaacutezaacuteniacute mřiacutežek na hraniciacutech zrn což maacute za naacutesledek že pevnost mezi zrny je sniacutežena Vedlejšiacutemi přiacutečinami jsou obecně nehomogenity v materiaacutelu špatneacute slinutiacute a tiacutem dalšiacute oslabeniacute vazeb na hraniciacutech zrn nebo existence skelneacute faacuteze Daacutele se vyskytujiacute poacutery a trhliny Vedlejšiacute přiacutečiny jsou obvykle důvodem k porušeniacute u tradičniacute keramiky u technickeacute keramiky je tento jev již značně omezen ale staacutele se může vyskytovat [5 12]
KERAMICKEacute MATERIAacuteLY
19 UacuteST FSI VUT v Brně
146 Tvrdost
Obecnaacute definice tvrdosti materiaacutelu je že tvrdost je odpor materiaacutelu před vnikaacuteniacutem ciziacuteho objektu do materiaacutelu Je velkeacute množstviacute metod pro měřeniacute tvrdosti ktereacute jsou vhodneacute pro různeacute materiaacutely Pro měřeniacute tvrdosti jsou vhodneacute naacutesledujiacuteciacute metody Rockwell Vickers a Knoop Tvrdost keramiky dosahuje na Mohsově stupnici hodnot 8 ndash 9 pro technickou oxidickou keramiku a 9 ndash 95 pro keramiku neoxidickou Po diamantu kteryacute maacute tvrdost 10 se jednaacute o nejtvrdšiacute materiaacutely jakeacute se vyskytujiacute [3 5]
15 Vyacuteroba keramickyacutech materiaacutelů
Nejobvyklejšiacute způsob vyacuteroby keramiky je použitiacute praacuteškoveacute směsi a jejiacute naacutesledneacute slinovaacuteniacute za vysokeacute teploty Slinovaacuteniacutem dochaacuteziacute takeacute ke zhutněniacute směsi (sniacuteženiacute obsahu poacuterů) Vzhledem k působeniacute vysokyacutech teplot může dojiacutet ke změně vlastnostiacute a vyacuteslednyacute vyacuterobek může miacutet jineacute vlastnosti než vstupniacute surovina Pro tradičniacute keramiku jsou jako krystalickeacute faacuteze typickeacute přiacuterodniacute materiaacutely Naopak pro pokročileacute technickeacute keramickeacute materiaacutely jsou využiacutevaacuteny materiaacutely ktereacute neniacute možneacute v přiacuterodě naleacutezt Vyacuteroba keramickyacutech materiaacutelů je složena z několika kroků Prvotniacutem krokem je přiacuteprava směsi pokračuje se vytvarovaacuteniacutem do požadovaneacuteho tvaru a poteacute je vyacuterobek dehydratovaacuten Konečnou uacutepravou je zpravidla nějakyacute druh tepelneacuteho zpracovaacuteniacute kdy nejčastěji se využiacutevaacute vypalovaacuteniacute u tradičniacute keramiky a slinovaacuteniacute u keramiky technickeacute [1 2 5]
151 Přiacuteprava směsi
Vyacuteslednaacute kvalita a takeacute technologie vyacuteroby keramickyacutech materiaacutelů je značně zaacutevislaacute na kvalitě vstupniacutech surovin Vlastnosti ktereacute se sledujiacute u vstupniacutech surovin pro keramickeacute materiaacutely jsou např chemickeacute složeniacute velikost tvar a povrch zrn Přiacuterodniacute materiaacutely jsou obvykle značně rozdiacutelneacute a proto je nutneacute vlastnosti vstupniacutech materiaacutelů sledovat Přiacuteprava směsiacute obvykle probiacutehaacute tak že materiaacutely jsou smiacutechaacuteny a namlety naraacutez Je nutneacute použiacutevat takoveacute mleciacute kameny aby nedochaacutezelo k jejich porušovaacuteniacutem a tiacutem přimiacutechaacutevaacuteniacute nežaacutedouciacutech přiacuteměsiacute do mleteacute směsi Pro sniacuteženiacute poacuterovitosti je vhodneacute miacutet rozdiacutelně velkeacute čaacutestice a to z toho důvodu že při vytvarovaacuteniacute dojde k vyplněniacute volnyacutech prostorů mezi většiacutemi čaacutesticemi čaacutesticemi menšiacutemi Miacuteseniacute může probiacutehat bez přimiacutechaacuteniacute kapaliny (obvykle voda) nebo v suspenzi V přiacutepadě miacuteseniacute s vodou je nutneacute tuto vodu po promiacuteseniacute odstranit např rozprašovaacuteniacutem Vyacutesledkem je čistyacute granulaacutet ve ktereacutem jsou smiacutechaneacute všechny materiaacutely [5]
152 Tvarovaacuteniacute
Tvarovaacuteniacute začiacutenaacute aglomeraciacute jehož podstata je v tom že do směsi keramickyacutech praacutešků se přidajiacute dalšiacute laacutetky Jsou přidaacutevaacuteny takoveacute laacutetky aby bylo možneacute vytvořit ze sucheacuteho praacutešku požadovanyacute tvar vyacutesledneacuteho vyacuterobku a takeacute usnadnit jeho tvarovaacuteniacute a celkově zlepšit jeho vlastnosti Přidaacutevajiacute se různaacute pojiva maziva a daacutele můžou byacutet použita smaacutečedla Tvarovaacuteniacute může probiacutehat za tepla ale takeacute za studena (za normaacutelniacute teploty) ktereacute je použiacutevaacuteno častěji Nejčastěji se pro tvarovaacuteniacute využiacutevaacute různyacutech druhů lisovaacuteniacute popřiacutepadě litiacute vstřikovaacuteniacute nebo vytlačovaacuteniacute Ciacutelem tvarovaacuteniacute je jednak vytvořit zaacutekladniacute tvar keramickeacuteho vyacuterobku zajistit jeho určitou hutnost a takeacute zajistit aby takto zpracovanyacute polotovar ziacuteskal dostatečnou pevnost pro manipulaci během vyacuteroby [1 2 4 7]
KERAMICKEacute MATERIAacuteLY
20 UacuteST FSI VUT v Brně
Tab 14 Metody pro tvarovaacuteniacute keramiky [28]
Lisovaacuteniacute Pro lisovaacuteniacute se obvykle použiacutevaacute suchyacutech přiacutepadně polosuchyacutech směsiacute (vlhkost do 15 ) ale mohou se lisovat i směsi mokreacute Rozhodnutiacute jakyacute způsob (suchaacute nebo mokraacute směs) se použije zaacutevisiacute na druhu zpracovaacutevaneacuteho materiaacutelu Suchyacutech směsiacute se využiacutevaacute pro lisovaacuteniacute běžnyacutech keramickyacutech vyacuterobků jako jsou např dlaždice Maximaacutelniacute tlak použiacutevanyacute pro běžneacute jednosměrneacute lisovaacuteniacute je až 200 MPa Vlastnosti lisovanyacutech vyacuterobků nejsou homogenniacute což je způsobeno třeniacutem mezi stěnami formy a keramickyacutem materiaacutelem Pro zlepšeniacute vlastnostiacute se daacutele použiacutevaacute oboustranneacuteho nebo izostatickeacuteho lisovaacuteniacute (lisovaacuteniacute ze všech stran) Dalšiacutemi použiacutevanyacutemi druhy lisovaacuteniacute jsou přetokoveacute piacutestoveacute a žaacuteroveacute lisovaacuteniacute [4 7 24] Přetokoveacute lisovaacuteniacute Pro přetokoveacute lisovaacuteniacute se použiacutevaacute otevřenyacutech kovovyacutech forem jejichž hloubka je shodnaacute s vyacuteslednou vyacuteškou vyacutelisku Použiacutevaacute se lisovaciacutech tlaků v rozmeziacute 5 až 8 MPa Je nutneacute zajistit dostatečnou pevnost vyacutelisku pro jeho manipulaci Vhodneacute pro tvarově složitějšiacute vyacutelisky [7] Piacutestoveacute lisovaacuteniacute Vhodneacute pro vyacuterobu vyacutelisků s minimaacutelniacutem obsahem vody Pro vysokou kvalitu vyacutelisku je nutneacute zajistit rovnoměrneacute rozloženiacute směsi ve vyacutelisku proto je nutneacute sledovat naacutesyp směsi do formy Dalšiacutemi důležityacutemi faktory pro piacutestoveacute lisovaacuteniacute je působeniacute poměr vyacutešky a průměru požiteacute formy a působeniacute lisovaciacutech siacutel [7] Izostatickeacute lisovaacuteniacute Pro tento způsob lisovaacuteniacute se použiacutevaacute směsiacute ktereacute majiacute niacutezkyacute obsah vody a použiacutevaacute se velkyacutech lisovaciacutech tlaků v rozmeziacute 100 až 400 MPa Izostatickeacute lisovaacuteniacute je vyacutehodneacute protože dochaacuteziacute k působeniacute lisovaciacute siacutely ve všech směrech Tiacutem dochaacuteziacute ke zlepšeniacute vyacuteslednyacutech vlastnostiacute z důvodu zvyacutešeniacute homogenity vyacutelisku Izostatickeacute lisovaacuteniacute může probiacutehat do sucheacute nebo do mokreacute formy Lisovaacuteniacute do sucheacute formy je vhodneacute pro menšiacute vyacutelisky ktereacute jsou tvarově složitějšiacute Mokryacutech forem se využiacutevaacute na velkeacute a tvarově jednoducheacute odlitky [7]
KERAMICKEacute MATERIAacuteLY
21 UacuteST FSI VUT v Brně
Žaacuteroveacute lisovaacuteniacute Velice naacuteročnaacute a drahaacute metoda zpracovaacuteniacute keramickyacutech materiaacutelů což je způsobeno tiacutem že se lisuje za velice vysokyacutech teplot ktereacute dosahujiacute až 2 000 degC za použitiacute ochranneacute atmosfeacutery Použiacutevaacute se lisovaciacutech tlaků ve vyacuteši 40 až 60 MPa Metoda vhodnaacute pro technickou oxidovou nebo neoxidovou keramiku a diacuteky slinovaacuteniacute (dosahuje se vyššiacutech teplot než při běžneacutem slinovaacuteniacute) ktereacute při žaacuteroveacutem lisovaacuteniacute nastaacutevaacute dochaacuteziacute ke zhutněniacute materiaacutelu a dosahuje se objemoveacute hmotnosti teacuteměř stejneacute jako je hustota čisteacuteho materiaacutelu [5 7] Izostatickeacute žaacuteroveacute lisovaacuteniacute Pro tento druh lisovaacuteniacute se použiacutevaacute inertniacutech plynů Nejprve se vylisuje prvotniacute vyacutelisek (obvykle piacutestovyacutem nebo izostatickyacutem způsobem) a takto připravenyacute vyacutelisek je možneacute ještě vypaacutelit Poteacute je uzavřen do pouzdra kteryacutem nemůže proniknout inertniacute plyn Takto je poteacute uložen do naacutedoby s inertniacutem plynem a vložen do pece Plyn působiacute lisovaciacutem tlakem Takto vyrobenyacute vyacuterobek maacute objemovou hmotnost teacuteměř shodnou s hustotou a takeacute vysokou pevnost Obvykle naacutesledujiacute dalšiacute uacutepravy vyacuterobku předevšiacutem jeho broušeniacute Slinovaacuteniacute je ovlivňovaacuteno teplotou a tlakem viz obraacutezek 17 [5 7]
Obr 17 Vliv teploty a tlaku na slinovaacuteniacute Al2O3 [5]
Suspenzniacute litiacute Metoda suspezniacuteho litiacute je vhodnaacute pro tenkostěnneacute složiteacute a nesymetrickeacute vyacuterobky Pro vyacuterobu se použiacutevaacute saacutedrovyacutech forem Jakmile je suspenze nalita do formy forma nasaje čaacutest vody a tiacutem se na rozhraniacute formy a směsi vytvořiacute slupka Po určiteacutem čase se vylije přebytečnaacute suspenze z formy Tenkostěnneacute vyacuterobky je nutneacute nechat odsaacutevat vodu několik minut a tlustostěnneacute vyacuterobky i několik hodin Vyacuterobek se z formy vyjiacuteme až v okamžiku kdy dosaacutehne dostatečneacute pevnosti aby bylo
KERAMICKEacute MATERIAacuteLY
22 UacuteST FSI VUT v Brně
možneacute s vyacuterobkem manipulovat Postup vyacuteroby tenkostěnneacuteho vyacuterobku je na obraacutezku 18 a plneacuteho diacutelu na obraacutezku 19 [1 29]
Injekčniacute vstřikovaacuteniacute Podstatou vstřikovaacuteniacute je že do formy je za pomoci tlaku vstřiacuteknuta suspenze ve ktereacute je obsažen keramickyacute materiaacutel V okamžiku kdy polotovar ziacuteskaacute manipulačniacute pevnost je vytažen z formy Po zformovaacuteniacute je za zvyacutešeneacute teploty odstraněno termoplastickeacute pojivo a naacutesleduje slinovaacuteniacute Metoda injekčniacuteho vstřikovaacuteniacute je vhodnaacute pro vyacuterobu velkeacuteho množstviacute rozměrově menšiacutech a tvarově stejnyacutech vyacuterobků Použiacutevaacute se pro vyacuterobu lopatek turbiacuten ventilů nebo biokeramickyacutech proteacutez Nevyacutehodou je nutnost investovat velkeacute finančniacute prostředky na pořiacutezeniacute strojů a forem [1] Vytlačovaacuteniacute Tvar vyacutesledneacuteho vyacuterobku je u vytlačovaacuteniacute dosažen tak že se vytlačuje směs pojiva a keramickeacuteho praacutešku přes naacutestroj Metoda použiacutevanaacute pro vyacuterobu profilů izolaacutetorů pro elektrotechnickyacute průmysl a jinyacutech vyacuterobků z technickeacute keramiky [1]
153 Sušeniacute
Polotovary keramickyacutech vyacuterobků se sušiacute z důvody sniacuteženiacute množstviacute pojiva ktereacute bylo do směsi přidaacuteno aby bylo možneacute vyacuterobek vytvarovat Teplota sušeniacute je zaacutevislaacute na požiteacutem pojivu ve směsi Pokud je použita voda sušeniacute probiacutehaacute při
KERAMICKEacute MATERIAacuteLY
23 UacuteST FSI VUT v Brně
teplotaacutech do 100 degC ale pokud je obsaženo nějakeacute pojivo na baacutezi organickeacuteho materiaacutelu je teplota až 300 degC Sušiacute se po dobu 1 dne i deacutele v zaacutevislosti na velikosti vyacuterobku Při sušeniacute dochaacuteziacute k poklesu objemu polotovaru dochaacuteziacute ke styku jednotlivyacutech zrn keramickeacuteho materiaacutelu což je způsobeno odpařovaacuteniacutem pojiva z polotovaru Při dosaženiacute kritickeacute dochaacuteziacute k naacuterůstu kapilaacuterniacutech sil ktereacute způsobujiacute smrštěniacute polotovaru Smršťovaacuteniacute probiacutehaacute až do okamžiku kdy dojde k doteku jednotlivyacutech krystalů Je nutneacute vysušit polotovar rovnoměrně aby nevznikala tahovaacute napětiacute Při jejich vzniku dochaacuteziacute ke sniacuteženiacute pevnosti kdy může nastat i porušeniacute vyacuterobku [1]
Posledniacute čaacutestiacute řetězce při vyacuterobě keramickyacutech vyacuterobků je tepelneacute zpracovaacuteniacute Přiacute slinovaacuteniacute dochaacuteziacute k redukci velikosti poacuterů v materiaacutelu Tiacutem dochaacuteziacute ke zpevněniacute a tak ziacuteskaacutevaacute vyacuterobek konečnou pevnost Působeniacutem difůze mezi zrny dochaacuteziacute ke spojeniacute jednotlivyacutech zrn v jeden celek Teploty pro slinovaacuteniacute keramiky je v intervalu od 1 000 degC ndash 1 400 degC Žaacuteruvzdorneacute materiaacutely a technickou keramiku je nutneacute slinovat za teplot vyššiacutech a to až 1 700 degC Doba slinovaacuteniacute je obvykle značně dlouhaacute (v řaacutedu desiacutetek hodin) Toto je daacuteno tiacutem že je nutneacute dlouho vyacuterobek nahřiacutevat poteacute naacutesleduje samotneacute slinovaacuteniacute a pak velice pomaleacute ochlazovaacuteniacute Rychlost ochlazovaacuteniacute neniacute možneacute zvyacutešit jinak by došlo ke vzniku nežaacutedouciacutech napětiacute a tiacutem ke sniacuteženiacute pevnosti [1 4 5 29 30]
Obr 19 Princip slinovaacuteniacute jak probiacutehaacute v mikrostruktuře materiaacutelu [31]
Pro obraacuteběniacute obecně je jedniacutem z nejdůležitějšiacutech parametrů kteryacute ovlivňuje průběh obraacuteběniacute i vyacuteslednou kvalitu obrobku je obrobitelnost materiaacutelu Obrobitelnost keramickyacutech materiaacutelů je velice niacutezkaacute což je daacuteno předevšiacutem vysokou tvrdostiacute keramiky a tiacutem odolnosti proti vnikaacuteniacute ciziacutech těles do materiaacutelu Obraacuteběniacute keramickyacutech materiaacutelů je proto vysoce naacuteročneacute na naacutestroje a je maacutelo produktivniacute a proto takeacute velice draheacute Proto se keramickeacute materiaacutely zpracovaacutevajiacute rovnou do vyacuteslednyacutech tvarů pomociacute klasickyacutech metod zpracovaacuteniacute keramickyacutech materiaacutelů jako je např vytlačovaacuteniacute suspenzniacute litiacute nebo lisovaacuteniacute Pokud je obraacuteběniacute využiacutevaacuteno pak obvykle nějakyacutem způsobem dokončovaciacuteho obraacuteběniacute kde typickyacutem představitelem je broušeniacute nebo nějakyacutem z nekonvenčniacutech způsobů obraacuteběniacute jako je napřiacuteklad obraacuteběniacute laserem nebo ultrazvukem ktereacute jsou obecně vhodnějšiacute než konvečniacute metody obraacuteběniacute naacutestroji s definovanou geometriiacute Probleacutemem konvenčniacuteho způsobu obraacuteběniacute je že tvrdost naacutestroje musiacute byacutet vyššiacute než obraacuteběneacuteho materiaacutelu aby bylo vůbec možneacute vniknout naacutestrojem do obrobku a zahaacutejit proces řezaacuteniacute Pro konvenčniacute metody (a i pro experimentaacutelniacute čaacutest byl použit) jsou obvykle použiacutevaacuteny naacutestroje z polykrystalickeacuteho diamantu nebo kubickeacuteho nitridu boacuteru Vzhledem k vysokeacute tvrdosti keramiky ale i u polykrystalickeacuteho diamantu dochaacuteziacute k rychleacutemu opotřebeniacute břitu a to maacute velkyacute vliv na zmiacuteněnou produktivitu a cenu obraacuteběniacute Obecně je ale obrobitelnost jednotlivyacutech keramickyacutech materiaacutelů různaacute a zaacutevisiacute na materiaacutelech použityacutech pro vyacuterobu na způsobu zpracovaacuteniacute a poteacute na samotnyacutech řeznyacutech podmiacutenkaacutech [9 10 11]
Společnyacutem znakem všech způsobů obraacuteběniacute je že je nutneacute v materiaacutelu vytvořit minimaacutelně jednu anebo většiacute množstviacute prasklin a ty poteacute rozšiřovat v požadovaneacutem směru Povrch je tvořen soustavou lomovyacutech ploch přiacutepadně jednou lomovou plochou Trhlinu v materiaacutelu můžeme vytvořit pomociacute siloveacuteho působeniacute do materiaacutelu nebo pomociacute vysoce zkoncetrovaneacuteho energetickeacuteho paprsku (laser) Pokud vytvaacuteřiacuteme trhlinu mechanicky dochaacuteziacute k jejiacutemu vzniku tak že do materiaacutelu je vtlačovaacuten hrot nebo kliacuten Tyto naacutestroje nejsou nikdy dokonale ostreacute a majiacute nějakyacute poloměr zaobleniacute a proto dochaacuteziacute v miacutestě dotyku s obraacuteběnyacutem materiaacutelem ke vzniku kontaktniacute plošky pomociacute ktereacute se přenaacutešiacute vzaacutejemneacute siloveacute působeniacute V těchto miacutestech dochaacuteziacute k vysokyacutem tlakovyacutem zatiacuteženiacutem ktereacute ve směru do obraacuteběneacuteho materiaacutelu ustupujiacute a naopak se měniacute v zatiacuteženiacute tahoveacute Kromě tlakovyacutech a tahovyacutech napětiacute se v materiaacutelu vyskytuje i napětiacute smykoveacute [12]
Prvotně dochaacuteziacute k pružneacute deformaci materiaacutelu a při dosaženiacute meze kluzu dochaacuteziacute k nevratnyacutem změnaacutem v materiaacutelu Dochaacuteziacute ke vzniku trhlin a ty se daacutele šiacuteřiacute materiaacutelem Vzhledem ke složitosti krystalickeacute mřiacutežky kterou majiacute keramickeacute materiaacutely je pro atomy ve struktuře těžkeacute najiacutet novou rovnovaacutežnou polohu po siloveacutem působeniacute toto způsobuje vysokou křehkost keramiky a tiacutem rychlyacute vznik a šiacuteřeniacute trhlin keramickyacutemi materiaacutely [12]
Ke vzniku trhlin může dochaacutezet v některyacutech přiacutepadech až po jeho odlehčeniacute a to takovyacutem způsobem že dojde k narušeniacute materiaacutelu pod povrchem (plastickeacute deformaci) Působeniacutem sil na obraacuteběnyacute materiaacutel dochaacuteziacute k již zmiacuteněnyacutem tlakovyacutem silaacutem kteraacute zaacuteroveň braacuteniacute k oddaacuteleniacute atomů od sebe a tiacutem braacuteniacute vzniku praskliny Až po naacutesledneacutem uvolněniacute dochaacuteziacute k naacuterůstu tahovyacutech napětiacute a tiacutem k samotneacute tvorbě praskliny Toto odpruženiacute může vyvolat vylomeniacute střepů z povrchu materiaacutelu [12]
Jednaacute se o technologii podobnou broušeniacute ale nedochaacuteziacute ke smykoveacutemu napětiacute mezi naacutestrojem a obrobkem a takeacute je jinyacute mechanismus působeniacute abrazivniacuteho zrna na obraacuteběnyacute materiaacutel Podstatou obraacuteběniacute ultrazvukem je vrhaacuteniacute abrazivniacutech zrn vysokou rychlostiacute proti materiaacutelu obrobku Při naacuterazu se kinetickaacute energie čaacutestice měniacute na deformačniacute praacuteci Diacuteky křehkosti keramiky stačiacute i malaacute zrna (disponujiacuteciacute relativně malou kinetickou energiiacute) k vytvořeniacute trhlin a pokud dojde ke spojeniacute dvou (nebo viacutece) trhlin vzniknou maleacute čaacutestice ktereacute po naacutesledujiacuteciacutem naacuterazu dalšiacute čaacutestice jsou vytrženyacute z materiaacutelu Naacutestrojovaacute hlava neniacute nijak tvarově omezena a je proto možneacute vytvaacuteřet různeacute otvory nebo zahloubeniacute Jako naacutestrojovyacute materiaacutel je obvykle použita ocel Tento naacutestroj kmitaacute s frekvenciacute 10 až 20 kHz Zrna jsou mezi materiaacutelem a naacutestrojem a jsou ve formě suspenze kdy jsou smiacutechaacutena s lihem benziacutenem nebo vodou Přiacutetomnost kapaliny ulehčuje pronikaacuteniacute energie do miacutesta obraacuteběniacute Jako abrazivniacutech zrna se využiacutevaacute oxid hlinityacute karbid boacuteru karbid křemiacuteku nebo pro nejtvrdšiacute materiaacutely zrna diamantovaacute Velikost zrn je 10-100 μm [12 13]
Obr 21 Obraacuteběniacute ultrazvukem [12]
22 Otryskaacutevaacuteniacute
Otryskaacutevaacuteniacute je metoda obraacuteběniacute kteraacute je značně podobnaacute obraacuteběniacute ultrazvukem ale na energii abrazivniacutem zrnům miacutesto generaacutetoru kmitů dodaacutevaacute vrhaciacute zařiacutezeniacute Otryskaacutevaacuteniacute se využiacutevaacute jako k vrtaacuteniacute otvorů děleniacute materiaacutelů ale takeacute k meacuteně naacuteročneacutemu opracovaacuteniacute jako je zdrsněniacute povrchu nebo jeho dekorace Použiacutevanyacutemi
materiaacutely jsou oxid hlinityacute karbid křemiacuteku nebo pouze křemennyacute piacutesek (z tohoto materiaacutelu pochaacuteziacute rozšiacuteřenyacute naacutezev bdquopiacuteskovaacuteniacuteldquo) Velikost čaacutestic se pohybuje od 10 μm až po jednotky mm Toto maacute samozřejmě vliv i na vyacuteslednou přesnost opracovaacuteniacute i na kvalitu povrchu [12]
23 Obraacuteběniacute laserem
Laser je vhodnyacute pro obraacuteběniacute pokud je materiaacutel schopen pohlcovat světelnou energii Daacutele je důležitaacute takeacute tepelnaacute vodivost a odrazivost materiaacutelu určeneacuteho pro obraacuteběniacute laserem Čiacutem viacutece materiaacutel pohltiacute zaacuteřeniacute a čiacutem horšiacute maacute tepelnou vodivost a odrazivost tiacutem je vhodnějšiacute ke zpracovaacuteniacute laserem [12]
Laserem je možneacute vytvořit lokaacutelniacute poškozeniacute tak že laserem je zkoncentrovaacutena energie do jednoho miacutesta tak že dojde k taveniacute a poteacute k naacutesledneacutemu odpařovaacuteniacute materiaacutelu Na obvodu paprsku dochaacuteziacute k taveniacute materiaacutelu (diacuteky nižšiacute koncentraci energie) a uprostřed laseroveacuteho paprsku k jeho odpařovaacuteniacute Laseru se využiacutevaacute pro vrtaacuteniacute otvorů nebo na řezaacuteniacute Obvykle se použiacutevaacute pulzniacutech laserů kdy každyacute pulz v přiacutepadě vrtaacuteniacute malyacutech otvorů vytvořiacute otvor o hloubce a průměru přibližně desetiny mm Velkeacute otvory jsou vytvaacuteřeny tak že laser tvořiacute draacutehu o průměru otvoru Vyššiacute přesnosti otvoru se dosaacutehne přiacutepadně naacuteslednyacutem lapovaacuteniacutem otvoru Daacutele se lasery využiacutevajiacute na tvorbu ryacuteh na povrchu materiaacutelu Charakteristickyacutemi vlastnostmi laserů je vlnovaacute deacutelka jmenovityacute vyacutekon a pracovniacute režim [12]
23 Broušeniacute
Broušeniacute je jednou z dokončovaciacutech metod obraacuteběniacute Kdy působeniacutem abrazivniacutech zrn na materiaacutel dochaacuteziacute k oddělovaacuteniacute malyacutech třiacutesek z povrchu obrobku Brusnaacute zrna jsou umiacutestěna v brusneacutem naacutestroji naacutehodně a tedy vyacuteslednyacute naacutestroj nemaacute definovanou geometrii Brusnyacute kotouč je k obrobku přitlačovaacuten a zaacuteroveň vykonaacutevaacute posuvnyacute pohyb Jako brusneacute naacutestroje pro keramickeacute materiaacutely je využiacutevaacuteno diamantu karbidu křemiacuteku nebo oxidu hliniteacuteho Zrna miacutevajiacute velikost od jednotek do několika stovek μm v zaacutevislosti na požadavciacutech na vyacuteslednou kvalitu povrchu Zrna byacutevajiacute obvykle pevně spojena (vaacutezaneacute brusivo) ale někdy se využiacutevajiacute i zrna volnaacute ve formě suspenze (zrna v kapalině) Při broušeniacute jsou brusnaacute zrna vtlačovaacutena do obraacuteběneacuteho materiaacutelu po ktereacutem se smyacutekajiacute a odvalujiacute V miacutestě kontaktu jsou vysokaacute napětiacute a může dochaacutezet takeacute k plastickyacutem deformaciacutem (mikroskopickyacute rozsah) Oddělovaacuteniacute materiaacutelu dochaacuteziacute tak že zrna vylamujiacute a vytrhaacutevajiacute maleacute čaacutestice po odlehčeniacute může dochaacutezet k odpryacuteskaacutevaacuteniacute malyacutech čaacutestic Nejdůležitějšiacutemi parametry broušeniacute je měrnyacute vyacutekon broušeniacute objemovaacute uacutečinnost naacutestroje a měrnaacute energie broušeniacute [12]
24 Freacutezovaacuteniacute soustruženiacute a vrtaacuteniacute
Keramickeacute materiaacutely je možneacute obraacutebět i konvenčniacutemi metodami obraacuteběniacute ale je nutneacute použiacutevat naacutestroje na baacutezi polykrystalickeacuteho diamantu přiacutepadně kubickeacuteho nitridu boacuteru Pro zvyacutešeniacute trvanlivosti naacutestrojů a zkraacuteceniacute doby obraacuteběniacute je vhodneacute využiacutet předevšiacutem laseru na přiacutepravu obrobku z keramickeacuteho materiaacutelu a poteacute pouze
dokončit některou z konvenčniacutech metod obraacuteběniacute Vzhledem k vysokeacute křehkosti dochaacuteziacute při vnikaacuteniacute naacutestroje do keramiky k tvorbě trhlin v materiaacutelu takto narušenyacute materiaacutel se vylamuje a odpryacuteskaacutevaacute od povrchu Je nutneacute při obraacuteběniacute keramiky obraacutebět nižšiacutemi posuvovyacutemi rychlostmi protože dochaacuteziacute k vysokeacutemu naacuterůstu řeznyacutech sil a bylo by možneacute naacutesledneacute porušeniacute obrobku Třiacuteska vznikaacute obdobnyacutem způsobem jako při broušeniacute keramickyacutech materiaacutelů [12]
25 Freacutezovaacuteniacute
Freacutezovaacuteniacute probiacutehaacute rotačniacutem naacutestrojem kteryacute konaacute hlavniacute řeznyacute pohyb Posuvovyacute pohyb obvykle vykonaacutevaacute obraacuteběnaacute součaacutest a obvykle je v zaacuteběru několik zubů freacutezy Tvořiacute se třiacuteska kteraacute maacute proměnlivou tloušťku [17]
Freacutezovaacuteniacute obecně se rozděluje dle naacutestrojů na freacutezovaacuteniacute vaacutelcoveacute a čelniacute Z těchto zaacutekladniacutech druhů vychaacuteziacute dalšiacute druhy jako je freacutezovaacuteniacute okružniacute a planetoveacute Dalšiacute rozděleniacute je možneacute dle pohybů freacutezy a obrobku na sousledneacute a nesousledneacute [17]
251 Vaacutelcoveacute freacutezovaacuteniacute
Vaacutelcoveacute freacutezovaniacute probiacutehaacute freacutezou ve tvaru vaacutelce kdy jsou zuby vytvořeny jen po obvodu naacutestroje Použiacutevajiacute se předevšiacutem vaacutelcoveacute a tvaroveacute freacutezy Hloubka vrstvy odebiacuteraneacute freacutezou se nastavuje kolmo na posuvovou složku pohybu [17]
Sousledneacute freacutezovaacuteniacute
Naacutestroj rotuje ve směru posuvu obrobku a třiacuteska začiacutenaacute na maximaacutelniacutem průřezu a postupně se zmenšuje až na nulovou tloušťku Vyacuteslednaacute plocha tvořenaacute freacutezou vznikaacute při vyacutestupu freacutezy z materiaacutelu Pro sousledneacute freacutezovaacuteniacute je nutneacute vymezit vůli mezi posuvovyacutem šroubem a maticiacute stolu stroje Sousledneacute freacutezovaacuteniacute je na obraacutezku 22 [17]
Probiacutehaacute opačně než sousledneacute freacutezovaacuteniacute Naacutestroj konaacute rotačniacute pohyb proti směru posuvoveacuteho pohybu obrobku a tiacutem je tvořena vyacuteslednaacute plocha při vstupu freacutezy do materiaacutelu Třiacuteska postupně narůstaacute od nuloveacute tloušťky do maxima viz obraacutezek 23 [17]
Čelniacute freacuteza maacute zuby vytvořeny jak na obvodu tak na čele a hlavniacute osa je kolmaacute na směr posuvoveacute rychlosti Při symetrickeacutem čelniacutem freacutezovaacuteniacute je osa naacutestroje shodnaacute s osou symetrie obraacuteběneacute plochy viz obraacutezek 24 [17]
Obr 24 a) Čelniacute symetrickeacute freacutezovaacuteniacute b) Čelniacute nesymetrickeacute freacutezovaacuteniacute [17]
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
Seznam odborneacute literatury
1 BARAacuteNEK I Rezneacute materiaacutely pre ryacutechlostneacute tvrdeacute a sucheacute obraacutebanie s 112 ISBN80-8075-013-02 BARAacuteNEK I ŠANDORA J Vyacuteroba vybranyacutech suacutečiastok špeciaacutelnej techniky TnUADTrenčiacuten 2004 s 212 ISBN 80-8075-013-0 3AB SANDVIK COROMANT - SANDVIK CZ sro Produktivniacute obraacuteběniacute kovů Šveacutedsko CMSE 1997 300s4 AB SANDVIK COROMANT - SANDVIK CZ sro Přiacuteručka obraacuteběniacute - Kniha pro praktiky(Přel z Modern Metal Sutting - A Practical Handbook Překlad M Kudela) 1 vyd PrahaScientia sro1997 857s ed J Machač J Řasa ISBN 91-97 22 99-4-65 KOCMAN K Speciaacutelniacute technologie Obraacuteběniacute 1 vyd CERN Brno 2004 227 s ISBN80-214-2562-86 WAGNERF-HAumlRLEP-MAYERS-WAGNERE Technika a programovaacuteniacute NC strojů 1vydaacuteniacute 1994 Praha 88s ISBN 80-901-657-5-37 LEINVEBERJ ŘASA J VAacuteVRA P Strojnickeacute tabulky 3 upraveneacute a doplněneacute vydaacuteniacuteScientia 1999 Praha 986s ISBN 80-7183-164-68 DRASTIacuteK F et al Strojnickaacute přiacuteručka Svazky 1-2 Verlag Dashofer 1 vyd 2002 ISBN80-86229-65-39 HUMAacuteR A PIacuteŠKA M Moderniacute řezneacute naacutestroje a naacutestrojoveacute materiaacutely MM Průmysloveacutespektrum Speciaacutelniacute vydaacuteniacute včetně CD 110 s Praha 2004 ISSN 1212-257210 Shubin Ren Xuanhui Qu Jia Guo Xinbo He Mingli Qin Xiaoyu Shen Net-shape formingand properties of high volume fraction SiCpAl composites Journal of Alloys and Compounds(Impact Factor 229) 012009 484(1)pp 256-262 11 httpwwwseeifceramicczpagesenhome-pagephp
Vedouciacute diplomoveacute praacutece prof Ing Miroslav Piacuteška CSc
Termiacuten odevzdaacuteniacute diplomoveacute praacutece je stanoven časovyacutem plaacutenem akademickeacuteho roku 20142015
V Brně dne 21112014
LS
_______________________________ _______________________________prof Ing Miroslav Piacuteška CSc prof RNDr Miroslav Doupovec CSc dr h c
Ředitel uacutestavu Děkan fakulty
ABSTRAKT
4 UacuteST FSI VUT v Brně
ABSTRAKT
V diplomoveacute praacuteci je zpracovaacuteno rozděleniacute keramickyacutech materiaacutelů jejich vazby a různeacute vlastnosti ktereacute keramickeacute materiaacutely definujiacute Daacutele je popsaacuten způsob vyacuteroby a zpracovaacuteniacute keramickyacutech materiaacutelů včetně možnostiacute jak obraacutebět keramickeacute materiaacutely Naacutesledně byl proveden experiment při ktereacutem byl obraacuteběn vzorek keramiky R-S67K freacutezovaacuteniacutem Při experimentu bylo měřeno siloveacute zatiacuteženiacute tyto siacutely byly nakonec vyhodnoceny
Kliacutečovaacute slova
keramickeacute materiaacutely vyacuteroba keramickyacutech materiaacutelů freacutezovaacuteniacute řezneacute siacutely drsnost povrchu
ABSTRACT
In the diploma thesis dividing of ceramic materials is made their bonds and other attributions which define ceramic materials There is also described how ceramic materials are manufactured and the thesis is including information about machining ceramic materials In the experimental part sample of ceramic material R-S67K was machined by milling During the experiment cutting forces were measured and roughness of surface after finishing these data were finally evaluated
Key words
ceramic material manufacturing ceramic materials milling cutting forces roughness of surface
BIBLIOGRAFICKAacute CITACE
RUDEL V Obraacuteběniacute keramickyacutech materiaacutelů freacutezovaacuteniacutem Brno Vysokeacute učeniacute technickeacute v Brně Fakulta strojniacuteho inženyacuterstviacute 2015 61 s Vedouciacute diplomoveacute praacutece prof Ing Miroslav Piacuteška CSc
PROHLAacuteŠENIacute
5 UacuteST FSI VUT v Brně
PROHLAacuteŠENIacute
Prohlašuji že jsem diplomovou praacuteci na teacutema Obraacuteběniacute keramickyacutech materiaacutelů freacutezovaacuteniacutem vypracoval samostatně s použitiacutem odborneacute literatury a pramenů uvedenyacutech na seznamu kteryacute tvořiacute přiacutelohu teacuteto praacutece
29 5 2015
Datum Bc Vaacuteclav Rudel
PODEKOVANI
6 UacuteST FSI VUT v Brně
PODĚKOVAacuteNIacute
Děkuji tiacutemto panu prof Ing Miroslavu Piacuteškovi CSc za cenneacute připomiacutenky a rady při vypracovaacuteniacute diplomoveacute praacutece Daacutele bych chtěl poděkovat firmě SEEIF Ceramic as za zapůjčeniacute zkušebniacuteho vzorku a umožněniacute vypracovaacuteniacute diplomoveacute praacutece Daacutele poděkovaacuteniacute naacuteležiacute kompetenčniacutemu centru Intemac Solutions sro Kuřim za možnost využitiacute přiacutestroje Alicona GF4
Velkeacute poděkovaacuteniacute takeacute naacuteležiacute rodině a přiacutetelkyni za podporu po celou dobu studia a tvorbě diplomoveacute praacutece
UacuteVOD
7 UacuteST FSI VUT v Brně
OBSAH
Abstrakt 4
Prohlaacutešeniacute 5
Poděkovaacuteniacute 6
Obsah 7
Uacutevod 9
1 Keramickeacute materiaacutely 10
11 Tradičniacute keramika 10
12 Technickaacute keramika 10
121 Keramika oxidovaacute 10
122 Keramika neoxidovaacute 12
123 Keramika směsnaacute 13
13 Struktura keramickyacutech materiaacutelů 13
131 Vazby v keramickyacutech materiaacutelech 14
132 Pohyb dislokaciacute v keramickyacutech materiaacutelech 14
133 Poruchy v keramickyacutech materiaacutelech 15
38 Drsnost povrchu obrobeneacuteho povrchu vzorku 44
381 Vliv posuvoveacute rychlosti na drsnost povrchu 45
382 Vliv řezneacute rychlosti na drsnost povrchu 47
39 Třiacuteska a opotřebeniacute břitoveacute destičky 50
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor 51
3101 Řeznyacute vyacutekon 51
3102 Měrnyacute řeznyacute odpor 52
4 Diskuse 54
Zaacutevěr 55
Seznam použityacutech zdrojů 56
Seznam použityacutech symbolů a zkratek 59
Seznam přiacuteloh 61
UacuteVOD
9 UacuteST FSI VUT v Brně
UacuteVOD
Mezi keramickeacute materiaacutely je možneacute řadit takoveacute materiaacutely ktereacute jsou anorganickeacuteho a nekovoveacuteho charakteru a jsou vaacutezaacuteny kovalentniacutemi iontovyacutemi nebo iontově-kovalentniacutemi vazbami Keramickeacute materiaacutely jsou využiacutevaacuteny pro širokeacute spektrum vyacuterobků Od tradičniacutech keramickyacutech materiaacutelů jako jsou cihly dlaždice sanitaacuterniacute keramika a dalšiacute běžneacute vyacuterobky až po pokročilou technickou keramiku kteraacute je využiacutevaacutena v průmyslu předevšiacutem z důvodů jejiacute žaacuteruvzdornosti odolnosti proti působeniacute chemikaacuteliiacute odolnosti proti opotřebeniacute tvrdosti a dalšiacutem jedinečnyacutem vlastnostem Moderniacute vyacuterobky z technickeacute keramiky již majiacute i vysokou pevnost nejen v tlaku ale i v tahu a ohybu a proto dochaacuteziacute k velkeacutemu rozvoji technickeacute keramiky Napřiacuteklad již byl vyvinut spalovaciacute motor kde byly z převaacutežneacute čaacutesti použity keramickeacute materiaacutely jako konstrukčniacuteho materiaacutelu Vyacuteroba z keramickyacutech materiaacutelů je naacuteročnaacute předevšiacutem z energetickeacuteho hlediska z důvodu sušeniacute a tepelneacuteho zpracovaacuteniacute po vytvarovaacuteniacute vyacuterobku do požadovaneacuteho tvaru
Se staacutele rostouciacutemi požadavky na keramickeacute vyacuterobky se měniacute i způsoby jejich konečneacuteho zpracovaacuteniacute kdy se začiacutenaacute prosazovat i obraacuteběniacute Keramickeacute materiaacutely se velice těžce obraacutebiacute což je způsobeno vysokou tvrdostiacute a tiacutem že jsou vyacuterobky z keramickyacutech materiaacutelů velice křehkeacute Obvykle se obraacutebiacute broušeniacutem ale je možneacute použiacutevat i dalšiacute způsoby konvenčniacuteho obraacuteběniacute jako je freacutezovaacuteniacute soustruženiacute nebo vrtaacuteniacute Daacutele se použiacutevajiacute nekonvečniacute metody jako obraacuteběniacute ultrazvukem nebo laserem
Ciacutelem praacutece je zhodnotit obrobitelnost žaacuteruvzdorneacuteho keramickeacuteho materiaacutelu R-S67K kteryacute zapůjčila firma SEEIF Ceramic as Jednaacute se o vysocehlinityacute šamot kteryacute byl freacutezovaacuten vyměnitelnou břitovou destičkou z polykrystalickeacuteho diamantu Při freacutezovaacuteniacute byly měřeny řezneacute siacutely ktereacute působily při obraacuteběniacute Daacutele byly změřeny parametry drsnosti povrchu a opotřebeniacute vyměnitelneacute břitoveacute destičky
KERAMICKEacute MATERIAacuteLY
10 UacuteST FSI VUT v Brně
1 KERAMICKEacute MATERIAacuteLY
Keramika je anorganickeacuteho původu a může obsahovat nekovoveacute i kovoveacute materiaacutely ktereacute jsou obvykle vaacutezaneacute kovalentniacutemi vazbami iontovyacutemi vazbami nebo jejich kombinaciacute tedy iontově-kovalentniacutemi vazbami Chemickeacute složeniacute je vysoce proměnliveacute od jednoduchyacutech dvousložkovyacutech sloučenin až po vysoce složiteacute faacuteze Zaacutekladniacutemi vlastnostmi keramickyacutech materiaacutelů je vysokaacute tvrdost pevnost v tlaku odolnost proti vysokyacutem teplotaacutem a tuhost ale jako nevyacutehoda keramickyacutech materiaacutelů se jeviacute niacutezkaacute pevnost v ohybu a křehkost Keramickeacute materiaacutely vykazujiacute relativně niacutezkou hustotu oproti jinyacutem konstrukčniacutem materiaacutelům ale na druhou stranu jsou špatně obrobitelneacute a naacutechylneacute k šiacuteřeniacute trhlin Dalšiacutemi vlastnostmi keramickyacutech materiaacutelů je niacutezkaacute elektrickaacute vodivost a až na vyacutejimky jsou keramickeacute materiaacutely diamagnetickeacute nebo paramagnetickeacute Je několik způsobů jak dělit keramickeacute materiaacutely do kategoriiacute např dle struktury faacutezoveacuteho a chemickeacuteho složeniacute nebo dle poacuterovitosti Je takeacute možneacute dělit keramiku dle využitiacute na keramiku žaacuteruvzdornou stavebniacute nebo technickou a tradičniacute [1 2 3 4]
11 Tradičniacute keramika
Prvniacute vzniklaacute keramika byla praacutevě keramika tradičniacute na jejiacutež vyacuterobu se použiacutevaacute křemene živce kaoliacutenu jiacutelu a dalšiacutech materiaacutelů Keramickou strukturu v tradičniacute keramice z uvedenyacutech materiaacutelů tvořiacute oxid křemičityacute SiO2 kteryacute je zaacuteroveň žaacuteruvzdornyacute Z živců je předevšiacutem využiacutevanyacute draselnyacute živec K2OAl2O36SiO2 ze ktereacuteho při vypaacuteleniacute vznikne skelnaacute složka Jiacutelů (hydratovanyacute křemičitan hlinityacute Al4(OH)2Si4O10 a dalšiacute oxidy různyacutech kovů) je využiacutevaacuteno jako pojiva před samotnyacutem vypalovaacuteniacutem aby bylo možneacute směs vytvarovat do požadovaneacuteho tvaru [1 3 4]
12 Technickaacute keramika
Keramika kteraacute je použiacutevanaacute pro naacuteročnějšiacute aplikace je teacutež nazyacutevanaacute konstrukčniacute Vstupniacute materiaacutely již obvykle nejsou volně dostupneacute ale jednaacute se o syntetickeacute laacutetky Vyacutehody technickeacute keramiky jsou vysokaacute pevnost v tlaku chemickaacute odolnost odolnost proti opotřebeniacute a žaacuteruvzdornost Diacuteky složiteacutemu zpracovaacuteniacute pokročilyacutech materiaacutelů použityacutech pro vyacuterobu dochaacuteziacute k vyacuterazneacutemu rozvoji až ve druheacute polovině 20 stoletiacute Technickaacute keramika je daacutele rozdělovaacutena na keramiku oxidovou neoxidovou a směsnou [1 3]
121 Keramika oxidovaacute
Oxidickaacute keramika je tvořena jedniacutem druhem oxidu ale může byacutet obsažena jedna nebo viacutece faacuteziacute Je takeacute možneacute přidaacutevat maleacute množstviacute přiacuteměsiacute jinyacutech oxidů pro zlepšeniacute vlastnostiacute konečneacuteho vyacuterobku a zaacuteroveň neniacute možneacute zabezpečit 100 čistotu vstupniacutech materiaacutelů Jednaacute se o nejviacutece zastoupenyacute druh technickeacute keramiky Kromě vyacuteše zmiacuteněnyacutech vlastnostiacute obecnyacutech pro technickou keramiku keramika oxidovaacute vynikaacute vyacutebornou schopnostiacute izolovat elektrickyacute proud Nejčastěji se můžeme setkat s keramikou kde je zaacutekladniacutem materiaacutelem oxid hlinityacute Al2O3 nebo oxid zirkoničityacute ZrO2 Daacutele se použiacutevajiacute oxidy na baacutezi hořčiacuteku berylia titanu a dalšiacutech prvků [3 4 5]
KERAMICKEacute MATERIAacuteLY
11 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě Al2O3
Takeacute je nazyacutevaacutena jako keramika korundovaacute Obvykle je použiacutevaacutena faacuteze s hexagonaacutelniacute strukturou označovanyacute jako Al2O3 ndash α Maacute obvykleacute vlastnosti keramickyacutech materiaacutelů jako je vysokaacute žaacuteruvzdornost pevnost tvrdost a odolnost proti taveninaacutem kovů a různyacutem chemickyacutem laacutetkaacutem Tyto vlastnosti si zachovaacutevaacute i do oblasti teplot okolo 1 000 degC a teplota taacuteniacute korundoveacute keramiky je 2 050 degC To je způsobeno iontovyacutemi vazbami mezi atomy hliniacuteku a kysliacuteku Korundovaacute keramika je vyraacuteběna v rozmeziacute 80 - nad 99 hmotnosti Al2O3 Vlastnosti se s rostouciacutem obsahem měniacute jak je vidět z tabulky 11 [7] Tab 11 Vlastnosti keramiky na zaacutekladě obsahu Al2O3 [7]
Obsah Al2O3
Veličina Jednotka
80 ndash 86
hm
87-95
hm
96-99
hm
nad 99
hm
Hustota [gcm-3
] 35 - 36 36 - 37 37 - 38 38 - 39
Youngův modul pružnosti v tahu [GPa] 200 300 400 400
Všechny mechanickeacute vlastnosti se zlepšujiacute s rostouciacutem obsahem oxidu hliniteacuteho stejně tak roste tvrdost tepelnaacute vodivost a koeficient deacutelkoveacute teplotniacute roztažnosti [7] Keramickeacute materiaacutely na zaacutekladě oxidu hliniteacuteho jsou slinovaacuteny za pomoci tekuteacute nebo pevneacute faacuteze Volba zaacutevisiacute na objemu ostatniacutech laacutetek ve směsi Konstrukčniacute keramika kteraacute obsahuje menšiacute obsah Al2O3 je slinovaacutena mastkem kaolinem nebo uhličitany vaacutepniacuteku nebo hořčiacuteku Při obsahu nad 99 je slinovaacuteniacute provaacuteděno za pomoci oxidů hořečnateacuteho nebo jinyacutech hořčiacutekovyacutech sloučenin ktereacute se za zvyacutešeneacute teploty přeměniacute na oxid hořečnatyacute [3 6 7]
Obr 11 Krystalickaacute struktura oxidu hliniteacuteho [18]
KERAMICKEacute MATERIAacuteLY
12 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě ZrO2
Vlastnosti oxidickeacute konstrukčniacute keramiky na baacutezi oxidu zirkoničiteacuteho jsou značně ovlivňovaacuteny faacutezovyacutemi přeměnami hlavniacuteho stavebniacuteho prvku ktereacute jsou na obraacutezku 12 Tyto přeměny jsou zaacutevisleacute na teplotě Oxid zirkoničityacute postupně přechaacuteziacute z kubickeacute mřiacutežky na tetragonaacutelniacute a naacutesledně do monoklinickeacute krystaloveacute mřiacutežky Praacutevě tato posledniacute přeměna maacute největšiacute vyacuteznam a to z toho důvodu že se značně podobaacute martenzitickeacute přeměně oceli Tato změna je doprovaacutezena značnou změnou tvaru a objemu zrn Tato přeměna daacutele probiacutehaacute bezdifuacutezně a ne izotermicky [3 6 7]
Vyacutevoj neoxidoveacute keramiky byl započat v důsledku potřeby ziacuteskat takoveacute materiaacutely ktereacute budou schopneacute dosaacutehnout vyššiacutech teplot a přitom si zachovat sveacute mechanickeacute vlastnosti Z materiaacutelů použiacutevanyacutech pro neoxidickou keramiku to jsou předevšiacutem různeacute karbidy nitridy boridy a silicidy Technologickeacute zpracovaacuteniacute těchto sloučenin na keramiku je složitějšiacute z důvodu že je nutneacute zabraacutenit oxidaci materiaacutelů za vysokyacutech teplot při vyacuterobě (je nutneacute slinovat za redukčniacute atmosfeacutery nebo ve vakuu) Z toho plyne i určiteacute omezeniacute pro využitiacute materiaacutelů v praxi kdy neniacute možneacute neoxidoveacute keramiky využiacutet tam kde by za vysokyacutech teplot byly vystaveny oxidačniacute atmosfeacuteře Daacutele při vyacuterobě je nutneacute zohlednit že některeacute sloučeniny jako SiC nebo BN se při zahřaacutetiacute na vysokou teplotu samovolně nezhutňujiacute (nedochaacuteziacute ke slinovaacuteniacute) a je nutneacute využiacutet slinovaacuteniacute reakčniacuteho nebo slinovaacuteniacute tlakoveacuteho [3 6 20] Keramickeacute materiaacutely na zaacutekladě SiC Nejrozšiacuteřenějšiacute karbidickyacute materiaacutel pro přiacutepravu keramiky Maacute kubickou strikturu obdobnou jakaacute je v diamantu ale ve struktuře neniacute pouze uhliacutek a 50 uhliacuteku je nahrazeno křemiacutekem Pro vysokou tvrdost je využiacutevaacuten často jako brusnyacute materiaacutel Tento materiaacutel je možneacute použiacutet jako praacutešek anebo ve formě naacutestroje kde je vaacutezaacuten organickou nebo anorganickou sloučeninou (je možneacute i využitiacute ve formě pasty kde je karbid křemiacuteku vaacutezaacuten pomociacute polymeru) Karbid křemiacuteku je velice dobryacute vodič tepla daacutele maacute a malou teplotniacute roztažnost takže je vysoce odolnyacute proti změnaacutem teploty Elektrickou energii vede jako polovodič [5 6]
Obr 13 Krystalickaacute struktura karbidu křemiacuteku [19]
KERAMICKEacute MATERIAacuteLY
13 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě Si3N4
Moderniacute keramickyacute materiaacutel kteryacute patřiacute do oblasti nitridů Nitridy obecně majiacute vysokou odolnost proti vysokyacutem teplotaacutem Samotnyacute nitrid křemiacuteku maacute hexagonaacutelniacute strukturu K jeho vlastnostem patřiacute dobraacute tepelnaacute vodivost a maleacute tepelnaacute roztažnost což dohromady daacutevaacute odolnost proti změnaacutem teploty (podobně jako karbid křemiacuteku) Je poměrně křehkyacute ale pokud je odstraněna skelnaacute faacuteze je možneacute zvyacutešit lomovou houževnatost diacuteky vlaacuteknům ktereacute prorůstajiacute strukturou Nitrid křemiacuteku je využiacutevaacuten jako naacutestrojovyacute materiaacutel vybaveniacute do sleacutevaacuteren a takeacute se objevil dieselovyacute motor celyacute sestavenyacute z diacutelů vyrobenyacutech z Si3N4 (adiabatickyacute motor kteryacute neniacute třeba chladit) [5 6 7]
Obr 14 Hybridniacute keramickyacute motor [21]
123 Keramika směsnaacute
Jak už naacutezev uvaacutediacute jednaacute se o směs buď jedneacute oxidickeacute keramiky a jedneacute neoxidickeacute nebo směs dvou oxidickyacutech materiaacutelů Často je využiacutevaacuteno karbidu nebo nitridu titanu na zvyacutešeniacute odolnosti proti vysokyacutem teplotaacutem a zvyacutešeniacute mechanickyacutech vlastnostiacute Relativně novou směsnou keramikou je Sialon (Si ndash Al ndash O ndash N) kteryacute je z hlediska svyacutech vlastnostiacute podobnyacute nitridu křemiacuteku ale zvětšiacute odolnost proti zvyacutešenyacutem teplotaacutem a je proto využiacutevaacuten na plynoveacute turbiacuteny ktereacute jsou vysoce teplotně namaacutehaacuteny [2 3 6]
13 Struktura keramickyacutech materiaacutelů
Keramika je obvykle tvořena krystalickou strukturou kteraacute může byacutet doplněna skelnou strukturou Samotnaacute krystalickaacute struktura je vyacuterazně ovlivněna typem vazeb ktereacute jsou utvořeny mezi atomy Vyskytujiacute se dva druhy vazeb a to vazba kovalentniacute a iontovaacute nebo je možnaacute i kombinace obou typů vazeb tedy vazbou iontově-kovalentniacute kteraacute je pro keramickeacute materiaacutely typickaacute [1 3]
KERAMICKEacute MATERIAacuteLY
14 UacuteST FSI VUT v Brně
131 Vazby v keramickyacutech materiaacutelech
Kovalentniacute vazbu u keramickyacutech materiaacutelů tvořiacute obvykle dva nekovoveacute prvky (SiC Si3N4) Tento druh vazby vznikaacute tak že atomy sdiacutelejiacute elektrony ve svyacutech elektronovyacutech obalech Tato vazba je určenaacute i směrově (dochaacuteziacute k vytvaacuteřeniacute různyacutech druhů siacutetiacute) a nedochaacuteziacute k tak velkeacutemu přibliacuteženiacute atomů jako u iontoveacute vazby Typickyacutemi vlastnostmi materiaacutelů s kovalentniacute vazbou je vysokaacute chemickaacute odolnost tvrdost a elektronovaacute vodivost Naopak tyto materiaacutely dosahujiacute niacutezkyacutech hodnot tepelneacute roztažnosti a minimaacutelniacute tvaacuternosti [1 23] Iontovou vazbu tvořiacute obvykle kovovyacute prvek s kysliacutekem nebo dalšiacutemi nekovovyacutemi prvky (ZrO MgO) Tato vazba je tvořena elektrostatickyacutemi silami působiacuteciacutemi mezi opačně nabityacutemi ionty dvou prvků proto majiacute materiaacutely s iontovou vazbou vysokou hustotu (opačně nabiteacute atomy jsou přitaženy velkyacutemi silami k sobě na velmi malou vzdaacutelenost) Dalšiacutemi vlastnostmi materiaacutelů s iontovou vazbou je velkaacute tepelnaacute roztažnost niacutezkaacute iontovaacute vodivost a špatnaacute tvaacuternost [1 23] Nejčastěji se v keramickyacutech materiaacutelech vyskytuje kombinace obou vazeb a to vazba iontově-kovalentniacute Množstviacute zastoupeniacute vazeb v daneacutem keramickeacutem materiaacutelu je daacutena elektronegativitou jednotlivyacutech prvků zastoupenyacutech ve struktuře Zaacuteroveň poměr určuje typ krystalickeacute struktury V tabulce 12 jsou uvedeny poměry zastoupeniacute iontoveacute nebo kovalentniacute vazby v některyacutech keramickyacutech materiaacutelech [1] Tab 12 Podiacutel iontoveacute a kovalentniacute vazby ve vybranyacutech keramickyacutech materiaacutelech [1]
Keramickyacute
materiaacutel
Rozdiacutel elektronegativit
prvků
Iontovyacute
charakter
Kovalentniacute
charakter
MgO 3 77 23
Al2O3 2 63 37
Si3N4 12 30 70
SiC 07 11 89
132 Pohyb dislokaciacute v keramickyacutech materiaacutelech
Typ vazby daacutele ovlivňuje pohyby dislokaciacute v materiaacutelech Kovalentniacute i iontovaacute vazba maacute jak jiacutež bylo zmiacuteněno niacutezkou hodnotu tvaacuternosti což je způsobeno praacutevě velice omezenyacutem pohybem dislokaciacute v těchto materiaacutelech Tato vlastnost vyacuterazně snižuje mechanickeacute vlastnosti keramickyacutech materiaacutelů a tak omezuje jejich využitiacute jako materiaacutelu pro vysoce namaacutehaneacute konstrukčniacute prvky Malaacute pohyblivost dislokaciacute je způsobena v materiaacutelech s kovalentniacute vazbou tiacutem že pro pohyb dislokace je nutneacute přerušit směrově orientovaneacute vazby Přerušeniacutem těchto vazeb vznikajiacute vysokaacute P-N (Peierlsovo ndash Nabarrovo) napětiacute teacuteměř na uacuterovni pevnosti materiaacutelu Proto nedochaacuteziacute k teacuteměř žaacutedneacute plastickeacute deformaci ale rovnou ke křehkeacutemu lomu součaacutesti Daacutele je možnaacute zhoršenaacute maneacutevrovatelnost dislokaciacute v materiaacutelech s jednoduchou iontovou mřiacutežkou (MgO) Zde jsou napětiacute P-N podobnaacute jako u kovů ale neniacute splněna podmiacutenka pěti nezaacutevislyacutech skluzovyacutech systeacutemů a proto dochaacuteziacute k jevu že monokrystaly jsou tvaacuterneacute ale polykrystaly již tvaacuterneacute nejsou Ve většině keramickyacutech materiaacutelů dochaacuteziacute ke kombinaci obou přiacutepadů [24] Za rostouciacute teploty keramickyacutech materiaacutelů (stejně jako u dalšiacutech materiaacutelů) dochaacuteziacute k poklesu P-N napětiacute a tiacutem roste tvaacuternost Keramickeacute materiaacutely ale se staacutevajiacute tvaacuternyacutemi až teacuteměř při dosaženiacute teploty taveniacute [24]
KERAMICKEacute MATERIAacuteLY
15 UacuteST FSI VUT v Brně
133 Poruchy v keramickyacutech materiaacutelech
V keramickyacutech materiaacutelech se vyskytujiacute bodoveacute čaacuteroveacute a plošneacute poruchy materiaacutelu (teacutež nazyacutevaneacute dislokace) Bodoveacute poruchy vznikajiacute buď jako vakance (chybějiacuteciacute atom) intersticiaacutelniacute (uzavřeneacute atomy mimo svoji polohu v krystalickeacute mřiacutežce) atomy nebo ionty Daacutele se mohou vyskytovat atomy jineacute laacutetky uzavřeneacute v krystalickeacute struktuře Bodoveacute poruchy krystalickeacute mřiacutežky nejsou přiacuteliš vyacuteznamneacute protože jsou obvykle izolovaacuteny v maleacutem prostoru Nejvyacuteznamnějšiacute jsou poruchy čaacuteroveacute ktereacute umožňujiacute plastickou deformaci materiaacutelu Čaacuteroveacute poruchy jsou buď šrouboveacute hranoveacute nebo jejich kombinace Hranoveacute poruchy vznikajiacute tak že v některyacutech miacutestech přebyacutevaacute řada atomů Šrouboveacute poruchy vznikajiacute tak že roviny kolmeacute k dislokačniacute čaacuteře tvořiacute šroubovou plochu Plošneacute poruchy materiaacutelu majiacute vliv předevšiacutem na hraniciacutech zrn [12 24]
Obr 15 a) Hranovaacute b) šroubovaacute porucha materiaacutelu [25]
14 Vlastnosti keramickyacutech materiaacutelů
Keramickeacute materiaacutely majiacute rozdiacutelneacute vlastnosti ktereacute jsou zaacutevisleacute na samotneacutem chemickeacutem složeniacute a jeho čistotě krystalickeacute struktuře a na způsobu jakyacutem je keramickyacute materiaacutel zpracovaacuten Celeacute vyacuterobky z keramiky jsou z hlediska vlastnostiacute homogenniacute přestože jednotliveacute krystaly majiacute sveacute vlastnosti rozdiacutelneacute a i vlastnosti jednotliveacuteho krystalu v různyacutech směrech jsou odlišneacute To že vlastnosti konečneacuteho vyacuterobku jsou ve všech směrech stejneacute je způsobeno tiacutem že je ve vyacuterobku rozloženo velkeacute množstviacute nahodile rozmiacutestěnyacutech krystalů Dalšiacute vlastnostiacute keramiky je to že je poacuterovitaacute a to způsobuje že v některyacutech miacutestech je uzavřen vzduch tedy materiaacutel kteryacute nemaacute žaacutednou pevnost ani hmotnost Obecnyacutemi a velice důležityacutemi vlastnostmi keramickyacutech materiaacutelů je vysokaacute tvrdost žaacuteruvzdornost odolnost proti otěru i proti chemikaacuteliiacutem naopak nejsou odolneacute v tahu a ohybu (dochaacuteziacute ke křehkeacutemu lomu) Co se tyacuteče elektrickyacutech vlastnostiacute keramickeacute materiaacutely jsou obvykle izolanty ale neniacute to pravidlem a mohou se vyskytovat keramickeacute materiaacutely ktereacute jsou piezoelektrickeacute polovodiveacute nebo pyroelektrickeacute Podobně jako elektrickaacute vodivost i pro vodivost tepelnou jsou keramickeacute materiaacutely obvykle izolanty ale existujiacute i takoveacute ktereacute teplo vedou jako kovy [3 23]
141 Elastickeacute vlastnosti
Pokud jsou keramickeacute materiaacutely vystaveny kraacutetkodobeacutemu a relativně maleacutemu siloveacutemu působeniacute chovajiacute se dle Hookova zaacutekona (prodlouženiacute je přiacutemo uacuteměrneacute zatěžujiacuteciacutemu napětiacute) tedy elasticky a po odlehčeniacute se vraciacute do sveacuteho původniacuteho
a) b)
KERAMICKEacute MATERIAacuteLY
16 UacuteST FSI VUT v Brně
tvaru bez poškozeniacute Poměrneacute prodlouženiacute (nebo zkraacuteceniacute) v daneacute ose můžeme vypočiacutetat dle vztahů 11 až 13 [5 12]
kde εxyz [-] - poměrneacute prodlouženiacute
σxyz [Mpa] - normaacuteloveacute napětiacute v daneacute ose
Modul pružnosti je pro keramickeacute materiaacutely značně odlišnyacute pro běžnyacute porcelaacuten je hodnota přibližně 70 GPa naopak slinuteacute karbidickeacute keramiky mohou dosahovat hodnot až 500 GPa Širokyacute interval hodnot modulu pružnosti u keramickyacutech materiaacutelů je způsoben tiacutem že modul pružnosti ovlivňuje samotneacute složeniacute keramickeacuteho materiaacutelu daacutele jeho mikrostruktura (uspořaacutedaacuteniacute podiacuteloveacute zastoupeniacute jednotlivyacutech faacuteziacute) Pro dvoufaacutezoveacute systeacutemy (jednoho druhu keramickeacuteho materiaacutelu a poacuterů) je možneacute určit modul pružnosti dle empirickeacuteho vztahu 14 Keramickeacute materiaacutely dosahujiacute hodnot Poissonova čiacutesla v rozmeziacute od 017 do 036 [5 12]
kde E0 [GPa] - modul pružnosti keramickeacuteho materiaacutelu bez poacuterů
VP [-] - objemoveacute množstviacute poacuterů
ab [-] - součiniteleacute tvaru poacuterů [5]
142 Plastickeacute vlastnosti
Za normaacutelniacutech teplot je keramika obvykle tvrdaacute křehkaacute ale mohou nastat přiacutepady kdy tomu tak neniacute ani za normaacutelniacutech teplot Za zvyacutešenyacutech teplot dochaacuteziacute k plastickeacutemu chovaacuteniacute keramickyacutech materiaacutelů Za normaacutelniacutech teplot je možneacute dosaacutehnout plastickeacuteho chovaacuteniacute keramickyacutech materiaacutelů kdy dochaacuteziacute k deformaci pouze minimaacutelniacuteho množstviacute materiaacutelu relativně vysokyacutem zatiacuteženiacutem toto je splněno při měřeniacute mikrotvrdosti kdy po diamantoveacutem indentoru zůstane otisk v materiaacutelu [5 12] Pokud je deformovaacuten pouze jednotlivyacute krystal keramickeacuteho materiaacutelu dochaacuteziacute ke skluzu čaacutestiacute krystalu Tyto skluzy se vnikajiacute tak že dochaacuteziacute k přesmykovaacuteniacute ktereacute ještě ulehčujiacute čaacuteroveacute dislokace v krystalu Daacutele může vznikat plastickaacute deformace jednotliveacuteho krystalu dvojčatěniacutem Velikost možneacute plastickeacute deformace je značně ovlivňovaacutena pohyblivostiacute a maneacutevrovatelnostiacute dislokaciacute v materiaacutelu [5 12]
( )[ ] 1-times+-= Ezyxx ssmse (11)
( )[ ] 1-times+-= Eyzyy ssmse (12)
( )[ ] 1-times+-= Eyxzz ssmse (13)
( )2
0 1 PP bVaVEE +-= [GPa] (14)
KERAMICKEacute MATERIAacuteLY
17 UacuteST FSI VUT v Brně
143 Creep
Creep (pomaleacute tečeniacute) je vlastně plastickeacute deformovaacuteniacute materiaacutelu ktereacute je ale obvykle provaacuteděno za zvyacutešenyacutech teplot Jednaacute se o velice důležitou charakteristiku pro keramickeacute materiaacutely (keramika může byacutet zkoušena za teplot nad 1 000 degC) a proto bude pro creep věnovaacutena jedna samostatnaacute kapitola Creep se vyznačuje tiacutem že k němu dochaacuteziacute při dlouhodobeacutem zatiacuteženiacute (při namaacutehaacuteniacute ktereacute nedosahuje meze kluzu materiaacutelu) za zvyacutešeneacute teploty Vyacutestupem z těchto zkoušek je takovaacute znalost o materiaacutelu že je znaacutemo za jakou dobu při daneacute teplotě a zatiacuteženiacute dojde ke stanoveneacutemu prodlouženiacute zkušebniacuteho vzorku Teacuteto znalosti můžeme využiacutet při navrhovaacuteniacute žaacuteruvzdornyacutech keramickyacutech vyacuterobků [5 12]
Obr 16 Tečeniacute materiaacutelu za různyacutech teplot [5]
Křivky tečeniacute materiaacutelu zatiacuteženeacuteho stejnyacutem zatiacuteženiacutem ale při jineacute teplotě jsou vyobrazeny na obraacutezku 16 Po počaacutetečniacutem pružneacutem prodlouženiacute naacutesleduje faacuteze kdy rychlost tečeniacute pomalu klesaacute V posledniacute faacutezi dochaacuteziacute ke zvyacutešeniacute rychlosti což je způsobeno ztenčeniacutem průřezu zatěžovaneacuteho vzorku a daacutele takeacute vlivem dutin ktereacute se objevujiacute ve vzorku K porušeniacute vzorku ale může dojiacutet již ve druheacutem staacutediu tečeniacute [5 26]
kde eamp [s-1] - rychlost poměrneacuteho prodlouženiacute
T [degK] - absolutniacute teplota
k [-] - konstanta
T0 [-] - konstanta [5]
Rychlost deformovaacuteniacute vzorku je možneacute ze vztahu 15 ze ktereacuteho je patrneacute že zmiacuteněnaacute rychlost roste se zvyšujiacuteciacutem se napětiacute a teplotou Creep se u keramickyacutech
T
T
n ek0-
timestimes= seamp [s-1] (15)
KERAMICKEacute MATERIAacuteLY
18 UacuteST FSI VUT v Brně
materiaacutelů objevuje při dosaženiacute polovičniacute teploty než je teplota taacuteniacute daneacuteho keramickeacuteho materiaacutelu [5]
144 Pevnost
Deformace keramickyacutech materiaacutelů probiacutehaacute do teacute doby než se objeviacute křehkyacute lom v materiaacutelu Křehkyacute lom se objevuje protože se netvořiacute žaacutednaacute plastickaacute deformace viditelnaacute pouhyacutem okem Prvotniacute porušeniacute keramickyacutech materiaacutelů se objevuje na jejich povrchu Toto porušeniacute je často vyvolaacuteno tahovyacutemi napětiacutemi Odolnost keramickyacutech materiaacutelů je v tahu vyacuteznamně nižšiacute než v tlaku (až 10x nižšiacute v tahu) Materiaacutely použiacutevaneacute pro izolaci majiacute pevnost v tahu na uacuterovni 10 MPa tradičniacute keramickeacute vyacuterobky dosahujiacute pevnosti v tlaku až 150 MPa Pro vysoce čisteacute keramickeacute materiaacutely (Al2O3) s velikostiacute zrn v řaacutedu μm je možneacute dosaacutehnout vyacuterazně vyššiacutech pevnostiacute i v ohybu a to až 600 Mpa Daacutele se vyskytujiacute speciaacutelniacute keramickeacute materiaacutely s pevnostiacute v tahu až 1 000 MPa [12 27] Pevnost keramickyacutech materiaacutelů je ovlivňovaacutena mnoha faktory napřiacuteklad poacutery trhlinami velikostiacute zrn a inkluzemi Pro keramickeacute materiaacutely je z pohledu pevnosti velice důležityacute faktor poacuterovitosti kdy existence poacuterů zmenšuje průřez a daacutele působiacute jako koncentraacutetor napětiacute [5 12]
V tabulce 13 jsou uvedeny materiaacuteloveacute charakteristiky některyacutech keramickyacutech materiaacutelů Tab 13 Vybraneacute keramickeacute materiaacutely a jejich pevnost [3]
Materiaacutel E Rm (v tlaku) Rm (v ohybu)
[GPa] [MPa] [MPa]
Al2O3 400 - 410 3000 350 - 400
SiC 410 - 480 2000 250 - 400
Si3N4 200 - 310 1200 700 - 800
ZrO2 150 - 200 2000 100 - 200
145 Křehkost
Fakt že keramickeacute materiaacutely jsou křehkeacute je způsoben dvěma faktory jeden je principiaacutelniacute a druhyacute vedlejšiacute Principiaacutelniacute křehkost keramickyacutech materiaacutelů je způsobena tiacutem že přechodovaacute teplota keramiky je vyššiacute než běžnaacute teplota Pokud tento jev nastaacutevaacute tak neniacute materiaacutel schopen se teacuteměř vůbec plasticky deformovat a dochaacuteziacute ke křehkeacutemu lomu Je tedy ztiacuteženaacute pohyblivost a maneacutevrovatelnost dislokaciacute Dalšiacutem vlivem je že v materiaacutelech vaacutezaneacute kovalentniacute a iontovou vazbou je zhoršeneacute navaacutezaacuteniacute mřiacutežek na hraniciacutech zrn což maacute za naacutesledek že pevnost mezi zrny je sniacutežena Vedlejšiacutemi přiacutečinami jsou obecně nehomogenity v materiaacutelu špatneacute slinutiacute a tiacutem dalšiacute oslabeniacute vazeb na hraniciacutech zrn nebo existence skelneacute faacuteze Daacutele se vyskytujiacute poacutery a trhliny Vedlejšiacute přiacutečiny jsou obvykle důvodem k porušeniacute u tradičniacute keramiky u technickeacute keramiky je tento jev již značně omezen ale staacutele se může vyskytovat [5 12]
KERAMICKEacute MATERIAacuteLY
19 UacuteST FSI VUT v Brně
146 Tvrdost
Obecnaacute definice tvrdosti materiaacutelu je že tvrdost je odpor materiaacutelu před vnikaacuteniacutem ciziacuteho objektu do materiaacutelu Je velkeacute množstviacute metod pro měřeniacute tvrdosti ktereacute jsou vhodneacute pro různeacute materiaacutely Pro měřeniacute tvrdosti jsou vhodneacute naacutesledujiacuteciacute metody Rockwell Vickers a Knoop Tvrdost keramiky dosahuje na Mohsově stupnici hodnot 8 ndash 9 pro technickou oxidickou keramiku a 9 ndash 95 pro keramiku neoxidickou Po diamantu kteryacute maacute tvrdost 10 se jednaacute o nejtvrdšiacute materiaacutely jakeacute se vyskytujiacute [3 5]
15 Vyacuteroba keramickyacutech materiaacutelů
Nejobvyklejšiacute způsob vyacuteroby keramiky je použitiacute praacuteškoveacute směsi a jejiacute naacutesledneacute slinovaacuteniacute za vysokeacute teploty Slinovaacuteniacutem dochaacuteziacute takeacute ke zhutněniacute směsi (sniacuteženiacute obsahu poacuterů) Vzhledem k působeniacute vysokyacutech teplot může dojiacutet ke změně vlastnostiacute a vyacuteslednyacute vyacuterobek může miacutet jineacute vlastnosti než vstupniacute surovina Pro tradičniacute keramiku jsou jako krystalickeacute faacuteze typickeacute přiacuterodniacute materiaacutely Naopak pro pokročileacute technickeacute keramickeacute materiaacutely jsou využiacutevaacuteny materiaacutely ktereacute neniacute možneacute v přiacuterodě naleacutezt Vyacuteroba keramickyacutech materiaacutelů je složena z několika kroků Prvotniacutem krokem je přiacuteprava směsi pokračuje se vytvarovaacuteniacutem do požadovaneacuteho tvaru a poteacute je vyacuterobek dehydratovaacuten Konečnou uacutepravou je zpravidla nějakyacute druh tepelneacuteho zpracovaacuteniacute kdy nejčastěji se využiacutevaacute vypalovaacuteniacute u tradičniacute keramiky a slinovaacuteniacute u keramiky technickeacute [1 2 5]
151 Přiacuteprava směsi
Vyacuteslednaacute kvalita a takeacute technologie vyacuteroby keramickyacutech materiaacutelů je značně zaacutevislaacute na kvalitě vstupniacutech surovin Vlastnosti ktereacute se sledujiacute u vstupniacutech surovin pro keramickeacute materiaacutely jsou např chemickeacute složeniacute velikost tvar a povrch zrn Přiacuterodniacute materiaacutely jsou obvykle značně rozdiacutelneacute a proto je nutneacute vlastnosti vstupniacutech materiaacutelů sledovat Přiacuteprava směsiacute obvykle probiacutehaacute tak že materiaacutely jsou smiacutechaacuteny a namlety naraacutez Je nutneacute použiacutevat takoveacute mleciacute kameny aby nedochaacutezelo k jejich porušovaacuteniacutem a tiacutem přimiacutechaacutevaacuteniacute nežaacutedouciacutech přiacuteměsiacute do mleteacute směsi Pro sniacuteženiacute poacuterovitosti je vhodneacute miacutet rozdiacutelně velkeacute čaacutestice a to z toho důvodu že při vytvarovaacuteniacute dojde k vyplněniacute volnyacutech prostorů mezi většiacutemi čaacutesticemi čaacutesticemi menšiacutemi Miacuteseniacute může probiacutehat bez přimiacutechaacuteniacute kapaliny (obvykle voda) nebo v suspenzi V přiacutepadě miacuteseniacute s vodou je nutneacute tuto vodu po promiacuteseniacute odstranit např rozprašovaacuteniacutem Vyacutesledkem je čistyacute granulaacutet ve ktereacutem jsou smiacutechaneacute všechny materiaacutely [5]
152 Tvarovaacuteniacute
Tvarovaacuteniacute začiacutenaacute aglomeraciacute jehož podstata je v tom že do směsi keramickyacutech praacutešků se přidajiacute dalšiacute laacutetky Jsou přidaacutevaacuteny takoveacute laacutetky aby bylo možneacute vytvořit ze sucheacuteho praacutešku požadovanyacute tvar vyacutesledneacuteho vyacuterobku a takeacute usnadnit jeho tvarovaacuteniacute a celkově zlepšit jeho vlastnosti Přidaacutevajiacute se různaacute pojiva maziva a daacutele můžou byacutet použita smaacutečedla Tvarovaacuteniacute může probiacutehat za tepla ale takeacute za studena (za normaacutelniacute teploty) ktereacute je použiacutevaacuteno častěji Nejčastěji se pro tvarovaacuteniacute využiacutevaacute různyacutech druhů lisovaacuteniacute popřiacutepadě litiacute vstřikovaacuteniacute nebo vytlačovaacuteniacute Ciacutelem tvarovaacuteniacute je jednak vytvořit zaacutekladniacute tvar keramickeacuteho vyacuterobku zajistit jeho určitou hutnost a takeacute zajistit aby takto zpracovanyacute polotovar ziacuteskal dostatečnou pevnost pro manipulaci během vyacuteroby [1 2 4 7]
KERAMICKEacute MATERIAacuteLY
20 UacuteST FSI VUT v Brně
Tab 14 Metody pro tvarovaacuteniacute keramiky [28]
Lisovaacuteniacute Pro lisovaacuteniacute se obvykle použiacutevaacute suchyacutech přiacutepadně polosuchyacutech směsiacute (vlhkost do 15 ) ale mohou se lisovat i směsi mokreacute Rozhodnutiacute jakyacute způsob (suchaacute nebo mokraacute směs) se použije zaacutevisiacute na druhu zpracovaacutevaneacuteho materiaacutelu Suchyacutech směsiacute se využiacutevaacute pro lisovaacuteniacute běžnyacutech keramickyacutech vyacuterobků jako jsou např dlaždice Maximaacutelniacute tlak použiacutevanyacute pro běžneacute jednosměrneacute lisovaacuteniacute je až 200 MPa Vlastnosti lisovanyacutech vyacuterobků nejsou homogenniacute což je způsobeno třeniacutem mezi stěnami formy a keramickyacutem materiaacutelem Pro zlepšeniacute vlastnostiacute se daacutele použiacutevaacute oboustranneacuteho nebo izostatickeacuteho lisovaacuteniacute (lisovaacuteniacute ze všech stran) Dalšiacutemi použiacutevanyacutemi druhy lisovaacuteniacute jsou přetokoveacute piacutestoveacute a žaacuteroveacute lisovaacuteniacute [4 7 24] Přetokoveacute lisovaacuteniacute Pro přetokoveacute lisovaacuteniacute se použiacutevaacute otevřenyacutech kovovyacutech forem jejichž hloubka je shodnaacute s vyacuteslednou vyacuteškou vyacutelisku Použiacutevaacute se lisovaciacutech tlaků v rozmeziacute 5 až 8 MPa Je nutneacute zajistit dostatečnou pevnost vyacutelisku pro jeho manipulaci Vhodneacute pro tvarově složitějšiacute vyacutelisky [7] Piacutestoveacute lisovaacuteniacute Vhodneacute pro vyacuterobu vyacutelisků s minimaacutelniacutem obsahem vody Pro vysokou kvalitu vyacutelisku je nutneacute zajistit rovnoměrneacute rozloženiacute směsi ve vyacutelisku proto je nutneacute sledovat naacutesyp směsi do formy Dalšiacutemi důležityacutemi faktory pro piacutestoveacute lisovaacuteniacute je působeniacute poměr vyacutešky a průměru požiteacute formy a působeniacute lisovaciacutech siacutel [7] Izostatickeacute lisovaacuteniacute Pro tento způsob lisovaacuteniacute se použiacutevaacute směsiacute ktereacute majiacute niacutezkyacute obsah vody a použiacutevaacute se velkyacutech lisovaciacutech tlaků v rozmeziacute 100 až 400 MPa Izostatickeacute lisovaacuteniacute je vyacutehodneacute protože dochaacuteziacute k působeniacute lisovaciacute siacutely ve všech směrech Tiacutem dochaacuteziacute ke zlepšeniacute vyacuteslednyacutech vlastnostiacute z důvodu zvyacutešeniacute homogenity vyacutelisku Izostatickeacute lisovaacuteniacute může probiacutehat do sucheacute nebo do mokreacute formy Lisovaacuteniacute do sucheacute formy je vhodneacute pro menšiacute vyacutelisky ktereacute jsou tvarově složitějšiacute Mokryacutech forem se využiacutevaacute na velkeacute a tvarově jednoducheacute odlitky [7]
KERAMICKEacute MATERIAacuteLY
21 UacuteST FSI VUT v Brně
Žaacuteroveacute lisovaacuteniacute Velice naacuteročnaacute a drahaacute metoda zpracovaacuteniacute keramickyacutech materiaacutelů což je způsobeno tiacutem že se lisuje za velice vysokyacutech teplot ktereacute dosahujiacute až 2 000 degC za použitiacute ochranneacute atmosfeacutery Použiacutevaacute se lisovaciacutech tlaků ve vyacuteši 40 až 60 MPa Metoda vhodnaacute pro technickou oxidovou nebo neoxidovou keramiku a diacuteky slinovaacuteniacute (dosahuje se vyššiacutech teplot než při běžneacutem slinovaacuteniacute) ktereacute při žaacuteroveacutem lisovaacuteniacute nastaacutevaacute dochaacuteziacute ke zhutněniacute materiaacutelu a dosahuje se objemoveacute hmotnosti teacuteměř stejneacute jako je hustota čisteacuteho materiaacutelu [5 7] Izostatickeacute žaacuteroveacute lisovaacuteniacute Pro tento druh lisovaacuteniacute se použiacutevaacute inertniacutech plynů Nejprve se vylisuje prvotniacute vyacutelisek (obvykle piacutestovyacutem nebo izostatickyacutem způsobem) a takto připravenyacute vyacutelisek je možneacute ještě vypaacutelit Poteacute je uzavřen do pouzdra kteryacutem nemůže proniknout inertniacute plyn Takto je poteacute uložen do naacutedoby s inertniacutem plynem a vložen do pece Plyn působiacute lisovaciacutem tlakem Takto vyrobenyacute vyacuterobek maacute objemovou hmotnost teacuteměř shodnou s hustotou a takeacute vysokou pevnost Obvykle naacutesledujiacute dalšiacute uacutepravy vyacuterobku předevšiacutem jeho broušeniacute Slinovaacuteniacute je ovlivňovaacuteno teplotou a tlakem viz obraacutezek 17 [5 7]
Obr 17 Vliv teploty a tlaku na slinovaacuteniacute Al2O3 [5]
Suspenzniacute litiacute Metoda suspezniacuteho litiacute je vhodnaacute pro tenkostěnneacute složiteacute a nesymetrickeacute vyacuterobky Pro vyacuterobu se použiacutevaacute saacutedrovyacutech forem Jakmile je suspenze nalita do formy forma nasaje čaacutest vody a tiacutem se na rozhraniacute formy a směsi vytvořiacute slupka Po určiteacutem čase se vylije přebytečnaacute suspenze z formy Tenkostěnneacute vyacuterobky je nutneacute nechat odsaacutevat vodu několik minut a tlustostěnneacute vyacuterobky i několik hodin Vyacuterobek se z formy vyjiacuteme až v okamžiku kdy dosaacutehne dostatečneacute pevnosti aby bylo
KERAMICKEacute MATERIAacuteLY
22 UacuteST FSI VUT v Brně
možneacute s vyacuterobkem manipulovat Postup vyacuteroby tenkostěnneacuteho vyacuterobku je na obraacutezku 18 a plneacuteho diacutelu na obraacutezku 19 [1 29]
Injekčniacute vstřikovaacuteniacute Podstatou vstřikovaacuteniacute je že do formy je za pomoci tlaku vstřiacuteknuta suspenze ve ktereacute je obsažen keramickyacute materiaacutel V okamžiku kdy polotovar ziacuteskaacute manipulačniacute pevnost je vytažen z formy Po zformovaacuteniacute je za zvyacutešeneacute teploty odstraněno termoplastickeacute pojivo a naacutesleduje slinovaacuteniacute Metoda injekčniacuteho vstřikovaacuteniacute je vhodnaacute pro vyacuterobu velkeacuteho množstviacute rozměrově menšiacutech a tvarově stejnyacutech vyacuterobků Použiacutevaacute se pro vyacuterobu lopatek turbiacuten ventilů nebo biokeramickyacutech proteacutez Nevyacutehodou je nutnost investovat velkeacute finančniacute prostředky na pořiacutezeniacute strojů a forem [1] Vytlačovaacuteniacute Tvar vyacutesledneacuteho vyacuterobku je u vytlačovaacuteniacute dosažen tak že se vytlačuje směs pojiva a keramickeacuteho praacutešku přes naacutestroj Metoda použiacutevanaacute pro vyacuterobu profilů izolaacutetorů pro elektrotechnickyacute průmysl a jinyacutech vyacuterobků z technickeacute keramiky [1]
153 Sušeniacute
Polotovary keramickyacutech vyacuterobků se sušiacute z důvody sniacuteženiacute množstviacute pojiva ktereacute bylo do směsi přidaacuteno aby bylo možneacute vyacuterobek vytvarovat Teplota sušeniacute je zaacutevislaacute na požiteacutem pojivu ve směsi Pokud je použita voda sušeniacute probiacutehaacute při
KERAMICKEacute MATERIAacuteLY
23 UacuteST FSI VUT v Brně
teplotaacutech do 100 degC ale pokud je obsaženo nějakeacute pojivo na baacutezi organickeacuteho materiaacutelu je teplota až 300 degC Sušiacute se po dobu 1 dne i deacutele v zaacutevislosti na velikosti vyacuterobku Při sušeniacute dochaacuteziacute k poklesu objemu polotovaru dochaacuteziacute ke styku jednotlivyacutech zrn keramickeacuteho materiaacutelu což je způsobeno odpařovaacuteniacutem pojiva z polotovaru Při dosaženiacute kritickeacute dochaacuteziacute k naacuterůstu kapilaacuterniacutech sil ktereacute způsobujiacute smrštěniacute polotovaru Smršťovaacuteniacute probiacutehaacute až do okamžiku kdy dojde k doteku jednotlivyacutech krystalů Je nutneacute vysušit polotovar rovnoměrně aby nevznikala tahovaacute napětiacute Při jejich vzniku dochaacuteziacute ke sniacuteženiacute pevnosti kdy může nastat i porušeniacute vyacuterobku [1]
Posledniacute čaacutestiacute řetězce při vyacuterobě keramickyacutech vyacuterobků je tepelneacute zpracovaacuteniacute Přiacute slinovaacuteniacute dochaacuteziacute k redukci velikosti poacuterů v materiaacutelu Tiacutem dochaacuteziacute ke zpevněniacute a tak ziacuteskaacutevaacute vyacuterobek konečnou pevnost Působeniacutem difůze mezi zrny dochaacuteziacute ke spojeniacute jednotlivyacutech zrn v jeden celek Teploty pro slinovaacuteniacute keramiky je v intervalu od 1 000 degC ndash 1 400 degC Žaacuteruvzdorneacute materiaacutely a technickou keramiku je nutneacute slinovat za teplot vyššiacutech a to až 1 700 degC Doba slinovaacuteniacute je obvykle značně dlouhaacute (v řaacutedu desiacutetek hodin) Toto je daacuteno tiacutem že je nutneacute dlouho vyacuterobek nahřiacutevat poteacute naacutesleduje samotneacute slinovaacuteniacute a pak velice pomaleacute ochlazovaacuteniacute Rychlost ochlazovaacuteniacute neniacute možneacute zvyacutešit jinak by došlo ke vzniku nežaacutedouciacutech napětiacute a tiacutem ke sniacuteženiacute pevnosti [1 4 5 29 30]
Obr 19 Princip slinovaacuteniacute jak probiacutehaacute v mikrostruktuře materiaacutelu [31]
Pro obraacuteběniacute obecně je jedniacutem z nejdůležitějšiacutech parametrů kteryacute ovlivňuje průběh obraacuteběniacute i vyacuteslednou kvalitu obrobku je obrobitelnost materiaacutelu Obrobitelnost keramickyacutech materiaacutelů je velice niacutezkaacute což je daacuteno předevšiacutem vysokou tvrdostiacute keramiky a tiacutem odolnosti proti vnikaacuteniacute ciziacutech těles do materiaacutelu Obraacuteběniacute keramickyacutech materiaacutelů je proto vysoce naacuteročneacute na naacutestroje a je maacutelo produktivniacute a proto takeacute velice draheacute Proto se keramickeacute materiaacutely zpracovaacutevajiacute rovnou do vyacuteslednyacutech tvarů pomociacute klasickyacutech metod zpracovaacuteniacute keramickyacutech materiaacutelů jako je např vytlačovaacuteniacute suspenzniacute litiacute nebo lisovaacuteniacute Pokud je obraacuteběniacute využiacutevaacuteno pak obvykle nějakyacutem způsobem dokončovaciacuteho obraacuteběniacute kde typickyacutem představitelem je broušeniacute nebo nějakyacutem z nekonvenčniacutech způsobů obraacuteběniacute jako je napřiacuteklad obraacuteběniacute laserem nebo ultrazvukem ktereacute jsou obecně vhodnějšiacute než konvečniacute metody obraacuteběniacute naacutestroji s definovanou geometriiacute Probleacutemem konvenčniacuteho způsobu obraacuteběniacute je že tvrdost naacutestroje musiacute byacutet vyššiacute než obraacuteběneacuteho materiaacutelu aby bylo vůbec možneacute vniknout naacutestrojem do obrobku a zahaacutejit proces řezaacuteniacute Pro konvenčniacute metody (a i pro experimentaacutelniacute čaacutest byl použit) jsou obvykle použiacutevaacuteny naacutestroje z polykrystalickeacuteho diamantu nebo kubickeacuteho nitridu boacuteru Vzhledem k vysokeacute tvrdosti keramiky ale i u polykrystalickeacuteho diamantu dochaacuteziacute k rychleacutemu opotřebeniacute břitu a to maacute velkyacute vliv na zmiacuteněnou produktivitu a cenu obraacuteběniacute Obecně je ale obrobitelnost jednotlivyacutech keramickyacutech materiaacutelů různaacute a zaacutevisiacute na materiaacutelech použityacutech pro vyacuterobu na způsobu zpracovaacuteniacute a poteacute na samotnyacutech řeznyacutech podmiacutenkaacutech [9 10 11]
Společnyacutem znakem všech způsobů obraacuteběniacute je že je nutneacute v materiaacutelu vytvořit minimaacutelně jednu anebo většiacute množstviacute prasklin a ty poteacute rozšiřovat v požadovaneacutem směru Povrch je tvořen soustavou lomovyacutech ploch přiacutepadně jednou lomovou plochou Trhlinu v materiaacutelu můžeme vytvořit pomociacute siloveacuteho působeniacute do materiaacutelu nebo pomociacute vysoce zkoncetrovaneacuteho energetickeacuteho paprsku (laser) Pokud vytvaacuteřiacuteme trhlinu mechanicky dochaacuteziacute k jejiacutemu vzniku tak že do materiaacutelu je vtlačovaacuten hrot nebo kliacuten Tyto naacutestroje nejsou nikdy dokonale ostreacute a majiacute nějakyacute poloměr zaobleniacute a proto dochaacuteziacute v miacutestě dotyku s obraacuteběnyacutem materiaacutelem ke vzniku kontaktniacute plošky pomociacute ktereacute se přenaacutešiacute vzaacutejemneacute siloveacute působeniacute V těchto miacutestech dochaacuteziacute k vysokyacutem tlakovyacutem zatiacuteženiacutem ktereacute ve směru do obraacuteběneacuteho materiaacutelu ustupujiacute a naopak se měniacute v zatiacuteženiacute tahoveacute Kromě tlakovyacutech a tahovyacutech napětiacute se v materiaacutelu vyskytuje i napětiacute smykoveacute [12]
Prvotně dochaacuteziacute k pružneacute deformaci materiaacutelu a při dosaženiacute meze kluzu dochaacuteziacute k nevratnyacutem změnaacutem v materiaacutelu Dochaacuteziacute ke vzniku trhlin a ty se daacutele šiacuteřiacute materiaacutelem Vzhledem ke složitosti krystalickeacute mřiacutežky kterou majiacute keramickeacute materiaacutely je pro atomy ve struktuře těžkeacute najiacutet novou rovnovaacutežnou polohu po siloveacutem působeniacute toto způsobuje vysokou křehkost keramiky a tiacutem rychlyacute vznik a šiacuteřeniacute trhlin keramickyacutemi materiaacutely [12]
Ke vzniku trhlin může dochaacutezet v některyacutech přiacutepadech až po jeho odlehčeniacute a to takovyacutem způsobem že dojde k narušeniacute materiaacutelu pod povrchem (plastickeacute deformaci) Působeniacutem sil na obraacuteběnyacute materiaacutel dochaacuteziacute k již zmiacuteněnyacutem tlakovyacutem silaacutem kteraacute zaacuteroveň braacuteniacute k oddaacuteleniacute atomů od sebe a tiacutem braacuteniacute vzniku praskliny Až po naacutesledneacutem uvolněniacute dochaacuteziacute k naacuterůstu tahovyacutech napětiacute a tiacutem k samotneacute tvorbě praskliny Toto odpruženiacute může vyvolat vylomeniacute střepů z povrchu materiaacutelu [12]
Jednaacute se o technologii podobnou broušeniacute ale nedochaacuteziacute ke smykoveacutemu napětiacute mezi naacutestrojem a obrobkem a takeacute je jinyacute mechanismus působeniacute abrazivniacuteho zrna na obraacuteběnyacute materiaacutel Podstatou obraacuteběniacute ultrazvukem je vrhaacuteniacute abrazivniacutech zrn vysokou rychlostiacute proti materiaacutelu obrobku Při naacuterazu se kinetickaacute energie čaacutestice měniacute na deformačniacute praacuteci Diacuteky křehkosti keramiky stačiacute i malaacute zrna (disponujiacuteciacute relativně malou kinetickou energiiacute) k vytvořeniacute trhlin a pokud dojde ke spojeniacute dvou (nebo viacutece) trhlin vzniknou maleacute čaacutestice ktereacute po naacutesledujiacuteciacutem naacuterazu dalšiacute čaacutestice jsou vytrženyacute z materiaacutelu Naacutestrojovaacute hlava neniacute nijak tvarově omezena a je proto možneacute vytvaacuteřet různeacute otvory nebo zahloubeniacute Jako naacutestrojovyacute materiaacutel je obvykle použita ocel Tento naacutestroj kmitaacute s frekvenciacute 10 až 20 kHz Zrna jsou mezi materiaacutelem a naacutestrojem a jsou ve formě suspenze kdy jsou smiacutechaacutena s lihem benziacutenem nebo vodou Přiacutetomnost kapaliny ulehčuje pronikaacuteniacute energie do miacutesta obraacuteběniacute Jako abrazivniacutech zrna se využiacutevaacute oxid hlinityacute karbid boacuteru karbid křemiacuteku nebo pro nejtvrdšiacute materiaacutely zrna diamantovaacute Velikost zrn je 10-100 μm [12 13]
Obr 21 Obraacuteběniacute ultrazvukem [12]
22 Otryskaacutevaacuteniacute
Otryskaacutevaacuteniacute je metoda obraacuteběniacute kteraacute je značně podobnaacute obraacuteběniacute ultrazvukem ale na energii abrazivniacutem zrnům miacutesto generaacutetoru kmitů dodaacutevaacute vrhaciacute zařiacutezeniacute Otryskaacutevaacuteniacute se využiacutevaacute jako k vrtaacuteniacute otvorů děleniacute materiaacutelů ale takeacute k meacuteně naacuteročneacutemu opracovaacuteniacute jako je zdrsněniacute povrchu nebo jeho dekorace Použiacutevanyacutemi
materiaacutely jsou oxid hlinityacute karbid křemiacuteku nebo pouze křemennyacute piacutesek (z tohoto materiaacutelu pochaacuteziacute rozšiacuteřenyacute naacutezev bdquopiacuteskovaacuteniacuteldquo) Velikost čaacutestic se pohybuje od 10 μm až po jednotky mm Toto maacute samozřejmě vliv i na vyacuteslednou přesnost opracovaacuteniacute i na kvalitu povrchu [12]
23 Obraacuteběniacute laserem
Laser je vhodnyacute pro obraacuteběniacute pokud je materiaacutel schopen pohlcovat světelnou energii Daacutele je důležitaacute takeacute tepelnaacute vodivost a odrazivost materiaacutelu určeneacuteho pro obraacuteběniacute laserem Čiacutem viacutece materiaacutel pohltiacute zaacuteřeniacute a čiacutem horšiacute maacute tepelnou vodivost a odrazivost tiacutem je vhodnějšiacute ke zpracovaacuteniacute laserem [12]
Laserem je možneacute vytvořit lokaacutelniacute poškozeniacute tak že laserem je zkoncentrovaacutena energie do jednoho miacutesta tak že dojde k taveniacute a poteacute k naacutesledneacutemu odpařovaacuteniacute materiaacutelu Na obvodu paprsku dochaacuteziacute k taveniacute materiaacutelu (diacuteky nižšiacute koncentraci energie) a uprostřed laseroveacuteho paprsku k jeho odpařovaacuteniacute Laseru se využiacutevaacute pro vrtaacuteniacute otvorů nebo na řezaacuteniacute Obvykle se použiacutevaacute pulzniacutech laserů kdy každyacute pulz v přiacutepadě vrtaacuteniacute malyacutech otvorů vytvořiacute otvor o hloubce a průměru přibližně desetiny mm Velkeacute otvory jsou vytvaacuteřeny tak že laser tvořiacute draacutehu o průměru otvoru Vyššiacute přesnosti otvoru se dosaacutehne přiacutepadně naacuteslednyacutem lapovaacuteniacutem otvoru Daacutele se lasery využiacutevajiacute na tvorbu ryacuteh na povrchu materiaacutelu Charakteristickyacutemi vlastnostmi laserů je vlnovaacute deacutelka jmenovityacute vyacutekon a pracovniacute režim [12]
23 Broušeniacute
Broušeniacute je jednou z dokončovaciacutech metod obraacuteběniacute Kdy působeniacutem abrazivniacutech zrn na materiaacutel dochaacuteziacute k oddělovaacuteniacute malyacutech třiacutesek z povrchu obrobku Brusnaacute zrna jsou umiacutestěna v brusneacutem naacutestroji naacutehodně a tedy vyacuteslednyacute naacutestroj nemaacute definovanou geometrii Brusnyacute kotouč je k obrobku přitlačovaacuten a zaacuteroveň vykonaacutevaacute posuvnyacute pohyb Jako brusneacute naacutestroje pro keramickeacute materiaacutely je využiacutevaacuteno diamantu karbidu křemiacuteku nebo oxidu hliniteacuteho Zrna miacutevajiacute velikost od jednotek do několika stovek μm v zaacutevislosti na požadavciacutech na vyacuteslednou kvalitu povrchu Zrna byacutevajiacute obvykle pevně spojena (vaacutezaneacute brusivo) ale někdy se využiacutevajiacute i zrna volnaacute ve formě suspenze (zrna v kapalině) Při broušeniacute jsou brusnaacute zrna vtlačovaacutena do obraacuteběneacuteho materiaacutelu po ktereacutem se smyacutekajiacute a odvalujiacute V miacutestě kontaktu jsou vysokaacute napětiacute a může dochaacutezet takeacute k plastickyacutem deformaciacutem (mikroskopickyacute rozsah) Oddělovaacuteniacute materiaacutelu dochaacuteziacute tak že zrna vylamujiacute a vytrhaacutevajiacute maleacute čaacutestice po odlehčeniacute může dochaacutezet k odpryacuteskaacutevaacuteniacute malyacutech čaacutestic Nejdůležitějšiacutemi parametry broušeniacute je měrnyacute vyacutekon broušeniacute objemovaacute uacutečinnost naacutestroje a měrnaacute energie broušeniacute [12]
24 Freacutezovaacuteniacute soustruženiacute a vrtaacuteniacute
Keramickeacute materiaacutely je možneacute obraacutebět i konvenčniacutemi metodami obraacuteběniacute ale je nutneacute použiacutevat naacutestroje na baacutezi polykrystalickeacuteho diamantu přiacutepadně kubickeacuteho nitridu boacuteru Pro zvyacutešeniacute trvanlivosti naacutestrojů a zkraacuteceniacute doby obraacuteběniacute je vhodneacute využiacutet předevšiacutem laseru na přiacutepravu obrobku z keramickeacuteho materiaacutelu a poteacute pouze
dokončit některou z konvenčniacutech metod obraacuteběniacute Vzhledem k vysokeacute křehkosti dochaacuteziacute při vnikaacuteniacute naacutestroje do keramiky k tvorbě trhlin v materiaacutelu takto narušenyacute materiaacutel se vylamuje a odpryacuteskaacutevaacute od povrchu Je nutneacute při obraacuteběniacute keramiky obraacutebět nižšiacutemi posuvovyacutemi rychlostmi protože dochaacuteziacute k vysokeacutemu naacuterůstu řeznyacutech sil a bylo by možneacute naacutesledneacute porušeniacute obrobku Třiacuteska vznikaacute obdobnyacutem způsobem jako při broušeniacute keramickyacutech materiaacutelů [12]
25 Freacutezovaacuteniacute
Freacutezovaacuteniacute probiacutehaacute rotačniacutem naacutestrojem kteryacute konaacute hlavniacute řeznyacute pohyb Posuvovyacute pohyb obvykle vykonaacutevaacute obraacuteběnaacute součaacutest a obvykle je v zaacuteběru několik zubů freacutezy Tvořiacute se třiacuteska kteraacute maacute proměnlivou tloušťku [17]
Freacutezovaacuteniacute obecně se rozděluje dle naacutestrojů na freacutezovaacuteniacute vaacutelcoveacute a čelniacute Z těchto zaacutekladniacutech druhů vychaacuteziacute dalšiacute druhy jako je freacutezovaacuteniacute okružniacute a planetoveacute Dalšiacute rozděleniacute je možneacute dle pohybů freacutezy a obrobku na sousledneacute a nesousledneacute [17]
251 Vaacutelcoveacute freacutezovaacuteniacute
Vaacutelcoveacute freacutezovaniacute probiacutehaacute freacutezou ve tvaru vaacutelce kdy jsou zuby vytvořeny jen po obvodu naacutestroje Použiacutevajiacute se předevšiacutem vaacutelcoveacute a tvaroveacute freacutezy Hloubka vrstvy odebiacuteraneacute freacutezou se nastavuje kolmo na posuvovou složku pohybu [17]
Sousledneacute freacutezovaacuteniacute
Naacutestroj rotuje ve směru posuvu obrobku a třiacuteska začiacutenaacute na maximaacutelniacutem průřezu a postupně se zmenšuje až na nulovou tloušťku Vyacuteslednaacute plocha tvořenaacute freacutezou vznikaacute při vyacutestupu freacutezy z materiaacutelu Pro sousledneacute freacutezovaacuteniacute je nutneacute vymezit vůli mezi posuvovyacutem šroubem a maticiacute stolu stroje Sousledneacute freacutezovaacuteniacute je na obraacutezku 22 [17]
Probiacutehaacute opačně než sousledneacute freacutezovaacuteniacute Naacutestroj konaacute rotačniacute pohyb proti směru posuvoveacuteho pohybu obrobku a tiacutem je tvořena vyacuteslednaacute plocha při vstupu freacutezy do materiaacutelu Třiacuteska postupně narůstaacute od nuloveacute tloušťky do maxima viz obraacutezek 23 [17]
Čelniacute freacuteza maacute zuby vytvořeny jak na obvodu tak na čele a hlavniacute osa je kolmaacute na směr posuvoveacute rychlosti Při symetrickeacutem čelniacutem freacutezovaacuteniacute je osa naacutestroje shodnaacute s osou symetrie obraacuteběneacute plochy viz obraacutezek 24 [17]
Obr 24 a) Čelniacute symetrickeacute freacutezovaacuteniacute b) Čelniacute nesymetrickeacute freacutezovaacuteniacute [17]
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
ABSTRAKT
4 UacuteST FSI VUT v Brně
ABSTRAKT
V diplomoveacute praacuteci je zpracovaacuteno rozděleniacute keramickyacutech materiaacutelů jejich vazby a různeacute vlastnosti ktereacute keramickeacute materiaacutely definujiacute Daacutele je popsaacuten způsob vyacuteroby a zpracovaacuteniacute keramickyacutech materiaacutelů včetně možnostiacute jak obraacutebět keramickeacute materiaacutely Naacutesledně byl proveden experiment při ktereacutem byl obraacuteběn vzorek keramiky R-S67K freacutezovaacuteniacutem Při experimentu bylo měřeno siloveacute zatiacuteženiacute tyto siacutely byly nakonec vyhodnoceny
Kliacutečovaacute slova
keramickeacute materiaacutely vyacuteroba keramickyacutech materiaacutelů freacutezovaacuteniacute řezneacute siacutely drsnost povrchu
ABSTRACT
In the diploma thesis dividing of ceramic materials is made their bonds and other attributions which define ceramic materials There is also described how ceramic materials are manufactured and the thesis is including information about machining ceramic materials In the experimental part sample of ceramic material R-S67K was machined by milling During the experiment cutting forces were measured and roughness of surface after finishing these data were finally evaluated
Key words
ceramic material manufacturing ceramic materials milling cutting forces roughness of surface
BIBLIOGRAFICKAacute CITACE
RUDEL V Obraacuteběniacute keramickyacutech materiaacutelů freacutezovaacuteniacutem Brno Vysokeacute učeniacute technickeacute v Brně Fakulta strojniacuteho inženyacuterstviacute 2015 61 s Vedouciacute diplomoveacute praacutece prof Ing Miroslav Piacuteška CSc
PROHLAacuteŠENIacute
5 UacuteST FSI VUT v Brně
PROHLAacuteŠENIacute
Prohlašuji že jsem diplomovou praacuteci na teacutema Obraacuteběniacute keramickyacutech materiaacutelů freacutezovaacuteniacutem vypracoval samostatně s použitiacutem odborneacute literatury a pramenů uvedenyacutech na seznamu kteryacute tvořiacute přiacutelohu teacuteto praacutece
29 5 2015
Datum Bc Vaacuteclav Rudel
PODEKOVANI
6 UacuteST FSI VUT v Brně
PODĚKOVAacuteNIacute
Děkuji tiacutemto panu prof Ing Miroslavu Piacuteškovi CSc za cenneacute připomiacutenky a rady při vypracovaacuteniacute diplomoveacute praacutece Daacutele bych chtěl poděkovat firmě SEEIF Ceramic as za zapůjčeniacute zkušebniacuteho vzorku a umožněniacute vypracovaacuteniacute diplomoveacute praacutece Daacutele poděkovaacuteniacute naacuteležiacute kompetenčniacutemu centru Intemac Solutions sro Kuřim za možnost využitiacute přiacutestroje Alicona GF4
Velkeacute poděkovaacuteniacute takeacute naacuteležiacute rodině a přiacutetelkyni za podporu po celou dobu studia a tvorbě diplomoveacute praacutece
UacuteVOD
7 UacuteST FSI VUT v Brně
OBSAH
Abstrakt 4
Prohlaacutešeniacute 5
Poděkovaacuteniacute 6
Obsah 7
Uacutevod 9
1 Keramickeacute materiaacutely 10
11 Tradičniacute keramika 10
12 Technickaacute keramika 10
121 Keramika oxidovaacute 10
122 Keramika neoxidovaacute 12
123 Keramika směsnaacute 13
13 Struktura keramickyacutech materiaacutelů 13
131 Vazby v keramickyacutech materiaacutelech 14
132 Pohyb dislokaciacute v keramickyacutech materiaacutelech 14
133 Poruchy v keramickyacutech materiaacutelech 15
38 Drsnost povrchu obrobeneacuteho povrchu vzorku 44
381 Vliv posuvoveacute rychlosti na drsnost povrchu 45
382 Vliv řezneacute rychlosti na drsnost povrchu 47
39 Třiacuteska a opotřebeniacute břitoveacute destičky 50
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor 51
3101 Řeznyacute vyacutekon 51
3102 Měrnyacute řeznyacute odpor 52
4 Diskuse 54
Zaacutevěr 55
Seznam použityacutech zdrojů 56
Seznam použityacutech symbolů a zkratek 59
Seznam přiacuteloh 61
UacuteVOD
9 UacuteST FSI VUT v Brně
UacuteVOD
Mezi keramickeacute materiaacutely je možneacute řadit takoveacute materiaacutely ktereacute jsou anorganickeacuteho a nekovoveacuteho charakteru a jsou vaacutezaacuteny kovalentniacutemi iontovyacutemi nebo iontově-kovalentniacutemi vazbami Keramickeacute materiaacutely jsou využiacutevaacuteny pro širokeacute spektrum vyacuterobků Od tradičniacutech keramickyacutech materiaacutelů jako jsou cihly dlaždice sanitaacuterniacute keramika a dalšiacute běžneacute vyacuterobky až po pokročilou technickou keramiku kteraacute je využiacutevaacutena v průmyslu předevšiacutem z důvodů jejiacute žaacuteruvzdornosti odolnosti proti působeniacute chemikaacuteliiacute odolnosti proti opotřebeniacute tvrdosti a dalšiacutem jedinečnyacutem vlastnostem Moderniacute vyacuterobky z technickeacute keramiky již majiacute i vysokou pevnost nejen v tlaku ale i v tahu a ohybu a proto dochaacuteziacute k velkeacutemu rozvoji technickeacute keramiky Napřiacuteklad již byl vyvinut spalovaciacute motor kde byly z převaacutežneacute čaacutesti použity keramickeacute materiaacutely jako konstrukčniacuteho materiaacutelu Vyacuteroba z keramickyacutech materiaacutelů je naacuteročnaacute předevšiacutem z energetickeacuteho hlediska z důvodu sušeniacute a tepelneacuteho zpracovaacuteniacute po vytvarovaacuteniacute vyacuterobku do požadovaneacuteho tvaru
Se staacutele rostouciacutemi požadavky na keramickeacute vyacuterobky se měniacute i způsoby jejich konečneacuteho zpracovaacuteniacute kdy se začiacutenaacute prosazovat i obraacuteběniacute Keramickeacute materiaacutely se velice těžce obraacutebiacute což je způsobeno vysokou tvrdostiacute a tiacutem že jsou vyacuterobky z keramickyacutech materiaacutelů velice křehkeacute Obvykle se obraacutebiacute broušeniacutem ale je možneacute použiacutevat i dalšiacute způsoby konvenčniacuteho obraacuteběniacute jako je freacutezovaacuteniacute soustruženiacute nebo vrtaacuteniacute Daacutele se použiacutevajiacute nekonvečniacute metody jako obraacuteběniacute ultrazvukem nebo laserem
Ciacutelem praacutece je zhodnotit obrobitelnost žaacuteruvzdorneacuteho keramickeacuteho materiaacutelu R-S67K kteryacute zapůjčila firma SEEIF Ceramic as Jednaacute se o vysocehlinityacute šamot kteryacute byl freacutezovaacuten vyměnitelnou břitovou destičkou z polykrystalickeacuteho diamantu Při freacutezovaacuteniacute byly měřeny řezneacute siacutely ktereacute působily při obraacuteběniacute Daacutele byly změřeny parametry drsnosti povrchu a opotřebeniacute vyměnitelneacute břitoveacute destičky
KERAMICKEacute MATERIAacuteLY
10 UacuteST FSI VUT v Brně
1 KERAMICKEacute MATERIAacuteLY
Keramika je anorganickeacuteho původu a může obsahovat nekovoveacute i kovoveacute materiaacutely ktereacute jsou obvykle vaacutezaneacute kovalentniacutemi vazbami iontovyacutemi vazbami nebo jejich kombinaciacute tedy iontově-kovalentniacutemi vazbami Chemickeacute složeniacute je vysoce proměnliveacute od jednoduchyacutech dvousložkovyacutech sloučenin až po vysoce složiteacute faacuteze Zaacutekladniacutemi vlastnostmi keramickyacutech materiaacutelů je vysokaacute tvrdost pevnost v tlaku odolnost proti vysokyacutem teplotaacutem a tuhost ale jako nevyacutehoda keramickyacutech materiaacutelů se jeviacute niacutezkaacute pevnost v ohybu a křehkost Keramickeacute materiaacutely vykazujiacute relativně niacutezkou hustotu oproti jinyacutem konstrukčniacutem materiaacutelům ale na druhou stranu jsou špatně obrobitelneacute a naacutechylneacute k šiacuteřeniacute trhlin Dalšiacutemi vlastnostmi keramickyacutech materiaacutelů je niacutezkaacute elektrickaacute vodivost a až na vyacutejimky jsou keramickeacute materiaacutely diamagnetickeacute nebo paramagnetickeacute Je několik způsobů jak dělit keramickeacute materiaacutely do kategoriiacute např dle struktury faacutezoveacuteho a chemickeacuteho složeniacute nebo dle poacuterovitosti Je takeacute možneacute dělit keramiku dle využitiacute na keramiku žaacuteruvzdornou stavebniacute nebo technickou a tradičniacute [1 2 3 4]
11 Tradičniacute keramika
Prvniacute vzniklaacute keramika byla praacutevě keramika tradičniacute na jejiacutež vyacuterobu se použiacutevaacute křemene živce kaoliacutenu jiacutelu a dalšiacutech materiaacutelů Keramickou strukturu v tradičniacute keramice z uvedenyacutech materiaacutelů tvořiacute oxid křemičityacute SiO2 kteryacute je zaacuteroveň žaacuteruvzdornyacute Z živců je předevšiacutem využiacutevanyacute draselnyacute živec K2OAl2O36SiO2 ze ktereacuteho při vypaacuteleniacute vznikne skelnaacute složka Jiacutelů (hydratovanyacute křemičitan hlinityacute Al4(OH)2Si4O10 a dalšiacute oxidy různyacutech kovů) je využiacutevaacuteno jako pojiva před samotnyacutem vypalovaacuteniacutem aby bylo možneacute směs vytvarovat do požadovaneacuteho tvaru [1 3 4]
12 Technickaacute keramika
Keramika kteraacute je použiacutevanaacute pro naacuteročnějšiacute aplikace je teacutež nazyacutevanaacute konstrukčniacute Vstupniacute materiaacutely již obvykle nejsou volně dostupneacute ale jednaacute se o syntetickeacute laacutetky Vyacutehody technickeacute keramiky jsou vysokaacute pevnost v tlaku chemickaacute odolnost odolnost proti opotřebeniacute a žaacuteruvzdornost Diacuteky složiteacutemu zpracovaacuteniacute pokročilyacutech materiaacutelů použityacutech pro vyacuterobu dochaacuteziacute k vyacuterazneacutemu rozvoji až ve druheacute polovině 20 stoletiacute Technickaacute keramika je daacutele rozdělovaacutena na keramiku oxidovou neoxidovou a směsnou [1 3]
121 Keramika oxidovaacute
Oxidickaacute keramika je tvořena jedniacutem druhem oxidu ale může byacutet obsažena jedna nebo viacutece faacuteziacute Je takeacute možneacute přidaacutevat maleacute množstviacute přiacuteměsiacute jinyacutech oxidů pro zlepšeniacute vlastnostiacute konečneacuteho vyacuterobku a zaacuteroveň neniacute možneacute zabezpečit 100 čistotu vstupniacutech materiaacutelů Jednaacute se o nejviacutece zastoupenyacute druh technickeacute keramiky Kromě vyacuteše zmiacuteněnyacutech vlastnostiacute obecnyacutech pro technickou keramiku keramika oxidovaacute vynikaacute vyacutebornou schopnostiacute izolovat elektrickyacute proud Nejčastěji se můžeme setkat s keramikou kde je zaacutekladniacutem materiaacutelem oxid hlinityacute Al2O3 nebo oxid zirkoničityacute ZrO2 Daacutele se použiacutevajiacute oxidy na baacutezi hořčiacuteku berylia titanu a dalšiacutech prvků [3 4 5]
KERAMICKEacute MATERIAacuteLY
11 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě Al2O3
Takeacute je nazyacutevaacutena jako keramika korundovaacute Obvykle je použiacutevaacutena faacuteze s hexagonaacutelniacute strukturou označovanyacute jako Al2O3 ndash α Maacute obvykleacute vlastnosti keramickyacutech materiaacutelů jako je vysokaacute žaacuteruvzdornost pevnost tvrdost a odolnost proti taveninaacutem kovů a různyacutem chemickyacutem laacutetkaacutem Tyto vlastnosti si zachovaacutevaacute i do oblasti teplot okolo 1 000 degC a teplota taacuteniacute korundoveacute keramiky je 2 050 degC To je způsobeno iontovyacutemi vazbami mezi atomy hliniacuteku a kysliacuteku Korundovaacute keramika je vyraacuteběna v rozmeziacute 80 - nad 99 hmotnosti Al2O3 Vlastnosti se s rostouciacutem obsahem měniacute jak je vidět z tabulky 11 [7] Tab 11 Vlastnosti keramiky na zaacutekladě obsahu Al2O3 [7]
Obsah Al2O3
Veličina Jednotka
80 ndash 86
hm
87-95
hm
96-99
hm
nad 99
hm
Hustota [gcm-3
] 35 - 36 36 - 37 37 - 38 38 - 39
Youngův modul pružnosti v tahu [GPa] 200 300 400 400
Všechny mechanickeacute vlastnosti se zlepšujiacute s rostouciacutem obsahem oxidu hliniteacuteho stejně tak roste tvrdost tepelnaacute vodivost a koeficient deacutelkoveacute teplotniacute roztažnosti [7] Keramickeacute materiaacutely na zaacutekladě oxidu hliniteacuteho jsou slinovaacuteny za pomoci tekuteacute nebo pevneacute faacuteze Volba zaacutevisiacute na objemu ostatniacutech laacutetek ve směsi Konstrukčniacute keramika kteraacute obsahuje menšiacute obsah Al2O3 je slinovaacutena mastkem kaolinem nebo uhličitany vaacutepniacuteku nebo hořčiacuteku Při obsahu nad 99 je slinovaacuteniacute provaacuteděno za pomoci oxidů hořečnateacuteho nebo jinyacutech hořčiacutekovyacutech sloučenin ktereacute se za zvyacutešeneacute teploty přeměniacute na oxid hořečnatyacute [3 6 7]
Obr 11 Krystalickaacute struktura oxidu hliniteacuteho [18]
KERAMICKEacute MATERIAacuteLY
12 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě ZrO2
Vlastnosti oxidickeacute konstrukčniacute keramiky na baacutezi oxidu zirkoničiteacuteho jsou značně ovlivňovaacuteny faacutezovyacutemi přeměnami hlavniacuteho stavebniacuteho prvku ktereacute jsou na obraacutezku 12 Tyto přeměny jsou zaacutevisleacute na teplotě Oxid zirkoničityacute postupně přechaacuteziacute z kubickeacute mřiacutežky na tetragonaacutelniacute a naacutesledně do monoklinickeacute krystaloveacute mřiacutežky Praacutevě tato posledniacute přeměna maacute největšiacute vyacuteznam a to z toho důvodu že se značně podobaacute martenzitickeacute přeměně oceli Tato změna je doprovaacutezena značnou změnou tvaru a objemu zrn Tato přeměna daacutele probiacutehaacute bezdifuacutezně a ne izotermicky [3 6 7]
Vyacutevoj neoxidoveacute keramiky byl započat v důsledku potřeby ziacuteskat takoveacute materiaacutely ktereacute budou schopneacute dosaacutehnout vyššiacutech teplot a přitom si zachovat sveacute mechanickeacute vlastnosti Z materiaacutelů použiacutevanyacutech pro neoxidickou keramiku to jsou předevšiacutem různeacute karbidy nitridy boridy a silicidy Technologickeacute zpracovaacuteniacute těchto sloučenin na keramiku je složitějšiacute z důvodu že je nutneacute zabraacutenit oxidaci materiaacutelů za vysokyacutech teplot při vyacuterobě (je nutneacute slinovat za redukčniacute atmosfeacutery nebo ve vakuu) Z toho plyne i určiteacute omezeniacute pro využitiacute materiaacutelů v praxi kdy neniacute možneacute neoxidoveacute keramiky využiacutet tam kde by za vysokyacutech teplot byly vystaveny oxidačniacute atmosfeacuteře Daacutele při vyacuterobě je nutneacute zohlednit že některeacute sloučeniny jako SiC nebo BN se při zahřaacutetiacute na vysokou teplotu samovolně nezhutňujiacute (nedochaacuteziacute ke slinovaacuteniacute) a je nutneacute využiacutet slinovaacuteniacute reakčniacuteho nebo slinovaacuteniacute tlakoveacuteho [3 6 20] Keramickeacute materiaacutely na zaacutekladě SiC Nejrozšiacuteřenějšiacute karbidickyacute materiaacutel pro přiacutepravu keramiky Maacute kubickou strikturu obdobnou jakaacute je v diamantu ale ve struktuře neniacute pouze uhliacutek a 50 uhliacuteku je nahrazeno křemiacutekem Pro vysokou tvrdost je využiacutevaacuten často jako brusnyacute materiaacutel Tento materiaacutel je možneacute použiacutet jako praacutešek anebo ve formě naacutestroje kde je vaacutezaacuten organickou nebo anorganickou sloučeninou (je možneacute i využitiacute ve formě pasty kde je karbid křemiacuteku vaacutezaacuten pomociacute polymeru) Karbid křemiacuteku je velice dobryacute vodič tepla daacutele maacute a malou teplotniacute roztažnost takže je vysoce odolnyacute proti změnaacutem teploty Elektrickou energii vede jako polovodič [5 6]
Obr 13 Krystalickaacute struktura karbidu křemiacuteku [19]
KERAMICKEacute MATERIAacuteLY
13 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě Si3N4
Moderniacute keramickyacute materiaacutel kteryacute patřiacute do oblasti nitridů Nitridy obecně majiacute vysokou odolnost proti vysokyacutem teplotaacutem Samotnyacute nitrid křemiacuteku maacute hexagonaacutelniacute strukturu K jeho vlastnostem patřiacute dobraacute tepelnaacute vodivost a maleacute tepelnaacute roztažnost což dohromady daacutevaacute odolnost proti změnaacutem teploty (podobně jako karbid křemiacuteku) Je poměrně křehkyacute ale pokud je odstraněna skelnaacute faacuteze je možneacute zvyacutešit lomovou houževnatost diacuteky vlaacuteknům ktereacute prorůstajiacute strukturou Nitrid křemiacuteku je využiacutevaacuten jako naacutestrojovyacute materiaacutel vybaveniacute do sleacutevaacuteren a takeacute se objevil dieselovyacute motor celyacute sestavenyacute z diacutelů vyrobenyacutech z Si3N4 (adiabatickyacute motor kteryacute neniacute třeba chladit) [5 6 7]
Obr 14 Hybridniacute keramickyacute motor [21]
123 Keramika směsnaacute
Jak už naacutezev uvaacutediacute jednaacute se o směs buď jedneacute oxidickeacute keramiky a jedneacute neoxidickeacute nebo směs dvou oxidickyacutech materiaacutelů Často je využiacutevaacuteno karbidu nebo nitridu titanu na zvyacutešeniacute odolnosti proti vysokyacutem teplotaacutem a zvyacutešeniacute mechanickyacutech vlastnostiacute Relativně novou směsnou keramikou je Sialon (Si ndash Al ndash O ndash N) kteryacute je z hlediska svyacutech vlastnostiacute podobnyacute nitridu křemiacuteku ale zvětšiacute odolnost proti zvyacutešenyacutem teplotaacutem a je proto využiacutevaacuten na plynoveacute turbiacuteny ktereacute jsou vysoce teplotně namaacutehaacuteny [2 3 6]
13 Struktura keramickyacutech materiaacutelů
Keramika je obvykle tvořena krystalickou strukturou kteraacute může byacutet doplněna skelnou strukturou Samotnaacute krystalickaacute struktura je vyacuterazně ovlivněna typem vazeb ktereacute jsou utvořeny mezi atomy Vyskytujiacute se dva druhy vazeb a to vazba kovalentniacute a iontovaacute nebo je možnaacute i kombinace obou typů vazeb tedy vazbou iontově-kovalentniacute kteraacute je pro keramickeacute materiaacutely typickaacute [1 3]
KERAMICKEacute MATERIAacuteLY
14 UacuteST FSI VUT v Brně
131 Vazby v keramickyacutech materiaacutelech
Kovalentniacute vazbu u keramickyacutech materiaacutelů tvořiacute obvykle dva nekovoveacute prvky (SiC Si3N4) Tento druh vazby vznikaacute tak že atomy sdiacutelejiacute elektrony ve svyacutech elektronovyacutech obalech Tato vazba je určenaacute i směrově (dochaacuteziacute k vytvaacuteřeniacute různyacutech druhů siacutetiacute) a nedochaacuteziacute k tak velkeacutemu přibliacuteženiacute atomů jako u iontoveacute vazby Typickyacutemi vlastnostmi materiaacutelů s kovalentniacute vazbou je vysokaacute chemickaacute odolnost tvrdost a elektronovaacute vodivost Naopak tyto materiaacutely dosahujiacute niacutezkyacutech hodnot tepelneacute roztažnosti a minimaacutelniacute tvaacuternosti [1 23] Iontovou vazbu tvořiacute obvykle kovovyacute prvek s kysliacutekem nebo dalšiacutemi nekovovyacutemi prvky (ZrO MgO) Tato vazba je tvořena elektrostatickyacutemi silami působiacuteciacutemi mezi opačně nabityacutemi ionty dvou prvků proto majiacute materiaacutely s iontovou vazbou vysokou hustotu (opačně nabiteacute atomy jsou přitaženy velkyacutemi silami k sobě na velmi malou vzdaacutelenost) Dalšiacutemi vlastnostmi materiaacutelů s iontovou vazbou je velkaacute tepelnaacute roztažnost niacutezkaacute iontovaacute vodivost a špatnaacute tvaacuternost [1 23] Nejčastěji se v keramickyacutech materiaacutelech vyskytuje kombinace obou vazeb a to vazba iontově-kovalentniacute Množstviacute zastoupeniacute vazeb v daneacutem keramickeacutem materiaacutelu je daacutena elektronegativitou jednotlivyacutech prvků zastoupenyacutech ve struktuře Zaacuteroveň poměr určuje typ krystalickeacute struktury V tabulce 12 jsou uvedeny poměry zastoupeniacute iontoveacute nebo kovalentniacute vazby v některyacutech keramickyacutech materiaacutelech [1] Tab 12 Podiacutel iontoveacute a kovalentniacute vazby ve vybranyacutech keramickyacutech materiaacutelech [1]
Keramickyacute
materiaacutel
Rozdiacutel elektronegativit
prvků
Iontovyacute
charakter
Kovalentniacute
charakter
MgO 3 77 23
Al2O3 2 63 37
Si3N4 12 30 70
SiC 07 11 89
132 Pohyb dislokaciacute v keramickyacutech materiaacutelech
Typ vazby daacutele ovlivňuje pohyby dislokaciacute v materiaacutelech Kovalentniacute i iontovaacute vazba maacute jak jiacutež bylo zmiacuteněno niacutezkou hodnotu tvaacuternosti což je způsobeno praacutevě velice omezenyacutem pohybem dislokaciacute v těchto materiaacutelech Tato vlastnost vyacuterazně snižuje mechanickeacute vlastnosti keramickyacutech materiaacutelů a tak omezuje jejich využitiacute jako materiaacutelu pro vysoce namaacutehaneacute konstrukčniacute prvky Malaacute pohyblivost dislokaciacute je způsobena v materiaacutelech s kovalentniacute vazbou tiacutem že pro pohyb dislokace je nutneacute přerušit směrově orientovaneacute vazby Přerušeniacutem těchto vazeb vznikajiacute vysokaacute P-N (Peierlsovo ndash Nabarrovo) napětiacute teacuteměř na uacuterovni pevnosti materiaacutelu Proto nedochaacuteziacute k teacuteměř žaacutedneacute plastickeacute deformaci ale rovnou ke křehkeacutemu lomu součaacutesti Daacutele je možnaacute zhoršenaacute maneacutevrovatelnost dislokaciacute v materiaacutelech s jednoduchou iontovou mřiacutežkou (MgO) Zde jsou napětiacute P-N podobnaacute jako u kovů ale neniacute splněna podmiacutenka pěti nezaacutevislyacutech skluzovyacutech systeacutemů a proto dochaacuteziacute k jevu že monokrystaly jsou tvaacuterneacute ale polykrystaly již tvaacuterneacute nejsou Ve většině keramickyacutech materiaacutelů dochaacuteziacute ke kombinaci obou přiacutepadů [24] Za rostouciacute teploty keramickyacutech materiaacutelů (stejně jako u dalšiacutech materiaacutelů) dochaacuteziacute k poklesu P-N napětiacute a tiacutem roste tvaacuternost Keramickeacute materiaacutely ale se staacutevajiacute tvaacuternyacutemi až teacuteměř při dosaženiacute teploty taveniacute [24]
KERAMICKEacute MATERIAacuteLY
15 UacuteST FSI VUT v Brně
133 Poruchy v keramickyacutech materiaacutelech
V keramickyacutech materiaacutelech se vyskytujiacute bodoveacute čaacuteroveacute a plošneacute poruchy materiaacutelu (teacutež nazyacutevaneacute dislokace) Bodoveacute poruchy vznikajiacute buď jako vakance (chybějiacuteciacute atom) intersticiaacutelniacute (uzavřeneacute atomy mimo svoji polohu v krystalickeacute mřiacutežce) atomy nebo ionty Daacutele se mohou vyskytovat atomy jineacute laacutetky uzavřeneacute v krystalickeacute struktuře Bodoveacute poruchy krystalickeacute mřiacutežky nejsou přiacuteliš vyacuteznamneacute protože jsou obvykle izolovaacuteny v maleacutem prostoru Nejvyacuteznamnějšiacute jsou poruchy čaacuteroveacute ktereacute umožňujiacute plastickou deformaci materiaacutelu Čaacuteroveacute poruchy jsou buď šrouboveacute hranoveacute nebo jejich kombinace Hranoveacute poruchy vznikajiacute tak že v některyacutech miacutestech přebyacutevaacute řada atomů Šrouboveacute poruchy vznikajiacute tak že roviny kolmeacute k dislokačniacute čaacuteře tvořiacute šroubovou plochu Plošneacute poruchy materiaacutelu majiacute vliv předevšiacutem na hraniciacutech zrn [12 24]
Obr 15 a) Hranovaacute b) šroubovaacute porucha materiaacutelu [25]
14 Vlastnosti keramickyacutech materiaacutelů
Keramickeacute materiaacutely majiacute rozdiacutelneacute vlastnosti ktereacute jsou zaacutevisleacute na samotneacutem chemickeacutem složeniacute a jeho čistotě krystalickeacute struktuře a na způsobu jakyacutem je keramickyacute materiaacutel zpracovaacuten Celeacute vyacuterobky z keramiky jsou z hlediska vlastnostiacute homogenniacute přestože jednotliveacute krystaly majiacute sveacute vlastnosti rozdiacutelneacute a i vlastnosti jednotliveacuteho krystalu v různyacutech směrech jsou odlišneacute To že vlastnosti konečneacuteho vyacuterobku jsou ve všech směrech stejneacute je způsobeno tiacutem že je ve vyacuterobku rozloženo velkeacute množstviacute nahodile rozmiacutestěnyacutech krystalů Dalšiacute vlastnostiacute keramiky je to že je poacuterovitaacute a to způsobuje že v některyacutech miacutestech je uzavřen vzduch tedy materiaacutel kteryacute nemaacute žaacutednou pevnost ani hmotnost Obecnyacutemi a velice důležityacutemi vlastnostmi keramickyacutech materiaacutelů je vysokaacute tvrdost žaacuteruvzdornost odolnost proti otěru i proti chemikaacuteliiacutem naopak nejsou odolneacute v tahu a ohybu (dochaacuteziacute ke křehkeacutemu lomu) Co se tyacuteče elektrickyacutech vlastnostiacute keramickeacute materiaacutely jsou obvykle izolanty ale neniacute to pravidlem a mohou se vyskytovat keramickeacute materiaacutely ktereacute jsou piezoelektrickeacute polovodiveacute nebo pyroelektrickeacute Podobně jako elektrickaacute vodivost i pro vodivost tepelnou jsou keramickeacute materiaacutely obvykle izolanty ale existujiacute i takoveacute ktereacute teplo vedou jako kovy [3 23]
141 Elastickeacute vlastnosti
Pokud jsou keramickeacute materiaacutely vystaveny kraacutetkodobeacutemu a relativně maleacutemu siloveacutemu působeniacute chovajiacute se dle Hookova zaacutekona (prodlouženiacute je přiacutemo uacuteměrneacute zatěžujiacuteciacutemu napětiacute) tedy elasticky a po odlehčeniacute se vraciacute do sveacuteho původniacuteho
a) b)
KERAMICKEacute MATERIAacuteLY
16 UacuteST FSI VUT v Brně
tvaru bez poškozeniacute Poměrneacute prodlouženiacute (nebo zkraacuteceniacute) v daneacute ose můžeme vypočiacutetat dle vztahů 11 až 13 [5 12]
kde εxyz [-] - poměrneacute prodlouženiacute
σxyz [Mpa] - normaacuteloveacute napětiacute v daneacute ose
Modul pružnosti je pro keramickeacute materiaacutely značně odlišnyacute pro běžnyacute porcelaacuten je hodnota přibližně 70 GPa naopak slinuteacute karbidickeacute keramiky mohou dosahovat hodnot až 500 GPa Širokyacute interval hodnot modulu pružnosti u keramickyacutech materiaacutelů je způsoben tiacutem že modul pružnosti ovlivňuje samotneacute složeniacute keramickeacuteho materiaacutelu daacutele jeho mikrostruktura (uspořaacutedaacuteniacute podiacuteloveacute zastoupeniacute jednotlivyacutech faacuteziacute) Pro dvoufaacutezoveacute systeacutemy (jednoho druhu keramickeacuteho materiaacutelu a poacuterů) je možneacute určit modul pružnosti dle empirickeacuteho vztahu 14 Keramickeacute materiaacutely dosahujiacute hodnot Poissonova čiacutesla v rozmeziacute od 017 do 036 [5 12]
kde E0 [GPa] - modul pružnosti keramickeacuteho materiaacutelu bez poacuterů
VP [-] - objemoveacute množstviacute poacuterů
ab [-] - součiniteleacute tvaru poacuterů [5]
142 Plastickeacute vlastnosti
Za normaacutelniacutech teplot je keramika obvykle tvrdaacute křehkaacute ale mohou nastat přiacutepady kdy tomu tak neniacute ani za normaacutelniacutech teplot Za zvyacutešenyacutech teplot dochaacuteziacute k plastickeacutemu chovaacuteniacute keramickyacutech materiaacutelů Za normaacutelniacutech teplot je možneacute dosaacutehnout plastickeacuteho chovaacuteniacute keramickyacutech materiaacutelů kdy dochaacuteziacute k deformaci pouze minimaacutelniacuteho množstviacute materiaacutelu relativně vysokyacutem zatiacuteženiacutem toto je splněno při měřeniacute mikrotvrdosti kdy po diamantoveacutem indentoru zůstane otisk v materiaacutelu [5 12] Pokud je deformovaacuten pouze jednotlivyacute krystal keramickeacuteho materiaacutelu dochaacuteziacute ke skluzu čaacutestiacute krystalu Tyto skluzy se vnikajiacute tak že dochaacuteziacute k přesmykovaacuteniacute ktereacute ještě ulehčujiacute čaacuteroveacute dislokace v krystalu Daacutele může vznikat plastickaacute deformace jednotliveacuteho krystalu dvojčatěniacutem Velikost možneacute plastickeacute deformace je značně ovlivňovaacutena pohyblivostiacute a maneacutevrovatelnostiacute dislokaciacute v materiaacutelu [5 12]
( )[ ] 1-times+-= Ezyxx ssmse (11)
( )[ ] 1-times+-= Eyzyy ssmse (12)
( )[ ] 1-times+-= Eyxzz ssmse (13)
( )2
0 1 PP bVaVEE +-= [GPa] (14)
KERAMICKEacute MATERIAacuteLY
17 UacuteST FSI VUT v Brně
143 Creep
Creep (pomaleacute tečeniacute) je vlastně plastickeacute deformovaacuteniacute materiaacutelu ktereacute je ale obvykle provaacuteděno za zvyacutešenyacutech teplot Jednaacute se o velice důležitou charakteristiku pro keramickeacute materiaacutely (keramika může byacutet zkoušena za teplot nad 1 000 degC) a proto bude pro creep věnovaacutena jedna samostatnaacute kapitola Creep se vyznačuje tiacutem že k němu dochaacuteziacute při dlouhodobeacutem zatiacuteženiacute (při namaacutehaacuteniacute ktereacute nedosahuje meze kluzu materiaacutelu) za zvyacutešeneacute teploty Vyacutestupem z těchto zkoušek je takovaacute znalost o materiaacutelu že je znaacutemo za jakou dobu při daneacute teplotě a zatiacuteženiacute dojde ke stanoveneacutemu prodlouženiacute zkušebniacuteho vzorku Teacuteto znalosti můžeme využiacutet při navrhovaacuteniacute žaacuteruvzdornyacutech keramickyacutech vyacuterobků [5 12]
Obr 16 Tečeniacute materiaacutelu za různyacutech teplot [5]
Křivky tečeniacute materiaacutelu zatiacuteženeacuteho stejnyacutem zatiacuteženiacutem ale při jineacute teplotě jsou vyobrazeny na obraacutezku 16 Po počaacutetečniacutem pružneacutem prodlouženiacute naacutesleduje faacuteze kdy rychlost tečeniacute pomalu klesaacute V posledniacute faacutezi dochaacuteziacute ke zvyacutešeniacute rychlosti což je způsobeno ztenčeniacutem průřezu zatěžovaneacuteho vzorku a daacutele takeacute vlivem dutin ktereacute se objevujiacute ve vzorku K porušeniacute vzorku ale může dojiacutet již ve druheacutem staacutediu tečeniacute [5 26]
kde eamp [s-1] - rychlost poměrneacuteho prodlouženiacute
T [degK] - absolutniacute teplota
k [-] - konstanta
T0 [-] - konstanta [5]
Rychlost deformovaacuteniacute vzorku je možneacute ze vztahu 15 ze ktereacuteho je patrneacute že zmiacuteněnaacute rychlost roste se zvyšujiacuteciacutem se napětiacute a teplotou Creep se u keramickyacutech
T
T
n ek0-
timestimes= seamp [s-1] (15)
KERAMICKEacute MATERIAacuteLY
18 UacuteST FSI VUT v Brně
materiaacutelů objevuje při dosaženiacute polovičniacute teploty než je teplota taacuteniacute daneacuteho keramickeacuteho materiaacutelu [5]
144 Pevnost
Deformace keramickyacutech materiaacutelů probiacutehaacute do teacute doby než se objeviacute křehkyacute lom v materiaacutelu Křehkyacute lom se objevuje protože se netvořiacute žaacutednaacute plastickaacute deformace viditelnaacute pouhyacutem okem Prvotniacute porušeniacute keramickyacutech materiaacutelů se objevuje na jejich povrchu Toto porušeniacute je často vyvolaacuteno tahovyacutemi napětiacutemi Odolnost keramickyacutech materiaacutelů je v tahu vyacuteznamně nižšiacute než v tlaku (až 10x nižšiacute v tahu) Materiaacutely použiacutevaneacute pro izolaci majiacute pevnost v tahu na uacuterovni 10 MPa tradičniacute keramickeacute vyacuterobky dosahujiacute pevnosti v tlaku až 150 MPa Pro vysoce čisteacute keramickeacute materiaacutely (Al2O3) s velikostiacute zrn v řaacutedu μm je možneacute dosaacutehnout vyacuterazně vyššiacutech pevnostiacute i v ohybu a to až 600 Mpa Daacutele se vyskytujiacute speciaacutelniacute keramickeacute materiaacutely s pevnostiacute v tahu až 1 000 MPa [12 27] Pevnost keramickyacutech materiaacutelů je ovlivňovaacutena mnoha faktory napřiacuteklad poacutery trhlinami velikostiacute zrn a inkluzemi Pro keramickeacute materiaacutely je z pohledu pevnosti velice důležityacute faktor poacuterovitosti kdy existence poacuterů zmenšuje průřez a daacutele působiacute jako koncentraacutetor napětiacute [5 12]
V tabulce 13 jsou uvedeny materiaacuteloveacute charakteristiky některyacutech keramickyacutech materiaacutelů Tab 13 Vybraneacute keramickeacute materiaacutely a jejich pevnost [3]
Materiaacutel E Rm (v tlaku) Rm (v ohybu)
[GPa] [MPa] [MPa]
Al2O3 400 - 410 3000 350 - 400
SiC 410 - 480 2000 250 - 400
Si3N4 200 - 310 1200 700 - 800
ZrO2 150 - 200 2000 100 - 200
145 Křehkost
Fakt že keramickeacute materiaacutely jsou křehkeacute je způsoben dvěma faktory jeden je principiaacutelniacute a druhyacute vedlejšiacute Principiaacutelniacute křehkost keramickyacutech materiaacutelů je způsobena tiacutem že přechodovaacute teplota keramiky je vyššiacute než běžnaacute teplota Pokud tento jev nastaacutevaacute tak neniacute materiaacutel schopen se teacuteměř vůbec plasticky deformovat a dochaacuteziacute ke křehkeacutemu lomu Je tedy ztiacuteženaacute pohyblivost a maneacutevrovatelnost dislokaciacute Dalšiacutem vlivem je že v materiaacutelech vaacutezaneacute kovalentniacute a iontovou vazbou je zhoršeneacute navaacutezaacuteniacute mřiacutežek na hraniciacutech zrn což maacute za naacutesledek že pevnost mezi zrny je sniacutežena Vedlejšiacutemi přiacutečinami jsou obecně nehomogenity v materiaacutelu špatneacute slinutiacute a tiacutem dalšiacute oslabeniacute vazeb na hraniciacutech zrn nebo existence skelneacute faacuteze Daacutele se vyskytujiacute poacutery a trhliny Vedlejšiacute přiacutečiny jsou obvykle důvodem k porušeniacute u tradičniacute keramiky u technickeacute keramiky je tento jev již značně omezen ale staacutele se může vyskytovat [5 12]
KERAMICKEacute MATERIAacuteLY
19 UacuteST FSI VUT v Brně
146 Tvrdost
Obecnaacute definice tvrdosti materiaacutelu je že tvrdost je odpor materiaacutelu před vnikaacuteniacutem ciziacuteho objektu do materiaacutelu Je velkeacute množstviacute metod pro měřeniacute tvrdosti ktereacute jsou vhodneacute pro různeacute materiaacutely Pro měřeniacute tvrdosti jsou vhodneacute naacutesledujiacuteciacute metody Rockwell Vickers a Knoop Tvrdost keramiky dosahuje na Mohsově stupnici hodnot 8 ndash 9 pro technickou oxidickou keramiku a 9 ndash 95 pro keramiku neoxidickou Po diamantu kteryacute maacute tvrdost 10 se jednaacute o nejtvrdšiacute materiaacutely jakeacute se vyskytujiacute [3 5]
15 Vyacuteroba keramickyacutech materiaacutelů
Nejobvyklejšiacute způsob vyacuteroby keramiky je použitiacute praacuteškoveacute směsi a jejiacute naacutesledneacute slinovaacuteniacute za vysokeacute teploty Slinovaacuteniacutem dochaacuteziacute takeacute ke zhutněniacute směsi (sniacuteženiacute obsahu poacuterů) Vzhledem k působeniacute vysokyacutech teplot může dojiacutet ke změně vlastnostiacute a vyacuteslednyacute vyacuterobek může miacutet jineacute vlastnosti než vstupniacute surovina Pro tradičniacute keramiku jsou jako krystalickeacute faacuteze typickeacute přiacuterodniacute materiaacutely Naopak pro pokročileacute technickeacute keramickeacute materiaacutely jsou využiacutevaacuteny materiaacutely ktereacute neniacute možneacute v přiacuterodě naleacutezt Vyacuteroba keramickyacutech materiaacutelů je složena z několika kroků Prvotniacutem krokem je přiacuteprava směsi pokračuje se vytvarovaacuteniacutem do požadovaneacuteho tvaru a poteacute je vyacuterobek dehydratovaacuten Konečnou uacutepravou je zpravidla nějakyacute druh tepelneacuteho zpracovaacuteniacute kdy nejčastěji se využiacutevaacute vypalovaacuteniacute u tradičniacute keramiky a slinovaacuteniacute u keramiky technickeacute [1 2 5]
151 Přiacuteprava směsi
Vyacuteslednaacute kvalita a takeacute technologie vyacuteroby keramickyacutech materiaacutelů je značně zaacutevislaacute na kvalitě vstupniacutech surovin Vlastnosti ktereacute se sledujiacute u vstupniacutech surovin pro keramickeacute materiaacutely jsou např chemickeacute složeniacute velikost tvar a povrch zrn Přiacuterodniacute materiaacutely jsou obvykle značně rozdiacutelneacute a proto je nutneacute vlastnosti vstupniacutech materiaacutelů sledovat Přiacuteprava směsiacute obvykle probiacutehaacute tak že materiaacutely jsou smiacutechaacuteny a namlety naraacutez Je nutneacute použiacutevat takoveacute mleciacute kameny aby nedochaacutezelo k jejich porušovaacuteniacutem a tiacutem přimiacutechaacutevaacuteniacute nežaacutedouciacutech přiacuteměsiacute do mleteacute směsi Pro sniacuteženiacute poacuterovitosti je vhodneacute miacutet rozdiacutelně velkeacute čaacutestice a to z toho důvodu že při vytvarovaacuteniacute dojde k vyplněniacute volnyacutech prostorů mezi většiacutemi čaacutesticemi čaacutesticemi menšiacutemi Miacuteseniacute může probiacutehat bez přimiacutechaacuteniacute kapaliny (obvykle voda) nebo v suspenzi V přiacutepadě miacuteseniacute s vodou je nutneacute tuto vodu po promiacuteseniacute odstranit např rozprašovaacuteniacutem Vyacutesledkem je čistyacute granulaacutet ve ktereacutem jsou smiacutechaneacute všechny materiaacutely [5]
152 Tvarovaacuteniacute
Tvarovaacuteniacute začiacutenaacute aglomeraciacute jehož podstata je v tom že do směsi keramickyacutech praacutešků se přidajiacute dalšiacute laacutetky Jsou přidaacutevaacuteny takoveacute laacutetky aby bylo možneacute vytvořit ze sucheacuteho praacutešku požadovanyacute tvar vyacutesledneacuteho vyacuterobku a takeacute usnadnit jeho tvarovaacuteniacute a celkově zlepšit jeho vlastnosti Přidaacutevajiacute se různaacute pojiva maziva a daacutele můžou byacutet použita smaacutečedla Tvarovaacuteniacute může probiacutehat za tepla ale takeacute za studena (za normaacutelniacute teploty) ktereacute je použiacutevaacuteno častěji Nejčastěji se pro tvarovaacuteniacute využiacutevaacute různyacutech druhů lisovaacuteniacute popřiacutepadě litiacute vstřikovaacuteniacute nebo vytlačovaacuteniacute Ciacutelem tvarovaacuteniacute je jednak vytvořit zaacutekladniacute tvar keramickeacuteho vyacuterobku zajistit jeho určitou hutnost a takeacute zajistit aby takto zpracovanyacute polotovar ziacuteskal dostatečnou pevnost pro manipulaci během vyacuteroby [1 2 4 7]
KERAMICKEacute MATERIAacuteLY
20 UacuteST FSI VUT v Brně
Tab 14 Metody pro tvarovaacuteniacute keramiky [28]
Lisovaacuteniacute Pro lisovaacuteniacute se obvykle použiacutevaacute suchyacutech přiacutepadně polosuchyacutech směsiacute (vlhkost do 15 ) ale mohou se lisovat i směsi mokreacute Rozhodnutiacute jakyacute způsob (suchaacute nebo mokraacute směs) se použije zaacutevisiacute na druhu zpracovaacutevaneacuteho materiaacutelu Suchyacutech směsiacute se využiacutevaacute pro lisovaacuteniacute běžnyacutech keramickyacutech vyacuterobků jako jsou např dlaždice Maximaacutelniacute tlak použiacutevanyacute pro běžneacute jednosměrneacute lisovaacuteniacute je až 200 MPa Vlastnosti lisovanyacutech vyacuterobků nejsou homogenniacute což je způsobeno třeniacutem mezi stěnami formy a keramickyacutem materiaacutelem Pro zlepšeniacute vlastnostiacute se daacutele použiacutevaacute oboustranneacuteho nebo izostatickeacuteho lisovaacuteniacute (lisovaacuteniacute ze všech stran) Dalšiacutemi použiacutevanyacutemi druhy lisovaacuteniacute jsou přetokoveacute piacutestoveacute a žaacuteroveacute lisovaacuteniacute [4 7 24] Přetokoveacute lisovaacuteniacute Pro přetokoveacute lisovaacuteniacute se použiacutevaacute otevřenyacutech kovovyacutech forem jejichž hloubka je shodnaacute s vyacuteslednou vyacuteškou vyacutelisku Použiacutevaacute se lisovaciacutech tlaků v rozmeziacute 5 až 8 MPa Je nutneacute zajistit dostatečnou pevnost vyacutelisku pro jeho manipulaci Vhodneacute pro tvarově složitějšiacute vyacutelisky [7] Piacutestoveacute lisovaacuteniacute Vhodneacute pro vyacuterobu vyacutelisků s minimaacutelniacutem obsahem vody Pro vysokou kvalitu vyacutelisku je nutneacute zajistit rovnoměrneacute rozloženiacute směsi ve vyacutelisku proto je nutneacute sledovat naacutesyp směsi do formy Dalšiacutemi důležityacutemi faktory pro piacutestoveacute lisovaacuteniacute je působeniacute poměr vyacutešky a průměru požiteacute formy a působeniacute lisovaciacutech siacutel [7] Izostatickeacute lisovaacuteniacute Pro tento způsob lisovaacuteniacute se použiacutevaacute směsiacute ktereacute majiacute niacutezkyacute obsah vody a použiacutevaacute se velkyacutech lisovaciacutech tlaků v rozmeziacute 100 až 400 MPa Izostatickeacute lisovaacuteniacute je vyacutehodneacute protože dochaacuteziacute k působeniacute lisovaciacute siacutely ve všech směrech Tiacutem dochaacuteziacute ke zlepšeniacute vyacuteslednyacutech vlastnostiacute z důvodu zvyacutešeniacute homogenity vyacutelisku Izostatickeacute lisovaacuteniacute může probiacutehat do sucheacute nebo do mokreacute formy Lisovaacuteniacute do sucheacute formy je vhodneacute pro menšiacute vyacutelisky ktereacute jsou tvarově složitějšiacute Mokryacutech forem se využiacutevaacute na velkeacute a tvarově jednoducheacute odlitky [7]
KERAMICKEacute MATERIAacuteLY
21 UacuteST FSI VUT v Brně
Žaacuteroveacute lisovaacuteniacute Velice naacuteročnaacute a drahaacute metoda zpracovaacuteniacute keramickyacutech materiaacutelů což je způsobeno tiacutem že se lisuje za velice vysokyacutech teplot ktereacute dosahujiacute až 2 000 degC za použitiacute ochranneacute atmosfeacutery Použiacutevaacute se lisovaciacutech tlaků ve vyacuteši 40 až 60 MPa Metoda vhodnaacute pro technickou oxidovou nebo neoxidovou keramiku a diacuteky slinovaacuteniacute (dosahuje se vyššiacutech teplot než při běžneacutem slinovaacuteniacute) ktereacute při žaacuteroveacutem lisovaacuteniacute nastaacutevaacute dochaacuteziacute ke zhutněniacute materiaacutelu a dosahuje se objemoveacute hmotnosti teacuteměř stejneacute jako je hustota čisteacuteho materiaacutelu [5 7] Izostatickeacute žaacuteroveacute lisovaacuteniacute Pro tento druh lisovaacuteniacute se použiacutevaacute inertniacutech plynů Nejprve se vylisuje prvotniacute vyacutelisek (obvykle piacutestovyacutem nebo izostatickyacutem způsobem) a takto připravenyacute vyacutelisek je možneacute ještě vypaacutelit Poteacute je uzavřen do pouzdra kteryacutem nemůže proniknout inertniacute plyn Takto je poteacute uložen do naacutedoby s inertniacutem plynem a vložen do pece Plyn působiacute lisovaciacutem tlakem Takto vyrobenyacute vyacuterobek maacute objemovou hmotnost teacuteměř shodnou s hustotou a takeacute vysokou pevnost Obvykle naacutesledujiacute dalšiacute uacutepravy vyacuterobku předevšiacutem jeho broušeniacute Slinovaacuteniacute je ovlivňovaacuteno teplotou a tlakem viz obraacutezek 17 [5 7]
Obr 17 Vliv teploty a tlaku na slinovaacuteniacute Al2O3 [5]
Suspenzniacute litiacute Metoda suspezniacuteho litiacute je vhodnaacute pro tenkostěnneacute složiteacute a nesymetrickeacute vyacuterobky Pro vyacuterobu se použiacutevaacute saacutedrovyacutech forem Jakmile je suspenze nalita do formy forma nasaje čaacutest vody a tiacutem se na rozhraniacute formy a směsi vytvořiacute slupka Po určiteacutem čase se vylije přebytečnaacute suspenze z formy Tenkostěnneacute vyacuterobky je nutneacute nechat odsaacutevat vodu několik minut a tlustostěnneacute vyacuterobky i několik hodin Vyacuterobek se z formy vyjiacuteme až v okamžiku kdy dosaacutehne dostatečneacute pevnosti aby bylo
KERAMICKEacute MATERIAacuteLY
22 UacuteST FSI VUT v Brně
možneacute s vyacuterobkem manipulovat Postup vyacuteroby tenkostěnneacuteho vyacuterobku je na obraacutezku 18 a plneacuteho diacutelu na obraacutezku 19 [1 29]
Injekčniacute vstřikovaacuteniacute Podstatou vstřikovaacuteniacute je že do formy je za pomoci tlaku vstřiacuteknuta suspenze ve ktereacute je obsažen keramickyacute materiaacutel V okamžiku kdy polotovar ziacuteskaacute manipulačniacute pevnost je vytažen z formy Po zformovaacuteniacute je za zvyacutešeneacute teploty odstraněno termoplastickeacute pojivo a naacutesleduje slinovaacuteniacute Metoda injekčniacuteho vstřikovaacuteniacute je vhodnaacute pro vyacuterobu velkeacuteho množstviacute rozměrově menšiacutech a tvarově stejnyacutech vyacuterobků Použiacutevaacute se pro vyacuterobu lopatek turbiacuten ventilů nebo biokeramickyacutech proteacutez Nevyacutehodou je nutnost investovat velkeacute finančniacute prostředky na pořiacutezeniacute strojů a forem [1] Vytlačovaacuteniacute Tvar vyacutesledneacuteho vyacuterobku je u vytlačovaacuteniacute dosažen tak že se vytlačuje směs pojiva a keramickeacuteho praacutešku přes naacutestroj Metoda použiacutevanaacute pro vyacuterobu profilů izolaacutetorů pro elektrotechnickyacute průmysl a jinyacutech vyacuterobků z technickeacute keramiky [1]
153 Sušeniacute
Polotovary keramickyacutech vyacuterobků se sušiacute z důvody sniacuteženiacute množstviacute pojiva ktereacute bylo do směsi přidaacuteno aby bylo možneacute vyacuterobek vytvarovat Teplota sušeniacute je zaacutevislaacute na požiteacutem pojivu ve směsi Pokud je použita voda sušeniacute probiacutehaacute při
KERAMICKEacute MATERIAacuteLY
23 UacuteST FSI VUT v Brně
teplotaacutech do 100 degC ale pokud je obsaženo nějakeacute pojivo na baacutezi organickeacuteho materiaacutelu je teplota až 300 degC Sušiacute se po dobu 1 dne i deacutele v zaacutevislosti na velikosti vyacuterobku Při sušeniacute dochaacuteziacute k poklesu objemu polotovaru dochaacuteziacute ke styku jednotlivyacutech zrn keramickeacuteho materiaacutelu což je způsobeno odpařovaacuteniacutem pojiva z polotovaru Při dosaženiacute kritickeacute dochaacuteziacute k naacuterůstu kapilaacuterniacutech sil ktereacute způsobujiacute smrštěniacute polotovaru Smršťovaacuteniacute probiacutehaacute až do okamžiku kdy dojde k doteku jednotlivyacutech krystalů Je nutneacute vysušit polotovar rovnoměrně aby nevznikala tahovaacute napětiacute Při jejich vzniku dochaacuteziacute ke sniacuteženiacute pevnosti kdy může nastat i porušeniacute vyacuterobku [1]
Posledniacute čaacutestiacute řetězce při vyacuterobě keramickyacutech vyacuterobků je tepelneacute zpracovaacuteniacute Přiacute slinovaacuteniacute dochaacuteziacute k redukci velikosti poacuterů v materiaacutelu Tiacutem dochaacuteziacute ke zpevněniacute a tak ziacuteskaacutevaacute vyacuterobek konečnou pevnost Působeniacutem difůze mezi zrny dochaacuteziacute ke spojeniacute jednotlivyacutech zrn v jeden celek Teploty pro slinovaacuteniacute keramiky je v intervalu od 1 000 degC ndash 1 400 degC Žaacuteruvzdorneacute materiaacutely a technickou keramiku je nutneacute slinovat za teplot vyššiacutech a to až 1 700 degC Doba slinovaacuteniacute je obvykle značně dlouhaacute (v řaacutedu desiacutetek hodin) Toto je daacuteno tiacutem že je nutneacute dlouho vyacuterobek nahřiacutevat poteacute naacutesleduje samotneacute slinovaacuteniacute a pak velice pomaleacute ochlazovaacuteniacute Rychlost ochlazovaacuteniacute neniacute možneacute zvyacutešit jinak by došlo ke vzniku nežaacutedouciacutech napětiacute a tiacutem ke sniacuteženiacute pevnosti [1 4 5 29 30]
Obr 19 Princip slinovaacuteniacute jak probiacutehaacute v mikrostruktuře materiaacutelu [31]
Pro obraacuteběniacute obecně je jedniacutem z nejdůležitějšiacutech parametrů kteryacute ovlivňuje průběh obraacuteběniacute i vyacuteslednou kvalitu obrobku je obrobitelnost materiaacutelu Obrobitelnost keramickyacutech materiaacutelů je velice niacutezkaacute což je daacuteno předevšiacutem vysokou tvrdostiacute keramiky a tiacutem odolnosti proti vnikaacuteniacute ciziacutech těles do materiaacutelu Obraacuteběniacute keramickyacutech materiaacutelů je proto vysoce naacuteročneacute na naacutestroje a je maacutelo produktivniacute a proto takeacute velice draheacute Proto se keramickeacute materiaacutely zpracovaacutevajiacute rovnou do vyacuteslednyacutech tvarů pomociacute klasickyacutech metod zpracovaacuteniacute keramickyacutech materiaacutelů jako je např vytlačovaacuteniacute suspenzniacute litiacute nebo lisovaacuteniacute Pokud je obraacuteběniacute využiacutevaacuteno pak obvykle nějakyacutem způsobem dokončovaciacuteho obraacuteběniacute kde typickyacutem představitelem je broušeniacute nebo nějakyacutem z nekonvenčniacutech způsobů obraacuteběniacute jako je napřiacuteklad obraacuteběniacute laserem nebo ultrazvukem ktereacute jsou obecně vhodnějšiacute než konvečniacute metody obraacuteběniacute naacutestroji s definovanou geometriiacute Probleacutemem konvenčniacuteho způsobu obraacuteběniacute je že tvrdost naacutestroje musiacute byacutet vyššiacute než obraacuteběneacuteho materiaacutelu aby bylo vůbec možneacute vniknout naacutestrojem do obrobku a zahaacutejit proces řezaacuteniacute Pro konvenčniacute metody (a i pro experimentaacutelniacute čaacutest byl použit) jsou obvykle použiacutevaacuteny naacutestroje z polykrystalickeacuteho diamantu nebo kubickeacuteho nitridu boacuteru Vzhledem k vysokeacute tvrdosti keramiky ale i u polykrystalickeacuteho diamantu dochaacuteziacute k rychleacutemu opotřebeniacute břitu a to maacute velkyacute vliv na zmiacuteněnou produktivitu a cenu obraacuteběniacute Obecně je ale obrobitelnost jednotlivyacutech keramickyacutech materiaacutelů různaacute a zaacutevisiacute na materiaacutelech použityacutech pro vyacuterobu na způsobu zpracovaacuteniacute a poteacute na samotnyacutech řeznyacutech podmiacutenkaacutech [9 10 11]
Společnyacutem znakem všech způsobů obraacuteběniacute je že je nutneacute v materiaacutelu vytvořit minimaacutelně jednu anebo většiacute množstviacute prasklin a ty poteacute rozšiřovat v požadovaneacutem směru Povrch je tvořen soustavou lomovyacutech ploch přiacutepadně jednou lomovou plochou Trhlinu v materiaacutelu můžeme vytvořit pomociacute siloveacuteho působeniacute do materiaacutelu nebo pomociacute vysoce zkoncetrovaneacuteho energetickeacuteho paprsku (laser) Pokud vytvaacuteřiacuteme trhlinu mechanicky dochaacuteziacute k jejiacutemu vzniku tak že do materiaacutelu je vtlačovaacuten hrot nebo kliacuten Tyto naacutestroje nejsou nikdy dokonale ostreacute a majiacute nějakyacute poloměr zaobleniacute a proto dochaacuteziacute v miacutestě dotyku s obraacuteběnyacutem materiaacutelem ke vzniku kontaktniacute plošky pomociacute ktereacute se přenaacutešiacute vzaacutejemneacute siloveacute působeniacute V těchto miacutestech dochaacuteziacute k vysokyacutem tlakovyacutem zatiacuteženiacutem ktereacute ve směru do obraacuteběneacuteho materiaacutelu ustupujiacute a naopak se měniacute v zatiacuteženiacute tahoveacute Kromě tlakovyacutech a tahovyacutech napětiacute se v materiaacutelu vyskytuje i napětiacute smykoveacute [12]
Prvotně dochaacuteziacute k pružneacute deformaci materiaacutelu a při dosaženiacute meze kluzu dochaacuteziacute k nevratnyacutem změnaacutem v materiaacutelu Dochaacuteziacute ke vzniku trhlin a ty se daacutele šiacuteřiacute materiaacutelem Vzhledem ke složitosti krystalickeacute mřiacutežky kterou majiacute keramickeacute materiaacutely je pro atomy ve struktuře těžkeacute najiacutet novou rovnovaacutežnou polohu po siloveacutem působeniacute toto způsobuje vysokou křehkost keramiky a tiacutem rychlyacute vznik a šiacuteřeniacute trhlin keramickyacutemi materiaacutely [12]
Ke vzniku trhlin může dochaacutezet v některyacutech přiacutepadech až po jeho odlehčeniacute a to takovyacutem způsobem že dojde k narušeniacute materiaacutelu pod povrchem (plastickeacute deformaci) Působeniacutem sil na obraacuteběnyacute materiaacutel dochaacuteziacute k již zmiacuteněnyacutem tlakovyacutem silaacutem kteraacute zaacuteroveň braacuteniacute k oddaacuteleniacute atomů od sebe a tiacutem braacuteniacute vzniku praskliny Až po naacutesledneacutem uvolněniacute dochaacuteziacute k naacuterůstu tahovyacutech napětiacute a tiacutem k samotneacute tvorbě praskliny Toto odpruženiacute může vyvolat vylomeniacute střepů z povrchu materiaacutelu [12]
Jednaacute se o technologii podobnou broušeniacute ale nedochaacuteziacute ke smykoveacutemu napětiacute mezi naacutestrojem a obrobkem a takeacute je jinyacute mechanismus působeniacute abrazivniacuteho zrna na obraacuteběnyacute materiaacutel Podstatou obraacuteběniacute ultrazvukem je vrhaacuteniacute abrazivniacutech zrn vysokou rychlostiacute proti materiaacutelu obrobku Při naacuterazu se kinetickaacute energie čaacutestice měniacute na deformačniacute praacuteci Diacuteky křehkosti keramiky stačiacute i malaacute zrna (disponujiacuteciacute relativně malou kinetickou energiiacute) k vytvořeniacute trhlin a pokud dojde ke spojeniacute dvou (nebo viacutece) trhlin vzniknou maleacute čaacutestice ktereacute po naacutesledujiacuteciacutem naacuterazu dalšiacute čaacutestice jsou vytrženyacute z materiaacutelu Naacutestrojovaacute hlava neniacute nijak tvarově omezena a je proto možneacute vytvaacuteřet různeacute otvory nebo zahloubeniacute Jako naacutestrojovyacute materiaacutel je obvykle použita ocel Tento naacutestroj kmitaacute s frekvenciacute 10 až 20 kHz Zrna jsou mezi materiaacutelem a naacutestrojem a jsou ve formě suspenze kdy jsou smiacutechaacutena s lihem benziacutenem nebo vodou Přiacutetomnost kapaliny ulehčuje pronikaacuteniacute energie do miacutesta obraacuteběniacute Jako abrazivniacutech zrna se využiacutevaacute oxid hlinityacute karbid boacuteru karbid křemiacuteku nebo pro nejtvrdšiacute materiaacutely zrna diamantovaacute Velikost zrn je 10-100 μm [12 13]
Obr 21 Obraacuteběniacute ultrazvukem [12]
22 Otryskaacutevaacuteniacute
Otryskaacutevaacuteniacute je metoda obraacuteběniacute kteraacute je značně podobnaacute obraacuteběniacute ultrazvukem ale na energii abrazivniacutem zrnům miacutesto generaacutetoru kmitů dodaacutevaacute vrhaciacute zařiacutezeniacute Otryskaacutevaacuteniacute se využiacutevaacute jako k vrtaacuteniacute otvorů děleniacute materiaacutelů ale takeacute k meacuteně naacuteročneacutemu opracovaacuteniacute jako je zdrsněniacute povrchu nebo jeho dekorace Použiacutevanyacutemi
materiaacutely jsou oxid hlinityacute karbid křemiacuteku nebo pouze křemennyacute piacutesek (z tohoto materiaacutelu pochaacuteziacute rozšiacuteřenyacute naacutezev bdquopiacuteskovaacuteniacuteldquo) Velikost čaacutestic se pohybuje od 10 μm až po jednotky mm Toto maacute samozřejmě vliv i na vyacuteslednou přesnost opracovaacuteniacute i na kvalitu povrchu [12]
23 Obraacuteběniacute laserem
Laser je vhodnyacute pro obraacuteběniacute pokud je materiaacutel schopen pohlcovat světelnou energii Daacutele je důležitaacute takeacute tepelnaacute vodivost a odrazivost materiaacutelu určeneacuteho pro obraacuteběniacute laserem Čiacutem viacutece materiaacutel pohltiacute zaacuteřeniacute a čiacutem horšiacute maacute tepelnou vodivost a odrazivost tiacutem je vhodnějšiacute ke zpracovaacuteniacute laserem [12]
Laserem je možneacute vytvořit lokaacutelniacute poškozeniacute tak že laserem je zkoncentrovaacutena energie do jednoho miacutesta tak že dojde k taveniacute a poteacute k naacutesledneacutemu odpařovaacuteniacute materiaacutelu Na obvodu paprsku dochaacuteziacute k taveniacute materiaacutelu (diacuteky nižšiacute koncentraci energie) a uprostřed laseroveacuteho paprsku k jeho odpařovaacuteniacute Laseru se využiacutevaacute pro vrtaacuteniacute otvorů nebo na řezaacuteniacute Obvykle se použiacutevaacute pulzniacutech laserů kdy každyacute pulz v přiacutepadě vrtaacuteniacute malyacutech otvorů vytvořiacute otvor o hloubce a průměru přibližně desetiny mm Velkeacute otvory jsou vytvaacuteřeny tak že laser tvořiacute draacutehu o průměru otvoru Vyššiacute přesnosti otvoru se dosaacutehne přiacutepadně naacuteslednyacutem lapovaacuteniacutem otvoru Daacutele se lasery využiacutevajiacute na tvorbu ryacuteh na povrchu materiaacutelu Charakteristickyacutemi vlastnostmi laserů je vlnovaacute deacutelka jmenovityacute vyacutekon a pracovniacute režim [12]
23 Broušeniacute
Broušeniacute je jednou z dokončovaciacutech metod obraacuteběniacute Kdy působeniacutem abrazivniacutech zrn na materiaacutel dochaacuteziacute k oddělovaacuteniacute malyacutech třiacutesek z povrchu obrobku Brusnaacute zrna jsou umiacutestěna v brusneacutem naacutestroji naacutehodně a tedy vyacuteslednyacute naacutestroj nemaacute definovanou geometrii Brusnyacute kotouč je k obrobku přitlačovaacuten a zaacuteroveň vykonaacutevaacute posuvnyacute pohyb Jako brusneacute naacutestroje pro keramickeacute materiaacutely je využiacutevaacuteno diamantu karbidu křemiacuteku nebo oxidu hliniteacuteho Zrna miacutevajiacute velikost od jednotek do několika stovek μm v zaacutevislosti na požadavciacutech na vyacuteslednou kvalitu povrchu Zrna byacutevajiacute obvykle pevně spojena (vaacutezaneacute brusivo) ale někdy se využiacutevajiacute i zrna volnaacute ve formě suspenze (zrna v kapalině) Při broušeniacute jsou brusnaacute zrna vtlačovaacutena do obraacuteběneacuteho materiaacutelu po ktereacutem se smyacutekajiacute a odvalujiacute V miacutestě kontaktu jsou vysokaacute napětiacute a může dochaacutezet takeacute k plastickyacutem deformaciacutem (mikroskopickyacute rozsah) Oddělovaacuteniacute materiaacutelu dochaacuteziacute tak že zrna vylamujiacute a vytrhaacutevajiacute maleacute čaacutestice po odlehčeniacute může dochaacutezet k odpryacuteskaacutevaacuteniacute malyacutech čaacutestic Nejdůležitějšiacutemi parametry broušeniacute je měrnyacute vyacutekon broušeniacute objemovaacute uacutečinnost naacutestroje a měrnaacute energie broušeniacute [12]
24 Freacutezovaacuteniacute soustruženiacute a vrtaacuteniacute
Keramickeacute materiaacutely je možneacute obraacutebět i konvenčniacutemi metodami obraacuteběniacute ale je nutneacute použiacutevat naacutestroje na baacutezi polykrystalickeacuteho diamantu přiacutepadně kubickeacuteho nitridu boacuteru Pro zvyacutešeniacute trvanlivosti naacutestrojů a zkraacuteceniacute doby obraacuteběniacute je vhodneacute využiacutet předevšiacutem laseru na přiacutepravu obrobku z keramickeacuteho materiaacutelu a poteacute pouze
dokončit některou z konvenčniacutech metod obraacuteběniacute Vzhledem k vysokeacute křehkosti dochaacuteziacute při vnikaacuteniacute naacutestroje do keramiky k tvorbě trhlin v materiaacutelu takto narušenyacute materiaacutel se vylamuje a odpryacuteskaacutevaacute od povrchu Je nutneacute při obraacuteběniacute keramiky obraacutebět nižšiacutemi posuvovyacutemi rychlostmi protože dochaacuteziacute k vysokeacutemu naacuterůstu řeznyacutech sil a bylo by možneacute naacutesledneacute porušeniacute obrobku Třiacuteska vznikaacute obdobnyacutem způsobem jako při broušeniacute keramickyacutech materiaacutelů [12]
25 Freacutezovaacuteniacute
Freacutezovaacuteniacute probiacutehaacute rotačniacutem naacutestrojem kteryacute konaacute hlavniacute řeznyacute pohyb Posuvovyacute pohyb obvykle vykonaacutevaacute obraacuteběnaacute součaacutest a obvykle je v zaacuteběru několik zubů freacutezy Tvořiacute se třiacuteska kteraacute maacute proměnlivou tloušťku [17]
Freacutezovaacuteniacute obecně se rozděluje dle naacutestrojů na freacutezovaacuteniacute vaacutelcoveacute a čelniacute Z těchto zaacutekladniacutech druhů vychaacuteziacute dalšiacute druhy jako je freacutezovaacuteniacute okružniacute a planetoveacute Dalšiacute rozděleniacute je možneacute dle pohybů freacutezy a obrobku na sousledneacute a nesousledneacute [17]
251 Vaacutelcoveacute freacutezovaacuteniacute
Vaacutelcoveacute freacutezovaniacute probiacutehaacute freacutezou ve tvaru vaacutelce kdy jsou zuby vytvořeny jen po obvodu naacutestroje Použiacutevajiacute se předevšiacutem vaacutelcoveacute a tvaroveacute freacutezy Hloubka vrstvy odebiacuteraneacute freacutezou se nastavuje kolmo na posuvovou složku pohybu [17]
Sousledneacute freacutezovaacuteniacute
Naacutestroj rotuje ve směru posuvu obrobku a třiacuteska začiacutenaacute na maximaacutelniacutem průřezu a postupně se zmenšuje až na nulovou tloušťku Vyacuteslednaacute plocha tvořenaacute freacutezou vznikaacute při vyacutestupu freacutezy z materiaacutelu Pro sousledneacute freacutezovaacuteniacute je nutneacute vymezit vůli mezi posuvovyacutem šroubem a maticiacute stolu stroje Sousledneacute freacutezovaacuteniacute je na obraacutezku 22 [17]
Probiacutehaacute opačně než sousledneacute freacutezovaacuteniacute Naacutestroj konaacute rotačniacute pohyb proti směru posuvoveacuteho pohybu obrobku a tiacutem je tvořena vyacuteslednaacute plocha při vstupu freacutezy do materiaacutelu Třiacuteska postupně narůstaacute od nuloveacute tloušťky do maxima viz obraacutezek 23 [17]
Čelniacute freacuteza maacute zuby vytvořeny jak na obvodu tak na čele a hlavniacute osa je kolmaacute na směr posuvoveacute rychlosti Při symetrickeacutem čelniacutem freacutezovaacuteniacute je osa naacutestroje shodnaacute s osou symetrie obraacuteběneacute plochy viz obraacutezek 24 [17]
Obr 24 a) Čelniacute symetrickeacute freacutezovaacuteniacute b) Čelniacute nesymetrickeacute freacutezovaacuteniacute [17]
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
PROHLAacuteŠENIacute
5 UacuteST FSI VUT v Brně
PROHLAacuteŠENIacute
Prohlašuji že jsem diplomovou praacuteci na teacutema Obraacuteběniacute keramickyacutech materiaacutelů freacutezovaacuteniacutem vypracoval samostatně s použitiacutem odborneacute literatury a pramenů uvedenyacutech na seznamu kteryacute tvořiacute přiacutelohu teacuteto praacutece
29 5 2015
Datum Bc Vaacuteclav Rudel
PODEKOVANI
6 UacuteST FSI VUT v Brně
PODĚKOVAacuteNIacute
Děkuji tiacutemto panu prof Ing Miroslavu Piacuteškovi CSc za cenneacute připomiacutenky a rady při vypracovaacuteniacute diplomoveacute praacutece Daacutele bych chtěl poděkovat firmě SEEIF Ceramic as za zapůjčeniacute zkušebniacuteho vzorku a umožněniacute vypracovaacuteniacute diplomoveacute praacutece Daacutele poděkovaacuteniacute naacuteležiacute kompetenčniacutemu centru Intemac Solutions sro Kuřim za možnost využitiacute přiacutestroje Alicona GF4
Velkeacute poděkovaacuteniacute takeacute naacuteležiacute rodině a přiacutetelkyni za podporu po celou dobu studia a tvorbě diplomoveacute praacutece
UacuteVOD
7 UacuteST FSI VUT v Brně
OBSAH
Abstrakt 4
Prohlaacutešeniacute 5
Poděkovaacuteniacute 6
Obsah 7
Uacutevod 9
1 Keramickeacute materiaacutely 10
11 Tradičniacute keramika 10
12 Technickaacute keramika 10
121 Keramika oxidovaacute 10
122 Keramika neoxidovaacute 12
123 Keramika směsnaacute 13
13 Struktura keramickyacutech materiaacutelů 13
131 Vazby v keramickyacutech materiaacutelech 14
132 Pohyb dislokaciacute v keramickyacutech materiaacutelech 14
133 Poruchy v keramickyacutech materiaacutelech 15
38 Drsnost povrchu obrobeneacuteho povrchu vzorku 44
381 Vliv posuvoveacute rychlosti na drsnost povrchu 45
382 Vliv řezneacute rychlosti na drsnost povrchu 47
39 Třiacuteska a opotřebeniacute břitoveacute destičky 50
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor 51
3101 Řeznyacute vyacutekon 51
3102 Měrnyacute řeznyacute odpor 52
4 Diskuse 54
Zaacutevěr 55
Seznam použityacutech zdrojů 56
Seznam použityacutech symbolů a zkratek 59
Seznam přiacuteloh 61
UacuteVOD
9 UacuteST FSI VUT v Brně
UacuteVOD
Mezi keramickeacute materiaacutely je možneacute řadit takoveacute materiaacutely ktereacute jsou anorganickeacuteho a nekovoveacuteho charakteru a jsou vaacutezaacuteny kovalentniacutemi iontovyacutemi nebo iontově-kovalentniacutemi vazbami Keramickeacute materiaacutely jsou využiacutevaacuteny pro širokeacute spektrum vyacuterobků Od tradičniacutech keramickyacutech materiaacutelů jako jsou cihly dlaždice sanitaacuterniacute keramika a dalšiacute běžneacute vyacuterobky až po pokročilou technickou keramiku kteraacute je využiacutevaacutena v průmyslu předevšiacutem z důvodů jejiacute žaacuteruvzdornosti odolnosti proti působeniacute chemikaacuteliiacute odolnosti proti opotřebeniacute tvrdosti a dalšiacutem jedinečnyacutem vlastnostem Moderniacute vyacuterobky z technickeacute keramiky již majiacute i vysokou pevnost nejen v tlaku ale i v tahu a ohybu a proto dochaacuteziacute k velkeacutemu rozvoji technickeacute keramiky Napřiacuteklad již byl vyvinut spalovaciacute motor kde byly z převaacutežneacute čaacutesti použity keramickeacute materiaacutely jako konstrukčniacuteho materiaacutelu Vyacuteroba z keramickyacutech materiaacutelů je naacuteročnaacute předevšiacutem z energetickeacuteho hlediska z důvodu sušeniacute a tepelneacuteho zpracovaacuteniacute po vytvarovaacuteniacute vyacuterobku do požadovaneacuteho tvaru
Se staacutele rostouciacutemi požadavky na keramickeacute vyacuterobky se měniacute i způsoby jejich konečneacuteho zpracovaacuteniacute kdy se začiacutenaacute prosazovat i obraacuteběniacute Keramickeacute materiaacutely se velice těžce obraacutebiacute což je způsobeno vysokou tvrdostiacute a tiacutem že jsou vyacuterobky z keramickyacutech materiaacutelů velice křehkeacute Obvykle se obraacutebiacute broušeniacutem ale je možneacute použiacutevat i dalšiacute způsoby konvenčniacuteho obraacuteběniacute jako je freacutezovaacuteniacute soustruženiacute nebo vrtaacuteniacute Daacutele se použiacutevajiacute nekonvečniacute metody jako obraacuteběniacute ultrazvukem nebo laserem
Ciacutelem praacutece je zhodnotit obrobitelnost žaacuteruvzdorneacuteho keramickeacuteho materiaacutelu R-S67K kteryacute zapůjčila firma SEEIF Ceramic as Jednaacute se o vysocehlinityacute šamot kteryacute byl freacutezovaacuten vyměnitelnou břitovou destičkou z polykrystalickeacuteho diamantu Při freacutezovaacuteniacute byly měřeny řezneacute siacutely ktereacute působily při obraacuteběniacute Daacutele byly změřeny parametry drsnosti povrchu a opotřebeniacute vyměnitelneacute břitoveacute destičky
KERAMICKEacute MATERIAacuteLY
10 UacuteST FSI VUT v Brně
1 KERAMICKEacute MATERIAacuteLY
Keramika je anorganickeacuteho původu a může obsahovat nekovoveacute i kovoveacute materiaacutely ktereacute jsou obvykle vaacutezaneacute kovalentniacutemi vazbami iontovyacutemi vazbami nebo jejich kombinaciacute tedy iontově-kovalentniacutemi vazbami Chemickeacute složeniacute je vysoce proměnliveacute od jednoduchyacutech dvousložkovyacutech sloučenin až po vysoce složiteacute faacuteze Zaacutekladniacutemi vlastnostmi keramickyacutech materiaacutelů je vysokaacute tvrdost pevnost v tlaku odolnost proti vysokyacutem teplotaacutem a tuhost ale jako nevyacutehoda keramickyacutech materiaacutelů se jeviacute niacutezkaacute pevnost v ohybu a křehkost Keramickeacute materiaacutely vykazujiacute relativně niacutezkou hustotu oproti jinyacutem konstrukčniacutem materiaacutelům ale na druhou stranu jsou špatně obrobitelneacute a naacutechylneacute k šiacuteřeniacute trhlin Dalšiacutemi vlastnostmi keramickyacutech materiaacutelů je niacutezkaacute elektrickaacute vodivost a až na vyacutejimky jsou keramickeacute materiaacutely diamagnetickeacute nebo paramagnetickeacute Je několik způsobů jak dělit keramickeacute materiaacutely do kategoriiacute např dle struktury faacutezoveacuteho a chemickeacuteho složeniacute nebo dle poacuterovitosti Je takeacute možneacute dělit keramiku dle využitiacute na keramiku žaacuteruvzdornou stavebniacute nebo technickou a tradičniacute [1 2 3 4]
11 Tradičniacute keramika
Prvniacute vzniklaacute keramika byla praacutevě keramika tradičniacute na jejiacutež vyacuterobu se použiacutevaacute křemene živce kaoliacutenu jiacutelu a dalšiacutech materiaacutelů Keramickou strukturu v tradičniacute keramice z uvedenyacutech materiaacutelů tvořiacute oxid křemičityacute SiO2 kteryacute je zaacuteroveň žaacuteruvzdornyacute Z živců je předevšiacutem využiacutevanyacute draselnyacute živec K2OAl2O36SiO2 ze ktereacuteho při vypaacuteleniacute vznikne skelnaacute složka Jiacutelů (hydratovanyacute křemičitan hlinityacute Al4(OH)2Si4O10 a dalšiacute oxidy různyacutech kovů) je využiacutevaacuteno jako pojiva před samotnyacutem vypalovaacuteniacutem aby bylo možneacute směs vytvarovat do požadovaneacuteho tvaru [1 3 4]
12 Technickaacute keramika
Keramika kteraacute je použiacutevanaacute pro naacuteročnějšiacute aplikace je teacutež nazyacutevanaacute konstrukčniacute Vstupniacute materiaacutely již obvykle nejsou volně dostupneacute ale jednaacute se o syntetickeacute laacutetky Vyacutehody technickeacute keramiky jsou vysokaacute pevnost v tlaku chemickaacute odolnost odolnost proti opotřebeniacute a žaacuteruvzdornost Diacuteky složiteacutemu zpracovaacuteniacute pokročilyacutech materiaacutelů použityacutech pro vyacuterobu dochaacuteziacute k vyacuterazneacutemu rozvoji až ve druheacute polovině 20 stoletiacute Technickaacute keramika je daacutele rozdělovaacutena na keramiku oxidovou neoxidovou a směsnou [1 3]
121 Keramika oxidovaacute
Oxidickaacute keramika je tvořena jedniacutem druhem oxidu ale může byacutet obsažena jedna nebo viacutece faacuteziacute Je takeacute možneacute přidaacutevat maleacute množstviacute přiacuteměsiacute jinyacutech oxidů pro zlepšeniacute vlastnostiacute konečneacuteho vyacuterobku a zaacuteroveň neniacute možneacute zabezpečit 100 čistotu vstupniacutech materiaacutelů Jednaacute se o nejviacutece zastoupenyacute druh technickeacute keramiky Kromě vyacuteše zmiacuteněnyacutech vlastnostiacute obecnyacutech pro technickou keramiku keramika oxidovaacute vynikaacute vyacutebornou schopnostiacute izolovat elektrickyacute proud Nejčastěji se můžeme setkat s keramikou kde je zaacutekladniacutem materiaacutelem oxid hlinityacute Al2O3 nebo oxid zirkoničityacute ZrO2 Daacutele se použiacutevajiacute oxidy na baacutezi hořčiacuteku berylia titanu a dalšiacutech prvků [3 4 5]
KERAMICKEacute MATERIAacuteLY
11 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě Al2O3
Takeacute je nazyacutevaacutena jako keramika korundovaacute Obvykle je použiacutevaacutena faacuteze s hexagonaacutelniacute strukturou označovanyacute jako Al2O3 ndash α Maacute obvykleacute vlastnosti keramickyacutech materiaacutelů jako je vysokaacute žaacuteruvzdornost pevnost tvrdost a odolnost proti taveninaacutem kovů a různyacutem chemickyacutem laacutetkaacutem Tyto vlastnosti si zachovaacutevaacute i do oblasti teplot okolo 1 000 degC a teplota taacuteniacute korundoveacute keramiky je 2 050 degC To je způsobeno iontovyacutemi vazbami mezi atomy hliniacuteku a kysliacuteku Korundovaacute keramika je vyraacuteběna v rozmeziacute 80 - nad 99 hmotnosti Al2O3 Vlastnosti se s rostouciacutem obsahem měniacute jak je vidět z tabulky 11 [7] Tab 11 Vlastnosti keramiky na zaacutekladě obsahu Al2O3 [7]
Obsah Al2O3
Veličina Jednotka
80 ndash 86
hm
87-95
hm
96-99
hm
nad 99
hm
Hustota [gcm-3
] 35 - 36 36 - 37 37 - 38 38 - 39
Youngův modul pružnosti v tahu [GPa] 200 300 400 400
Všechny mechanickeacute vlastnosti se zlepšujiacute s rostouciacutem obsahem oxidu hliniteacuteho stejně tak roste tvrdost tepelnaacute vodivost a koeficient deacutelkoveacute teplotniacute roztažnosti [7] Keramickeacute materiaacutely na zaacutekladě oxidu hliniteacuteho jsou slinovaacuteny za pomoci tekuteacute nebo pevneacute faacuteze Volba zaacutevisiacute na objemu ostatniacutech laacutetek ve směsi Konstrukčniacute keramika kteraacute obsahuje menšiacute obsah Al2O3 je slinovaacutena mastkem kaolinem nebo uhličitany vaacutepniacuteku nebo hořčiacuteku Při obsahu nad 99 je slinovaacuteniacute provaacuteděno za pomoci oxidů hořečnateacuteho nebo jinyacutech hořčiacutekovyacutech sloučenin ktereacute se za zvyacutešeneacute teploty přeměniacute na oxid hořečnatyacute [3 6 7]
Obr 11 Krystalickaacute struktura oxidu hliniteacuteho [18]
KERAMICKEacute MATERIAacuteLY
12 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě ZrO2
Vlastnosti oxidickeacute konstrukčniacute keramiky na baacutezi oxidu zirkoničiteacuteho jsou značně ovlivňovaacuteny faacutezovyacutemi přeměnami hlavniacuteho stavebniacuteho prvku ktereacute jsou na obraacutezku 12 Tyto přeměny jsou zaacutevisleacute na teplotě Oxid zirkoničityacute postupně přechaacuteziacute z kubickeacute mřiacutežky na tetragonaacutelniacute a naacutesledně do monoklinickeacute krystaloveacute mřiacutežky Praacutevě tato posledniacute přeměna maacute největšiacute vyacuteznam a to z toho důvodu že se značně podobaacute martenzitickeacute přeměně oceli Tato změna je doprovaacutezena značnou změnou tvaru a objemu zrn Tato přeměna daacutele probiacutehaacute bezdifuacutezně a ne izotermicky [3 6 7]
Vyacutevoj neoxidoveacute keramiky byl započat v důsledku potřeby ziacuteskat takoveacute materiaacutely ktereacute budou schopneacute dosaacutehnout vyššiacutech teplot a přitom si zachovat sveacute mechanickeacute vlastnosti Z materiaacutelů použiacutevanyacutech pro neoxidickou keramiku to jsou předevšiacutem různeacute karbidy nitridy boridy a silicidy Technologickeacute zpracovaacuteniacute těchto sloučenin na keramiku je složitějšiacute z důvodu že je nutneacute zabraacutenit oxidaci materiaacutelů za vysokyacutech teplot při vyacuterobě (je nutneacute slinovat za redukčniacute atmosfeacutery nebo ve vakuu) Z toho plyne i určiteacute omezeniacute pro využitiacute materiaacutelů v praxi kdy neniacute možneacute neoxidoveacute keramiky využiacutet tam kde by za vysokyacutech teplot byly vystaveny oxidačniacute atmosfeacuteře Daacutele při vyacuterobě je nutneacute zohlednit že některeacute sloučeniny jako SiC nebo BN se při zahřaacutetiacute na vysokou teplotu samovolně nezhutňujiacute (nedochaacuteziacute ke slinovaacuteniacute) a je nutneacute využiacutet slinovaacuteniacute reakčniacuteho nebo slinovaacuteniacute tlakoveacuteho [3 6 20] Keramickeacute materiaacutely na zaacutekladě SiC Nejrozšiacuteřenějšiacute karbidickyacute materiaacutel pro přiacutepravu keramiky Maacute kubickou strikturu obdobnou jakaacute je v diamantu ale ve struktuře neniacute pouze uhliacutek a 50 uhliacuteku je nahrazeno křemiacutekem Pro vysokou tvrdost je využiacutevaacuten často jako brusnyacute materiaacutel Tento materiaacutel je možneacute použiacutet jako praacutešek anebo ve formě naacutestroje kde je vaacutezaacuten organickou nebo anorganickou sloučeninou (je možneacute i využitiacute ve formě pasty kde je karbid křemiacuteku vaacutezaacuten pomociacute polymeru) Karbid křemiacuteku je velice dobryacute vodič tepla daacutele maacute a malou teplotniacute roztažnost takže je vysoce odolnyacute proti změnaacutem teploty Elektrickou energii vede jako polovodič [5 6]
Obr 13 Krystalickaacute struktura karbidu křemiacuteku [19]
KERAMICKEacute MATERIAacuteLY
13 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě Si3N4
Moderniacute keramickyacute materiaacutel kteryacute patřiacute do oblasti nitridů Nitridy obecně majiacute vysokou odolnost proti vysokyacutem teplotaacutem Samotnyacute nitrid křemiacuteku maacute hexagonaacutelniacute strukturu K jeho vlastnostem patřiacute dobraacute tepelnaacute vodivost a maleacute tepelnaacute roztažnost což dohromady daacutevaacute odolnost proti změnaacutem teploty (podobně jako karbid křemiacuteku) Je poměrně křehkyacute ale pokud je odstraněna skelnaacute faacuteze je možneacute zvyacutešit lomovou houževnatost diacuteky vlaacuteknům ktereacute prorůstajiacute strukturou Nitrid křemiacuteku je využiacutevaacuten jako naacutestrojovyacute materiaacutel vybaveniacute do sleacutevaacuteren a takeacute se objevil dieselovyacute motor celyacute sestavenyacute z diacutelů vyrobenyacutech z Si3N4 (adiabatickyacute motor kteryacute neniacute třeba chladit) [5 6 7]
Obr 14 Hybridniacute keramickyacute motor [21]
123 Keramika směsnaacute
Jak už naacutezev uvaacutediacute jednaacute se o směs buď jedneacute oxidickeacute keramiky a jedneacute neoxidickeacute nebo směs dvou oxidickyacutech materiaacutelů Často je využiacutevaacuteno karbidu nebo nitridu titanu na zvyacutešeniacute odolnosti proti vysokyacutem teplotaacutem a zvyacutešeniacute mechanickyacutech vlastnostiacute Relativně novou směsnou keramikou je Sialon (Si ndash Al ndash O ndash N) kteryacute je z hlediska svyacutech vlastnostiacute podobnyacute nitridu křemiacuteku ale zvětšiacute odolnost proti zvyacutešenyacutem teplotaacutem a je proto využiacutevaacuten na plynoveacute turbiacuteny ktereacute jsou vysoce teplotně namaacutehaacuteny [2 3 6]
13 Struktura keramickyacutech materiaacutelů
Keramika je obvykle tvořena krystalickou strukturou kteraacute může byacutet doplněna skelnou strukturou Samotnaacute krystalickaacute struktura je vyacuterazně ovlivněna typem vazeb ktereacute jsou utvořeny mezi atomy Vyskytujiacute se dva druhy vazeb a to vazba kovalentniacute a iontovaacute nebo je možnaacute i kombinace obou typů vazeb tedy vazbou iontově-kovalentniacute kteraacute je pro keramickeacute materiaacutely typickaacute [1 3]
KERAMICKEacute MATERIAacuteLY
14 UacuteST FSI VUT v Brně
131 Vazby v keramickyacutech materiaacutelech
Kovalentniacute vazbu u keramickyacutech materiaacutelů tvořiacute obvykle dva nekovoveacute prvky (SiC Si3N4) Tento druh vazby vznikaacute tak že atomy sdiacutelejiacute elektrony ve svyacutech elektronovyacutech obalech Tato vazba je určenaacute i směrově (dochaacuteziacute k vytvaacuteřeniacute různyacutech druhů siacutetiacute) a nedochaacuteziacute k tak velkeacutemu přibliacuteženiacute atomů jako u iontoveacute vazby Typickyacutemi vlastnostmi materiaacutelů s kovalentniacute vazbou je vysokaacute chemickaacute odolnost tvrdost a elektronovaacute vodivost Naopak tyto materiaacutely dosahujiacute niacutezkyacutech hodnot tepelneacute roztažnosti a minimaacutelniacute tvaacuternosti [1 23] Iontovou vazbu tvořiacute obvykle kovovyacute prvek s kysliacutekem nebo dalšiacutemi nekovovyacutemi prvky (ZrO MgO) Tato vazba je tvořena elektrostatickyacutemi silami působiacuteciacutemi mezi opačně nabityacutemi ionty dvou prvků proto majiacute materiaacutely s iontovou vazbou vysokou hustotu (opačně nabiteacute atomy jsou přitaženy velkyacutemi silami k sobě na velmi malou vzdaacutelenost) Dalšiacutemi vlastnostmi materiaacutelů s iontovou vazbou je velkaacute tepelnaacute roztažnost niacutezkaacute iontovaacute vodivost a špatnaacute tvaacuternost [1 23] Nejčastěji se v keramickyacutech materiaacutelech vyskytuje kombinace obou vazeb a to vazba iontově-kovalentniacute Množstviacute zastoupeniacute vazeb v daneacutem keramickeacutem materiaacutelu je daacutena elektronegativitou jednotlivyacutech prvků zastoupenyacutech ve struktuře Zaacuteroveň poměr určuje typ krystalickeacute struktury V tabulce 12 jsou uvedeny poměry zastoupeniacute iontoveacute nebo kovalentniacute vazby v některyacutech keramickyacutech materiaacutelech [1] Tab 12 Podiacutel iontoveacute a kovalentniacute vazby ve vybranyacutech keramickyacutech materiaacutelech [1]
Keramickyacute
materiaacutel
Rozdiacutel elektronegativit
prvků
Iontovyacute
charakter
Kovalentniacute
charakter
MgO 3 77 23
Al2O3 2 63 37
Si3N4 12 30 70
SiC 07 11 89
132 Pohyb dislokaciacute v keramickyacutech materiaacutelech
Typ vazby daacutele ovlivňuje pohyby dislokaciacute v materiaacutelech Kovalentniacute i iontovaacute vazba maacute jak jiacutež bylo zmiacuteněno niacutezkou hodnotu tvaacuternosti což je způsobeno praacutevě velice omezenyacutem pohybem dislokaciacute v těchto materiaacutelech Tato vlastnost vyacuterazně snižuje mechanickeacute vlastnosti keramickyacutech materiaacutelů a tak omezuje jejich využitiacute jako materiaacutelu pro vysoce namaacutehaneacute konstrukčniacute prvky Malaacute pohyblivost dislokaciacute je způsobena v materiaacutelech s kovalentniacute vazbou tiacutem že pro pohyb dislokace je nutneacute přerušit směrově orientovaneacute vazby Přerušeniacutem těchto vazeb vznikajiacute vysokaacute P-N (Peierlsovo ndash Nabarrovo) napětiacute teacuteměř na uacuterovni pevnosti materiaacutelu Proto nedochaacuteziacute k teacuteměř žaacutedneacute plastickeacute deformaci ale rovnou ke křehkeacutemu lomu součaacutesti Daacutele je možnaacute zhoršenaacute maneacutevrovatelnost dislokaciacute v materiaacutelech s jednoduchou iontovou mřiacutežkou (MgO) Zde jsou napětiacute P-N podobnaacute jako u kovů ale neniacute splněna podmiacutenka pěti nezaacutevislyacutech skluzovyacutech systeacutemů a proto dochaacuteziacute k jevu že monokrystaly jsou tvaacuterneacute ale polykrystaly již tvaacuterneacute nejsou Ve většině keramickyacutech materiaacutelů dochaacuteziacute ke kombinaci obou přiacutepadů [24] Za rostouciacute teploty keramickyacutech materiaacutelů (stejně jako u dalšiacutech materiaacutelů) dochaacuteziacute k poklesu P-N napětiacute a tiacutem roste tvaacuternost Keramickeacute materiaacutely ale se staacutevajiacute tvaacuternyacutemi až teacuteměř při dosaženiacute teploty taveniacute [24]
KERAMICKEacute MATERIAacuteLY
15 UacuteST FSI VUT v Brně
133 Poruchy v keramickyacutech materiaacutelech
V keramickyacutech materiaacutelech se vyskytujiacute bodoveacute čaacuteroveacute a plošneacute poruchy materiaacutelu (teacutež nazyacutevaneacute dislokace) Bodoveacute poruchy vznikajiacute buď jako vakance (chybějiacuteciacute atom) intersticiaacutelniacute (uzavřeneacute atomy mimo svoji polohu v krystalickeacute mřiacutežce) atomy nebo ionty Daacutele se mohou vyskytovat atomy jineacute laacutetky uzavřeneacute v krystalickeacute struktuře Bodoveacute poruchy krystalickeacute mřiacutežky nejsou přiacuteliš vyacuteznamneacute protože jsou obvykle izolovaacuteny v maleacutem prostoru Nejvyacuteznamnějšiacute jsou poruchy čaacuteroveacute ktereacute umožňujiacute plastickou deformaci materiaacutelu Čaacuteroveacute poruchy jsou buď šrouboveacute hranoveacute nebo jejich kombinace Hranoveacute poruchy vznikajiacute tak že v některyacutech miacutestech přebyacutevaacute řada atomů Šrouboveacute poruchy vznikajiacute tak že roviny kolmeacute k dislokačniacute čaacuteře tvořiacute šroubovou plochu Plošneacute poruchy materiaacutelu majiacute vliv předevšiacutem na hraniciacutech zrn [12 24]
Obr 15 a) Hranovaacute b) šroubovaacute porucha materiaacutelu [25]
14 Vlastnosti keramickyacutech materiaacutelů
Keramickeacute materiaacutely majiacute rozdiacutelneacute vlastnosti ktereacute jsou zaacutevisleacute na samotneacutem chemickeacutem složeniacute a jeho čistotě krystalickeacute struktuře a na způsobu jakyacutem je keramickyacute materiaacutel zpracovaacuten Celeacute vyacuterobky z keramiky jsou z hlediska vlastnostiacute homogenniacute přestože jednotliveacute krystaly majiacute sveacute vlastnosti rozdiacutelneacute a i vlastnosti jednotliveacuteho krystalu v různyacutech směrech jsou odlišneacute To že vlastnosti konečneacuteho vyacuterobku jsou ve všech směrech stejneacute je způsobeno tiacutem že je ve vyacuterobku rozloženo velkeacute množstviacute nahodile rozmiacutestěnyacutech krystalů Dalšiacute vlastnostiacute keramiky je to že je poacuterovitaacute a to způsobuje že v některyacutech miacutestech je uzavřen vzduch tedy materiaacutel kteryacute nemaacute žaacutednou pevnost ani hmotnost Obecnyacutemi a velice důležityacutemi vlastnostmi keramickyacutech materiaacutelů je vysokaacute tvrdost žaacuteruvzdornost odolnost proti otěru i proti chemikaacuteliiacutem naopak nejsou odolneacute v tahu a ohybu (dochaacuteziacute ke křehkeacutemu lomu) Co se tyacuteče elektrickyacutech vlastnostiacute keramickeacute materiaacutely jsou obvykle izolanty ale neniacute to pravidlem a mohou se vyskytovat keramickeacute materiaacutely ktereacute jsou piezoelektrickeacute polovodiveacute nebo pyroelektrickeacute Podobně jako elektrickaacute vodivost i pro vodivost tepelnou jsou keramickeacute materiaacutely obvykle izolanty ale existujiacute i takoveacute ktereacute teplo vedou jako kovy [3 23]
141 Elastickeacute vlastnosti
Pokud jsou keramickeacute materiaacutely vystaveny kraacutetkodobeacutemu a relativně maleacutemu siloveacutemu působeniacute chovajiacute se dle Hookova zaacutekona (prodlouženiacute je přiacutemo uacuteměrneacute zatěžujiacuteciacutemu napětiacute) tedy elasticky a po odlehčeniacute se vraciacute do sveacuteho původniacuteho
a) b)
KERAMICKEacute MATERIAacuteLY
16 UacuteST FSI VUT v Brně
tvaru bez poškozeniacute Poměrneacute prodlouženiacute (nebo zkraacuteceniacute) v daneacute ose můžeme vypočiacutetat dle vztahů 11 až 13 [5 12]
kde εxyz [-] - poměrneacute prodlouženiacute
σxyz [Mpa] - normaacuteloveacute napětiacute v daneacute ose
Modul pružnosti je pro keramickeacute materiaacutely značně odlišnyacute pro běžnyacute porcelaacuten je hodnota přibližně 70 GPa naopak slinuteacute karbidickeacute keramiky mohou dosahovat hodnot až 500 GPa Širokyacute interval hodnot modulu pružnosti u keramickyacutech materiaacutelů je způsoben tiacutem že modul pružnosti ovlivňuje samotneacute složeniacute keramickeacuteho materiaacutelu daacutele jeho mikrostruktura (uspořaacutedaacuteniacute podiacuteloveacute zastoupeniacute jednotlivyacutech faacuteziacute) Pro dvoufaacutezoveacute systeacutemy (jednoho druhu keramickeacuteho materiaacutelu a poacuterů) je možneacute určit modul pružnosti dle empirickeacuteho vztahu 14 Keramickeacute materiaacutely dosahujiacute hodnot Poissonova čiacutesla v rozmeziacute od 017 do 036 [5 12]
kde E0 [GPa] - modul pružnosti keramickeacuteho materiaacutelu bez poacuterů
VP [-] - objemoveacute množstviacute poacuterů
ab [-] - součiniteleacute tvaru poacuterů [5]
142 Plastickeacute vlastnosti
Za normaacutelniacutech teplot je keramika obvykle tvrdaacute křehkaacute ale mohou nastat přiacutepady kdy tomu tak neniacute ani za normaacutelniacutech teplot Za zvyacutešenyacutech teplot dochaacuteziacute k plastickeacutemu chovaacuteniacute keramickyacutech materiaacutelů Za normaacutelniacutech teplot je možneacute dosaacutehnout plastickeacuteho chovaacuteniacute keramickyacutech materiaacutelů kdy dochaacuteziacute k deformaci pouze minimaacutelniacuteho množstviacute materiaacutelu relativně vysokyacutem zatiacuteženiacutem toto je splněno při měřeniacute mikrotvrdosti kdy po diamantoveacutem indentoru zůstane otisk v materiaacutelu [5 12] Pokud je deformovaacuten pouze jednotlivyacute krystal keramickeacuteho materiaacutelu dochaacuteziacute ke skluzu čaacutestiacute krystalu Tyto skluzy se vnikajiacute tak že dochaacuteziacute k přesmykovaacuteniacute ktereacute ještě ulehčujiacute čaacuteroveacute dislokace v krystalu Daacutele může vznikat plastickaacute deformace jednotliveacuteho krystalu dvojčatěniacutem Velikost možneacute plastickeacute deformace je značně ovlivňovaacutena pohyblivostiacute a maneacutevrovatelnostiacute dislokaciacute v materiaacutelu [5 12]
( )[ ] 1-times+-= Ezyxx ssmse (11)
( )[ ] 1-times+-= Eyzyy ssmse (12)
( )[ ] 1-times+-= Eyxzz ssmse (13)
( )2
0 1 PP bVaVEE +-= [GPa] (14)
KERAMICKEacute MATERIAacuteLY
17 UacuteST FSI VUT v Brně
143 Creep
Creep (pomaleacute tečeniacute) je vlastně plastickeacute deformovaacuteniacute materiaacutelu ktereacute je ale obvykle provaacuteděno za zvyacutešenyacutech teplot Jednaacute se o velice důležitou charakteristiku pro keramickeacute materiaacutely (keramika může byacutet zkoušena za teplot nad 1 000 degC) a proto bude pro creep věnovaacutena jedna samostatnaacute kapitola Creep se vyznačuje tiacutem že k němu dochaacuteziacute při dlouhodobeacutem zatiacuteženiacute (při namaacutehaacuteniacute ktereacute nedosahuje meze kluzu materiaacutelu) za zvyacutešeneacute teploty Vyacutestupem z těchto zkoušek je takovaacute znalost o materiaacutelu že je znaacutemo za jakou dobu při daneacute teplotě a zatiacuteženiacute dojde ke stanoveneacutemu prodlouženiacute zkušebniacuteho vzorku Teacuteto znalosti můžeme využiacutet při navrhovaacuteniacute žaacuteruvzdornyacutech keramickyacutech vyacuterobků [5 12]
Obr 16 Tečeniacute materiaacutelu za různyacutech teplot [5]
Křivky tečeniacute materiaacutelu zatiacuteženeacuteho stejnyacutem zatiacuteženiacutem ale při jineacute teplotě jsou vyobrazeny na obraacutezku 16 Po počaacutetečniacutem pružneacutem prodlouženiacute naacutesleduje faacuteze kdy rychlost tečeniacute pomalu klesaacute V posledniacute faacutezi dochaacuteziacute ke zvyacutešeniacute rychlosti což je způsobeno ztenčeniacutem průřezu zatěžovaneacuteho vzorku a daacutele takeacute vlivem dutin ktereacute se objevujiacute ve vzorku K porušeniacute vzorku ale může dojiacutet již ve druheacutem staacutediu tečeniacute [5 26]
kde eamp [s-1] - rychlost poměrneacuteho prodlouženiacute
T [degK] - absolutniacute teplota
k [-] - konstanta
T0 [-] - konstanta [5]
Rychlost deformovaacuteniacute vzorku je možneacute ze vztahu 15 ze ktereacuteho je patrneacute že zmiacuteněnaacute rychlost roste se zvyšujiacuteciacutem se napětiacute a teplotou Creep se u keramickyacutech
T
T
n ek0-
timestimes= seamp [s-1] (15)
KERAMICKEacute MATERIAacuteLY
18 UacuteST FSI VUT v Brně
materiaacutelů objevuje při dosaženiacute polovičniacute teploty než je teplota taacuteniacute daneacuteho keramickeacuteho materiaacutelu [5]
144 Pevnost
Deformace keramickyacutech materiaacutelů probiacutehaacute do teacute doby než se objeviacute křehkyacute lom v materiaacutelu Křehkyacute lom se objevuje protože se netvořiacute žaacutednaacute plastickaacute deformace viditelnaacute pouhyacutem okem Prvotniacute porušeniacute keramickyacutech materiaacutelů se objevuje na jejich povrchu Toto porušeniacute je často vyvolaacuteno tahovyacutemi napětiacutemi Odolnost keramickyacutech materiaacutelů je v tahu vyacuteznamně nižšiacute než v tlaku (až 10x nižšiacute v tahu) Materiaacutely použiacutevaneacute pro izolaci majiacute pevnost v tahu na uacuterovni 10 MPa tradičniacute keramickeacute vyacuterobky dosahujiacute pevnosti v tlaku až 150 MPa Pro vysoce čisteacute keramickeacute materiaacutely (Al2O3) s velikostiacute zrn v řaacutedu μm je možneacute dosaacutehnout vyacuterazně vyššiacutech pevnostiacute i v ohybu a to až 600 Mpa Daacutele se vyskytujiacute speciaacutelniacute keramickeacute materiaacutely s pevnostiacute v tahu až 1 000 MPa [12 27] Pevnost keramickyacutech materiaacutelů je ovlivňovaacutena mnoha faktory napřiacuteklad poacutery trhlinami velikostiacute zrn a inkluzemi Pro keramickeacute materiaacutely je z pohledu pevnosti velice důležityacute faktor poacuterovitosti kdy existence poacuterů zmenšuje průřez a daacutele působiacute jako koncentraacutetor napětiacute [5 12]
V tabulce 13 jsou uvedeny materiaacuteloveacute charakteristiky některyacutech keramickyacutech materiaacutelů Tab 13 Vybraneacute keramickeacute materiaacutely a jejich pevnost [3]
Materiaacutel E Rm (v tlaku) Rm (v ohybu)
[GPa] [MPa] [MPa]
Al2O3 400 - 410 3000 350 - 400
SiC 410 - 480 2000 250 - 400
Si3N4 200 - 310 1200 700 - 800
ZrO2 150 - 200 2000 100 - 200
145 Křehkost
Fakt že keramickeacute materiaacutely jsou křehkeacute je způsoben dvěma faktory jeden je principiaacutelniacute a druhyacute vedlejšiacute Principiaacutelniacute křehkost keramickyacutech materiaacutelů je způsobena tiacutem že přechodovaacute teplota keramiky je vyššiacute než běžnaacute teplota Pokud tento jev nastaacutevaacute tak neniacute materiaacutel schopen se teacuteměř vůbec plasticky deformovat a dochaacuteziacute ke křehkeacutemu lomu Je tedy ztiacuteženaacute pohyblivost a maneacutevrovatelnost dislokaciacute Dalšiacutem vlivem je že v materiaacutelech vaacutezaneacute kovalentniacute a iontovou vazbou je zhoršeneacute navaacutezaacuteniacute mřiacutežek na hraniciacutech zrn což maacute za naacutesledek že pevnost mezi zrny je sniacutežena Vedlejšiacutemi přiacutečinami jsou obecně nehomogenity v materiaacutelu špatneacute slinutiacute a tiacutem dalšiacute oslabeniacute vazeb na hraniciacutech zrn nebo existence skelneacute faacuteze Daacutele se vyskytujiacute poacutery a trhliny Vedlejšiacute přiacutečiny jsou obvykle důvodem k porušeniacute u tradičniacute keramiky u technickeacute keramiky je tento jev již značně omezen ale staacutele se může vyskytovat [5 12]
KERAMICKEacute MATERIAacuteLY
19 UacuteST FSI VUT v Brně
146 Tvrdost
Obecnaacute definice tvrdosti materiaacutelu je že tvrdost je odpor materiaacutelu před vnikaacuteniacutem ciziacuteho objektu do materiaacutelu Je velkeacute množstviacute metod pro měřeniacute tvrdosti ktereacute jsou vhodneacute pro různeacute materiaacutely Pro měřeniacute tvrdosti jsou vhodneacute naacutesledujiacuteciacute metody Rockwell Vickers a Knoop Tvrdost keramiky dosahuje na Mohsově stupnici hodnot 8 ndash 9 pro technickou oxidickou keramiku a 9 ndash 95 pro keramiku neoxidickou Po diamantu kteryacute maacute tvrdost 10 se jednaacute o nejtvrdšiacute materiaacutely jakeacute se vyskytujiacute [3 5]
15 Vyacuteroba keramickyacutech materiaacutelů
Nejobvyklejšiacute způsob vyacuteroby keramiky je použitiacute praacuteškoveacute směsi a jejiacute naacutesledneacute slinovaacuteniacute za vysokeacute teploty Slinovaacuteniacutem dochaacuteziacute takeacute ke zhutněniacute směsi (sniacuteženiacute obsahu poacuterů) Vzhledem k působeniacute vysokyacutech teplot může dojiacutet ke změně vlastnostiacute a vyacuteslednyacute vyacuterobek může miacutet jineacute vlastnosti než vstupniacute surovina Pro tradičniacute keramiku jsou jako krystalickeacute faacuteze typickeacute přiacuterodniacute materiaacutely Naopak pro pokročileacute technickeacute keramickeacute materiaacutely jsou využiacutevaacuteny materiaacutely ktereacute neniacute možneacute v přiacuterodě naleacutezt Vyacuteroba keramickyacutech materiaacutelů je složena z několika kroků Prvotniacutem krokem je přiacuteprava směsi pokračuje se vytvarovaacuteniacutem do požadovaneacuteho tvaru a poteacute je vyacuterobek dehydratovaacuten Konečnou uacutepravou je zpravidla nějakyacute druh tepelneacuteho zpracovaacuteniacute kdy nejčastěji se využiacutevaacute vypalovaacuteniacute u tradičniacute keramiky a slinovaacuteniacute u keramiky technickeacute [1 2 5]
151 Přiacuteprava směsi
Vyacuteslednaacute kvalita a takeacute technologie vyacuteroby keramickyacutech materiaacutelů je značně zaacutevislaacute na kvalitě vstupniacutech surovin Vlastnosti ktereacute se sledujiacute u vstupniacutech surovin pro keramickeacute materiaacutely jsou např chemickeacute složeniacute velikost tvar a povrch zrn Přiacuterodniacute materiaacutely jsou obvykle značně rozdiacutelneacute a proto je nutneacute vlastnosti vstupniacutech materiaacutelů sledovat Přiacuteprava směsiacute obvykle probiacutehaacute tak že materiaacutely jsou smiacutechaacuteny a namlety naraacutez Je nutneacute použiacutevat takoveacute mleciacute kameny aby nedochaacutezelo k jejich porušovaacuteniacutem a tiacutem přimiacutechaacutevaacuteniacute nežaacutedouciacutech přiacuteměsiacute do mleteacute směsi Pro sniacuteženiacute poacuterovitosti je vhodneacute miacutet rozdiacutelně velkeacute čaacutestice a to z toho důvodu že při vytvarovaacuteniacute dojde k vyplněniacute volnyacutech prostorů mezi většiacutemi čaacutesticemi čaacutesticemi menšiacutemi Miacuteseniacute může probiacutehat bez přimiacutechaacuteniacute kapaliny (obvykle voda) nebo v suspenzi V přiacutepadě miacuteseniacute s vodou je nutneacute tuto vodu po promiacuteseniacute odstranit např rozprašovaacuteniacutem Vyacutesledkem je čistyacute granulaacutet ve ktereacutem jsou smiacutechaneacute všechny materiaacutely [5]
152 Tvarovaacuteniacute
Tvarovaacuteniacute začiacutenaacute aglomeraciacute jehož podstata je v tom že do směsi keramickyacutech praacutešků se přidajiacute dalšiacute laacutetky Jsou přidaacutevaacuteny takoveacute laacutetky aby bylo možneacute vytvořit ze sucheacuteho praacutešku požadovanyacute tvar vyacutesledneacuteho vyacuterobku a takeacute usnadnit jeho tvarovaacuteniacute a celkově zlepšit jeho vlastnosti Přidaacutevajiacute se různaacute pojiva maziva a daacutele můžou byacutet použita smaacutečedla Tvarovaacuteniacute může probiacutehat za tepla ale takeacute za studena (za normaacutelniacute teploty) ktereacute je použiacutevaacuteno častěji Nejčastěji se pro tvarovaacuteniacute využiacutevaacute různyacutech druhů lisovaacuteniacute popřiacutepadě litiacute vstřikovaacuteniacute nebo vytlačovaacuteniacute Ciacutelem tvarovaacuteniacute je jednak vytvořit zaacutekladniacute tvar keramickeacuteho vyacuterobku zajistit jeho určitou hutnost a takeacute zajistit aby takto zpracovanyacute polotovar ziacuteskal dostatečnou pevnost pro manipulaci během vyacuteroby [1 2 4 7]
KERAMICKEacute MATERIAacuteLY
20 UacuteST FSI VUT v Brně
Tab 14 Metody pro tvarovaacuteniacute keramiky [28]
Lisovaacuteniacute Pro lisovaacuteniacute se obvykle použiacutevaacute suchyacutech přiacutepadně polosuchyacutech směsiacute (vlhkost do 15 ) ale mohou se lisovat i směsi mokreacute Rozhodnutiacute jakyacute způsob (suchaacute nebo mokraacute směs) se použije zaacutevisiacute na druhu zpracovaacutevaneacuteho materiaacutelu Suchyacutech směsiacute se využiacutevaacute pro lisovaacuteniacute běžnyacutech keramickyacutech vyacuterobků jako jsou např dlaždice Maximaacutelniacute tlak použiacutevanyacute pro běžneacute jednosměrneacute lisovaacuteniacute je až 200 MPa Vlastnosti lisovanyacutech vyacuterobků nejsou homogenniacute což je způsobeno třeniacutem mezi stěnami formy a keramickyacutem materiaacutelem Pro zlepšeniacute vlastnostiacute se daacutele použiacutevaacute oboustranneacuteho nebo izostatickeacuteho lisovaacuteniacute (lisovaacuteniacute ze všech stran) Dalšiacutemi použiacutevanyacutemi druhy lisovaacuteniacute jsou přetokoveacute piacutestoveacute a žaacuteroveacute lisovaacuteniacute [4 7 24] Přetokoveacute lisovaacuteniacute Pro přetokoveacute lisovaacuteniacute se použiacutevaacute otevřenyacutech kovovyacutech forem jejichž hloubka je shodnaacute s vyacuteslednou vyacuteškou vyacutelisku Použiacutevaacute se lisovaciacutech tlaků v rozmeziacute 5 až 8 MPa Je nutneacute zajistit dostatečnou pevnost vyacutelisku pro jeho manipulaci Vhodneacute pro tvarově složitějšiacute vyacutelisky [7] Piacutestoveacute lisovaacuteniacute Vhodneacute pro vyacuterobu vyacutelisků s minimaacutelniacutem obsahem vody Pro vysokou kvalitu vyacutelisku je nutneacute zajistit rovnoměrneacute rozloženiacute směsi ve vyacutelisku proto je nutneacute sledovat naacutesyp směsi do formy Dalšiacutemi důležityacutemi faktory pro piacutestoveacute lisovaacuteniacute je působeniacute poměr vyacutešky a průměru požiteacute formy a působeniacute lisovaciacutech siacutel [7] Izostatickeacute lisovaacuteniacute Pro tento způsob lisovaacuteniacute se použiacutevaacute směsiacute ktereacute majiacute niacutezkyacute obsah vody a použiacutevaacute se velkyacutech lisovaciacutech tlaků v rozmeziacute 100 až 400 MPa Izostatickeacute lisovaacuteniacute je vyacutehodneacute protože dochaacuteziacute k působeniacute lisovaciacute siacutely ve všech směrech Tiacutem dochaacuteziacute ke zlepšeniacute vyacuteslednyacutech vlastnostiacute z důvodu zvyacutešeniacute homogenity vyacutelisku Izostatickeacute lisovaacuteniacute může probiacutehat do sucheacute nebo do mokreacute formy Lisovaacuteniacute do sucheacute formy je vhodneacute pro menšiacute vyacutelisky ktereacute jsou tvarově složitějšiacute Mokryacutech forem se využiacutevaacute na velkeacute a tvarově jednoducheacute odlitky [7]
KERAMICKEacute MATERIAacuteLY
21 UacuteST FSI VUT v Brně
Žaacuteroveacute lisovaacuteniacute Velice naacuteročnaacute a drahaacute metoda zpracovaacuteniacute keramickyacutech materiaacutelů což je způsobeno tiacutem že se lisuje za velice vysokyacutech teplot ktereacute dosahujiacute až 2 000 degC za použitiacute ochranneacute atmosfeacutery Použiacutevaacute se lisovaciacutech tlaků ve vyacuteši 40 až 60 MPa Metoda vhodnaacute pro technickou oxidovou nebo neoxidovou keramiku a diacuteky slinovaacuteniacute (dosahuje se vyššiacutech teplot než při běžneacutem slinovaacuteniacute) ktereacute při žaacuteroveacutem lisovaacuteniacute nastaacutevaacute dochaacuteziacute ke zhutněniacute materiaacutelu a dosahuje se objemoveacute hmotnosti teacuteměř stejneacute jako je hustota čisteacuteho materiaacutelu [5 7] Izostatickeacute žaacuteroveacute lisovaacuteniacute Pro tento druh lisovaacuteniacute se použiacutevaacute inertniacutech plynů Nejprve se vylisuje prvotniacute vyacutelisek (obvykle piacutestovyacutem nebo izostatickyacutem způsobem) a takto připravenyacute vyacutelisek je možneacute ještě vypaacutelit Poteacute je uzavřen do pouzdra kteryacutem nemůže proniknout inertniacute plyn Takto je poteacute uložen do naacutedoby s inertniacutem plynem a vložen do pece Plyn působiacute lisovaciacutem tlakem Takto vyrobenyacute vyacuterobek maacute objemovou hmotnost teacuteměř shodnou s hustotou a takeacute vysokou pevnost Obvykle naacutesledujiacute dalšiacute uacutepravy vyacuterobku předevšiacutem jeho broušeniacute Slinovaacuteniacute je ovlivňovaacuteno teplotou a tlakem viz obraacutezek 17 [5 7]
Obr 17 Vliv teploty a tlaku na slinovaacuteniacute Al2O3 [5]
Suspenzniacute litiacute Metoda suspezniacuteho litiacute je vhodnaacute pro tenkostěnneacute složiteacute a nesymetrickeacute vyacuterobky Pro vyacuterobu se použiacutevaacute saacutedrovyacutech forem Jakmile je suspenze nalita do formy forma nasaje čaacutest vody a tiacutem se na rozhraniacute formy a směsi vytvořiacute slupka Po určiteacutem čase se vylije přebytečnaacute suspenze z formy Tenkostěnneacute vyacuterobky je nutneacute nechat odsaacutevat vodu několik minut a tlustostěnneacute vyacuterobky i několik hodin Vyacuterobek se z formy vyjiacuteme až v okamžiku kdy dosaacutehne dostatečneacute pevnosti aby bylo
KERAMICKEacute MATERIAacuteLY
22 UacuteST FSI VUT v Brně
možneacute s vyacuterobkem manipulovat Postup vyacuteroby tenkostěnneacuteho vyacuterobku je na obraacutezku 18 a plneacuteho diacutelu na obraacutezku 19 [1 29]
Injekčniacute vstřikovaacuteniacute Podstatou vstřikovaacuteniacute je že do formy je za pomoci tlaku vstřiacuteknuta suspenze ve ktereacute je obsažen keramickyacute materiaacutel V okamžiku kdy polotovar ziacuteskaacute manipulačniacute pevnost je vytažen z formy Po zformovaacuteniacute je za zvyacutešeneacute teploty odstraněno termoplastickeacute pojivo a naacutesleduje slinovaacuteniacute Metoda injekčniacuteho vstřikovaacuteniacute je vhodnaacute pro vyacuterobu velkeacuteho množstviacute rozměrově menšiacutech a tvarově stejnyacutech vyacuterobků Použiacutevaacute se pro vyacuterobu lopatek turbiacuten ventilů nebo biokeramickyacutech proteacutez Nevyacutehodou je nutnost investovat velkeacute finančniacute prostředky na pořiacutezeniacute strojů a forem [1] Vytlačovaacuteniacute Tvar vyacutesledneacuteho vyacuterobku je u vytlačovaacuteniacute dosažen tak že se vytlačuje směs pojiva a keramickeacuteho praacutešku přes naacutestroj Metoda použiacutevanaacute pro vyacuterobu profilů izolaacutetorů pro elektrotechnickyacute průmysl a jinyacutech vyacuterobků z technickeacute keramiky [1]
153 Sušeniacute
Polotovary keramickyacutech vyacuterobků se sušiacute z důvody sniacuteženiacute množstviacute pojiva ktereacute bylo do směsi přidaacuteno aby bylo možneacute vyacuterobek vytvarovat Teplota sušeniacute je zaacutevislaacute na požiteacutem pojivu ve směsi Pokud je použita voda sušeniacute probiacutehaacute při
KERAMICKEacute MATERIAacuteLY
23 UacuteST FSI VUT v Brně
teplotaacutech do 100 degC ale pokud je obsaženo nějakeacute pojivo na baacutezi organickeacuteho materiaacutelu je teplota až 300 degC Sušiacute se po dobu 1 dne i deacutele v zaacutevislosti na velikosti vyacuterobku Při sušeniacute dochaacuteziacute k poklesu objemu polotovaru dochaacuteziacute ke styku jednotlivyacutech zrn keramickeacuteho materiaacutelu což je způsobeno odpařovaacuteniacutem pojiva z polotovaru Při dosaženiacute kritickeacute dochaacuteziacute k naacuterůstu kapilaacuterniacutech sil ktereacute způsobujiacute smrštěniacute polotovaru Smršťovaacuteniacute probiacutehaacute až do okamžiku kdy dojde k doteku jednotlivyacutech krystalů Je nutneacute vysušit polotovar rovnoměrně aby nevznikala tahovaacute napětiacute Při jejich vzniku dochaacuteziacute ke sniacuteženiacute pevnosti kdy může nastat i porušeniacute vyacuterobku [1]
Posledniacute čaacutestiacute řetězce při vyacuterobě keramickyacutech vyacuterobků je tepelneacute zpracovaacuteniacute Přiacute slinovaacuteniacute dochaacuteziacute k redukci velikosti poacuterů v materiaacutelu Tiacutem dochaacuteziacute ke zpevněniacute a tak ziacuteskaacutevaacute vyacuterobek konečnou pevnost Působeniacutem difůze mezi zrny dochaacuteziacute ke spojeniacute jednotlivyacutech zrn v jeden celek Teploty pro slinovaacuteniacute keramiky je v intervalu od 1 000 degC ndash 1 400 degC Žaacuteruvzdorneacute materiaacutely a technickou keramiku je nutneacute slinovat za teplot vyššiacutech a to až 1 700 degC Doba slinovaacuteniacute je obvykle značně dlouhaacute (v řaacutedu desiacutetek hodin) Toto je daacuteno tiacutem že je nutneacute dlouho vyacuterobek nahřiacutevat poteacute naacutesleduje samotneacute slinovaacuteniacute a pak velice pomaleacute ochlazovaacuteniacute Rychlost ochlazovaacuteniacute neniacute možneacute zvyacutešit jinak by došlo ke vzniku nežaacutedouciacutech napětiacute a tiacutem ke sniacuteženiacute pevnosti [1 4 5 29 30]
Obr 19 Princip slinovaacuteniacute jak probiacutehaacute v mikrostruktuře materiaacutelu [31]
Pro obraacuteběniacute obecně je jedniacutem z nejdůležitějšiacutech parametrů kteryacute ovlivňuje průběh obraacuteběniacute i vyacuteslednou kvalitu obrobku je obrobitelnost materiaacutelu Obrobitelnost keramickyacutech materiaacutelů je velice niacutezkaacute což je daacuteno předevšiacutem vysokou tvrdostiacute keramiky a tiacutem odolnosti proti vnikaacuteniacute ciziacutech těles do materiaacutelu Obraacuteběniacute keramickyacutech materiaacutelů je proto vysoce naacuteročneacute na naacutestroje a je maacutelo produktivniacute a proto takeacute velice draheacute Proto se keramickeacute materiaacutely zpracovaacutevajiacute rovnou do vyacuteslednyacutech tvarů pomociacute klasickyacutech metod zpracovaacuteniacute keramickyacutech materiaacutelů jako je např vytlačovaacuteniacute suspenzniacute litiacute nebo lisovaacuteniacute Pokud je obraacuteběniacute využiacutevaacuteno pak obvykle nějakyacutem způsobem dokončovaciacuteho obraacuteběniacute kde typickyacutem představitelem je broušeniacute nebo nějakyacutem z nekonvenčniacutech způsobů obraacuteběniacute jako je napřiacuteklad obraacuteběniacute laserem nebo ultrazvukem ktereacute jsou obecně vhodnějšiacute než konvečniacute metody obraacuteběniacute naacutestroji s definovanou geometriiacute Probleacutemem konvenčniacuteho způsobu obraacuteběniacute je že tvrdost naacutestroje musiacute byacutet vyššiacute než obraacuteběneacuteho materiaacutelu aby bylo vůbec možneacute vniknout naacutestrojem do obrobku a zahaacutejit proces řezaacuteniacute Pro konvenčniacute metody (a i pro experimentaacutelniacute čaacutest byl použit) jsou obvykle použiacutevaacuteny naacutestroje z polykrystalickeacuteho diamantu nebo kubickeacuteho nitridu boacuteru Vzhledem k vysokeacute tvrdosti keramiky ale i u polykrystalickeacuteho diamantu dochaacuteziacute k rychleacutemu opotřebeniacute břitu a to maacute velkyacute vliv na zmiacuteněnou produktivitu a cenu obraacuteběniacute Obecně je ale obrobitelnost jednotlivyacutech keramickyacutech materiaacutelů různaacute a zaacutevisiacute na materiaacutelech použityacutech pro vyacuterobu na způsobu zpracovaacuteniacute a poteacute na samotnyacutech řeznyacutech podmiacutenkaacutech [9 10 11]
Společnyacutem znakem všech způsobů obraacuteběniacute je že je nutneacute v materiaacutelu vytvořit minimaacutelně jednu anebo většiacute množstviacute prasklin a ty poteacute rozšiřovat v požadovaneacutem směru Povrch je tvořen soustavou lomovyacutech ploch přiacutepadně jednou lomovou plochou Trhlinu v materiaacutelu můžeme vytvořit pomociacute siloveacuteho působeniacute do materiaacutelu nebo pomociacute vysoce zkoncetrovaneacuteho energetickeacuteho paprsku (laser) Pokud vytvaacuteřiacuteme trhlinu mechanicky dochaacuteziacute k jejiacutemu vzniku tak že do materiaacutelu je vtlačovaacuten hrot nebo kliacuten Tyto naacutestroje nejsou nikdy dokonale ostreacute a majiacute nějakyacute poloměr zaobleniacute a proto dochaacuteziacute v miacutestě dotyku s obraacuteběnyacutem materiaacutelem ke vzniku kontaktniacute plošky pomociacute ktereacute se přenaacutešiacute vzaacutejemneacute siloveacute působeniacute V těchto miacutestech dochaacuteziacute k vysokyacutem tlakovyacutem zatiacuteženiacutem ktereacute ve směru do obraacuteběneacuteho materiaacutelu ustupujiacute a naopak se měniacute v zatiacuteženiacute tahoveacute Kromě tlakovyacutech a tahovyacutech napětiacute se v materiaacutelu vyskytuje i napětiacute smykoveacute [12]
Prvotně dochaacuteziacute k pružneacute deformaci materiaacutelu a při dosaženiacute meze kluzu dochaacuteziacute k nevratnyacutem změnaacutem v materiaacutelu Dochaacuteziacute ke vzniku trhlin a ty se daacutele šiacuteřiacute materiaacutelem Vzhledem ke složitosti krystalickeacute mřiacutežky kterou majiacute keramickeacute materiaacutely je pro atomy ve struktuře těžkeacute najiacutet novou rovnovaacutežnou polohu po siloveacutem působeniacute toto způsobuje vysokou křehkost keramiky a tiacutem rychlyacute vznik a šiacuteřeniacute trhlin keramickyacutemi materiaacutely [12]
Ke vzniku trhlin může dochaacutezet v některyacutech přiacutepadech až po jeho odlehčeniacute a to takovyacutem způsobem že dojde k narušeniacute materiaacutelu pod povrchem (plastickeacute deformaci) Působeniacutem sil na obraacuteběnyacute materiaacutel dochaacuteziacute k již zmiacuteněnyacutem tlakovyacutem silaacutem kteraacute zaacuteroveň braacuteniacute k oddaacuteleniacute atomů od sebe a tiacutem braacuteniacute vzniku praskliny Až po naacutesledneacutem uvolněniacute dochaacuteziacute k naacuterůstu tahovyacutech napětiacute a tiacutem k samotneacute tvorbě praskliny Toto odpruženiacute může vyvolat vylomeniacute střepů z povrchu materiaacutelu [12]
Jednaacute se o technologii podobnou broušeniacute ale nedochaacuteziacute ke smykoveacutemu napětiacute mezi naacutestrojem a obrobkem a takeacute je jinyacute mechanismus působeniacute abrazivniacuteho zrna na obraacuteběnyacute materiaacutel Podstatou obraacuteběniacute ultrazvukem je vrhaacuteniacute abrazivniacutech zrn vysokou rychlostiacute proti materiaacutelu obrobku Při naacuterazu se kinetickaacute energie čaacutestice měniacute na deformačniacute praacuteci Diacuteky křehkosti keramiky stačiacute i malaacute zrna (disponujiacuteciacute relativně malou kinetickou energiiacute) k vytvořeniacute trhlin a pokud dojde ke spojeniacute dvou (nebo viacutece) trhlin vzniknou maleacute čaacutestice ktereacute po naacutesledujiacuteciacutem naacuterazu dalšiacute čaacutestice jsou vytrženyacute z materiaacutelu Naacutestrojovaacute hlava neniacute nijak tvarově omezena a je proto možneacute vytvaacuteřet různeacute otvory nebo zahloubeniacute Jako naacutestrojovyacute materiaacutel je obvykle použita ocel Tento naacutestroj kmitaacute s frekvenciacute 10 až 20 kHz Zrna jsou mezi materiaacutelem a naacutestrojem a jsou ve formě suspenze kdy jsou smiacutechaacutena s lihem benziacutenem nebo vodou Přiacutetomnost kapaliny ulehčuje pronikaacuteniacute energie do miacutesta obraacuteběniacute Jako abrazivniacutech zrna se využiacutevaacute oxid hlinityacute karbid boacuteru karbid křemiacuteku nebo pro nejtvrdšiacute materiaacutely zrna diamantovaacute Velikost zrn je 10-100 μm [12 13]
Obr 21 Obraacuteběniacute ultrazvukem [12]
22 Otryskaacutevaacuteniacute
Otryskaacutevaacuteniacute je metoda obraacuteběniacute kteraacute je značně podobnaacute obraacuteběniacute ultrazvukem ale na energii abrazivniacutem zrnům miacutesto generaacutetoru kmitů dodaacutevaacute vrhaciacute zařiacutezeniacute Otryskaacutevaacuteniacute se využiacutevaacute jako k vrtaacuteniacute otvorů děleniacute materiaacutelů ale takeacute k meacuteně naacuteročneacutemu opracovaacuteniacute jako je zdrsněniacute povrchu nebo jeho dekorace Použiacutevanyacutemi
materiaacutely jsou oxid hlinityacute karbid křemiacuteku nebo pouze křemennyacute piacutesek (z tohoto materiaacutelu pochaacuteziacute rozšiacuteřenyacute naacutezev bdquopiacuteskovaacuteniacuteldquo) Velikost čaacutestic se pohybuje od 10 μm až po jednotky mm Toto maacute samozřejmě vliv i na vyacuteslednou přesnost opracovaacuteniacute i na kvalitu povrchu [12]
23 Obraacuteběniacute laserem
Laser je vhodnyacute pro obraacuteběniacute pokud je materiaacutel schopen pohlcovat světelnou energii Daacutele je důležitaacute takeacute tepelnaacute vodivost a odrazivost materiaacutelu určeneacuteho pro obraacuteběniacute laserem Čiacutem viacutece materiaacutel pohltiacute zaacuteřeniacute a čiacutem horšiacute maacute tepelnou vodivost a odrazivost tiacutem je vhodnějšiacute ke zpracovaacuteniacute laserem [12]
Laserem je možneacute vytvořit lokaacutelniacute poškozeniacute tak že laserem je zkoncentrovaacutena energie do jednoho miacutesta tak že dojde k taveniacute a poteacute k naacutesledneacutemu odpařovaacuteniacute materiaacutelu Na obvodu paprsku dochaacuteziacute k taveniacute materiaacutelu (diacuteky nižšiacute koncentraci energie) a uprostřed laseroveacuteho paprsku k jeho odpařovaacuteniacute Laseru se využiacutevaacute pro vrtaacuteniacute otvorů nebo na řezaacuteniacute Obvykle se použiacutevaacute pulzniacutech laserů kdy každyacute pulz v přiacutepadě vrtaacuteniacute malyacutech otvorů vytvořiacute otvor o hloubce a průměru přibližně desetiny mm Velkeacute otvory jsou vytvaacuteřeny tak že laser tvořiacute draacutehu o průměru otvoru Vyššiacute přesnosti otvoru se dosaacutehne přiacutepadně naacuteslednyacutem lapovaacuteniacutem otvoru Daacutele se lasery využiacutevajiacute na tvorbu ryacuteh na povrchu materiaacutelu Charakteristickyacutemi vlastnostmi laserů je vlnovaacute deacutelka jmenovityacute vyacutekon a pracovniacute režim [12]
23 Broušeniacute
Broušeniacute je jednou z dokončovaciacutech metod obraacuteběniacute Kdy působeniacutem abrazivniacutech zrn na materiaacutel dochaacuteziacute k oddělovaacuteniacute malyacutech třiacutesek z povrchu obrobku Brusnaacute zrna jsou umiacutestěna v brusneacutem naacutestroji naacutehodně a tedy vyacuteslednyacute naacutestroj nemaacute definovanou geometrii Brusnyacute kotouč je k obrobku přitlačovaacuten a zaacuteroveň vykonaacutevaacute posuvnyacute pohyb Jako brusneacute naacutestroje pro keramickeacute materiaacutely je využiacutevaacuteno diamantu karbidu křemiacuteku nebo oxidu hliniteacuteho Zrna miacutevajiacute velikost od jednotek do několika stovek μm v zaacutevislosti na požadavciacutech na vyacuteslednou kvalitu povrchu Zrna byacutevajiacute obvykle pevně spojena (vaacutezaneacute brusivo) ale někdy se využiacutevajiacute i zrna volnaacute ve formě suspenze (zrna v kapalině) Při broušeniacute jsou brusnaacute zrna vtlačovaacutena do obraacuteběneacuteho materiaacutelu po ktereacutem se smyacutekajiacute a odvalujiacute V miacutestě kontaktu jsou vysokaacute napětiacute a může dochaacutezet takeacute k plastickyacutem deformaciacutem (mikroskopickyacute rozsah) Oddělovaacuteniacute materiaacutelu dochaacuteziacute tak že zrna vylamujiacute a vytrhaacutevajiacute maleacute čaacutestice po odlehčeniacute může dochaacutezet k odpryacuteskaacutevaacuteniacute malyacutech čaacutestic Nejdůležitějšiacutemi parametry broušeniacute je měrnyacute vyacutekon broušeniacute objemovaacute uacutečinnost naacutestroje a měrnaacute energie broušeniacute [12]
24 Freacutezovaacuteniacute soustruženiacute a vrtaacuteniacute
Keramickeacute materiaacutely je možneacute obraacutebět i konvenčniacutemi metodami obraacuteběniacute ale je nutneacute použiacutevat naacutestroje na baacutezi polykrystalickeacuteho diamantu přiacutepadně kubickeacuteho nitridu boacuteru Pro zvyacutešeniacute trvanlivosti naacutestrojů a zkraacuteceniacute doby obraacuteběniacute je vhodneacute využiacutet předevšiacutem laseru na přiacutepravu obrobku z keramickeacuteho materiaacutelu a poteacute pouze
dokončit některou z konvenčniacutech metod obraacuteběniacute Vzhledem k vysokeacute křehkosti dochaacuteziacute při vnikaacuteniacute naacutestroje do keramiky k tvorbě trhlin v materiaacutelu takto narušenyacute materiaacutel se vylamuje a odpryacuteskaacutevaacute od povrchu Je nutneacute při obraacuteběniacute keramiky obraacutebět nižšiacutemi posuvovyacutemi rychlostmi protože dochaacuteziacute k vysokeacutemu naacuterůstu řeznyacutech sil a bylo by možneacute naacutesledneacute porušeniacute obrobku Třiacuteska vznikaacute obdobnyacutem způsobem jako při broušeniacute keramickyacutech materiaacutelů [12]
25 Freacutezovaacuteniacute
Freacutezovaacuteniacute probiacutehaacute rotačniacutem naacutestrojem kteryacute konaacute hlavniacute řeznyacute pohyb Posuvovyacute pohyb obvykle vykonaacutevaacute obraacuteběnaacute součaacutest a obvykle je v zaacuteběru několik zubů freacutezy Tvořiacute se třiacuteska kteraacute maacute proměnlivou tloušťku [17]
Freacutezovaacuteniacute obecně se rozděluje dle naacutestrojů na freacutezovaacuteniacute vaacutelcoveacute a čelniacute Z těchto zaacutekladniacutech druhů vychaacuteziacute dalšiacute druhy jako je freacutezovaacuteniacute okružniacute a planetoveacute Dalšiacute rozděleniacute je možneacute dle pohybů freacutezy a obrobku na sousledneacute a nesousledneacute [17]
251 Vaacutelcoveacute freacutezovaacuteniacute
Vaacutelcoveacute freacutezovaniacute probiacutehaacute freacutezou ve tvaru vaacutelce kdy jsou zuby vytvořeny jen po obvodu naacutestroje Použiacutevajiacute se předevšiacutem vaacutelcoveacute a tvaroveacute freacutezy Hloubka vrstvy odebiacuteraneacute freacutezou se nastavuje kolmo na posuvovou složku pohybu [17]
Sousledneacute freacutezovaacuteniacute
Naacutestroj rotuje ve směru posuvu obrobku a třiacuteska začiacutenaacute na maximaacutelniacutem průřezu a postupně se zmenšuje až na nulovou tloušťku Vyacuteslednaacute plocha tvořenaacute freacutezou vznikaacute při vyacutestupu freacutezy z materiaacutelu Pro sousledneacute freacutezovaacuteniacute je nutneacute vymezit vůli mezi posuvovyacutem šroubem a maticiacute stolu stroje Sousledneacute freacutezovaacuteniacute je na obraacutezku 22 [17]
Probiacutehaacute opačně než sousledneacute freacutezovaacuteniacute Naacutestroj konaacute rotačniacute pohyb proti směru posuvoveacuteho pohybu obrobku a tiacutem je tvořena vyacuteslednaacute plocha při vstupu freacutezy do materiaacutelu Třiacuteska postupně narůstaacute od nuloveacute tloušťky do maxima viz obraacutezek 23 [17]
Čelniacute freacuteza maacute zuby vytvořeny jak na obvodu tak na čele a hlavniacute osa je kolmaacute na směr posuvoveacute rychlosti Při symetrickeacutem čelniacutem freacutezovaacuteniacute je osa naacutestroje shodnaacute s osou symetrie obraacuteběneacute plochy viz obraacutezek 24 [17]
Obr 24 a) Čelniacute symetrickeacute freacutezovaacuteniacute b) Čelniacute nesymetrickeacute freacutezovaacuteniacute [17]
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
PODEKOVANI
6 UacuteST FSI VUT v Brně
PODĚKOVAacuteNIacute
Děkuji tiacutemto panu prof Ing Miroslavu Piacuteškovi CSc za cenneacute připomiacutenky a rady při vypracovaacuteniacute diplomoveacute praacutece Daacutele bych chtěl poděkovat firmě SEEIF Ceramic as za zapůjčeniacute zkušebniacuteho vzorku a umožněniacute vypracovaacuteniacute diplomoveacute praacutece Daacutele poděkovaacuteniacute naacuteležiacute kompetenčniacutemu centru Intemac Solutions sro Kuřim za možnost využitiacute přiacutestroje Alicona GF4
Velkeacute poděkovaacuteniacute takeacute naacuteležiacute rodině a přiacutetelkyni za podporu po celou dobu studia a tvorbě diplomoveacute praacutece
UacuteVOD
7 UacuteST FSI VUT v Brně
OBSAH
Abstrakt 4
Prohlaacutešeniacute 5
Poděkovaacuteniacute 6
Obsah 7
Uacutevod 9
1 Keramickeacute materiaacutely 10
11 Tradičniacute keramika 10
12 Technickaacute keramika 10
121 Keramika oxidovaacute 10
122 Keramika neoxidovaacute 12
123 Keramika směsnaacute 13
13 Struktura keramickyacutech materiaacutelů 13
131 Vazby v keramickyacutech materiaacutelech 14
132 Pohyb dislokaciacute v keramickyacutech materiaacutelech 14
133 Poruchy v keramickyacutech materiaacutelech 15
38 Drsnost povrchu obrobeneacuteho povrchu vzorku 44
381 Vliv posuvoveacute rychlosti na drsnost povrchu 45
382 Vliv řezneacute rychlosti na drsnost povrchu 47
39 Třiacuteska a opotřebeniacute břitoveacute destičky 50
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor 51
3101 Řeznyacute vyacutekon 51
3102 Měrnyacute řeznyacute odpor 52
4 Diskuse 54
Zaacutevěr 55
Seznam použityacutech zdrojů 56
Seznam použityacutech symbolů a zkratek 59
Seznam přiacuteloh 61
UacuteVOD
9 UacuteST FSI VUT v Brně
UacuteVOD
Mezi keramickeacute materiaacutely je možneacute řadit takoveacute materiaacutely ktereacute jsou anorganickeacuteho a nekovoveacuteho charakteru a jsou vaacutezaacuteny kovalentniacutemi iontovyacutemi nebo iontově-kovalentniacutemi vazbami Keramickeacute materiaacutely jsou využiacutevaacuteny pro širokeacute spektrum vyacuterobků Od tradičniacutech keramickyacutech materiaacutelů jako jsou cihly dlaždice sanitaacuterniacute keramika a dalšiacute běžneacute vyacuterobky až po pokročilou technickou keramiku kteraacute je využiacutevaacutena v průmyslu předevšiacutem z důvodů jejiacute žaacuteruvzdornosti odolnosti proti působeniacute chemikaacuteliiacute odolnosti proti opotřebeniacute tvrdosti a dalšiacutem jedinečnyacutem vlastnostem Moderniacute vyacuterobky z technickeacute keramiky již majiacute i vysokou pevnost nejen v tlaku ale i v tahu a ohybu a proto dochaacuteziacute k velkeacutemu rozvoji technickeacute keramiky Napřiacuteklad již byl vyvinut spalovaciacute motor kde byly z převaacutežneacute čaacutesti použity keramickeacute materiaacutely jako konstrukčniacuteho materiaacutelu Vyacuteroba z keramickyacutech materiaacutelů je naacuteročnaacute předevšiacutem z energetickeacuteho hlediska z důvodu sušeniacute a tepelneacuteho zpracovaacuteniacute po vytvarovaacuteniacute vyacuterobku do požadovaneacuteho tvaru
Se staacutele rostouciacutemi požadavky na keramickeacute vyacuterobky se měniacute i způsoby jejich konečneacuteho zpracovaacuteniacute kdy se začiacutenaacute prosazovat i obraacuteběniacute Keramickeacute materiaacutely se velice těžce obraacutebiacute což je způsobeno vysokou tvrdostiacute a tiacutem že jsou vyacuterobky z keramickyacutech materiaacutelů velice křehkeacute Obvykle se obraacutebiacute broušeniacutem ale je možneacute použiacutevat i dalšiacute způsoby konvenčniacuteho obraacuteběniacute jako je freacutezovaacuteniacute soustruženiacute nebo vrtaacuteniacute Daacutele se použiacutevajiacute nekonvečniacute metody jako obraacuteběniacute ultrazvukem nebo laserem
Ciacutelem praacutece je zhodnotit obrobitelnost žaacuteruvzdorneacuteho keramickeacuteho materiaacutelu R-S67K kteryacute zapůjčila firma SEEIF Ceramic as Jednaacute se o vysocehlinityacute šamot kteryacute byl freacutezovaacuten vyměnitelnou břitovou destičkou z polykrystalickeacuteho diamantu Při freacutezovaacuteniacute byly měřeny řezneacute siacutely ktereacute působily při obraacuteběniacute Daacutele byly změřeny parametry drsnosti povrchu a opotřebeniacute vyměnitelneacute břitoveacute destičky
KERAMICKEacute MATERIAacuteLY
10 UacuteST FSI VUT v Brně
1 KERAMICKEacute MATERIAacuteLY
Keramika je anorganickeacuteho původu a může obsahovat nekovoveacute i kovoveacute materiaacutely ktereacute jsou obvykle vaacutezaneacute kovalentniacutemi vazbami iontovyacutemi vazbami nebo jejich kombinaciacute tedy iontově-kovalentniacutemi vazbami Chemickeacute složeniacute je vysoce proměnliveacute od jednoduchyacutech dvousložkovyacutech sloučenin až po vysoce složiteacute faacuteze Zaacutekladniacutemi vlastnostmi keramickyacutech materiaacutelů je vysokaacute tvrdost pevnost v tlaku odolnost proti vysokyacutem teplotaacutem a tuhost ale jako nevyacutehoda keramickyacutech materiaacutelů se jeviacute niacutezkaacute pevnost v ohybu a křehkost Keramickeacute materiaacutely vykazujiacute relativně niacutezkou hustotu oproti jinyacutem konstrukčniacutem materiaacutelům ale na druhou stranu jsou špatně obrobitelneacute a naacutechylneacute k šiacuteřeniacute trhlin Dalšiacutemi vlastnostmi keramickyacutech materiaacutelů je niacutezkaacute elektrickaacute vodivost a až na vyacutejimky jsou keramickeacute materiaacutely diamagnetickeacute nebo paramagnetickeacute Je několik způsobů jak dělit keramickeacute materiaacutely do kategoriiacute např dle struktury faacutezoveacuteho a chemickeacuteho složeniacute nebo dle poacuterovitosti Je takeacute možneacute dělit keramiku dle využitiacute na keramiku žaacuteruvzdornou stavebniacute nebo technickou a tradičniacute [1 2 3 4]
11 Tradičniacute keramika
Prvniacute vzniklaacute keramika byla praacutevě keramika tradičniacute na jejiacutež vyacuterobu se použiacutevaacute křemene živce kaoliacutenu jiacutelu a dalšiacutech materiaacutelů Keramickou strukturu v tradičniacute keramice z uvedenyacutech materiaacutelů tvořiacute oxid křemičityacute SiO2 kteryacute je zaacuteroveň žaacuteruvzdornyacute Z živců je předevšiacutem využiacutevanyacute draselnyacute živec K2OAl2O36SiO2 ze ktereacuteho při vypaacuteleniacute vznikne skelnaacute složka Jiacutelů (hydratovanyacute křemičitan hlinityacute Al4(OH)2Si4O10 a dalšiacute oxidy různyacutech kovů) je využiacutevaacuteno jako pojiva před samotnyacutem vypalovaacuteniacutem aby bylo možneacute směs vytvarovat do požadovaneacuteho tvaru [1 3 4]
12 Technickaacute keramika
Keramika kteraacute je použiacutevanaacute pro naacuteročnějšiacute aplikace je teacutež nazyacutevanaacute konstrukčniacute Vstupniacute materiaacutely již obvykle nejsou volně dostupneacute ale jednaacute se o syntetickeacute laacutetky Vyacutehody technickeacute keramiky jsou vysokaacute pevnost v tlaku chemickaacute odolnost odolnost proti opotřebeniacute a žaacuteruvzdornost Diacuteky složiteacutemu zpracovaacuteniacute pokročilyacutech materiaacutelů použityacutech pro vyacuterobu dochaacuteziacute k vyacuterazneacutemu rozvoji až ve druheacute polovině 20 stoletiacute Technickaacute keramika je daacutele rozdělovaacutena na keramiku oxidovou neoxidovou a směsnou [1 3]
121 Keramika oxidovaacute
Oxidickaacute keramika je tvořena jedniacutem druhem oxidu ale může byacutet obsažena jedna nebo viacutece faacuteziacute Je takeacute možneacute přidaacutevat maleacute množstviacute přiacuteměsiacute jinyacutech oxidů pro zlepšeniacute vlastnostiacute konečneacuteho vyacuterobku a zaacuteroveň neniacute možneacute zabezpečit 100 čistotu vstupniacutech materiaacutelů Jednaacute se o nejviacutece zastoupenyacute druh technickeacute keramiky Kromě vyacuteše zmiacuteněnyacutech vlastnostiacute obecnyacutech pro technickou keramiku keramika oxidovaacute vynikaacute vyacutebornou schopnostiacute izolovat elektrickyacute proud Nejčastěji se můžeme setkat s keramikou kde je zaacutekladniacutem materiaacutelem oxid hlinityacute Al2O3 nebo oxid zirkoničityacute ZrO2 Daacutele se použiacutevajiacute oxidy na baacutezi hořčiacuteku berylia titanu a dalšiacutech prvků [3 4 5]
KERAMICKEacute MATERIAacuteLY
11 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě Al2O3
Takeacute je nazyacutevaacutena jako keramika korundovaacute Obvykle je použiacutevaacutena faacuteze s hexagonaacutelniacute strukturou označovanyacute jako Al2O3 ndash α Maacute obvykleacute vlastnosti keramickyacutech materiaacutelů jako je vysokaacute žaacuteruvzdornost pevnost tvrdost a odolnost proti taveninaacutem kovů a různyacutem chemickyacutem laacutetkaacutem Tyto vlastnosti si zachovaacutevaacute i do oblasti teplot okolo 1 000 degC a teplota taacuteniacute korundoveacute keramiky je 2 050 degC To je způsobeno iontovyacutemi vazbami mezi atomy hliniacuteku a kysliacuteku Korundovaacute keramika je vyraacuteběna v rozmeziacute 80 - nad 99 hmotnosti Al2O3 Vlastnosti se s rostouciacutem obsahem měniacute jak je vidět z tabulky 11 [7] Tab 11 Vlastnosti keramiky na zaacutekladě obsahu Al2O3 [7]
Obsah Al2O3
Veličina Jednotka
80 ndash 86
hm
87-95
hm
96-99
hm
nad 99
hm
Hustota [gcm-3
] 35 - 36 36 - 37 37 - 38 38 - 39
Youngův modul pružnosti v tahu [GPa] 200 300 400 400
Všechny mechanickeacute vlastnosti se zlepšujiacute s rostouciacutem obsahem oxidu hliniteacuteho stejně tak roste tvrdost tepelnaacute vodivost a koeficient deacutelkoveacute teplotniacute roztažnosti [7] Keramickeacute materiaacutely na zaacutekladě oxidu hliniteacuteho jsou slinovaacuteny za pomoci tekuteacute nebo pevneacute faacuteze Volba zaacutevisiacute na objemu ostatniacutech laacutetek ve směsi Konstrukčniacute keramika kteraacute obsahuje menšiacute obsah Al2O3 je slinovaacutena mastkem kaolinem nebo uhličitany vaacutepniacuteku nebo hořčiacuteku Při obsahu nad 99 je slinovaacuteniacute provaacuteděno za pomoci oxidů hořečnateacuteho nebo jinyacutech hořčiacutekovyacutech sloučenin ktereacute se za zvyacutešeneacute teploty přeměniacute na oxid hořečnatyacute [3 6 7]
Obr 11 Krystalickaacute struktura oxidu hliniteacuteho [18]
KERAMICKEacute MATERIAacuteLY
12 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě ZrO2
Vlastnosti oxidickeacute konstrukčniacute keramiky na baacutezi oxidu zirkoničiteacuteho jsou značně ovlivňovaacuteny faacutezovyacutemi přeměnami hlavniacuteho stavebniacuteho prvku ktereacute jsou na obraacutezku 12 Tyto přeměny jsou zaacutevisleacute na teplotě Oxid zirkoničityacute postupně přechaacuteziacute z kubickeacute mřiacutežky na tetragonaacutelniacute a naacutesledně do monoklinickeacute krystaloveacute mřiacutežky Praacutevě tato posledniacute přeměna maacute největšiacute vyacuteznam a to z toho důvodu že se značně podobaacute martenzitickeacute přeměně oceli Tato změna je doprovaacutezena značnou změnou tvaru a objemu zrn Tato přeměna daacutele probiacutehaacute bezdifuacutezně a ne izotermicky [3 6 7]
Vyacutevoj neoxidoveacute keramiky byl započat v důsledku potřeby ziacuteskat takoveacute materiaacutely ktereacute budou schopneacute dosaacutehnout vyššiacutech teplot a přitom si zachovat sveacute mechanickeacute vlastnosti Z materiaacutelů použiacutevanyacutech pro neoxidickou keramiku to jsou předevšiacutem různeacute karbidy nitridy boridy a silicidy Technologickeacute zpracovaacuteniacute těchto sloučenin na keramiku je složitějšiacute z důvodu že je nutneacute zabraacutenit oxidaci materiaacutelů za vysokyacutech teplot při vyacuterobě (je nutneacute slinovat za redukčniacute atmosfeacutery nebo ve vakuu) Z toho plyne i určiteacute omezeniacute pro využitiacute materiaacutelů v praxi kdy neniacute možneacute neoxidoveacute keramiky využiacutet tam kde by za vysokyacutech teplot byly vystaveny oxidačniacute atmosfeacuteře Daacutele při vyacuterobě je nutneacute zohlednit že některeacute sloučeniny jako SiC nebo BN se při zahřaacutetiacute na vysokou teplotu samovolně nezhutňujiacute (nedochaacuteziacute ke slinovaacuteniacute) a je nutneacute využiacutet slinovaacuteniacute reakčniacuteho nebo slinovaacuteniacute tlakoveacuteho [3 6 20] Keramickeacute materiaacutely na zaacutekladě SiC Nejrozšiacuteřenějšiacute karbidickyacute materiaacutel pro přiacutepravu keramiky Maacute kubickou strikturu obdobnou jakaacute je v diamantu ale ve struktuře neniacute pouze uhliacutek a 50 uhliacuteku je nahrazeno křemiacutekem Pro vysokou tvrdost je využiacutevaacuten často jako brusnyacute materiaacutel Tento materiaacutel je možneacute použiacutet jako praacutešek anebo ve formě naacutestroje kde je vaacutezaacuten organickou nebo anorganickou sloučeninou (je možneacute i využitiacute ve formě pasty kde je karbid křemiacuteku vaacutezaacuten pomociacute polymeru) Karbid křemiacuteku je velice dobryacute vodič tepla daacutele maacute a malou teplotniacute roztažnost takže je vysoce odolnyacute proti změnaacutem teploty Elektrickou energii vede jako polovodič [5 6]
Obr 13 Krystalickaacute struktura karbidu křemiacuteku [19]
KERAMICKEacute MATERIAacuteLY
13 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě Si3N4
Moderniacute keramickyacute materiaacutel kteryacute patřiacute do oblasti nitridů Nitridy obecně majiacute vysokou odolnost proti vysokyacutem teplotaacutem Samotnyacute nitrid křemiacuteku maacute hexagonaacutelniacute strukturu K jeho vlastnostem patřiacute dobraacute tepelnaacute vodivost a maleacute tepelnaacute roztažnost což dohromady daacutevaacute odolnost proti změnaacutem teploty (podobně jako karbid křemiacuteku) Je poměrně křehkyacute ale pokud je odstraněna skelnaacute faacuteze je možneacute zvyacutešit lomovou houževnatost diacuteky vlaacuteknům ktereacute prorůstajiacute strukturou Nitrid křemiacuteku je využiacutevaacuten jako naacutestrojovyacute materiaacutel vybaveniacute do sleacutevaacuteren a takeacute se objevil dieselovyacute motor celyacute sestavenyacute z diacutelů vyrobenyacutech z Si3N4 (adiabatickyacute motor kteryacute neniacute třeba chladit) [5 6 7]
Obr 14 Hybridniacute keramickyacute motor [21]
123 Keramika směsnaacute
Jak už naacutezev uvaacutediacute jednaacute se o směs buď jedneacute oxidickeacute keramiky a jedneacute neoxidickeacute nebo směs dvou oxidickyacutech materiaacutelů Často je využiacutevaacuteno karbidu nebo nitridu titanu na zvyacutešeniacute odolnosti proti vysokyacutem teplotaacutem a zvyacutešeniacute mechanickyacutech vlastnostiacute Relativně novou směsnou keramikou je Sialon (Si ndash Al ndash O ndash N) kteryacute je z hlediska svyacutech vlastnostiacute podobnyacute nitridu křemiacuteku ale zvětšiacute odolnost proti zvyacutešenyacutem teplotaacutem a je proto využiacutevaacuten na plynoveacute turbiacuteny ktereacute jsou vysoce teplotně namaacutehaacuteny [2 3 6]
13 Struktura keramickyacutech materiaacutelů
Keramika je obvykle tvořena krystalickou strukturou kteraacute může byacutet doplněna skelnou strukturou Samotnaacute krystalickaacute struktura je vyacuterazně ovlivněna typem vazeb ktereacute jsou utvořeny mezi atomy Vyskytujiacute se dva druhy vazeb a to vazba kovalentniacute a iontovaacute nebo je možnaacute i kombinace obou typů vazeb tedy vazbou iontově-kovalentniacute kteraacute je pro keramickeacute materiaacutely typickaacute [1 3]
KERAMICKEacute MATERIAacuteLY
14 UacuteST FSI VUT v Brně
131 Vazby v keramickyacutech materiaacutelech
Kovalentniacute vazbu u keramickyacutech materiaacutelů tvořiacute obvykle dva nekovoveacute prvky (SiC Si3N4) Tento druh vazby vznikaacute tak že atomy sdiacutelejiacute elektrony ve svyacutech elektronovyacutech obalech Tato vazba je určenaacute i směrově (dochaacuteziacute k vytvaacuteřeniacute různyacutech druhů siacutetiacute) a nedochaacuteziacute k tak velkeacutemu přibliacuteženiacute atomů jako u iontoveacute vazby Typickyacutemi vlastnostmi materiaacutelů s kovalentniacute vazbou je vysokaacute chemickaacute odolnost tvrdost a elektronovaacute vodivost Naopak tyto materiaacutely dosahujiacute niacutezkyacutech hodnot tepelneacute roztažnosti a minimaacutelniacute tvaacuternosti [1 23] Iontovou vazbu tvořiacute obvykle kovovyacute prvek s kysliacutekem nebo dalšiacutemi nekovovyacutemi prvky (ZrO MgO) Tato vazba je tvořena elektrostatickyacutemi silami působiacuteciacutemi mezi opačně nabityacutemi ionty dvou prvků proto majiacute materiaacutely s iontovou vazbou vysokou hustotu (opačně nabiteacute atomy jsou přitaženy velkyacutemi silami k sobě na velmi malou vzdaacutelenost) Dalšiacutemi vlastnostmi materiaacutelů s iontovou vazbou je velkaacute tepelnaacute roztažnost niacutezkaacute iontovaacute vodivost a špatnaacute tvaacuternost [1 23] Nejčastěji se v keramickyacutech materiaacutelech vyskytuje kombinace obou vazeb a to vazba iontově-kovalentniacute Množstviacute zastoupeniacute vazeb v daneacutem keramickeacutem materiaacutelu je daacutena elektronegativitou jednotlivyacutech prvků zastoupenyacutech ve struktuře Zaacuteroveň poměr určuje typ krystalickeacute struktury V tabulce 12 jsou uvedeny poměry zastoupeniacute iontoveacute nebo kovalentniacute vazby v některyacutech keramickyacutech materiaacutelech [1] Tab 12 Podiacutel iontoveacute a kovalentniacute vazby ve vybranyacutech keramickyacutech materiaacutelech [1]
Keramickyacute
materiaacutel
Rozdiacutel elektronegativit
prvků
Iontovyacute
charakter
Kovalentniacute
charakter
MgO 3 77 23
Al2O3 2 63 37
Si3N4 12 30 70
SiC 07 11 89
132 Pohyb dislokaciacute v keramickyacutech materiaacutelech
Typ vazby daacutele ovlivňuje pohyby dislokaciacute v materiaacutelech Kovalentniacute i iontovaacute vazba maacute jak jiacutež bylo zmiacuteněno niacutezkou hodnotu tvaacuternosti což je způsobeno praacutevě velice omezenyacutem pohybem dislokaciacute v těchto materiaacutelech Tato vlastnost vyacuterazně snižuje mechanickeacute vlastnosti keramickyacutech materiaacutelů a tak omezuje jejich využitiacute jako materiaacutelu pro vysoce namaacutehaneacute konstrukčniacute prvky Malaacute pohyblivost dislokaciacute je způsobena v materiaacutelech s kovalentniacute vazbou tiacutem že pro pohyb dislokace je nutneacute přerušit směrově orientovaneacute vazby Přerušeniacutem těchto vazeb vznikajiacute vysokaacute P-N (Peierlsovo ndash Nabarrovo) napětiacute teacuteměř na uacuterovni pevnosti materiaacutelu Proto nedochaacuteziacute k teacuteměř žaacutedneacute plastickeacute deformaci ale rovnou ke křehkeacutemu lomu součaacutesti Daacutele je možnaacute zhoršenaacute maneacutevrovatelnost dislokaciacute v materiaacutelech s jednoduchou iontovou mřiacutežkou (MgO) Zde jsou napětiacute P-N podobnaacute jako u kovů ale neniacute splněna podmiacutenka pěti nezaacutevislyacutech skluzovyacutech systeacutemů a proto dochaacuteziacute k jevu že monokrystaly jsou tvaacuterneacute ale polykrystaly již tvaacuterneacute nejsou Ve většině keramickyacutech materiaacutelů dochaacuteziacute ke kombinaci obou přiacutepadů [24] Za rostouciacute teploty keramickyacutech materiaacutelů (stejně jako u dalšiacutech materiaacutelů) dochaacuteziacute k poklesu P-N napětiacute a tiacutem roste tvaacuternost Keramickeacute materiaacutely ale se staacutevajiacute tvaacuternyacutemi až teacuteměř při dosaženiacute teploty taveniacute [24]
KERAMICKEacute MATERIAacuteLY
15 UacuteST FSI VUT v Brně
133 Poruchy v keramickyacutech materiaacutelech
V keramickyacutech materiaacutelech se vyskytujiacute bodoveacute čaacuteroveacute a plošneacute poruchy materiaacutelu (teacutež nazyacutevaneacute dislokace) Bodoveacute poruchy vznikajiacute buď jako vakance (chybějiacuteciacute atom) intersticiaacutelniacute (uzavřeneacute atomy mimo svoji polohu v krystalickeacute mřiacutežce) atomy nebo ionty Daacutele se mohou vyskytovat atomy jineacute laacutetky uzavřeneacute v krystalickeacute struktuře Bodoveacute poruchy krystalickeacute mřiacutežky nejsou přiacuteliš vyacuteznamneacute protože jsou obvykle izolovaacuteny v maleacutem prostoru Nejvyacuteznamnějšiacute jsou poruchy čaacuteroveacute ktereacute umožňujiacute plastickou deformaci materiaacutelu Čaacuteroveacute poruchy jsou buď šrouboveacute hranoveacute nebo jejich kombinace Hranoveacute poruchy vznikajiacute tak že v některyacutech miacutestech přebyacutevaacute řada atomů Šrouboveacute poruchy vznikajiacute tak že roviny kolmeacute k dislokačniacute čaacuteře tvořiacute šroubovou plochu Plošneacute poruchy materiaacutelu majiacute vliv předevšiacutem na hraniciacutech zrn [12 24]
Obr 15 a) Hranovaacute b) šroubovaacute porucha materiaacutelu [25]
14 Vlastnosti keramickyacutech materiaacutelů
Keramickeacute materiaacutely majiacute rozdiacutelneacute vlastnosti ktereacute jsou zaacutevisleacute na samotneacutem chemickeacutem složeniacute a jeho čistotě krystalickeacute struktuře a na způsobu jakyacutem je keramickyacute materiaacutel zpracovaacuten Celeacute vyacuterobky z keramiky jsou z hlediska vlastnostiacute homogenniacute přestože jednotliveacute krystaly majiacute sveacute vlastnosti rozdiacutelneacute a i vlastnosti jednotliveacuteho krystalu v různyacutech směrech jsou odlišneacute To že vlastnosti konečneacuteho vyacuterobku jsou ve všech směrech stejneacute je způsobeno tiacutem že je ve vyacuterobku rozloženo velkeacute množstviacute nahodile rozmiacutestěnyacutech krystalů Dalšiacute vlastnostiacute keramiky je to že je poacuterovitaacute a to způsobuje že v některyacutech miacutestech je uzavřen vzduch tedy materiaacutel kteryacute nemaacute žaacutednou pevnost ani hmotnost Obecnyacutemi a velice důležityacutemi vlastnostmi keramickyacutech materiaacutelů je vysokaacute tvrdost žaacuteruvzdornost odolnost proti otěru i proti chemikaacuteliiacutem naopak nejsou odolneacute v tahu a ohybu (dochaacuteziacute ke křehkeacutemu lomu) Co se tyacuteče elektrickyacutech vlastnostiacute keramickeacute materiaacutely jsou obvykle izolanty ale neniacute to pravidlem a mohou se vyskytovat keramickeacute materiaacutely ktereacute jsou piezoelektrickeacute polovodiveacute nebo pyroelektrickeacute Podobně jako elektrickaacute vodivost i pro vodivost tepelnou jsou keramickeacute materiaacutely obvykle izolanty ale existujiacute i takoveacute ktereacute teplo vedou jako kovy [3 23]
141 Elastickeacute vlastnosti
Pokud jsou keramickeacute materiaacutely vystaveny kraacutetkodobeacutemu a relativně maleacutemu siloveacutemu působeniacute chovajiacute se dle Hookova zaacutekona (prodlouženiacute je přiacutemo uacuteměrneacute zatěžujiacuteciacutemu napětiacute) tedy elasticky a po odlehčeniacute se vraciacute do sveacuteho původniacuteho
a) b)
KERAMICKEacute MATERIAacuteLY
16 UacuteST FSI VUT v Brně
tvaru bez poškozeniacute Poměrneacute prodlouženiacute (nebo zkraacuteceniacute) v daneacute ose můžeme vypočiacutetat dle vztahů 11 až 13 [5 12]
kde εxyz [-] - poměrneacute prodlouženiacute
σxyz [Mpa] - normaacuteloveacute napětiacute v daneacute ose
Modul pružnosti je pro keramickeacute materiaacutely značně odlišnyacute pro běžnyacute porcelaacuten je hodnota přibližně 70 GPa naopak slinuteacute karbidickeacute keramiky mohou dosahovat hodnot až 500 GPa Širokyacute interval hodnot modulu pružnosti u keramickyacutech materiaacutelů je způsoben tiacutem že modul pružnosti ovlivňuje samotneacute složeniacute keramickeacuteho materiaacutelu daacutele jeho mikrostruktura (uspořaacutedaacuteniacute podiacuteloveacute zastoupeniacute jednotlivyacutech faacuteziacute) Pro dvoufaacutezoveacute systeacutemy (jednoho druhu keramickeacuteho materiaacutelu a poacuterů) je možneacute určit modul pružnosti dle empirickeacuteho vztahu 14 Keramickeacute materiaacutely dosahujiacute hodnot Poissonova čiacutesla v rozmeziacute od 017 do 036 [5 12]
kde E0 [GPa] - modul pružnosti keramickeacuteho materiaacutelu bez poacuterů
VP [-] - objemoveacute množstviacute poacuterů
ab [-] - součiniteleacute tvaru poacuterů [5]
142 Plastickeacute vlastnosti
Za normaacutelniacutech teplot je keramika obvykle tvrdaacute křehkaacute ale mohou nastat přiacutepady kdy tomu tak neniacute ani za normaacutelniacutech teplot Za zvyacutešenyacutech teplot dochaacuteziacute k plastickeacutemu chovaacuteniacute keramickyacutech materiaacutelů Za normaacutelniacutech teplot je možneacute dosaacutehnout plastickeacuteho chovaacuteniacute keramickyacutech materiaacutelů kdy dochaacuteziacute k deformaci pouze minimaacutelniacuteho množstviacute materiaacutelu relativně vysokyacutem zatiacuteženiacutem toto je splněno při měřeniacute mikrotvrdosti kdy po diamantoveacutem indentoru zůstane otisk v materiaacutelu [5 12] Pokud je deformovaacuten pouze jednotlivyacute krystal keramickeacuteho materiaacutelu dochaacuteziacute ke skluzu čaacutestiacute krystalu Tyto skluzy se vnikajiacute tak že dochaacuteziacute k přesmykovaacuteniacute ktereacute ještě ulehčujiacute čaacuteroveacute dislokace v krystalu Daacutele může vznikat plastickaacute deformace jednotliveacuteho krystalu dvojčatěniacutem Velikost možneacute plastickeacute deformace je značně ovlivňovaacutena pohyblivostiacute a maneacutevrovatelnostiacute dislokaciacute v materiaacutelu [5 12]
( )[ ] 1-times+-= Ezyxx ssmse (11)
( )[ ] 1-times+-= Eyzyy ssmse (12)
( )[ ] 1-times+-= Eyxzz ssmse (13)
( )2
0 1 PP bVaVEE +-= [GPa] (14)
KERAMICKEacute MATERIAacuteLY
17 UacuteST FSI VUT v Brně
143 Creep
Creep (pomaleacute tečeniacute) je vlastně plastickeacute deformovaacuteniacute materiaacutelu ktereacute je ale obvykle provaacuteděno za zvyacutešenyacutech teplot Jednaacute se o velice důležitou charakteristiku pro keramickeacute materiaacutely (keramika může byacutet zkoušena za teplot nad 1 000 degC) a proto bude pro creep věnovaacutena jedna samostatnaacute kapitola Creep se vyznačuje tiacutem že k němu dochaacuteziacute při dlouhodobeacutem zatiacuteženiacute (při namaacutehaacuteniacute ktereacute nedosahuje meze kluzu materiaacutelu) za zvyacutešeneacute teploty Vyacutestupem z těchto zkoušek je takovaacute znalost o materiaacutelu že je znaacutemo za jakou dobu při daneacute teplotě a zatiacuteženiacute dojde ke stanoveneacutemu prodlouženiacute zkušebniacuteho vzorku Teacuteto znalosti můžeme využiacutet při navrhovaacuteniacute žaacuteruvzdornyacutech keramickyacutech vyacuterobků [5 12]
Obr 16 Tečeniacute materiaacutelu za různyacutech teplot [5]
Křivky tečeniacute materiaacutelu zatiacuteženeacuteho stejnyacutem zatiacuteženiacutem ale při jineacute teplotě jsou vyobrazeny na obraacutezku 16 Po počaacutetečniacutem pružneacutem prodlouženiacute naacutesleduje faacuteze kdy rychlost tečeniacute pomalu klesaacute V posledniacute faacutezi dochaacuteziacute ke zvyacutešeniacute rychlosti což je způsobeno ztenčeniacutem průřezu zatěžovaneacuteho vzorku a daacutele takeacute vlivem dutin ktereacute se objevujiacute ve vzorku K porušeniacute vzorku ale může dojiacutet již ve druheacutem staacutediu tečeniacute [5 26]
kde eamp [s-1] - rychlost poměrneacuteho prodlouženiacute
T [degK] - absolutniacute teplota
k [-] - konstanta
T0 [-] - konstanta [5]
Rychlost deformovaacuteniacute vzorku je možneacute ze vztahu 15 ze ktereacuteho je patrneacute že zmiacuteněnaacute rychlost roste se zvyšujiacuteciacutem se napětiacute a teplotou Creep se u keramickyacutech
T
T
n ek0-
timestimes= seamp [s-1] (15)
KERAMICKEacute MATERIAacuteLY
18 UacuteST FSI VUT v Brně
materiaacutelů objevuje při dosaženiacute polovičniacute teploty než je teplota taacuteniacute daneacuteho keramickeacuteho materiaacutelu [5]
144 Pevnost
Deformace keramickyacutech materiaacutelů probiacutehaacute do teacute doby než se objeviacute křehkyacute lom v materiaacutelu Křehkyacute lom se objevuje protože se netvořiacute žaacutednaacute plastickaacute deformace viditelnaacute pouhyacutem okem Prvotniacute porušeniacute keramickyacutech materiaacutelů se objevuje na jejich povrchu Toto porušeniacute je často vyvolaacuteno tahovyacutemi napětiacutemi Odolnost keramickyacutech materiaacutelů je v tahu vyacuteznamně nižšiacute než v tlaku (až 10x nižšiacute v tahu) Materiaacutely použiacutevaneacute pro izolaci majiacute pevnost v tahu na uacuterovni 10 MPa tradičniacute keramickeacute vyacuterobky dosahujiacute pevnosti v tlaku až 150 MPa Pro vysoce čisteacute keramickeacute materiaacutely (Al2O3) s velikostiacute zrn v řaacutedu μm je možneacute dosaacutehnout vyacuterazně vyššiacutech pevnostiacute i v ohybu a to až 600 Mpa Daacutele se vyskytujiacute speciaacutelniacute keramickeacute materiaacutely s pevnostiacute v tahu až 1 000 MPa [12 27] Pevnost keramickyacutech materiaacutelů je ovlivňovaacutena mnoha faktory napřiacuteklad poacutery trhlinami velikostiacute zrn a inkluzemi Pro keramickeacute materiaacutely je z pohledu pevnosti velice důležityacute faktor poacuterovitosti kdy existence poacuterů zmenšuje průřez a daacutele působiacute jako koncentraacutetor napětiacute [5 12]
V tabulce 13 jsou uvedeny materiaacuteloveacute charakteristiky některyacutech keramickyacutech materiaacutelů Tab 13 Vybraneacute keramickeacute materiaacutely a jejich pevnost [3]
Materiaacutel E Rm (v tlaku) Rm (v ohybu)
[GPa] [MPa] [MPa]
Al2O3 400 - 410 3000 350 - 400
SiC 410 - 480 2000 250 - 400
Si3N4 200 - 310 1200 700 - 800
ZrO2 150 - 200 2000 100 - 200
145 Křehkost
Fakt že keramickeacute materiaacutely jsou křehkeacute je způsoben dvěma faktory jeden je principiaacutelniacute a druhyacute vedlejšiacute Principiaacutelniacute křehkost keramickyacutech materiaacutelů je způsobena tiacutem že přechodovaacute teplota keramiky je vyššiacute než běžnaacute teplota Pokud tento jev nastaacutevaacute tak neniacute materiaacutel schopen se teacuteměř vůbec plasticky deformovat a dochaacuteziacute ke křehkeacutemu lomu Je tedy ztiacuteženaacute pohyblivost a maneacutevrovatelnost dislokaciacute Dalšiacutem vlivem je že v materiaacutelech vaacutezaneacute kovalentniacute a iontovou vazbou je zhoršeneacute navaacutezaacuteniacute mřiacutežek na hraniciacutech zrn což maacute za naacutesledek že pevnost mezi zrny je sniacutežena Vedlejšiacutemi přiacutečinami jsou obecně nehomogenity v materiaacutelu špatneacute slinutiacute a tiacutem dalšiacute oslabeniacute vazeb na hraniciacutech zrn nebo existence skelneacute faacuteze Daacutele se vyskytujiacute poacutery a trhliny Vedlejšiacute přiacutečiny jsou obvykle důvodem k porušeniacute u tradičniacute keramiky u technickeacute keramiky je tento jev již značně omezen ale staacutele se může vyskytovat [5 12]
KERAMICKEacute MATERIAacuteLY
19 UacuteST FSI VUT v Brně
146 Tvrdost
Obecnaacute definice tvrdosti materiaacutelu je že tvrdost je odpor materiaacutelu před vnikaacuteniacutem ciziacuteho objektu do materiaacutelu Je velkeacute množstviacute metod pro měřeniacute tvrdosti ktereacute jsou vhodneacute pro různeacute materiaacutely Pro měřeniacute tvrdosti jsou vhodneacute naacutesledujiacuteciacute metody Rockwell Vickers a Knoop Tvrdost keramiky dosahuje na Mohsově stupnici hodnot 8 ndash 9 pro technickou oxidickou keramiku a 9 ndash 95 pro keramiku neoxidickou Po diamantu kteryacute maacute tvrdost 10 se jednaacute o nejtvrdšiacute materiaacutely jakeacute se vyskytujiacute [3 5]
15 Vyacuteroba keramickyacutech materiaacutelů
Nejobvyklejšiacute způsob vyacuteroby keramiky je použitiacute praacuteškoveacute směsi a jejiacute naacutesledneacute slinovaacuteniacute za vysokeacute teploty Slinovaacuteniacutem dochaacuteziacute takeacute ke zhutněniacute směsi (sniacuteženiacute obsahu poacuterů) Vzhledem k působeniacute vysokyacutech teplot může dojiacutet ke změně vlastnostiacute a vyacuteslednyacute vyacuterobek může miacutet jineacute vlastnosti než vstupniacute surovina Pro tradičniacute keramiku jsou jako krystalickeacute faacuteze typickeacute přiacuterodniacute materiaacutely Naopak pro pokročileacute technickeacute keramickeacute materiaacutely jsou využiacutevaacuteny materiaacutely ktereacute neniacute možneacute v přiacuterodě naleacutezt Vyacuteroba keramickyacutech materiaacutelů je složena z několika kroků Prvotniacutem krokem je přiacuteprava směsi pokračuje se vytvarovaacuteniacutem do požadovaneacuteho tvaru a poteacute je vyacuterobek dehydratovaacuten Konečnou uacutepravou je zpravidla nějakyacute druh tepelneacuteho zpracovaacuteniacute kdy nejčastěji se využiacutevaacute vypalovaacuteniacute u tradičniacute keramiky a slinovaacuteniacute u keramiky technickeacute [1 2 5]
151 Přiacuteprava směsi
Vyacuteslednaacute kvalita a takeacute technologie vyacuteroby keramickyacutech materiaacutelů je značně zaacutevislaacute na kvalitě vstupniacutech surovin Vlastnosti ktereacute se sledujiacute u vstupniacutech surovin pro keramickeacute materiaacutely jsou např chemickeacute složeniacute velikost tvar a povrch zrn Přiacuterodniacute materiaacutely jsou obvykle značně rozdiacutelneacute a proto je nutneacute vlastnosti vstupniacutech materiaacutelů sledovat Přiacuteprava směsiacute obvykle probiacutehaacute tak že materiaacutely jsou smiacutechaacuteny a namlety naraacutez Je nutneacute použiacutevat takoveacute mleciacute kameny aby nedochaacutezelo k jejich porušovaacuteniacutem a tiacutem přimiacutechaacutevaacuteniacute nežaacutedouciacutech přiacuteměsiacute do mleteacute směsi Pro sniacuteženiacute poacuterovitosti je vhodneacute miacutet rozdiacutelně velkeacute čaacutestice a to z toho důvodu že při vytvarovaacuteniacute dojde k vyplněniacute volnyacutech prostorů mezi většiacutemi čaacutesticemi čaacutesticemi menšiacutemi Miacuteseniacute může probiacutehat bez přimiacutechaacuteniacute kapaliny (obvykle voda) nebo v suspenzi V přiacutepadě miacuteseniacute s vodou je nutneacute tuto vodu po promiacuteseniacute odstranit např rozprašovaacuteniacutem Vyacutesledkem je čistyacute granulaacutet ve ktereacutem jsou smiacutechaneacute všechny materiaacutely [5]
152 Tvarovaacuteniacute
Tvarovaacuteniacute začiacutenaacute aglomeraciacute jehož podstata je v tom že do směsi keramickyacutech praacutešků se přidajiacute dalšiacute laacutetky Jsou přidaacutevaacuteny takoveacute laacutetky aby bylo možneacute vytvořit ze sucheacuteho praacutešku požadovanyacute tvar vyacutesledneacuteho vyacuterobku a takeacute usnadnit jeho tvarovaacuteniacute a celkově zlepšit jeho vlastnosti Přidaacutevajiacute se různaacute pojiva maziva a daacutele můžou byacutet použita smaacutečedla Tvarovaacuteniacute může probiacutehat za tepla ale takeacute za studena (za normaacutelniacute teploty) ktereacute je použiacutevaacuteno častěji Nejčastěji se pro tvarovaacuteniacute využiacutevaacute různyacutech druhů lisovaacuteniacute popřiacutepadě litiacute vstřikovaacuteniacute nebo vytlačovaacuteniacute Ciacutelem tvarovaacuteniacute je jednak vytvořit zaacutekladniacute tvar keramickeacuteho vyacuterobku zajistit jeho určitou hutnost a takeacute zajistit aby takto zpracovanyacute polotovar ziacuteskal dostatečnou pevnost pro manipulaci během vyacuteroby [1 2 4 7]
KERAMICKEacute MATERIAacuteLY
20 UacuteST FSI VUT v Brně
Tab 14 Metody pro tvarovaacuteniacute keramiky [28]
Lisovaacuteniacute Pro lisovaacuteniacute se obvykle použiacutevaacute suchyacutech přiacutepadně polosuchyacutech směsiacute (vlhkost do 15 ) ale mohou se lisovat i směsi mokreacute Rozhodnutiacute jakyacute způsob (suchaacute nebo mokraacute směs) se použije zaacutevisiacute na druhu zpracovaacutevaneacuteho materiaacutelu Suchyacutech směsiacute se využiacutevaacute pro lisovaacuteniacute běžnyacutech keramickyacutech vyacuterobků jako jsou např dlaždice Maximaacutelniacute tlak použiacutevanyacute pro běžneacute jednosměrneacute lisovaacuteniacute je až 200 MPa Vlastnosti lisovanyacutech vyacuterobků nejsou homogenniacute což je způsobeno třeniacutem mezi stěnami formy a keramickyacutem materiaacutelem Pro zlepšeniacute vlastnostiacute se daacutele použiacutevaacute oboustranneacuteho nebo izostatickeacuteho lisovaacuteniacute (lisovaacuteniacute ze všech stran) Dalšiacutemi použiacutevanyacutemi druhy lisovaacuteniacute jsou přetokoveacute piacutestoveacute a žaacuteroveacute lisovaacuteniacute [4 7 24] Přetokoveacute lisovaacuteniacute Pro přetokoveacute lisovaacuteniacute se použiacutevaacute otevřenyacutech kovovyacutech forem jejichž hloubka je shodnaacute s vyacuteslednou vyacuteškou vyacutelisku Použiacutevaacute se lisovaciacutech tlaků v rozmeziacute 5 až 8 MPa Je nutneacute zajistit dostatečnou pevnost vyacutelisku pro jeho manipulaci Vhodneacute pro tvarově složitějšiacute vyacutelisky [7] Piacutestoveacute lisovaacuteniacute Vhodneacute pro vyacuterobu vyacutelisků s minimaacutelniacutem obsahem vody Pro vysokou kvalitu vyacutelisku je nutneacute zajistit rovnoměrneacute rozloženiacute směsi ve vyacutelisku proto je nutneacute sledovat naacutesyp směsi do formy Dalšiacutemi důležityacutemi faktory pro piacutestoveacute lisovaacuteniacute je působeniacute poměr vyacutešky a průměru požiteacute formy a působeniacute lisovaciacutech siacutel [7] Izostatickeacute lisovaacuteniacute Pro tento způsob lisovaacuteniacute se použiacutevaacute směsiacute ktereacute majiacute niacutezkyacute obsah vody a použiacutevaacute se velkyacutech lisovaciacutech tlaků v rozmeziacute 100 až 400 MPa Izostatickeacute lisovaacuteniacute je vyacutehodneacute protože dochaacuteziacute k působeniacute lisovaciacute siacutely ve všech směrech Tiacutem dochaacuteziacute ke zlepšeniacute vyacuteslednyacutech vlastnostiacute z důvodu zvyacutešeniacute homogenity vyacutelisku Izostatickeacute lisovaacuteniacute může probiacutehat do sucheacute nebo do mokreacute formy Lisovaacuteniacute do sucheacute formy je vhodneacute pro menšiacute vyacutelisky ktereacute jsou tvarově složitějšiacute Mokryacutech forem se využiacutevaacute na velkeacute a tvarově jednoducheacute odlitky [7]
KERAMICKEacute MATERIAacuteLY
21 UacuteST FSI VUT v Brně
Žaacuteroveacute lisovaacuteniacute Velice naacuteročnaacute a drahaacute metoda zpracovaacuteniacute keramickyacutech materiaacutelů což je způsobeno tiacutem že se lisuje za velice vysokyacutech teplot ktereacute dosahujiacute až 2 000 degC za použitiacute ochranneacute atmosfeacutery Použiacutevaacute se lisovaciacutech tlaků ve vyacuteši 40 až 60 MPa Metoda vhodnaacute pro technickou oxidovou nebo neoxidovou keramiku a diacuteky slinovaacuteniacute (dosahuje se vyššiacutech teplot než při běžneacutem slinovaacuteniacute) ktereacute při žaacuteroveacutem lisovaacuteniacute nastaacutevaacute dochaacuteziacute ke zhutněniacute materiaacutelu a dosahuje se objemoveacute hmotnosti teacuteměř stejneacute jako je hustota čisteacuteho materiaacutelu [5 7] Izostatickeacute žaacuteroveacute lisovaacuteniacute Pro tento druh lisovaacuteniacute se použiacutevaacute inertniacutech plynů Nejprve se vylisuje prvotniacute vyacutelisek (obvykle piacutestovyacutem nebo izostatickyacutem způsobem) a takto připravenyacute vyacutelisek je možneacute ještě vypaacutelit Poteacute je uzavřen do pouzdra kteryacutem nemůže proniknout inertniacute plyn Takto je poteacute uložen do naacutedoby s inertniacutem plynem a vložen do pece Plyn působiacute lisovaciacutem tlakem Takto vyrobenyacute vyacuterobek maacute objemovou hmotnost teacuteměř shodnou s hustotou a takeacute vysokou pevnost Obvykle naacutesledujiacute dalšiacute uacutepravy vyacuterobku předevšiacutem jeho broušeniacute Slinovaacuteniacute je ovlivňovaacuteno teplotou a tlakem viz obraacutezek 17 [5 7]
Obr 17 Vliv teploty a tlaku na slinovaacuteniacute Al2O3 [5]
Suspenzniacute litiacute Metoda suspezniacuteho litiacute je vhodnaacute pro tenkostěnneacute složiteacute a nesymetrickeacute vyacuterobky Pro vyacuterobu se použiacutevaacute saacutedrovyacutech forem Jakmile je suspenze nalita do formy forma nasaje čaacutest vody a tiacutem se na rozhraniacute formy a směsi vytvořiacute slupka Po určiteacutem čase se vylije přebytečnaacute suspenze z formy Tenkostěnneacute vyacuterobky je nutneacute nechat odsaacutevat vodu několik minut a tlustostěnneacute vyacuterobky i několik hodin Vyacuterobek se z formy vyjiacuteme až v okamžiku kdy dosaacutehne dostatečneacute pevnosti aby bylo
KERAMICKEacute MATERIAacuteLY
22 UacuteST FSI VUT v Brně
možneacute s vyacuterobkem manipulovat Postup vyacuteroby tenkostěnneacuteho vyacuterobku je na obraacutezku 18 a plneacuteho diacutelu na obraacutezku 19 [1 29]
Injekčniacute vstřikovaacuteniacute Podstatou vstřikovaacuteniacute je že do formy je za pomoci tlaku vstřiacuteknuta suspenze ve ktereacute je obsažen keramickyacute materiaacutel V okamžiku kdy polotovar ziacuteskaacute manipulačniacute pevnost je vytažen z formy Po zformovaacuteniacute je za zvyacutešeneacute teploty odstraněno termoplastickeacute pojivo a naacutesleduje slinovaacuteniacute Metoda injekčniacuteho vstřikovaacuteniacute je vhodnaacute pro vyacuterobu velkeacuteho množstviacute rozměrově menšiacutech a tvarově stejnyacutech vyacuterobků Použiacutevaacute se pro vyacuterobu lopatek turbiacuten ventilů nebo biokeramickyacutech proteacutez Nevyacutehodou je nutnost investovat velkeacute finančniacute prostředky na pořiacutezeniacute strojů a forem [1] Vytlačovaacuteniacute Tvar vyacutesledneacuteho vyacuterobku je u vytlačovaacuteniacute dosažen tak že se vytlačuje směs pojiva a keramickeacuteho praacutešku přes naacutestroj Metoda použiacutevanaacute pro vyacuterobu profilů izolaacutetorů pro elektrotechnickyacute průmysl a jinyacutech vyacuterobků z technickeacute keramiky [1]
153 Sušeniacute
Polotovary keramickyacutech vyacuterobků se sušiacute z důvody sniacuteženiacute množstviacute pojiva ktereacute bylo do směsi přidaacuteno aby bylo možneacute vyacuterobek vytvarovat Teplota sušeniacute je zaacutevislaacute na požiteacutem pojivu ve směsi Pokud je použita voda sušeniacute probiacutehaacute při
KERAMICKEacute MATERIAacuteLY
23 UacuteST FSI VUT v Brně
teplotaacutech do 100 degC ale pokud je obsaženo nějakeacute pojivo na baacutezi organickeacuteho materiaacutelu je teplota až 300 degC Sušiacute se po dobu 1 dne i deacutele v zaacutevislosti na velikosti vyacuterobku Při sušeniacute dochaacuteziacute k poklesu objemu polotovaru dochaacuteziacute ke styku jednotlivyacutech zrn keramickeacuteho materiaacutelu což je způsobeno odpařovaacuteniacutem pojiva z polotovaru Při dosaženiacute kritickeacute dochaacuteziacute k naacuterůstu kapilaacuterniacutech sil ktereacute způsobujiacute smrštěniacute polotovaru Smršťovaacuteniacute probiacutehaacute až do okamžiku kdy dojde k doteku jednotlivyacutech krystalů Je nutneacute vysušit polotovar rovnoměrně aby nevznikala tahovaacute napětiacute Při jejich vzniku dochaacuteziacute ke sniacuteženiacute pevnosti kdy může nastat i porušeniacute vyacuterobku [1]
Posledniacute čaacutestiacute řetězce při vyacuterobě keramickyacutech vyacuterobků je tepelneacute zpracovaacuteniacute Přiacute slinovaacuteniacute dochaacuteziacute k redukci velikosti poacuterů v materiaacutelu Tiacutem dochaacuteziacute ke zpevněniacute a tak ziacuteskaacutevaacute vyacuterobek konečnou pevnost Působeniacutem difůze mezi zrny dochaacuteziacute ke spojeniacute jednotlivyacutech zrn v jeden celek Teploty pro slinovaacuteniacute keramiky je v intervalu od 1 000 degC ndash 1 400 degC Žaacuteruvzdorneacute materiaacutely a technickou keramiku je nutneacute slinovat za teplot vyššiacutech a to až 1 700 degC Doba slinovaacuteniacute je obvykle značně dlouhaacute (v řaacutedu desiacutetek hodin) Toto je daacuteno tiacutem že je nutneacute dlouho vyacuterobek nahřiacutevat poteacute naacutesleduje samotneacute slinovaacuteniacute a pak velice pomaleacute ochlazovaacuteniacute Rychlost ochlazovaacuteniacute neniacute možneacute zvyacutešit jinak by došlo ke vzniku nežaacutedouciacutech napětiacute a tiacutem ke sniacuteženiacute pevnosti [1 4 5 29 30]
Obr 19 Princip slinovaacuteniacute jak probiacutehaacute v mikrostruktuře materiaacutelu [31]
Pro obraacuteběniacute obecně je jedniacutem z nejdůležitějšiacutech parametrů kteryacute ovlivňuje průběh obraacuteběniacute i vyacuteslednou kvalitu obrobku je obrobitelnost materiaacutelu Obrobitelnost keramickyacutech materiaacutelů je velice niacutezkaacute což je daacuteno předevšiacutem vysokou tvrdostiacute keramiky a tiacutem odolnosti proti vnikaacuteniacute ciziacutech těles do materiaacutelu Obraacuteběniacute keramickyacutech materiaacutelů je proto vysoce naacuteročneacute na naacutestroje a je maacutelo produktivniacute a proto takeacute velice draheacute Proto se keramickeacute materiaacutely zpracovaacutevajiacute rovnou do vyacuteslednyacutech tvarů pomociacute klasickyacutech metod zpracovaacuteniacute keramickyacutech materiaacutelů jako je např vytlačovaacuteniacute suspenzniacute litiacute nebo lisovaacuteniacute Pokud je obraacuteběniacute využiacutevaacuteno pak obvykle nějakyacutem způsobem dokončovaciacuteho obraacuteběniacute kde typickyacutem představitelem je broušeniacute nebo nějakyacutem z nekonvenčniacutech způsobů obraacuteběniacute jako je napřiacuteklad obraacuteběniacute laserem nebo ultrazvukem ktereacute jsou obecně vhodnějšiacute než konvečniacute metody obraacuteběniacute naacutestroji s definovanou geometriiacute Probleacutemem konvenčniacuteho způsobu obraacuteběniacute je že tvrdost naacutestroje musiacute byacutet vyššiacute než obraacuteběneacuteho materiaacutelu aby bylo vůbec možneacute vniknout naacutestrojem do obrobku a zahaacutejit proces řezaacuteniacute Pro konvenčniacute metody (a i pro experimentaacutelniacute čaacutest byl použit) jsou obvykle použiacutevaacuteny naacutestroje z polykrystalickeacuteho diamantu nebo kubickeacuteho nitridu boacuteru Vzhledem k vysokeacute tvrdosti keramiky ale i u polykrystalickeacuteho diamantu dochaacuteziacute k rychleacutemu opotřebeniacute břitu a to maacute velkyacute vliv na zmiacuteněnou produktivitu a cenu obraacuteběniacute Obecně je ale obrobitelnost jednotlivyacutech keramickyacutech materiaacutelů různaacute a zaacutevisiacute na materiaacutelech použityacutech pro vyacuterobu na způsobu zpracovaacuteniacute a poteacute na samotnyacutech řeznyacutech podmiacutenkaacutech [9 10 11]
Společnyacutem znakem všech způsobů obraacuteběniacute je že je nutneacute v materiaacutelu vytvořit minimaacutelně jednu anebo většiacute množstviacute prasklin a ty poteacute rozšiřovat v požadovaneacutem směru Povrch je tvořen soustavou lomovyacutech ploch přiacutepadně jednou lomovou plochou Trhlinu v materiaacutelu můžeme vytvořit pomociacute siloveacuteho působeniacute do materiaacutelu nebo pomociacute vysoce zkoncetrovaneacuteho energetickeacuteho paprsku (laser) Pokud vytvaacuteřiacuteme trhlinu mechanicky dochaacuteziacute k jejiacutemu vzniku tak že do materiaacutelu je vtlačovaacuten hrot nebo kliacuten Tyto naacutestroje nejsou nikdy dokonale ostreacute a majiacute nějakyacute poloměr zaobleniacute a proto dochaacuteziacute v miacutestě dotyku s obraacuteběnyacutem materiaacutelem ke vzniku kontaktniacute plošky pomociacute ktereacute se přenaacutešiacute vzaacutejemneacute siloveacute působeniacute V těchto miacutestech dochaacuteziacute k vysokyacutem tlakovyacutem zatiacuteženiacutem ktereacute ve směru do obraacuteběneacuteho materiaacutelu ustupujiacute a naopak se měniacute v zatiacuteženiacute tahoveacute Kromě tlakovyacutech a tahovyacutech napětiacute se v materiaacutelu vyskytuje i napětiacute smykoveacute [12]
Prvotně dochaacuteziacute k pružneacute deformaci materiaacutelu a při dosaženiacute meze kluzu dochaacuteziacute k nevratnyacutem změnaacutem v materiaacutelu Dochaacuteziacute ke vzniku trhlin a ty se daacutele šiacuteřiacute materiaacutelem Vzhledem ke složitosti krystalickeacute mřiacutežky kterou majiacute keramickeacute materiaacutely je pro atomy ve struktuře těžkeacute najiacutet novou rovnovaacutežnou polohu po siloveacutem působeniacute toto způsobuje vysokou křehkost keramiky a tiacutem rychlyacute vznik a šiacuteřeniacute trhlin keramickyacutemi materiaacutely [12]
Ke vzniku trhlin může dochaacutezet v některyacutech přiacutepadech až po jeho odlehčeniacute a to takovyacutem způsobem že dojde k narušeniacute materiaacutelu pod povrchem (plastickeacute deformaci) Působeniacutem sil na obraacuteběnyacute materiaacutel dochaacuteziacute k již zmiacuteněnyacutem tlakovyacutem silaacutem kteraacute zaacuteroveň braacuteniacute k oddaacuteleniacute atomů od sebe a tiacutem braacuteniacute vzniku praskliny Až po naacutesledneacutem uvolněniacute dochaacuteziacute k naacuterůstu tahovyacutech napětiacute a tiacutem k samotneacute tvorbě praskliny Toto odpruženiacute může vyvolat vylomeniacute střepů z povrchu materiaacutelu [12]
Jednaacute se o technologii podobnou broušeniacute ale nedochaacuteziacute ke smykoveacutemu napětiacute mezi naacutestrojem a obrobkem a takeacute je jinyacute mechanismus působeniacute abrazivniacuteho zrna na obraacuteběnyacute materiaacutel Podstatou obraacuteběniacute ultrazvukem je vrhaacuteniacute abrazivniacutech zrn vysokou rychlostiacute proti materiaacutelu obrobku Při naacuterazu se kinetickaacute energie čaacutestice měniacute na deformačniacute praacuteci Diacuteky křehkosti keramiky stačiacute i malaacute zrna (disponujiacuteciacute relativně malou kinetickou energiiacute) k vytvořeniacute trhlin a pokud dojde ke spojeniacute dvou (nebo viacutece) trhlin vzniknou maleacute čaacutestice ktereacute po naacutesledujiacuteciacutem naacuterazu dalšiacute čaacutestice jsou vytrženyacute z materiaacutelu Naacutestrojovaacute hlava neniacute nijak tvarově omezena a je proto možneacute vytvaacuteřet různeacute otvory nebo zahloubeniacute Jako naacutestrojovyacute materiaacutel je obvykle použita ocel Tento naacutestroj kmitaacute s frekvenciacute 10 až 20 kHz Zrna jsou mezi materiaacutelem a naacutestrojem a jsou ve formě suspenze kdy jsou smiacutechaacutena s lihem benziacutenem nebo vodou Přiacutetomnost kapaliny ulehčuje pronikaacuteniacute energie do miacutesta obraacuteběniacute Jako abrazivniacutech zrna se využiacutevaacute oxid hlinityacute karbid boacuteru karbid křemiacuteku nebo pro nejtvrdšiacute materiaacutely zrna diamantovaacute Velikost zrn je 10-100 μm [12 13]
Obr 21 Obraacuteběniacute ultrazvukem [12]
22 Otryskaacutevaacuteniacute
Otryskaacutevaacuteniacute je metoda obraacuteběniacute kteraacute je značně podobnaacute obraacuteběniacute ultrazvukem ale na energii abrazivniacutem zrnům miacutesto generaacutetoru kmitů dodaacutevaacute vrhaciacute zařiacutezeniacute Otryskaacutevaacuteniacute se využiacutevaacute jako k vrtaacuteniacute otvorů děleniacute materiaacutelů ale takeacute k meacuteně naacuteročneacutemu opracovaacuteniacute jako je zdrsněniacute povrchu nebo jeho dekorace Použiacutevanyacutemi
materiaacutely jsou oxid hlinityacute karbid křemiacuteku nebo pouze křemennyacute piacutesek (z tohoto materiaacutelu pochaacuteziacute rozšiacuteřenyacute naacutezev bdquopiacuteskovaacuteniacuteldquo) Velikost čaacutestic se pohybuje od 10 μm až po jednotky mm Toto maacute samozřejmě vliv i na vyacuteslednou přesnost opracovaacuteniacute i na kvalitu povrchu [12]
23 Obraacuteběniacute laserem
Laser je vhodnyacute pro obraacuteběniacute pokud je materiaacutel schopen pohlcovat světelnou energii Daacutele je důležitaacute takeacute tepelnaacute vodivost a odrazivost materiaacutelu určeneacuteho pro obraacuteběniacute laserem Čiacutem viacutece materiaacutel pohltiacute zaacuteřeniacute a čiacutem horšiacute maacute tepelnou vodivost a odrazivost tiacutem je vhodnějšiacute ke zpracovaacuteniacute laserem [12]
Laserem je možneacute vytvořit lokaacutelniacute poškozeniacute tak že laserem je zkoncentrovaacutena energie do jednoho miacutesta tak že dojde k taveniacute a poteacute k naacutesledneacutemu odpařovaacuteniacute materiaacutelu Na obvodu paprsku dochaacuteziacute k taveniacute materiaacutelu (diacuteky nižšiacute koncentraci energie) a uprostřed laseroveacuteho paprsku k jeho odpařovaacuteniacute Laseru se využiacutevaacute pro vrtaacuteniacute otvorů nebo na řezaacuteniacute Obvykle se použiacutevaacute pulzniacutech laserů kdy každyacute pulz v přiacutepadě vrtaacuteniacute malyacutech otvorů vytvořiacute otvor o hloubce a průměru přibližně desetiny mm Velkeacute otvory jsou vytvaacuteřeny tak že laser tvořiacute draacutehu o průměru otvoru Vyššiacute přesnosti otvoru se dosaacutehne přiacutepadně naacuteslednyacutem lapovaacuteniacutem otvoru Daacutele se lasery využiacutevajiacute na tvorbu ryacuteh na povrchu materiaacutelu Charakteristickyacutemi vlastnostmi laserů je vlnovaacute deacutelka jmenovityacute vyacutekon a pracovniacute režim [12]
23 Broušeniacute
Broušeniacute je jednou z dokončovaciacutech metod obraacuteběniacute Kdy působeniacutem abrazivniacutech zrn na materiaacutel dochaacuteziacute k oddělovaacuteniacute malyacutech třiacutesek z povrchu obrobku Brusnaacute zrna jsou umiacutestěna v brusneacutem naacutestroji naacutehodně a tedy vyacuteslednyacute naacutestroj nemaacute definovanou geometrii Brusnyacute kotouč je k obrobku přitlačovaacuten a zaacuteroveň vykonaacutevaacute posuvnyacute pohyb Jako brusneacute naacutestroje pro keramickeacute materiaacutely je využiacutevaacuteno diamantu karbidu křemiacuteku nebo oxidu hliniteacuteho Zrna miacutevajiacute velikost od jednotek do několika stovek μm v zaacutevislosti na požadavciacutech na vyacuteslednou kvalitu povrchu Zrna byacutevajiacute obvykle pevně spojena (vaacutezaneacute brusivo) ale někdy se využiacutevajiacute i zrna volnaacute ve formě suspenze (zrna v kapalině) Při broušeniacute jsou brusnaacute zrna vtlačovaacutena do obraacuteběneacuteho materiaacutelu po ktereacutem se smyacutekajiacute a odvalujiacute V miacutestě kontaktu jsou vysokaacute napětiacute a může dochaacutezet takeacute k plastickyacutem deformaciacutem (mikroskopickyacute rozsah) Oddělovaacuteniacute materiaacutelu dochaacuteziacute tak že zrna vylamujiacute a vytrhaacutevajiacute maleacute čaacutestice po odlehčeniacute může dochaacutezet k odpryacuteskaacutevaacuteniacute malyacutech čaacutestic Nejdůležitějšiacutemi parametry broušeniacute je měrnyacute vyacutekon broušeniacute objemovaacute uacutečinnost naacutestroje a měrnaacute energie broušeniacute [12]
24 Freacutezovaacuteniacute soustruženiacute a vrtaacuteniacute
Keramickeacute materiaacutely je možneacute obraacutebět i konvenčniacutemi metodami obraacuteběniacute ale je nutneacute použiacutevat naacutestroje na baacutezi polykrystalickeacuteho diamantu přiacutepadně kubickeacuteho nitridu boacuteru Pro zvyacutešeniacute trvanlivosti naacutestrojů a zkraacuteceniacute doby obraacuteběniacute je vhodneacute využiacutet předevšiacutem laseru na přiacutepravu obrobku z keramickeacuteho materiaacutelu a poteacute pouze
dokončit některou z konvenčniacutech metod obraacuteběniacute Vzhledem k vysokeacute křehkosti dochaacuteziacute při vnikaacuteniacute naacutestroje do keramiky k tvorbě trhlin v materiaacutelu takto narušenyacute materiaacutel se vylamuje a odpryacuteskaacutevaacute od povrchu Je nutneacute při obraacuteběniacute keramiky obraacutebět nižšiacutemi posuvovyacutemi rychlostmi protože dochaacuteziacute k vysokeacutemu naacuterůstu řeznyacutech sil a bylo by možneacute naacutesledneacute porušeniacute obrobku Třiacuteska vznikaacute obdobnyacutem způsobem jako při broušeniacute keramickyacutech materiaacutelů [12]
25 Freacutezovaacuteniacute
Freacutezovaacuteniacute probiacutehaacute rotačniacutem naacutestrojem kteryacute konaacute hlavniacute řeznyacute pohyb Posuvovyacute pohyb obvykle vykonaacutevaacute obraacuteběnaacute součaacutest a obvykle je v zaacuteběru několik zubů freacutezy Tvořiacute se třiacuteska kteraacute maacute proměnlivou tloušťku [17]
Freacutezovaacuteniacute obecně se rozděluje dle naacutestrojů na freacutezovaacuteniacute vaacutelcoveacute a čelniacute Z těchto zaacutekladniacutech druhů vychaacuteziacute dalšiacute druhy jako je freacutezovaacuteniacute okružniacute a planetoveacute Dalšiacute rozděleniacute je možneacute dle pohybů freacutezy a obrobku na sousledneacute a nesousledneacute [17]
251 Vaacutelcoveacute freacutezovaacuteniacute
Vaacutelcoveacute freacutezovaniacute probiacutehaacute freacutezou ve tvaru vaacutelce kdy jsou zuby vytvořeny jen po obvodu naacutestroje Použiacutevajiacute se předevšiacutem vaacutelcoveacute a tvaroveacute freacutezy Hloubka vrstvy odebiacuteraneacute freacutezou se nastavuje kolmo na posuvovou složku pohybu [17]
Sousledneacute freacutezovaacuteniacute
Naacutestroj rotuje ve směru posuvu obrobku a třiacuteska začiacutenaacute na maximaacutelniacutem průřezu a postupně se zmenšuje až na nulovou tloušťku Vyacuteslednaacute plocha tvořenaacute freacutezou vznikaacute při vyacutestupu freacutezy z materiaacutelu Pro sousledneacute freacutezovaacuteniacute je nutneacute vymezit vůli mezi posuvovyacutem šroubem a maticiacute stolu stroje Sousledneacute freacutezovaacuteniacute je na obraacutezku 22 [17]
Probiacutehaacute opačně než sousledneacute freacutezovaacuteniacute Naacutestroj konaacute rotačniacute pohyb proti směru posuvoveacuteho pohybu obrobku a tiacutem je tvořena vyacuteslednaacute plocha při vstupu freacutezy do materiaacutelu Třiacuteska postupně narůstaacute od nuloveacute tloušťky do maxima viz obraacutezek 23 [17]
Čelniacute freacuteza maacute zuby vytvořeny jak na obvodu tak na čele a hlavniacute osa je kolmaacute na směr posuvoveacute rychlosti Při symetrickeacutem čelniacutem freacutezovaacuteniacute je osa naacutestroje shodnaacute s osou symetrie obraacuteběneacute plochy viz obraacutezek 24 [17]
Obr 24 a) Čelniacute symetrickeacute freacutezovaacuteniacute b) Čelniacute nesymetrickeacute freacutezovaacuteniacute [17]
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
UacuteVOD
7 UacuteST FSI VUT v Brně
OBSAH
Abstrakt 4
Prohlaacutešeniacute 5
Poděkovaacuteniacute 6
Obsah 7
Uacutevod 9
1 Keramickeacute materiaacutely 10
11 Tradičniacute keramika 10
12 Technickaacute keramika 10
121 Keramika oxidovaacute 10
122 Keramika neoxidovaacute 12
123 Keramika směsnaacute 13
13 Struktura keramickyacutech materiaacutelů 13
131 Vazby v keramickyacutech materiaacutelech 14
132 Pohyb dislokaciacute v keramickyacutech materiaacutelech 14
133 Poruchy v keramickyacutech materiaacutelech 15
38 Drsnost povrchu obrobeneacuteho povrchu vzorku 44
381 Vliv posuvoveacute rychlosti na drsnost povrchu 45
382 Vliv řezneacute rychlosti na drsnost povrchu 47
39 Třiacuteska a opotřebeniacute břitoveacute destičky 50
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor 51
3101 Řeznyacute vyacutekon 51
3102 Měrnyacute řeznyacute odpor 52
4 Diskuse 54
Zaacutevěr 55
Seznam použityacutech zdrojů 56
Seznam použityacutech symbolů a zkratek 59
Seznam přiacuteloh 61
UacuteVOD
9 UacuteST FSI VUT v Brně
UacuteVOD
Mezi keramickeacute materiaacutely je možneacute řadit takoveacute materiaacutely ktereacute jsou anorganickeacuteho a nekovoveacuteho charakteru a jsou vaacutezaacuteny kovalentniacutemi iontovyacutemi nebo iontově-kovalentniacutemi vazbami Keramickeacute materiaacutely jsou využiacutevaacuteny pro širokeacute spektrum vyacuterobků Od tradičniacutech keramickyacutech materiaacutelů jako jsou cihly dlaždice sanitaacuterniacute keramika a dalšiacute běžneacute vyacuterobky až po pokročilou technickou keramiku kteraacute je využiacutevaacutena v průmyslu předevšiacutem z důvodů jejiacute žaacuteruvzdornosti odolnosti proti působeniacute chemikaacuteliiacute odolnosti proti opotřebeniacute tvrdosti a dalšiacutem jedinečnyacutem vlastnostem Moderniacute vyacuterobky z technickeacute keramiky již majiacute i vysokou pevnost nejen v tlaku ale i v tahu a ohybu a proto dochaacuteziacute k velkeacutemu rozvoji technickeacute keramiky Napřiacuteklad již byl vyvinut spalovaciacute motor kde byly z převaacutežneacute čaacutesti použity keramickeacute materiaacutely jako konstrukčniacuteho materiaacutelu Vyacuteroba z keramickyacutech materiaacutelů je naacuteročnaacute předevšiacutem z energetickeacuteho hlediska z důvodu sušeniacute a tepelneacuteho zpracovaacuteniacute po vytvarovaacuteniacute vyacuterobku do požadovaneacuteho tvaru
Se staacutele rostouciacutemi požadavky na keramickeacute vyacuterobky se měniacute i způsoby jejich konečneacuteho zpracovaacuteniacute kdy se začiacutenaacute prosazovat i obraacuteběniacute Keramickeacute materiaacutely se velice těžce obraacutebiacute což je způsobeno vysokou tvrdostiacute a tiacutem že jsou vyacuterobky z keramickyacutech materiaacutelů velice křehkeacute Obvykle se obraacutebiacute broušeniacutem ale je možneacute použiacutevat i dalšiacute způsoby konvenčniacuteho obraacuteběniacute jako je freacutezovaacuteniacute soustruženiacute nebo vrtaacuteniacute Daacutele se použiacutevajiacute nekonvečniacute metody jako obraacuteběniacute ultrazvukem nebo laserem
Ciacutelem praacutece je zhodnotit obrobitelnost žaacuteruvzdorneacuteho keramickeacuteho materiaacutelu R-S67K kteryacute zapůjčila firma SEEIF Ceramic as Jednaacute se o vysocehlinityacute šamot kteryacute byl freacutezovaacuten vyměnitelnou břitovou destičkou z polykrystalickeacuteho diamantu Při freacutezovaacuteniacute byly měřeny řezneacute siacutely ktereacute působily při obraacuteběniacute Daacutele byly změřeny parametry drsnosti povrchu a opotřebeniacute vyměnitelneacute břitoveacute destičky
KERAMICKEacute MATERIAacuteLY
10 UacuteST FSI VUT v Brně
1 KERAMICKEacute MATERIAacuteLY
Keramika je anorganickeacuteho původu a může obsahovat nekovoveacute i kovoveacute materiaacutely ktereacute jsou obvykle vaacutezaneacute kovalentniacutemi vazbami iontovyacutemi vazbami nebo jejich kombinaciacute tedy iontově-kovalentniacutemi vazbami Chemickeacute složeniacute je vysoce proměnliveacute od jednoduchyacutech dvousložkovyacutech sloučenin až po vysoce složiteacute faacuteze Zaacutekladniacutemi vlastnostmi keramickyacutech materiaacutelů je vysokaacute tvrdost pevnost v tlaku odolnost proti vysokyacutem teplotaacutem a tuhost ale jako nevyacutehoda keramickyacutech materiaacutelů se jeviacute niacutezkaacute pevnost v ohybu a křehkost Keramickeacute materiaacutely vykazujiacute relativně niacutezkou hustotu oproti jinyacutem konstrukčniacutem materiaacutelům ale na druhou stranu jsou špatně obrobitelneacute a naacutechylneacute k šiacuteřeniacute trhlin Dalšiacutemi vlastnostmi keramickyacutech materiaacutelů je niacutezkaacute elektrickaacute vodivost a až na vyacutejimky jsou keramickeacute materiaacutely diamagnetickeacute nebo paramagnetickeacute Je několik způsobů jak dělit keramickeacute materiaacutely do kategoriiacute např dle struktury faacutezoveacuteho a chemickeacuteho složeniacute nebo dle poacuterovitosti Je takeacute možneacute dělit keramiku dle využitiacute na keramiku žaacuteruvzdornou stavebniacute nebo technickou a tradičniacute [1 2 3 4]
11 Tradičniacute keramika
Prvniacute vzniklaacute keramika byla praacutevě keramika tradičniacute na jejiacutež vyacuterobu se použiacutevaacute křemene živce kaoliacutenu jiacutelu a dalšiacutech materiaacutelů Keramickou strukturu v tradičniacute keramice z uvedenyacutech materiaacutelů tvořiacute oxid křemičityacute SiO2 kteryacute je zaacuteroveň žaacuteruvzdornyacute Z živců je předevšiacutem využiacutevanyacute draselnyacute živec K2OAl2O36SiO2 ze ktereacuteho při vypaacuteleniacute vznikne skelnaacute složka Jiacutelů (hydratovanyacute křemičitan hlinityacute Al4(OH)2Si4O10 a dalšiacute oxidy různyacutech kovů) je využiacutevaacuteno jako pojiva před samotnyacutem vypalovaacuteniacutem aby bylo možneacute směs vytvarovat do požadovaneacuteho tvaru [1 3 4]
12 Technickaacute keramika
Keramika kteraacute je použiacutevanaacute pro naacuteročnějšiacute aplikace je teacutež nazyacutevanaacute konstrukčniacute Vstupniacute materiaacutely již obvykle nejsou volně dostupneacute ale jednaacute se o syntetickeacute laacutetky Vyacutehody technickeacute keramiky jsou vysokaacute pevnost v tlaku chemickaacute odolnost odolnost proti opotřebeniacute a žaacuteruvzdornost Diacuteky složiteacutemu zpracovaacuteniacute pokročilyacutech materiaacutelů použityacutech pro vyacuterobu dochaacuteziacute k vyacuterazneacutemu rozvoji až ve druheacute polovině 20 stoletiacute Technickaacute keramika je daacutele rozdělovaacutena na keramiku oxidovou neoxidovou a směsnou [1 3]
121 Keramika oxidovaacute
Oxidickaacute keramika je tvořena jedniacutem druhem oxidu ale může byacutet obsažena jedna nebo viacutece faacuteziacute Je takeacute možneacute přidaacutevat maleacute množstviacute přiacuteměsiacute jinyacutech oxidů pro zlepšeniacute vlastnostiacute konečneacuteho vyacuterobku a zaacuteroveň neniacute možneacute zabezpečit 100 čistotu vstupniacutech materiaacutelů Jednaacute se o nejviacutece zastoupenyacute druh technickeacute keramiky Kromě vyacuteše zmiacuteněnyacutech vlastnostiacute obecnyacutech pro technickou keramiku keramika oxidovaacute vynikaacute vyacutebornou schopnostiacute izolovat elektrickyacute proud Nejčastěji se můžeme setkat s keramikou kde je zaacutekladniacutem materiaacutelem oxid hlinityacute Al2O3 nebo oxid zirkoničityacute ZrO2 Daacutele se použiacutevajiacute oxidy na baacutezi hořčiacuteku berylia titanu a dalšiacutech prvků [3 4 5]
KERAMICKEacute MATERIAacuteLY
11 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě Al2O3
Takeacute je nazyacutevaacutena jako keramika korundovaacute Obvykle je použiacutevaacutena faacuteze s hexagonaacutelniacute strukturou označovanyacute jako Al2O3 ndash α Maacute obvykleacute vlastnosti keramickyacutech materiaacutelů jako je vysokaacute žaacuteruvzdornost pevnost tvrdost a odolnost proti taveninaacutem kovů a různyacutem chemickyacutem laacutetkaacutem Tyto vlastnosti si zachovaacutevaacute i do oblasti teplot okolo 1 000 degC a teplota taacuteniacute korundoveacute keramiky je 2 050 degC To je způsobeno iontovyacutemi vazbami mezi atomy hliniacuteku a kysliacuteku Korundovaacute keramika je vyraacuteběna v rozmeziacute 80 - nad 99 hmotnosti Al2O3 Vlastnosti se s rostouciacutem obsahem měniacute jak je vidět z tabulky 11 [7] Tab 11 Vlastnosti keramiky na zaacutekladě obsahu Al2O3 [7]
Obsah Al2O3
Veličina Jednotka
80 ndash 86
hm
87-95
hm
96-99
hm
nad 99
hm
Hustota [gcm-3
] 35 - 36 36 - 37 37 - 38 38 - 39
Youngův modul pružnosti v tahu [GPa] 200 300 400 400
Všechny mechanickeacute vlastnosti se zlepšujiacute s rostouciacutem obsahem oxidu hliniteacuteho stejně tak roste tvrdost tepelnaacute vodivost a koeficient deacutelkoveacute teplotniacute roztažnosti [7] Keramickeacute materiaacutely na zaacutekladě oxidu hliniteacuteho jsou slinovaacuteny za pomoci tekuteacute nebo pevneacute faacuteze Volba zaacutevisiacute na objemu ostatniacutech laacutetek ve směsi Konstrukčniacute keramika kteraacute obsahuje menšiacute obsah Al2O3 je slinovaacutena mastkem kaolinem nebo uhličitany vaacutepniacuteku nebo hořčiacuteku Při obsahu nad 99 je slinovaacuteniacute provaacuteděno za pomoci oxidů hořečnateacuteho nebo jinyacutech hořčiacutekovyacutech sloučenin ktereacute se za zvyacutešeneacute teploty přeměniacute na oxid hořečnatyacute [3 6 7]
Obr 11 Krystalickaacute struktura oxidu hliniteacuteho [18]
KERAMICKEacute MATERIAacuteLY
12 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě ZrO2
Vlastnosti oxidickeacute konstrukčniacute keramiky na baacutezi oxidu zirkoničiteacuteho jsou značně ovlivňovaacuteny faacutezovyacutemi přeměnami hlavniacuteho stavebniacuteho prvku ktereacute jsou na obraacutezku 12 Tyto přeměny jsou zaacutevisleacute na teplotě Oxid zirkoničityacute postupně přechaacuteziacute z kubickeacute mřiacutežky na tetragonaacutelniacute a naacutesledně do monoklinickeacute krystaloveacute mřiacutežky Praacutevě tato posledniacute přeměna maacute největšiacute vyacuteznam a to z toho důvodu že se značně podobaacute martenzitickeacute přeměně oceli Tato změna je doprovaacutezena značnou změnou tvaru a objemu zrn Tato přeměna daacutele probiacutehaacute bezdifuacutezně a ne izotermicky [3 6 7]
Vyacutevoj neoxidoveacute keramiky byl započat v důsledku potřeby ziacuteskat takoveacute materiaacutely ktereacute budou schopneacute dosaacutehnout vyššiacutech teplot a přitom si zachovat sveacute mechanickeacute vlastnosti Z materiaacutelů použiacutevanyacutech pro neoxidickou keramiku to jsou předevšiacutem různeacute karbidy nitridy boridy a silicidy Technologickeacute zpracovaacuteniacute těchto sloučenin na keramiku je složitějšiacute z důvodu že je nutneacute zabraacutenit oxidaci materiaacutelů za vysokyacutech teplot při vyacuterobě (je nutneacute slinovat za redukčniacute atmosfeacutery nebo ve vakuu) Z toho plyne i určiteacute omezeniacute pro využitiacute materiaacutelů v praxi kdy neniacute možneacute neoxidoveacute keramiky využiacutet tam kde by za vysokyacutech teplot byly vystaveny oxidačniacute atmosfeacuteře Daacutele při vyacuterobě je nutneacute zohlednit že některeacute sloučeniny jako SiC nebo BN se při zahřaacutetiacute na vysokou teplotu samovolně nezhutňujiacute (nedochaacuteziacute ke slinovaacuteniacute) a je nutneacute využiacutet slinovaacuteniacute reakčniacuteho nebo slinovaacuteniacute tlakoveacuteho [3 6 20] Keramickeacute materiaacutely na zaacutekladě SiC Nejrozšiacuteřenějšiacute karbidickyacute materiaacutel pro přiacutepravu keramiky Maacute kubickou strikturu obdobnou jakaacute je v diamantu ale ve struktuře neniacute pouze uhliacutek a 50 uhliacuteku je nahrazeno křemiacutekem Pro vysokou tvrdost je využiacutevaacuten často jako brusnyacute materiaacutel Tento materiaacutel je možneacute použiacutet jako praacutešek anebo ve formě naacutestroje kde je vaacutezaacuten organickou nebo anorganickou sloučeninou (je možneacute i využitiacute ve formě pasty kde je karbid křemiacuteku vaacutezaacuten pomociacute polymeru) Karbid křemiacuteku je velice dobryacute vodič tepla daacutele maacute a malou teplotniacute roztažnost takže je vysoce odolnyacute proti změnaacutem teploty Elektrickou energii vede jako polovodič [5 6]
Obr 13 Krystalickaacute struktura karbidu křemiacuteku [19]
KERAMICKEacute MATERIAacuteLY
13 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě Si3N4
Moderniacute keramickyacute materiaacutel kteryacute patřiacute do oblasti nitridů Nitridy obecně majiacute vysokou odolnost proti vysokyacutem teplotaacutem Samotnyacute nitrid křemiacuteku maacute hexagonaacutelniacute strukturu K jeho vlastnostem patřiacute dobraacute tepelnaacute vodivost a maleacute tepelnaacute roztažnost což dohromady daacutevaacute odolnost proti změnaacutem teploty (podobně jako karbid křemiacuteku) Je poměrně křehkyacute ale pokud je odstraněna skelnaacute faacuteze je možneacute zvyacutešit lomovou houževnatost diacuteky vlaacuteknům ktereacute prorůstajiacute strukturou Nitrid křemiacuteku je využiacutevaacuten jako naacutestrojovyacute materiaacutel vybaveniacute do sleacutevaacuteren a takeacute se objevil dieselovyacute motor celyacute sestavenyacute z diacutelů vyrobenyacutech z Si3N4 (adiabatickyacute motor kteryacute neniacute třeba chladit) [5 6 7]
Obr 14 Hybridniacute keramickyacute motor [21]
123 Keramika směsnaacute
Jak už naacutezev uvaacutediacute jednaacute se o směs buď jedneacute oxidickeacute keramiky a jedneacute neoxidickeacute nebo směs dvou oxidickyacutech materiaacutelů Často je využiacutevaacuteno karbidu nebo nitridu titanu na zvyacutešeniacute odolnosti proti vysokyacutem teplotaacutem a zvyacutešeniacute mechanickyacutech vlastnostiacute Relativně novou směsnou keramikou je Sialon (Si ndash Al ndash O ndash N) kteryacute je z hlediska svyacutech vlastnostiacute podobnyacute nitridu křemiacuteku ale zvětšiacute odolnost proti zvyacutešenyacutem teplotaacutem a je proto využiacutevaacuten na plynoveacute turbiacuteny ktereacute jsou vysoce teplotně namaacutehaacuteny [2 3 6]
13 Struktura keramickyacutech materiaacutelů
Keramika je obvykle tvořena krystalickou strukturou kteraacute může byacutet doplněna skelnou strukturou Samotnaacute krystalickaacute struktura je vyacuterazně ovlivněna typem vazeb ktereacute jsou utvořeny mezi atomy Vyskytujiacute se dva druhy vazeb a to vazba kovalentniacute a iontovaacute nebo je možnaacute i kombinace obou typů vazeb tedy vazbou iontově-kovalentniacute kteraacute je pro keramickeacute materiaacutely typickaacute [1 3]
KERAMICKEacute MATERIAacuteLY
14 UacuteST FSI VUT v Brně
131 Vazby v keramickyacutech materiaacutelech
Kovalentniacute vazbu u keramickyacutech materiaacutelů tvořiacute obvykle dva nekovoveacute prvky (SiC Si3N4) Tento druh vazby vznikaacute tak že atomy sdiacutelejiacute elektrony ve svyacutech elektronovyacutech obalech Tato vazba je určenaacute i směrově (dochaacuteziacute k vytvaacuteřeniacute různyacutech druhů siacutetiacute) a nedochaacuteziacute k tak velkeacutemu přibliacuteženiacute atomů jako u iontoveacute vazby Typickyacutemi vlastnostmi materiaacutelů s kovalentniacute vazbou je vysokaacute chemickaacute odolnost tvrdost a elektronovaacute vodivost Naopak tyto materiaacutely dosahujiacute niacutezkyacutech hodnot tepelneacute roztažnosti a minimaacutelniacute tvaacuternosti [1 23] Iontovou vazbu tvořiacute obvykle kovovyacute prvek s kysliacutekem nebo dalšiacutemi nekovovyacutemi prvky (ZrO MgO) Tato vazba je tvořena elektrostatickyacutemi silami působiacuteciacutemi mezi opačně nabityacutemi ionty dvou prvků proto majiacute materiaacutely s iontovou vazbou vysokou hustotu (opačně nabiteacute atomy jsou přitaženy velkyacutemi silami k sobě na velmi malou vzdaacutelenost) Dalšiacutemi vlastnostmi materiaacutelů s iontovou vazbou je velkaacute tepelnaacute roztažnost niacutezkaacute iontovaacute vodivost a špatnaacute tvaacuternost [1 23] Nejčastěji se v keramickyacutech materiaacutelech vyskytuje kombinace obou vazeb a to vazba iontově-kovalentniacute Množstviacute zastoupeniacute vazeb v daneacutem keramickeacutem materiaacutelu je daacutena elektronegativitou jednotlivyacutech prvků zastoupenyacutech ve struktuře Zaacuteroveň poměr určuje typ krystalickeacute struktury V tabulce 12 jsou uvedeny poměry zastoupeniacute iontoveacute nebo kovalentniacute vazby v některyacutech keramickyacutech materiaacutelech [1] Tab 12 Podiacutel iontoveacute a kovalentniacute vazby ve vybranyacutech keramickyacutech materiaacutelech [1]
Keramickyacute
materiaacutel
Rozdiacutel elektronegativit
prvků
Iontovyacute
charakter
Kovalentniacute
charakter
MgO 3 77 23
Al2O3 2 63 37
Si3N4 12 30 70
SiC 07 11 89
132 Pohyb dislokaciacute v keramickyacutech materiaacutelech
Typ vazby daacutele ovlivňuje pohyby dislokaciacute v materiaacutelech Kovalentniacute i iontovaacute vazba maacute jak jiacutež bylo zmiacuteněno niacutezkou hodnotu tvaacuternosti což je způsobeno praacutevě velice omezenyacutem pohybem dislokaciacute v těchto materiaacutelech Tato vlastnost vyacuterazně snižuje mechanickeacute vlastnosti keramickyacutech materiaacutelů a tak omezuje jejich využitiacute jako materiaacutelu pro vysoce namaacutehaneacute konstrukčniacute prvky Malaacute pohyblivost dislokaciacute je způsobena v materiaacutelech s kovalentniacute vazbou tiacutem že pro pohyb dislokace je nutneacute přerušit směrově orientovaneacute vazby Přerušeniacutem těchto vazeb vznikajiacute vysokaacute P-N (Peierlsovo ndash Nabarrovo) napětiacute teacuteměř na uacuterovni pevnosti materiaacutelu Proto nedochaacuteziacute k teacuteměř žaacutedneacute plastickeacute deformaci ale rovnou ke křehkeacutemu lomu součaacutesti Daacutele je možnaacute zhoršenaacute maneacutevrovatelnost dislokaciacute v materiaacutelech s jednoduchou iontovou mřiacutežkou (MgO) Zde jsou napětiacute P-N podobnaacute jako u kovů ale neniacute splněna podmiacutenka pěti nezaacutevislyacutech skluzovyacutech systeacutemů a proto dochaacuteziacute k jevu že monokrystaly jsou tvaacuterneacute ale polykrystaly již tvaacuterneacute nejsou Ve většině keramickyacutech materiaacutelů dochaacuteziacute ke kombinaci obou přiacutepadů [24] Za rostouciacute teploty keramickyacutech materiaacutelů (stejně jako u dalšiacutech materiaacutelů) dochaacuteziacute k poklesu P-N napětiacute a tiacutem roste tvaacuternost Keramickeacute materiaacutely ale se staacutevajiacute tvaacuternyacutemi až teacuteměř při dosaženiacute teploty taveniacute [24]
KERAMICKEacute MATERIAacuteLY
15 UacuteST FSI VUT v Brně
133 Poruchy v keramickyacutech materiaacutelech
V keramickyacutech materiaacutelech se vyskytujiacute bodoveacute čaacuteroveacute a plošneacute poruchy materiaacutelu (teacutež nazyacutevaneacute dislokace) Bodoveacute poruchy vznikajiacute buď jako vakance (chybějiacuteciacute atom) intersticiaacutelniacute (uzavřeneacute atomy mimo svoji polohu v krystalickeacute mřiacutežce) atomy nebo ionty Daacutele se mohou vyskytovat atomy jineacute laacutetky uzavřeneacute v krystalickeacute struktuře Bodoveacute poruchy krystalickeacute mřiacutežky nejsou přiacuteliš vyacuteznamneacute protože jsou obvykle izolovaacuteny v maleacutem prostoru Nejvyacuteznamnějšiacute jsou poruchy čaacuteroveacute ktereacute umožňujiacute plastickou deformaci materiaacutelu Čaacuteroveacute poruchy jsou buď šrouboveacute hranoveacute nebo jejich kombinace Hranoveacute poruchy vznikajiacute tak že v některyacutech miacutestech přebyacutevaacute řada atomů Šrouboveacute poruchy vznikajiacute tak že roviny kolmeacute k dislokačniacute čaacuteře tvořiacute šroubovou plochu Plošneacute poruchy materiaacutelu majiacute vliv předevšiacutem na hraniciacutech zrn [12 24]
Obr 15 a) Hranovaacute b) šroubovaacute porucha materiaacutelu [25]
14 Vlastnosti keramickyacutech materiaacutelů
Keramickeacute materiaacutely majiacute rozdiacutelneacute vlastnosti ktereacute jsou zaacutevisleacute na samotneacutem chemickeacutem složeniacute a jeho čistotě krystalickeacute struktuře a na způsobu jakyacutem je keramickyacute materiaacutel zpracovaacuten Celeacute vyacuterobky z keramiky jsou z hlediska vlastnostiacute homogenniacute přestože jednotliveacute krystaly majiacute sveacute vlastnosti rozdiacutelneacute a i vlastnosti jednotliveacuteho krystalu v různyacutech směrech jsou odlišneacute To že vlastnosti konečneacuteho vyacuterobku jsou ve všech směrech stejneacute je způsobeno tiacutem že je ve vyacuterobku rozloženo velkeacute množstviacute nahodile rozmiacutestěnyacutech krystalů Dalšiacute vlastnostiacute keramiky je to že je poacuterovitaacute a to způsobuje že v některyacutech miacutestech je uzavřen vzduch tedy materiaacutel kteryacute nemaacute žaacutednou pevnost ani hmotnost Obecnyacutemi a velice důležityacutemi vlastnostmi keramickyacutech materiaacutelů je vysokaacute tvrdost žaacuteruvzdornost odolnost proti otěru i proti chemikaacuteliiacutem naopak nejsou odolneacute v tahu a ohybu (dochaacuteziacute ke křehkeacutemu lomu) Co se tyacuteče elektrickyacutech vlastnostiacute keramickeacute materiaacutely jsou obvykle izolanty ale neniacute to pravidlem a mohou se vyskytovat keramickeacute materiaacutely ktereacute jsou piezoelektrickeacute polovodiveacute nebo pyroelektrickeacute Podobně jako elektrickaacute vodivost i pro vodivost tepelnou jsou keramickeacute materiaacutely obvykle izolanty ale existujiacute i takoveacute ktereacute teplo vedou jako kovy [3 23]
141 Elastickeacute vlastnosti
Pokud jsou keramickeacute materiaacutely vystaveny kraacutetkodobeacutemu a relativně maleacutemu siloveacutemu působeniacute chovajiacute se dle Hookova zaacutekona (prodlouženiacute je přiacutemo uacuteměrneacute zatěžujiacuteciacutemu napětiacute) tedy elasticky a po odlehčeniacute se vraciacute do sveacuteho původniacuteho
a) b)
KERAMICKEacute MATERIAacuteLY
16 UacuteST FSI VUT v Brně
tvaru bez poškozeniacute Poměrneacute prodlouženiacute (nebo zkraacuteceniacute) v daneacute ose můžeme vypočiacutetat dle vztahů 11 až 13 [5 12]
kde εxyz [-] - poměrneacute prodlouženiacute
σxyz [Mpa] - normaacuteloveacute napětiacute v daneacute ose
Modul pružnosti je pro keramickeacute materiaacutely značně odlišnyacute pro běžnyacute porcelaacuten je hodnota přibližně 70 GPa naopak slinuteacute karbidickeacute keramiky mohou dosahovat hodnot až 500 GPa Širokyacute interval hodnot modulu pružnosti u keramickyacutech materiaacutelů je způsoben tiacutem že modul pružnosti ovlivňuje samotneacute složeniacute keramickeacuteho materiaacutelu daacutele jeho mikrostruktura (uspořaacutedaacuteniacute podiacuteloveacute zastoupeniacute jednotlivyacutech faacuteziacute) Pro dvoufaacutezoveacute systeacutemy (jednoho druhu keramickeacuteho materiaacutelu a poacuterů) je možneacute určit modul pružnosti dle empirickeacuteho vztahu 14 Keramickeacute materiaacutely dosahujiacute hodnot Poissonova čiacutesla v rozmeziacute od 017 do 036 [5 12]
kde E0 [GPa] - modul pružnosti keramickeacuteho materiaacutelu bez poacuterů
VP [-] - objemoveacute množstviacute poacuterů
ab [-] - součiniteleacute tvaru poacuterů [5]
142 Plastickeacute vlastnosti
Za normaacutelniacutech teplot je keramika obvykle tvrdaacute křehkaacute ale mohou nastat přiacutepady kdy tomu tak neniacute ani za normaacutelniacutech teplot Za zvyacutešenyacutech teplot dochaacuteziacute k plastickeacutemu chovaacuteniacute keramickyacutech materiaacutelů Za normaacutelniacutech teplot je možneacute dosaacutehnout plastickeacuteho chovaacuteniacute keramickyacutech materiaacutelů kdy dochaacuteziacute k deformaci pouze minimaacutelniacuteho množstviacute materiaacutelu relativně vysokyacutem zatiacuteženiacutem toto je splněno při měřeniacute mikrotvrdosti kdy po diamantoveacutem indentoru zůstane otisk v materiaacutelu [5 12] Pokud je deformovaacuten pouze jednotlivyacute krystal keramickeacuteho materiaacutelu dochaacuteziacute ke skluzu čaacutestiacute krystalu Tyto skluzy se vnikajiacute tak že dochaacuteziacute k přesmykovaacuteniacute ktereacute ještě ulehčujiacute čaacuteroveacute dislokace v krystalu Daacutele může vznikat plastickaacute deformace jednotliveacuteho krystalu dvojčatěniacutem Velikost možneacute plastickeacute deformace je značně ovlivňovaacutena pohyblivostiacute a maneacutevrovatelnostiacute dislokaciacute v materiaacutelu [5 12]
( )[ ] 1-times+-= Ezyxx ssmse (11)
( )[ ] 1-times+-= Eyzyy ssmse (12)
( )[ ] 1-times+-= Eyxzz ssmse (13)
( )2
0 1 PP bVaVEE +-= [GPa] (14)
KERAMICKEacute MATERIAacuteLY
17 UacuteST FSI VUT v Brně
143 Creep
Creep (pomaleacute tečeniacute) je vlastně plastickeacute deformovaacuteniacute materiaacutelu ktereacute je ale obvykle provaacuteděno za zvyacutešenyacutech teplot Jednaacute se o velice důležitou charakteristiku pro keramickeacute materiaacutely (keramika může byacutet zkoušena za teplot nad 1 000 degC) a proto bude pro creep věnovaacutena jedna samostatnaacute kapitola Creep se vyznačuje tiacutem že k němu dochaacuteziacute při dlouhodobeacutem zatiacuteženiacute (při namaacutehaacuteniacute ktereacute nedosahuje meze kluzu materiaacutelu) za zvyacutešeneacute teploty Vyacutestupem z těchto zkoušek je takovaacute znalost o materiaacutelu že je znaacutemo za jakou dobu při daneacute teplotě a zatiacuteženiacute dojde ke stanoveneacutemu prodlouženiacute zkušebniacuteho vzorku Teacuteto znalosti můžeme využiacutet při navrhovaacuteniacute žaacuteruvzdornyacutech keramickyacutech vyacuterobků [5 12]
Obr 16 Tečeniacute materiaacutelu za různyacutech teplot [5]
Křivky tečeniacute materiaacutelu zatiacuteženeacuteho stejnyacutem zatiacuteženiacutem ale při jineacute teplotě jsou vyobrazeny na obraacutezku 16 Po počaacutetečniacutem pružneacutem prodlouženiacute naacutesleduje faacuteze kdy rychlost tečeniacute pomalu klesaacute V posledniacute faacutezi dochaacuteziacute ke zvyacutešeniacute rychlosti což je způsobeno ztenčeniacutem průřezu zatěžovaneacuteho vzorku a daacutele takeacute vlivem dutin ktereacute se objevujiacute ve vzorku K porušeniacute vzorku ale může dojiacutet již ve druheacutem staacutediu tečeniacute [5 26]
kde eamp [s-1] - rychlost poměrneacuteho prodlouženiacute
T [degK] - absolutniacute teplota
k [-] - konstanta
T0 [-] - konstanta [5]
Rychlost deformovaacuteniacute vzorku je možneacute ze vztahu 15 ze ktereacuteho je patrneacute že zmiacuteněnaacute rychlost roste se zvyšujiacuteciacutem se napětiacute a teplotou Creep se u keramickyacutech
T
T
n ek0-
timestimes= seamp [s-1] (15)
KERAMICKEacute MATERIAacuteLY
18 UacuteST FSI VUT v Brně
materiaacutelů objevuje při dosaženiacute polovičniacute teploty než je teplota taacuteniacute daneacuteho keramickeacuteho materiaacutelu [5]
144 Pevnost
Deformace keramickyacutech materiaacutelů probiacutehaacute do teacute doby než se objeviacute křehkyacute lom v materiaacutelu Křehkyacute lom se objevuje protože se netvořiacute žaacutednaacute plastickaacute deformace viditelnaacute pouhyacutem okem Prvotniacute porušeniacute keramickyacutech materiaacutelů se objevuje na jejich povrchu Toto porušeniacute je často vyvolaacuteno tahovyacutemi napětiacutemi Odolnost keramickyacutech materiaacutelů je v tahu vyacuteznamně nižšiacute než v tlaku (až 10x nižšiacute v tahu) Materiaacutely použiacutevaneacute pro izolaci majiacute pevnost v tahu na uacuterovni 10 MPa tradičniacute keramickeacute vyacuterobky dosahujiacute pevnosti v tlaku až 150 MPa Pro vysoce čisteacute keramickeacute materiaacutely (Al2O3) s velikostiacute zrn v řaacutedu μm je možneacute dosaacutehnout vyacuterazně vyššiacutech pevnostiacute i v ohybu a to až 600 Mpa Daacutele se vyskytujiacute speciaacutelniacute keramickeacute materiaacutely s pevnostiacute v tahu až 1 000 MPa [12 27] Pevnost keramickyacutech materiaacutelů je ovlivňovaacutena mnoha faktory napřiacuteklad poacutery trhlinami velikostiacute zrn a inkluzemi Pro keramickeacute materiaacutely je z pohledu pevnosti velice důležityacute faktor poacuterovitosti kdy existence poacuterů zmenšuje průřez a daacutele působiacute jako koncentraacutetor napětiacute [5 12]
V tabulce 13 jsou uvedeny materiaacuteloveacute charakteristiky některyacutech keramickyacutech materiaacutelů Tab 13 Vybraneacute keramickeacute materiaacutely a jejich pevnost [3]
Materiaacutel E Rm (v tlaku) Rm (v ohybu)
[GPa] [MPa] [MPa]
Al2O3 400 - 410 3000 350 - 400
SiC 410 - 480 2000 250 - 400
Si3N4 200 - 310 1200 700 - 800
ZrO2 150 - 200 2000 100 - 200
145 Křehkost
Fakt že keramickeacute materiaacutely jsou křehkeacute je způsoben dvěma faktory jeden je principiaacutelniacute a druhyacute vedlejšiacute Principiaacutelniacute křehkost keramickyacutech materiaacutelů je způsobena tiacutem že přechodovaacute teplota keramiky je vyššiacute než běžnaacute teplota Pokud tento jev nastaacutevaacute tak neniacute materiaacutel schopen se teacuteměř vůbec plasticky deformovat a dochaacuteziacute ke křehkeacutemu lomu Je tedy ztiacuteženaacute pohyblivost a maneacutevrovatelnost dislokaciacute Dalšiacutem vlivem je že v materiaacutelech vaacutezaneacute kovalentniacute a iontovou vazbou je zhoršeneacute navaacutezaacuteniacute mřiacutežek na hraniciacutech zrn což maacute za naacutesledek že pevnost mezi zrny je sniacutežena Vedlejšiacutemi přiacutečinami jsou obecně nehomogenity v materiaacutelu špatneacute slinutiacute a tiacutem dalšiacute oslabeniacute vazeb na hraniciacutech zrn nebo existence skelneacute faacuteze Daacutele se vyskytujiacute poacutery a trhliny Vedlejšiacute přiacutečiny jsou obvykle důvodem k porušeniacute u tradičniacute keramiky u technickeacute keramiky je tento jev již značně omezen ale staacutele se může vyskytovat [5 12]
KERAMICKEacute MATERIAacuteLY
19 UacuteST FSI VUT v Brně
146 Tvrdost
Obecnaacute definice tvrdosti materiaacutelu je že tvrdost je odpor materiaacutelu před vnikaacuteniacutem ciziacuteho objektu do materiaacutelu Je velkeacute množstviacute metod pro měřeniacute tvrdosti ktereacute jsou vhodneacute pro různeacute materiaacutely Pro měřeniacute tvrdosti jsou vhodneacute naacutesledujiacuteciacute metody Rockwell Vickers a Knoop Tvrdost keramiky dosahuje na Mohsově stupnici hodnot 8 ndash 9 pro technickou oxidickou keramiku a 9 ndash 95 pro keramiku neoxidickou Po diamantu kteryacute maacute tvrdost 10 se jednaacute o nejtvrdšiacute materiaacutely jakeacute se vyskytujiacute [3 5]
15 Vyacuteroba keramickyacutech materiaacutelů
Nejobvyklejšiacute způsob vyacuteroby keramiky je použitiacute praacuteškoveacute směsi a jejiacute naacutesledneacute slinovaacuteniacute za vysokeacute teploty Slinovaacuteniacutem dochaacuteziacute takeacute ke zhutněniacute směsi (sniacuteženiacute obsahu poacuterů) Vzhledem k působeniacute vysokyacutech teplot může dojiacutet ke změně vlastnostiacute a vyacuteslednyacute vyacuterobek může miacutet jineacute vlastnosti než vstupniacute surovina Pro tradičniacute keramiku jsou jako krystalickeacute faacuteze typickeacute přiacuterodniacute materiaacutely Naopak pro pokročileacute technickeacute keramickeacute materiaacutely jsou využiacutevaacuteny materiaacutely ktereacute neniacute možneacute v přiacuterodě naleacutezt Vyacuteroba keramickyacutech materiaacutelů je složena z několika kroků Prvotniacutem krokem je přiacuteprava směsi pokračuje se vytvarovaacuteniacutem do požadovaneacuteho tvaru a poteacute je vyacuterobek dehydratovaacuten Konečnou uacutepravou je zpravidla nějakyacute druh tepelneacuteho zpracovaacuteniacute kdy nejčastěji se využiacutevaacute vypalovaacuteniacute u tradičniacute keramiky a slinovaacuteniacute u keramiky technickeacute [1 2 5]
151 Přiacuteprava směsi
Vyacuteslednaacute kvalita a takeacute technologie vyacuteroby keramickyacutech materiaacutelů je značně zaacutevislaacute na kvalitě vstupniacutech surovin Vlastnosti ktereacute se sledujiacute u vstupniacutech surovin pro keramickeacute materiaacutely jsou např chemickeacute složeniacute velikost tvar a povrch zrn Přiacuterodniacute materiaacutely jsou obvykle značně rozdiacutelneacute a proto je nutneacute vlastnosti vstupniacutech materiaacutelů sledovat Přiacuteprava směsiacute obvykle probiacutehaacute tak že materiaacutely jsou smiacutechaacuteny a namlety naraacutez Je nutneacute použiacutevat takoveacute mleciacute kameny aby nedochaacutezelo k jejich porušovaacuteniacutem a tiacutem přimiacutechaacutevaacuteniacute nežaacutedouciacutech přiacuteměsiacute do mleteacute směsi Pro sniacuteženiacute poacuterovitosti je vhodneacute miacutet rozdiacutelně velkeacute čaacutestice a to z toho důvodu že při vytvarovaacuteniacute dojde k vyplněniacute volnyacutech prostorů mezi většiacutemi čaacutesticemi čaacutesticemi menšiacutemi Miacuteseniacute může probiacutehat bez přimiacutechaacuteniacute kapaliny (obvykle voda) nebo v suspenzi V přiacutepadě miacuteseniacute s vodou je nutneacute tuto vodu po promiacuteseniacute odstranit např rozprašovaacuteniacutem Vyacutesledkem je čistyacute granulaacutet ve ktereacutem jsou smiacutechaneacute všechny materiaacutely [5]
152 Tvarovaacuteniacute
Tvarovaacuteniacute začiacutenaacute aglomeraciacute jehož podstata je v tom že do směsi keramickyacutech praacutešků se přidajiacute dalšiacute laacutetky Jsou přidaacutevaacuteny takoveacute laacutetky aby bylo možneacute vytvořit ze sucheacuteho praacutešku požadovanyacute tvar vyacutesledneacuteho vyacuterobku a takeacute usnadnit jeho tvarovaacuteniacute a celkově zlepšit jeho vlastnosti Přidaacutevajiacute se různaacute pojiva maziva a daacutele můžou byacutet použita smaacutečedla Tvarovaacuteniacute může probiacutehat za tepla ale takeacute za studena (za normaacutelniacute teploty) ktereacute je použiacutevaacuteno častěji Nejčastěji se pro tvarovaacuteniacute využiacutevaacute různyacutech druhů lisovaacuteniacute popřiacutepadě litiacute vstřikovaacuteniacute nebo vytlačovaacuteniacute Ciacutelem tvarovaacuteniacute je jednak vytvořit zaacutekladniacute tvar keramickeacuteho vyacuterobku zajistit jeho určitou hutnost a takeacute zajistit aby takto zpracovanyacute polotovar ziacuteskal dostatečnou pevnost pro manipulaci během vyacuteroby [1 2 4 7]
KERAMICKEacute MATERIAacuteLY
20 UacuteST FSI VUT v Brně
Tab 14 Metody pro tvarovaacuteniacute keramiky [28]
Lisovaacuteniacute Pro lisovaacuteniacute se obvykle použiacutevaacute suchyacutech přiacutepadně polosuchyacutech směsiacute (vlhkost do 15 ) ale mohou se lisovat i směsi mokreacute Rozhodnutiacute jakyacute způsob (suchaacute nebo mokraacute směs) se použije zaacutevisiacute na druhu zpracovaacutevaneacuteho materiaacutelu Suchyacutech směsiacute se využiacutevaacute pro lisovaacuteniacute běžnyacutech keramickyacutech vyacuterobků jako jsou např dlaždice Maximaacutelniacute tlak použiacutevanyacute pro běžneacute jednosměrneacute lisovaacuteniacute je až 200 MPa Vlastnosti lisovanyacutech vyacuterobků nejsou homogenniacute což je způsobeno třeniacutem mezi stěnami formy a keramickyacutem materiaacutelem Pro zlepšeniacute vlastnostiacute se daacutele použiacutevaacute oboustranneacuteho nebo izostatickeacuteho lisovaacuteniacute (lisovaacuteniacute ze všech stran) Dalšiacutemi použiacutevanyacutemi druhy lisovaacuteniacute jsou přetokoveacute piacutestoveacute a žaacuteroveacute lisovaacuteniacute [4 7 24] Přetokoveacute lisovaacuteniacute Pro přetokoveacute lisovaacuteniacute se použiacutevaacute otevřenyacutech kovovyacutech forem jejichž hloubka je shodnaacute s vyacuteslednou vyacuteškou vyacutelisku Použiacutevaacute se lisovaciacutech tlaků v rozmeziacute 5 až 8 MPa Je nutneacute zajistit dostatečnou pevnost vyacutelisku pro jeho manipulaci Vhodneacute pro tvarově složitějšiacute vyacutelisky [7] Piacutestoveacute lisovaacuteniacute Vhodneacute pro vyacuterobu vyacutelisků s minimaacutelniacutem obsahem vody Pro vysokou kvalitu vyacutelisku je nutneacute zajistit rovnoměrneacute rozloženiacute směsi ve vyacutelisku proto je nutneacute sledovat naacutesyp směsi do formy Dalšiacutemi důležityacutemi faktory pro piacutestoveacute lisovaacuteniacute je působeniacute poměr vyacutešky a průměru požiteacute formy a působeniacute lisovaciacutech siacutel [7] Izostatickeacute lisovaacuteniacute Pro tento způsob lisovaacuteniacute se použiacutevaacute směsiacute ktereacute majiacute niacutezkyacute obsah vody a použiacutevaacute se velkyacutech lisovaciacutech tlaků v rozmeziacute 100 až 400 MPa Izostatickeacute lisovaacuteniacute je vyacutehodneacute protože dochaacuteziacute k působeniacute lisovaciacute siacutely ve všech směrech Tiacutem dochaacuteziacute ke zlepšeniacute vyacuteslednyacutech vlastnostiacute z důvodu zvyacutešeniacute homogenity vyacutelisku Izostatickeacute lisovaacuteniacute může probiacutehat do sucheacute nebo do mokreacute formy Lisovaacuteniacute do sucheacute formy je vhodneacute pro menšiacute vyacutelisky ktereacute jsou tvarově složitějšiacute Mokryacutech forem se využiacutevaacute na velkeacute a tvarově jednoducheacute odlitky [7]
KERAMICKEacute MATERIAacuteLY
21 UacuteST FSI VUT v Brně
Žaacuteroveacute lisovaacuteniacute Velice naacuteročnaacute a drahaacute metoda zpracovaacuteniacute keramickyacutech materiaacutelů což je způsobeno tiacutem že se lisuje za velice vysokyacutech teplot ktereacute dosahujiacute až 2 000 degC za použitiacute ochranneacute atmosfeacutery Použiacutevaacute se lisovaciacutech tlaků ve vyacuteši 40 až 60 MPa Metoda vhodnaacute pro technickou oxidovou nebo neoxidovou keramiku a diacuteky slinovaacuteniacute (dosahuje se vyššiacutech teplot než při běžneacutem slinovaacuteniacute) ktereacute při žaacuteroveacutem lisovaacuteniacute nastaacutevaacute dochaacuteziacute ke zhutněniacute materiaacutelu a dosahuje se objemoveacute hmotnosti teacuteměř stejneacute jako je hustota čisteacuteho materiaacutelu [5 7] Izostatickeacute žaacuteroveacute lisovaacuteniacute Pro tento druh lisovaacuteniacute se použiacutevaacute inertniacutech plynů Nejprve se vylisuje prvotniacute vyacutelisek (obvykle piacutestovyacutem nebo izostatickyacutem způsobem) a takto připravenyacute vyacutelisek je možneacute ještě vypaacutelit Poteacute je uzavřen do pouzdra kteryacutem nemůže proniknout inertniacute plyn Takto je poteacute uložen do naacutedoby s inertniacutem plynem a vložen do pece Plyn působiacute lisovaciacutem tlakem Takto vyrobenyacute vyacuterobek maacute objemovou hmotnost teacuteměř shodnou s hustotou a takeacute vysokou pevnost Obvykle naacutesledujiacute dalšiacute uacutepravy vyacuterobku předevšiacutem jeho broušeniacute Slinovaacuteniacute je ovlivňovaacuteno teplotou a tlakem viz obraacutezek 17 [5 7]
Obr 17 Vliv teploty a tlaku na slinovaacuteniacute Al2O3 [5]
Suspenzniacute litiacute Metoda suspezniacuteho litiacute je vhodnaacute pro tenkostěnneacute složiteacute a nesymetrickeacute vyacuterobky Pro vyacuterobu se použiacutevaacute saacutedrovyacutech forem Jakmile je suspenze nalita do formy forma nasaje čaacutest vody a tiacutem se na rozhraniacute formy a směsi vytvořiacute slupka Po určiteacutem čase se vylije přebytečnaacute suspenze z formy Tenkostěnneacute vyacuterobky je nutneacute nechat odsaacutevat vodu několik minut a tlustostěnneacute vyacuterobky i několik hodin Vyacuterobek se z formy vyjiacuteme až v okamžiku kdy dosaacutehne dostatečneacute pevnosti aby bylo
KERAMICKEacute MATERIAacuteLY
22 UacuteST FSI VUT v Brně
možneacute s vyacuterobkem manipulovat Postup vyacuteroby tenkostěnneacuteho vyacuterobku je na obraacutezku 18 a plneacuteho diacutelu na obraacutezku 19 [1 29]
Injekčniacute vstřikovaacuteniacute Podstatou vstřikovaacuteniacute je že do formy je za pomoci tlaku vstřiacuteknuta suspenze ve ktereacute je obsažen keramickyacute materiaacutel V okamžiku kdy polotovar ziacuteskaacute manipulačniacute pevnost je vytažen z formy Po zformovaacuteniacute je za zvyacutešeneacute teploty odstraněno termoplastickeacute pojivo a naacutesleduje slinovaacuteniacute Metoda injekčniacuteho vstřikovaacuteniacute je vhodnaacute pro vyacuterobu velkeacuteho množstviacute rozměrově menšiacutech a tvarově stejnyacutech vyacuterobků Použiacutevaacute se pro vyacuterobu lopatek turbiacuten ventilů nebo biokeramickyacutech proteacutez Nevyacutehodou je nutnost investovat velkeacute finančniacute prostředky na pořiacutezeniacute strojů a forem [1] Vytlačovaacuteniacute Tvar vyacutesledneacuteho vyacuterobku je u vytlačovaacuteniacute dosažen tak že se vytlačuje směs pojiva a keramickeacuteho praacutešku přes naacutestroj Metoda použiacutevanaacute pro vyacuterobu profilů izolaacutetorů pro elektrotechnickyacute průmysl a jinyacutech vyacuterobků z technickeacute keramiky [1]
153 Sušeniacute
Polotovary keramickyacutech vyacuterobků se sušiacute z důvody sniacuteženiacute množstviacute pojiva ktereacute bylo do směsi přidaacuteno aby bylo možneacute vyacuterobek vytvarovat Teplota sušeniacute je zaacutevislaacute na požiteacutem pojivu ve směsi Pokud je použita voda sušeniacute probiacutehaacute při
KERAMICKEacute MATERIAacuteLY
23 UacuteST FSI VUT v Brně
teplotaacutech do 100 degC ale pokud je obsaženo nějakeacute pojivo na baacutezi organickeacuteho materiaacutelu je teplota až 300 degC Sušiacute se po dobu 1 dne i deacutele v zaacutevislosti na velikosti vyacuterobku Při sušeniacute dochaacuteziacute k poklesu objemu polotovaru dochaacuteziacute ke styku jednotlivyacutech zrn keramickeacuteho materiaacutelu což je způsobeno odpařovaacuteniacutem pojiva z polotovaru Při dosaženiacute kritickeacute dochaacuteziacute k naacuterůstu kapilaacuterniacutech sil ktereacute způsobujiacute smrštěniacute polotovaru Smršťovaacuteniacute probiacutehaacute až do okamžiku kdy dojde k doteku jednotlivyacutech krystalů Je nutneacute vysušit polotovar rovnoměrně aby nevznikala tahovaacute napětiacute Při jejich vzniku dochaacuteziacute ke sniacuteženiacute pevnosti kdy může nastat i porušeniacute vyacuterobku [1]
Posledniacute čaacutestiacute řetězce při vyacuterobě keramickyacutech vyacuterobků je tepelneacute zpracovaacuteniacute Přiacute slinovaacuteniacute dochaacuteziacute k redukci velikosti poacuterů v materiaacutelu Tiacutem dochaacuteziacute ke zpevněniacute a tak ziacuteskaacutevaacute vyacuterobek konečnou pevnost Působeniacutem difůze mezi zrny dochaacuteziacute ke spojeniacute jednotlivyacutech zrn v jeden celek Teploty pro slinovaacuteniacute keramiky je v intervalu od 1 000 degC ndash 1 400 degC Žaacuteruvzdorneacute materiaacutely a technickou keramiku je nutneacute slinovat za teplot vyššiacutech a to až 1 700 degC Doba slinovaacuteniacute je obvykle značně dlouhaacute (v řaacutedu desiacutetek hodin) Toto je daacuteno tiacutem že je nutneacute dlouho vyacuterobek nahřiacutevat poteacute naacutesleduje samotneacute slinovaacuteniacute a pak velice pomaleacute ochlazovaacuteniacute Rychlost ochlazovaacuteniacute neniacute možneacute zvyacutešit jinak by došlo ke vzniku nežaacutedouciacutech napětiacute a tiacutem ke sniacuteženiacute pevnosti [1 4 5 29 30]
Obr 19 Princip slinovaacuteniacute jak probiacutehaacute v mikrostruktuře materiaacutelu [31]
Pro obraacuteběniacute obecně je jedniacutem z nejdůležitějšiacutech parametrů kteryacute ovlivňuje průběh obraacuteběniacute i vyacuteslednou kvalitu obrobku je obrobitelnost materiaacutelu Obrobitelnost keramickyacutech materiaacutelů je velice niacutezkaacute což je daacuteno předevšiacutem vysokou tvrdostiacute keramiky a tiacutem odolnosti proti vnikaacuteniacute ciziacutech těles do materiaacutelu Obraacuteběniacute keramickyacutech materiaacutelů je proto vysoce naacuteročneacute na naacutestroje a je maacutelo produktivniacute a proto takeacute velice draheacute Proto se keramickeacute materiaacutely zpracovaacutevajiacute rovnou do vyacuteslednyacutech tvarů pomociacute klasickyacutech metod zpracovaacuteniacute keramickyacutech materiaacutelů jako je např vytlačovaacuteniacute suspenzniacute litiacute nebo lisovaacuteniacute Pokud je obraacuteběniacute využiacutevaacuteno pak obvykle nějakyacutem způsobem dokončovaciacuteho obraacuteběniacute kde typickyacutem představitelem je broušeniacute nebo nějakyacutem z nekonvenčniacutech způsobů obraacuteběniacute jako je napřiacuteklad obraacuteběniacute laserem nebo ultrazvukem ktereacute jsou obecně vhodnějšiacute než konvečniacute metody obraacuteběniacute naacutestroji s definovanou geometriiacute Probleacutemem konvenčniacuteho způsobu obraacuteběniacute je že tvrdost naacutestroje musiacute byacutet vyššiacute než obraacuteběneacuteho materiaacutelu aby bylo vůbec možneacute vniknout naacutestrojem do obrobku a zahaacutejit proces řezaacuteniacute Pro konvenčniacute metody (a i pro experimentaacutelniacute čaacutest byl použit) jsou obvykle použiacutevaacuteny naacutestroje z polykrystalickeacuteho diamantu nebo kubickeacuteho nitridu boacuteru Vzhledem k vysokeacute tvrdosti keramiky ale i u polykrystalickeacuteho diamantu dochaacuteziacute k rychleacutemu opotřebeniacute břitu a to maacute velkyacute vliv na zmiacuteněnou produktivitu a cenu obraacuteběniacute Obecně je ale obrobitelnost jednotlivyacutech keramickyacutech materiaacutelů různaacute a zaacutevisiacute na materiaacutelech použityacutech pro vyacuterobu na způsobu zpracovaacuteniacute a poteacute na samotnyacutech řeznyacutech podmiacutenkaacutech [9 10 11]
Společnyacutem znakem všech způsobů obraacuteběniacute je že je nutneacute v materiaacutelu vytvořit minimaacutelně jednu anebo většiacute množstviacute prasklin a ty poteacute rozšiřovat v požadovaneacutem směru Povrch je tvořen soustavou lomovyacutech ploch přiacutepadně jednou lomovou plochou Trhlinu v materiaacutelu můžeme vytvořit pomociacute siloveacuteho působeniacute do materiaacutelu nebo pomociacute vysoce zkoncetrovaneacuteho energetickeacuteho paprsku (laser) Pokud vytvaacuteřiacuteme trhlinu mechanicky dochaacuteziacute k jejiacutemu vzniku tak že do materiaacutelu je vtlačovaacuten hrot nebo kliacuten Tyto naacutestroje nejsou nikdy dokonale ostreacute a majiacute nějakyacute poloměr zaobleniacute a proto dochaacuteziacute v miacutestě dotyku s obraacuteběnyacutem materiaacutelem ke vzniku kontaktniacute plošky pomociacute ktereacute se přenaacutešiacute vzaacutejemneacute siloveacute působeniacute V těchto miacutestech dochaacuteziacute k vysokyacutem tlakovyacutem zatiacuteženiacutem ktereacute ve směru do obraacuteběneacuteho materiaacutelu ustupujiacute a naopak se měniacute v zatiacuteženiacute tahoveacute Kromě tlakovyacutech a tahovyacutech napětiacute se v materiaacutelu vyskytuje i napětiacute smykoveacute [12]
Prvotně dochaacuteziacute k pružneacute deformaci materiaacutelu a při dosaženiacute meze kluzu dochaacuteziacute k nevratnyacutem změnaacutem v materiaacutelu Dochaacuteziacute ke vzniku trhlin a ty se daacutele šiacuteřiacute materiaacutelem Vzhledem ke složitosti krystalickeacute mřiacutežky kterou majiacute keramickeacute materiaacutely je pro atomy ve struktuře těžkeacute najiacutet novou rovnovaacutežnou polohu po siloveacutem působeniacute toto způsobuje vysokou křehkost keramiky a tiacutem rychlyacute vznik a šiacuteřeniacute trhlin keramickyacutemi materiaacutely [12]
Ke vzniku trhlin může dochaacutezet v některyacutech přiacutepadech až po jeho odlehčeniacute a to takovyacutem způsobem že dojde k narušeniacute materiaacutelu pod povrchem (plastickeacute deformaci) Působeniacutem sil na obraacuteběnyacute materiaacutel dochaacuteziacute k již zmiacuteněnyacutem tlakovyacutem silaacutem kteraacute zaacuteroveň braacuteniacute k oddaacuteleniacute atomů od sebe a tiacutem braacuteniacute vzniku praskliny Až po naacutesledneacutem uvolněniacute dochaacuteziacute k naacuterůstu tahovyacutech napětiacute a tiacutem k samotneacute tvorbě praskliny Toto odpruženiacute může vyvolat vylomeniacute střepů z povrchu materiaacutelu [12]
Jednaacute se o technologii podobnou broušeniacute ale nedochaacuteziacute ke smykoveacutemu napětiacute mezi naacutestrojem a obrobkem a takeacute je jinyacute mechanismus působeniacute abrazivniacuteho zrna na obraacuteběnyacute materiaacutel Podstatou obraacuteběniacute ultrazvukem je vrhaacuteniacute abrazivniacutech zrn vysokou rychlostiacute proti materiaacutelu obrobku Při naacuterazu se kinetickaacute energie čaacutestice měniacute na deformačniacute praacuteci Diacuteky křehkosti keramiky stačiacute i malaacute zrna (disponujiacuteciacute relativně malou kinetickou energiiacute) k vytvořeniacute trhlin a pokud dojde ke spojeniacute dvou (nebo viacutece) trhlin vzniknou maleacute čaacutestice ktereacute po naacutesledujiacuteciacutem naacuterazu dalšiacute čaacutestice jsou vytrženyacute z materiaacutelu Naacutestrojovaacute hlava neniacute nijak tvarově omezena a je proto možneacute vytvaacuteřet různeacute otvory nebo zahloubeniacute Jako naacutestrojovyacute materiaacutel je obvykle použita ocel Tento naacutestroj kmitaacute s frekvenciacute 10 až 20 kHz Zrna jsou mezi materiaacutelem a naacutestrojem a jsou ve formě suspenze kdy jsou smiacutechaacutena s lihem benziacutenem nebo vodou Přiacutetomnost kapaliny ulehčuje pronikaacuteniacute energie do miacutesta obraacuteběniacute Jako abrazivniacutech zrna se využiacutevaacute oxid hlinityacute karbid boacuteru karbid křemiacuteku nebo pro nejtvrdšiacute materiaacutely zrna diamantovaacute Velikost zrn je 10-100 μm [12 13]
Obr 21 Obraacuteběniacute ultrazvukem [12]
22 Otryskaacutevaacuteniacute
Otryskaacutevaacuteniacute je metoda obraacuteběniacute kteraacute je značně podobnaacute obraacuteběniacute ultrazvukem ale na energii abrazivniacutem zrnům miacutesto generaacutetoru kmitů dodaacutevaacute vrhaciacute zařiacutezeniacute Otryskaacutevaacuteniacute se využiacutevaacute jako k vrtaacuteniacute otvorů děleniacute materiaacutelů ale takeacute k meacuteně naacuteročneacutemu opracovaacuteniacute jako je zdrsněniacute povrchu nebo jeho dekorace Použiacutevanyacutemi
materiaacutely jsou oxid hlinityacute karbid křemiacuteku nebo pouze křemennyacute piacutesek (z tohoto materiaacutelu pochaacuteziacute rozšiacuteřenyacute naacutezev bdquopiacuteskovaacuteniacuteldquo) Velikost čaacutestic se pohybuje od 10 μm až po jednotky mm Toto maacute samozřejmě vliv i na vyacuteslednou přesnost opracovaacuteniacute i na kvalitu povrchu [12]
23 Obraacuteběniacute laserem
Laser je vhodnyacute pro obraacuteběniacute pokud je materiaacutel schopen pohlcovat světelnou energii Daacutele je důležitaacute takeacute tepelnaacute vodivost a odrazivost materiaacutelu určeneacuteho pro obraacuteběniacute laserem Čiacutem viacutece materiaacutel pohltiacute zaacuteřeniacute a čiacutem horšiacute maacute tepelnou vodivost a odrazivost tiacutem je vhodnějšiacute ke zpracovaacuteniacute laserem [12]
Laserem je možneacute vytvořit lokaacutelniacute poškozeniacute tak že laserem je zkoncentrovaacutena energie do jednoho miacutesta tak že dojde k taveniacute a poteacute k naacutesledneacutemu odpařovaacuteniacute materiaacutelu Na obvodu paprsku dochaacuteziacute k taveniacute materiaacutelu (diacuteky nižšiacute koncentraci energie) a uprostřed laseroveacuteho paprsku k jeho odpařovaacuteniacute Laseru se využiacutevaacute pro vrtaacuteniacute otvorů nebo na řezaacuteniacute Obvykle se použiacutevaacute pulzniacutech laserů kdy každyacute pulz v přiacutepadě vrtaacuteniacute malyacutech otvorů vytvořiacute otvor o hloubce a průměru přibližně desetiny mm Velkeacute otvory jsou vytvaacuteřeny tak že laser tvořiacute draacutehu o průměru otvoru Vyššiacute přesnosti otvoru se dosaacutehne přiacutepadně naacuteslednyacutem lapovaacuteniacutem otvoru Daacutele se lasery využiacutevajiacute na tvorbu ryacuteh na povrchu materiaacutelu Charakteristickyacutemi vlastnostmi laserů je vlnovaacute deacutelka jmenovityacute vyacutekon a pracovniacute režim [12]
23 Broušeniacute
Broušeniacute je jednou z dokončovaciacutech metod obraacuteběniacute Kdy působeniacutem abrazivniacutech zrn na materiaacutel dochaacuteziacute k oddělovaacuteniacute malyacutech třiacutesek z povrchu obrobku Brusnaacute zrna jsou umiacutestěna v brusneacutem naacutestroji naacutehodně a tedy vyacuteslednyacute naacutestroj nemaacute definovanou geometrii Brusnyacute kotouč je k obrobku přitlačovaacuten a zaacuteroveň vykonaacutevaacute posuvnyacute pohyb Jako brusneacute naacutestroje pro keramickeacute materiaacutely je využiacutevaacuteno diamantu karbidu křemiacuteku nebo oxidu hliniteacuteho Zrna miacutevajiacute velikost od jednotek do několika stovek μm v zaacutevislosti na požadavciacutech na vyacuteslednou kvalitu povrchu Zrna byacutevajiacute obvykle pevně spojena (vaacutezaneacute brusivo) ale někdy se využiacutevajiacute i zrna volnaacute ve formě suspenze (zrna v kapalině) Při broušeniacute jsou brusnaacute zrna vtlačovaacutena do obraacuteběneacuteho materiaacutelu po ktereacutem se smyacutekajiacute a odvalujiacute V miacutestě kontaktu jsou vysokaacute napětiacute a může dochaacutezet takeacute k plastickyacutem deformaciacutem (mikroskopickyacute rozsah) Oddělovaacuteniacute materiaacutelu dochaacuteziacute tak že zrna vylamujiacute a vytrhaacutevajiacute maleacute čaacutestice po odlehčeniacute může dochaacutezet k odpryacuteskaacutevaacuteniacute malyacutech čaacutestic Nejdůležitějšiacutemi parametry broušeniacute je měrnyacute vyacutekon broušeniacute objemovaacute uacutečinnost naacutestroje a měrnaacute energie broušeniacute [12]
24 Freacutezovaacuteniacute soustruženiacute a vrtaacuteniacute
Keramickeacute materiaacutely je možneacute obraacutebět i konvenčniacutemi metodami obraacuteběniacute ale je nutneacute použiacutevat naacutestroje na baacutezi polykrystalickeacuteho diamantu přiacutepadně kubickeacuteho nitridu boacuteru Pro zvyacutešeniacute trvanlivosti naacutestrojů a zkraacuteceniacute doby obraacuteběniacute je vhodneacute využiacutet předevšiacutem laseru na přiacutepravu obrobku z keramickeacuteho materiaacutelu a poteacute pouze
dokončit některou z konvenčniacutech metod obraacuteběniacute Vzhledem k vysokeacute křehkosti dochaacuteziacute při vnikaacuteniacute naacutestroje do keramiky k tvorbě trhlin v materiaacutelu takto narušenyacute materiaacutel se vylamuje a odpryacuteskaacutevaacute od povrchu Je nutneacute při obraacuteběniacute keramiky obraacutebět nižšiacutemi posuvovyacutemi rychlostmi protože dochaacuteziacute k vysokeacutemu naacuterůstu řeznyacutech sil a bylo by možneacute naacutesledneacute porušeniacute obrobku Třiacuteska vznikaacute obdobnyacutem způsobem jako při broušeniacute keramickyacutech materiaacutelů [12]
25 Freacutezovaacuteniacute
Freacutezovaacuteniacute probiacutehaacute rotačniacutem naacutestrojem kteryacute konaacute hlavniacute řeznyacute pohyb Posuvovyacute pohyb obvykle vykonaacutevaacute obraacuteběnaacute součaacutest a obvykle je v zaacuteběru několik zubů freacutezy Tvořiacute se třiacuteska kteraacute maacute proměnlivou tloušťku [17]
Freacutezovaacuteniacute obecně se rozděluje dle naacutestrojů na freacutezovaacuteniacute vaacutelcoveacute a čelniacute Z těchto zaacutekladniacutech druhů vychaacuteziacute dalšiacute druhy jako je freacutezovaacuteniacute okružniacute a planetoveacute Dalšiacute rozděleniacute je možneacute dle pohybů freacutezy a obrobku na sousledneacute a nesousledneacute [17]
251 Vaacutelcoveacute freacutezovaacuteniacute
Vaacutelcoveacute freacutezovaniacute probiacutehaacute freacutezou ve tvaru vaacutelce kdy jsou zuby vytvořeny jen po obvodu naacutestroje Použiacutevajiacute se předevšiacutem vaacutelcoveacute a tvaroveacute freacutezy Hloubka vrstvy odebiacuteraneacute freacutezou se nastavuje kolmo na posuvovou složku pohybu [17]
Sousledneacute freacutezovaacuteniacute
Naacutestroj rotuje ve směru posuvu obrobku a třiacuteska začiacutenaacute na maximaacutelniacutem průřezu a postupně se zmenšuje až na nulovou tloušťku Vyacuteslednaacute plocha tvořenaacute freacutezou vznikaacute při vyacutestupu freacutezy z materiaacutelu Pro sousledneacute freacutezovaacuteniacute je nutneacute vymezit vůli mezi posuvovyacutem šroubem a maticiacute stolu stroje Sousledneacute freacutezovaacuteniacute je na obraacutezku 22 [17]
Probiacutehaacute opačně než sousledneacute freacutezovaacuteniacute Naacutestroj konaacute rotačniacute pohyb proti směru posuvoveacuteho pohybu obrobku a tiacutem je tvořena vyacuteslednaacute plocha při vstupu freacutezy do materiaacutelu Třiacuteska postupně narůstaacute od nuloveacute tloušťky do maxima viz obraacutezek 23 [17]
Čelniacute freacuteza maacute zuby vytvořeny jak na obvodu tak na čele a hlavniacute osa je kolmaacute na směr posuvoveacute rychlosti Při symetrickeacutem čelniacutem freacutezovaacuteniacute je osa naacutestroje shodnaacute s osou symetrie obraacuteběneacute plochy viz obraacutezek 24 [17]
Obr 24 a) Čelniacute symetrickeacute freacutezovaacuteniacute b) Čelniacute nesymetrickeacute freacutezovaacuteniacute [17]
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
UacuteVOD
8 UacuteST FSI VUT v Brně
252 Čelniacute freacutezovaacuteniacute 28
31 Popis experimentu 29
32 Naacutestroj 30
33 Stroj 31
34 Vzorek keramiky 32
35 Měřidla použitaacute k vyhodnoceniacute experimentu 33
38 Drsnost povrchu obrobeneacuteho povrchu vzorku 44
381 Vliv posuvoveacute rychlosti na drsnost povrchu 45
382 Vliv řezneacute rychlosti na drsnost povrchu 47
39 Třiacuteska a opotřebeniacute břitoveacute destičky 50
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor 51
3101 Řeznyacute vyacutekon 51
3102 Měrnyacute řeznyacute odpor 52
4 Diskuse 54
Zaacutevěr 55
Seznam použityacutech zdrojů 56
Seznam použityacutech symbolů a zkratek 59
Seznam přiacuteloh 61
UacuteVOD
9 UacuteST FSI VUT v Brně
UacuteVOD
Mezi keramickeacute materiaacutely je možneacute řadit takoveacute materiaacutely ktereacute jsou anorganickeacuteho a nekovoveacuteho charakteru a jsou vaacutezaacuteny kovalentniacutemi iontovyacutemi nebo iontově-kovalentniacutemi vazbami Keramickeacute materiaacutely jsou využiacutevaacuteny pro širokeacute spektrum vyacuterobků Od tradičniacutech keramickyacutech materiaacutelů jako jsou cihly dlaždice sanitaacuterniacute keramika a dalšiacute běžneacute vyacuterobky až po pokročilou technickou keramiku kteraacute je využiacutevaacutena v průmyslu předevšiacutem z důvodů jejiacute žaacuteruvzdornosti odolnosti proti působeniacute chemikaacuteliiacute odolnosti proti opotřebeniacute tvrdosti a dalšiacutem jedinečnyacutem vlastnostem Moderniacute vyacuterobky z technickeacute keramiky již majiacute i vysokou pevnost nejen v tlaku ale i v tahu a ohybu a proto dochaacuteziacute k velkeacutemu rozvoji technickeacute keramiky Napřiacuteklad již byl vyvinut spalovaciacute motor kde byly z převaacutežneacute čaacutesti použity keramickeacute materiaacutely jako konstrukčniacuteho materiaacutelu Vyacuteroba z keramickyacutech materiaacutelů je naacuteročnaacute předevšiacutem z energetickeacuteho hlediska z důvodu sušeniacute a tepelneacuteho zpracovaacuteniacute po vytvarovaacuteniacute vyacuterobku do požadovaneacuteho tvaru
Se staacutele rostouciacutemi požadavky na keramickeacute vyacuterobky se měniacute i způsoby jejich konečneacuteho zpracovaacuteniacute kdy se začiacutenaacute prosazovat i obraacuteběniacute Keramickeacute materiaacutely se velice těžce obraacutebiacute což je způsobeno vysokou tvrdostiacute a tiacutem že jsou vyacuterobky z keramickyacutech materiaacutelů velice křehkeacute Obvykle se obraacutebiacute broušeniacutem ale je možneacute použiacutevat i dalšiacute způsoby konvenčniacuteho obraacuteběniacute jako je freacutezovaacuteniacute soustruženiacute nebo vrtaacuteniacute Daacutele se použiacutevajiacute nekonvečniacute metody jako obraacuteběniacute ultrazvukem nebo laserem
Ciacutelem praacutece je zhodnotit obrobitelnost žaacuteruvzdorneacuteho keramickeacuteho materiaacutelu R-S67K kteryacute zapůjčila firma SEEIF Ceramic as Jednaacute se o vysocehlinityacute šamot kteryacute byl freacutezovaacuten vyměnitelnou břitovou destičkou z polykrystalickeacuteho diamantu Při freacutezovaacuteniacute byly měřeny řezneacute siacutely ktereacute působily při obraacuteběniacute Daacutele byly změřeny parametry drsnosti povrchu a opotřebeniacute vyměnitelneacute břitoveacute destičky
KERAMICKEacute MATERIAacuteLY
10 UacuteST FSI VUT v Brně
1 KERAMICKEacute MATERIAacuteLY
Keramika je anorganickeacuteho původu a může obsahovat nekovoveacute i kovoveacute materiaacutely ktereacute jsou obvykle vaacutezaneacute kovalentniacutemi vazbami iontovyacutemi vazbami nebo jejich kombinaciacute tedy iontově-kovalentniacutemi vazbami Chemickeacute složeniacute je vysoce proměnliveacute od jednoduchyacutech dvousložkovyacutech sloučenin až po vysoce složiteacute faacuteze Zaacutekladniacutemi vlastnostmi keramickyacutech materiaacutelů je vysokaacute tvrdost pevnost v tlaku odolnost proti vysokyacutem teplotaacutem a tuhost ale jako nevyacutehoda keramickyacutech materiaacutelů se jeviacute niacutezkaacute pevnost v ohybu a křehkost Keramickeacute materiaacutely vykazujiacute relativně niacutezkou hustotu oproti jinyacutem konstrukčniacutem materiaacutelům ale na druhou stranu jsou špatně obrobitelneacute a naacutechylneacute k šiacuteřeniacute trhlin Dalšiacutemi vlastnostmi keramickyacutech materiaacutelů je niacutezkaacute elektrickaacute vodivost a až na vyacutejimky jsou keramickeacute materiaacutely diamagnetickeacute nebo paramagnetickeacute Je několik způsobů jak dělit keramickeacute materiaacutely do kategoriiacute např dle struktury faacutezoveacuteho a chemickeacuteho složeniacute nebo dle poacuterovitosti Je takeacute možneacute dělit keramiku dle využitiacute na keramiku žaacuteruvzdornou stavebniacute nebo technickou a tradičniacute [1 2 3 4]
11 Tradičniacute keramika
Prvniacute vzniklaacute keramika byla praacutevě keramika tradičniacute na jejiacutež vyacuterobu se použiacutevaacute křemene živce kaoliacutenu jiacutelu a dalšiacutech materiaacutelů Keramickou strukturu v tradičniacute keramice z uvedenyacutech materiaacutelů tvořiacute oxid křemičityacute SiO2 kteryacute je zaacuteroveň žaacuteruvzdornyacute Z živců je předevšiacutem využiacutevanyacute draselnyacute živec K2OAl2O36SiO2 ze ktereacuteho při vypaacuteleniacute vznikne skelnaacute složka Jiacutelů (hydratovanyacute křemičitan hlinityacute Al4(OH)2Si4O10 a dalšiacute oxidy různyacutech kovů) je využiacutevaacuteno jako pojiva před samotnyacutem vypalovaacuteniacutem aby bylo možneacute směs vytvarovat do požadovaneacuteho tvaru [1 3 4]
12 Technickaacute keramika
Keramika kteraacute je použiacutevanaacute pro naacuteročnějšiacute aplikace je teacutež nazyacutevanaacute konstrukčniacute Vstupniacute materiaacutely již obvykle nejsou volně dostupneacute ale jednaacute se o syntetickeacute laacutetky Vyacutehody technickeacute keramiky jsou vysokaacute pevnost v tlaku chemickaacute odolnost odolnost proti opotřebeniacute a žaacuteruvzdornost Diacuteky složiteacutemu zpracovaacuteniacute pokročilyacutech materiaacutelů použityacutech pro vyacuterobu dochaacuteziacute k vyacuterazneacutemu rozvoji až ve druheacute polovině 20 stoletiacute Technickaacute keramika je daacutele rozdělovaacutena na keramiku oxidovou neoxidovou a směsnou [1 3]
121 Keramika oxidovaacute
Oxidickaacute keramika je tvořena jedniacutem druhem oxidu ale může byacutet obsažena jedna nebo viacutece faacuteziacute Je takeacute možneacute přidaacutevat maleacute množstviacute přiacuteměsiacute jinyacutech oxidů pro zlepšeniacute vlastnostiacute konečneacuteho vyacuterobku a zaacuteroveň neniacute možneacute zabezpečit 100 čistotu vstupniacutech materiaacutelů Jednaacute se o nejviacutece zastoupenyacute druh technickeacute keramiky Kromě vyacuteše zmiacuteněnyacutech vlastnostiacute obecnyacutech pro technickou keramiku keramika oxidovaacute vynikaacute vyacutebornou schopnostiacute izolovat elektrickyacute proud Nejčastěji se můžeme setkat s keramikou kde je zaacutekladniacutem materiaacutelem oxid hlinityacute Al2O3 nebo oxid zirkoničityacute ZrO2 Daacutele se použiacutevajiacute oxidy na baacutezi hořčiacuteku berylia titanu a dalšiacutech prvků [3 4 5]
KERAMICKEacute MATERIAacuteLY
11 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě Al2O3
Takeacute je nazyacutevaacutena jako keramika korundovaacute Obvykle je použiacutevaacutena faacuteze s hexagonaacutelniacute strukturou označovanyacute jako Al2O3 ndash α Maacute obvykleacute vlastnosti keramickyacutech materiaacutelů jako je vysokaacute žaacuteruvzdornost pevnost tvrdost a odolnost proti taveninaacutem kovů a různyacutem chemickyacutem laacutetkaacutem Tyto vlastnosti si zachovaacutevaacute i do oblasti teplot okolo 1 000 degC a teplota taacuteniacute korundoveacute keramiky je 2 050 degC To je způsobeno iontovyacutemi vazbami mezi atomy hliniacuteku a kysliacuteku Korundovaacute keramika je vyraacuteběna v rozmeziacute 80 - nad 99 hmotnosti Al2O3 Vlastnosti se s rostouciacutem obsahem měniacute jak je vidět z tabulky 11 [7] Tab 11 Vlastnosti keramiky na zaacutekladě obsahu Al2O3 [7]
Obsah Al2O3
Veličina Jednotka
80 ndash 86
hm
87-95
hm
96-99
hm
nad 99
hm
Hustota [gcm-3
] 35 - 36 36 - 37 37 - 38 38 - 39
Youngův modul pružnosti v tahu [GPa] 200 300 400 400
Všechny mechanickeacute vlastnosti se zlepšujiacute s rostouciacutem obsahem oxidu hliniteacuteho stejně tak roste tvrdost tepelnaacute vodivost a koeficient deacutelkoveacute teplotniacute roztažnosti [7] Keramickeacute materiaacutely na zaacutekladě oxidu hliniteacuteho jsou slinovaacuteny za pomoci tekuteacute nebo pevneacute faacuteze Volba zaacutevisiacute na objemu ostatniacutech laacutetek ve směsi Konstrukčniacute keramika kteraacute obsahuje menšiacute obsah Al2O3 je slinovaacutena mastkem kaolinem nebo uhličitany vaacutepniacuteku nebo hořčiacuteku Při obsahu nad 99 je slinovaacuteniacute provaacuteděno za pomoci oxidů hořečnateacuteho nebo jinyacutech hořčiacutekovyacutech sloučenin ktereacute se za zvyacutešeneacute teploty přeměniacute na oxid hořečnatyacute [3 6 7]
Obr 11 Krystalickaacute struktura oxidu hliniteacuteho [18]
KERAMICKEacute MATERIAacuteLY
12 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě ZrO2
Vlastnosti oxidickeacute konstrukčniacute keramiky na baacutezi oxidu zirkoničiteacuteho jsou značně ovlivňovaacuteny faacutezovyacutemi přeměnami hlavniacuteho stavebniacuteho prvku ktereacute jsou na obraacutezku 12 Tyto přeměny jsou zaacutevisleacute na teplotě Oxid zirkoničityacute postupně přechaacuteziacute z kubickeacute mřiacutežky na tetragonaacutelniacute a naacutesledně do monoklinickeacute krystaloveacute mřiacutežky Praacutevě tato posledniacute přeměna maacute největšiacute vyacuteznam a to z toho důvodu že se značně podobaacute martenzitickeacute přeměně oceli Tato změna je doprovaacutezena značnou změnou tvaru a objemu zrn Tato přeměna daacutele probiacutehaacute bezdifuacutezně a ne izotermicky [3 6 7]
Vyacutevoj neoxidoveacute keramiky byl započat v důsledku potřeby ziacuteskat takoveacute materiaacutely ktereacute budou schopneacute dosaacutehnout vyššiacutech teplot a přitom si zachovat sveacute mechanickeacute vlastnosti Z materiaacutelů použiacutevanyacutech pro neoxidickou keramiku to jsou předevšiacutem různeacute karbidy nitridy boridy a silicidy Technologickeacute zpracovaacuteniacute těchto sloučenin na keramiku je složitějšiacute z důvodu že je nutneacute zabraacutenit oxidaci materiaacutelů za vysokyacutech teplot při vyacuterobě (je nutneacute slinovat za redukčniacute atmosfeacutery nebo ve vakuu) Z toho plyne i určiteacute omezeniacute pro využitiacute materiaacutelů v praxi kdy neniacute možneacute neoxidoveacute keramiky využiacutet tam kde by za vysokyacutech teplot byly vystaveny oxidačniacute atmosfeacuteře Daacutele při vyacuterobě je nutneacute zohlednit že některeacute sloučeniny jako SiC nebo BN se při zahřaacutetiacute na vysokou teplotu samovolně nezhutňujiacute (nedochaacuteziacute ke slinovaacuteniacute) a je nutneacute využiacutet slinovaacuteniacute reakčniacuteho nebo slinovaacuteniacute tlakoveacuteho [3 6 20] Keramickeacute materiaacutely na zaacutekladě SiC Nejrozšiacuteřenějšiacute karbidickyacute materiaacutel pro přiacutepravu keramiky Maacute kubickou strikturu obdobnou jakaacute je v diamantu ale ve struktuře neniacute pouze uhliacutek a 50 uhliacuteku je nahrazeno křemiacutekem Pro vysokou tvrdost je využiacutevaacuten často jako brusnyacute materiaacutel Tento materiaacutel je možneacute použiacutet jako praacutešek anebo ve formě naacutestroje kde je vaacutezaacuten organickou nebo anorganickou sloučeninou (je možneacute i využitiacute ve formě pasty kde je karbid křemiacuteku vaacutezaacuten pomociacute polymeru) Karbid křemiacuteku je velice dobryacute vodič tepla daacutele maacute a malou teplotniacute roztažnost takže je vysoce odolnyacute proti změnaacutem teploty Elektrickou energii vede jako polovodič [5 6]
Obr 13 Krystalickaacute struktura karbidu křemiacuteku [19]
KERAMICKEacute MATERIAacuteLY
13 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě Si3N4
Moderniacute keramickyacute materiaacutel kteryacute patřiacute do oblasti nitridů Nitridy obecně majiacute vysokou odolnost proti vysokyacutem teplotaacutem Samotnyacute nitrid křemiacuteku maacute hexagonaacutelniacute strukturu K jeho vlastnostem patřiacute dobraacute tepelnaacute vodivost a maleacute tepelnaacute roztažnost což dohromady daacutevaacute odolnost proti změnaacutem teploty (podobně jako karbid křemiacuteku) Je poměrně křehkyacute ale pokud je odstraněna skelnaacute faacuteze je možneacute zvyacutešit lomovou houževnatost diacuteky vlaacuteknům ktereacute prorůstajiacute strukturou Nitrid křemiacuteku je využiacutevaacuten jako naacutestrojovyacute materiaacutel vybaveniacute do sleacutevaacuteren a takeacute se objevil dieselovyacute motor celyacute sestavenyacute z diacutelů vyrobenyacutech z Si3N4 (adiabatickyacute motor kteryacute neniacute třeba chladit) [5 6 7]
Obr 14 Hybridniacute keramickyacute motor [21]
123 Keramika směsnaacute
Jak už naacutezev uvaacutediacute jednaacute se o směs buď jedneacute oxidickeacute keramiky a jedneacute neoxidickeacute nebo směs dvou oxidickyacutech materiaacutelů Často je využiacutevaacuteno karbidu nebo nitridu titanu na zvyacutešeniacute odolnosti proti vysokyacutem teplotaacutem a zvyacutešeniacute mechanickyacutech vlastnostiacute Relativně novou směsnou keramikou je Sialon (Si ndash Al ndash O ndash N) kteryacute je z hlediska svyacutech vlastnostiacute podobnyacute nitridu křemiacuteku ale zvětšiacute odolnost proti zvyacutešenyacutem teplotaacutem a je proto využiacutevaacuten na plynoveacute turbiacuteny ktereacute jsou vysoce teplotně namaacutehaacuteny [2 3 6]
13 Struktura keramickyacutech materiaacutelů
Keramika je obvykle tvořena krystalickou strukturou kteraacute může byacutet doplněna skelnou strukturou Samotnaacute krystalickaacute struktura je vyacuterazně ovlivněna typem vazeb ktereacute jsou utvořeny mezi atomy Vyskytujiacute se dva druhy vazeb a to vazba kovalentniacute a iontovaacute nebo je možnaacute i kombinace obou typů vazeb tedy vazbou iontově-kovalentniacute kteraacute je pro keramickeacute materiaacutely typickaacute [1 3]
KERAMICKEacute MATERIAacuteLY
14 UacuteST FSI VUT v Brně
131 Vazby v keramickyacutech materiaacutelech
Kovalentniacute vazbu u keramickyacutech materiaacutelů tvořiacute obvykle dva nekovoveacute prvky (SiC Si3N4) Tento druh vazby vznikaacute tak že atomy sdiacutelejiacute elektrony ve svyacutech elektronovyacutech obalech Tato vazba je určenaacute i směrově (dochaacuteziacute k vytvaacuteřeniacute různyacutech druhů siacutetiacute) a nedochaacuteziacute k tak velkeacutemu přibliacuteženiacute atomů jako u iontoveacute vazby Typickyacutemi vlastnostmi materiaacutelů s kovalentniacute vazbou je vysokaacute chemickaacute odolnost tvrdost a elektronovaacute vodivost Naopak tyto materiaacutely dosahujiacute niacutezkyacutech hodnot tepelneacute roztažnosti a minimaacutelniacute tvaacuternosti [1 23] Iontovou vazbu tvořiacute obvykle kovovyacute prvek s kysliacutekem nebo dalšiacutemi nekovovyacutemi prvky (ZrO MgO) Tato vazba je tvořena elektrostatickyacutemi silami působiacuteciacutemi mezi opačně nabityacutemi ionty dvou prvků proto majiacute materiaacutely s iontovou vazbou vysokou hustotu (opačně nabiteacute atomy jsou přitaženy velkyacutemi silami k sobě na velmi malou vzdaacutelenost) Dalšiacutemi vlastnostmi materiaacutelů s iontovou vazbou je velkaacute tepelnaacute roztažnost niacutezkaacute iontovaacute vodivost a špatnaacute tvaacuternost [1 23] Nejčastěji se v keramickyacutech materiaacutelech vyskytuje kombinace obou vazeb a to vazba iontově-kovalentniacute Množstviacute zastoupeniacute vazeb v daneacutem keramickeacutem materiaacutelu je daacutena elektronegativitou jednotlivyacutech prvků zastoupenyacutech ve struktuře Zaacuteroveň poměr určuje typ krystalickeacute struktury V tabulce 12 jsou uvedeny poměry zastoupeniacute iontoveacute nebo kovalentniacute vazby v některyacutech keramickyacutech materiaacutelech [1] Tab 12 Podiacutel iontoveacute a kovalentniacute vazby ve vybranyacutech keramickyacutech materiaacutelech [1]
Keramickyacute
materiaacutel
Rozdiacutel elektronegativit
prvků
Iontovyacute
charakter
Kovalentniacute
charakter
MgO 3 77 23
Al2O3 2 63 37
Si3N4 12 30 70
SiC 07 11 89
132 Pohyb dislokaciacute v keramickyacutech materiaacutelech
Typ vazby daacutele ovlivňuje pohyby dislokaciacute v materiaacutelech Kovalentniacute i iontovaacute vazba maacute jak jiacutež bylo zmiacuteněno niacutezkou hodnotu tvaacuternosti což je způsobeno praacutevě velice omezenyacutem pohybem dislokaciacute v těchto materiaacutelech Tato vlastnost vyacuterazně snižuje mechanickeacute vlastnosti keramickyacutech materiaacutelů a tak omezuje jejich využitiacute jako materiaacutelu pro vysoce namaacutehaneacute konstrukčniacute prvky Malaacute pohyblivost dislokaciacute je způsobena v materiaacutelech s kovalentniacute vazbou tiacutem že pro pohyb dislokace je nutneacute přerušit směrově orientovaneacute vazby Přerušeniacutem těchto vazeb vznikajiacute vysokaacute P-N (Peierlsovo ndash Nabarrovo) napětiacute teacuteměř na uacuterovni pevnosti materiaacutelu Proto nedochaacuteziacute k teacuteměř žaacutedneacute plastickeacute deformaci ale rovnou ke křehkeacutemu lomu součaacutesti Daacutele je možnaacute zhoršenaacute maneacutevrovatelnost dislokaciacute v materiaacutelech s jednoduchou iontovou mřiacutežkou (MgO) Zde jsou napětiacute P-N podobnaacute jako u kovů ale neniacute splněna podmiacutenka pěti nezaacutevislyacutech skluzovyacutech systeacutemů a proto dochaacuteziacute k jevu že monokrystaly jsou tvaacuterneacute ale polykrystaly již tvaacuterneacute nejsou Ve většině keramickyacutech materiaacutelů dochaacuteziacute ke kombinaci obou přiacutepadů [24] Za rostouciacute teploty keramickyacutech materiaacutelů (stejně jako u dalšiacutech materiaacutelů) dochaacuteziacute k poklesu P-N napětiacute a tiacutem roste tvaacuternost Keramickeacute materiaacutely ale se staacutevajiacute tvaacuternyacutemi až teacuteměř při dosaženiacute teploty taveniacute [24]
KERAMICKEacute MATERIAacuteLY
15 UacuteST FSI VUT v Brně
133 Poruchy v keramickyacutech materiaacutelech
V keramickyacutech materiaacutelech se vyskytujiacute bodoveacute čaacuteroveacute a plošneacute poruchy materiaacutelu (teacutež nazyacutevaneacute dislokace) Bodoveacute poruchy vznikajiacute buď jako vakance (chybějiacuteciacute atom) intersticiaacutelniacute (uzavřeneacute atomy mimo svoji polohu v krystalickeacute mřiacutežce) atomy nebo ionty Daacutele se mohou vyskytovat atomy jineacute laacutetky uzavřeneacute v krystalickeacute struktuře Bodoveacute poruchy krystalickeacute mřiacutežky nejsou přiacuteliš vyacuteznamneacute protože jsou obvykle izolovaacuteny v maleacutem prostoru Nejvyacuteznamnějšiacute jsou poruchy čaacuteroveacute ktereacute umožňujiacute plastickou deformaci materiaacutelu Čaacuteroveacute poruchy jsou buď šrouboveacute hranoveacute nebo jejich kombinace Hranoveacute poruchy vznikajiacute tak že v některyacutech miacutestech přebyacutevaacute řada atomů Šrouboveacute poruchy vznikajiacute tak že roviny kolmeacute k dislokačniacute čaacuteře tvořiacute šroubovou plochu Plošneacute poruchy materiaacutelu majiacute vliv předevšiacutem na hraniciacutech zrn [12 24]
Obr 15 a) Hranovaacute b) šroubovaacute porucha materiaacutelu [25]
14 Vlastnosti keramickyacutech materiaacutelů
Keramickeacute materiaacutely majiacute rozdiacutelneacute vlastnosti ktereacute jsou zaacutevisleacute na samotneacutem chemickeacutem složeniacute a jeho čistotě krystalickeacute struktuře a na způsobu jakyacutem je keramickyacute materiaacutel zpracovaacuten Celeacute vyacuterobky z keramiky jsou z hlediska vlastnostiacute homogenniacute přestože jednotliveacute krystaly majiacute sveacute vlastnosti rozdiacutelneacute a i vlastnosti jednotliveacuteho krystalu v různyacutech směrech jsou odlišneacute To že vlastnosti konečneacuteho vyacuterobku jsou ve všech směrech stejneacute je způsobeno tiacutem že je ve vyacuterobku rozloženo velkeacute množstviacute nahodile rozmiacutestěnyacutech krystalů Dalšiacute vlastnostiacute keramiky je to že je poacuterovitaacute a to způsobuje že v některyacutech miacutestech je uzavřen vzduch tedy materiaacutel kteryacute nemaacute žaacutednou pevnost ani hmotnost Obecnyacutemi a velice důležityacutemi vlastnostmi keramickyacutech materiaacutelů je vysokaacute tvrdost žaacuteruvzdornost odolnost proti otěru i proti chemikaacuteliiacutem naopak nejsou odolneacute v tahu a ohybu (dochaacuteziacute ke křehkeacutemu lomu) Co se tyacuteče elektrickyacutech vlastnostiacute keramickeacute materiaacutely jsou obvykle izolanty ale neniacute to pravidlem a mohou se vyskytovat keramickeacute materiaacutely ktereacute jsou piezoelektrickeacute polovodiveacute nebo pyroelektrickeacute Podobně jako elektrickaacute vodivost i pro vodivost tepelnou jsou keramickeacute materiaacutely obvykle izolanty ale existujiacute i takoveacute ktereacute teplo vedou jako kovy [3 23]
141 Elastickeacute vlastnosti
Pokud jsou keramickeacute materiaacutely vystaveny kraacutetkodobeacutemu a relativně maleacutemu siloveacutemu působeniacute chovajiacute se dle Hookova zaacutekona (prodlouženiacute je přiacutemo uacuteměrneacute zatěžujiacuteciacutemu napětiacute) tedy elasticky a po odlehčeniacute se vraciacute do sveacuteho původniacuteho
a) b)
KERAMICKEacute MATERIAacuteLY
16 UacuteST FSI VUT v Brně
tvaru bez poškozeniacute Poměrneacute prodlouženiacute (nebo zkraacuteceniacute) v daneacute ose můžeme vypočiacutetat dle vztahů 11 až 13 [5 12]
kde εxyz [-] - poměrneacute prodlouženiacute
σxyz [Mpa] - normaacuteloveacute napětiacute v daneacute ose
Modul pružnosti je pro keramickeacute materiaacutely značně odlišnyacute pro běžnyacute porcelaacuten je hodnota přibližně 70 GPa naopak slinuteacute karbidickeacute keramiky mohou dosahovat hodnot až 500 GPa Širokyacute interval hodnot modulu pružnosti u keramickyacutech materiaacutelů je způsoben tiacutem že modul pružnosti ovlivňuje samotneacute složeniacute keramickeacuteho materiaacutelu daacutele jeho mikrostruktura (uspořaacutedaacuteniacute podiacuteloveacute zastoupeniacute jednotlivyacutech faacuteziacute) Pro dvoufaacutezoveacute systeacutemy (jednoho druhu keramickeacuteho materiaacutelu a poacuterů) je možneacute určit modul pružnosti dle empirickeacuteho vztahu 14 Keramickeacute materiaacutely dosahujiacute hodnot Poissonova čiacutesla v rozmeziacute od 017 do 036 [5 12]
kde E0 [GPa] - modul pružnosti keramickeacuteho materiaacutelu bez poacuterů
VP [-] - objemoveacute množstviacute poacuterů
ab [-] - součiniteleacute tvaru poacuterů [5]
142 Plastickeacute vlastnosti
Za normaacutelniacutech teplot je keramika obvykle tvrdaacute křehkaacute ale mohou nastat přiacutepady kdy tomu tak neniacute ani za normaacutelniacutech teplot Za zvyacutešenyacutech teplot dochaacuteziacute k plastickeacutemu chovaacuteniacute keramickyacutech materiaacutelů Za normaacutelniacutech teplot je možneacute dosaacutehnout plastickeacuteho chovaacuteniacute keramickyacutech materiaacutelů kdy dochaacuteziacute k deformaci pouze minimaacutelniacuteho množstviacute materiaacutelu relativně vysokyacutem zatiacuteženiacutem toto je splněno při měřeniacute mikrotvrdosti kdy po diamantoveacutem indentoru zůstane otisk v materiaacutelu [5 12] Pokud je deformovaacuten pouze jednotlivyacute krystal keramickeacuteho materiaacutelu dochaacuteziacute ke skluzu čaacutestiacute krystalu Tyto skluzy se vnikajiacute tak že dochaacuteziacute k přesmykovaacuteniacute ktereacute ještě ulehčujiacute čaacuteroveacute dislokace v krystalu Daacutele může vznikat plastickaacute deformace jednotliveacuteho krystalu dvojčatěniacutem Velikost možneacute plastickeacute deformace je značně ovlivňovaacutena pohyblivostiacute a maneacutevrovatelnostiacute dislokaciacute v materiaacutelu [5 12]
( )[ ] 1-times+-= Ezyxx ssmse (11)
( )[ ] 1-times+-= Eyzyy ssmse (12)
( )[ ] 1-times+-= Eyxzz ssmse (13)
( )2
0 1 PP bVaVEE +-= [GPa] (14)
KERAMICKEacute MATERIAacuteLY
17 UacuteST FSI VUT v Brně
143 Creep
Creep (pomaleacute tečeniacute) je vlastně plastickeacute deformovaacuteniacute materiaacutelu ktereacute je ale obvykle provaacuteděno za zvyacutešenyacutech teplot Jednaacute se o velice důležitou charakteristiku pro keramickeacute materiaacutely (keramika může byacutet zkoušena za teplot nad 1 000 degC) a proto bude pro creep věnovaacutena jedna samostatnaacute kapitola Creep se vyznačuje tiacutem že k němu dochaacuteziacute při dlouhodobeacutem zatiacuteženiacute (při namaacutehaacuteniacute ktereacute nedosahuje meze kluzu materiaacutelu) za zvyacutešeneacute teploty Vyacutestupem z těchto zkoušek je takovaacute znalost o materiaacutelu že je znaacutemo za jakou dobu při daneacute teplotě a zatiacuteženiacute dojde ke stanoveneacutemu prodlouženiacute zkušebniacuteho vzorku Teacuteto znalosti můžeme využiacutet při navrhovaacuteniacute žaacuteruvzdornyacutech keramickyacutech vyacuterobků [5 12]
Obr 16 Tečeniacute materiaacutelu za různyacutech teplot [5]
Křivky tečeniacute materiaacutelu zatiacuteženeacuteho stejnyacutem zatiacuteženiacutem ale při jineacute teplotě jsou vyobrazeny na obraacutezku 16 Po počaacutetečniacutem pružneacutem prodlouženiacute naacutesleduje faacuteze kdy rychlost tečeniacute pomalu klesaacute V posledniacute faacutezi dochaacuteziacute ke zvyacutešeniacute rychlosti což je způsobeno ztenčeniacutem průřezu zatěžovaneacuteho vzorku a daacutele takeacute vlivem dutin ktereacute se objevujiacute ve vzorku K porušeniacute vzorku ale může dojiacutet již ve druheacutem staacutediu tečeniacute [5 26]
kde eamp [s-1] - rychlost poměrneacuteho prodlouženiacute
T [degK] - absolutniacute teplota
k [-] - konstanta
T0 [-] - konstanta [5]
Rychlost deformovaacuteniacute vzorku je možneacute ze vztahu 15 ze ktereacuteho je patrneacute že zmiacuteněnaacute rychlost roste se zvyšujiacuteciacutem se napětiacute a teplotou Creep se u keramickyacutech
T
T
n ek0-
timestimes= seamp [s-1] (15)
KERAMICKEacute MATERIAacuteLY
18 UacuteST FSI VUT v Brně
materiaacutelů objevuje při dosaženiacute polovičniacute teploty než je teplota taacuteniacute daneacuteho keramickeacuteho materiaacutelu [5]
144 Pevnost
Deformace keramickyacutech materiaacutelů probiacutehaacute do teacute doby než se objeviacute křehkyacute lom v materiaacutelu Křehkyacute lom se objevuje protože se netvořiacute žaacutednaacute plastickaacute deformace viditelnaacute pouhyacutem okem Prvotniacute porušeniacute keramickyacutech materiaacutelů se objevuje na jejich povrchu Toto porušeniacute je často vyvolaacuteno tahovyacutemi napětiacutemi Odolnost keramickyacutech materiaacutelů je v tahu vyacuteznamně nižšiacute než v tlaku (až 10x nižšiacute v tahu) Materiaacutely použiacutevaneacute pro izolaci majiacute pevnost v tahu na uacuterovni 10 MPa tradičniacute keramickeacute vyacuterobky dosahujiacute pevnosti v tlaku až 150 MPa Pro vysoce čisteacute keramickeacute materiaacutely (Al2O3) s velikostiacute zrn v řaacutedu μm je možneacute dosaacutehnout vyacuterazně vyššiacutech pevnostiacute i v ohybu a to až 600 Mpa Daacutele se vyskytujiacute speciaacutelniacute keramickeacute materiaacutely s pevnostiacute v tahu až 1 000 MPa [12 27] Pevnost keramickyacutech materiaacutelů je ovlivňovaacutena mnoha faktory napřiacuteklad poacutery trhlinami velikostiacute zrn a inkluzemi Pro keramickeacute materiaacutely je z pohledu pevnosti velice důležityacute faktor poacuterovitosti kdy existence poacuterů zmenšuje průřez a daacutele působiacute jako koncentraacutetor napětiacute [5 12]
V tabulce 13 jsou uvedeny materiaacuteloveacute charakteristiky některyacutech keramickyacutech materiaacutelů Tab 13 Vybraneacute keramickeacute materiaacutely a jejich pevnost [3]
Materiaacutel E Rm (v tlaku) Rm (v ohybu)
[GPa] [MPa] [MPa]
Al2O3 400 - 410 3000 350 - 400
SiC 410 - 480 2000 250 - 400
Si3N4 200 - 310 1200 700 - 800
ZrO2 150 - 200 2000 100 - 200
145 Křehkost
Fakt že keramickeacute materiaacutely jsou křehkeacute je způsoben dvěma faktory jeden je principiaacutelniacute a druhyacute vedlejšiacute Principiaacutelniacute křehkost keramickyacutech materiaacutelů je způsobena tiacutem že přechodovaacute teplota keramiky je vyššiacute než běžnaacute teplota Pokud tento jev nastaacutevaacute tak neniacute materiaacutel schopen se teacuteměř vůbec plasticky deformovat a dochaacuteziacute ke křehkeacutemu lomu Je tedy ztiacuteženaacute pohyblivost a maneacutevrovatelnost dislokaciacute Dalšiacutem vlivem je že v materiaacutelech vaacutezaneacute kovalentniacute a iontovou vazbou je zhoršeneacute navaacutezaacuteniacute mřiacutežek na hraniciacutech zrn což maacute za naacutesledek že pevnost mezi zrny je sniacutežena Vedlejšiacutemi přiacutečinami jsou obecně nehomogenity v materiaacutelu špatneacute slinutiacute a tiacutem dalšiacute oslabeniacute vazeb na hraniciacutech zrn nebo existence skelneacute faacuteze Daacutele se vyskytujiacute poacutery a trhliny Vedlejšiacute přiacutečiny jsou obvykle důvodem k porušeniacute u tradičniacute keramiky u technickeacute keramiky je tento jev již značně omezen ale staacutele se může vyskytovat [5 12]
KERAMICKEacute MATERIAacuteLY
19 UacuteST FSI VUT v Brně
146 Tvrdost
Obecnaacute definice tvrdosti materiaacutelu je že tvrdost je odpor materiaacutelu před vnikaacuteniacutem ciziacuteho objektu do materiaacutelu Je velkeacute množstviacute metod pro měřeniacute tvrdosti ktereacute jsou vhodneacute pro různeacute materiaacutely Pro měřeniacute tvrdosti jsou vhodneacute naacutesledujiacuteciacute metody Rockwell Vickers a Knoop Tvrdost keramiky dosahuje na Mohsově stupnici hodnot 8 ndash 9 pro technickou oxidickou keramiku a 9 ndash 95 pro keramiku neoxidickou Po diamantu kteryacute maacute tvrdost 10 se jednaacute o nejtvrdšiacute materiaacutely jakeacute se vyskytujiacute [3 5]
15 Vyacuteroba keramickyacutech materiaacutelů
Nejobvyklejšiacute způsob vyacuteroby keramiky je použitiacute praacuteškoveacute směsi a jejiacute naacutesledneacute slinovaacuteniacute za vysokeacute teploty Slinovaacuteniacutem dochaacuteziacute takeacute ke zhutněniacute směsi (sniacuteženiacute obsahu poacuterů) Vzhledem k působeniacute vysokyacutech teplot může dojiacutet ke změně vlastnostiacute a vyacuteslednyacute vyacuterobek může miacutet jineacute vlastnosti než vstupniacute surovina Pro tradičniacute keramiku jsou jako krystalickeacute faacuteze typickeacute přiacuterodniacute materiaacutely Naopak pro pokročileacute technickeacute keramickeacute materiaacutely jsou využiacutevaacuteny materiaacutely ktereacute neniacute možneacute v přiacuterodě naleacutezt Vyacuteroba keramickyacutech materiaacutelů je složena z několika kroků Prvotniacutem krokem je přiacuteprava směsi pokračuje se vytvarovaacuteniacutem do požadovaneacuteho tvaru a poteacute je vyacuterobek dehydratovaacuten Konečnou uacutepravou je zpravidla nějakyacute druh tepelneacuteho zpracovaacuteniacute kdy nejčastěji se využiacutevaacute vypalovaacuteniacute u tradičniacute keramiky a slinovaacuteniacute u keramiky technickeacute [1 2 5]
151 Přiacuteprava směsi
Vyacuteslednaacute kvalita a takeacute technologie vyacuteroby keramickyacutech materiaacutelů je značně zaacutevislaacute na kvalitě vstupniacutech surovin Vlastnosti ktereacute se sledujiacute u vstupniacutech surovin pro keramickeacute materiaacutely jsou např chemickeacute složeniacute velikost tvar a povrch zrn Přiacuterodniacute materiaacutely jsou obvykle značně rozdiacutelneacute a proto je nutneacute vlastnosti vstupniacutech materiaacutelů sledovat Přiacuteprava směsiacute obvykle probiacutehaacute tak že materiaacutely jsou smiacutechaacuteny a namlety naraacutez Je nutneacute použiacutevat takoveacute mleciacute kameny aby nedochaacutezelo k jejich porušovaacuteniacutem a tiacutem přimiacutechaacutevaacuteniacute nežaacutedouciacutech přiacuteměsiacute do mleteacute směsi Pro sniacuteženiacute poacuterovitosti je vhodneacute miacutet rozdiacutelně velkeacute čaacutestice a to z toho důvodu že při vytvarovaacuteniacute dojde k vyplněniacute volnyacutech prostorů mezi většiacutemi čaacutesticemi čaacutesticemi menšiacutemi Miacuteseniacute může probiacutehat bez přimiacutechaacuteniacute kapaliny (obvykle voda) nebo v suspenzi V přiacutepadě miacuteseniacute s vodou je nutneacute tuto vodu po promiacuteseniacute odstranit např rozprašovaacuteniacutem Vyacutesledkem je čistyacute granulaacutet ve ktereacutem jsou smiacutechaneacute všechny materiaacutely [5]
152 Tvarovaacuteniacute
Tvarovaacuteniacute začiacutenaacute aglomeraciacute jehož podstata je v tom že do směsi keramickyacutech praacutešků se přidajiacute dalšiacute laacutetky Jsou přidaacutevaacuteny takoveacute laacutetky aby bylo možneacute vytvořit ze sucheacuteho praacutešku požadovanyacute tvar vyacutesledneacuteho vyacuterobku a takeacute usnadnit jeho tvarovaacuteniacute a celkově zlepšit jeho vlastnosti Přidaacutevajiacute se různaacute pojiva maziva a daacutele můžou byacutet použita smaacutečedla Tvarovaacuteniacute může probiacutehat za tepla ale takeacute za studena (za normaacutelniacute teploty) ktereacute je použiacutevaacuteno častěji Nejčastěji se pro tvarovaacuteniacute využiacutevaacute různyacutech druhů lisovaacuteniacute popřiacutepadě litiacute vstřikovaacuteniacute nebo vytlačovaacuteniacute Ciacutelem tvarovaacuteniacute je jednak vytvořit zaacutekladniacute tvar keramickeacuteho vyacuterobku zajistit jeho určitou hutnost a takeacute zajistit aby takto zpracovanyacute polotovar ziacuteskal dostatečnou pevnost pro manipulaci během vyacuteroby [1 2 4 7]
KERAMICKEacute MATERIAacuteLY
20 UacuteST FSI VUT v Brně
Tab 14 Metody pro tvarovaacuteniacute keramiky [28]
Lisovaacuteniacute Pro lisovaacuteniacute se obvykle použiacutevaacute suchyacutech přiacutepadně polosuchyacutech směsiacute (vlhkost do 15 ) ale mohou se lisovat i směsi mokreacute Rozhodnutiacute jakyacute způsob (suchaacute nebo mokraacute směs) se použije zaacutevisiacute na druhu zpracovaacutevaneacuteho materiaacutelu Suchyacutech směsiacute se využiacutevaacute pro lisovaacuteniacute běžnyacutech keramickyacutech vyacuterobků jako jsou např dlaždice Maximaacutelniacute tlak použiacutevanyacute pro běžneacute jednosměrneacute lisovaacuteniacute je až 200 MPa Vlastnosti lisovanyacutech vyacuterobků nejsou homogenniacute což je způsobeno třeniacutem mezi stěnami formy a keramickyacutem materiaacutelem Pro zlepšeniacute vlastnostiacute se daacutele použiacutevaacute oboustranneacuteho nebo izostatickeacuteho lisovaacuteniacute (lisovaacuteniacute ze všech stran) Dalšiacutemi použiacutevanyacutemi druhy lisovaacuteniacute jsou přetokoveacute piacutestoveacute a žaacuteroveacute lisovaacuteniacute [4 7 24] Přetokoveacute lisovaacuteniacute Pro přetokoveacute lisovaacuteniacute se použiacutevaacute otevřenyacutech kovovyacutech forem jejichž hloubka je shodnaacute s vyacuteslednou vyacuteškou vyacutelisku Použiacutevaacute se lisovaciacutech tlaků v rozmeziacute 5 až 8 MPa Je nutneacute zajistit dostatečnou pevnost vyacutelisku pro jeho manipulaci Vhodneacute pro tvarově složitějšiacute vyacutelisky [7] Piacutestoveacute lisovaacuteniacute Vhodneacute pro vyacuterobu vyacutelisků s minimaacutelniacutem obsahem vody Pro vysokou kvalitu vyacutelisku je nutneacute zajistit rovnoměrneacute rozloženiacute směsi ve vyacutelisku proto je nutneacute sledovat naacutesyp směsi do formy Dalšiacutemi důležityacutemi faktory pro piacutestoveacute lisovaacuteniacute je působeniacute poměr vyacutešky a průměru požiteacute formy a působeniacute lisovaciacutech siacutel [7] Izostatickeacute lisovaacuteniacute Pro tento způsob lisovaacuteniacute se použiacutevaacute směsiacute ktereacute majiacute niacutezkyacute obsah vody a použiacutevaacute se velkyacutech lisovaciacutech tlaků v rozmeziacute 100 až 400 MPa Izostatickeacute lisovaacuteniacute je vyacutehodneacute protože dochaacuteziacute k působeniacute lisovaciacute siacutely ve všech směrech Tiacutem dochaacuteziacute ke zlepšeniacute vyacuteslednyacutech vlastnostiacute z důvodu zvyacutešeniacute homogenity vyacutelisku Izostatickeacute lisovaacuteniacute může probiacutehat do sucheacute nebo do mokreacute formy Lisovaacuteniacute do sucheacute formy je vhodneacute pro menšiacute vyacutelisky ktereacute jsou tvarově složitějšiacute Mokryacutech forem se využiacutevaacute na velkeacute a tvarově jednoducheacute odlitky [7]
KERAMICKEacute MATERIAacuteLY
21 UacuteST FSI VUT v Brně
Žaacuteroveacute lisovaacuteniacute Velice naacuteročnaacute a drahaacute metoda zpracovaacuteniacute keramickyacutech materiaacutelů což je způsobeno tiacutem že se lisuje za velice vysokyacutech teplot ktereacute dosahujiacute až 2 000 degC za použitiacute ochranneacute atmosfeacutery Použiacutevaacute se lisovaciacutech tlaků ve vyacuteši 40 až 60 MPa Metoda vhodnaacute pro technickou oxidovou nebo neoxidovou keramiku a diacuteky slinovaacuteniacute (dosahuje se vyššiacutech teplot než při běžneacutem slinovaacuteniacute) ktereacute při žaacuteroveacutem lisovaacuteniacute nastaacutevaacute dochaacuteziacute ke zhutněniacute materiaacutelu a dosahuje se objemoveacute hmotnosti teacuteměř stejneacute jako je hustota čisteacuteho materiaacutelu [5 7] Izostatickeacute žaacuteroveacute lisovaacuteniacute Pro tento druh lisovaacuteniacute se použiacutevaacute inertniacutech plynů Nejprve se vylisuje prvotniacute vyacutelisek (obvykle piacutestovyacutem nebo izostatickyacutem způsobem) a takto připravenyacute vyacutelisek je možneacute ještě vypaacutelit Poteacute je uzavřen do pouzdra kteryacutem nemůže proniknout inertniacute plyn Takto je poteacute uložen do naacutedoby s inertniacutem plynem a vložen do pece Plyn působiacute lisovaciacutem tlakem Takto vyrobenyacute vyacuterobek maacute objemovou hmotnost teacuteměř shodnou s hustotou a takeacute vysokou pevnost Obvykle naacutesledujiacute dalšiacute uacutepravy vyacuterobku předevšiacutem jeho broušeniacute Slinovaacuteniacute je ovlivňovaacuteno teplotou a tlakem viz obraacutezek 17 [5 7]
Obr 17 Vliv teploty a tlaku na slinovaacuteniacute Al2O3 [5]
Suspenzniacute litiacute Metoda suspezniacuteho litiacute je vhodnaacute pro tenkostěnneacute složiteacute a nesymetrickeacute vyacuterobky Pro vyacuterobu se použiacutevaacute saacutedrovyacutech forem Jakmile je suspenze nalita do formy forma nasaje čaacutest vody a tiacutem se na rozhraniacute formy a směsi vytvořiacute slupka Po určiteacutem čase se vylije přebytečnaacute suspenze z formy Tenkostěnneacute vyacuterobky je nutneacute nechat odsaacutevat vodu několik minut a tlustostěnneacute vyacuterobky i několik hodin Vyacuterobek se z formy vyjiacuteme až v okamžiku kdy dosaacutehne dostatečneacute pevnosti aby bylo
KERAMICKEacute MATERIAacuteLY
22 UacuteST FSI VUT v Brně
možneacute s vyacuterobkem manipulovat Postup vyacuteroby tenkostěnneacuteho vyacuterobku je na obraacutezku 18 a plneacuteho diacutelu na obraacutezku 19 [1 29]
Injekčniacute vstřikovaacuteniacute Podstatou vstřikovaacuteniacute je že do formy je za pomoci tlaku vstřiacuteknuta suspenze ve ktereacute je obsažen keramickyacute materiaacutel V okamžiku kdy polotovar ziacuteskaacute manipulačniacute pevnost je vytažen z formy Po zformovaacuteniacute je za zvyacutešeneacute teploty odstraněno termoplastickeacute pojivo a naacutesleduje slinovaacuteniacute Metoda injekčniacuteho vstřikovaacuteniacute je vhodnaacute pro vyacuterobu velkeacuteho množstviacute rozměrově menšiacutech a tvarově stejnyacutech vyacuterobků Použiacutevaacute se pro vyacuterobu lopatek turbiacuten ventilů nebo biokeramickyacutech proteacutez Nevyacutehodou je nutnost investovat velkeacute finančniacute prostředky na pořiacutezeniacute strojů a forem [1] Vytlačovaacuteniacute Tvar vyacutesledneacuteho vyacuterobku je u vytlačovaacuteniacute dosažen tak že se vytlačuje směs pojiva a keramickeacuteho praacutešku přes naacutestroj Metoda použiacutevanaacute pro vyacuterobu profilů izolaacutetorů pro elektrotechnickyacute průmysl a jinyacutech vyacuterobků z technickeacute keramiky [1]
153 Sušeniacute
Polotovary keramickyacutech vyacuterobků se sušiacute z důvody sniacuteženiacute množstviacute pojiva ktereacute bylo do směsi přidaacuteno aby bylo možneacute vyacuterobek vytvarovat Teplota sušeniacute je zaacutevislaacute na požiteacutem pojivu ve směsi Pokud je použita voda sušeniacute probiacutehaacute při
KERAMICKEacute MATERIAacuteLY
23 UacuteST FSI VUT v Brně
teplotaacutech do 100 degC ale pokud je obsaženo nějakeacute pojivo na baacutezi organickeacuteho materiaacutelu je teplota až 300 degC Sušiacute se po dobu 1 dne i deacutele v zaacutevislosti na velikosti vyacuterobku Při sušeniacute dochaacuteziacute k poklesu objemu polotovaru dochaacuteziacute ke styku jednotlivyacutech zrn keramickeacuteho materiaacutelu což je způsobeno odpařovaacuteniacutem pojiva z polotovaru Při dosaženiacute kritickeacute dochaacuteziacute k naacuterůstu kapilaacuterniacutech sil ktereacute způsobujiacute smrštěniacute polotovaru Smršťovaacuteniacute probiacutehaacute až do okamžiku kdy dojde k doteku jednotlivyacutech krystalů Je nutneacute vysušit polotovar rovnoměrně aby nevznikala tahovaacute napětiacute Při jejich vzniku dochaacuteziacute ke sniacuteženiacute pevnosti kdy může nastat i porušeniacute vyacuterobku [1]
Posledniacute čaacutestiacute řetězce při vyacuterobě keramickyacutech vyacuterobků je tepelneacute zpracovaacuteniacute Přiacute slinovaacuteniacute dochaacuteziacute k redukci velikosti poacuterů v materiaacutelu Tiacutem dochaacuteziacute ke zpevněniacute a tak ziacuteskaacutevaacute vyacuterobek konečnou pevnost Působeniacutem difůze mezi zrny dochaacuteziacute ke spojeniacute jednotlivyacutech zrn v jeden celek Teploty pro slinovaacuteniacute keramiky je v intervalu od 1 000 degC ndash 1 400 degC Žaacuteruvzdorneacute materiaacutely a technickou keramiku je nutneacute slinovat za teplot vyššiacutech a to až 1 700 degC Doba slinovaacuteniacute je obvykle značně dlouhaacute (v řaacutedu desiacutetek hodin) Toto je daacuteno tiacutem že je nutneacute dlouho vyacuterobek nahřiacutevat poteacute naacutesleduje samotneacute slinovaacuteniacute a pak velice pomaleacute ochlazovaacuteniacute Rychlost ochlazovaacuteniacute neniacute možneacute zvyacutešit jinak by došlo ke vzniku nežaacutedouciacutech napětiacute a tiacutem ke sniacuteženiacute pevnosti [1 4 5 29 30]
Obr 19 Princip slinovaacuteniacute jak probiacutehaacute v mikrostruktuře materiaacutelu [31]
Pro obraacuteběniacute obecně je jedniacutem z nejdůležitějšiacutech parametrů kteryacute ovlivňuje průběh obraacuteběniacute i vyacuteslednou kvalitu obrobku je obrobitelnost materiaacutelu Obrobitelnost keramickyacutech materiaacutelů je velice niacutezkaacute což je daacuteno předevšiacutem vysokou tvrdostiacute keramiky a tiacutem odolnosti proti vnikaacuteniacute ciziacutech těles do materiaacutelu Obraacuteběniacute keramickyacutech materiaacutelů je proto vysoce naacuteročneacute na naacutestroje a je maacutelo produktivniacute a proto takeacute velice draheacute Proto se keramickeacute materiaacutely zpracovaacutevajiacute rovnou do vyacuteslednyacutech tvarů pomociacute klasickyacutech metod zpracovaacuteniacute keramickyacutech materiaacutelů jako je např vytlačovaacuteniacute suspenzniacute litiacute nebo lisovaacuteniacute Pokud je obraacuteběniacute využiacutevaacuteno pak obvykle nějakyacutem způsobem dokončovaciacuteho obraacuteběniacute kde typickyacutem představitelem je broušeniacute nebo nějakyacutem z nekonvenčniacutech způsobů obraacuteběniacute jako je napřiacuteklad obraacuteběniacute laserem nebo ultrazvukem ktereacute jsou obecně vhodnějšiacute než konvečniacute metody obraacuteběniacute naacutestroji s definovanou geometriiacute Probleacutemem konvenčniacuteho způsobu obraacuteběniacute je že tvrdost naacutestroje musiacute byacutet vyššiacute než obraacuteběneacuteho materiaacutelu aby bylo vůbec možneacute vniknout naacutestrojem do obrobku a zahaacutejit proces řezaacuteniacute Pro konvenčniacute metody (a i pro experimentaacutelniacute čaacutest byl použit) jsou obvykle použiacutevaacuteny naacutestroje z polykrystalickeacuteho diamantu nebo kubickeacuteho nitridu boacuteru Vzhledem k vysokeacute tvrdosti keramiky ale i u polykrystalickeacuteho diamantu dochaacuteziacute k rychleacutemu opotřebeniacute břitu a to maacute velkyacute vliv na zmiacuteněnou produktivitu a cenu obraacuteběniacute Obecně je ale obrobitelnost jednotlivyacutech keramickyacutech materiaacutelů různaacute a zaacutevisiacute na materiaacutelech použityacutech pro vyacuterobu na způsobu zpracovaacuteniacute a poteacute na samotnyacutech řeznyacutech podmiacutenkaacutech [9 10 11]
Společnyacutem znakem všech způsobů obraacuteběniacute je že je nutneacute v materiaacutelu vytvořit minimaacutelně jednu anebo většiacute množstviacute prasklin a ty poteacute rozšiřovat v požadovaneacutem směru Povrch je tvořen soustavou lomovyacutech ploch přiacutepadně jednou lomovou plochou Trhlinu v materiaacutelu můžeme vytvořit pomociacute siloveacuteho působeniacute do materiaacutelu nebo pomociacute vysoce zkoncetrovaneacuteho energetickeacuteho paprsku (laser) Pokud vytvaacuteřiacuteme trhlinu mechanicky dochaacuteziacute k jejiacutemu vzniku tak že do materiaacutelu je vtlačovaacuten hrot nebo kliacuten Tyto naacutestroje nejsou nikdy dokonale ostreacute a majiacute nějakyacute poloměr zaobleniacute a proto dochaacuteziacute v miacutestě dotyku s obraacuteběnyacutem materiaacutelem ke vzniku kontaktniacute plošky pomociacute ktereacute se přenaacutešiacute vzaacutejemneacute siloveacute působeniacute V těchto miacutestech dochaacuteziacute k vysokyacutem tlakovyacutem zatiacuteženiacutem ktereacute ve směru do obraacuteběneacuteho materiaacutelu ustupujiacute a naopak se měniacute v zatiacuteženiacute tahoveacute Kromě tlakovyacutech a tahovyacutech napětiacute se v materiaacutelu vyskytuje i napětiacute smykoveacute [12]
Prvotně dochaacuteziacute k pružneacute deformaci materiaacutelu a při dosaženiacute meze kluzu dochaacuteziacute k nevratnyacutem změnaacutem v materiaacutelu Dochaacuteziacute ke vzniku trhlin a ty se daacutele šiacuteřiacute materiaacutelem Vzhledem ke složitosti krystalickeacute mřiacutežky kterou majiacute keramickeacute materiaacutely je pro atomy ve struktuře těžkeacute najiacutet novou rovnovaacutežnou polohu po siloveacutem působeniacute toto způsobuje vysokou křehkost keramiky a tiacutem rychlyacute vznik a šiacuteřeniacute trhlin keramickyacutemi materiaacutely [12]
Ke vzniku trhlin může dochaacutezet v některyacutech přiacutepadech až po jeho odlehčeniacute a to takovyacutem způsobem že dojde k narušeniacute materiaacutelu pod povrchem (plastickeacute deformaci) Působeniacutem sil na obraacuteběnyacute materiaacutel dochaacuteziacute k již zmiacuteněnyacutem tlakovyacutem silaacutem kteraacute zaacuteroveň braacuteniacute k oddaacuteleniacute atomů od sebe a tiacutem braacuteniacute vzniku praskliny Až po naacutesledneacutem uvolněniacute dochaacuteziacute k naacuterůstu tahovyacutech napětiacute a tiacutem k samotneacute tvorbě praskliny Toto odpruženiacute může vyvolat vylomeniacute střepů z povrchu materiaacutelu [12]
Jednaacute se o technologii podobnou broušeniacute ale nedochaacuteziacute ke smykoveacutemu napětiacute mezi naacutestrojem a obrobkem a takeacute je jinyacute mechanismus působeniacute abrazivniacuteho zrna na obraacuteběnyacute materiaacutel Podstatou obraacuteběniacute ultrazvukem je vrhaacuteniacute abrazivniacutech zrn vysokou rychlostiacute proti materiaacutelu obrobku Při naacuterazu se kinetickaacute energie čaacutestice měniacute na deformačniacute praacuteci Diacuteky křehkosti keramiky stačiacute i malaacute zrna (disponujiacuteciacute relativně malou kinetickou energiiacute) k vytvořeniacute trhlin a pokud dojde ke spojeniacute dvou (nebo viacutece) trhlin vzniknou maleacute čaacutestice ktereacute po naacutesledujiacuteciacutem naacuterazu dalšiacute čaacutestice jsou vytrženyacute z materiaacutelu Naacutestrojovaacute hlava neniacute nijak tvarově omezena a je proto možneacute vytvaacuteřet různeacute otvory nebo zahloubeniacute Jako naacutestrojovyacute materiaacutel je obvykle použita ocel Tento naacutestroj kmitaacute s frekvenciacute 10 až 20 kHz Zrna jsou mezi materiaacutelem a naacutestrojem a jsou ve formě suspenze kdy jsou smiacutechaacutena s lihem benziacutenem nebo vodou Přiacutetomnost kapaliny ulehčuje pronikaacuteniacute energie do miacutesta obraacuteběniacute Jako abrazivniacutech zrna se využiacutevaacute oxid hlinityacute karbid boacuteru karbid křemiacuteku nebo pro nejtvrdšiacute materiaacutely zrna diamantovaacute Velikost zrn je 10-100 μm [12 13]
Obr 21 Obraacuteběniacute ultrazvukem [12]
22 Otryskaacutevaacuteniacute
Otryskaacutevaacuteniacute je metoda obraacuteběniacute kteraacute je značně podobnaacute obraacuteběniacute ultrazvukem ale na energii abrazivniacutem zrnům miacutesto generaacutetoru kmitů dodaacutevaacute vrhaciacute zařiacutezeniacute Otryskaacutevaacuteniacute se využiacutevaacute jako k vrtaacuteniacute otvorů děleniacute materiaacutelů ale takeacute k meacuteně naacuteročneacutemu opracovaacuteniacute jako je zdrsněniacute povrchu nebo jeho dekorace Použiacutevanyacutemi
materiaacutely jsou oxid hlinityacute karbid křemiacuteku nebo pouze křemennyacute piacutesek (z tohoto materiaacutelu pochaacuteziacute rozšiacuteřenyacute naacutezev bdquopiacuteskovaacuteniacuteldquo) Velikost čaacutestic se pohybuje od 10 μm až po jednotky mm Toto maacute samozřejmě vliv i na vyacuteslednou přesnost opracovaacuteniacute i na kvalitu povrchu [12]
23 Obraacuteběniacute laserem
Laser je vhodnyacute pro obraacuteběniacute pokud je materiaacutel schopen pohlcovat světelnou energii Daacutele je důležitaacute takeacute tepelnaacute vodivost a odrazivost materiaacutelu určeneacuteho pro obraacuteběniacute laserem Čiacutem viacutece materiaacutel pohltiacute zaacuteřeniacute a čiacutem horšiacute maacute tepelnou vodivost a odrazivost tiacutem je vhodnějšiacute ke zpracovaacuteniacute laserem [12]
Laserem je možneacute vytvořit lokaacutelniacute poškozeniacute tak že laserem je zkoncentrovaacutena energie do jednoho miacutesta tak že dojde k taveniacute a poteacute k naacutesledneacutemu odpařovaacuteniacute materiaacutelu Na obvodu paprsku dochaacuteziacute k taveniacute materiaacutelu (diacuteky nižšiacute koncentraci energie) a uprostřed laseroveacuteho paprsku k jeho odpařovaacuteniacute Laseru se využiacutevaacute pro vrtaacuteniacute otvorů nebo na řezaacuteniacute Obvykle se použiacutevaacute pulzniacutech laserů kdy každyacute pulz v přiacutepadě vrtaacuteniacute malyacutech otvorů vytvořiacute otvor o hloubce a průměru přibližně desetiny mm Velkeacute otvory jsou vytvaacuteřeny tak že laser tvořiacute draacutehu o průměru otvoru Vyššiacute přesnosti otvoru se dosaacutehne přiacutepadně naacuteslednyacutem lapovaacuteniacutem otvoru Daacutele se lasery využiacutevajiacute na tvorbu ryacuteh na povrchu materiaacutelu Charakteristickyacutemi vlastnostmi laserů je vlnovaacute deacutelka jmenovityacute vyacutekon a pracovniacute režim [12]
23 Broušeniacute
Broušeniacute je jednou z dokončovaciacutech metod obraacuteběniacute Kdy působeniacutem abrazivniacutech zrn na materiaacutel dochaacuteziacute k oddělovaacuteniacute malyacutech třiacutesek z povrchu obrobku Brusnaacute zrna jsou umiacutestěna v brusneacutem naacutestroji naacutehodně a tedy vyacuteslednyacute naacutestroj nemaacute definovanou geometrii Brusnyacute kotouč je k obrobku přitlačovaacuten a zaacuteroveň vykonaacutevaacute posuvnyacute pohyb Jako brusneacute naacutestroje pro keramickeacute materiaacutely je využiacutevaacuteno diamantu karbidu křemiacuteku nebo oxidu hliniteacuteho Zrna miacutevajiacute velikost od jednotek do několika stovek μm v zaacutevislosti na požadavciacutech na vyacuteslednou kvalitu povrchu Zrna byacutevajiacute obvykle pevně spojena (vaacutezaneacute brusivo) ale někdy se využiacutevajiacute i zrna volnaacute ve formě suspenze (zrna v kapalině) Při broušeniacute jsou brusnaacute zrna vtlačovaacutena do obraacuteběneacuteho materiaacutelu po ktereacutem se smyacutekajiacute a odvalujiacute V miacutestě kontaktu jsou vysokaacute napětiacute a může dochaacutezet takeacute k plastickyacutem deformaciacutem (mikroskopickyacute rozsah) Oddělovaacuteniacute materiaacutelu dochaacuteziacute tak že zrna vylamujiacute a vytrhaacutevajiacute maleacute čaacutestice po odlehčeniacute může dochaacutezet k odpryacuteskaacutevaacuteniacute malyacutech čaacutestic Nejdůležitějšiacutemi parametry broušeniacute je měrnyacute vyacutekon broušeniacute objemovaacute uacutečinnost naacutestroje a měrnaacute energie broušeniacute [12]
24 Freacutezovaacuteniacute soustruženiacute a vrtaacuteniacute
Keramickeacute materiaacutely je možneacute obraacutebět i konvenčniacutemi metodami obraacuteběniacute ale je nutneacute použiacutevat naacutestroje na baacutezi polykrystalickeacuteho diamantu přiacutepadně kubickeacuteho nitridu boacuteru Pro zvyacutešeniacute trvanlivosti naacutestrojů a zkraacuteceniacute doby obraacuteběniacute je vhodneacute využiacutet předevšiacutem laseru na přiacutepravu obrobku z keramickeacuteho materiaacutelu a poteacute pouze
dokončit některou z konvenčniacutech metod obraacuteběniacute Vzhledem k vysokeacute křehkosti dochaacuteziacute při vnikaacuteniacute naacutestroje do keramiky k tvorbě trhlin v materiaacutelu takto narušenyacute materiaacutel se vylamuje a odpryacuteskaacutevaacute od povrchu Je nutneacute při obraacuteběniacute keramiky obraacutebět nižšiacutemi posuvovyacutemi rychlostmi protože dochaacuteziacute k vysokeacutemu naacuterůstu řeznyacutech sil a bylo by možneacute naacutesledneacute porušeniacute obrobku Třiacuteska vznikaacute obdobnyacutem způsobem jako při broušeniacute keramickyacutech materiaacutelů [12]
25 Freacutezovaacuteniacute
Freacutezovaacuteniacute probiacutehaacute rotačniacutem naacutestrojem kteryacute konaacute hlavniacute řeznyacute pohyb Posuvovyacute pohyb obvykle vykonaacutevaacute obraacuteběnaacute součaacutest a obvykle je v zaacuteběru několik zubů freacutezy Tvořiacute se třiacuteska kteraacute maacute proměnlivou tloušťku [17]
Freacutezovaacuteniacute obecně se rozděluje dle naacutestrojů na freacutezovaacuteniacute vaacutelcoveacute a čelniacute Z těchto zaacutekladniacutech druhů vychaacuteziacute dalšiacute druhy jako je freacutezovaacuteniacute okružniacute a planetoveacute Dalšiacute rozděleniacute je možneacute dle pohybů freacutezy a obrobku na sousledneacute a nesousledneacute [17]
251 Vaacutelcoveacute freacutezovaacuteniacute
Vaacutelcoveacute freacutezovaniacute probiacutehaacute freacutezou ve tvaru vaacutelce kdy jsou zuby vytvořeny jen po obvodu naacutestroje Použiacutevajiacute se předevšiacutem vaacutelcoveacute a tvaroveacute freacutezy Hloubka vrstvy odebiacuteraneacute freacutezou se nastavuje kolmo na posuvovou složku pohybu [17]
Sousledneacute freacutezovaacuteniacute
Naacutestroj rotuje ve směru posuvu obrobku a třiacuteska začiacutenaacute na maximaacutelniacutem průřezu a postupně se zmenšuje až na nulovou tloušťku Vyacuteslednaacute plocha tvořenaacute freacutezou vznikaacute při vyacutestupu freacutezy z materiaacutelu Pro sousledneacute freacutezovaacuteniacute je nutneacute vymezit vůli mezi posuvovyacutem šroubem a maticiacute stolu stroje Sousledneacute freacutezovaacuteniacute je na obraacutezku 22 [17]
Probiacutehaacute opačně než sousledneacute freacutezovaacuteniacute Naacutestroj konaacute rotačniacute pohyb proti směru posuvoveacuteho pohybu obrobku a tiacutem je tvořena vyacuteslednaacute plocha při vstupu freacutezy do materiaacutelu Třiacuteska postupně narůstaacute od nuloveacute tloušťky do maxima viz obraacutezek 23 [17]
Čelniacute freacuteza maacute zuby vytvořeny jak na obvodu tak na čele a hlavniacute osa je kolmaacute na směr posuvoveacute rychlosti Při symetrickeacutem čelniacutem freacutezovaacuteniacute je osa naacutestroje shodnaacute s osou symetrie obraacuteběneacute plochy viz obraacutezek 24 [17]
Obr 24 a) Čelniacute symetrickeacute freacutezovaacuteniacute b) Čelniacute nesymetrickeacute freacutezovaacuteniacute [17]
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
UacuteVOD
9 UacuteST FSI VUT v Brně
UacuteVOD
Mezi keramickeacute materiaacutely je možneacute řadit takoveacute materiaacutely ktereacute jsou anorganickeacuteho a nekovoveacuteho charakteru a jsou vaacutezaacuteny kovalentniacutemi iontovyacutemi nebo iontově-kovalentniacutemi vazbami Keramickeacute materiaacutely jsou využiacutevaacuteny pro širokeacute spektrum vyacuterobků Od tradičniacutech keramickyacutech materiaacutelů jako jsou cihly dlaždice sanitaacuterniacute keramika a dalšiacute běžneacute vyacuterobky až po pokročilou technickou keramiku kteraacute je využiacutevaacutena v průmyslu předevšiacutem z důvodů jejiacute žaacuteruvzdornosti odolnosti proti působeniacute chemikaacuteliiacute odolnosti proti opotřebeniacute tvrdosti a dalšiacutem jedinečnyacutem vlastnostem Moderniacute vyacuterobky z technickeacute keramiky již majiacute i vysokou pevnost nejen v tlaku ale i v tahu a ohybu a proto dochaacuteziacute k velkeacutemu rozvoji technickeacute keramiky Napřiacuteklad již byl vyvinut spalovaciacute motor kde byly z převaacutežneacute čaacutesti použity keramickeacute materiaacutely jako konstrukčniacuteho materiaacutelu Vyacuteroba z keramickyacutech materiaacutelů je naacuteročnaacute předevšiacutem z energetickeacuteho hlediska z důvodu sušeniacute a tepelneacuteho zpracovaacuteniacute po vytvarovaacuteniacute vyacuterobku do požadovaneacuteho tvaru
Se staacutele rostouciacutemi požadavky na keramickeacute vyacuterobky se měniacute i způsoby jejich konečneacuteho zpracovaacuteniacute kdy se začiacutenaacute prosazovat i obraacuteběniacute Keramickeacute materiaacutely se velice těžce obraacutebiacute což je způsobeno vysokou tvrdostiacute a tiacutem že jsou vyacuterobky z keramickyacutech materiaacutelů velice křehkeacute Obvykle se obraacutebiacute broušeniacutem ale je možneacute použiacutevat i dalšiacute způsoby konvenčniacuteho obraacuteběniacute jako je freacutezovaacuteniacute soustruženiacute nebo vrtaacuteniacute Daacutele se použiacutevajiacute nekonvečniacute metody jako obraacuteběniacute ultrazvukem nebo laserem
Ciacutelem praacutece je zhodnotit obrobitelnost žaacuteruvzdorneacuteho keramickeacuteho materiaacutelu R-S67K kteryacute zapůjčila firma SEEIF Ceramic as Jednaacute se o vysocehlinityacute šamot kteryacute byl freacutezovaacuten vyměnitelnou břitovou destičkou z polykrystalickeacuteho diamantu Při freacutezovaacuteniacute byly měřeny řezneacute siacutely ktereacute působily při obraacuteběniacute Daacutele byly změřeny parametry drsnosti povrchu a opotřebeniacute vyměnitelneacute břitoveacute destičky
KERAMICKEacute MATERIAacuteLY
10 UacuteST FSI VUT v Brně
1 KERAMICKEacute MATERIAacuteLY
Keramika je anorganickeacuteho původu a může obsahovat nekovoveacute i kovoveacute materiaacutely ktereacute jsou obvykle vaacutezaneacute kovalentniacutemi vazbami iontovyacutemi vazbami nebo jejich kombinaciacute tedy iontově-kovalentniacutemi vazbami Chemickeacute složeniacute je vysoce proměnliveacute od jednoduchyacutech dvousložkovyacutech sloučenin až po vysoce složiteacute faacuteze Zaacutekladniacutemi vlastnostmi keramickyacutech materiaacutelů je vysokaacute tvrdost pevnost v tlaku odolnost proti vysokyacutem teplotaacutem a tuhost ale jako nevyacutehoda keramickyacutech materiaacutelů se jeviacute niacutezkaacute pevnost v ohybu a křehkost Keramickeacute materiaacutely vykazujiacute relativně niacutezkou hustotu oproti jinyacutem konstrukčniacutem materiaacutelům ale na druhou stranu jsou špatně obrobitelneacute a naacutechylneacute k šiacuteřeniacute trhlin Dalšiacutemi vlastnostmi keramickyacutech materiaacutelů je niacutezkaacute elektrickaacute vodivost a až na vyacutejimky jsou keramickeacute materiaacutely diamagnetickeacute nebo paramagnetickeacute Je několik způsobů jak dělit keramickeacute materiaacutely do kategoriiacute např dle struktury faacutezoveacuteho a chemickeacuteho složeniacute nebo dle poacuterovitosti Je takeacute možneacute dělit keramiku dle využitiacute na keramiku žaacuteruvzdornou stavebniacute nebo technickou a tradičniacute [1 2 3 4]
11 Tradičniacute keramika
Prvniacute vzniklaacute keramika byla praacutevě keramika tradičniacute na jejiacutež vyacuterobu se použiacutevaacute křemene živce kaoliacutenu jiacutelu a dalšiacutech materiaacutelů Keramickou strukturu v tradičniacute keramice z uvedenyacutech materiaacutelů tvořiacute oxid křemičityacute SiO2 kteryacute je zaacuteroveň žaacuteruvzdornyacute Z živců je předevšiacutem využiacutevanyacute draselnyacute živec K2OAl2O36SiO2 ze ktereacuteho při vypaacuteleniacute vznikne skelnaacute složka Jiacutelů (hydratovanyacute křemičitan hlinityacute Al4(OH)2Si4O10 a dalšiacute oxidy různyacutech kovů) je využiacutevaacuteno jako pojiva před samotnyacutem vypalovaacuteniacutem aby bylo možneacute směs vytvarovat do požadovaneacuteho tvaru [1 3 4]
12 Technickaacute keramika
Keramika kteraacute je použiacutevanaacute pro naacuteročnějšiacute aplikace je teacutež nazyacutevanaacute konstrukčniacute Vstupniacute materiaacutely již obvykle nejsou volně dostupneacute ale jednaacute se o syntetickeacute laacutetky Vyacutehody technickeacute keramiky jsou vysokaacute pevnost v tlaku chemickaacute odolnost odolnost proti opotřebeniacute a žaacuteruvzdornost Diacuteky složiteacutemu zpracovaacuteniacute pokročilyacutech materiaacutelů použityacutech pro vyacuterobu dochaacuteziacute k vyacuterazneacutemu rozvoji až ve druheacute polovině 20 stoletiacute Technickaacute keramika je daacutele rozdělovaacutena na keramiku oxidovou neoxidovou a směsnou [1 3]
121 Keramika oxidovaacute
Oxidickaacute keramika je tvořena jedniacutem druhem oxidu ale může byacutet obsažena jedna nebo viacutece faacuteziacute Je takeacute možneacute přidaacutevat maleacute množstviacute přiacuteměsiacute jinyacutech oxidů pro zlepšeniacute vlastnostiacute konečneacuteho vyacuterobku a zaacuteroveň neniacute možneacute zabezpečit 100 čistotu vstupniacutech materiaacutelů Jednaacute se o nejviacutece zastoupenyacute druh technickeacute keramiky Kromě vyacuteše zmiacuteněnyacutech vlastnostiacute obecnyacutech pro technickou keramiku keramika oxidovaacute vynikaacute vyacutebornou schopnostiacute izolovat elektrickyacute proud Nejčastěji se můžeme setkat s keramikou kde je zaacutekladniacutem materiaacutelem oxid hlinityacute Al2O3 nebo oxid zirkoničityacute ZrO2 Daacutele se použiacutevajiacute oxidy na baacutezi hořčiacuteku berylia titanu a dalšiacutech prvků [3 4 5]
KERAMICKEacute MATERIAacuteLY
11 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě Al2O3
Takeacute je nazyacutevaacutena jako keramika korundovaacute Obvykle je použiacutevaacutena faacuteze s hexagonaacutelniacute strukturou označovanyacute jako Al2O3 ndash α Maacute obvykleacute vlastnosti keramickyacutech materiaacutelů jako je vysokaacute žaacuteruvzdornost pevnost tvrdost a odolnost proti taveninaacutem kovů a různyacutem chemickyacutem laacutetkaacutem Tyto vlastnosti si zachovaacutevaacute i do oblasti teplot okolo 1 000 degC a teplota taacuteniacute korundoveacute keramiky je 2 050 degC To je způsobeno iontovyacutemi vazbami mezi atomy hliniacuteku a kysliacuteku Korundovaacute keramika je vyraacuteběna v rozmeziacute 80 - nad 99 hmotnosti Al2O3 Vlastnosti se s rostouciacutem obsahem měniacute jak je vidět z tabulky 11 [7] Tab 11 Vlastnosti keramiky na zaacutekladě obsahu Al2O3 [7]
Obsah Al2O3
Veličina Jednotka
80 ndash 86
hm
87-95
hm
96-99
hm
nad 99
hm
Hustota [gcm-3
] 35 - 36 36 - 37 37 - 38 38 - 39
Youngův modul pružnosti v tahu [GPa] 200 300 400 400
Všechny mechanickeacute vlastnosti se zlepšujiacute s rostouciacutem obsahem oxidu hliniteacuteho stejně tak roste tvrdost tepelnaacute vodivost a koeficient deacutelkoveacute teplotniacute roztažnosti [7] Keramickeacute materiaacutely na zaacutekladě oxidu hliniteacuteho jsou slinovaacuteny za pomoci tekuteacute nebo pevneacute faacuteze Volba zaacutevisiacute na objemu ostatniacutech laacutetek ve směsi Konstrukčniacute keramika kteraacute obsahuje menšiacute obsah Al2O3 je slinovaacutena mastkem kaolinem nebo uhličitany vaacutepniacuteku nebo hořčiacuteku Při obsahu nad 99 je slinovaacuteniacute provaacuteděno za pomoci oxidů hořečnateacuteho nebo jinyacutech hořčiacutekovyacutech sloučenin ktereacute se za zvyacutešeneacute teploty přeměniacute na oxid hořečnatyacute [3 6 7]
Obr 11 Krystalickaacute struktura oxidu hliniteacuteho [18]
KERAMICKEacute MATERIAacuteLY
12 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě ZrO2
Vlastnosti oxidickeacute konstrukčniacute keramiky na baacutezi oxidu zirkoničiteacuteho jsou značně ovlivňovaacuteny faacutezovyacutemi přeměnami hlavniacuteho stavebniacuteho prvku ktereacute jsou na obraacutezku 12 Tyto přeměny jsou zaacutevisleacute na teplotě Oxid zirkoničityacute postupně přechaacuteziacute z kubickeacute mřiacutežky na tetragonaacutelniacute a naacutesledně do monoklinickeacute krystaloveacute mřiacutežky Praacutevě tato posledniacute přeměna maacute největšiacute vyacuteznam a to z toho důvodu že se značně podobaacute martenzitickeacute přeměně oceli Tato změna je doprovaacutezena značnou změnou tvaru a objemu zrn Tato přeměna daacutele probiacutehaacute bezdifuacutezně a ne izotermicky [3 6 7]
Vyacutevoj neoxidoveacute keramiky byl započat v důsledku potřeby ziacuteskat takoveacute materiaacutely ktereacute budou schopneacute dosaacutehnout vyššiacutech teplot a přitom si zachovat sveacute mechanickeacute vlastnosti Z materiaacutelů použiacutevanyacutech pro neoxidickou keramiku to jsou předevšiacutem různeacute karbidy nitridy boridy a silicidy Technologickeacute zpracovaacuteniacute těchto sloučenin na keramiku je složitějšiacute z důvodu že je nutneacute zabraacutenit oxidaci materiaacutelů za vysokyacutech teplot při vyacuterobě (je nutneacute slinovat za redukčniacute atmosfeacutery nebo ve vakuu) Z toho plyne i určiteacute omezeniacute pro využitiacute materiaacutelů v praxi kdy neniacute možneacute neoxidoveacute keramiky využiacutet tam kde by za vysokyacutech teplot byly vystaveny oxidačniacute atmosfeacuteře Daacutele při vyacuterobě je nutneacute zohlednit že některeacute sloučeniny jako SiC nebo BN se při zahřaacutetiacute na vysokou teplotu samovolně nezhutňujiacute (nedochaacuteziacute ke slinovaacuteniacute) a je nutneacute využiacutet slinovaacuteniacute reakčniacuteho nebo slinovaacuteniacute tlakoveacuteho [3 6 20] Keramickeacute materiaacutely na zaacutekladě SiC Nejrozšiacuteřenějšiacute karbidickyacute materiaacutel pro přiacutepravu keramiky Maacute kubickou strikturu obdobnou jakaacute je v diamantu ale ve struktuře neniacute pouze uhliacutek a 50 uhliacuteku je nahrazeno křemiacutekem Pro vysokou tvrdost je využiacutevaacuten často jako brusnyacute materiaacutel Tento materiaacutel je možneacute použiacutet jako praacutešek anebo ve formě naacutestroje kde je vaacutezaacuten organickou nebo anorganickou sloučeninou (je možneacute i využitiacute ve formě pasty kde je karbid křemiacuteku vaacutezaacuten pomociacute polymeru) Karbid křemiacuteku je velice dobryacute vodič tepla daacutele maacute a malou teplotniacute roztažnost takže je vysoce odolnyacute proti změnaacutem teploty Elektrickou energii vede jako polovodič [5 6]
Obr 13 Krystalickaacute struktura karbidu křemiacuteku [19]
KERAMICKEacute MATERIAacuteLY
13 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě Si3N4
Moderniacute keramickyacute materiaacutel kteryacute patřiacute do oblasti nitridů Nitridy obecně majiacute vysokou odolnost proti vysokyacutem teplotaacutem Samotnyacute nitrid křemiacuteku maacute hexagonaacutelniacute strukturu K jeho vlastnostem patřiacute dobraacute tepelnaacute vodivost a maleacute tepelnaacute roztažnost což dohromady daacutevaacute odolnost proti změnaacutem teploty (podobně jako karbid křemiacuteku) Je poměrně křehkyacute ale pokud je odstraněna skelnaacute faacuteze je možneacute zvyacutešit lomovou houževnatost diacuteky vlaacuteknům ktereacute prorůstajiacute strukturou Nitrid křemiacuteku je využiacutevaacuten jako naacutestrojovyacute materiaacutel vybaveniacute do sleacutevaacuteren a takeacute se objevil dieselovyacute motor celyacute sestavenyacute z diacutelů vyrobenyacutech z Si3N4 (adiabatickyacute motor kteryacute neniacute třeba chladit) [5 6 7]
Obr 14 Hybridniacute keramickyacute motor [21]
123 Keramika směsnaacute
Jak už naacutezev uvaacutediacute jednaacute se o směs buď jedneacute oxidickeacute keramiky a jedneacute neoxidickeacute nebo směs dvou oxidickyacutech materiaacutelů Často je využiacutevaacuteno karbidu nebo nitridu titanu na zvyacutešeniacute odolnosti proti vysokyacutem teplotaacutem a zvyacutešeniacute mechanickyacutech vlastnostiacute Relativně novou směsnou keramikou je Sialon (Si ndash Al ndash O ndash N) kteryacute je z hlediska svyacutech vlastnostiacute podobnyacute nitridu křemiacuteku ale zvětšiacute odolnost proti zvyacutešenyacutem teplotaacutem a je proto využiacutevaacuten na plynoveacute turbiacuteny ktereacute jsou vysoce teplotně namaacutehaacuteny [2 3 6]
13 Struktura keramickyacutech materiaacutelů
Keramika je obvykle tvořena krystalickou strukturou kteraacute může byacutet doplněna skelnou strukturou Samotnaacute krystalickaacute struktura je vyacuterazně ovlivněna typem vazeb ktereacute jsou utvořeny mezi atomy Vyskytujiacute se dva druhy vazeb a to vazba kovalentniacute a iontovaacute nebo je možnaacute i kombinace obou typů vazeb tedy vazbou iontově-kovalentniacute kteraacute je pro keramickeacute materiaacutely typickaacute [1 3]
KERAMICKEacute MATERIAacuteLY
14 UacuteST FSI VUT v Brně
131 Vazby v keramickyacutech materiaacutelech
Kovalentniacute vazbu u keramickyacutech materiaacutelů tvořiacute obvykle dva nekovoveacute prvky (SiC Si3N4) Tento druh vazby vznikaacute tak že atomy sdiacutelejiacute elektrony ve svyacutech elektronovyacutech obalech Tato vazba je určenaacute i směrově (dochaacuteziacute k vytvaacuteřeniacute různyacutech druhů siacutetiacute) a nedochaacuteziacute k tak velkeacutemu přibliacuteženiacute atomů jako u iontoveacute vazby Typickyacutemi vlastnostmi materiaacutelů s kovalentniacute vazbou je vysokaacute chemickaacute odolnost tvrdost a elektronovaacute vodivost Naopak tyto materiaacutely dosahujiacute niacutezkyacutech hodnot tepelneacute roztažnosti a minimaacutelniacute tvaacuternosti [1 23] Iontovou vazbu tvořiacute obvykle kovovyacute prvek s kysliacutekem nebo dalšiacutemi nekovovyacutemi prvky (ZrO MgO) Tato vazba je tvořena elektrostatickyacutemi silami působiacuteciacutemi mezi opačně nabityacutemi ionty dvou prvků proto majiacute materiaacutely s iontovou vazbou vysokou hustotu (opačně nabiteacute atomy jsou přitaženy velkyacutemi silami k sobě na velmi malou vzdaacutelenost) Dalšiacutemi vlastnostmi materiaacutelů s iontovou vazbou je velkaacute tepelnaacute roztažnost niacutezkaacute iontovaacute vodivost a špatnaacute tvaacuternost [1 23] Nejčastěji se v keramickyacutech materiaacutelech vyskytuje kombinace obou vazeb a to vazba iontově-kovalentniacute Množstviacute zastoupeniacute vazeb v daneacutem keramickeacutem materiaacutelu je daacutena elektronegativitou jednotlivyacutech prvků zastoupenyacutech ve struktuře Zaacuteroveň poměr určuje typ krystalickeacute struktury V tabulce 12 jsou uvedeny poměry zastoupeniacute iontoveacute nebo kovalentniacute vazby v některyacutech keramickyacutech materiaacutelech [1] Tab 12 Podiacutel iontoveacute a kovalentniacute vazby ve vybranyacutech keramickyacutech materiaacutelech [1]
Keramickyacute
materiaacutel
Rozdiacutel elektronegativit
prvků
Iontovyacute
charakter
Kovalentniacute
charakter
MgO 3 77 23
Al2O3 2 63 37
Si3N4 12 30 70
SiC 07 11 89
132 Pohyb dislokaciacute v keramickyacutech materiaacutelech
Typ vazby daacutele ovlivňuje pohyby dislokaciacute v materiaacutelech Kovalentniacute i iontovaacute vazba maacute jak jiacutež bylo zmiacuteněno niacutezkou hodnotu tvaacuternosti což je způsobeno praacutevě velice omezenyacutem pohybem dislokaciacute v těchto materiaacutelech Tato vlastnost vyacuterazně snižuje mechanickeacute vlastnosti keramickyacutech materiaacutelů a tak omezuje jejich využitiacute jako materiaacutelu pro vysoce namaacutehaneacute konstrukčniacute prvky Malaacute pohyblivost dislokaciacute je způsobena v materiaacutelech s kovalentniacute vazbou tiacutem že pro pohyb dislokace je nutneacute přerušit směrově orientovaneacute vazby Přerušeniacutem těchto vazeb vznikajiacute vysokaacute P-N (Peierlsovo ndash Nabarrovo) napětiacute teacuteměř na uacuterovni pevnosti materiaacutelu Proto nedochaacuteziacute k teacuteměř žaacutedneacute plastickeacute deformaci ale rovnou ke křehkeacutemu lomu součaacutesti Daacutele je možnaacute zhoršenaacute maneacutevrovatelnost dislokaciacute v materiaacutelech s jednoduchou iontovou mřiacutežkou (MgO) Zde jsou napětiacute P-N podobnaacute jako u kovů ale neniacute splněna podmiacutenka pěti nezaacutevislyacutech skluzovyacutech systeacutemů a proto dochaacuteziacute k jevu že monokrystaly jsou tvaacuterneacute ale polykrystaly již tvaacuterneacute nejsou Ve většině keramickyacutech materiaacutelů dochaacuteziacute ke kombinaci obou přiacutepadů [24] Za rostouciacute teploty keramickyacutech materiaacutelů (stejně jako u dalšiacutech materiaacutelů) dochaacuteziacute k poklesu P-N napětiacute a tiacutem roste tvaacuternost Keramickeacute materiaacutely ale se staacutevajiacute tvaacuternyacutemi až teacuteměř při dosaženiacute teploty taveniacute [24]
KERAMICKEacute MATERIAacuteLY
15 UacuteST FSI VUT v Brně
133 Poruchy v keramickyacutech materiaacutelech
V keramickyacutech materiaacutelech se vyskytujiacute bodoveacute čaacuteroveacute a plošneacute poruchy materiaacutelu (teacutež nazyacutevaneacute dislokace) Bodoveacute poruchy vznikajiacute buď jako vakance (chybějiacuteciacute atom) intersticiaacutelniacute (uzavřeneacute atomy mimo svoji polohu v krystalickeacute mřiacutežce) atomy nebo ionty Daacutele se mohou vyskytovat atomy jineacute laacutetky uzavřeneacute v krystalickeacute struktuře Bodoveacute poruchy krystalickeacute mřiacutežky nejsou přiacuteliš vyacuteznamneacute protože jsou obvykle izolovaacuteny v maleacutem prostoru Nejvyacuteznamnějšiacute jsou poruchy čaacuteroveacute ktereacute umožňujiacute plastickou deformaci materiaacutelu Čaacuteroveacute poruchy jsou buď šrouboveacute hranoveacute nebo jejich kombinace Hranoveacute poruchy vznikajiacute tak že v některyacutech miacutestech přebyacutevaacute řada atomů Šrouboveacute poruchy vznikajiacute tak že roviny kolmeacute k dislokačniacute čaacuteře tvořiacute šroubovou plochu Plošneacute poruchy materiaacutelu majiacute vliv předevšiacutem na hraniciacutech zrn [12 24]
Obr 15 a) Hranovaacute b) šroubovaacute porucha materiaacutelu [25]
14 Vlastnosti keramickyacutech materiaacutelů
Keramickeacute materiaacutely majiacute rozdiacutelneacute vlastnosti ktereacute jsou zaacutevisleacute na samotneacutem chemickeacutem složeniacute a jeho čistotě krystalickeacute struktuře a na způsobu jakyacutem je keramickyacute materiaacutel zpracovaacuten Celeacute vyacuterobky z keramiky jsou z hlediska vlastnostiacute homogenniacute přestože jednotliveacute krystaly majiacute sveacute vlastnosti rozdiacutelneacute a i vlastnosti jednotliveacuteho krystalu v různyacutech směrech jsou odlišneacute To že vlastnosti konečneacuteho vyacuterobku jsou ve všech směrech stejneacute je způsobeno tiacutem že je ve vyacuterobku rozloženo velkeacute množstviacute nahodile rozmiacutestěnyacutech krystalů Dalšiacute vlastnostiacute keramiky je to že je poacuterovitaacute a to způsobuje že v některyacutech miacutestech je uzavřen vzduch tedy materiaacutel kteryacute nemaacute žaacutednou pevnost ani hmotnost Obecnyacutemi a velice důležityacutemi vlastnostmi keramickyacutech materiaacutelů je vysokaacute tvrdost žaacuteruvzdornost odolnost proti otěru i proti chemikaacuteliiacutem naopak nejsou odolneacute v tahu a ohybu (dochaacuteziacute ke křehkeacutemu lomu) Co se tyacuteče elektrickyacutech vlastnostiacute keramickeacute materiaacutely jsou obvykle izolanty ale neniacute to pravidlem a mohou se vyskytovat keramickeacute materiaacutely ktereacute jsou piezoelektrickeacute polovodiveacute nebo pyroelektrickeacute Podobně jako elektrickaacute vodivost i pro vodivost tepelnou jsou keramickeacute materiaacutely obvykle izolanty ale existujiacute i takoveacute ktereacute teplo vedou jako kovy [3 23]
141 Elastickeacute vlastnosti
Pokud jsou keramickeacute materiaacutely vystaveny kraacutetkodobeacutemu a relativně maleacutemu siloveacutemu působeniacute chovajiacute se dle Hookova zaacutekona (prodlouženiacute je přiacutemo uacuteměrneacute zatěžujiacuteciacutemu napětiacute) tedy elasticky a po odlehčeniacute se vraciacute do sveacuteho původniacuteho
a) b)
KERAMICKEacute MATERIAacuteLY
16 UacuteST FSI VUT v Brně
tvaru bez poškozeniacute Poměrneacute prodlouženiacute (nebo zkraacuteceniacute) v daneacute ose můžeme vypočiacutetat dle vztahů 11 až 13 [5 12]
kde εxyz [-] - poměrneacute prodlouženiacute
σxyz [Mpa] - normaacuteloveacute napětiacute v daneacute ose
Modul pružnosti je pro keramickeacute materiaacutely značně odlišnyacute pro běžnyacute porcelaacuten je hodnota přibližně 70 GPa naopak slinuteacute karbidickeacute keramiky mohou dosahovat hodnot až 500 GPa Širokyacute interval hodnot modulu pružnosti u keramickyacutech materiaacutelů je způsoben tiacutem že modul pružnosti ovlivňuje samotneacute složeniacute keramickeacuteho materiaacutelu daacutele jeho mikrostruktura (uspořaacutedaacuteniacute podiacuteloveacute zastoupeniacute jednotlivyacutech faacuteziacute) Pro dvoufaacutezoveacute systeacutemy (jednoho druhu keramickeacuteho materiaacutelu a poacuterů) je možneacute určit modul pružnosti dle empirickeacuteho vztahu 14 Keramickeacute materiaacutely dosahujiacute hodnot Poissonova čiacutesla v rozmeziacute od 017 do 036 [5 12]
kde E0 [GPa] - modul pružnosti keramickeacuteho materiaacutelu bez poacuterů
VP [-] - objemoveacute množstviacute poacuterů
ab [-] - součiniteleacute tvaru poacuterů [5]
142 Plastickeacute vlastnosti
Za normaacutelniacutech teplot je keramika obvykle tvrdaacute křehkaacute ale mohou nastat přiacutepady kdy tomu tak neniacute ani za normaacutelniacutech teplot Za zvyacutešenyacutech teplot dochaacuteziacute k plastickeacutemu chovaacuteniacute keramickyacutech materiaacutelů Za normaacutelniacutech teplot je možneacute dosaacutehnout plastickeacuteho chovaacuteniacute keramickyacutech materiaacutelů kdy dochaacuteziacute k deformaci pouze minimaacutelniacuteho množstviacute materiaacutelu relativně vysokyacutem zatiacuteženiacutem toto je splněno při měřeniacute mikrotvrdosti kdy po diamantoveacutem indentoru zůstane otisk v materiaacutelu [5 12] Pokud je deformovaacuten pouze jednotlivyacute krystal keramickeacuteho materiaacutelu dochaacuteziacute ke skluzu čaacutestiacute krystalu Tyto skluzy se vnikajiacute tak že dochaacuteziacute k přesmykovaacuteniacute ktereacute ještě ulehčujiacute čaacuteroveacute dislokace v krystalu Daacutele může vznikat plastickaacute deformace jednotliveacuteho krystalu dvojčatěniacutem Velikost možneacute plastickeacute deformace je značně ovlivňovaacutena pohyblivostiacute a maneacutevrovatelnostiacute dislokaciacute v materiaacutelu [5 12]
( )[ ] 1-times+-= Ezyxx ssmse (11)
( )[ ] 1-times+-= Eyzyy ssmse (12)
( )[ ] 1-times+-= Eyxzz ssmse (13)
( )2
0 1 PP bVaVEE +-= [GPa] (14)
KERAMICKEacute MATERIAacuteLY
17 UacuteST FSI VUT v Brně
143 Creep
Creep (pomaleacute tečeniacute) je vlastně plastickeacute deformovaacuteniacute materiaacutelu ktereacute je ale obvykle provaacuteděno za zvyacutešenyacutech teplot Jednaacute se o velice důležitou charakteristiku pro keramickeacute materiaacutely (keramika může byacutet zkoušena za teplot nad 1 000 degC) a proto bude pro creep věnovaacutena jedna samostatnaacute kapitola Creep se vyznačuje tiacutem že k němu dochaacuteziacute při dlouhodobeacutem zatiacuteženiacute (při namaacutehaacuteniacute ktereacute nedosahuje meze kluzu materiaacutelu) za zvyacutešeneacute teploty Vyacutestupem z těchto zkoušek je takovaacute znalost o materiaacutelu že je znaacutemo za jakou dobu při daneacute teplotě a zatiacuteženiacute dojde ke stanoveneacutemu prodlouženiacute zkušebniacuteho vzorku Teacuteto znalosti můžeme využiacutet při navrhovaacuteniacute žaacuteruvzdornyacutech keramickyacutech vyacuterobků [5 12]
Obr 16 Tečeniacute materiaacutelu za různyacutech teplot [5]
Křivky tečeniacute materiaacutelu zatiacuteženeacuteho stejnyacutem zatiacuteženiacutem ale při jineacute teplotě jsou vyobrazeny na obraacutezku 16 Po počaacutetečniacutem pružneacutem prodlouženiacute naacutesleduje faacuteze kdy rychlost tečeniacute pomalu klesaacute V posledniacute faacutezi dochaacuteziacute ke zvyacutešeniacute rychlosti což je způsobeno ztenčeniacutem průřezu zatěžovaneacuteho vzorku a daacutele takeacute vlivem dutin ktereacute se objevujiacute ve vzorku K porušeniacute vzorku ale může dojiacutet již ve druheacutem staacutediu tečeniacute [5 26]
kde eamp [s-1] - rychlost poměrneacuteho prodlouženiacute
T [degK] - absolutniacute teplota
k [-] - konstanta
T0 [-] - konstanta [5]
Rychlost deformovaacuteniacute vzorku je možneacute ze vztahu 15 ze ktereacuteho je patrneacute že zmiacuteněnaacute rychlost roste se zvyšujiacuteciacutem se napětiacute a teplotou Creep se u keramickyacutech
T
T
n ek0-
timestimes= seamp [s-1] (15)
KERAMICKEacute MATERIAacuteLY
18 UacuteST FSI VUT v Brně
materiaacutelů objevuje při dosaženiacute polovičniacute teploty než je teplota taacuteniacute daneacuteho keramickeacuteho materiaacutelu [5]
144 Pevnost
Deformace keramickyacutech materiaacutelů probiacutehaacute do teacute doby než se objeviacute křehkyacute lom v materiaacutelu Křehkyacute lom se objevuje protože se netvořiacute žaacutednaacute plastickaacute deformace viditelnaacute pouhyacutem okem Prvotniacute porušeniacute keramickyacutech materiaacutelů se objevuje na jejich povrchu Toto porušeniacute je často vyvolaacuteno tahovyacutemi napětiacutemi Odolnost keramickyacutech materiaacutelů je v tahu vyacuteznamně nižšiacute než v tlaku (až 10x nižšiacute v tahu) Materiaacutely použiacutevaneacute pro izolaci majiacute pevnost v tahu na uacuterovni 10 MPa tradičniacute keramickeacute vyacuterobky dosahujiacute pevnosti v tlaku až 150 MPa Pro vysoce čisteacute keramickeacute materiaacutely (Al2O3) s velikostiacute zrn v řaacutedu μm je možneacute dosaacutehnout vyacuterazně vyššiacutech pevnostiacute i v ohybu a to až 600 Mpa Daacutele se vyskytujiacute speciaacutelniacute keramickeacute materiaacutely s pevnostiacute v tahu až 1 000 MPa [12 27] Pevnost keramickyacutech materiaacutelů je ovlivňovaacutena mnoha faktory napřiacuteklad poacutery trhlinami velikostiacute zrn a inkluzemi Pro keramickeacute materiaacutely je z pohledu pevnosti velice důležityacute faktor poacuterovitosti kdy existence poacuterů zmenšuje průřez a daacutele působiacute jako koncentraacutetor napětiacute [5 12]
V tabulce 13 jsou uvedeny materiaacuteloveacute charakteristiky některyacutech keramickyacutech materiaacutelů Tab 13 Vybraneacute keramickeacute materiaacutely a jejich pevnost [3]
Materiaacutel E Rm (v tlaku) Rm (v ohybu)
[GPa] [MPa] [MPa]
Al2O3 400 - 410 3000 350 - 400
SiC 410 - 480 2000 250 - 400
Si3N4 200 - 310 1200 700 - 800
ZrO2 150 - 200 2000 100 - 200
145 Křehkost
Fakt že keramickeacute materiaacutely jsou křehkeacute je způsoben dvěma faktory jeden je principiaacutelniacute a druhyacute vedlejšiacute Principiaacutelniacute křehkost keramickyacutech materiaacutelů je způsobena tiacutem že přechodovaacute teplota keramiky je vyššiacute než běžnaacute teplota Pokud tento jev nastaacutevaacute tak neniacute materiaacutel schopen se teacuteměř vůbec plasticky deformovat a dochaacuteziacute ke křehkeacutemu lomu Je tedy ztiacuteženaacute pohyblivost a maneacutevrovatelnost dislokaciacute Dalšiacutem vlivem je že v materiaacutelech vaacutezaneacute kovalentniacute a iontovou vazbou je zhoršeneacute navaacutezaacuteniacute mřiacutežek na hraniciacutech zrn což maacute za naacutesledek že pevnost mezi zrny je sniacutežena Vedlejšiacutemi přiacutečinami jsou obecně nehomogenity v materiaacutelu špatneacute slinutiacute a tiacutem dalšiacute oslabeniacute vazeb na hraniciacutech zrn nebo existence skelneacute faacuteze Daacutele se vyskytujiacute poacutery a trhliny Vedlejšiacute přiacutečiny jsou obvykle důvodem k porušeniacute u tradičniacute keramiky u technickeacute keramiky je tento jev již značně omezen ale staacutele se může vyskytovat [5 12]
KERAMICKEacute MATERIAacuteLY
19 UacuteST FSI VUT v Brně
146 Tvrdost
Obecnaacute definice tvrdosti materiaacutelu je že tvrdost je odpor materiaacutelu před vnikaacuteniacutem ciziacuteho objektu do materiaacutelu Je velkeacute množstviacute metod pro měřeniacute tvrdosti ktereacute jsou vhodneacute pro různeacute materiaacutely Pro měřeniacute tvrdosti jsou vhodneacute naacutesledujiacuteciacute metody Rockwell Vickers a Knoop Tvrdost keramiky dosahuje na Mohsově stupnici hodnot 8 ndash 9 pro technickou oxidickou keramiku a 9 ndash 95 pro keramiku neoxidickou Po diamantu kteryacute maacute tvrdost 10 se jednaacute o nejtvrdšiacute materiaacutely jakeacute se vyskytujiacute [3 5]
15 Vyacuteroba keramickyacutech materiaacutelů
Nejobvyklejšiacute způsob vyacuteroby keramiky je použitiacute praacuteškoveacute směsi a jejiacute naacutesledneacute slinovaacuteniacute za vysokeacute teploty Slinovaacuteniacutem dochaacuteziacute takeacute ke zhutněniacute směsi (sniacuteženiacute obsahu poacuterů) Vzhledem k působeniacute vysokyacutech teplot může dojiacutet ke změně vlastnostiacute a vyacuteslednyacute vyacuterobek může miacutet jineacute vlastnosti než vstupniacute surovina Pro tradičniacute keramiku jsou jako krystalickeacute faacuteze typickeacute přiacuterodniacute materiaacutely Naopak pro pokročileacute technickeacute keramickeacute materiaacutely jsou využiacutevaacuteny materiaacutely ktereacute neniacute možneacute v přiacuterodě naleacutezt Vyacuteroba keramickyacutech materiaacutelů je složena z několika kroků Prvotniacutem krokem je přiacuteprava směsi pokračuje se vytvarovaacuteniacutem do požadovaneacuteho tvaru a poteacute je vyacuterobek dehydratovaacuten Konečnou uacutepravou je zpravidla nějakyacute druh tepelneacuteho zpracovaacuteniacute kdy nejčastěji se využiacutevaacute vypalovaacuteniacute u tradičniacute keramiky a slinovaacuteniacute u keramiky technickeacute [1 2 5]
151 Přiacuteprava směsi
Vyacuteslednaacute kvalita a takeacute technologie vyacuteroby keramickyacutech materiaacutelů je značně zaacutevislaacute na kvalitě vstupniacutech surovin Vlastnosti ktereacute se sledujiacute u vstupniacutech surovin pro keramickeacute materiaacutely jsou např chemickeacute složeniacute velikost tvar a povrch zrn Přiacuterodniacute materiaacutely jsou obvykle značně rozdiacutelneacute a proto je nutneacute vlastnosti vstupniacutech materiaacutelů sledovat Přiacuteprava směsiacute obvykle probiacutehaacute tak že materiaacutely jsou smiacutechaacuteny a namlety naraacutez Je nutneacute použiacutevat takoveacute mleciacute kameny aby nedochaacutezelo k jejich porušovaacuteniacutem a tiacutem přimiacutechaacutevaacuteniacute nežaacutedouciacutech přiacuteměsiacute do mleteacute směsi Pro sniacuteženiacute poacuterovitosti je vhodneacute miacutet rozdiacutelně velkeacute čaacutestice a to z toho důvodu že při vytvarovaacuteniacute dojde k vyplněniacute volnyacutech prostorů mezi většiacutemi čaacutesticemi čaacutesticemi menšiacutemi Miacuteseniacute může probiacutehat bez přimiacutechaacuteniacute kapaliny (obvykle voda) nebo v suspenzi V přiacutepadě miacuteseniacute s vodou je nutneacute tuto vodu po promiacuteseniacute odstranit např rozprašovaacuteniacutem Vyacutesledkem je čistyacute granulaacutet ve ktereacutem jsou smiacutechaneacute všechny materiaacutely [5]
152 Tvarovaacuteniacute
Tvarovaacuteniacute začiacutenaacute aglomeraciacute jehož podstata je v tom že do směsi keramickyacutech praacutešků se přidajiacute dalšiacute laacutetky Jsou přidaacutevaacuteny takoveacute laacutetky aby bylo možneacute vytvořit ze sucheacuteho praacutešku požadovanyacute tvar vyacutesledneacuteho vyacuterobku a takeacute usnadnit jeho tvarovaacuteniacute a celkově zlepšit jeho vlastnosti Přidaacutevajiacute se různaacute pojiva maziva a daacutele můžou byacutet použita smaacutečedla Tvarovaacuteniacute může probiacutehat za tepla ale takeacute za studena (za normaacutelniacute teploty) ktereacute je použiacutevaacuteno častěji Nejčastěji se pro tvarovaacuteniacute využiacutevaacute různyacutech druhů lisovaacuteniacute popřiacutepadě litiacute vstřikovaacuteniacute nebo vytlačovaacuteniacute Ciacutelem tvarovaacuteniacute je jednak vytvořit zaacutekladniacute tvar keramickeacuteho vyacuterobku zajistit jeho určitou hutnost a takeacute zajistit aby takto zpracovanyacute polotovar ziacuteskal dostatečnou pevnost pro manipulaci během vyacuteroby [1 2 4 7]
KERAMICKEacute MATERIAacuteLY
20 UacuteST FSI VUT v Brně
Tab 14 Metody pro tvarovaacuteniacute keramiky [28]
Lisovaacuteniacute Pro lisovaacuteniacute se obvykle použiacutevaacute suchyacutech přiacutepadně polosuchyacutech směsiacute (vlhkost do 15 ) ale mohou se lisovat i směsi mokreacute Rozhodnutiacute jakyacute způsob (suchaacute nebo mokraacute směs) se použije zaacutevisiacute na druhu zpracovaacutevaneacuteho materiaacutelu Suchyacutech směsiacute se využiacutevaacute pro lisovaacuteniacute běžnyacutech keramickyacutech vyacuterobků jako jsou např dlaždice Maximaacutelniacute tlak použiacutevanyacute pro běžneacute jednosměrneacute lisovaacuteniacute je až 200 MPa Vlastnosti lisovanyacutech vyacuterobků nejsou homogenniacute což je způsobeno třeniacutem mezi stěnami formy a keramickyacutem materiaacutelem Pro zlepšeniacute vlastnostiacute se daacutele použiacutevaacute oboustranneacuteho nebo izostatickeacuteho lisovaacuteniacute (lisovaacuteniacute ze všech stran) Dalšiacutemi použiacutevanyacutemi druhy lisovaacuteniacute jsou přetokoveacute piacutestoveacute a žaacuteroveacute lisovaacuteniacute [4 7 24] Přetokoveacute lisovaacuteniacute Pro přetokoveacute lisovaacuteniacute se použiacutevaacute otevřenyacutech kovovyacutech forem jejichž hloubka je shodnaacute s vyacuteslednou vyacuteškou vyacutelisku Použiacutevaacute se lisovaciacutech tlaků v rozmeziacute 5 až 8 MPa Je nutneacute zajistit dostatečnou pevnost vyacutelisku pro jeho manipulaci Vhodneacute pro tvarově složitějšiacute vyacutelisky [7] Piacutestoveacute lisovaacuteniacute Vhodneacute pro vyacuterobu vyacutelisků s minimaacutelniacutem obsahem vody Pro vysokou kvalitu vyacutelisku je nutneacute zajistit rovnoměrneacute rozloženiacute směsi ve vyacutelisku proto je nutneacute sledovat naacutesyp směsi do formy Dalšiacutemi důležityacutemi faktory pro piacutestoveacute lisovaacuteniacute je působeniacute poměr vyacutešky a průměru požiteacute formy a působeniacute lisovaciacutech siacutel [7] Izostatickeacute lisovaacuteniacute Pro tento způsob lisovaacuteniacute se použiacutevaacute směsiacute ktereacute majiacute niacutezkyacute obsah vody a použiacutevaacute se velkyacutech lisovaciacutech tlaků v rozmeziacute 100 až 400 MPa Izostatickeacute lisovaacuteniacute je vyacutehodneacute protože dochaacuteziacute k působeniacute lisovaciacute siacutely ve všech směrech Tiacutem dochaacuteziacute ke zlepšeniacute vyacuteslednyacutech vlastnostiacute z důvodu zvyacutešeniacute homogenity vyacutelisku Izostatickeacute lisovaacuteniacute může probiacutehat do sucheacute nebo do mokreacute formy Lisovaacuteniacute do sucheacute formy je vhodneacute pro menšiacute vyacutelisky ktereacute jsou tvarově složitějšiacute Mokryacutech forem se využiacutevaacute na velkeacute a tvarově jednoducheacute odlitky [7]
KERAMICKEacute MATERIAacuteLY
21 UacuteST FSI VUT v Brně
Žaacuteroveacute lisovaacuteniacute Velice naacuteročnaacute a drahaacute metoda zpracovaacuteniacute keramickyacutech materiaacutelů což je způsobeno tiacutem že se lisuje za velice vysokyacutech teplot ktereacute dosahujiacute až 2 000 degC za použitiacute ochranneacute atmosfeacutery Použiacutevaacute se lisovaciacutech tlaků ve vyacuteši 40 až 60 MPa Metoda vhodnaacute pro technickou oxidovou nebo neoxidovou keramiku a diacuteky slinovaacuteniacute (dosahuje se vyššiacutech teplot než při běžneacutem slinovaacuteniacute) ktereacute při žaacuteroveacutem lisovaacuteniacute nastaacutevaacute dochaacuteziacute ke zhutněniacute materiaacutelu a dosahuje se objemoveacute hmotnosti teacuteměř stejneacute jako je hustota čisteacuteho materiaacutelu [5 7] Izostatickeacute žaacuteroveacute lisovaacuteniacute Pro tento druh lisovaacuteniacute se použiacutevaacute inertniacutech plynů Nejprve se vylisuje prvotniacute vyacutelisek (obvykle piacutestovyacutem nebo izostatickyacutem způsobem) a takto připravenyacute vyacutelisek je možneacute ještě vypaacutelit Poteacute je uzavřen do pouzdra kteryacutem nemůže proniknout inertniacute plyn Takto je poteacute uložen do naacutedoby s inertniacutem plynem a vložen do pece Plyn působiacute lisovaciacutem tlakem Takto vyrobenyacute vyacuterobek maacute objemovou hmotnost teacuteměř shodnou s hustotou a takeacute vysokou pevnost Obvykle naacutesledujiacute dalšiacute uacutepravy vyacuterobku předevšiacutem jeho broušeniacute Slinovaacuteniacute je ovlivňovaacuteno teplotou a tlakem viz obraacutezek 17 [5 7]
Obr 17 Vliv teploty a tlaku na slinovaacuteniacute Al2O3 [5]
Suspenzniacute litiacute Metoda suspezniacuteho litiacute je vhodnaacute pro tenkostěnneacute složiteacute a nesymetrickeacute vyacuterobky Pro vyacuterobu se použiacutevaacute saacutedrovyacutech forem Jakmile je suspenze nalita do formy forma nasaje čaacutest vody a tiacutem se na rozhraniacute formy a směsi vytvořiacute slupka Po určiteacutem čase se vylije přebytečnaacute suspenze z formy Tenkostěnneacute vyacuterobky je nutneacute nechat odsaacutevat vodu několik minut a tlustostěnneacute vyacuterobky i několik hodin Vyacuterobek se z formy vyjiacuteme až v okamžiku kdy dosaacutehne dostatečneacute pevnosti aby bylo
KERAMICKEacute MATERIAacuteLY
22 UacuteST FSI VUT v Brně
možneacute s vyacuterobkem manipulovat Postup vyacuteroby tenkostěnneacuteho vyacuterobku je na obraacutezku 18 a plneacuteho diacutelu na obraacutezku 19 [1 29]
Injekčniacute vstřikovaacuteniacute Podstatou vstřikovaacuteniacute je že do formy je za pomoci tlaku vstřiacuteknuta suspenze ve ktereacute je obsažen keramickyacute materiaacutel V okamžiku kdy polotovar ziacuteskaacute manipulačniacute pevnost je vytažen z formy Po zformovaacuteniacute je za zvyacutešeneacute teploty odstraněno termoplastickeacute pojivo a naacutesleduje slinovaacuteniacute Metoda injekčniacuteho vstřikovaacuteniacute je vhodnaacute pro vyacuterobu velkeacuteho množstviacute rozměrově menšiacutech a tvarově stejnyacutech vyacuterobků Použiacutevaacute se pro vyacuterobu lopatek turbiacuten ventilů nebo biokeramickyacutech proteacutez Nevyacutehodou je nutnost investovat velkeacute finančniacute prostředky na pořiacutezeniacute strojů a forem [1] Vytlačovaacuteniacute Tvar vyacutesledneacuteho vyacuterobku je u vytlačovaacuteniacute dosažen tak že se vytlačuje směs pojiva a keramickeacuteho praacutešku přes naacutestroj Metoda použiacutevanaacute pro vyacuterobu profilů izolaacutetorů pro elektrotechnickyacute průmysl a jinyacutech vyacuterobků z technickeacute keramiky [1]
153 Sušeniacute
Polotovary keramickyacutech vyacuterobků se sušiacute z důvody sniacuteženiacute množstviacute pojiva ktereacute bylo do směsi přidaacuteno aby bylo možneacute vyacuterobek vytvarovat Teplota sušeniacute je zaacutevislaacute na požiteacutem pojivu ve směsi Pokud je použita voda sušeniacute probiacutehaacute při
KERAMICKEacute MATERIAacuteLY
23 UacuteST FSI VUT v Brně
teplotaacutech do 100 degC ale pokud je obsaženo nějakeacute pojivo na baacutezi organickeacuteho materiaacutelu je teplota až 300 degC Sušiacute se po dobu 1 dne i deacutele v zaacutevislosti na velikosti vyacuterobku Při sušeniacute dochaacuteziacute k poklesu objemu polotovaru dochaacuteziacute ke styku jednotlivyacutech zrn keramickeacuteho materiaacutelu což je způsobeno odpařovaacuteniacutem pojiva z polotovaru Při dosaženiacute kritickeacute dochaacuteziacute k naacuterůstu kapilaacuterniacutech sil ktereacute způsobujiacute smrštěniacute polotovaru Smršťovaacuteniacute probiacutehaacute až do okamžiku kdy dojde k doteku jednotlivyacutech krystalů Je nutneacute vysušit polotovar rovnoměrně aby nevznikala tahovaacute napětiacute Při jejich vzniku dochaacuteziacute ke sniacuteženiacute pevnosti kdy může nastat i porušeniacute vyacuterobku [1]
Posledniacute čaacutestiacute řetězce při vyacuterobě keramickyacutech vyacuterobků je tepelneacute zpracovaacuteniacute Přiacute slinovaacuteniacute dochaacuteziacute k redukci velikosti poacuterů v materiaacutelu Tiacutem dochaacuteziacute ke zpevněniacute a tak ziacuteskaacutevaacute vyacuterobek konečnou pevnost Působeniacutem difůze mezi zrny dochaacuteziacute ke spojeniacute jednotlivyacutech zrn v jeden celek Teploty pro slinovaacuteniacute keramiky je v intervalu od 1 000 degC ndash 1 400 degC Žaacuteruvzdorneacute materiaacutely a technickou keramiku je nutneacute slinovat za teplot vyššiacutech a to až 1 700 degC Doba slinovaacuteniacute je obvykle značně dlouhaacute (v řaacutedu desiacutetek hodin) Toto je daacuteno tiacutem že je nutneacute dlouho vyacuterobek nahřiacutevat poteacute naacutesleduje samotneacute slinovaacuteniacute a pak velice pomaleacute ochlazovaacuteniacute Rychlost ochlazovaacuteniacute neniacute možneacute zvyacutešit jinak by došlo ke vzniku nežaacutedouciacutech napětiacute a tiacutem ke sniacuteženiacute pevnosti [1 4 5 29 30]
Obr 19 Princip slinovaacuteniacute jak probiacutehaacute v mikrostruktuře materiaacutelu [31]
Pro obraacuteběniacute obecně je jedniacutem z nejdůležitějšiacutech parametrů kteryacute ovlivňuje průběh obraacuteběniacute i vyacuteslednou kvalitu obrobku je obrobitelnost materiaacutelu Obrobitelnost keramickyacutech materiaacutelů je velice niacutezkaacute což je daacuteno předevšiacutem vysokou tvrdostiacute keramiky a tiacutem odolnosti proti vnikaacuteniacute ciziacutech těles do materiaacutelu Obraacuteběniacute keramickyacutech materiaacutelů je proto vysoce naacuteročneacute na naacutestroje a je maacutelo produktivniacute a proto takeacute velice draheacute Proto se keramickeacute materiaacutely zpracovaacutevajiacute rovnou do vyacuteslednyacutech tvarů pomociacute klasickyacutech metod zpracovaacuteniacute keramickyacutech materiaacutelů jako je např vytlačovaacuteniacute suspenzniacute litiacute nebo lisovaacuteniacute Pokud je obraacuteběniacute využiacutevaacuteno pak obvykle nějakyacutem způsobem dokončovaciacuteho obraacuteběniacute kde typickyacutem představitelem je broušeniacute nebo nějakyacutem z nekonvenčniacutech způsobů obraacuteběniacute jako je napřiacuteklad obraacuteběniacute laserem nebo ultrazvukem ktereacute jsou obecně vhodnějšiacute než konvečniacute metody obraacuteběniacute naacutestroji s definovanou geometriiacute Probleacutemem konvenčniacuteho způsobu obraacuteběniacute je že tvrdost naacutestroje musiacute byacutet vyššiacute než obraacuteběneacuteho materiaacutelu aby bylo vůbec možneacute vniknout naacutestrojem do obrobku a zahaacutejit proces řezaacuteniacute Pro konvenčniacute metody (a i pro experimentaacutelniacute čaacutest byl použit) jsou obvykle použiacutevaacuteny naacutestroje z polykrystalickeacuteho diamantu nebo kubickeacuteho nitridu boacuteru Vzhledem k vysokeacute tvrdosti keramiky ale i u polykrystalickeacuteho diamantu dochaacuteziacute k rychleacutemu opotřebeniacute břitu a to maacute velkyacute vliv na zmiacuteněnou produktivitu a cenu obraacuteběniacute Obecně je ale obrobitelnost jednotlivyacutech keramickyacutech materiaacutelů různaacute a zaacutevisiacute na materiaacutelech použityacutech pro vyacuterobu na způsobu zpracovaacuteniacute a poteacute na samotnyacutech řeznyacutech podmiacutenkaacutech [9 10 11]
Společnyacutem znakem všech způsobů obraacuteběniacute je že je nutneacute v materiaacutelu vytvořit minimaacutelně jednu anebo většiacute množstviacute prasklin a ty poteacute rozšiřovat v požadovaneacutem směru Povrch je tvořen soustavou lomovyacutech ploch přiacutepadně jednou lomovou plochou Trhlinu v materiaacutelu můžeme vytvořit pomociacute siloveacuteho působeniacute do materiaacutelu nebo pomociacute vysoce zkoncetrovaneacuteho energetickeacuteho paprsku (laser) Pokud vytvaacuteřiacuteme trhlinu mechanicky dochaacuteziacute k jejiacutemu vzniku tak že do materiaacutelu je vtlačovaacuten hrot nebo kliacuten Tyto naacutestroje nejsou nikdy dokonale ostreacute a majiacute nějakyacute poloměr zaobleniacute a proto dochaacuteziacute v miacutestě dotyku s obraacuteběnyacutem materiaacutelem ke vzniku kontaktniacute plošky pomociacute ktereacute se přenaacutešiacute vzaacutejemneacute siloveacute působeniacute V těchto miacutestech dochaacuteziacute k vysokyacutem tlakovyacutem zatiacuteženiacutem ktereacute ve směru do obraacuteběneacuteho materiaacutelu ustupujiacute a naopak se měniacute v zatiacuteženiacute tahoveacute Kromě tlakovyacutech a tahovyacutech napětiacute se v materiaacutelu vyskytuje i napětiacute smykoveacute [12]
Prvotně dochaacuteziacute k pružneacute deformaci materiaacutelu a při dosaženiacute meze kluzu dochaacuteziacute k nevratnyacutem změnaacutem v materiaacutelu Dochaacuteziacute ke vzniku trhlin a ty se daacutele šiacuteřiacute materiaacutelem Vzhledem ke složitosti krystalickeacute mřiacutežky kterou majiacute keramickeacute materiaacutely je pro atomy ve struktuře těžkeacute najiacutet novou rovnovaacutežnou polohu po siloveacutem působeniacute toto způsobuje vysokou křehkost keramiky a tiacutem rychlyacute vznik a šiacuteřeniacute trhlin keramickyacutemi materiaacutely [12]
Ke vzniku trhlin může dochaacutezet v některyacutech přiacutepadech až po jeho odlehčeniacute a to takovyacutem způsobem že dojde k narušeniacute materiaacutelu pod povrchem (plastickeacute deformaci) Působeniacutem sil na obraacuteběnyacute materiaacutel dochaacuteziacute k již zmiacuteněnyacutem tlakovyacutem silaacutem kteraacute zaacuteroveň braacuteniacute k oddaacuteleniacute atomů od sebe a tiacutem braacuteniacute vzniku praskliny Až po naacutesledneacutem uvolněniacute dochaacuteziacute k naacuterůstu tahovyacutech napětiacute a tiacutem k samotneacute tvorbě praskliny Toto odpruženiacute může vyvolat vylomeniacute střepů z povrchu materiaacutelu [12]
Jednaacute se o technologii podobnou broušeniacute ale nedochaacuteziacute ke smykoveacutemu napětiacute mezi naacutestrojem a obrobkem a takeacute je jinyacute mechanismus působeniacute abrazivniacuteho zrna na obraacuteběnyacute materiaacutel Podstatou obraacuteběniacute ultrazvukem je vrhaacuteniacute abrazivniacutech zrn vysokou rychlostiacute proti materiaacutelu obrobku Při naacuterazu se kinetickaacute energie čaacutestice měniacute na deformačniacute praacuteci Diacuteky křehkosti keramiky stačiacute i malaacute zrna (disponujiacuteciacute relativně malou kinetickou energiiacute) k vytvořeniacute trhlin a pokud dojde ke spojeniacute dvou (nebo viacutece) trhlin vzniknou maleacute čaacutestice ktereacute po naacutesledujiacuteciacutem naacuterazu dalšiacute čaacutestice jsou vytrženyacute z materiaacutelu Naacutestrojovaacute hlava neniacute nijak tvarově omezena a je proto možneacute vytvaacuteřet různeacute otvory nebo zahloubeniacute Jako naacutestrojovyacute materiaacutel je obvykle použita ocel Tento naacutestroj kmitaacute s frekvenciacute 10 až 20 kHz Zrna jsou mezi materiaacutelem a naacutestrojem a jsou ve formě suspenze kdy jsou smiacutechaacutena s lihem benziacutenem nebo vodou Přiacutetomnost kapaliny ulehčuje pronikaacuteniacute energie do miacutesta obraacuteběniacute Jako abrazivniacutech zrna se využiacutevaacute oxid hlinityacute karbid boacuteru karbid křemiacuteku nebo pro nejtvrdšiacute materiaacutely zrna diamantovaacute Velikost zrn je 10-100 μm [12 13]
Obr 21 Obraacuteběniacute ultrazvukem [12]
22 Otryskaacutevaacuteniacute
Otryskaacutevaacuteniacute je metoda obraacuteběniacute kteraacute je značně podobnaacute obraacuteběniacute ultrazvukem ale na energii abrazivniacutem zrnům miacutesto generaacutetoru kmitů dodaacutevaacute vrhaciacute zařiacutezeniacute Otryskaacutevaacuteniacute se využiacutevaacute jako k vrtaacuteniacute otvorů děleniacute materiaacutelů ale takeacute k meacuteně naacuteročneacutemu opracovaacuteniacute jako je zdrsněniacute povrchu nebo jeho dekorace Použiacutevanyacutemi
materiaacutely jsou oxid hlinityacute karbid křemiacuteku nebo pouze křemennyacute piacutesek (z tohoto materiaacutelu pochaacuteziacute rozšiacuteřenyacute naacutezev bdquopiacuteskovaacuteniacuteldquo) Velikost čaacutestic se pohybuje od 10 μm až po jednotky mm Toto maacute samozřejmě vliv i na vyacuteslednou přesnost opracovaacuteniacute i na kvalitu povrchu [12]
23 Obraacuteběniacute laserem
Laser je vhodnyacute pro obraacuteběniacute pokud je materiaacutel schopen pohlcovat světelnou energii Daacutele je důležitaacute takeacute tepelnaacute vodivost a odrazivost materiaacutelu určeneacuteho pro obraacuteběniacute laserem Čiacutem viacutece materiaacutel pohltiacute zaacuteřeniacute a čiacutem horšiacute maacute tepelnou vodivost a odrazivost tiacutem je vhodnějšiacute ke zpracovaacuteniacute laserem [12]
Laserem je možneacute vytvořit lokaacutelniacute poškozeniacute tak že laserem je zkoncentrovaacutena energie do jednoho miacutesta tak že dojde k taveniacute a poteacute k naacutesledneacutemu odpařovaacuteniacute materiaacutelu Na obvodu paprsku dochaacuteziacute k taveniacute materiaacutelu (diacuteky nižšiacute koncentraci energie) a uprostřed laseroveacuteho paprsku k jeho odpařovaacuteniacute Laseru se využiacutevaacute pro vrtaacuteniacute otvorů nebo na řezaacuteniacute Obvykle se použiacutevaacute pulzniacutech laserů kdy každyacute pulz v přiacutepadě vrtaacuteniacute malyacutech otvorů vytvořiacute otvor o hloubce a průměru přibližně desetiny mm Velkeacute otvory jsou vytvaacuteřeny tak že laser tvořiacute draacutehu o průměru otvoru Vyššiacute přesnosti otvoru se dosaacutehne přiacutepadně naacuteslednyacutem lapovaacuteniacutem otvoru Daacutele se lasery využiacutevajiacute na tvorbu ryacuteh na povrchu materiaacutelu Charakteristickyacutemi vlastnostmi laserů je vlnovaacute deacutelka jmenovityacute vyacutekon a pracovniacute režim [12]
23 Broušeniacute
Broušeniacute je jednou z dokončovaciacutech metod obraacuteběniacute Kdy působeniacutem abrazivniacutech zrn na materiaacutel dochaacuteziacute k oddělovaacuteniacute malyacutech třiacutesek z povrchu obrobku Brusnaacute zrna jsou umiacutestěna v brusneacutem naacutestroji naacutehodně a tedy vyacuteslednyacute naacutestroj nemaacute definovanou geometrii Brusnyacute kotouč je k obrobku přitlačovaacuten a zaacuteroveň vykonaacutevaacute posuvnyacute pohyb Jako brusneacute naacutestroje pro keramickeacute materiaacutely je využiacutevaacuteno diamantu karbidu křemiacuteku nebo oxidu hliniteacuteho Zrna miacutevajiacute velikost od jednotek do několika stovek μm v zaacutevislosti na požadavciacutech na vyacuteslednou kvalitu povrchu Zrna byacutevajiacute obvykle pevně spojena (vaacutezaneacute brusivo) ale někdy se využiacutevajiacute i zrna volnaacute ve formě suspenze (zrna v kapalině) Při broušeniacute jsou brusnaacute zrna vtlačovaacutena do obraacuteběneacuteho materiaacutelu po ktereacutem se smyacutekajiacute a odvalujiacute V miacutestě kontaktu jsou vysokaacute napětiacute a může dochaacutezet takeacute k plastickyacutem deformaciacutem (mikroskopickyacute rozsah) Oddělovaacuteniacute materiaacutelu dochaacuteziacute tak že zrna vylamujiacute a vytrhaacutevajiacute maleacute čaacutestice po odlehčeniacute může dochaacutezet k odpryacuteskaacutevaacuteniacute malyacutech čaacutestic Nejdůležitějšiacutemi parametry broušeniacute je měrnyacute vyacutekon broušeniacute objemovaacute uacutečinnost naacutestroje a měrnaacute energie broušeniacute [12]
24 Freacutezovaacuteniacute soustruženiacute a vrtaacuteniacute
Keramickeacute materiaacutely je možneacute obraacutebět i konvenčniacutemi metodami obraacuteběniacute ale je nutneacute použiacutevat naacutestroje na baacutezi polykrystalickeacuteho diamantu přiacutepadně kubickeacuteho nitridu boacuteru Pro zvyacutešeniacute trvanlivosti naacutestrojů a zkraacuteceniacute doby obraacuteběniacute je vhodneacute využiacutet předevšiacutem laseru na přiacutepravu obrobku z keramickeacuteho materiaacutelu a poteacute pouze
dokončit některou z konvenčniacutech metod obraacuteběniacute Vzhledem k vysokeacute křehkosti dochaacuteziacute při vnikaacuteniacute naacutestroje do keramiky k tvorbě trhlin v materiaacutelu takto narušenyacute materiaacutel se vylamuje a odpryacuteskaacutevaacute od povrchu Je nutneacute při obraacuteběniacute keramiky obraacutebět nižšiacutemi posuvovyacutemi rychlostmi protože dochaacuteziacute k vysokeacutemu naacuterůstu řeznyacutech sil a bylo by možneacute naacutesledneacute porušeniacute obrobku Třiacuteska vznikaacute obdobnyacutem způsobem jako při broušeniacute keramickyacutech materiaacutelů [12]
25 Freacutezovaacuteniacute
Freacutezovaacuteniacute probiacutehaacute rotačniacutem naacutestrojem kteryacute konaacute hlavniacute řeznyacute pohyb Posuvovyacute pohyb obvykle vykonaacutevaacute obraacuteběnaacute součaacutest a obvykle je v zaacuteběru několik zubů freacutezy Tvořiacute se třiacuteska kteraacute maacute proměnlivou tloušťku [17]
Freacutezovaacuteniacute obecně se rozděluje dle naacutestrojů na freacutezovaacuteniacute vaacutelcoveacute a čelniacute Z těchto zaacutekladniacutech druhů vychaacuteziacute dalšiacute druhy jako je freacutezovaacuteniacute okružniacute a planetoveacute Dalšiacute rozděleniacute je možneacute dle pohybů freacutezy a obrobku na sousledneacute a nesousledneacute [17]
251 Vaacutelcoveacute freacutezovaacuteniacute
Vaacutelcoveacute freacutezovaniacute probiacutehaacute freacutezou ve tvaru vaacutelce kdy jsou zuby vytvořeny jen po obvodu naacutestroje Použiacutevajiacute se předevšiacutem vaacutelcoveacute a tvaroveacute freacutezy Hloubka vrstvy odebiacuteraneacute freacutezou se nastavuje kolmo na posuvovou složku pohybu [17]
Sousledneacute freacutezovaacuteniacute
Naacutestroj rotuje ve směru posuvu obrobku a třiacuteska začiacutenaacute na maximaacutelniacutem průřezu a postupně se zmenšuje až na nulovou tloušťku Vyacuteslednaacute plocha tvořenaacute freacutezou vznikaacute při vyacutestupu freacutezy z materiaacutelu Pro sousledneacute freacutezovaacuteniacute je nutneacute vymezit vůli mezi posuvovyacutem šroubem a maticiacute stolu stroje Sousledneacute freacutezovaacuteniacute je na obraacutezku 22 [17]
Probiacutehaacute opačně než sousledneacute freacutezovaacuteniacute Naacutestroj konaacute rotačniacute pohyb proti směru posuvoveacuteho pohybu obrobku a tiacutem je tvořena vyacuteslednaacute plocha při vstupu freacutezy do materiaacutelu Třiacuteska postupně narůstaacute od nuloveacute tloušťky do maxima viz obraacutezek 23 [17]
Čelniacute freacuteza maacute zuby vytvořeny jak na obvodu tak na čele a hlavniacute osa je kolmaacute na směr posuvoveacute rychlosti Při symetrickeacutem čelniacutem freacutezovaacuteniacute je osa naacutestroje shodnaacute s osou symetrie obraacuteběneacute plochy viz obraacutezek 24 [17]
Obr 24 a) Čelniacute symetrickeacute freacutezovaacuteniacute b) Čelniacute nesymetrickeacute freacutezovaacuteniacute [17]
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
KERAMICKEacute MATERIAacuteLY
10 UacuteST FSI VUT v Brně
1 KERAMICKEacute MATERIAacuteLY
Keramika je anorganickeacuteho původu a může obsahovat nekovoveacute i kovoveacute materiaacutely ktereacute jsou obvykle vaacutezaneacute kovalentniacutemi vazbami iontovyacutemi vazbami nebo jejich kombinaciacute tedy iontově-kovalentniacutemi vazbami Chemickeacute složeniacute je vysoce proměnliveacute od jednoduchyacutech dvousložkovyacutech sloučenin až po vysoce složiteacute faacuteze Zaacutekladniacutemi vlastnostmi keramickyacutech materiaacutelů je vysokaacute tvrdost pevnost v tlaku odolnost proti vysokyacutem teplotaacutem a tuhost ale jako nevyacutehoda keramickyacutech materiaacutelů se jeviacute niacutezkaacute pevnost v ohybu a křehkost Keramickeacute materiaacutely vykazujiacute relativně niacutezkou hustotu oproti jinyacutem konstrukčniacutem materiaacutelům ale na druhou stranu jsou špatně obrobitelneacute a naacutechylneacute k šiacuteřeniacute trhlin Dalšiacutemi vlastnostmi keramickyacutech materiaacutelů je niacutezkaacute elektrickaacute vodivost a až na vyacutejimky jsou keramickeacute materiaacutely diamagnetickeacute nebo paramagnetickeacute Je několik způsobů jak dělit keramickeacute materiaacutely do kategoriiacute např dle struktury faacutezoveacuteho a chemickeacuteho složeniacute nebo dle poacuterovitosti Je takeacute možneacute dělit keramiku dle využitiacute na keramiku žaacuteruvzdornou stavebniacute nebo technickou a tradičniacute [1 2 3 4]
11 Tradičniacute keramika
Prvniacute vzniklaacute keramika byla praacutevě keramika tradičniacute na jejiacutež vyacuterobu se použiacutevaacute křemene živce kaoliacutenu jiacutelu a dalšiacutech materiaacutelů Keramickou strukturu v tradičniacute keramice z uvedenyacutech materiaacutelů tvořiacute oxid křemičityacute SiO2 kteryacute je zaacuteroveň žaacuteruvzdornyacute Z živců je předevšiacutem využiacutevanyacute draselnyacute živec K2OAl2O36SiO2 ze ktereacuteho při vypaacuteleniacute vznikne skelnaacute složka Jiacutelů (hydratovanyacute křemičitan hlinityacute Al4(OH)2Si4O10 a dalšiacute oxidy různyacutech kovů) je využiacutevaacuteno jako pojiva před samotnyacutem vypalovaacuteniacutem aby bylo možneacute směs vytvarovat do požadovaneacuteho tvaru [1 3 4]
12 Technickaacute keramika
Keramika kteraacute je použiacutevanaacute pro naacuteročnějšiacute aplikace je teacutež nazyacutevanaacute konstrukčniacute Vstupniacute materiaacutely již obvykle nejsou volně dostupneacute ale jednaacute se o syntetickeacute laacutetky Vyacutehody technickeacute keramiky jsou vysokaacute pevnost v tlaku chemickaacute odolnost odolnost proti opotřebeniacute a žaacuteruvzdornost Diacuteky složiteacutemu zpracovaacuteniacute pokročilyacutech materiaacutelů použityacutech pro vyacuterobu dochaacuteziacute k vyacuterazneacutemu rozvoji až ve druheacute polovině 20 stoletiacute Technickaacute keramika je daacutele rozdělovaacutena na keramiku oxidovou neoxidovou a směsnou [1 3]
121 Keramika oxidovaacute
Oxidickaacute keramika je tvořena jedniacutem druhem oxidu ale může byacutet obsažena jedna nebo viacutece faacuteziacute Je takeacute možneacute přidaacutevat maleacute množstviacute přiacuteměsiacute jinyacutech oxidů pro zlepšeniacute vlastnostiacute konečneacuteho vyacuterobku a zaacuteroveň neniacute možneacute zabezpečit 100 čistotu vstupniacutech materiaacutelů Jednaacute se o nejviacutece zastoupenyacute druh technickeacute keramiky Kromě vyacuteše zmiacuteněnyacutech vlastnostiacute obecnyacutech pro technickou keramiku keramika oxidovaacute vynikaacute vyacutebornou schopnostiacute izolovat elektrickyacute proud Nejčastěji se můžeme setkat s keramikou kde je zaacutekladniacutem materiaacutelem oxid hlinityacute Al2O3 nebo oxid zirkoničityacute ZrO2 Daacutele se použiacutevajiacute oxidy na baacutezi hořčiacuteku berylia titanu a dalšiacutech prvků [3 4 5]
KERAMICKEacute MATERIAacuteLY
11 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě Al2O3
Takeacute je nazyacutevaacutena jako keramika korundovaacute Obvykle je použiacutevaacutena faacuteze s hexagonaacutelniacute strukturou označovanyacute jako Al2O3 ndash α Maacute obvykleacute vlastnosti keramickyacutech materiaacutelů jako je vysokaacute žaacuteruvzdornost pevnost tvrdost a odolnost proti taveninaacutem kovů a různyacutem chemickyacutem laacutetkaacutem Tyto vlastnosti si zachovaacutevaacute i do oblasti teplot okolo 1 000 degC a teplota taacuteniacute korundoveacute keramiky je 2 050 degC To je způsobeno iontovyacutemi vazbami mezi atomy hliniacuteku a kysliacuteku Korundovaacute keramika je vyraacuteběna v rozmeziacute 80 - nad 99 hmotnosti Al2O3 Vlastnosti se s rostouciacutem obsahem měniacute jak je vidět z tabulky 11 [7] Tab 11 Vlastnosti keramiky na zaacutekladě obsahu Al2O3 [7]
Obsah Al2O3
Veličina Jednotka
80 ndash 86
hm
87-95
hm
96-99
hm
nad 99
hm
Hustota [gcm-3
] 35 - 36 36 - 37 37 - 38 38 - 39
Youngův modul pružnosti v tahu [GPa] 200 300 400 400
Všechny mechanickeacute vlastnosti se zlepšujiacute s rostouciacutem obsahem oxidu hliniteacuteho stejně tak roste tvrdost tepelnaacute vodivost a koeficient deacutelkoveacute teplotniacute roztažnosti [7] Keramickeacute materiaacutely na zaacutekladě oxidu hliniteacuteho jsou slinovaacuteny za pomoci tekuteacute nebo pevneacute faacuteze Volba zaacutevisiacute na objemu ostatniacutech laacutetek ve směsi Konstrukčniacute keramika kteraacute obsahuje menšiacute obsah Al2O3 je slinovaacutena mastkem kaolinem nebo uhličitany vaacutepniacuteku nebo hořčiacuteku Při obsahu nad 99 je slinovaacuteniacute provaacuteděno za pomoci oxidů hořečnateacuteho nebo jinyacutech hořčiacutekovyacutech sloučenin ktereacute se za zvyacutešeneacute teploty přeměniacute na oxid hořečnatyacute [3 6 7]
Obr 11 Krystalickaacute struktura oxidu hliniteacuteho [18]
KERAMICKEacute MATERIAacuteLY
12 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě ZrO2
Vlastnosti oxidickeacute konstrukčniacute keramiky na baacutezi oxidu zirkoničiteacuteho jsou značně ovlivňovaacuteny faacutezovyacutemi přeměnami hlavniacuteho stavebniacuteho prvku ktereacute jsou na obraacutezku 12 Tyto přeměny jsou zaacutevisleacute na teplotě Oxid zirkoničityacute postupně přechaacuteziacute z kubickeacute mřiacutežky na tetragonaacutelniacute a naacutesledně do monoklinickeacute krystaloveacute mřiacutežky Praacutevě tato posledniacute přeměna maacute největšiacute vyacuteznam a to z toho důvodu že se značně podobaacute martenzitickeacute přeměně oceli Tato změna je doprovaacutezena značnou změnou tvaru a objemu zrn Tato přeměna daacutele probiacutehaacute bezdifuacutezně a ne izotermicky [3 6 7]
Vyacutevoj neoxidoveacute keramiky byl započat v důsledku potřeby ziacuteskat takoveacute materiaacutely ktereacute budou schopneacute dosaacutehnout vyššiacutech teplot a přitom si zachovat sveacute mechanickeacute vlastnosti Z materiaacutelů použiacutevanyacutech pro neoxidickou keramiku to jsou předevšiacutem různeacute karbidy nitridy boridy a silicidy Technologickeacute zpracovaacuteniacute těchto sloučenin na keramiku je složitějšiacute z důvodu že je nutneacute zabraacutenit oxidaci materiaacutelů za vysokyacutech teplot při vyacuterobě (je nutneacute slinovat za redukčniacute atmosfeacutery nebo ve vakuu) Z toho plyne i určiteacute omezeniacute pro využitiacute materiaacutelů v praxi kdy neniacute možneacute neoxidoveacute keramiky využiacutet tam kde by za vysokyacutech teplot byly vystaveny oxidačniacute atmosfeacuteře Daacutele při vyacuterobě je nutneacute zohlednit že některeacute sloučeniny jako SiC nebo BN se při zahřaacutetiacute na vysokou teplotu samovolně nezhutňujiacute (nedochaacuteziacute ke slinovaacuteniacute) a je nutneacute využiacutet slinovaacuteniacute reakčniacuteho nebo slinovaacuteniacute tlakoveacuteho [3 6 20] Keramickeacute materiaacutely na zaacutekladě SiC Nejrozšiacuteřenějšiacute karbidickyacute materiaacutel pro přiacutepravu keramiky Maacute kubickou strikturu obdobnou jakaacute je v diamantu ale ve struktuře neniacute pouze uhliacutek a 50 uhliacuteku je nahrazeno křemiacutekem Pro vysokou tvrdost je využiacutevaacuten často jako brusnyacute materiaacutel Tento materiaacutel je možneacute použiacutet jako praacutešek anebo ve formě naacutestroje kde je vaacutezaacuten organickou nebo anorganickou sloučeninou (je možneacute i využitiacute ve formě pasty kde je karbid křemiacuteku vaacutezaacuten pomociacute polymeru) Karbid křemiacuteku je velice dobryacute vodič tepla daacutele maacute a malou teplotniacute roztažnost takže je vysoce odolnyacute proti změnaacutem teploty Elektrickou energii vede jako polovodič [5 6]
Obr 13 Krystalickaacute struktura karbidu křemiacuteku [19]
KERAMICKEacute MATERIAacuteLY
13 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě Si3N4
Moderniacute keramickyacute materiaacutel kteryacute patřiacute do oblasti nitridů Nitridy obecně majiacute vysokou odolnost proti vysokyacutem teplotaacutem Samotnyacute nitrid křemiacuteku maacute hexagonaacutelniacute strukturu K jeho vlastnostem patřiacute dobraacute tepelnaacute vodivost a maleacute tepelnaacute roztažnost což dohromady daacutevaacute odolnost proti změnaacutem teploty (podobně jako karbid křemiacuteku) Je poměrně křehkyacute ale pokud je odstraněna skelnaacute faacuteze je možneacute zvyacutešit lomovou houževnatost diacuteky vlaacuteknům ktereacute prorůstajiacute strukturou Nitrid křemiacuteku je využiacutevaacuten jako naacutestrojovyacute materiaacutel vybaveniacute do sleacutevaacuteren a takeacute se objevil dieselovyacute motor celyacute sestavenyacute z diacutelů vyrobenyacutech z Si3N4 (adiabatickyacute motor kteryacute neniacute třeba chladit) [5 6 7]
Obr 14 Hybridniacute keramickyacute motor [21]
123 Keramika směsnaacute
Jak už naacutezev uvaacutediacute jednaacute se o směs buď jedneacute oxidickeacute keramiky a jedneacute neoxidickeacute nebo směs dvou oxidickyacutech materiaacutelů Často je využiacutevaacuteno karbidu nebo nitridu titanu na zvyacutešeniacute odolnosti proti vysokyacutem teplotaacutem a zvyacutešeniacute mechanickyacutech vlastnostiacute Relativně novou směsnou keramikou je Sialon (Si ndash Al ndash O ndash N) kteryacute je z hlediska svyacutech vlastnostiacute podobnyacute nitridu křemiacuteku ale zvětšiacute odolnost proti zvyacutešenyacutem teplotaacutem a je proto využiacutevaacuten na plynoveacute turbiacuteny ktereacute jsou vysoce teplotně namaacutehaacuteny [2 3 6]
13 Struktura keramickyacutech materiaacutelů
Keramika je obvykle tvořena krystalickou strukturou kteraacute může byacutet doplněna skelnou strukturou Samotnaacute krystalickaacute struktura je vyacuterazně ovlivněna typem vazeb ktereacute jsou utvořeny mezi atomy Vyskytujiacute se dva druhy vazeb a to vazba kovalentniacute a iontovaacute nebo je možnaacute i kombinace obou typů vazeb tedy vazbou iontově-kovalentniacute kteraacute je pro keramickeacute materiaacutely typickaacute [1 3]
KERAMICKEacute MATERIAacuteLY
14 UacuteST FSI VUT v Brně
131 Vazby v keramickyacutech materiaacutelech
Kovalentniacute vazbu u keramickyacutech materiaacutelů tvořiacute obvykle dva nekovoveacute prvky (SiC Si3N4) Tento druh vazby vznikaacute tak že atomy sdiacutelejiacute elektrony ve svyacutech elektronovyacutech obalech Tato vazba je určenaacute i směrově (dochaacuteziacute k vytvaacuteřeniacute různyacutech druhů siacutetiacute) a nedochaacuteziacute k tak velkeacutemu přibliacuteženiacute atomů jako u iontoveacute vazby Typickyacutemi vlastnostmi materiaacutelů s kovalentniacute vazbou je vysokaacute chemickaacute odolnost tvrdost a elektronovaacute vodivost Naopak tyto materiaacutely dosahujiacute niacutezkyacutech hodnot tepelneacute roztažnosti a minimaacutelniacute tvaacuternosti [1 23] Iontovou vazbu tvořiacute obvykle kovovyacute prvek s kysliacutekem nebo dalšiacutemi nekovovyacutemi prvky (ZrO MgO) Tato vazba je tvořena elektrostatickyacutemi silami působiacuteciacutemi mezi opačně nabityacutemi ionty dvou prvků proto majiacute materiaacutely s iontovou vazbou vysokou hustotu (opačně nabiteacute atomy jsou přitaženy velkyacutemi silami k sobě na velmi malou vzdaacutelenost) Dalšiacutemi vlastnostmi materiaacutelů s iontovou vazbou je velkaacute tepelnaacute roztažnost niacutezkaacute iontovaacute vodivost a špatnaacute tvaacuternost [1 23] Nejčastěji se v keramickyacutech materiaacutelech vyskytuje kombinace obou vazeb a to vazba iontově-kovalentniacute Množstviacute zastoupeniacute vazeb v daneacutem keramickeacutem materiaacutelu je daacutena elektronegativitou jednotlivyacutech prvků zastoupenyacutech ve struktuře Zaacuteroveň poměr určuje typ krystalickeacute struktury V tabulce 12 jsou uvedeny poměry zastoupeniacute iontoveacute nebo kovalentniacute vazby v některyacutech keramickyacutech materiaacutelech [1] Tab 12 Podiacutel iontoveacute a kovalentniacute vazby ve vybranyacutech keramickyacutech materiaacutelech [1]
Keramickyacute
materiaacutel
Rozdiacutel elektronegativit
prvků
Iontovyacute
charakter
Kovalentniacute
charakter
MgO 3 77 23
Al2O3 2 63 37
Si3N4 12 30 70
SiC 07 11 89
132 Pohyb dislokaciacute v keramickyacutech materiaacutelech
Typ vazby daacutele ovlivňuje pohyby dislokaciacute v materiaacutelech Kovalentniacute i iontovaacute vazba maacute jak jiacutež bylo zmiacuteněno niacutezkou hodnotu tvaacuternosti což je způsobeno praacutevě velice omezenyacutem pohybem dislokaciacute v těchto materiaacutelech Tato vlastnost vyacuterazně snižuje mechanickeacute vlastnosti keramickyacutech materiaacutelů a tak omezuje jejich využitiacute jako materiaacutelu pro vysoce namaacutehaneacute konstrukčniacute prvky Malaacute pohyblivost dislokaciacute je způsobena v materiaacutelech s kovalentniacute vazbou tiacutem že pro pohyb dislokace je nutneacute přerušit směrově orientovaneacute vazby Přerušeniacutem těchto vazeb vznikajiacute vysokaacute P-N (Peierlsovo ndash Nabarrovo) napětiacute teacuteměř na uacuterovni pevnosti materiaacutelu Proto nedochaacuteziacute k teacuteměř žaacutedneacute plastickeacute deformaci ale rovnou ke křehkeacutemu lomu součaacutesti Daacutele je možnaacute zhoršenaacute maneacutevrovatelnost dislokaciacute v materiaacutelech s jednoduchou iontovou mřiacutežkou (MgO) Zde jsou napětiacute P-N podobnaacute jako u kovů ale neniacute splněna podmiacutenka pěti nezaacutevislyacutech skluzovyacutech systeacutemů a proto dochaacuteziacute k jevu že monokrystaly jsou tvaacuterneacute ale polykrystaly již tvaacuterneacute nejsou Ve většině keramickyacutech materiaacutelů dochaacuteziacute ke kombinaci obou přiacutepadů [24] Za rostouciacute teploty keramickyacutech materiaacutelů (stejně jako u dalšiacutech materiaacutelů) dochaacuteziacute k poklesu P-N napětiacute a tiacutem roste tvaacuternost Keramickeacute materiaacutely ale se staacutevajiacute tvaacuternyacutemi až teacuteměř při dosaženiacute teploty taveniacute [24]
KERAMICKEacute MATERIAacuteLY
15 UacuteST FSI VUT v Brně
133 Poruchy v keramickyacutech materiaacutelech
V keramickyacutech materiaacutelech se vyskytujiacute bodoveacute čaacuteroveacute a plošneacute poruchy materiaacutelu (teacutež nazyacutevaneacute dislokace) Bodoveacute poruchy vznikajiacute buď jako vakance (chybějiacuteciacute atom) intersticiaacutelniacute (uzavřeneacute atomy mimo svoji polohu v krystalickeacute mřiacutežce) atomy nebo ionty Daacutele se mohou vyskytovat atomy jineacute laacutetky uzavřeneacute v krystalickeacute struktuře Bodoveacute poruchy krystalickeacute mřiacutežky nejsou přiacuteliš vyacuteznamneacute protože jsou obvykle izolovaacuteny v maleacutem prostoru Nejvyacuteznamnějšiacute jsou poruchy čaacuteroveacute ktereacute umožňujiacute plastickou deformaci materiaacutelu Čaacuteroveacute poruchy jsou buď šrouboveacute hranoveacute nebo jejich kombinace Hranoveacute poruchy vznikajiacute tak že v některyacutech miacutestech přebyacutevaacute řada atomů Šrouboveacute poruchy vznikajiacute tak že roviny kolmeacute k dislokačniacute čaacuteře tvořiacute šroubovou plochu Plošneacute poruchy materiaacutelu majiacute vliv předevšiacutem na hraniciacutech zrn [12 24]
Obr 15 a) Hranovaacute b) šroubovaacute porucha materiaacutelu [25]
14 Vlastnosti keramickyacutech materiaacutelů
Keramickeacute materiaacutely majiacute rozdiacutelneacute vlastnosti ktereacute jsou zaacutevisleacute na samotneacutem chemickeacutem složeniacute a jeho čistotě krystalickeacute struktuře a na způsobu jakyacutem je keramickyacute materiaacutel zpracovaacuten Celeacute vyacuterobky z keramiky jsou z hlediska vlastnostiacute homogenniacute přestože jednotliveacute krystaly majiacute sveacute vlastnosti rozdiacutelneacute a i vlastnosti jednotliveacuteho krystalu v různyacutech směrech jsou odlišneacute To že vlastnosti konečneacuteho vyacuterobku jsou ve všech směrech stejneacute je způsobeno tiacutem že je ve vyacuterobku rozloženo velkeacute množstviacute nahodile rozmiacutestěnyacutech krystalů Dalšiacute vlastnostiacute keramiky je to že je poacuterovitaacute a to způsobuje že v některyacutech miacutestech je uzavřen vzduch tedy materiaacutel kteryacute nemaacute žaacutednou pevnost ani hmotnost Obecnyacutemi a velice důležityacutemi vlastnostmi keramickyacutech materiaacutelů je vysokaacute tvrdost žaacuteruvzdornost odolnost proti otěru i proti chemikaacuteliiacutem naopak nejsou odolneacute v tahu a ohybu (dochaacuteziacute ke křehkeacutemu lomu) Co se tyacuteče elektrickyacutech vlastnostiacute keramickeacute materiaacutely jsou obvykle izolanty ale neniacute to pravidlem a mohou se vyskytovat keramickeacute materiaacutely ktereacute jsou piezoelektrickeacute polovodiveacute nebo pyroelektrickeacute Podobně jako elektrickaacute vodivost i pro vodivost tepelnou jsou keramickeacute materiaacutely obvykle izolanty ale existujiacute i takoveacute ktereacute teplo vedou jako kovy [3 23]
141 Elastickeacute vlastnosti
Pokud jsou keramickeacute materiaacutely vystaveny kraacutetkodobeacutemu a relativně maleacutemu siloveacutemu působeniacute chovajiacute se dle Hookova zaacutekona (prodlouženiacute je přiacutemo uacuteměrneacute zatěžujiacuteciacutemu napětiacute) tedy elasticky a po odlehčeniacute se vraciacute do sveacuteho původniacuteho
a) b)
KERAMICKEacute MATERIAacuteLY
16 UacuteST FSI VUT v Brně
tvaru bez poškozeniacute Poměrneacute prodlouženiacute (nebo zkraacuteceniacute) v daneacute ose můžeme vypočiacutetat dle vztahů 11 až 13 [5 12]
kde εxyz [-] - poměrneacute prodlouženiacute
σxyz [Mpa] - normaacuteloveacute napětiacute v daneacute ose
Modul pružnosti je pro keramickeacute materiaacutely značně odlišnyacute pro běžnyacute porcelaacuten je hodnota přibližně 70 GPa naopak slinuteacute karbidickeacute keramiky mohou dosahovat hodnot až 500 GPa Širokyacute interval hodnot modulu pružnosti u keramickyacutech materiaacutelů je způsoben tiacutem že modul pružnosti ovlivňuje samotneacute složeniacute keramickeacuteho materiaacutelu daacutele jeho mikrostruktura (uspořaacutedaacuteniacute podiacuteloveacute zastoupeniacute jednotlivyacutech faacuteziacute) Pro dvoufaacutezoveacute systeacutemy (jednoho druhu keramickeacuteho materiaacutelu a poacuterů) je možneacute určit modul pružnosti dle empirickeacuteho vztahu 14 Keramickeacute materiaacutely dosahujiacute hodnot Poissonova čiacutesla v rozmeziacute od 017 do 036 [5 12]
kde E0 [GPa] - modul pružnosti keramickeacuteho materiaacutelu bez poacuterů
VP [-] - objemoveacute množstviacute poacuterů
ab [-] - součiniteleacute tvaru poacuterů [5]
142 Plastickeacute vlastnosti
Za normaacutelniacutech teplot je keramika obvykle tvrdaacute křehkaacute ale mohou nastat přiacutepady kdy tomu tak neniacute ani za normaacutelniacutech teplot Za zvyacutešenyacutech teplot dochaacuteziacute k plastickeacutemu chovaacuteniacute keramickyacutech materiaacutelů Za normaacutelniacutech teplot je možneacute dosaacutehnout plastickeacuteho chovaacuteniacute keramickyacutech materiaacutelů kdy dochaacuteziacute k deformaci pouze minimaacutelniacuteho množstviacute materiaacutelu relativně vysokyacutem zatiacuteženiacutem toto je splněno při měřeniacute mikrotvrdosti kdy po diamantoveacutem indentoru zůstane otisk v materiaacutelu [5 12] Pokud je deformovaacuten pouze jednotlivyacute krystal keramickeacuteho materiaacutelu dochaacuteziacute ke skluzu čaacutestiacute krystalu Tyto skluzy se vnikajiacute tak že dochaacuteziacute k přesmykovaacuteniacute ktereacute ještě ulehčujiacute čaacuteroveacute dislokace v krystalu Daacutele může vznikat plastickaacute deformace jednotliveacuteho krystalu dvojčatěniacutem Velikost možneacute plastickeacute deformace je značně ovlivňovaacutena pohyblivostiacute a maneacutevrovatelnostiacute dislokaciacute v materiaacutelu [5 12]
( )[ ] 1-times+-= Ezyxx ssmse (11)
( )[ ] 1-times+-= Eyzyy ssmse (12)
( )[ ] 1-times+-= Eyxzz ssmse (13)
( )2
0 1 PP bVaVEE +-= [GPa] (14)
KERAMICKEacute MATERIAacuteLY
17 UacuteST FSI VUT v Brně
143 Creep
Creep (pomaleacute tečeniacute) je vlastně plastickeacute deformovaacuteniacute materiaacutelu ktereacute je ale obvykle provaacuteděno za zvyacutešenyacutech teplot Jednaacute se o velice důležitou charakteristiku pro keramickeacute materiaacutely (keramika může byacutet zkoušena za teplot nad 1 000 degC) a proto bude pro creep věnovaacutena jedna samostatnaacute kapitola Creep se vyznačuje tiacutem že k němu dochaacuteziacute při dlouhodobeacutem zatiacuteženiacute (při namaacutehaacuteniacute ktereacute nedosahuje meze kluzu materiaacutelu) za zvyacutešeneacute teploty Vyacutestupem z těchto zkoušek je takovaacute znalost o materiaacutelu že je znaacutemo za jakou dobu při daneacute teplotě a zatiacuteženiacute dojde ke stanoveneacutemu prodlouženiacute zkušebniacuteho vzorku Teacuteto znalosti můžeme využiacutet při navrhovaacuteniacute žaacuteruvzdornyacutech keramickyacutech vyacuterobků [5 12]
Obr 16 Tečeniacute materiaacutelu za různyacutech teplot [5]
Křivky tečeniacute materiaacutelu zatiacuteženeacuteho stejnyacutem zatiacuteženiacutem ale při jineacute teplotě jsou vyobrazeny na obraacutezku 16 Po počaacutetečniacutem pružneacutem prodlouženiacute naacutesleduje faacuteze kdy rychlost tečeniacute pomalu klesaacute V posledniacute faacutezi dochaacuteziacute ke zvyacutešeniacute rychlosti což je způsobeno ztenčeniacutem průřezu zatěžovaneacuteho vzorku a daacutele takeacute vlivem dutin ktereacute se objevujiacute ve vzorku K porušeniacute vzorku ale může dojiacutet již ve druheacutem staacutediu tečeniacute [5 26]
kde eamp [s-1] - rychlost poměrneacuteho prodlouženiacute
T [degK] - absolutniacute teplota
k [-] - konstanta
T0 [-] - konstanta [5]
Rychlost deformovaacuteniacute vzorku je možneacute ze vztahu 15 ze ktereacuteho je patrneacute že zmiacuteněnaacute rychlost roste se zvyšujiacuteciacutem se napětiacute a teplotou Creep se u keramickyacutech
T
T
n ek0-
timestimes= seamp [s-1] (15)
KERAMICKEacute MATERIAacuteLY
18 UacuteST FSI VUT v Brně
materiaacutelů objevuje při dosaženiacute polovičniacute teploty než je teplota taacuteniacute daneacuteho keramickeacuteho materiaacutelu [5]
144 Pevnost
Deformace keramickyacutech materiaacutelů probiacutehaacute do teacute doby než se objeviacute křehkyacute lom v materiaacutelu Křehkyacute lom se objevuje protože se netvořiacute žaacutednaacute plastickaacute deformace viditelnaacute pouhyacutem okem Prvotniacute porušeniacute keramickyacutech materiaacutelů se objevuje na jejich povrchu Toto porušeniacute je často vyvolaacuteno tahovyacutemi napětiacutemi Odolnost keramickyacutech materiaacutelů je v tahu vyacuteznamně nižšiacute než v tlaku (až 10x nižšiacute v tahu) Materiaacutely použiacutevaneacute pro izolaci majiacute pevnost v tahu na uacuterovni 10 MPa tradičniacute keramickeacute vyacuterobky dosahujiacute pevnosti v tlaku až 150 MPa Pro vysoce čisteacute keramickeacute materiaacutely (Al2O3) s velikostiacute zrn v řaacutedu μm je možneacute dosaacutehnout vyacuterazně vyššiacutech pevnostiacute i v ohybu a to až 600 Mpa Daacutele se vyskytujiacute speciaacutelniacute keramickeacute materiaacutely s pevnostiacute v tahu až 1 000 MPa [12 27] Pevnost keramickyacutech materiaacutelů je ovlivňovaacutena mnoha faktory napřiacuteklad poacutery trhlinami velikostiacute zrn a inkluzemi Pro keramickeacute materiaacutely je z pohledu pevnosti velice důležityacute faktor poacuterovitosti kdy existence poacuterů zmenšuje průřez a daacutele působiacute jako koncentraacutetor napětiacute [5 12]
V tabulce 13 jsou uvedeny materiaacuteloveacute charakteristiky některyacutech keramickyacutech materiaacutelů Tab 13 Vybraneacute keramickeacute materiaacutely a jejich pevnost [3]
Materiaacutel E Rm (v tlaku) Rm (v ohybu)
[GPa] [MPa] [MPa]
Al2O3 400 - 410 3000 350 - 400
SiC 410 - 480 2000 250 - 400
Si3N4 200 - 310 1200 700 - 800
ZrO2 150 - 200 2000 100 - 200
145 Křehkost
Fakt že keramickeacute materiaacutely jsou křehkeacute je způsoben dvěma faktory jeden je principiaacutelniacute a druhyacute vedlejšiacute Principiaacutelniacute křehkost keramickyacutech materiaacutelů je způsobena tiacutem že přechodovaacute teplota keramiky je vyššiacute než běžnaacute teplota Pokud tento jev nastaacutevaacute tak neniacute materiaacutel schopen se teacuteměř vůbec plasticky deformovat a dochaacuteziacute ke křehkeacutemu lomu Je tedy ztiacuteženaacute pohyblivost a maneacutevrovatelnost dislokaciacute Dalšiacutem vlivem je že v materiaacutelech vaacutezaneacute kovalentniacute a iontovou vazbou je zhoršeneacute navaacutezaacuteniacute mřiacutežek na hraniciacutech zrn což maacute za naacutesledek že pevnost mezi zrny je sniacutežena Vedlejšiacutemi přiacutečinami jsou obecně nehomogenity v materiaacutelu špatneacute slinutiacute a tiacutem dalšiacute oslabeniacute vazeb na hraniciacutech zrn nebo existence skelneacute faacuteze Daacutele se vyskytujiacute poacutery a trhliny Vedlejšiacute přiacutečiny jsou obvykle důvodem k porušeniacute u tradičniacute keramiky u technickeacute keramiky je tento jev již značně omezen ale staacutele se může vyskytovat [5 12]
KERAMICKEacute MATERIAacuteLY
19 UacuteST FSI VUT v Brně
146 Tvrdost
Obecnaacute definice tvrdosti materiaacutelu je že tvrdost je odpor materiaacutelu před vnikaacuteniacutem ciziacuteho objektu do materiaacutelu Je velkeacute množstviacute metod pro měřeniacute tvrdosti ktereacute jsou vhodneacute pro různeacute materiaacutely Pro měřeniacute tvrdosti jsou vhodneacute naacutesledujiacuteciacute metody Rockwell Vickers a Knoop Tvrdost keramiky dosahuje na Mohsově stupnici hodnot 8 ndash 9 pro technickou oxidickou keramiku a 9 ndash 95 pro keramiku neoxidickou Po diamantu kteryacute maacute tvrdost 10 se jednaacute o nejtvrdšiacute materiaacutely jakeacute se vyskytujiacute [3 5]
15 Vyacuteroba keramickyacutech materiaacutelů
Nejobvyklejšiacute způsob vyacuteroby keramiky je použitiacute praacuteškoveacute směsi a jejiacute naacutesledneacute slinovaacuteniacute za vysokeacute teploty Slinovaacuteniacutem dochaacuteziacute takeacute ke zhutněniacute směsi (sniacuteženiacute obsahu poacuterů) Vzhledem k působeniacute vysokyacutech teplot může dojiacutet ke změně vlastnostiacute a vyacuteslednyacute vyacuterobek může miacutet jineacute vlastnosti než vstupniacute surovina Pro tradičniacute keramiku jsou jako krystalickeacute faacuteze typickeacute přiacuterodniacute materiaacutely Naopak pro pokročileacute technickeacute keramickeacute materiaacutely jsou využiacutevaacuteny materiaacutely ktereacute neniacute možneacute v přiacuterodě naleacutezt Vyacuteroba keramickyacutech materiaacutelů je složena z několika kroků Prvotniacutem krokem je přiacuteprava směsi pokračuje se vytvarovaacuteniacutem do požadovaneacuteho tvaru a poteacute je vyacuterobek dehydratovaacuten Konečnou uacutepravou je zpravidla nějakyacute druh tepelneacuteho zpracovaacuteniacute kdy nejčastěji se využiacutevaacute vypalovaacuteniacute u tradičniacute keramiky a slinovaacuteniacute u keramiky technickeacute [1 2 5]
151 Přiacuteprava směsi
Vyacuteslednaacute kvalita a takeacute technologie vyacuteroby keramickyacutech materiaacutelů je značně zaacutevislaacute na kvalitě vstupniacutech surovin Vlastnosti ktereacute se sledujiacute u vstupniacutech surovin pro keramickeacute materiaacutely jsou např chemickeacute složeniacute velikost tvar a povrch zrn Přiacuterodniacute materiaacutely jsou obvykle značně rozdiacutelneacute a proto je nutneacute vlastnosti vstupniacutech materiaacutelů sledovat Přiacuteprava směsiacute obvykle probiacutehaacute tak že materiaacutely jsou smiacutechaacuteny a namlety naraacutez Je nutneacute použiacutevat takoveacute mleciacute kameny aby nedochaacutezelo k jejich porušovaacuteniacutem a tiacutem přimiacutechaacutevaacuteniacute nežaacutedouciacutech přiacuteměsiacute do mleteacute směsi Pro sniacuteženiacute poacuterovitosti je vhodneacute miacutet rozdiacutelně velkeacute čaacutestice a to z toho důvodu že při vytvarovaacuteniacute dojde k vyplněniacute volnyacutech prostorů mezi většiacutemi čaacutesticemi čaacutesticemi menšiacutemi Miacuteseniacute může probiacutehat bez přimiacutechaacuteniacute kapaliny (obvykle voda) nebo v suspenzi V přiacutepadě miacuteseniacute s vodou je nutneacute tuto vodu po promiacuteseniacute odstranit např rozprašovaacuteniacutem Vyacutesledkem je čistyacute granulaacutet ve ktereacutem jsou smiacutechaneacute všechny materiaacutely [5]
152 Tvarovaacuteniacute
Tvarovaacuteniacute začiacutenaacute aglomeraciacute jehož podstata je v tom že do směsi keramickyacutech praacutešků se přidajiacute dalšiacute laacutetky Jsou přidaacutevaacuteny takoveacute laacutetky aby bylo možneacute vytvořit ze sucheacuteho praacutešku požadovanyacute tvar vyacutesledneacuteho vyacuterobku a takeacute usnadnit jeho tvarovaacuteniacute a celkově zlepšit jeho vlastnosti Přidaacutevajiacute se různaacute pojiva maziva a daacutele můžou byacutet použita smaacutečedla Tvarovaacuteniacute může probiacutehat za tepla ale takeacute za studena (za normaacutelniacute teploty) ktereacute je použiacutevaacuteno častěji Nejčastěji se pro tvarovaacuteniacute využiacutevaacute různyacutech druhů lisovaacuteniacute popřiacutepadě litiacute vstřikovaacuteniacute nebo vytlačovaacuteniacute Ciacutelem tvarovaacuteniacute je jednak vytvořit zaacutekladniacute tvar keramickeacuteho vyacuterobku zajistit jeho určitou hutnost a takeacute zajistit aby takto zpracovanyacute polotovar ziacuteskal dostatečnou pevnost pro manipulaci během vyacuteroby [1 2 4 7]
KERAMICKEacute MATERIAacuteLY
20 UacuteST FSI VUT v Brně
Tab 14 Metody pro tvarovaacuteniacute keramiky [28]
Lisovaacuteniacute Pro lisovaacuteniacute se obvykle použiacutevaacute suchyacutech přiacutepadně polosuchyacutech směsiacute (vlhkost do 15 ) ale mohou se lisovat i směsi mokreacute Rozhodnutiacute jakyacute způsob (suchaacute nebo mokraacute směs) se použije zaacutevisiacute na druhu zpracovaacutevaneacuteho materiaacutelu Suchyacutech směsiacute se využiacutevaacute pro lisovaacuteniacute běžnyacutech keramickyacutech vyacuterobků jako jsou např dlaždice Maximaacutelniacute tlak použiacutevanyacute pro běžneacute jednosměrneacute lisovaacuteniacute je až 200 MPa Vlastnosti lisovanyacutech vyacuterobků nejsou homogenniacute což je způsobeno třeniacutem mezi stěnami formy a keramickyacutem materiaacutelem Pro zlepšeniacute vlastnostiacute se daacutele použiacutevaacute oboustranneacuteho nebo izostatickeacuteho lisovaacuteniacute (lisovaacuteniacute ze všech stran) Dalšiacutemi použiacutevanyacutemi druhy lisovaacuteniacute jsou přetokoveacute piacutestoveacute a žaacuteroveacute lisovaacuteniacute [4 7 24] Přetokoveacute lisovaacuteniacute Pro přetokoveacute lisovaacuteniacute se použiacutevaacute otevřenyacutech kovovyacutech forem jejichž hloubka je shodnaacute s vyacuteslednou vyacuteškou vyacutelisku Použiacutevaacute se lisovaciacutech tlaků v rozmeziacute 5 až 8 MPa Je nutneacute zajistit dostatečnou pevnost vyacutelisku pro jeho manipulaci Vhodneacute pro tvarově složitějšiacute vyacutelisky [7] Piacutestoveacute lisovaacuteniacute Vhodneacute pro vyacuterobu vyacutelisků s minimaacutelniacutem obsahem vody Pro vysokou kvalitu vyacutelisku je nutneacute zajistit rovnoměrneacute rozloženiacute směsi ve vyacutelisku proto je nutneacute sledovat naacutesyp směsi do formy Dalšiacutemi důležityacutemi faktory pro piacutestoveacute lisovaacuteniacute je působeniacute poměr vyacutešky a průměru požiteacute formy a působeniacute lisovaciacutech siacutel [7] Izostatickeacute lisovaacuteniacute Pro tento způsob lisovaacuteniacute se použiacutevaacute směsiacute ktereacute majiacute niacutezkyacute obsah vody a použiacutevaacute se velkyacutech lisovaciacutech tlaků v rozmeziacute 100 až 400 MPa Izostatickeacute lisovaacuteniacute je vyacutehodneacute protože dochaacuteziacute k působeniacute lisovaciacute siacutely ve všech směrech Tiacutem dochaacuteziacute ke zlepšeniacute vyacuteslednyacutech vlastnostiacute z důvodu zvyacutešeniacute homogenity vyacutelisku Izostatickeacute lisovaacuteniacute může probiacutehat do sucheacute nebo do mokreacute formy Lisovaacuteniacute do sucheacute formy je vhodneacute pro menšiacute vyacutelisky ktereacute jsou tvarově složitějšiacute Mokryacutech forem se využiacutevaacute na velkeacute a tvarově jednoducheacute odlitky [7]
KERAMICKEacute MATERIAacuteLY
21 UacuteST FSI VUT v Brně
Žaacuteroveacute lisovaacuteniacute Velice naacuteročnaacute a drahaacute metoda zpracovaacuteniacute keramickyacutech materiaacutelů což je způsobeno tiacutem že se lisuje za velice vysokyacutech teplot ktereacute dosahujiacute až 2 000 degC za použitiacute ochranneacute atmosfeacutery Použiacutevaacute se lisovaciacutech tlaků ve vyacuteši 40 až 60 MPa Metoda vhodnaacute pro technickou oxidovou nebo neoxidovou keramiku a diacuteky slinovaacuteniacute (dosahuje se vyššiacutech teplot než při běžneacutem slinovaacuteniacute) ktereacute při žaacuteroveacutem lisovaacuteniacute nastaacutevaacute dochaacuteziacute ke zhutněniacute materiaacutelu a dosahuje se objemoveacute hmotnosti teacuteměř stejneacute jako je hustota čisteacuteho materiaacutelu [5 7] Izostatickeacute žaacuteroveacute lisovaacuteniacute Pro tento druh lisovaacuteniacute se použiacutevaacute inertniacutech plynů Nejprve se vylisuje prvotniacute vyacutelisek (obvykle piacutestovyacutem nebo izostatickyacutem způsobem) a takto připravenyacute vyacutelisek je možneacute ještě vypaacutelit Poteacute je uzavřen do pouzdra kteryacutem nemůže proniknout inertniacute plyn Takto je poteacute uložen do naacutedoby s inertniacutem plynem a vložen do pece Plyn působiacute lisovaciacutem tlakem Takto vyrobenyacute vyacuterobek maacute objemovou hmotnost teacuteměř shodnou s hustotou a takeacute vysokou pevnost Obvykle naacutesledujiacute dalšiacute uacutepravy vyacuterobku předevšiacutem jeho broušeniacute Slinovaacuteniacute je ovlivňovaacuteno teplotou a tlakem viz obraacutezek 17 [5 7]
Obr 17 Vliv teploty a tlaku na slinovaacuteniacute Al2O3 [5]
Suspenzniacute litiacute Metoda suspezniacuteho litiacute je vhodnaacute pro tenkostěnneacute složiteacute a nesymetrickeacute vyacuterobky Pro vyacuterobu se použiacutevaacute saacutedrovyacutech forem Jakmile je suspenze nalita do formy forma nasaje čaacutest vody a tiacutem se na rozhraniacute formy a směsi vytvořiacute slupka Po určiteacutem čase se vylije přebytečnaacute suspenze z formy Tenkostěnneacute vyacuterobky je nutneacute nechat odsaacutevat vodu několik minut a tlustostěnneacute vyacuterobky i několik hodin Vyacuterobek se z formy vyjiacuteme až v okamžiku kdy dosaacutehne dostatečneacute pevnosti aby bylo
KERAMICKEacute MATERIAacuteLY
22 UacuteST FSI VUT v Brně
možneacute s vyacuterobkem manipulovat Postup vyacuteroby tenkostěnneacuteho vyacuterobku je na obraacutezku 18 a plneacuteho diacutelu na obraacutezku 19 [1 29]
Injekčniacute vstřikovaacuteniacute Podstatou vstřikovaacuteniacute je že do formy je za pomoci tlaku vstřiacuteknuta suspenze ve ktereacute je obsažen keramickyacute materiaacutel V okamžiku kdy polotovar ziacuteskaacute manipulačniacute pevnost je vytažen z formy Po zformovaacuteniacute je za zvyacutešeneacute teploty odstraněno termoplastickeacute pojivo a naacutesleduje slinovaacuteniacute Metoda injekčniacuteho vstřikovaacuteniacute je vhodnaacute pro vyacuterobu velkeacuteho množstviacute rozměrově menšiacutech a tvarově stejnyacutech vyacuterobků Použiacutevaacute se pro vyacuterobu lopatek turbiacuten ventilů nebo biokeramickyacutech proteacutez Nevyacutehodou je nutnost investovat velkeacute finančniacute prostředky na pořiacutezeniacute strojů a forem [1] Vytlačovaacuteniacute Tvar vyacutesledneacuteho vyacuterobku je u vytlačovaacuteniacute dosažen tak že se vytlačuje směs pojiva a keramickeacuteho praacutešku přes naacutestroj Metoda použiacutevanaacute pro vyacuterobu profilů izolaacutetorů pro elektrotechnickyacute průmysl a jinyacutech vyacuterobků z technickeacute keramiky [1]
153 Sušeniacute
Polotovary keramickyacutech vyacuterobků se sušiacute z důvody sniacuteženiacute množstviacute pojiva ktereacute bylo do směsi přidaacuteno aby bylo možneacute vyacuterobek vytvarovat Teplota sušeniacute je zaacutevislaacute na požiteacutem pojivu ve směsi Pokud je použita voda sušeniacute probiacutehaacute při
KERAMICKEacute MATERIAacuteLY
23 UacuteST FSI VUT v Brně
teplotaacutech do 100 degC ale pokud je obsaženo nějakeacute pojivo na baacutezi organickeacuteho materiaacutelu je teplota až 300 degC Sušiacute se po dobu 1 dne i deacutele v zaacutevislosti na velikosti vyacuterobku Při sušeniacute dochaacuteziacute k poklesu objemu polotovaru dochaacuteziacute ke styku jednotlivyacutech zrn keramickeacuteho materiaacutelu což je způsobeno odpařovaacuteniacutem pojiva z polotovaru Při dosaženiacute kritickeacute dochaacuteziacute k naacuterůstu kapilaacuterniacutech sil ktereacute způsobujiacute smrštěniacute polotovaru Smršťovaacuteniacute probiacutehaacute až do okamžiku kdy dojde k doteku jednotlivyacutech krystalů Je nutneacute vysušit polotovar rovnoměrně aby nevznikala tahovaacute napětiacute Při jejich vzniku dochaacuteziacute ke sniacuteženiacute pevnosti kdy může nastat i porušeniacute vyacuterobku [1]
Posledniacute čaacutestiacute řetězce při vyacuterobě keramickyacutech vyacuterobků je tepelneacute zpracovaacuteniacute Přiacute slinovaacuteniacute dochaacuteziacute k redukci velikosti poacuterů v materiaacutelu Tiacutem dochaacuteziacute ke zpevněniacute a tak ziacuteskaacutevaacute vyacuterobek konečnou pevnost Působeniacutem difůze mezi zrny dochaacuteziacute ke spojeniacute jednotlivyacutech zrn v jeden celek Teploty pro slinovaacuteniacute keramiky je v intervalu od 1 000 degC ndash 1 400 degC Žaacuteruvzdorneacute materiaacutely a technickou keramiku je nutneacute slinovat za teplot vyššiacutech a to až 1 700 degC Doba slinovaacuteniacute je obvykle značně dlouhaacute (v řaacutedu desiacutetek hodin) Toto je daacuteno tiacutem že je nutneacute dlouho vyacuterobek nahřiacutevat poteacute naacutesleduje samotneacute slinovaacuteniacute a pak velice pomaleacute ochlazovaacuteniacute Rychlost ochlazovaacuteniacute neniacute možneacute zvyacutešit jinak by došlo ke vzniku nežaacutedouciacutech napětiacute a tiacutem ke sniacuteženiacute pevnosti [1 4 5 29 30]
Obr 19 Princip slinovaacuteniacute jak probiacutehaacute v mikrostruktuře materiaacutelu [31]
Pro obraacuteběniacute obecně je jedniacutem z nejdůležitějšiacutech parametrů kteryacute ovlivňuje průběh obraacuteběniacute i vyacuteslednou kvalitu obrobku je obrobitelnost materiaacutelu Obrobitelnost keramickyacutech materiaacutelů je velice niacutezkaacute což je daacuteno předevšiacutem vysokou tvrdostiacute keramiky a tiacutem odolnosti proti vnikaacuteniacute ciziacutech těles do materiaacutelu Obraacuteběniacute keramickyacutech materiaacutelů je proto vysoce naacuteročneacute na naacutestroje a je maacutelo produktivniacute a proto takeacute velice draheacute Proto se keramickeacute materiaacutely zpracovaacutevajiacute rovnou do vyacuteslednyacutech tvarů pomociacute klasickyacutech metod zpracovaacuteniacute keramickyacutech materiaacutelů jako je např vytlačovaacuteniacute suspenzniacute litiacute nebo lisovaacuteniacute Pokud je obraacuteběniacute využiacutevaacuteno pak obvykle nějakyacutem způsobem dokončovaciacuteho obraacuteběniacute kde typickyacutem představitelem je broušeniacute nebo nějakyacutem z nekonvenčniacutech způsobů obraacuteběniacute jako je napřiacuteklad obraacuteběniacute laserem nebo ultrazvukem ktereacute jsou obecně vhodnějšiacute než konvečniacute metody obraacuteběniacute naacutestroji s definovanou geometriiacute Probleacutemem konvenčniacuteho způsobu obraacuteběniacute je že tvrdost naacutestroje musiacute byacutet vyššiacute než obraacuteběneacuteho materiaacutelu aby bylo vůbec možneacute vniknout naacutestrojem do obrobku a zahaacutejit proces řezaacuteniacute Pro konvenčniacute metody (a i pro experimentaacutelniacute čaacutest byl použit) jsou obvykle použiacutevaacuteny naacutestroje z polykrystalickeacuteho diamantu nebo kubickeacuteho nitridu boacuteru Vzhledem k vysokeacute tvrdosti keramiky ale i u polykrystalickeacuteho diamantu dochaacuteziacute k rychleacutemu opotřebeniacute břitu a to maacute velkyacute vliv na zmiacuteněnou produktivitu a cenu obraacuteběniacute Obecně je ale obrobitelnost jednotlivyacutech keramickyacutech materiaacutelů různaacute a zaacutevisiacute na materiaacutelech použityacutech pro vyacuterobu na způsobu zpracovaacuteniacute a poteacute na samotnyacutech řeznyacutech podmiacutenkaacutech [9 10 11]
Společnyacutem znakem všech způsobů obraacuteběniacute je že je nutneacute v materiaacutelu vytvořit minimaacutelně jednu anebo většiacute množstviacute prasklin a ty poteacute rozšiřovat v požadovaneacutem směru Povrch je tvořen soustavou lomovyacutech ploch přiacutepadně jednou lomovou plochou Trhlinu v materiaacutelu můžeme vytvořit pomociacute siloveacuteho působeniacute do materiaacutelu nebo pomociacute vysoce zkoncetrovaneacuteho energetickeacuteho paprsku (laser) Pokud vytvaacuteřiacuteme trhlinu mechanicky dochaacuteziacute k jejiacutemu vzniku tak že do materiaacutelu je vtlačovaacuten hrot nebo kliacuten Tyto naacutestroje nejsou nikdy dokonale ostreacute a majiacute nějakyacute poloměr zaobleniacute a proto dochaacuteziacute v miacutestě dotyku s obraacuteběnyacutem materiaacutelem ke vzniku kontaktniacute plošky pomociacute ktereacute se přenaacutešiacute vzaacutejemneacute siloveacute působeniacute V těchto miacutestech dochaacuteziacute k vysokyacutem tlakovyacutem zatiacuteženiacutem ktereacute ve směru do obraacuteběneacuteho materiaacutelu ustupujiacute a naopak se měniacute v zatiacuteženiacute tahoveacute Kromě tlakovyacutech a tahovyacutech napětiacute se v materiaacutelu vyskytuje i napětiacute smykoveacute [12]
Prvotně dochaacuteziacute k pružneacute deformaci materiaacutelu a při dosaženiacute meze kluzu dochaacuteziacute k nevratnyacutem změnaacutem v materiaacutelu Dochaacuteziacute ke vzniku trhlin a ty se daacutele šiacuteřiacute materiaacutelem Vzhledem ke složitosti krystalickeacute mřiacutežky kterou majiacute keramickeacute materiaacutely je pro atomy ve struktuře těžkeacute najiacutet novou rovnovaacutežnou polohu po siloveacutem působeniacute toto způsobuje vysokou křehkost keramiky a tiacutem rychlyacute vznik a šiacuteřeniacute trhlin keramickyacutemi materiaacutely [12]
Ke vzniku trhlin může dochaacutezet v některyacutech přiacutepadech až po jeho odlehčeniacute a to takovyacutem způsobem že dojde k narušeniacute materiaacutelu pod povrchem (plastickeacute deformaci) Působeniacutem sil na obraacuteběnyacute materiaacutel dochaacuteziacute k již zmiacuteněnyacutem tlakovyacutem silaacutem kteraacute zaacuteroveň braacuteniacute k oddaacuteleniacute atomů od sebe a tiacutem braacuteniacute vzniku praskliny Až po naacutesledneacutem uvolněniacute dochaacuteziacute k naacuterůstu tahovyacutech napětiacute a tiacutem k samotneacute tvorbě praskliny Toto odpruženiacute může vyvolat vylomeniacute střepů z povrchu materiaacutelu [12]
Jednaacute se o technologii podobnou broušeniacute ale nedochaacuteziacute ke smykoveacutemu napětiacute mezi naacutestrojem a obrobkem a takeacute je jinyacute mechanismus působeniacute abrazivniacuteho zrna na obraacuteběnyacute materiaacutel Podstatou obraacuteběniacute ultrazvukem je vrhaacuteniacute abrazivniacutech zrn vysokou rychlostiacute proti materiaacutelu obrobku Při naacuterazu se kinetickaacute energie čaacutestice měniacute na deformačniacute praacuteci Diacuteky křehkosti keramiky stačiacute i malaacute zrna (disponujiacuteciacute relativně malou kinetickou energiiacute) k vytvořeniacute trhlin a pokud dojde ke spojeniacute dvou (nebo viacutece) trhlin vzniknou maleacute čaacutestice ktereacute po naacutesledujiacuteciacutem naacuterazu dalšiacute čaacutestice jsou vytrženyacute z materiaacutelu Naacutestrojovaacute hlava neniacute nijak tvarově omezena a je proto možneacute vytvaacuteřet různeacute otvory nebo zahloubeniacute Jako naacutestrojovyacute materiaacutel je obvykle použita ocel Tento naacutestroj kmitaacute s frekvenciacute 10 až 20 kHz Zrna jsou mezi materiaacutelem a naacutestrojem a jsou ve formě suspenze kdy jsou smiacutechaacutena s lihem benziacutenem nebo vodou Přiacutetomnost kapaliny ulehčuje pronikaacuteniacute energie do miacutesta obraacuteběniacute Jako abrazivniacutech zrna se využiacutevaacute oxid hlinityacute karbid boacuteru karbid křemiacuteku nebo pro nejtvrdšiacute materiaacutely zrna diamantovaacute Velikost zrn je 10-100 μm [12 13]
Obr 21 Obraacuteběniacute ultrazvukem [12]
22 Otryskaacutevaacuteniacute
Otryskaacutevaacuteniacute je metoda obraacuteběniacute kteraacute je značně podobnaacute obraacuteběniacute ultrazvukem ale na energii abrazivniacutem zrnům miacutesto generaacutetoru kmitů dodaacutevaacute vrhaciacute zařiacutezeniacute Otryskaacutevaacuteniacute se využiacutevaacute jako k vrtaacuteniacute otvorů děleniacute materiaacutelů ale takeacute k meacuteně naacuteročneacutemu opracovaacuteniacute jako je zdrsněniacute povrchu nebo jeho dekorace Použiacutevanyacutemi
materiaacutely jsou oxid hlinityacute karbid křemiacuteku nebo pouze křemennyacute piacutesek (z tohoto materiaacutelu pochaacuteziacute rozšiacuteřenyacute naacutezev bdquopiacuteskovaacuteniacuteldquo) Velikost čaacutestic se pohybuje od 10 μm až po jednotky mm Toto maacute samozřejmě vliv i na vyacuteslednou přesnost opracovaacuteniacute i na kvalitu povrchu [12]
23 Obraacuteběniacute laserem
Laser je vhodnyacute pro obraacuteběniacute pokud je materiaacutel schopen pohlcovat světelnou energii Daacutele je důležitaacute takeacute tepelnaacute vodivost a odrazivost materiaacutelu určeneacuteho pro obraacuteběniacute laserem Čiacutem viacutece materiaacutel pohltiacute zaacuteřeniacute a čiacutem horšiacute maacute tepelnou vodivost a odrazivost tiacutem je vhodnějšiacute ke zpracovaacuteniacute laserem [12]
Laserem je možneacute vytvořit lokaacutelniacute poškozeniacute tak že laserem je zkoncentrovaacutena energie do jednoho miacutesta tak že dojde k taveniacute a poteacute k naacutesledneacutemu odpařovaacuteniacute materiaacutelu Na obvodu paprsku dochaacuteziacute k taveniacute materiaacutelu (diacuteky nižšiacute koncentraci energie) a uprostřed laseroveacuteho paprsku k jeho odpařovaacuteniacute Laseru se využiacutevaacute pro vrtaacuteniacute otvorů nebo na řezaacuteniacute Obvykle se použiacutevaacute pulzniacutech laserů kdy každyacute pulz v přiacutepadě vrtaacuteniacute malyacutech otvorů vytvořiacute otvor o hloubce a průměru přibližně desetiny mm Velkeacute otvory jsou vytvaacuteřeny tak že laser tvořiacute draacutehu o průměru otvoru Vyššiacute přesnosti otvoru se dosaacutehne přiacutepadně naacuteslednyacutem lapovaacuteniacutem otvoru Daacutele se lasery využiacutevajiacute na tvorbu ryacuteh na povrchu materiaacutelu Charakteristickyacutemi vlastnostmi laserů je vlnovaacute deacutelka jmenovityacute vyacutekon a pracovniacute režim [12]
23 Broušeniacute
Broušeniacute je jednou z dokončovaciacutech metod obraacuteběniacute Kdy působeniacutem abrazivniacutech zrn na materiaacutel dochaacuteziacute k oddělovaacuteniacute malyacutech třiacutesek z povrchu obrobku Brusnaacute zrna jsou umiacutestěna v brusneacutem naacutestroji naacutehodně a tedy vyacuteslednyacute naacutestroj nemaacute definovanou geometrii Brusnyacute kotouč je k obrobku přitlačovaacuten a zaacuteroveň vykonaacutevaacute posuvnyacute pohyb Jako brusneacute naacutestroje pro keramickeacute materiaacutely je využiacutevaacuteno diamantu karbidu křemiacuteku nebo oxidu hliniteacuteho Zrna miacutevajiacute velikost od jednotek do několika stovek μm v zaacutevislosti na požadavciacutech na vyacuteslednou kvalitu povrchu Zrna byacutevajiacute obvykle pevně spojena (vaacutezaneacute brusivo) ale někdy se využiacutevajiacute i zrna volnaacute ve formě suspenze (zrna v kapalině) Při broušeniacute jsou brusnaacute zrna vtlačovaacutena do obraacuteběneacuteho materiaacutelu po ktereacutem se smyacutekajiacute a odvalujiacute V miacutestě kontaktu jsou vysokaacute napětiacute a může dochaacutezet takeacute k plastickyacutem deformaciacutem (mikroskopickyacute rozsah) Oddělovaacuteniacute materiaacutelu dochaacuteziacute tak že zrna vylamujiacute a vytrhaacutevajiacute maleacute čaacutestice po odlehčeniacute může dochaacutezet k odpryacuteskaacutevaacuteniacute malyacutech čaacutestic Nejdůležitějšiacutemi parametry broušeniacute je měrnyacute vyacutekon broušeniacute objemovaacute uacutečinnost naacutestroje a měrnaacute energie broušeniacute [12]
24 Freacutezovaacuteniacute soustruženiacute a vrtaacuteniacute
Keramickeacute materiaacutely je možneacute obraacutebět i konvenčniacutemi metodami obraacuteběniacute ale je nutneacute použiacutevat naacutestroje na baacutezi polykrystalickeacuteho diamantu přiacutepadně kubickeacuteho nitridu boacuteru Pro zvyacutešeniacute trvanlivosti naacutestrojů a zkraacuteceniacute doby obraacuteběniacute je vhodneacute využiacutet předevšiacutem laseru na přiacutepravu obrobku z keramickeacuteho materiaacutelu a poteacute pouze
dokončit některou z konvenčniacutech metod obraacuteběniacute Vzhledem k vysokeacute křehkosti dochaacuteziacute při vnikaacuteniacute naacutestroje do keramiky k tvorbě trhlin v materiaacutelu takto narušenyacute materiaacutel se vylamuje a odpryacuteskaacutevaacute od povrchu Je nutneacute při obraacuteběniacute keramiky obraacutebět nižšiacutemi posuvovyacutemi rychlostmi protože dochaacuteziacute k vysokeacutemu naacuterůstu řeznyacutech sil a bylo by možneacute naacutesledneacute porušeniacute obrobku Třiacuteska vznikaacute obdobnyacutem způsobem jako při broušeniacute keramickyacutech materiaacutelů [12]
25 Freacutezovaacuteniacute
Freacutezovaacuteniacute probiacutehaacute rotačniacutem naacutestrojem kteryacute konaacute hlavniacute řeznyacute pohyb Posuvovyacute pohyb obvykle vykonaacutevaacute obraacuteběnaacute součaacutest a obvykle je v zaacuteběru několik zubů freacutezy Tvořiacute se třiacuteska kteraacute maacute proměnlivou tloušťku [17]
Freacutezovaacuteniacute obecně se rozděluje dle naacutestrojů na freacutezovaacuteniacute vaacutelcoveacute a čelniacute Z těchto zaacutekladniacutech druhů vychaacuteziacute dalšiacute druhy jako je freacutezovaacuteniacute okružniacute a planetoveacute Dalšiacute rozděleniacute je možneacute dle pohybů freacutezy a obrobku na sousledneacute a nesousledneacute [17]
251 Vaacutelcoveacute freacutezovaacuteniacute
Vaacutelcoveacute freacutezovaniacute probiacutehaacute freacutezou ve tvaru vaacutelce kdy jsou zuby vytvořeny jen po obvodu naacutestroje Použiacutevajiacute se předevšiacutem vaacutelcoveacute a tvaroveacute freacutezy Hloubka vrstvy odebiacuteraneacute freacutezou se nastavuje kolmo na posuvovou složku pohybu [17]
Sousledneacute freacutezovaacuteniacute
Naacutestroj rotuje ve směru posuvu obrobku a třiacuteska začiacutenaacute na maximaacutelniacutem průřezu a postupně se zmenšuje až na nulovou tloušťku Vyacuteslednaacute plocha tvořenaacute freacutezou vznikaacute při vyacutestupu freacutezy z materiaacutelu Pro sousledneacute freacutezovaacuteniacute je nutneacute vymezit vůli mezi posuvovyacutem šroubem a maticiacute stolu stroje Sousledneacute freacutezovaacuteniacute je na obraacutezku 22 [17]
Probiacutehaacute opačně než sousledneacute freacutezovaacuteniacute Naacutestroj konaacute rotačniacute pohyb proti směru posuvoveacuteho pohybu obrobku a tiacutem je tvořena vyacuteslednaacute plocha při vstupu freacutezy do materiaacutelu Třiacuteska postupně narůstaacute od nuloveacute tloušťky do maxima viz obraacutezek 23 [17]
Čelniacute freacuteza maacute zuby vytvořeny jak na obvodu tak na čele a hlavniacute osa je kolmaacute na směr posuvoveacute rychlosti Při symetrickeacutem čelniacutem freacutezovaacuteniacute je osa naacutestroje shodnaacute s osou symetrie obraacuteběneacute plochy viz obraacutezek 24 [17]
Obr 24 a) Čelniacute symetrickeacute freacutezovaacuteniacute b) Čelniacute nesymetrickeacute freacutezovaacuteniacute [17]
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
KERAMICKEacute MATERIAacuteLY
11 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě Al2O3
Takeacute je nazyacutevaacutena jako keramika korundovaacute Obvykle je použiacutevaacutena faacuteze s hexagonaacutelniacute strukturou označovanyacute jako Al2O3 ndash α Maacute obvykleacute vlastnosti keramickyacutech materiaacutelů jako je vysokaacute žaacuteruvzdornost pevnost tvrdost a odolnost proti taveninaacutem kovů a různyacutem chemickyacutem laacutetkaacutem Tyto vlastnosti si zachovaacutevaacute i do oblasti teplot okolo 1 000 degC a teplota taacuteniacute korundoveacute keramiky je 2 050 degC To je způsobeno iontovyacutemi vazbami mezi atomy hliniacuteku a kysliacuteku Korundovaacute keramika je vyraacuteběna v rozmeziacute 80 - nad 99 hmotnosti Al2O3 Vlastnosti se s rostouciacutem obsahem měniacute jak je vidět z tabulky 11 [7] Tab 11 Vlastnosti keramiky na zaacutekladě obsahu Al2O3 [7]
Obsah Al2O3
Veličina Jednotka
80 ndash 86
hm
87-95
hm
96-99
hm
nad 99
hm
Hustota [gcm-3
] 35 - 36 36 - 37 37 - 38 38 - 39
Youngův modul pružnosti v tahu [GPa] 200 300 400 400
Všechny mechanickeacute vlastnosti se zlepšujiacute s rostouciacutem obsahem oxidu hliniteacuteho stejně tak roste tvrdost tepelnaacute vodivost a koeficient deacutelkoveacute teplotniacute roztažnosti [7] Keramickeacute materiaacutely na zaacutekladě oxidu hliniteacuteho jsou slinovaacuteny za pomoci tekuteacute nebo pevneacute faacuteze Volba zaacutevisiacute na objemu ostatniacutech laacutetek ve směsi Konstrukčniacute keramika kteraacute obsahuje menšiacute obsah Al2O3 je slinovaacutena mastkem kaolinem nebo uhličitany vaacutepniacuteku nebo hořčiacuteku Při obsahu nad 99 je slinovaacuteniacute provaacuteděno za pomoci oxidů hořečnateacuteho nebo jinyacutech hořčiacutekovyacutech sloučenin ktereacute se za zvyacutešeneacute teploty přeměniacute na oxid hořečnatyacute [3 6 7]
Obr 11 Krystalickaacute struktura oxidu hliniteacuteho [18]
KERAMICKEacute MATERIAacuteLY
12 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě ZrO2
Vlastnosti oxidickeacute konstrukčniacute keramiky na baacutezi oxidu zirkoničiteacuteho jsou značně ovlivňovaacuteny faacutezovyacutemi přeměnami hlavniacuteho stavebniacuteho prvku ktereacute jsou na obraacutezku 12 Tyto přeměny jsou zaacutevisleacute na teplotě Oxid zirkoničityacute postupně přechaacuteziacute z kubickeacute mřiacutežky na tetragonaacutelniacute a naacutesledně do monoklinickeacute krystaloveacute mřiacutežky Praacutevě tato posledniacute přeměna maacute největšiacute vyacuteznam a to z toho důvodu že se značně podobaacute martenzitickeacute přeměně oceli Tato změna je doprovaacutezena značnou změnou tvaru a objemu zrn Tato přeměna daacutele probiacutehaacute bezdifuacutezně a ne izotermicky [3 6 7]
Vyacutevoj neoxidoveacute keramiky byl započat v důsledku potřeby ziacuteskat takoveacute materiaacutely ktereacute budou schopneacute dosaacutehnout vyššiacutech teplot a přitom si zachovat sveacute mechanickeacute vlastnosti Z materiaacutelů použiacutevanyacutech pro neoxidickou keramiku to jsou předevšiacutem různeacute karbidy nitridy boridy a silicidy Technologickeacute zpracovaacuteniacute těchto sloučenin na keramiku je složitějšiacute z důvodu že je nutneacute zabraacutenit oxidaci materiaacutelů za vysokyacutech teplot při vyacuterobě (je nutneacute slinovat za redukčniacute atmosfeacutery nebo ve vakuu) Z toho plyne i určiteacute omezeniacute pro využitiacute materiaacutelů v praxi kdy neniacute možneacute neoxidoveacute keramiky využiacutet tam kde by za vysokyacutech teplot byly vystaveny oxidačniacute atmosfeacuteře Daacutele při vyacuterobě je nutneacute zohlednit že některeacute sloučeniny jako SiC nebo BN se při zahřaacutetiacute na vysokou teplotu samovolně nezhutňujiacute (nedochaacuteziacute ke slinovaacuteniacute) a je nutneacute využiacutet slinovaacuteniacute reakčniacuteho nebo slinovaacuteniacute tlakoveacuteho [3 6 20] Keramickeacute materiaacutely na zaacutekladě SiC Nejrozšiacuteřenějšiacute karbidickyacute materiaacutel pro přiacutepravu keramiky Maacute kubickou strikturu obdobnou jakaacute je v diamantu ale ve struktuře neniacute pouze uhliacutek a 50 uhliacuteku je nahrazeno křemiacutekem Pro vysokou tvrdost je využiacutevaacuten často jako brusnyacute materiaacutel Tento materiaacutel je možneacute použiacutet jako praacutešek anebo ve formě naacutestroje kde je vaacutezaacuten organickou nebo anorganickou sloučeninou (je možneacute i využitiacute ve formě pasty kde je karbid křemiacuteku vaacutezaacuten pomociacute polymeru) Karbid křemiacuteku je velice dobryacute vodič tepla daacutele maacute a malou teplotniacute roztažnost takže je vysoce odolnyacute proti změnaacutem teploty Elektrickou energii vede jako polovodič [5 6]
Obr 13 Krystalickaacute struktura karbidu křemiacuteku [19]
KERAMICKEacute MATERIAacuteLY
13 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě Si3N4
Moderniacute keramickyacute materiaacutel kteryacute patřiacute do oblasti nitridů Nitridy obecně majiacute vysokou odolnost proti vysokyacutem teplotaacutem Samotnyacute nitrid křemiacuteku maacute hexagonaacutelniacute strukturu K jeho vlastnostem patřiacute dobraacute tepelnaacute vodivost a maleacute tepelnaacute roztažnost což dohromady daacutevaacute odolnost proti změnaacutem teploty (podobně jako karbid křemiacuteku) Je poměrně křehkyacute ale pokud je odstraněna skelnaacute faacuteze je možneacute zvyacutešit lomovou houževnatost diacuteky vlaacuteknům ktereacute prorůstajiacute strukturou Nitrid křemiacuteku je využiacutevaacuten jako naacutestrojovyacute materiaacutel vybaveniacute do sleacutevaacuteren a takeacute se objevil dieselovyacute motor celyacute sestavenyacute z diacutelů vyrobenyacutech z Si3N4 (adiabatickyacute motor kteryacute neniacute třeba chladit) [5 6 7]
Obr 14 Hybridniacute keramickyacute motor [21]
123 Keramika směsnaacute
Jak už naacutezev uvaacutediacute jednaacute se o směs buď jedneacute oxidickeacute keramiky a jedneacute neoxidickeacute nebo směs dvou oxidickyacutech materiaacutelů Často je využiacutevaacuteno karbidu nebo nitridu titanu na zvyacutešeniacute odolnosti proti vysokyacutem teplotaacutem a zvyacutešeniacute mechanickyacutech vlastnostiacute Relativně novou směsnou keramikou je Sialon (Si ndash Al ndash O ndash N) kteryacute je z hlediska svyacutech vlastnostiacute podobnyacute nitridu křemiacuteku ale zvětšiacute odolnost proti zvyacutešenyacutem teplotaacutem a je proto využiacutevaacuten na plynoveacute turbiacuteny ktereacute jsou vysoce teplotně namaacutehaacuteny [2 3 6]
13 Struktura keramickyacutech materiaacutelů
Keramika je obvykle tvořena krystalickou strukturou kteraacute může byacutet doplněna skelnou strukturou Samotnaacute krystalickaacute struktura je vyacuterazně ovlivněna typem vazeb ktereacute jsou utvořeny mezi atomy Vyskytujiacute se dva druhy vazeb a to vazba kovalentniacute a iontovaacute nebo je možnaacute i kombinace obou typů vazeb tedy vazbou iontově-kovalentniacute kteraacute je pro keramickeacute materiaacutely typickaacute [1 3]
KERAMICKEacute MATERIAacuteLY
14 UacuteST FSI VUT v Brně
131 Vazby v keramickyacutech materiaacutelech
Kovalentniacute vazbu u keramickyacutech materiaacutelů tvořiacute obvykle dva nekovoveacute prvky (SiC Si3N4) Tento druh vazby vznikaacute tak že atomy sdiacutelejiacute elektrony ve svyacutech elektronovyacutech obalech Tato vazba je určenaacute i směrově (dochaacuteziacute k vytvaacuteřeniacute různyacutech druhů siacutetiacute) a nedochaacuteziacute k tak velkeacutemu přibliacuteženiacute atomů jako u iontoveacute vazby Typickyacutemi vlastnostmi materiaacutelů s kovalentniacute vazbou je vysokaacute chemickaacute odolnost tvrdost a elektronovaacute vodivost Naopak tyto materiaacutely dosahujiacute niacutezkyacutech hodnot tepelneacute roztažnosti a minimaacutelniacute tvaacuternosti [1 23] Iontovou vazbu tvořiacute obvykle kovovyacute prvek s kysliacutekem nebo dalšiacutemi nekovovyacutemi prvky (ZrO MgO) Tato vazba je tvořena elektrostatickyacutemi silami působiacuteciacutemi mezi opačně nabityacutemi ionty dvou prvků proto majiacute materiaacutely s iontovou vazbou vysokou hustotu (opačně nabiteacute atomy jsou přitaženy velkyacutemi silami k sobě na velmi malou vzdaacutelenost) Dalšiacutemi vlastnostmi materiaacutelů s iontovou vazbou je velkaacute tepelnaacute roztažnost niacutezkaacute iontovaacute vodivost a špatnaacute tvaacuternost [1 23] Nejčastěji se v keramickyacutech materiaacutelech vyskytuje kombinace obou vazeb a to vazba iontově-kovalentniacute Množstviacute zastoupeniacute vazeb v daneacutem keramickeacutem materiaacutelu je daacutena elektronegativitou jednotlivyacutech prvků zastoupenyacutech ve struktuře Zaacuteroveň poměr určuje typ krystalickeacute struktury V tabulce 12 jsou uvedeny poměry zastoupeniacute iontoveacute nebo kovalentniacute vazby v některyacutech keramickyacutech materiaacutelech [1] Tab 12 Podiacutel iontoveacute a kovalentniacute vazby ve vybranyacutech keramickyacutech materiaacutelech [1]
Keramickyacute
materiaacutel
Rozdiacutel elektronegativit
prvků
Iontovyacute
charakter
Kovalentniacute
charakter
MgO 3 77 23
Al2O3 2 63 37
Si3N4 12 30 70
SiC 07 11 89
132 Pohyb dislokaciacute v keramickyacutech materiaacutelech
Typ vazby daacutele ovlivňuje pohyby dislokaciacute v materiaacutelech Kovalentniacute i iontovaacute vazba maacute jak jiacutež bylo zmiacuteněno niacutezkou hodnotu tvaacuternosti což je způsobeno praacutevě velice omezenyacutem pohybem dislokaciacute v těchto materiaacutelech Tato vlastnost vyacuterazně snižuje mechanickeacute vlastnosti keramickyacutech materiaacutelů a tak omezuje jejich využitiacute jako materiaacutelu pro vysoce namaacutehaneacute konstrukčniacute prvky Malaacute pohyblivost dislokaciacute je způsobena v materiaacutelech s kovalentniacute vazbou tiacutem že pro pohyb dislokace je nutneacute přerušit směrově orientovaneacute vazby Přerušeniacutem těchto vazeb vznikajiacute vysokaacute P-N (Peierlsovo ndash Nabarrovo) napětiacute teacuteměř na uacuterovni pevnosti materiaacutelu Proto nedochaacuteziacute k teacuteměř žaacutedneacute plastickeacute deformaci ale rovnou ke křehkeacutemu lomu součaacutesti Daacutele je možnaacute zhoršenaacute maneacutevrovatelnost dislokaciacute v materiaacutelech s jednoduchou iontovou mřiacutežkou (MgO) Zde jsou napětiacute P-N podobnaacute jako u kovů ale neniacute splněna podmiacutenka pěti nezaacutevislyacutech skluzovyacutech systeacutemů a proto dochaacuteziacute k jevu že monokrystaly jsou tvaacuterneacute ale polykrystaly již tvaacuterneacute nejsou Ve většině keramickyacutech materiaacutelů dochaacuteziacute ke kombinaci obou přiacutepadů [24] Za rostouciacute teploty keramickyacutech materiaacutelů (stejně jako u dalšiacutech materiaacutelů) dochaacuteziacute k poklesu P-N napětiacute a tiacutem roste tvaacuternost Keramickeacute materiaacutely ale se staacutevajiacute tvaacuternyacutemi až teacuteměř při dosaženiacute teploty taveniacute [24]
KERAMICKEacute MATERIAacuteLY
15 UacuteST FSI VUT v Brně
133 Poruchy v keramickyacutech materiaacutelech
V keramickyacutech materiaacutelech se vyskytujiacute bodoveacute čaacuteroveacute a plošneacute poruchy materiaacutelu (teacutež nazyacutevaneacute dislokace) Bodoveacute poruchy vznikajiacute buď jako vakance (chybějiacuteciacute atom) intersticiaacutelniacute (uzavřeneacute atomy mimo svoji polohu v krystalickeacute mřiacutežce) atomy nebo ionty Daacutele se mohou vyskytovat atomy jineacute laacutetky uzavřeneacute v krystalickeacute struktuře Bodoveacute poruchy krystalickeacute mřiacutežky nejsou přiacuteliš vyacuteznamneacute protože jsou obvykle izolovaacuteny v maleacutem prostoru Nejvyacuteznamnějšiacute jsou poruchy čaacuteroveacute ktereacute umožňujiacute plastickou deformaci materiaacutelu Čaacuteroveacute poruchy jsou buď šrouboveacute hranoveacute nebo jejich kombinace Hranoveacute poruchy vznikajiacute tak že v některyacutech miacutestech přebyacutevaacute řada atomů Šrouboveacute poruchy vznikajiacute tak že roviny kolmeacute k dislokačniacute čaacuteře tvořiacute šroubovou plochu Plošneacute poruchy materiaacutelu majiacute vliv předevšiacutem na hraniciacutech zrn [12 24]
Obr 15 a) Hranovaacute b) šroubovaacute porucha materiaacutelu [25]
14 Vlastnosti keramickyacutech materiaacutelů
Keramickeacute materiaacutely majiacute rozdiacutelneacute vlastnosti ktereacute jsou zaacutevisleacute na samotneacutem chemickeacutem složeniacute a jeho čistotě krystalickeacute struktuře a na způsobu jakyacutem je keramickyacute materiaacutel zpracovaacuten Celeacute vyacuterobky z keramiky jsou z hlediska vlastnostiacute homogenniacute přestože jednotliveacute krystaly majiacute sveacute vlastnosti rozdiacutelneacute a i vlastnosti jednotliveacuteho krystalu v různyacutech směrech jsou odlišneacute To že vlastnosti konečneacuteho vyacuterobku jsou ve všech směrech stejneacute je způsobeno tiacutem že je ve vyacuterobku rozloženo velkeacute množstviacute nahodile rozmiacutestěnyacutech krystalů Dalšiacute vlastnostiacute keramiky je to že je poacuterovitaacute a to způsobuje že v některyacutech miacutestech je uzavřen vzduch tedy materiaacutel kteryacute nemaacute žaacutednou pevnost ani hmotnost Obecnyacutemi a velice důležityacutemi vlastnostmi keramickyacutech materiaacutelů je vysokaacute tvrdost žaacuteruvzdornost odolnost proti otěru i proti chemikaacuteliiacutem naopak nejsou odolneacute v tahu a ohybu (dochaacuteziacute ke křehkeacutemu lomu) Co se tyacuteče elektrickyacutech vlastnostiacute keramickeacute materiaacutely jsou obvykle izolanty ale neniacute to pravidlem a mohou se vyskytovat keramickeacute materiaacutely ktereacute jsou piezoelektrickeacute polovodiveacute nebo pyroelektrickeacute Podobně jako elektrickaacute vodivost i pro vodivost tepelnou jsou keramickeacute materiaacutely obvykle izolanty ale existujiacute i takoveacute ktereacute teplo vedou jako kovy [3 23]
141 Elastickeacute vlastnosti
Pokud jsou keramickeacute materiaacutely vystaveny kraacutetkodobeacutemu a relativně maleacutemu siloveacutemu působeniacute chovajiacute se dle Hookova zaacutekona (prodlouženiacute je přiacutemo uacuteměrneacute zatěžujiacuteciacutemu napětiacute) tedy elasticky a po odlehčeniacute se vraciacute do sveacuteho původniacuteho
a) b)
KERAMICKEacute MATERIAacuteLY
16 UacuteST FSI VUT v Brně
tvaru bez poškozeniacute Poměrneacute prodlouženiacute (nebo zkraacuteceniacute) v daneacute ose můžeme vypočiacutetat dle vztahů 11 až 13 [5 12]
kde εxyz [-] - poměrneacute prodlouženiacute
σxyz [Mpa] - normaacuteloveacute napětiacute v daneacute ose
Modul pružnosti je pro keramickeacute materiaacutely značně odlišnyacute pro běžnyacute porcelaacuten je hodnota přibližně 70 GPa naopak slinuteacute karbidickeacute keramiky mohou dosahovat hodnot až 500 GPa Širokyacute interval hodnot modulu pružnosti u keramickyacutech materiaacutelů je způsoben tiacutem že modul pružnosti ovlivňuje samotneacute složeniacute keramickeacuteho materiaacutelu daacutele jeho mikrostruktura (uspořaacutedaacuteniacute podiacuteloveacute zastoupeniacute jednotlivyacutech faacuteziacute) Pro dvoufaacutezoveacute systeacutemy (jednoho druhu keramickeacuteho materiaacutelu a poacuterů) je možneacute určit modul pružnosti dle empirickeacuteho vztahu 14 Keramickeacute materiaacutely dosahujiacute hodnot Poissonova čiacutesla v rozmeziacute od 017 do 036 [5 12]
kde E0 [GPa] - modul pružnosti keramickeacuteho materiaacutelu bez poacuterů
VP [-] - objemoveacute množstviacute poacuterů
ab [-] - součiniteleacute tvaru poacuterů [5]
142 Plastickeacute vlastnosti
Za normaacutelniacutech teplot je keramika obvykle tvrdaacute křehkaacute ale mohou nastat přiacutepady kdy tomu tak neniacute ani za normaacutelniacutech teplot Za zvyacutešenyacutech teplot dochaacuteziacute k plastickeacutemu chovaacuteniacute keramickyacutech materiaacutelů Za normaacutelniacutech teplot je možneacute dosaacutehnout plastickeacuteho chovaacuteniacute keramickyacutech materiaacutelů kdy dochaacuteziacute k deformaci pouze minimaacutelniacuteho množstviacute materiaacutelu relativně vysokyacutem zatiacuteženiacutem toto je splněno při měřeniacute mikrotvrdosti kdy po diamantoveacutem indentoru zůstane otisk v materiaacutelu [5 12] Pokud je deformovaacuten pouze jednotlivyacute krystal keramickeacuteho materiaacutelu dochaacuteziacute ke skluzu čaacutestiacute krystalu Tyto skluzy se vnikajiacute tak že dochaacuteziacute k přesmykovaacuteniacute ktereacute ještě ulehčujiacute čaacuteroveacute dislokace v krystalu Daacutele může vznikat plastickaacute deformace jednotliveacuteho krystalu dvojčatěniacutem Velikost možneacute plastickeacute deformace je značně ovlivňovaacutena pohyblivostiacute a maneacutevrovatelnostiacute dislokaciacute v materiaacutelu [5 12]
( )[ ] 1-times+-= Ezyxx ssmse (11)
( )[ ] 1-times+-= Eyzyy ssmse (12)
( )[ ] 1-times+-= Eyxzz ssmse (13)
( )2
0 1 PP bVaVEE +-= [GPa] (14)
KERAMICKEacute MATERIAacuteLY
17 UacuteST FSI VUT v Brně
143 Creep
Creep (pomaleacute tečeniacute) je vlastně plastickeacute deformovaacuteniacute materiaacutelu ktereacute je ale obvykle provaacuteděno za zvyacutešenyacutech teplot Jednaacute se o velice důležitou charakteristiku pro keramickeacute materiaacutely (keramika může byacutet zkoušena za teplot nad 1 000 degC) a proto bude pro creep věnovaacutena jedna samostatnaacute kapitola Creep se vyznačuje tiacutem že k němu dochaacuteziacute při dlouhodobeacutem zatiacuteženiacute (při namaacutehaacuteniacute ktereacute nedosahuje meze kluzu materiaacutelu) za zvyacutešeneacute teploty Vyacutestupem z těchto zkoušek je takovaacute znalost o materiaacutelu že je znaacutemo za jakou dobu při daneacute teplotě a zatiacuteženiacute dojde ke stanoveneacutemu prodlouženiacute zkušebniacuteho vzorku Teacuteto znalosti můžeme využiacutet při navrhovaacuteniacute žaacuteruvzdornyacutech keramickyacutech vyacuterobků [5 12]
Obr 16 Tečeniacute materiaacutelu za různyacutech teplot [5]
Křivky tečeniacute materiaacutelu zatiacuteženeacuteho stejnyacutem zatiacuteženiacutem ale při jineacute teplotě jsou vyobrazeny na obraacutezku 16 Po počaacutetečniacutem pružneacutem prodlouženiacute naacutesleduje faacuteze kdy rychlost tečeniacute pomalu klesaacute V posledniacute faacutezi dochaacuteziacute ke zvyacutešeniacute rychlosti což je způsobeno ztenčeniacutem průřezu zatěžovaneacuteho vzorku a daacutele takeacute vlivem dutin ktereacute se objevujiacute ve vzorku K porušeniacute vzorku ale může dojiacutet již ve druheacutem staacutediu tečeniacute [5 26]
kde eamp [s-1] - rychlost poměrneacuteho prodlouženiacute
T [degK] - absolutniacute teplota
k [-] - konstanta
T0 [-] - konstanta [5]
Rychlost deformovaacuteniacute vzorku je možneacute ze vztahu 15 ze ktereacuteho je patrneacute že zmiacuteněnaacute rychlost roste se zvyšujiacuteciacutem se napětiacute a teplotou Creep se u keramickyacutech
T
T
n ek0-
timestimes= seamp [s-1] (15)
KERAMICKEacute MATERIAacuteLY
18 UacuteST FSI VUT v Brně
materiaacutelů objevuje při dosaženiacute polovičniacute teploty než je teplota taacuteniacute daneacuteho keramickeacuteho materiaacutelu [5]
144 Pevnost
Deformace keramickyacutech materiaacutelů probiacutehaacute do teacute doby než se objeviacute křehkyacute lom v materiaacutelu Křehkyacute lom se objevuje protože se netvořiacute žaacutednaacute plastickaacute deformace viditelnaacute pouhyacutem okem Prvotniacute porušeniacute keramickyacutech materiaacutelů se objevuje na jejich povrchu Toto porušeniacute je často vyvolaacuteno tahovyacutemi napětiacutemi Odolnost keramickyacutech materiaacutelů je v tahu vyacuteznamně nižšiacute než v tlaku (až 10x nižšiacute v tahu) Materiaacutely použiacutevaneacute pro izolaci majiacute pevnost v tahu na uacuterovni 10 MPa tradičniacute keramickeacute vyacuterobky dosahujiacute pevnosti v tlaku až 150 MPa Pro vysoce čisteacute keramickeacute materiaacutely (Al2O3) s velikostiacute zrn v řaacutedu μm je možneacute dosaacutehnout vyacuterazně vyššiacutech pevnostiacute i v ohybu a to až 600 Mpa Daacutele se vyskytujiacute speciaacutelniacute keramickeacute materiaacutely s pevnostiacute v tahu až 1 000 MPa [12 27] Pevnost keramickyacutech materiaacutelů je ovlivňovaacutena mnoha faktory napřiacuteklad poacutery trhlinami velikostiacute zrn a inkluzemi Pro keramickeacute materiaacutely je z pohledu pevnosti velice důležityacute faktor poacuterovitosti kdy existence poacuterů zmenšuje průřez a daacutele působiacute jako koncentraacutetor napětiacute [5 12]
V tabulce 13 jsou uvedeny materiaacuteloveacute charakteristiky některyacutech keramickyacutech materiaacutelů Tab 13 Vybraneacute keramickeacute materiaacutely a jejich pevnost [3]
Materiaacutel E Rm (v tlaku) Rm (v ohybu)
[GPa] [MPa] [MPa]
Al2O3 400 - 410 3000 350 - 400
SiC 410 - 480 2000 250 - 400
Si3N4 200 - 310 1200 700 - 800
ZrO2 150 - 200 2000 100 - 200
145 Křehkost
Fakt že keramickeacute materiaacutely jsou křehkeacute je způsoben dvěma faktory jeden je principiaacutelniacute a druhyacute vedlejšiacute Principiaacutelniacute křehkost keramickyacutech materiaacutelů je způsobena tiacutem že přechodovaacute teplota keramiky je vyššiacute než běžnaacute teplota Pokud tento jev nastaacutevaacute tak neniacute materiaacutel schopen se teacuteměř vůbec plasticky deformovat a dochaacuteziacute ke křehkeacutemu lomu Je tedy ztiacuteženaacute pohyblivost a maneacutevrovatelnost dislokaciacute Dalšiacutem vlivem je že v materiaacutelech vaacutezaneacute kovalentniacute a iontovou vazbou je zhoršeneacute navaacutezaacuteniacute mřiacutežek na hraniciacutech zrn což maacute za naacutesledek že pevnost mezi zrny je sniacutežena Vedlejšiacutemi přiacutečinami jsou obecně nehomogenity v materiaacutelu špatneacute slinutiacute a tiacutem dalšiacute oslabeniacute vazeb na hraniciacutech zrn nebo existence skelneacute faacuteze Daacutele se vyskytujiacute poacutery a trhliny Vedlejšiacute přiacutečiny jsou obvykle důvodem k porušeniacute u tradičniacute keramiky u technickeacute keramiky je tento jev již značně omezen ale staacutele se může vyskytovat [5 12]
KERAMICKEacute MATERIAacuteLY
19 UacuteST FSI VUT v Brně
146 Tvrdost
Obecnaacute definice tvrdosti materiaacutelu je že tvrdost je odpor materiaacutelu před vnikaacuteniacutem ciziacuteho objektu do materiaacutelu Je velkeacute množstviacute metod pro měřeniacute tvrdosti ktereacute jsou vhodneacute pro různeacute materiaacutely Pro měřeniacute tvrdosti jsou vhodneacute naacutesledujiacuteciacute metody Rockwell Vickers a Knoop Tvrdost keramiky dosahuje na Mohsově stupnici hodnot 8 ndash 9 pro technickou oxidickou keramiku a 9 ndash 95 pro keramiku neoxidickou Po diamantu kteryacute maacute tvrdost 10 se jednaacute o nejtvrdšiacute materiaacutely jakeacute se vyskytujiacute [3 5]
15 Vyacuteroba keramickyacutech materiaacutelů
Nejobvyklejšiacute způsob vyacuteroby keramiky je použitiacute praacuteškoveacute směsi a jejiacute naacutesledneacute slinovaacuteniacute za vysokeacute teploty Slinovaacuteniacutem dochaacuteziacute takeacute ke zhutněniacute směsi (sniacuteženiacute obsahu poacuterů) Vzhledem k působeniacute vysokyacutech teplot může dojiacutet ke změně vlastnostiacute a vyacuteslednyacute vyacuterobek může miacutet jineacute vlastnosti než vstupniacute surovina Pro tradičniacute keramiku jsou jako krystalickeacute faacuteze typickeacute přiacuterodniacute materiaacutely Naopak pro pokročileacute technickeacute keramickeacute materiaacutely jsou využiacutevaacuteny materiaacutely ktereacute neniacute možneacute v přiacuterodě naleacutezt Vyacuteroba keramickyacutech materiaacutelů je složena z několika kroků Prvotniacutem krokem je přiacuteprava směsi pokračuje se vytvarovaacuteniacutem do požadovaneacuteho tvaru a poteacute je vyacuterobek dehydratovaacuten Konečnou uacutepravou je zpravidla nějakyacute druh tepelneacuteho zpracovaacuteniacute kdy nejčastěji se využiacutevaacute vypalovaacuteniacute u tradičniacute keramiky a slinovaacuteniacute u keramiky technickeacute [1 2 5]
151 Přiacuteprava směsi
Vyacuteslednaacute kvalita a takeacute technologie vyacuteroby keramickyacutech materiaacutelů je značně zaacutevislaacute na kvalitě vstupniacutech surovin Vlastnosti ktereacute se sledujiacute u vstupniacutech surovin pro keramickeacute materiaacutely jsou např chemickeacute složeniacute velikost tvar a povrch zrn Přiacuterodniacute materiaacutely jsou obvykle značně rozdiacutelneacute a proto je nutneacute vlastnosti vstupniacutech materiaacutelů sledovat Přiacuteprava směsiacute obvykle probiacutehaacute tak že materiaacutely jsou smiacutechaacuteny a namlety naraacutez Je nutneacute použiacutevat takoveacute mleciacute kameny aby nedochaacutezelo k jejich porušovaacuteniacutem a tiacutem přimiacutechaacutevaacuteniacute nežaacutedouciacutech přiacuteměsiacute do mleteacute směsi Pro sniacuteženiacute poacuterovitosti je vhodneacute miacutet rozdiacutelně velkeacute čaacutestice a to z toho důvodu že při vytvarovaacuteniacute dojde k vyplněniacute volnyacutech prostorů mezi většiacutemi čaacutesticemi čaacutesticemi menšiacutemi Miacuteseniacute může probiacutehat bez přimiacutechaacuteniacute kapaliny (obvykle voda) nebo v suspenzi V přiacutepadě miacuteseniacute s vodou je nutneacute tuto vodu po promiacuteseniacute odstranit např rozprašovaacuteniacutem Vyacutesledkem je čistyacute granulaacutet ve ktereacutem jsou smiacutechaneacute všechny materiaacutely [5]
152 Tvarovaacuteniacute
Tvarovaacuteniacute začiacutenaacute aglomeraciacute jehož podstata je v tom že do směsi keramickyacutech praacutešků se přidajiacute dalšiacute laacutetky Jsou přidaacutevaacuteny takoveacute laacutetky aby bylo možneacute vytvořit ze sucheacuteho praacutešku požadovanyacute tvar vyacutesledneacuteho vyacuterobku a takeacute usnadnit jeho tvarovaacuteniacute a celkově zlepšit jeho vlastnosti Přidaacutevajiacute se různaacute pojiva maziva a daacutele můžou byacutet použita smaacutečedla Tvarovaacuteniacute může probiacutehat za tepla ale takeacute za studena (za normaacutelniacute teploty) ktereacute je použiacutevaacuteno častěji Nejčastěji se pro tvarovaacuteniacute využiacutevaacute různyacutech druhů lisovaacuteniacute popřiacutepadě litiacute vstřikovaacuteniacute nebo vytlačovaacuteniacute Ciacutelem tvarovaacuteniacute je jednak vytvořit zaacutekladniacute tvar keramickeacuteho vyacuterobku zajistit jeho určitou hutnost a takeacute zajistit aby takto zpracovanyacute polotovar ziacuteskal dostatečnou pevnost pro manipulaci během vyacuteroby [1 2 4 7]
KERAMICKEacute MATERIAacuteLY
20 UacuteST FSI VUT v Brně
Tab 14 Metody pro tvarovaacuteniacute keramiky [28]
Lisovaacuteniacute Pro lisovaacuteniacute se obvykle použiacutevaacute suchyacutech přiacutepadně polosuchyacutech směsiacute (vlhkost do 15 ) ale mohou se lisovat i směsi mokreacute Rozhodnutiacute jakyacute způsob (suchaacute nebo mokraacute směs) se použije zaacutevisiacute na druhu zpracovaacutevaneacuteho materiaacutelu Suchyacutech směsiacute se využiacutevaacute pro lisovaacuteniacute běžnyacutech keramickyacutech vyacuterobků jako jsou např dlaždice Maximaacutelniacute tlak použiacutevanyacute pro běžneacute jednosměrneacute lisovaacuteniacute je až 200 MPa Vlastnosti lisovanyacutech vyacuterobků nejsou homogenniacute což je způsobeno třeniacutem mezi stěnami formy a keramickyacutem materiaacutelem Pro zlepšeniacute vlastnostiacute se daacutele použiacutevaacute oboustranneacuteho nebo izostatickeacuteho lisovaacuteniacute (lisovaacuteniacute ze všech stran) Dalšiacutemi použiacutevanyacutemi druhy lisovaacuteniacute jsou přetokoveacute piacutestoveacute a žaacuteroveacute lisovaacuteniacute [4 7 24] Přetokoveacute lisovaacuteniacute Pro přetokoveacute lisovaacuteniacute se použiacutevaacute otevřenyacutech kovovyacutech forem jejichž hloubka je shodnaacute s vyacuteslednou vyacuteškou vyacutelisku Použiacutevaacute se lisovaciacutech tlaků v rozmeziacute 5 až 8 MPa Je nutneacute zajistit dostatečnou pevnost vyacutelisku pro jeho manipulaci Vhodneacute pro tvarově složitějšiacute vyacutelisky [7] Piacutestoveacute lisovaacuteniacute Vhodneacute pro vyacuterobu vyacutelisků s minimaacutelniacutem obsahem vody Pro vysokou kvalitu vyacutelisku je nutneacute zajistit rovnoměrneacute rozloženiacute směsi ve vyacutelisku proto je nutneacute sledovat naacutesyp směsi do formy Dalšiacutemi důležityacutemi faktory pro piacutestoveacute lisovaacuteniacute je působeniacute poměr vyacutešky a průměru požiteacute formy a působeniacute lisovaciacutech siacutel [7] Izostatickeacute lisovaacuteniacute Pro tento způsob lisovaacuteniacute se použiacutevaacute směsiacute ktereacute majiacute niacutezkyacute obsah vody a použiacutevaacute se velkyacutech lisovaciacutech tlaků v rozmeziacute 100 až 400 MPa Izostatickeacute lisovaacuteniacute je vyacutehodneacute protože dochaacuteziacute k působeniacute lisovaciacute siacutely ve všech směrech Tiacutem dochaacuteziacute ke zlepšeniacute vyacuteslednyacutech vlastnostiacute z důvodu zvyacutešeniacute homogenity vyacutelisku Izostatickeacute lisovaacuteniacute může probiacutehat do sucheacute nebo do mokreacute formy Lisovaacuteniacute do sucheacute formy je vhodneacute pro menšiacute vyacutelisky ktereacute jsou tvarově složitějšiacute Mokryacutech forem se využiacutevaacute na velkeacute a tvarově jednoducheacute odlitky [7]
KERAMICKEacute MATERIAacuteLY
21 UacuteST FSI VUT v Brně
Žaacuteroveacute lisovaacuteniacute Velice naacuteročnaacute a drahaacute metoda zpracovaacuteniacute keramickyacutech materiaacutelů což je způsobeno tiacutem že se lisuje za velice vysokyacutech teplot ktereacute dosahujiacute až 2 000 degC za použitiacute ochranneacute atmosfeacutery Použiacutevaacute se lisovaciacutech tlaků ve vyacuteši 40 až 60 MPa Metoda vhodnaacute pro technickou oxidovou nebo neoxidovou keramiku a diacuteky slinovaacuteniacute (dosahuje se vyššiacutech teplot než při běžneacutem slinovaacuteniacute) ktereacute při žaacuteroveacutem lisovaacuteniacute nastaacutevaacute dochaacuteziacute ke zhutněniacute materiaacutelu a dosahuje se objemoveacute hmotnosti teacuteměř stejneacute jako je hustota čisteacuteho materiaacutelu [5 7] Izostatickeacute žaacuteroveacute lisovaacuteniacute Pro tento druh lisovaacuteniacute se použiacutevaacute inertniacutech plynů Nejprve se vylisuje prvotniacute vyacutelisek (obvykle piacutestovyacutem nebo izostatickyacutem způsobem) a takto připravenyacute vyacutelisek je možneacute ještě vypaacutelit Poteacute je uzavřen do pouzdra kteryacutem nemůže proniknout inertniacute plyn Takto je poteacute uložen do naacutedoby s inertniacutem plynem a vložen do pece Plyn působiacute lisovaciacutem tlakem Takto vyrobenyacute vyacuterobek maacute objemovou hmotnost teacuteměř shodnou s hustotou a takeacute vysokou pevnost Obvykle naacutesledujiacute dalšiacute uacutepravy vyacuterobku předevšiacutem jeho broušeniacute Slinovaacuteniacute je ovlivňovaacuteno teplotou a tlakem viz obraacutezek 17 [5 7]
Obr 17 Vliv teploty a tlaku na slinovaacuteniacute Al2O3 [5]
Suspenzniacute litiacute Metoda suspezniacuteho litiacute je vhodnaacute pro tenkostěnneacute složiteacute a nesymetrickeacute vyacuterobky Pro vyacuterobu se použiacutevaacute saacutedrovyacutech forem Jakmile je suspenze nalita do formy forma nasaje čaacutest vody a tiacutem se na rozhraniacute formy a směsi vytvořiacute slupka Po určiteacutem čase se vylije přebytečnaacute suspenze z formy Tenkostěnneacute vyacuterobky je nutneacute nechat odsaacutevat vodu několik minut a tlustostěnneacute vyacuterobky i několik hodin Vyacuterobek se z formy vyjiacuteme až v okamžiku kdy dosaacutehne dostatečneacute pevnosti aby bylo
KERAMICKEacute MATERIAacuteLY
22 UacuteST FSI VUT v Brně
možneacute s vyacuterobkem manipulovat Postup vyacuteroby tenkostěnneacuteho vyacuterobku je na obraacutezku 18 a plneacuteho diacutelu na obraacutezku 19 [1 29]
Injekčniacute vstřikovaacuteniacute Podstatou vstřikovaacuteniacute je že do formy je za pomoci tlaku vstřiacuteknuta suspenze ve ktereacute je obsažen keramickyacute materiaacutel V okamžiku kdy polotovar ziacuteskaacute manipulačniacute pevnost je vytažen z formy Po zformovaacuteniacute je za zvyacutešeneacute teploty odstraněno termoplastickeacute pojivo a naacutesleduje slinovaacuteniacute Metoda injekčniacuteho vstřikovaacuteniacute je vhodnaacute pro vyacuterobu velkeacuteho množstviacute rozměrově menšiacutech a tvarově stejnyacutech vyacuterobků Použiacutevaacute se pro vyacuterobu lopatek turbiacuten ventilů nebo biokeramickyacutech proteacutez Nevyacutehodou je nutnost investovat velkeacute finančniacute prostředky na pořiacutezeniacute strojů a forem [1] Vytlačovaacuteniacute Tvar vyacutesledneacuteho vyacuterobku je u vytlačovaacuteniacute dosažen tak že se vytlačuje směs pojiva a keramickeacuteho praacutešku přes naacutestroj Metoda použiacutevanaacute pro vyacuterobu profilů izolaacutetorů pro elektrotechnickyacute průmysl a jinyacutech vyacuterobků z technickeacute keramiky [1]
153 Sušeniacute
Polotovary keramickyacutech vyacuterobků se sušiacute z důvody sniacuteženiacute množstviacute pojiva ktereacute bylo do směsi přidaacuteno aby bylo možneacute vyacuterobek vytvarovat Teplota sušeniacute je zaacutevislaacute na požiteacutem pojivu ve směsi Pokud je použita voda sušeniacute probiacutehaacute při
KERAMICKEacute MATERIAacuteLY
23 UacuteST FSI VUT v Brně
teplotaacutech do 100 degC ale pokud je obsaženo nějakeacute pojivo na baacutezi organickeacuteho materiaacutelu je teplota až 300 degC Sušiacute se po dobu 1 dne i deacutele v zaacutevislosti na velikosti vyacuterobku Při sušeniacute dochaacuteziacute k poklesu objemu polotovaru dochaacuteziacute ke styku jednotlivyacutech zrn keramickeacuteho materiaacutelu což je způsobeno odpařovaacuteniacutem pojiva z polotovaru Při dosaženiacute kritickeacute dochaacuteziacute k naacuterůstu kapilaacuterniacutech sil ktereacute způsobujiacute smrštěniacute polotovaru Smršťovaacuteniacute probiacutehaacute až do okamžiku kdy dojde k doteku jednotlivyacutech krystalů Je nutneacute vysušit polotovar rovnoměrně aby nevznikala tahovaacute napětiacute Při jejich vzniku dochaacuteziacute ke sniacuteženiacute pevnosti kdy může nastat i porušeniacute vyacuterobku [1]
Posledniacute čaacutestiacute řetězce při vyacuterobě keramickyacutech vyacuterobků je tepelneacute zpracovaacuteniacute Přiacute slinovaacuteniacute dochaacuteziacute k redukci velikosti poacuterů v materiaacutelu Tiacutem dochaacuteziacute ke zpevněniacute a tak ziacuteskaacutevaacute vyacuterobek konečnou pevnost Působeniacutem difůze mezi zrny dochaacuteziacute ke spojeniacute jednotlivyacutech zrn v jeden celek Teploty pro slinovaacuteniacute keramiky je v intervalu od 1 000 degC ndash 1 400 degC Žaacuteruvzdorneacute materiaacutely a technickou keramiku je nutneacute slinovat za teplot vyššiacutech a to až 1 700 degC Doba slinovaacuteniacute je obvykle značně dlouhaacute (v řaacutedu desiacutetek hodin) Toto je daacuteno tiacutem že je nutneacute dlouho vyacuterobek nahřiacutevat poteacute naacutesleduje samotneacute slinovaacuteniacute a pak velice pomaleacute ochlazovaacuteniacute Rychlost ochlazovaacuteniacute neniacute možneacute zvyacutešit jinak by došlo ke vzniku nežaacutedouciacutech napětiacute a tiacutem ke sniacuteženiacute pevnosti [1 4 5 29 30]
Obr 19 Princip slinovaacuteniacute jak probiacutehaacute v mikrostruktuře materiaacutelu [31]
Pro obraacuteběniacute obecně je jedniacutem z nejdůležitějšiacutech parametrů kteryacute ovlivňuje průběh obraacuteběniacute i vyacuteslednou kvalitu obrobku je obrobitelnost materiaacutelu Obrobitelnost keramickyacutech materiaacutelů je velice niacutezkaacute což je daacuteno předevšiacutem vysokou tvrdostiacute keramiky a tiacutem odolnosti proti vnikaacuteniacute ciziacutech těles do materiaacutelu Obraacuteběniacute keramickyacutech materiaacutelů je proto vysoce naacuteročneacute na naacutestroje a je maacutelo produktivniacute a proto takeacute velice draheacute Proto se keramickeacute materiaacutely zpracovaacutevajiacute rovnou do vyacuteslednyacutech tvarů pomociacute klasickyacutech metod zpracovaacuteniacute keramickyacutech materiaacutelů jako je např vytlačovaacuteniacute suspenzniacute litiacute nebo lisovaacuteniacute Pokud je obraacuteběniacute využiacutevaacuteno pak obvykle nějakyacutem způsobem dokončovaciacuteho obraacuteběniacute kde typickyacutem představitelem je broušeniacute nebo nějakyacutem z nekonvenčniacutech způsobů obraacuteběniacute jako je napřiacuteklad obraacuteběniacute laserem nebo ultrazvukem ktereacute jsou obecně vhodnějšiacute než konvečniacute metody obraacuteběniacute naacutestroji s definovanou geometriiacute Probleacutemem konvenčniacuteho způsobu obraacuteběniacute je že tvrdost naacutestroje musiacute byacutet vyššiacute než obraacuteběneacuteho materiaacutelu aby bylo vůbec možneacute vniknout naacutestrojem do obrobku a zahaacutejit proces řezaacuteniacute Pro konvenčniacute metody (a i pro experimentaacutelniacute čaacutest byl použit) jsou obvykle použiacutevaacuteny naacutestroje z polykrystalickeacuteho diamantu nebo kubickeacuteho nitridu boacuteru Vzhledem k vysokeacute tvrdosti keramiky ale i u polykrystalickeacuteho diamantu dochaacuteziacute k rychleacutemu opotřebeniacute břitu a to maacute velkyacute vliv na zmiacuteněnou produktivitu a cenu obraacuteběniacute Obecně je ale obrobitelnost jednotlivyacutech keramickyacutech materiaacutelů různaacute a zaacutevisiacute na materiaacutelech použityacutech pro vyacuterobu na způsobu zpracovaacuteniacute a poteacute na samotnyacutech řeznyacutech podmiacutenkaacutech [9 10 11]
Společnyacutem znakem všech způsobů obraacuteběniacute je že je nutneacute v materiaacutelu vytvořit minimaacutelně jednu anebo většiacute množstviacute prasklin a ty poteacute rozšiřovat v požadovaneacutem směru Povrch je tvořen soustavou lomovyacutech ploch přiacutepadně jednou lomovou plochou Trhlinu v materiaacutelu můžeme vytvořit pomociacute siloveacuteho působeniacute do materiaacutelu nebo pomociacute vysoce zkoncetrovaneacuteho energetickeacuteho paprsku (laser) Pokud vytvaacuteřiacuteme trhlinu mechanicky dochaacuteziacute k jejiacutemu vzniku tak že do materiaacutelu je vtlačovaacuten hrot nebo kliacuten Tyto naacutestroje nejsou nikdy dokonale ostreacute a majiacute nějakyacute poloměr zaobleniacute a proto dochaacuteziacute v miacutestě dotyku s obraacuteběnyacutem materiaacutelem ke vzniku kontaktniacute plošky pomociacute ktereacute se přenaacutešiacute vzaacutejemneacute siloveacute působeniacute V těchto miacutestech dochaacuteziacute k vysokyacutem tlakovyacutem zatiacuteženiacutem ktereacute ve směru do obraacuteběneacuteho materiaacutelu ustupujiacute a naopak se měniacute v zatiacuteženiacute tahoveacute Kromě tlakovyacutech a tahovyacutech napětiacute se v materiaacutelu vyskytuje i napětiacute smykoveacute [12]
Prvotně dochaacuteziacute k pružneacute deformaci materiaacutelu a při dosaženiacute meze kluzu dochaacuteziacute k nevratnyacutem změnaacutem v materiaacutelu Dochaacuteziacute ke vzniku trhlin a ty se daacutele šiacuteřiacute materiaacutelem Vzhledem ke složitosti krystalickeacute mřiacutežky kterou majiacute keramickeacute materiaacutely je pro atomy ve struktuře těžkeacute najiacutet novou rovnovaacutežnou polohu po siloveacutem působeniacute toto způsobuje vysokou křehkost keramiky a tiacutem rychlyacute vznik a šiacuteřeniacute trhlin keramickyacutemi materiaacutely [12]
Ke vzniku trhlin může dochaacutezet v některyacutech přiacutepadech až po jeho odlehčeniacute a to takovyacutem způsobem že dojde k narušeniacute materiaacutelu pod povrchem (plastickeacute deformaci) Působeniacutem sil na obraacuteběnyacute materiaacutel dochaacuteziacute k již zmiacuteněnyacutem tlakovyacutem silaacutem kteraacute zaacuteroveň braacuteniacute k oddaacuteleniacute atomů od sebe a tiacutem braacuteniacute vzniku praskliny Až po naacutesledneacutem uvolněniacute dochaacuteziacute k naacuterůstu tahovyacutech napětiacute a tiacutem k samotneacute tvorbě praskliny Toto odpruženiacute může vyvolat vylomeniacute střepů z povrchu materiaacutelu [12]
Jednaacute se o technologii podobnou broušeniacute ale nedochaacuteziacute ke smykoveacutemu napětiacute mezi naacutestrojem a obrobkem a takeacute je jinyacute mechanismus působeniacute abrazivniacuteho zrna na obraacuteběnyacute materiaacutel Podstatou obraacuteběniacute ultrazvukem je vrhaacuteniacute abrazivniacutech zrn vysokou rychlostiacute proti materiaacutelu obrobku Při naacuterazu se kinetickaacute energie čaacutestice měniacute na deformačniacute praacuteci Diacuteky křehkosti keramiky stačiacute i malaacute zrna (disponujiacuteciacute relativně malou kinetickou energiiacute) k vytvořeniacute trhlin a pokud dojde ke spojeniacute dvou (nebo viacutece) trhlin vzniknou maleacute čaacutestice ktereacute po naacutesledujiacuteciacutem naacuterazu dalšiacute čaacutestice jsou vytrženyacute z materiaacutelu Naacutestrojovaacute hlava neniacute nijak tvarově omezena a je proto možneacute vytvaacuteřet různeacute otvory nebo zahloubeniacute Jako naacutestrojovyacute materiaacutel je obvykle použita ocel Tento naacutestroj kmitaacute s frekvenciacute 10 až 20 kHz Zrna jsou mezi materiaacutelem a naacutestrojem a jsou ve formě suspenze kdy jsou smiacutechaacutena s lihem benziacutenem nebo vodou Přiacutetomnost kapaliny ulehčuje pronikaacuteniacute energie do miacutesta obraacuteběniacute Jako abrazivniacutech zrna se využiacutevaacute oxid hlinityacute karbid boacuteru karbid křemiacuteku nebo pro nejtvrdšiacute materiaacutely zrna diamantovaacute Velikost zrn je 10-100 μm [12 13]
Obr 21 Obraacuteběniacute ultrazvukem [12]
22 Otryskaacutevaacuteniacute
Otryskaacutevaacuteniacute je metoda obraacuteběniacute kteraacute je značně podobnaacute obraacuteběniacute ultrazvukem ale na energii abrazivniacutem zrnům miacutesto generaacutetoru kmitů dodaacutevaacute vrhaciacute zařiacutezeniacute Otryskaacutevaacuteniacute se využiacutevaacute jako k vrtaacuteniacute otvorů děleniacute materiaacutelů ale takeacute k meacuteně naacuteročneacutemu opracovaacuteniacute jako je zdrsněniacute povrchu nebo jeho dekorace Použiacutevanyacutemi
materiaacutely jsou oxid hlinityacute karbid křemiacuteku nebo pouze křemennyacute piacutesek (z tohoto materiaacutelu pochaacuteziacute rozšiacuteřenyacute naacutezev bdquopiacuteskovaacuteniacuteldquo) Velikost čaacutestic se pohybuje od 10 μm až po jednotky mm Toto maacute samozřejmě vliv i na vyacuteslednou přesnost opracovaacuteniacute i na kvalitu povrchu [12]
23 Obraacuteběniacute laserem
Laser je vhodnyacute pro obraacuteběniacute pokud je materiaacutel schopen pohlcovat světelnou energii Daacutele je důležitaacute takeacute tepelnaacute vodivost a odrazivost materiaacutelu určeneacuteho pro obraacuteběniacute laserem Čiacutem viacutece materiaacutel pohltiacute zaacuteřeniacute a čiacutem horšiacute maacute tepelnou vodivost a odrazivost tiacutem je vhodnějšiacute ke zpracovaacuteniacute laserem [12]
Laserem je možneacute vytvořit lokaacutelniacute poškozeniacute tak že laserem je zkoncentrovaacutena energie do jednoho miacutesta tak že dojde k taveniacute a poteacute k naacutesledneacutemu odpařovaacuteniacute materiaacutelu Na obvodu paprsku dochaacuteziacute k taveniacute materiaacutelu (diacuteky nižšiacute koncentraci energie) a uprostřed laseroveacuteho paprsku k jeho odpařovaacuteniacute Laseru se využiacutevaacute pro vrtaacuteniacute otvorů nebo na řezaacuteniacute Obvykle se použiacutevaacute pulzniacutech laserů kdy každyacute pulz v přiacutepadě vrtaacuteniacute malyacutech otvorů vytvořiacute otvor o hloubce a průměru přibližně desetiny mm Velkeacute otvory jsou vytvaacuteřeny tak že laser tvořiacute draacutehu o průměru otvoru Vyššiacute přesnosti otvoru se dosaacutehne přiacutepadně naacuteslednyacutem lapovaacuteniacutem otvoru Daacutele se lasery využiacutevajiacute na tvorbu ryacuteh na povrchu materiaacutelu Charakteristickyacutemi vlastnostmi laserů je vlnovaacute deacutelka jmenovityacute vyacutekon a pracovniacute režim [12]
23 Broušeniacute
Broušeniacute je jednou z dokončovaciacutech metod obraacuteběniacute Kdy působeniacutem abrazivniacutech zrn na materiaacutel dochaacuteziacute k oddělovaacuteniacute malyacutech třiacutesek z povrchu obrobku Brusnaacute zrna jsou umiacutestěna v brusneacutem naacutestroji naacutehodně a tedy vyacuteslednyacute naacutestroj nemaacute definovanou geometrii Brusnyacute kotouč je k obrobku přitlačovaacuten a zaacuteroveň vykonaacutevaacute posuvnyacute pohyb Jako brusneacute naacutestroje pro keramickeacute materiaacutely je využiacutevaacuteno diamantu karbidu křemiacuteku nebo oxidu hliniteacuteho Zrna miacutevajiacute velikost od jednotek do několika stovek μm v zaacutevislosti na požadavciacutech na vyacuteslednou kvalitu povrchu Zrna byacutevajiacute obvykle pevně spojena (vaacutezaneacute brusivo) ale někdy se využiacutevajiacute i zrna volnaacute ve formě suspenze (zrna v kapalině) Při broušeniacute jsou brusnaacute zrna vtlačovaacutena do obraacuteběneacuteho materiaacutelu po ktereacutem se smyacutekajiacute a odvalujiacute V miacutestě kontaktu jsou vysokaacute napětiacute a může dochaacutezet takeacute k plastickyacutem deformaciacutem (mikroskopickyacute rozsah) Oddělovaacuteniacute materiaacutelu dochaacuteziacute tak že zrna vylamujiacute a vytrhaacutevajiacute maleacute čaacutestice po odlehčeniacute může dochaacutezet k odpryacuteskaacutevaacuteniacute malyacutech čaacutestic Nejdůležitějšiacutemi parametry broušeniacute je měrnyacute vyacutekon broušeniacute objemovaacute uacutečinnost naacutestroje a měrnaacute energie broušeniacute [12]
24 Freacutezovaacuteniacute soustruženiacute a vrtaacuteniacute
Keramickeacute materiaacutely je možneacute obraacutebět i konvenčniacutemi metodami obraacuteběniacute ale je nutneacute použiacutevat naacutestroje na baacutezi polykrystalickeacuteho diamantu přiacutepadně kubickeacuteho nitridu boacuteru Pro zvyacutešeniacute trvanlivosti naacutestrojů a zkraacuteceniacute doby obraacuteběniacute je vhodneacute využiacutet předevšiacutem laseru na přiacutepravu obrobku z keramickeacuteho materiaacutelu a poteacute pouze
dokončit některou z konvenčniacutech metod obraacuteběniacute Vzhledem k vysokeacute křehkosti dochaacuteziacute při vnikaacuteniacute naacutestroje do keramiky k tvorbě trhlin v materiaacutelu takto narušenyacute materiaacutel se vylamuje a odpryacuteskaacutevaacute od povrchu Je nutneacute při obraacuteběniacute keramiky obraacutebět nižšiacutemi posuvovyacutemi rychlostmi protože dochaacuteziacute k vysokeacutemu naacuterůstu řeznyacutech sil a bylo by možneacute naacutesledneacute porušeniacute obrobku Třiacuteska vznikaacute obdobnyacutem způsobem jako při broušeniacute keramickyacutech materiaacutelů [12]
25 Freacutezovaacuteniacute
Freacutezovaacuteniacute probiacutehaacute rotačniacutem naacutestrojem kteryacute konaacute hlavniacute řeznyacute pohyb Posuvovyacute pohyb obvykle vykonaacutevaacute obraacuteběnaacute součaacutest a obvykle je v zaacuteběru několik zubů freacutezy Tvořiacute se třiacuteska kteraacute maacute proměnlivou tloušťku [17]
Freacutezovaacuteniacute obecně se rozděluje dle naacutestrojů na freacutezovaacuteniacute vaacutelcoveacute a čelniacute Z těchto zaacutekladniacutech druhů vychaacuteziacute dalšiacute druhy jako je freacutezovaacuteniacute okružniacute a planetoveacute Dalšiacute rozděleniacute je možneacute dle pohybů freacutezy a obrobku na sousledneacute a nesousledneacute [17]
251 Vaacutelcoveacute freacutezovaacuteniacute
Vaacutelcoveacute freacutezovaniacute probiacutehaacute freacutezou ve tvaru vaacutelce kdy jsou zuby vytvořeny jen po obvodu naacutestroje Použiacutevajiacute se předevšiacutem vaacutelcoveacute a tvaroveacute freacutezy Hloubka vrstvy odebiacuteraneacute freacutezou se nastavuje kolmo na posuvovou složku pohybu [17]
Sousledneacute freacutezovaacuteniacute
Naacutestroj rotuje ve směru posuvu obrobku a třiacuteska začiacutenaacute na maximaacutelniacutem průřezu a postupně se zmenšuje až na nulovou tloušťku Vyacuteslednaacute plocha tvořenaacute freacutezou vznikaacute při vyacutestupu freacutezy z materiaacutelu Pro sousledneacute freacutezovaacuteniacute je nutneacute vymezit vůli mezi posuvovyacutem šroubem a maticiacute stolu stroje Sousledneacute freacutezovaacuteniacute je na obraacutezku 22 [17]
Probiacutehaacute opačně než sousledneacute freacutezovaacuteniacute Naacutestroj konaacute rotačniacute pohyb proti směru posuvoveacuteho pohybu obrobku a tiacutem je tvořena vyacuteslednaacute plocha při vstupu freacutezy do materiaacutelu Třiacuteska postupně narůstaacute od nuloveacute tloušťky do maxima viz obraacutezek 23 [17]
Čelniacute freacuteza maacute zuby vytvořeny jak na obvodu tak na čele a hlavniacute osa je kolmaacute na směr posuvoveacute rychlosti Při symetrickeacutem čelniacutem freacutezovaacuteniacute je osa naacutestroje shodnaacute s osou symetrie obraacuteběneacute plochy viz obraacutezek 24 [17]
Obr 24 a) Čelniacute symetrickeacute freacutezovaacuteniacute b) Čelniacute nesymetrickeacute freacutezovaacuteniacute [17]
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
KERAMICKEacute MATERIAacuteLY
12 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě ZrO2
Vlastnosti oxidickeacute konstrukčniacute keramiky na baacutezi oxidu zirkoničiteacuteho jsou značně ovlivňovaacuteny faacutezovyacutemi přeměnami hlavniacuteho stavebniacuteho prvku ktereacute jsou na obraacutezku 12 Tyto přeměny jsou zaacutevisleacute na teplotě Oxid zirkoničityacute postupně přechaacuteziacute z kubickeacute mřiacutežky na tetragonaacutelniacute a naacutesledně do monoklinickeacute krystaloveacute mřiacutežky Praacutevě tato posledniacute přeměna maacute největšiacute vyacuteznam a to z toho důvodu že se značně podobaacute martenzitickeacute přeměně oceli Tato změna je doprovaacutezena značnou změnou tvaru a objemu zrn Tato přeměna daacutele probiacutehaacute bezdifuacutezně a ne izotermicky [3 6 7]
Vyacutevoj neoxidoveacute keramiky byl započat v důsledku potřeby ziacuteskat takoveacute materiaacutely ktereacute budou schopneacute dosaacutehnout vyššiacutech teplot a přitom si zachovat sveacute mechanickeacute vlastnosti Z materiaacutelů použiacutevanyacutech pro neoxidickou keramiku to jsou předevšiacutem různeacute karbidy nitridy boridy a silicidy Technologickeacute zpracovaacuteniacute těchto sloučenin na keramiku je složitějšiacute z důvodu že je nutneacute zabraacutenit oxidaci materiaacutelů za vysokyacutech teplot při vyacuterobě (je nutneacute slinovat za redukčniacute atmosfeacutery nebo ve vakuu) Z toho plyne i určiteacute omezeniacute pro využitiacute materiaacutelů v praxi kdy neniacute možneacute neoxidoveacute keramiky využiacutet tam kde by za vysokyacutech teplot byly vystaveny oxidačniacute atmosfeacuteře Daacutele při vyacuterobě je nutneacute zohlednit že některeacute sloučeniny jako SiC nebo BN se při zahřaacutetiacute na vysokou teplotu samovolně nezhutňujiacute (nedochaacuteziacute ke slinovaacuteniacute) a je nutneacute využiacutet slinovaacuteniacute reakčniacuteho nebo slinovaacuteniacute tlakoveacuteho [3 6 20] Keramickeacute materiaacutely na zaacutekladě SiC Nejrozšiacuteřenějšiacute karbidickyacute materiaacutel pro přiacutepravu keramiky Maacute kubickou strikturu obdobnou jakaacute je v diamantu ale ve struktuře neniacute pouze uhliacutek a 50 uhliacuteku je nahrazeno křemiacutekem Pro vysokou tvrdost je využiacutevaacuten často jako brusnyacute materiaacutel Tento materiaacutel je možneacute použiacutet jako praacutešek anebo ve formě naacutestroje kde je vaacutezaacuten organickou nebo anorganickou sloučeninou (je možneacute i využitiacute ve formě pasty kde je karbid křemiacuteku vaacutezaacuten pomociacute polymeru) Karbid křemiacuteku je velice dobryacute vodič tepla daacutele maacute a malou teplotniacute roztažnost takže je vysoce odolnyacute proti změnaacutem teploty Elektrickou energii vede jako polovodič [5 6]
Obr 13 Krystalickaacute struktura karbidu křemiacuteku [19]
KERAMICKEacute MATERIAacuteLY
13 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě Si3N4
Moderniacute keramickyacute materiaacutel kteryacute patřiacute do oblasti nitridů Nitridy obecně majiacute vysokou odolnost proti vysokyacutem teplotaacutem Samotnyacute nitrid křemiacuteku maacute hexagonaacutelniacute strukturu K jeho vlastnostem patřiacute dobraacute tepelnaacute vodivost a maleacute tepelnaacute roztažnost což dohromady daacutevaacute odolnost proti změnaacutem teploty (podobně jako karbid křemiacuteku) Je poměrně křehkyacute ale pokud je odstraněna skelnaacute faacuteze je možneacute zvyacutešit lomovou houževnatost diacuteky vlaacuteknům ktereacute prorůstajiacute strukturou Nitrid křemiacuteku je využiacutevaacuten jako naacutestrojovyacute materiaacutel vybaveniacute do sleacutevaacuteren a takeacute se objevil dieselovyacute motor celyacute sestavenyacute z diacutelů vyrobenyacutech z Si3N4 (adiabatickyacute motor kteryacute neniacute třeba chladit) [5 6 7]
Obr 14 Hybridniacute keramickyacute motor [21]
123 Keramika směsnaacute
Jak už naacutezev uvaacutediacute jednaacute se o směs buď jedneacute oxidickeacute keramiky a jedneacute neoxidickeacute nebo směs dvou oxidickyacutech materiaacutelů Často je využiacutevaacuteno karbidu nebo nitridu titanu na zvyacutešeniacute odolnosti proti vysokyacutem teplotaacutem a zvyacutešeniacute mechanickyacutech vlastnostiacute Relativně novou směsnou keramikou je Sialon (Si ndash Al ndash O ndash N) kteryacute je z hlediska svyacutech vlastnostiacute podobnyacute nitridu křemiacuteku ale zvětšiacute odolnost proti zvyacutešenyacutem teplotaacutem a je proto využiacutevaacuten na plynoveacute turbiacuteny ktereacute jsou vysoce teplotně namaacutehaacuteny [2 3 6]
13 Struktura keramickyacutech materiaacutelů
Keramika je obvykle tvořena krystalickou strukturou kteraacute může byacutet doplněna skelnou strukturou Samotnaacute krystalickaacute struktura je vyacuterazně ovlivněna typem vazeb ktereacute jsou utvořeny mezi atomy Vyskytujiacute se dva druhy vazeb a to vazba kovalentniacute a iontovaacute nebo je možnaacute i kombinace obou typů vazeb tedy vazbou iontově-kovalentniacute kteraacute je pro keramickeacute materiaacutely typickaacute [1 3]
KERAMICKEacute MATERIAacuteLY
14 UacuteST FSI VUT v Brně
131 Vazby v keramickyacutech materiaacutelech
Kovalentniacute vazbu u keramickyacutech materiaacutelů tvořiacute obvykle dva nekovoveacute prvky (SiC Si3N4) Tento druh vazby vznikaacute tak že atomy sdiacutelejiacute elektrony ve svyacutech elektronovyacutech obalech Tato vazba je určenaacute i směrově (dochaacuteziacute k vytvaacuteřeniacute různyacutech druhů siacutetiacute) a nedochaacuteziacute k tak velkeacutemu přibliacuteženiacute atomů jako u iontoveacute vazby Typickyacutemi vlastnostmi materiaacutelů s kovalentniacute vazbou je vysokaacute chemickaacute odolnost tvrdost a elektronovaacute vodivost Naopak tyto materiaacutely dosahujiacute niacutezkyacutech hodnot tepelneacute roztažnosti a minimaacutelniacute tvaacuternosti [1 23] Iontovou vazbu tvořiacute obvykle kovovyacute prvek s kysliacutekem nebo dalšiacutemi nekovovyacutemi prvky (ZrO MgO) Tato vazba je tvořena elektrostatickyacutemi silami působiacuteciacutemi mezi opačně nabityacutemi ionty dvou prvků proto majiacute materiaacutely s iontovou vazbou vysokou hustotu (opačně nabiteacute atomy jsou přitaženy velkyacutemi silami k sobě na velmi malou vzdaacutelenost) Dalšiacutemi vlastnostmi materiaacutelů s iontovou vazbou je velkaacute tepelnaacute roztažnost niacutezkaacute iontovaacute vodivost a špatnaacute tvaacuternost [1 23] Nejčastěji se v keramickyacutech materiaacutelech vyskytuje kombinace obou vazeb a to vazba iontově-kovalentniacute Množstviacute zastoupeniacute vazeb v daneacutem keramickeacutem materiaacutelu je daacutena elektronegativitou jednotlivyacutech prvků zastoupenyacutech ve struktuře Zaacuteroveň poměr určuje typ krystalickeacute struktury V tabulce 12 jsou uvedeny poměry zastoupeniacute iontoveacute nebo kovalentniacute vazby v některyacutech keramickyacutech materiaacutelech [1] Tab 12 Podiacutel iontoveacute a kovalentniacute vazby ve vybranyacutech keramickyacutech materiaacutelech [1]
Keramickyacute
materiaacutel
Rozdiacutel elektronegativit
prvků
Iontovyacute
charakter
Kovalentniacute
charakter
MgO 3 77 23
Al2O3 2 63 37
Si3N4 12 30 70
SiC 07 11 89
132 Pohyb dislokaciacute v keramickyacutech materiaacutelech
Typ vazby daacutele ovlivňuje pohyby dislokaciacute v materiaacutelech Kovalentniacute i iontovaacute vazba maacute jak jiacutež bylo zmiacuteněno niacutezkou hodnotu tvaacuternosti což je způsobeno praacutevě velice omezenyacutem pohybem dislokaciacute v těchto materiaacutelech Tato vlastnost vyacuterazně snižuje mechanickeacute vlastnosti keramickyacutech materiaacutelů a tak omezuje jejich využitiacute jako materiaacutelu pro vysoce namaacutehaneacute konstrukčniacute prvky Malaacute pohyblivost dislokaciacute je způsobena v materiaacutelech s kovalentniacute vazbou tiacutem že pro pohyb dislokace je nutneacute přerušit směrově orientovaneacute vazby Přerušeniacutem těchto vazeb vznikajiacute vysokaacute P-N (Peierlsovo ndash Nabarrovo) napětiacute teacuteměř na uacuterovni pevnosti materiaacutelu Proto nedochaacuteziacute k teacuteměř žaacutedneacute plastickeacute deformaci ale rovnou ke křehkeacutemu lomu součaacutesti Daacutele je možnaacute zhoršenaacute maneacutevrovatelnost dislokaciacute v materiaacutelech s jednoduchou iontovou mřiacutežkou (MgO) Zde jsou napětiacute P-N podobnaacute jako u kovů ale neniacute splněna podmiacutenka pěti nezaacutevislyacutech skluzovyacutech systeacutemů a proto dochaacuteziacute k jevu že monokrystaly jsou tvaacuterneacute ale polykrystaly již tvaacuterneacute nejsou Ve většině keramickyacutech materiaacutelů dochaacuteziacute ke kombinaci obou přiacutepadů [24] Za rostouciacute teploty keramickyacutech materiaacutelů (stejně jako u dalšiacutech materiaacutelů) dochaacuteziacute k poklesu P-N napětiacute a tiacutem roste tvaacuternost Keramickeacute materiaacutely ale se staacutevajiacute tvaacuternyacutemi až teacuteměř při dosaženiacute teploty taveniacute [24]
KERAMICKEacute MATERIAacuteLY
15 UacuteST FSI VUT v Brně
133 Poruchy v keramickyacutech materiaacutelech
V keramickyacutech materiaacutelech se vyskytujiacute bodoveacute čaacuteroveacute a plošneacute poruchy materiaacutelu (teacutež nazyacutevaneacute dislokace) Bodoveacute poruchy vznikajiacute buď jako vakance (chybějiacuteciacute atom) intersticiaacutelniacute (uzavřeneacute atomy mimo svoji polohu v krystalickeacute mřiacutežce) atomy nebo ionty Daacutele se mohou vyskytovat atomy jineacute laacutetky uzavřeneacute v krystalickeacute struktuře Bodoveacute poruchy krystalickeacute mřiacutežky nejsou přiacuteliš vyacuteznamneacute protože jsou obvykle izolovaacuteny v maleacutem prostoru Nejvyacuteznamnějšiacute jsou poruchy čaacuteroveacute ktereacute umožňujiacute plastickou deformaci materiaacutelu Čaacuteroveacute poruchy jsou buď šrouboveacute hranoveacute nebo jejich kombinace Hranoveacute poruchy vznikajiacute tak že v některyacutech miacutestech přebyacutevaacute řada atomů Šrouboveacute poruchy vznikajiacute tak že roviny kolmeacute k dislokačniacute čaacuteře tvořiacute šroubovou plochu Plošneacute poruchy materiaacutelu majiacute vliv předevšiacutem na hraniciacutech zrn [12 24]
Obr 15 a) Hranovaacute b) šroubovaacute porucha materiaacutelu [25]
14 Vlastnosti keramickyacutech materiaacutelů
Keramickeacute materiaacutely majiacute rozdiacutelneacute vlastnosti ktereacute jsou zaacutevisleacute na samotneacutem chemickeacutem složeniacute a jeho čistotě krystalickeacute struktuře a na způsobu jakyacutem je keramickyacute materiaacutel zpracovaacuten Celeacute vyacuterobky z keramiky jsou z hlediska vlastnostiacute homogenniacute přestože jednotliveacute krystaly majiacute sveacute vlastnosti rozdiacutelneacute a i vlastnosti jednotliveacuteho krystalu v různyacutech směrech jsou odlišneacute To že vlastnosti konečneacuteho vyacuterobku jsou ve všech směrech stejneacute je způsobeno tiacutem že je ve vyacuterobku rozloženo velkeacute množstviacute nahodile rozmiacutestěnyacutech krystalů Dalšiacute vlastnostiacute keramiky je to že je poacuterovitaacute a to způsobuje že v některyacutech miacutestech je uzavřen vzduch tedy materiaacutel kteryacute nemaacute žaacutednou pevnost ani hmotnost Obecnyacutemi a velice důležityacutemi vlastnostmi keramickyacutech materiaacutelů je vysokaacute tvrdost žaacuteruvzdornost odolnost proti otěru i proti chemikaacuteliiacutem naopak nejsou odolneacute v tahu a ohybu (dochaacuteziacute ke křehkeacutemu lomu) Co se tyacuteče elektrickyacutech vlastnostiacute keramickeacute materiaacutely jsou obvykle izolanty ale neniacute to pravidlem a mohou se vyskytovat keramickeacute materiaacutely ktereacute jsou piezoelektrickeacute polovodiveacute nebo pyroelektrickeacute Podobně jako elektrickaacute vodivost i pro vodivost tepelnou jsou keramickeacute materiaacutely obvykle izolanty ale existujiacute i takoveacute ktereacute teplo vedou jako kovy [3 23]
141 Elastickeacute vlastnosti
Pokud jsou keramickeacute materiaacutely vystaveny kraacutetkodobeacutemu a relativně maleacutemu siloveacutemu působeniacute chovajiacute se dle Hookova zaacutekona (prodlouženiacute je přiacutemo uacuteměrneacute zatěžujiacuteciacutemu napětiacute) tedy elasticky a po odlehčeniacute se vraciacute do sveacuteho původniacuteho
a) b)
KERAMICKEacute MATERIAacuteLY
16 UacuteST FSI VUT v Brně
tvaru bez poškozeniacute Poměrneacute prodlouženiacute (nebo zkraacuteceniacute) v daneacute ose můžeme vypočiacutetat dle vztahů 11 až 13 [5 12]
kde εxyz [-] - poměrneacute prodlouženiacute
σxyz [Mpa] - normaacuteloveacute napětiacute v daneacute ose
Modul pružnosti je pro keramickeacute materiaacutely značně odlišnyacute pro běžnyacute porcelaacuten je hodnota přibližně 70 GPa naopak slinuteacute karbidickeacute keramiky mohou dosahovat hodnot až 500 GPa Širokyacute interval hodnot modulu pružnosti u keramickyacutech materiaacutelů je způsoben tiacutem že modul pružnosti ovlivňuje samotneacute složeniacute keramickeacuteho materiaacutelu daacutele jeho mikrostruktura (uspořaacutedaacuteniacute podiacuteloveacute zastoupeniacute jednotlivyacutech faacuteziacute) Pro dvoufaacutezoveacute systeacutemy (jednoho druhu keramickeacuteho materiaacutelu a poacuterů) je možneacute určit modul pružnosti dle empirickeacuteho vztahu 14 Keramickeacute materiaacutely dosahujiacute hodnot Poissonova čiacutesla v rozmeziacute od 017 do 036 [5 12]
kde E0 [GPa] - modul pružnosti keramickeacuteho materiaacutelu bez poacuterů
VP [-] - objemoveacute množstviacute poacuterů
ab [-] - součiniteleacute tvaru poacuterů [5]
142 Plastickeacute vlastnosti
Za normaacutelniacutech teplot je keramika obvykle tvrdaacute křehkaacute ale mohou nastat přiacutepady kdy tomu tak neniacute ani za normaacutelniacutech teplot Za zvyacutešenyacutech teplot dochaacuteziacute k plastickeacutemu chovaacuteniacute keramickyacutech materiaacutelů Za normaacutelniacutech teplot je možneacute dosaacutehnout plastickeacuteho chovaacuteniacute keramickyacutech materiaacutelů kdy dochaacuteziacute k deformaci pouze minimaacutelniacuteho množstviacute materiaacutelu relativně vysokyacutem zatiacuteženiacutem toto je splněno při měřeniacute mikrotvrdosti kdy po diamantoveacutem indentoru zůstane otisk v materiaacutelu [5 12] Pokud je deformovaacuten pouze jednotlivyacute krystal keramickeacuteho materiaacutelu dochaacuteziacute ke skluzu čaacutestiacute krystalu Tyto skluzy se vnikajiacute tak že dochaacuteziacute k přesmykovaacuteniacute ktereacute ještě ulehčujiacute čaacuteroveacute dislokace v krystalu Daacutele může vznikat plastickaacute deformace jednotliveacuteho krystalu dvojčatěniacutem Velikost možneacute plastickeacute deformace je značně ovlivňovaacutena pohyblivostiacute a maneacutevrovatelnostiacute dislokaciacute v materiaacutelu [5 12]
( )[ ] 1-times+-= Ezyxx ssmse (11)
( )[ ] 1-times+-= Eyzyy ssmse (12)
( )[ ] 1-times+-= Eyxzz ssmse (13)
( )2
0 1 PP bVaVEE +-= [GPa] (14)
KERAMICKEacute MATERIAacuteLY
17 UacuteST FSI VUT v Brně
143 Creep
Creep (pomaleacute tečeniacute) je vlastně plastickeacute deformovaacuteniacute materiaacutelu ktereacute je ale obvykle provaacuteděno za zvyacutešenyacutech teplot Jednaacute se o velice důležitou charakteristiku pro keramickeacute materiaacutely (keramika může byacutet zkoušena za teplot nad 1 000 degC) a proto bude pro creep věnovaacutena jedna samostatnaacute kapitola Creep se vyznačuje tiacutem že k němu dochaacuteziacute při dlouhodobeacutem zatiacuteženiacute (při namaacutehaacuteniacute ktereacute nedosahuje meze kluzu materiaacutelu) za zvyacutešeneacute teploty Vyacutestupem z těchto zkoušek je takovaacute znalost o materiaacutelu že je znaacutemo za jakou dobu při daneacute teplotě a zatiacuteženiacute dojde ke stanoveneacutemu prodlouženiacute zkušebniacuteho vzorku Teacuteto znalosti můžeme využiacutet při navrhovaacuteniacute žaacuteruvzdornyacutech keramickyacutech vyacuterobků [5 12]
Obr 16 Tečeniacute materiaacutelu za různyacutech teplot [5]
Křivky tečeniacute materiaacutelu zatiacuteženeacuteho stejnyacutem zatiacuteženiacutem ale při jineacute teplotě jsou vyobrazeny na obraacutezku 16 Po počaacutetečniacutem pružneacutem prodlouženiacute naacutesleduje faacuteze kdy rychlost tečeniacute pomalu klesaacute V posledniacute faacutezi dochaacuteziacute ke zvyacutešeniacute rychlosti což je způsobeno ztenčeniacutem průřezu zatěžovaneacuteho vzorku a daacutele takeacute vlivem dutin ktereacute se objevujiacute ve vzorku K porušeniacute vzorku ale může dojiacutet již ve druheacutem staacutediu tečeniacute [5 26]
kde eamp [s-1] - rychlost poměrneacuteho prodlouženiacute
T [degK] - absolutniacute teplota
k [-] - konstanta
T0 [-] - konstanta [5]
Rychlost deformovaacuteniacute vzorku je možneacute ze vztahu 15 ze ktereacuteho je patrneacute že zmiacuteněnaacute rychlost roste se zvyšujiacuteciacutem se napětiacute a teplotou Creep se u keramickyacutech
T
T
n ek0-
timestimes= seamp [s-1] (15)
KERAMICKEacute MATERIAacuteLY
18 UacuteST FSI VUT v Brně
materiaacutelů objevuje při dosaženiacute polovičniacute teploty než je teplota taacuteniacute daneacuteho keramickeacuteho materiaacutelu [5]
144 Pevnost
Deformace keramickyacutech materiaacutelů probiacutehaacute do teacute doby než se objeviacute křehkyacute lom v materiaacutelu Křehkyacute lom se objevuje protože se netvořiacute žaacutednaacute plastickaacute deformace viditelnaacute pouhyacutem okem Prvotniacute porušeniacute keramickyacutech materiaacutelů se objevuje na jejich povrchu Toto porušeniacute je často vyvolaacuteno tahovyacutemi napětiacutemi Odolnost keramickyacutech materiaacutelů je v tahu vyacuteznamně nižšiacute než v tlaku (až 10x nižšiacute v tahu) Materiaacutely použiacutevaneacute pro izolaci majiacute pevnost v tahu na uacuterovni 10 MPa tradičniacute keramickeacute vyacuterobky dosahujiacute pevnosti v tlaku až 150 MPa Pro vysoce čisteacute keramickeacute materiaacutely (Al2O3) s velikostiacute zrn v řaacutedu μm je možneacute dosaacutehnout vyacuterazně vyššiacutech pevnostiacute i v ohybu a to až 600 Mpa Daacutele se vyskytujiacute speciaacutelniacute keramickeacute materiaacutely s pevnostiacute v tahu až 1 000 MPa [12 27] Pevnost keramickyacutech materiaacutelů je ovlivňovaacutena mnoha faktory napřiacuteklad poacutery trhlinami velikostiacute zrn a inkluzemi Pro keramickeacute materiaacutely je z pohledu pevnosti velice důležityacute faktor poacuterovitosti kdy existence poacuterů zmenšuje průřez a daacutele působiacute jako koncentraacutetor napětiacute [5 12]
V tabulce 13 jsou uvedeny materiaacuteloveacute charakteristiky některyacutech keramickyacutech materiaacutelů Tab 13 Vybraneacute keramickeacute materiaacutely a jejich pevnost [3]
Materiaacutel E Rm (v tlaku) Rm (v ohybu)
[GPa] [MPa] [MPa]
Al2O3 400 - 410 3000 350 - 400
SiC 410 - 480 2000 250 - 400
Si3N4 200 - 310 1200 700 - 800
ZrO2 150 - 200 2000 100 - 200
145 Křehkost
Fakt že keramickeacute materiaacutely jsou křehkeacute je způsoben dvěma faktory jeden je principiaacutelniacute a druhyacute vedlejšiacute Principiaacutelniacute křehkost keramickyacutech materiaacutelů je způsobena tiacutem že přechodovaacute teplota keramiky je vyššiacute než běžnaacute teplota Pokud tento jev nastaacutevaacute tak neniacute materiaacutel schopen se teacuteměř vůbec plasticky deformovat a dochaacuteziacute ke křehkeacutemu lomu Je tedy ztiacuteženaacute pohyblivost a maneacutevrovatelnost dislokaciacute Dalšiacutem vlivem je že v materiaacutelech vaacutezaneacute kovalentniacute a iontovou vazbou je zhoršeneacute navaacutezaacuteniacute mřiacutežek na hraniciacutech zrn což maacute za naacutesledek že pevnost mezi zrny je sniacutežena Vedlejšiacutemi přiacutečinami jsou obecně nehomogenity v materiaacutelu špatneacute slinutiacute a tiacutem dalšiacute oslabeniacute vazeb na hraniciacutech zrn nebo existence skelneacute faacuteze Daacutele se vyskytujiacute poacutery a trhliny Vedlejšiacute přiacutečiny jsou obvykle důvodem k porušeniacute u tradičniacute keramiky u technickeacute keramiky je tento jev již značně omezen ale staacutele se může vyskytovat [5 12]
KERAMICKEacute MATERIAacuteLY
19 UacuteST FSI VUT v Brně
146 Tvrdost
Obecnaacute definice tvrdosti materiaacutelu je že tvrdost je odpor materiaacutelu před vnikaacuteniacutem ciziacuteho objektu do materiaacutelu Je velkeacute množstviacute metod pro měřeniacute tvrdosti ktereacute jsou vhodneacute pro různeacute materiaacutely Pro měřeniacute tvrdosti jsou vhodneacute naacutesledujiacuteciacute metody Rockwell Vickers a Knoop Tvrdost keramiky dosahuje na Mohsově stupnici hodnot 8 ndash 9 pro technickou oxidickou keramiku a 9 ndash 95 pro keramiku neoxidickou Po diamantu kteryacute maacute tvrdost 10 se jednaacute o nejtvrdšiacute materiaacutely jakeacute se vyskytujiacute [3 5]
15 Vyacuteroba keramickyacutech materiaacutelů
Nejobvyklejšiacute způsob vyacuteroby keramiky je použitiacute praacuteškoveacute směsi a jejiacute naacutesledneacute slinovaacuteniacute za vysokeacute teploty Slinovaacuteniacutem dochaacuteziacute takeacute ke zhutněniacute směsi (sniacuteženiacute obsahu poacuterů) Vzhledem k působeniacute vysokyacutech teplot může dojiacutet ke změně vlastnostiacute a vyacuteslednyacute vyacuterobek může miacutet jineacute vlastnosti než vstupniacute surovina Pro tradičniacute keramiku jsou jako krystalickeacute faacuteze typickeacute přiacuterodniacute materiaacutely Naopak pro pokročileacute technickeacute keramickeacute materiaacutely jsou využiacutevaacuteny materiaacutely ktereacute neniacute možneacute v přiacuterodě naleacutezt Vyacuteroba keramickyacutech materiaacutelů je složena z několika kroků Prvotniacutem krokem je přiacuteprava směsi pokračuje se vytvarovaacuteniacutem do požadovaneacuteho tvaru a poteacute je vyacuterobek dehydratovaacuten Konečnou uacutepravou je zpravidla nějakyacute druh tepelneacuteho zpracovaacuteniacute kdy nejčastěji se využiacutevaacute vypalovaacuteniacute u tradičniacute keramiky a slinovaacuteniacute u keramiky technickeacute [1 2 5]
151 Přiacuteprava směsi
Vyacuteslednaacute kvalita a takeacute technologie vyacuteroby keramickyacutech materiaacutelů je značně zaacutevislaacute na kvalitě vstupniacutech surovin Vlastnosti ktereacute se sledujiacute u vstupniacutech surovin pro keramickeacute materiaacutely jsou např chemickeacute složeniacute velikost tvar a povrch zrn Přiacuterodniacute materiaacutely jsou obvykle značně rozdiacutelneacute a proto je nutneacute vlastnosti vstupniacutech materiaacutelů sledovat Přiacuteprava směsiacute obvykle probiacutehaacute tak že materiaacutely jsou smiacutechaacuteny a namlety naraacutez Je nutneacute použiacutevat takoveacute mleciacute kameny aby nedochaacutezelo k jejich porušovaacuteniacutem a tiacutem přimiacutechaacutevaacuteniacute nežaacutedouciacutech přiacuteměsiacute do mleteacute směsi Pro sniacuteženiacute poacuterovitosti je vhodneacute miacutet rozdiacutelně velkeacute čaacutestice a to z toho důvodu že při vytvarovaacuteniacute dojde k vyplněniacute volnyacutech prostorů mezi většiacutemi čaacutesticemi čaacutesticemi menšiacutemi Miacuteseniacute může probiacutehat bez přimiacutechaacuteniacute kapaliny (obvykle voda) nebo v suspenzi V přiacutepadě miacuteseniacute s vodou je nutneacute tuto vodu po promiacuteseniacute odstranit např rozprašovaacuteniacutem Vyacutesledkem je čistyacute granulaacutet ve ktereacutem jsou smiacutechaneacute všechny materiaacutely [5]
152 Tvarovaacuteniacute
Tvarovaacuteniacute začiacutenaacute aglomeraciacute jehož podstata je v tom že do směsi keramickyacutech praacutešků se přidajiacute dalšiacute laacutetky Jsou přidaacutevaacuteny takoveacute laacutetky aby bylo možneacute vytvořit ze sucheacuteho praacutešku požadovanyacute tvar vyacutesledneacuteho vyacuterobku a takeacute usnadnit jeho tvarovaacuteniacute a celkově zlepšit jeho vlastnosti Přidaacutevajiacute se různaacute pojiva maziva a daacutele můžou byacutet použita smaacutečedla Tvarovaacuteniacute může probiacutehat za tepla ale takeacute za studena (za normaacutelniacute teploty) ktereacute je použiacutevaacuteno častěji Nejčastěji se pro tvarovaacuteniacute využiacutevaacute různyacutech druhů lisovaacuteniacute popřiacutepadě litiacute vstřikovaacuteniacute nebo vytlačovaacuteniacute Ciacutelem tvarovaacuteniacute je jednak vytvořit zaacutekladniacute tvar keramickeacuteho vyacuterobku zajistit jeho určitou hutnost a takeacute zajistit aby takto zpracovanyacute polotovar ziacuteskal dostatečnou pevnost pro manipulaci během vyacuteroby [1 2 4 7]
KERAMICKEacute MATERIAacuteLY
20 UacuteST FSI VUT v Brně
Tab 14 Metody pro tvarovaacuteniacute keramiky [28]
Lisovaacuteniacute Pro lisovaacuteniacute se obvykle použiacutevaacute suchyacutech přiacutepadně polosuchyacutech směsiacute (vlhkost do 15 ) ale mohou se lisovat i směsi mokreacute Rozhodnutiacute jakyacute způsob (suchaacute nebo mokraacute směs) se použije zaacutevisiacute na druhu zpracovaacutevaneacuteho materiaacutelu Suchyacutech směsiacute se využiacutevaacute pro lisovaacuteniacute běžnyacutech keramickyacutech vyacuterobků jako jsou např dlaždice Maximaacutelniacute tlak použiacutevanyacute pro běžneacute jednosměrneacute lisovaacuteniacute je až 200 MPa Vlastnosti lisovanyacutech vyacuterobků nejsou homogenniacute což je způsobeno třeniacutem mezi stěnami formy a keramickyacutem materiaacutelem Pro zlepšeniacute vlastnostiacute se daacutele použiacutevaacute oboustranneacuteho nebo izostatickeacuteho lisovaacuteniacute (lisovaacuteniacute ze všech stran) Dalšiacutemi použiacutevanyacutemi druhy lisovaacuteniacute jsou přetokoveacute piacutestoveacute a žaacuteroveacute lisovaacuteniacute [4 7 24] Přetokoveacute lisovaacuteniacute Pro přetokoveacute lisovaacuteniacute se použiacutevaacute otevřenyacutech kovovyacutech forem jejichž hloubka je shodnaacute s vyacuteslednou vyacuteškou vyacutelisku Použiacutevaacute se lisovaciacutech tlaků v rozmeziacute 5 až 8 MPa Je nutneacute zajistit dostatečnou pevnost vyacutelisku pro jeho manipulaci Vhodneacute pro tvarově složitějšiacute vyacutelisky [7] Piacutestoveacute lisovaacuteniacute Vhodneacute pro vyacuterobu vyacutelisků s minimaacutelniacutem obsahem vody Pro vysokou kvalitu vyacutelisku je nutneacute zajistit rovnoměrneacute rozloženiacute směsi ve vyacutelisku proto je nutneacute sledovat naacutesyp směsi do formy Dalšiacutemi důležityacutemi faktory pro piacutestoveacute lisovaacuteniacute je působeniacute poměr vyacutešky a průměru požiteacute formy a působeniacute lisovaciacutech siacutel [7] Izostatickeacute lisovaacuteniacute Pro tento způsob lisovaacuteniacute se použiacutevaacute směsiacute ktereacute majiacute niacutezkyacute obsah vody a použiacutevaacute se velkyacutech lisovaciacutech tlaků v rozmeziacute 100 až 400 MPa Izostatickeacute lisovaacuteniacute je vyacutehodneacute protože dochaacuteziacute k působeniacute lisovaciacute siacutely ve všech směrech Tiacutem dochaacuteziacute ke zlepšeniacute vyacuteslednyacutech vlastnostiacute z důvodu zvyacutešeniacute homogenity vyacutelisku Izostatickeacute lisovaacuteniacute může probiacutehat do sucheacute nebo do mokreacute formy Lisovaacuteniacute do sucheacute formy je vhodneacute pro menšiacute vyacutelisky ktereacute jsou tvarově složitějšiacute Mokryacutech forem se využiacutevaacute na velkeacute a tvarově jednoducheacute odlitky [7]
KERAMICKEacute MATERIAacuteLY
21 UacuteST FSI VUT v Brně
Žaacuteroveacute lisovaacuteniacute Velice naacuteročnaacute a drahaacute metoda zpracovaacuteniacute keramickyacutech materiaacutelů což je způsobeno tiacutem že se lisuje za velice vysokyacutech teplot ktereacute dosahujiacute až 2 000 degC za použitiacute ochranneacute atmosfeacutery Použiacutevaacute se lisovaciacutech tlaků ve vyacuteši 40 až 60 MPa Metoda vhodnaacute pro technickou oxidovou nebo neoxidovou keramiku a diacuteky slinovaacuteniacute (dosahuje se vyššiacutech teplot než při běžneacutem slinovaacuteniacute) ktereacute při žaacuteroveacutem lisovaacuteniacute nastaacutevaacute dochaacuteziacute ke zhutněniacute materiaacutelu a dosahuje se objemoveacute hmotnosti teacuteměř stejneacute jako je hustota čisteacuteho materiaacutelu [5 7] Izostatickeacute žaacuteroveacute lisovaacuteniacute Pro tento druh lisovaacuteniacute se použiacutevaacute inertniacutech plynů Nejprve se vylisuje prvotniacute vyacutelisek (obvykle piacutestovyacutem nebo izostatickyacutem způsobem) a takto připravenyacute vyacutelisek je možneacute ještě vypaacutelit Poteacute je uzavřen do pouzdra kteryacutem nemůže proniknout inertniacute plyn Takto je poteacute uložen do naacutedoby s inertniacutem plynem a vložen do pece Plyn působiacute lisovaciacutem tlakem Takto vyrobenyacute vyacuterobek maacute objemovou hmotnost teacuteměř shodnou s hustotou a takeacute vysokou pevnost Obvykle naacutesledujiacute dalšiacute uacutepravy vyacuterobku předevšiacutem jeho broušeniacute Slinovaacuteniacute je ovlivňovaacuteno teplotou a tlakem viz obraacutezek 17 [5 7]
Obr 17 Vliv teploty a tlaku na slinovaacuteniacute Al2O3 [5]
Suspenzniacute litiacute Metoda suspezniacuteho litiacute je vhodnaacute pro tenkostěnneacute složiteacute a nesymetrickeacute vyacuterobky Pro vyacuterobu se použiacutevaacute saacutedrovyacutech forem Jakmile je suspenze nalita do formy forma nasaje čaacutest vody a tiacutem se na rozhraniacute formy a směsi vytvořiacute slupka Po určiteacutem čase se vylije přebytečnaacute suspenze z formy Tenkostěnneacute vyacuterobky je nutneacute nechat odsaacutevat vodu několik minut a tlustostěnneacute vyacuterobky i několik hodin Vyacuterobek se z formy vyjiacuteme až v okamžiku kdy dosaacutehne dostatečneacute pevnosti aby bylo
KERAMICKEacute MATERIAacuteLY
22 UacuteST FSI VUT v Brně
možneacute s vyacuterobkem manipulovat Postup vyacuteroby tenkostěnneacuteho vyacuterobku je na obraacutezku 18 a plneacuteho diacutelu na obraacutezku 19 [1 29]
Injekčniacute vstřikovaacuteniacute Podstatou vstřikovaacuteniacute je že do formy je za pomoci tlaku vstřiacuteknuta suspenze ve ktereacute je obsažen keramickyacute materiaacutel V okamžiku kdy polotovar ziacuteskaacute manipulačniacute pevnost je vytažen z formy Po zformovaacuteniacute je za zvyacutešeneacute teploty odstraněno termoplastickeacute pojivo a naacutesleduje slinovaacuteniacute Metoda injekčniacuteho vstřikovaacuteniacute je vhodnaacute pro vyacuterobu velkeacuteho množstviacute rozměrově menšiacutech a tvarově stejnyacutech vyacuterobků Použiacutevaacute se pro vyacuterobu lopatek turbiacuten ventilů nebo biokeramickyacutech proteacutez Nevyacutehodou je nutnost investovat velkeacute finančniacute prostředky na pořiacutezeniacute strojů a forem [1] Vytlačovaacuteniacute Tvar vyacutesledneacuteho vyacuterobku je u vytlačovaacuteniacute dosažen tak že se vytlačuje směs pojiva a keramickeacuteho praacutešku přes naacutestroj Metoda použiacutevanaacute pro vyacuterobu profilů izolaacutetorů pro elektrotechnickyacute průmysl a jinyacutech vyacuterobků z technickeacute keramiky [1]
153 Sušeniacute
Polotovary keramickyacutech vyacuterobků se sušiacute z důvody sniacuteženiacute množstviacute pojiva ktereacute bylo do směsi přidaacuteno aby bylo možneacute vyacuterobek vytvarovat Teplota sušeniacute je zaacutevislaacute na požiteacutem pojivu ve směsi Pokud je použita voda sušeniacute probiacutehaacute při
KERAMICKEacute MATERIAacuteLY
23 UacuteST FSI VUT v Brně
teplotaacutech do 100 degC ale pokud je obsaženo nějakeacute pojivo na baacutezi organickeacuteho materiaacutelu je teplota až 300 degC Sušiacute se po dobu 1 dne i deacutele v zaacutevislosti na velikosti vyacuterobku Při sušeniacute dochaacuteziacute k poklesu objemu polotovaru dochaacuteziacute ke styku jednotlivyacutech zrn keramickeacuteho materiaacutelu což je způsobeno odpařovaacuteniacutem pojiva z polotovaru Při dosaženiacute kritickeacute dochaacuteziacute k naacuterůstu kapilaacuterniacutech sil ktereacute způsobujiacute smrštěniacute polotovaru Smršťovaacuteniacute probiacutehaacute až do okamžiku kdy dojde k doteku jednotlivyacutech krystalů Je nutneacute vysušit polotovar rovnoměrně aby nevznikala tahovaacute napětiacute Při jejich vzniku dochaacuteziacute ke sniacuteženiacute pevnosti kdy může nastat i porušeniacute vyacuterobku [1]
Posledniacute čaacutestiacute řetězce při vyacuterobě keramickyacutech vyacuterobků je tepelneacute zpracovaacuteniacute Přiacute slinovaacuteniacute dochaacuteziacute k redukci velikosti poacuterů v materiaacutelu Tiacutem dochaacuteziacute ke zpevněniacute a tak ziacuteskaacutevaacute vyacuterobek konečnou pevnost Působeniacutem difůze mezi zrny dochaacuteziacute ke spojeniacute jednotlivyacutech zrn v jeden celek Teploty pro slinovaacuteniacute keramiky je v intervalu od 1 000 degC ndash 1 400 degC Žaacuteruvzdorneacute materiaacutely a technickou keramiku je nutneacute slinovat za teplot vyššiacutech a to až 1 700 degC Doba slinovaacuteniacute je obvykle značně dlouhaacute (v řaacutedu desiacutetek hodin) Toto je daacuteno tiacutem že je nutneacute dlouho vyacuterobek nahřiacutevat poteacute naacutesleduje samotneacute slinovaacuteniacute a pak velice pomaleacute ochlazovaacuteniacute Rychlost ochlazovaacuteniacute neniacute možneacute zvyacutešit jinak by došlo ke vzniku nežaacutedouciacutech napětiacute a tiacutem ke sniacuteženiacute pevnosti [1 4 5 29 30]
Obr 19 Princip slinovaacuteniacute jak probiacutehaacute v mikrostruktuře materiaacutelu [31]
Pro obraacuteběniacute obecně je jedniacutem z nejdůležitějšiacutech parametrů kteryacute ovlivňuje průběh obraacuteběniacute i vyacuteslednou kvalitu obrobku je obrobitelnost materiaacutelu Obrobitelnost keramickyacutech materiaacutelů je velice niacutezkaacute což je daacuteno předevšiacutem vysokou tvrdostiacute keramiky a tiacutem odolnosti proti vnikaacuteniacute ciziacutech těles do materiaacutelu Obraacuteběniacute keramickyacutech materiaacutelů je proto vysoce naacuteročneacute na naacutestroje a je maacutelo produktivniacute a proto takeacute velice draheacute Proto se keramickeacute materiaacutely zpracovaacutevajiacute rovnou do vyacuteslednyacutech tvarů pomociacute klasickyacutech metod zpracovaacuteniacute keramickyacutech materiaacutelů jako je např vytlačovaacuteniacute suspenzniacute litiacute nebo lisovaacuteniacute Pokud je obraacuteběniacute využiacutevaacuteno pak obvykle nějakyacutem způsobem dokončovaciacuteho obraacuteběniacute kde typickyacutem představitelem je broušeniacute nebo nějakyacutem z nekonvenčniacutech způsobů obraacuteběniacute jako je napřiacuteklad obraacuteběniacute laserem nebo ultrazvukem ktereacute jsou obecně vhodnějšiacute než konvečniacute metody obraacuteběniacute naacutestroji s definovanou geometriiacute Probleacutemem konvenčniacuteho způsobu obraacuteběniacute je že tvrdost naacutestroje musiacute byacutet vyššiacute než obraacuteběneacuteho materiaacutelu aby bylo vůbec možneacute vniknout naacutestrojem do obrobku a zahaacutejit proces řezaacuteniacute Pro konvenčniacute metody (a i pro experimentaacutelniacute čaacutest byl použit) jsou obvykle použiacutevaacuteny naacutestroje z polykrystalickeacuteho diamantu nebo kubickeacuteho nitridu boacuteru Vzhledem k vysokeacute tvrdosti keramiky ale i u polykrystalickeacuteho diamantu dochaacuteziacute k rychleacutemu opotřebeniacute břitu a to maacute velkyacute vliv na zmiacuteněnou produktivitu a cenu obraacuteběniacute Obecně je ale obrobitelnost jednotlivyacutech keramickyacutech materiaacutelů různaacute a zaacutevisiacute na materiaacutelech použityacutech pro vyacuterobu na způsobu zpracovaacuteniacute a poteacute na samotnyacutech řeznyacutech podmiacutenkaacutech [9 10 11]
Společnyacutem znakem všech způsobů obraacuteběniacute je že je nutneacute v materiaacutelu vytvořit minimaacutelně jednu anebo většiacute množstviacute prasklin a ty poteacute rozšiřovat v požadovaneacutem směru Povrch je tvořen soustavou lomovyacutech ploch přiacutepadně jednou lomovou plochou Trhlinu v materiaacutelu můžeme vytvořit pomociacute siloveacuteho působeniacute do materiaacutelu nebo pomociacute vysoce zkoncetrovaneacuteho energetickeacuteho paprsku (laser) Pokud vytvaacuteřiacuteme trhlinu mechanicky dochaacuteziacute k jejiacutemu vzniku tak že do materiaacutelu je vtlačovaacuten hrot nebo kliacuten Tyto naacutestroje nejsou nikdy dokonale ostreacute a majiacute nějakyacute poloměr zaobleniacute a proto dochaacuteziacute v miacutestě dotyku s obraacuteběnyacutem materiaacutelem ke vzniku kontaktniacute plošky pomociacute ktereacute se přenaacutešiacute vzaacutejemneacute siloveacute působeniacute V těchto miacutestech dochaacuteziacute k vysokyacutem tlakovyacutem zatiacuteženiacutem ktereacute ve směru do obraacuteběneacuteho materiaacutelu ustupujiacute a naopak se měniacute v zatiacuteženiacute tahoveacute Kromě tlakovyacutech a tahovyacutech napětiacute se v materiaacutelu vyskytuje i napětiacute smykoveacute [12]
Prvotně dochaacuteziacute k pružneacute deformaci materiaacutelu a při dosaženiacute meze kluzu dochaacuteziacute k nevratnyacutem změnaacutem v materiaacutelu Dochaacuteziacute ke vzniku trhlin a ty se daacutele šiacuteřiacute materiaacutelem Vzhledem ke složitosti krystalickeacute mřiacutežky kterou majiacute keramickeacute materiaacutely je pro atomy ve struktuře těžkeacute najiacutet novou rovnovaacutežnou polohu po siloveacutem působeniacute toto způsobuje vysokou křehkost keramiky a tiacutem rychlyacute vznik a šiacuteřeniacute trhlin keramickyacutemi materiaacutely [12]
Ke vzniku trhlin může dochaacutezet v některyacutech přiacutepadech až po jeho odlehčeniacute a to takovyacutem způsobem že dojde k narušeniacute materiaacutelu pod povrchem (plastickeacute deformaci) Působeniacutem sil na obraacuteběnyacute materiaacutel dochaacuteziacute k již zmiacuteněnyacutem tlakovyacutem silaacutem kteraacute zaacuteroveň braacuteniacute k oddaacuteleniacute atomů od sebe a tiacutem braacuteniacute vzniku praskliny Až po naacutesledneacutem uvolněniacute dochaacuteziacute k naacuterůstu tahovyacutech napětiacute a tiacutem k samotneacute tvorbě praskliny Toto odpruženiacute může vyvolat vylomeniacute střepů z povrchu materiaacutelu [12]
Jednaacute se o technologii podobnou broušeniacute ale nedochaacuteziacute ke smykoveacutemu napětiacute mezi naacutestrojem a obrobkem a takeacute je jinyacute mechanismus působeniacute abrazivniacuteho zrna na obraacuteběnyacute materiaacutel Podstatou obraacuteběniacute ultrazvukem je vrhaacuteniacute abrazivniacutech zrn vysokou rychlostiacute proti materiaacutelu obrobku Při naacuterazu se kinetickaacute energie čaacutestice měniacute na deformačniacute praacuteci Diacuteky křehkosti keramiky stačiacute i malaacute zrna (disponujiacuteciacute relativně malou kinetickou energiiacute) k vytvořeniacute trhlin a pokud dojde ke spojeniacute dvou (nebo viacutece) trhlin vzniknou maleacute čaacutestice ktereacute po naacutesledujiacuteciacutem naacuterazu dalšiacute čaacutestice jsou vytrženyacute z materiaacutelu Naacutestrojovaacute hlava neniacute nijak tvarově omezena a je proto možneacute vytvaacuteřet různeacute otvory nebo zahloubeniacute Jako naacutestrojovyacute materiaacutel je obvykle použita ocel Tento naacutestroj kmitaacute s frekvenciacute 10 až 20 kHz Zrna jsou mezi materiaacutelem a naacutestrojem a jsou ve formě suspenze kdy jsou smiacutechaacutena s lihem benziacutenem nebo vodou Přiacutetomnost kapaliny ulehčuje pronikaacuteniacute energie do miacutesta obraacuteběniacute Jako abrazivniacutech zrna se využiacutevaacute oxid hlinityacute karbid boacuteru karbid křemiacuteku nebo pro nejtvrdšiacute materiaacutely zrna diamantovaacute Velikost zrn je 10-100 μm [12 13]
Obr 21 Obraacuteběniacute ultrazvukem [12]
22 Otryskaacutevaacuteniacute
Otryskaacutevaacuteniacute je metoda obraacuteběniacute kteraacute je značně podobnaacute obraacuteběniacute ultrazvukem ale na energii abrazivniacutem zrnům miacutesto generaacutetoru kmitů dodaacutevaacute vrhaciacute zařiacutezeniacute Otryskaacutevaacuteniacute se využiacutevaacute jako k vrtaacuteniacute otvorů děleniacute materiaacutelů ale takeacute k meacuteně naacuteročneacutemu opracovaacuteniacute jako je zdrsněniacute povrchu nebo jeho dekorace Použiacutevanyacutemi
materiaacutely jsou oxid hlinityacute karbid křemiacuteku nebo pouze křemennyacute piacutesek (z tohoto materiaacutelu pochaacuteziacute rozšiacuteřenyacute naacutezev bdquopiacuteskovaacuteniacuteldquo) Velikost čaacutestic se pohybuje od 10 μm až po jednotky mm Toto maacute samozřejmě vliv i na vyacuteslednou přesnost opracovaacuteniacute i na kvalitu povrchu [12]
23 Obraacuteběniacute laserem
Laser je vhodnyacute pro obraacuteběniacute pokud je materiaacutel schopen pohlcovat světelnou energii Daacutele je důležitaacute takeacute tepelnaacute vodivost a odrazivost materiaacutelu určeneacuteho pro obraacuteběniacute laserem Čiacutem viacutece materiaacutel pohltiacute zaacuteřeniacute a čiacutem horšiacute maacute tepelnou vodivost a odrazivost tiacutem je vhodnějšiacute ke zpracovaacuteniacute laserem [12]
Laserem je možneacute vytvořit lokaacutelniacute poškozeniacute tak že laserem je zkoncentrovaacutena energie do jednoho miacutesta tak že dojde k taveniacute a poteacute k naacutesledneacutemu odpařovaacuteniacute materiaacutelu Na obvodu paprsku dochaacuteziacute k taveniacute materiaacutelu (diacuteky nižšiacute koncentraci energie) a uprostřed laseroveacuteho paprsku k jeho odpařovaacuteniacute Laseru se využiacutevaacute pro vrtaacuteniacute otvorů nebo na řezaacuteniacute Obvykle se použiacutevaacute pulzniacutech laserů kdy každyacute pulz v přiacutepadě vrtaacuteniacute malyacutech otvorů vytvořiacute otvor o hloubce a průměru přibližně desetiny mm Velkeacute otvory jsou vytvaacuteřeny tak že laser tvořiacute draacutehu o průměru otvoru Vyššiacute přesnosti otvoru se dosaacutehne přiacutepadně naacuteslednyacutem lapovaacuteniacutem otvoru Daacutele se lasery využiacutevajiacute na tvorbu ryacuteh na povrchu materiaacutelu Charakteristickyacutemi vlastnostmi laserů je vlnovaacute deacutelka jmenovityacute vyacutekon a pracovniacute režim [12]
23 Broušeniacute
Broušeniacute je jednou z dokončovaciacutech metod obraacuteběniacute Kdy působeniacutem abrazivniacutech zrn na materiaacutel dochaacuteziacute k oddělovaacuteniacute malyacutech třiacutesek z povrchu obrobku Brusnaacute zrna jsou umiacutestěna v brusneacutem naacutestroji naacutehodně a tedy vyacuteslednyacute naacutestroj nemaacute definovanou geometrii Brusnyacute kotouč je k obrobku přitlačovaacuten a zaacuteroveň vykonaacutevaacute posuvnyacute pohyb Jako brusneacute naacutestroje pro keramickeacute materiaacutely je využiacutevaacuteno diamantu karbidu křemiacuteku nebo oxidu hliniteacuteho Zrna miacutevajiacute velikost od jednotek do několika stovek μm v zaacutevislosti na požadavciacutech na vyacuteslednou kvalitu povrchu Zrna byacutevajiacute obvykle pevně spojena (vaacutezaneacute brusivo) ale někdy se využiacutevajiacute i zrna volnaacute ve formě suspenze (zrna v kapalině) Při broušeniacute jsou brusnaacute zrna vtlačovaacutena do obraacuteběneacuteho materiaacutelu po ktereacutem se smyacutekajiacute a odvalujiacute V miacutestě kontaktu jsou vysokaacute napětiacute a může dochaacutezet takeacute k plastickyacutem deformaciacutem (mikroskopickyacute rozsah) Oddělovaacuteniacute materiaacutelu dochaacuteziacute tak že zrna vylamujiacute a vytrhaacutevajiacute maleacute čaacutestice po odlehčeniacute může dochaacutezet k odpryacuteskaacutevaacuteniacute malyacutech čaacutestic Nejdůležitějšiacutemi parametry broušeniacute je měrnyacute vyacutekon broušeniacute objemovaacute uacutečinnost naacutestroje a měrnaacute energie broušeniacute [12]
24 Freacutezovaacuteniacute soustruženiacute a vrtaacuteniacute
Keramickeacute materiaacutely je možneacute obraacutebět i konvenčniacutemi metodami obraacuteběniacute ale je nutneacute použiacutevat naacutestroje na baacutezi polykrystalickeacuteho diamantu přiacutepadně kubickeacuteho nitridu boacuteru Pro zvyacutešeniacute trvanlivosti naacutestrojů a zkraacuteceniacute doby obraacuteběniacute je vhodneacute využiacutet předevšiacutem laseru na přiacutepravu obrobku z keramickeacuteho materiaacutelu a poteacute pouze
dokončit některou z konvenčniacutech metod obraacuteběniacute Vzhledem k vysokeacute křehkosti dochaacuteziacute při vnikaacuteniacute naacutestroje do keramiky k tvorbě trhlin v materiaacutelu takto narušenyacute materiaacutel se vylamuje a odpryacuteskaacutevaacute od povrchu Je nutneacute při obraacuteběniacute keramiky obraacutebět nižšiacutemi posuvovyacutemi rychlostmi protože dochaacuteziacute k vysokeacutemu naacuterůstu řeznyacutech sil a bylo by možneacute naacutesledneacute porušeniacute obrobku Třiacuteska vznikaacute obdobnyacutem způsobem jako při broušeniacute keramickyacutech materiaacutelů [12]
25 Freacutezovaacuteniacute
Freacutezovaacuteniacute probiacutehaacute rotačniacutem naacutestrojem kteryacute konaacute hlavniacute řeznyacute pohyb Posuvovyacute pohyb obvykle vykonaacutevaacute obraacuteběnaacute součaacutest a obvykle je v zaacuteběru několik zubů freacutezy Tvořiacute se třiacuteska kteraacute maacute proměnlivou tloušťku [17]
Freacutezovaacuteniacute obecně se rozděluje dle naacutestrojů na freacutezovaacuteniacute vaacutelcoveacute a čelniacute Z těchto zaacutekladniacutech druhů vychaacuteziacute dalšiacute druhy jako je freacutezovaacuteniacute okružniacute a planetoveacute Dalšiacute rozděleniacute je možneacute dle pohybů freacutezy a obrobku na sousledneacute a nesousledneacute [17]
251 Vaacutelcoveacute freacutezovaacuteniacute
Vaacutelcoveacute freacutezovaniacute probiacutehaacute freacutezou ve tvaru vaacutelce kdy jsou zuby vytvořeny jen po obvodu naacutestroje Použiacutevajiacute se předevšiacutem vaacutelcoveacute a tvaroveacute freacutezy Hloubka vrstvy odebiacuteraneacute freacutezou se nastavuje kolmo na posuvovou složku pohybu [17]
Sousledneacute freacutezovaacuteniacute
Naacutestroj rotuje ve směru posuvu obrobku a třiacuteska začiacutenaacute na maximaacutelniacutem průřezu a postupně se zmenšuje až na nulovou tloušťku Vyacuteslednaacute plocha tvořenaacute freacutezou vznikaacute při vyacutestupu freacutezy z materiaacutelu Pro sousledneacute freacutezovaacuteniacute je nutneacute vymezit vůli mezi posuvovyacutem šroubem a maticiacute stolu stroje Sousledneacute freacutezovaacuteniacute je na obraacutezku 22 [17]
Probiacutehaacute opačně než sousledneacute freacutezovaacuteniacute Naacutestroj konaacute rotačniacute pohyb proti směru posuvoveacuteho pohybu obrobku a tiacutem je tvořena vyacuteslednaacute plocha při vstupu freacutezy do materiaacutelu Třiacuteska postupně narůstaacute od nuloveacute tloušťky do maxima viz obraacutezek 23 [17]
Čelniacute freacuteza maacute zuby vytvořeny jak na obvodu tak na čele a hlavniacute osa je kolmaacute na směr posuvoveacute rychlosti Při symetrickeacutem čelniacutem freacutezovaacuteniacute je osa naacutestroje shodnaacute s osou symetrie obraacuteběneacute plochy viz obraacutezek 24 [17]
Obr 24 a) Čelniacute symetrickeacute freacutezovaacuteniacute b) Čelniacute nesymetrickeacute freacutezovaacuteniacute [17]
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
KERAMICKEacute MATERIAacuteLY
13 UacuteST FSI VUT v Brně
Keramickeacute materiaacutely na zaacutekladě Si3N4
Moderniacute keramickyacute materiaacutel kteryacute patřiacute do oblasti nitridů Nitridy obecně majiacute vysokou odolnost proti vysokyacutem teplotaacutem Samotnyacute nitrid křemiacuteku maacute hexagonaacutelniacute strukturu K jeho vlastnostem patřiacute dobraacute tepelnaacute vodivost a maleacute tepelnaacute roztažnost což dohromady daacutevaacute odolnost proti změnaacutem teploty (podobně jako karbid křemiacuteku) Je poměrně křehkyacute ale pokud je odstraněna skelnaacute faacuteze je možneacute zvyacutešit lomovou houževnatost diacuteky vlaacuteknům ktereacute prorůstajiacute strukturou Nitrid křemiacuteku je využiacutevaacuten jako naacutestrojovyacute materiaacutel vybaveniacute do sleacutevaacuteren a takeacute se objevil dieselovyacute motor celyacute sestavenyacute z diacutelů vyrobenyacutech z Si3N4 (adiabatickyacute motor kteryacute neniacute třeba chladit) [5 6 7]
Obr 14 Hybridniacute keramickyacute motor [21]
123 Keramika směsnaacute
Jak už naacutezev uvaacutediacute jednaacute se o směs buď jedneacute oxidickeacute keramiky a jedneacute neoxidickeacute nebo směs dvou oxidickyacutech materiaacutelů Často je využiacutevaacuteno karbidu nebo nitridu titanu na zvyacutešeniacute odolnosti proti vysokyacutem teplotaacutem a zvyacutešeniacute mechanickyacutech vlastnostiacute Relativně novou směsnou keramikou je Sialon (Si ndash Al ndash O ndash N) kteryacute je z hlediska svyacutech vlastnostiacute podobnyacute nitridu křemiacuteku ale zvětšiacute odolnost proti zvyacutešenyacutem teplotaacutem a je proto využiacutevaacuten na plynoveacute turbiacuteny ktereacute jsou vysoce teplotně namaacutehaacuteny [2 3 6]
13 Struktura keramickyacutech materiaacutelů
Keramika je obvykle tvořena krystalickou strukturou kteraacute může byacutet doplněna skelnou strukturou Samotnaacute krystalickaacute struktura je vyacuterazně ovlivněna typem vazeb ktereacute jsou utvořeny mezi atomy Vyskytujiacute se dva druhy vazeb a to vazba kovalentniacute a iontovaacute nebo je možnaacute i kombinace obou typů vazeb tedy vazbou iontově-kovalentniacute kteraacute je pro keramickeacute materiaacutely typickaacute [1 3]
KERAMICKEacute MATERIAacuteLY
14 UacuteST FSI VUT v Brně
131 Vazby v keramickyacutech materiaacutelech
Kovalentniacute vazbu u keramickyacutech materiaacutelů tvořiacute obvykle dva nekovoveacute prvky (SiC Si3N4) Tento druh vazby vznikaacute tak že atomy sdiacutelejiacute elektrony ve svyacutech elektronovyacutech obalech Tato vazba je určenaacute i směrově (dochaacuteziacute k vytvaacuteřeniacute různyacutech druhů siacutetiacute) a nedochaacuteziacute k tak velkeacutemu přibliacuteženiacute atomů jako u iontoveacute vazby Typickyacutemi vlastnostmi materiaacutelů s kovalentniacute vazbou je vysokaacute chemickaacute odolnost tvrdost a elektronovaacute vodivost Naopak tyto materiaacutely dosahujiacute niacutezkyacutech hodnot tepelneacute roztažnosti a minimaacutelniacute tvaacuternosti [1 23] Iontovou vazbu tvořiacute obvykle kovovyacute prvek s kysliacutekem nebo dalšiacutemi nekovovyacutemi prvky (ZrO MgO) Tato vazba je tvořena elektrostatickyacutemi silami působiacuteciacutemi mezi opačně nabityacutemi ionty dvou prvků proto majiacute materiaacutely s iontovou vazbou vysokou hustotu (opačně nabiteacute atomy jsou přitaženy velkyacutemi silami k sobě na velmi malou vzdaacutelenost) Dalšiacutemi vlastnostmi materiaacutelů s iontovou vazbou je velkaacute tepelnaacute roztažnost niacutezkaacute iontovaacute vodivost a špatnaacute tvaacuternost [1 23] Nejčastěji se v keramickyacutech materiaacutelech vyskytuje kombinace obou vazeb a to vazba iontově-kovalentniacute Množstviacute zastoupeniacute vazeb v daneacutem keramickeacutem materiaacutelu je daacutena elektronegativitou jednotlivyacutech prvků zastoupenyacutech ve struktuře Zaacuteroveň poměr určuje typ krystalickeacute struktury V tabulce 12 jsou uvedeny poměry zastoupeniacute iontoveacute nebo kovalentniacute vazby v některyacutech keramickyacutech materiaacutelech [1] Tab 12 Podiacutel iontoveacute a kovalentniacute vazby ve vybranyacutech keramickyacutech materiaacutelech [1]
Keramickyacute
materiaacutel
Rozdiacutel elektronegativit
prvků
Iontovyacute
charakter
Kovalentniacute
charakter
MgO 3 77 23
Al2O3 2 63 37
Si3N4 12 30 70
SiC 07 11 89
132 Pohyb dislokaciacute v keramickyacutech materiaacutelech
Typ vazby daacutele ovlivňuje pohyby dislokaciacute v materiaacutelech Kovalentniacute i iontovaacute vazba maacute jak jiacutež bylo zmiacuteněno niacutezkou hodnotu tvaacuternosti což je způsobeno praacutevě velice omezenyacutem pohybem dislokaciacute v těchto materiaacutelech Tato vlastnost vyacuterazně snižuje mechanickeacute vlastnosti keramickyacutech materiaacutelů a tak omezuje jejich využitiacute jako materiaacutelu pro vysoce namaacutehaneacute konstrukčniacute prvky Malaacute pohyblivost dislokaciacute je způsobena v materiaacutelech s kovalentniacute vazbou tiacutem že pro pohyb dislokace je nutneacute přerušit směrově orientovaneacute vazby Přerušeniacutem těchto vazeb vznikajiacute vysokaacute P-N (Peierlsovo ndash Nabarrovo) napětiacute teacuteměř na uacuterovni pevnosti materiaacutelu Proto nedochaacuteziacute k teacuteměř žaacutedneacute plastickeacute deformaci ale rovnou ke křehkeacutemu lomu součaacutesti Daacutele je možnaacute zhoršenaacute maneacutevrovatelnost dislokaciacute v materiaacutelech s jednoduchou iontovou mřiacutežkou (MgO) Zde jsou napětiacute P-N podobnaacute jako u kovů ale neniacute splněna podmiacutenka pěti nezaacutevislyacutech skluzovyacutech systeacutemů a proto dochaacuteziacute k jevu že monokrystaly jsou tvaacuterneacute ale polykrystaly již tvaacuterneacute nejsou Ve většině keramickyacutech materiaacutelů dochaacuteziacute ke kombinaci obou přiacutepadů [24] Za rostouciacute teploty keramickyacutech materiaacutelů (stejně jako u dalšiacutech materiaacutelů) dochaacuteziacute k poklesu P-N napětiacute a tiacutem roste tvaacuternost Keramickeacute materiaacutely ale se staacutevajiacute tvaacuternyacutemi až teacuteměř při dosaženiacute teploty taveniacute [24]
KERAMICKEacute MATERIAacuteLY
15 UacuteST FSI VUT v Brně
133 Poruchy v keramickyacutech materiaacutelech
V keramickyacutech materiaacutelech se vyskytujiacute bodoveacute čaacuteroveacute a plošneacute poruchy materiaacutelu (teacutež nazyacutevaneacute dislokace) Bodoveacute poruchy vznikajiacute buď jako vakance (chybějiacuteciacute atom) intersticiaacutelniacute (uzavřeneacute atomy mimo svoji polohu v krystalickeacute mřiacutežce) atomy nebo ionty Daacutele se mohou vyskytovat atomy jineacute laacutetky uzavřeneacute v krystalickeacute struktuře Bodoveacute poruchy krystalickeacute mřiacutežky nejsou přiacuteliš vyacuteznamneacute protože jsou obvykle izolovaacuteny v maleacutem prostoru Nejvyacuteznamnějšiacute jsou poruchy čaacuteroveacute ktereacute umožňujiacute plastickou deformaci materiaacutelu Čaacuteroveacute poruchy jsou buď šrouboveacute hranoveacute nebo jejich kombinace Hranoveacute poruchy vznikajiacute tak že v některyacutech miacutestech přebyacutevaacute řada atomů Šrouboveacute poruchy vznikajiacute tak že roviny kolmeacute k dislokačniacute čaacuteře tvořiacute šroubovou plochu Plošneacute poruchy materiaacutelu majiacute vliv předevšiacutem na hraniciacutech zrn [12 24]
Obr 15 a) Hranovaacute b) šroubovaacute porucha materiaacutelu [25]
14 Vlastnosti keramickyacutech materiaacutelů
Keramickeacute materiaacutely majiacute rozdiacutelneacute vlastnosti ktereacute jsou zaacutevisleacute na samotneacutem chemickeacutem složeniacute a jeho čistotě krystalickeacute struktuře a na způsobu jakyacutem je keramickyacute materiaacutel zpracovaacuten Celeacute vyacuterobky z keramiky jsou z hlediska vlastnostiacute homogenniacute přestože jednotliveacute krystaly majiacute sveacute vlastnosti rozdiacutelneacute a i vlastnosti jednotliveacuteho krystalu v různyacutech směrech jsou odlišneacute To že vlastnosti konečneacuteho vyacuterobku jsou ve všech směrech stejneacute je způsobeno tiacutem že je ve vyacuterobku rozloženo velkeacute množstviacute nahodile rozmiacutestěnyacutech krystalů Dalšiacute vlastnostiacute keramiky je to že je poacuterovitaacute a to způsobuje že v některyacutech miacutestech je uzavřen vzduch tedy materiaacutel kteryacute nemaacute žaacutednou pevnost ani hmotnost Obecnyacutemi a velice důležityacutemi vlastnostmi keramickyacutech materiaacutelů je vysokaacute tvrdost žaacuteruvzdornost odolnost proti otěru i proti chemikaacuteliiacutem naopak nejsou odolneacute v tahu a ohybu (dochaacuteziacute ke křehkeacutemu lomu) Co se tyacuteče elektrickyacutech vlastnostiacute keramickeacute materiaacutely jsou obvykle izolanty ale neniacute to pravidlem a mohou se vyskytovat keramickeacute materiaacutely ktereacute jsou piezoelektrickeacute polovodiveacute nebo pyroelektrickeacute Podobně jako elektrickaacute vodivost i pro vodivost tepelnou jsou keramickeacute materiaacutely obvykle izolanty ale existujiacute i takoveacute ktereacute teplo vedou jako kovy [3 23]
141 Elastickeacute vlastnosti
Pokud jsou keramickeacute materiaacutely vystaveny kraacutetkodobeacutemu a relativně maleacutemu siloveacutemu působeniacute chovajiacute se dle Hookova zaacutekona (prodlouženiacute je přiacutemo uacuteměrneacute zatěžujiacuteciacutemu napětiacute) tedy elasticky a po odlehčeniacute se vraciacute do sveacuteho původniacuteho
a) b)
KERAMICKEacute MATERIAacuteLY
16 UacuteST FSI VUT v Brně
tvaru bez poškozeniacute Poměrneacute prodlouženiacute (nebo zkraacuteceniacute) v daneacute ose můžeme vypočiacutetat dle vztahů 11 až 13 [5 12]
kde εxyz [-] - poměrneacute prodlouženiacute
σxyz [Mpa] - normaacuteloveacute napětiacute v daneacute ose
Modul pružnosti je pro keramickeacute materiaacutely značně odlišnyacute pro běžnyacute porcelaacuten je hodnota přibližně 70 GPa naopak slinuteacute karbidickeacute keramiky mohou dosahovat hodnot až 500 GPa Širokyacute interval hodnot modulu pružnosti u keramickyacutech materiaacutelů je způsoben tiacutem že modul pružnosti ovlivňuje samotneacute složeniacute keramickeacuteho materiaacutelu daacutele jeho mikrostruktura (uspořaacutedaacuteniacute podiacuteloveacute zastoupeniacute jednotlivyacutech faacuteziacute) Pro dvoufaacutezoveacute systeacutemy (jednoho druhu keramickeacuteho materiaacutelu a poacuterů) je možneacute určit modul pružnosti dle empirickeacuteho vztahu 14 Keramickeacute materiaacutely dosahujiacute hodnot Poissonova čiacutesla v rozmeziacute od 017 do 036 [5 12]
kde E0 [GPa] - modul pružnosti keramickeacuteho materiaacutelu bez poacuterů
VP [-] - objemoveacute množstviacute poacuterů
ab [-] - součiniteleacute tvaru poacuterů [5]
142 Plastickeacute vlastnosti
Za normaacutelniacutech teplot je keramika obvykle tvrdaacute křehkaacute ale mohou nastat přiacutepady kdy tomu tak neniacute ani za normaacutelniacutech teplot Za zvyacutešenyacutech teplot dochaacuteziacute k plastickeacutemu chovaacuteniacute keramickyacutech materiaacutelů Za normaacutelniacutech teplot je možneacute dosaacutehnout plastickeacuteho chovaacuteniacute keramickyacutech materiaacutelů kdy dochaacuteziacute k deformaci pouze minimaacutelniacuteho množstviacute materiaacutelu relativně vysokyacutem zatiacuteženiacutem toto je splněno při měřeniacute mikrotvrdosti kdy po diamantoveacutem indentoru zůstane otisk v materiaacutelu [5 12] Pokud je deformovaacuten pouze jednotlivyacute krystal keramickeacuteho materiaacutelu dochaacuteziacute ke skluzu čaacutestiacute krystalu Tyto skluzy se vnikajiacute tak že dochaacuteziacute k přesmykovaacuteniacute ktereacute ještě ulehčujiacute čaacuteroveacute dislokace v krystalu Daacutele může vznikat plastickaacute deformace jednotliveacuteho krystalu dvojčatěniacutem Velikost možneacute plastickeacute deformace je značně ovlivňovaacutena pohyblivostiacute a maneacutevrovatelnostiacute dislokaciacute v materiaacutelu [5 12]
( )[ ] 1-times+-= Ezyxx ssmse (11)
( )[ ] 1-times+-= Eyzyy ssmse (12)
( )[ ] 1-times+-= Eyxzz ssmse (13)
( )2
0 1 PP bVaVEE +-= [GPa] (14)
KERAMICKEacute MATERIAacuteLY
17 UacuteST FSI VUT v Brně
143 Creep
Creep (pomaleacute tečeniacute) je vlastně plastickeacute deformovaacuteniacute materiaacutelu ktereacute je ale obvykle provaacuteděno za zvyacutešenyacutech teplot Jednaacute se o velice důležitou charakteristiku pro keramickeacute materiaacutely (keramika může byacutet zkoušena za teplot nad 1 000 degC) a proto bude pro creep věnovaacutena jedna samostatnaacute kapitola Creep se vyznačuje tiacutem že k němu dochaacuteziacute při dlouhodobeacutem zatiacuteženiacute (při namaacutehaacuteniacute ktereacute nedosahuje meze kluzu materiaacutelu) za zvyacutešeneacute teploty Vyacutestupem z těchto zkoušek je takovaacute znalost o materiaacutelu že je znaacutemo za jakou dobu při daneacute teplotě a zatiacuteženiacute dojde ke stanoveneacutemu prodlouženiacute zkušebniacuteho vzorku Teacuteto znalosti můžeme využiacutet při navrhovaacuteniacute žaacuteruvzdornyacutech keramickyacutech vyacuterobků [5 12]
Obr 16 Tečeniacute materiaacutelu za různyacutech teplot [5]
Křivky tečeniacute materiaacutelu zatiacuteženeacuteho stejnyacutem zatiacuteženiacutem ale při jineacute teplotě jsou vyobrazeny na obraacutezku 16 Po počaacutetečniacutem pružneacutem prodlouženiacute naacutesleduje faacuteze kdy rychlost tečeniacute pomalu klesaacute V posledniacute faacutezi dochaacuteziacute ke zvyacutešeniacute rychlosti což je způsobeno ztenčeniacutem průřezu zatěžovaneacuteho vzorku a daacutele takeacute vlivem dutin ktereacute se objevujiacute ve vzorku K porušeniacute vzorku ale může dojiacutet již ve druheacutem staacutediu tečeniacute [5 26]
kde eamp [s-1] - rychlost poměrneacuteho prodlouženiacute
T [degK] - absolutniacute teplota
k [-] - konstanta
T0 [-] - konstanta [5]
Rychlost deformovaacuteniacute vzorku je možneacute ze vztahu 15 ze ktereacuteho je patrneacute že zmiacuteněnaacute rychlost roste se zvyšujiacuteciacutem se napětiacute a teplotou Creep se u keramickyacutech
T
T
n ek0-
timestimes= seamp [s-1] (15)
KERAMICKEacute MATERIAacuteLY
18 UacuteST FSI VUT v Brně
materiaacutelů objevuje při dosaženiacute polovičniacute teploty než je teplota taacuteniacute daneacuteho keramickeacuteho materiaacutelu [5]
144 Pevnost
Deformace keramickyacutech materiaacutelů probiacutehaacute do teacute doby než se objeviacute křehkyacute lom v materiaacutelu Křehkyacute lom se objevuje protože se netvořiacute žaacutednaacute plastickaacute deformace viditelnaacute pouhyacutem okem Prvotniacute porušeniacute keramickyacutech materiaacutelů se objevuje na jejich povrchu Toto porušeniacute je často vyvolaacuteno tahovyacutemi napětiacutemi Odolnost keramickyacutech materiaacutelů je v tahu vyacuteznamně nižšiacute než v tlaku (až 10x nižšiacute v tahu) Materiaacutely použiacutevaneacute pro izolaci majiacute pevnost v tahu na uacuterovni 10 MPa tradičniacute keramickeacute vyacuterobky dosahujiacute pevnosti v tlaku až 150 MPa Pro vysoce čisteacute keramickeacute materiaacutely (Al2O3) s velikostiacute zrn v řaacutedu μm je možneacute dosaacutehnout vyacuterazně vyššiacutech pevnostiacute i v ohybu a to až 600 Mpa Daacutele se vyskytujiacute speciaacutelniacute keramickeacute materiaacutely s pevnostiacute v tahu až 1 000 MPa [12 27] Pevnost keramickyacutech materiaacutelů je ovlivňovaacutena mnoha faktory napřiacuteklad poacutery trhlinami velikostiacute zrn a inkluzemi Pro keramickeacute materiaacutely je z pohledu pevnosti velice důležityacute faktor poacuterovitosti kdy existence poacuterů zmenšuje průřez a daacutele působiacute jako koncentraacutetor napětiacute [5 12]
V tabulce 13 jsou uvedeny materiaacuteloveacute charakteristiky některyacutech keramickyacutech materiaacutelů Tab 13 Vybraneacute keramickeacute materiaacutely a jejich pevnost [3]
Materiaacutel E Rm (v tlaku) Rm (v ohybu)
[GPa] [MPa] [MPa]
Al2O3 400 - 410 3000 350 - 400
SiC 410 - 480 2000 250 - 400
Si3N4 200 - 310 1200 700 - 800
ZrO2 150 - 200 2000 100 - 200
145 Křehkost
Fakt že keramickeacute materiaacutely jsou křehkeacute je způsoben dvěma faktory jeden je principiaacutelniacute a druhyacute vedlejšiacute Principiaacutelniacute křehkost keramickyacutech materiaacutelů je způsobena tiacutem že přechodovaacute teplota keramiky je vyššiacute než běžnaacute teplota Pokud tento jev nastaacutevaacute tak neniacute materiaacutel schopen se teacuteměř vůbec plasticky deformovat a dochaacuteziacute ke křehkeacutemu lomu Je tedy ztiacuteženaacute pohyblivost a maneacutevrovatelnost dislokaciacute Dalšiacutem vlivem je že v materiaacutelech vaacutezaneacute kovalentniacute a iontovou vazbou je zhoršeneacute navaacutezaacuteniacute mřiacutežek na hraniciacutech zrn což maacute za naacutesledek že pevnost mezi zrny je sniacutežena Vedlejšiacutemi přiacutečinami jsou obecně nehomogenity v materiaacutelu špatneacute slinutiacute a tiacutem dalšiacute oslabeniacute vazeb na hraniciacutech zrn nebo existence skelneacute faacuteze Daacutele se vyskytujiacute poacutery a trhliny Vedlejšiacute přiacutečiny jsou obvykle důvodem k porušeniacute u tradičniacute keramiky u technickeacute keramiky je tento jev již značně omezen ale staacutele se může vyskytovat [5 12]
KERAMICKEacute MATERIAacuteLY
19 UacuteST FSI VUT v Brně
146 Tvrdost
Obecnaacute definice tvrdosti materiaacutelu je že tvrdost je odpor materiaacutelu před vnikaacuteniacutem ciziacuteho objektu do materiaacutelu Je velkeacute množstviacute metod pro měřeniacute tvrdosti ktereacute jsou vhodneacute pro různeacute materiaacutely Pro měřeniacute tvrdosti jsou vhodneacute naacutesledujiacuteciacute metody Rockwell Vickers a Knoop Tvrdost keramiky dosahuje na Mohsově stupnici hodnot 8 ndash 9 pro technickou oxidickou keramiku a 9 ndash 95 pro keramiku neoxidickou Po diamantu kteryacute maacute tvrdost 10 se jednaacute o nejtvrdšiacute materiaacutely jakeacute se vyskytujiacute [3 5]
15 Vyacuteroba keramickyacutech materiaacutelů
Nejobvyklejšiacute způsob vyacuteroby keramiky je použitiacute praacuteškoveacute směsi a jejiacute naacutesledneacute slinovaacuteniacute za vysokeacute teploty Slinovaacuteniacutem dochaacuteziacute takeacute ke zhutněniacute směsi (sniacuteženiacute obsahu poacuterů) Vzhledem k působeniacute vysokyacutech teplot může dojiacutet ke změně vlastnostiacute a vyacuteslednyacute vyacuterobek může miacutet jineacute vlastnosti než vstupniacute surovina Pro tradičniacute keramiku jsou jako krystalickeacute faacuteze typickeacute přiacuterodniacute materiaacutely Naopak pro pokročileacute technickeacute keramickeacute materiaacutely jsou využiacutevaacuteny materiaacutely ktereacute neniacute možneacute v přiacuterodě naleacutezt Vyacuteroba keramickyacutech materiaacutelů je složena z několika kroků Prvotniacutem krokem je přiacuteprava směsi pokračuje se vytvarovaacuteniacutem do požadovaneacuteho tvaru a poteacute je vyacuterobek dehydratovaacuten Konečnou uacutepravou je zpravidla nějakyacute druh tepelneacuteho zpracovaacuteniacute kdy nejčastěji se využiacutevaacute vypalovaacuteniacute u tradičniacute keramiky a slinovaacuteniacute u keramiky technickeacute [1 2 5]
151 Přiacuteprava směsi
Vyacuteslednaacute kvalita a takeacute technologie vyacuteroby keramickyacutech materiaacutelů je značně zaacutevislaacute na kvalitě vstupniacutech surovin Vlastnosti ktereacute se sledujiacute u vstupniacutech surovin pro keramickeacute materiaacutely jsou např chemickeacute složeniacute velikost tvar a povrch zrn Přiacuterodniacute materiaacutely jsou obvykle značně rozdiacutelneacute a proto je nutneacute vlastnosti vstupniacutech materiaacutelů sledovat Přiacuteprava směsiacute obvykle probiacutehaacute tak že materiaacutely jsou smiacutechaacuteny a namlety naraacutez Je nutneacute použiacutevat takoveacute mleciacute kameny aby nedochaacutezelo k jejich porušovaacuteniacutem a tiacutem přimiacutechaacutevaacuteniacute nežaacutedouciacutech přiacuteměsiacute do mleteacute směsi Pro sniacuteženiacute poacuterovitosti je vhodneacute miacutet rozdiacutelně velkeacute čaacutestice a to z toho důvodu že při vytvarovaacuteniacute dojde k vyplněniacute volnyacutech prostorů mezi většiacutemi čaacutesticemi čaacutesticemi menšiacutemi Miacuteseniacute může probiacutehat bez přimiacutechaacuteniacute kapaliny (obvykle voda) nebo v suspenzi V přiacutepadě miacuteseniacute s vodou je nutneacute tuto vodu po promiacuteseniacute odstranit např rozprašovaacuteniacutem Vyacutesledkem je čistyacute granulaacutet ve ktereacutem jsou smiacutechaneacute všechny materiaacutely [5]
152 Tvarovaacuteniacute
Tvarovaacuteniacute začiacutenaacute aglomeraciacute jehož podstata je v tom že do směsi keramickyacutech praacutešků se přidajiacute dalšiacute laacutetky Jsou přidaacutevaacuteny takoveacute laacutetky aby bylo možneacute vytvořit ze sucheacuteho praacutešku požadovanyacute tvar vyacutesledneacuteho vyacuterobku a takeacute usnadnit jeho tvarovaacuteniacute a celkově zlepšit jeho vlastnosti Přidaacutevajiacute se různaacute pojiva maziva a daacutele můžou byacutet použita smaacutečedla Tvarovaacuteniacute může probiacutehat za tepla ale takeacute za studena (za normaacutelniacute teploty) ktereacute je použiacutevaacuteno častěji Nejčastěji se pro tvarovaacuteniacute využiacutevaacute různyacutech druhů lisovaacuteniacute popřiacutepadě litiacute vstřikovaacuteniacute nebo vytlačovaacuteniacute Ciacutelem tvarovaacuteniacute je jednak vytvořit zaacutekladniacute tvar keramickeacuteho vyacuterobku zajistit jeho určitou hutnost a takeacute zajistit aby takto zpracovanyacute polotovar ziacuteskal dostatečnou pevnost pro manipulaci během vyacuteroby [1 2 4 7]
KERAMICKEacute MATERIAacuteLY
20 UacuteST FSI VUT v Brně
Tab 14 Metody pro tvarovaacuteniacute keramiky [28]
Lisovaacuteniacute Pro lisovaacuteniacute se obvykle použiacutevaacute suchyacutech přiacutepadně polosuchyacutech směsiacute (vlhkost do 15 ) ale mohou se lisovat i směsi mokreacute Rozhodnutiacute jakyacute způsob (suchaacute nebo mokraacute směs) se použije zaacutevisiacute na druhu zpracovaacutevaneacuteho materiaacutelu Suchyacutech směsiacute se využiacutevaacute pro lisovaacuteniacute běžnyacutech keramickyacutech vyacuterobků jako jsou např dlaždice Maximaacutelniacute tlak použiacutevanyacute pro běžneacute jednosměrneacute lisovaacuteniacute je až 200 MPa Vlastnosti lisovanyacutech vyacuterobků nejsou homogenniacute což je způsobeno třeniacutem mezi stěnami formy a keramickyacutem materiaacutelem Pro zlepšeniacute vlastnostiacute se daacutele použiacutevaacute oboustranneacuteho nebo izostatickeacuteho lisovaacuteniacute (lisovaacuteniacute ze všech stran) Dalšiacutemi použiacutevanyacutemi druhy lisovaacuteniacute jsou přetokoveacute piacutestoveacute a žaacuteroveacute lisovaacuteniacute [4 7 24] Přetokoveacute lisovaacuteniacute Pro přetokoveacute lisovaacuteniacute se použiacutevaacute otevřenyacutech kovovyacutech forem jejichž hloubka je shodnaacute s vyacuteslednou vyacuteškou vyacutelisku Použiacutevaacute se lisovaciacutech tlaků v rozmeziacute 5 až 8 MPa Je nutneacute zajistit dostatečnou pevnost vyacutelisku pro jeho manipulaci Vhodneacute pro tvarově složitějšiacute vyacutelisky [7] Piacutestoveacute lisovaacuteniacute Vhodneacute pro vyacuterobu vyacutelisků s minimaacutelniacutem obsahem vody Pro vysokou kvalitu vyacutelisku je nutneacute zajistit rovnoměrneacute rozloženiacute směsi ve vyacutelisku proto je nutneacute sledovat naacutesyp směsi do formy Dalšiacutemi důležityacutemi faktory pro piacutestoveacute lisovaacuteniacute je působeniacute poměr vyacutešky a průměru požiteacute formy a působeniacute lisovaciacutech siacutel [7] Izostatickeacute lisovaacuteniacute Pro tento způsob lisovaacuteniacute se použiacutevaacute směsiacute ktereacute majiacute niacutezkyacute obsah vody a použiacutevaacute se velkyacutech lisovaciacutech tlaků v rozmeziacute 100 až 400 MPa Izostatickeacute lisovaacuteniacute je vyacutehodneacute protože dochaacuteziacute k působeniacute lisovaciacute siacutely ve všech směrech Tiacutem dochaacuteziacute ke zlepšeniacute vyacuteslednyacutech vlastnostiacute z důvodu zvyacutešeniacute homogenity vyacutelisku Izostatickeacute lisovaacuteniacute může probiacutehat do sucheacute nebo do mokreacute formy Lisovaacuteniacute do sucheacute formy je vhodneacute pro menšiacute vyacutelisky ktereacute jsou tvarově složitějšiacute Mokryacutech forem se využiacutevaacute na velkeacute a tvarově jednoducheacute odlitky [7]
KERAMICKEacute MATERIAacuteLY
21 UacuteST FSI VUT v Brně
Žaacuteroveacute lisovaacuteniacute Velice naacuteročnaacute a drahaacute metoda zpracovaacuteniacute keramickyacutech materiaacutelů což je způsobeno tiacutem že se lisuje za velice vysokyacutech teplot ktereacute dosahujiacute až 2 000 degC za použitiacute ochranneacute atmosfeacutery Použiacutevaacute se lisovaciacutech tlaků ve vyacuteši 40 až 60 MPa Metoda vhodnaacute pro technickou oxidovou nebo neoxidovou keramiku a diacuteky slinovaacuteniacute (dosahuje se vyššiacutech teplot než při běžneacutem slinovaacuteniacute) ktereacute při žaacuteroveacutem lisovaacuteniacute nastaacutevaacute dochaacuteziacute ke zhutněniacute materiaacutelu a dosahuje se objemoveacute hmotnosti teacuteměř stejneacute jako je hustota čisteacuteho materiaacutelu [5 7] Izostatickeacute žaacuteroveacute lisovaacuteniacute Pro tento druh lisovaacuteniacute se použiacutevaacute inertniacutech plynů Nejprve se vylisuje prvotniacute vyacutelisek (obvykle piacutestovyacutem nebo izostatickyacutem způsobem) a takto připravenyacute vyacutelisek je možneacute ještě vypaacutelit Poteacute je uzavřen do pouzdra kteryacutem nemůže proniknout inertniacute plyn Takto je poteacute uložen do naacutedoby s inertniacutem plynem a vložen do pece Plyn působiacute lisovaciacutem tlakem Takto vyrobenyacute vyacuterobek maacute objemovou hmotnost teacuteměř shodnou s hustotou a takeacute vysokou pevnost Obvykle naacutesledujiacute dalšiacute uacutepravy vyacuterobku předevšiacutem jeho broušeniacute Slinovaacuteniacute je ovlivňovaacuteno teplotou a tlakem viz obraacutezek 17 [5 7]
Obr 17 Vliv teploty a tlaku na slinovaacuteniacute Al2O3 [5]
Suspenzniacute litiacute Metoda suspezniacuteho litiacute je vhodnaacute pro tenkostěnneacute složiteacute a nesymetrickeacute vyacuterobky Pro vyacuterobu se použiacutevaacute saacutedrovyacutech forem Jakmile je suspenze nalita do formy forma nasaje čaacutest vody a tiacutem se na rozhraniacute formy a směsi vytvořiacute slupka Po určiteacutem čase se vylije přebytečnaacute suspenze z formy Tenkostěnneacute vyacuterobky je nutneacute nechat odsaacutevat vodu několik minut a tlustostěnneacute vyacuterobky i několik hodin Vyacuterobek se z formy vyjiacuteme až v okamžiku kdy dosaacutehne dostatečneacute pevnosti aby bylo
KERAMICKEacute MATERIAacuteLY
22 UacuteST FSI VUT v Brně
možneacute s vyacuterobkem manipulovat Postup vyacuteroby tenkostěnneacuteho vyacuterobku je na obraacutezku 18 a plneacuteho diacutelu na obraacutezku 19 [1 29]
Injekčniacute vstřikovaacuteniacute Podstatou vstřikovaacuteniacute je že do formy je za pomoci tlaku vstřiacuteknuta suspenze ve ktereacute je obsažen keramickyacute materiaacutel V okamžiku kdy polotovar ziacuteskaacute manipulačniacute pevnost je vytažen z formy Po zformovaacuteniacute je za zvyacutešeneacute teploty odstraněno termoplastickeacute pojivo a naacutesleduje slinovaacuteniacute Metoda injekčniacuteho vstřikovaacuteniacute je vhodnaacute pro vyacuterobu velkeacuteho množstviacute rozměrově menšiacutech a tvarově stejnyacutech vyacuterobků Použiacutevaacute se pro vyacuterobu lopatek turbiacuten ventilů nebo biokeramickyacutech proteacutez Nevyacutehodou je nutnost investovat velkeacute finančniacute prostředky na pořiacutezeniacute strojů a forem [1] Vytlačovaacuteniacute Tvar vyacutesledneacuteho vyacuterobku je u vytlačovaacuteniacute dosažen tak že se vytlačuje směs pojiva a keramickeacuteho praacutešku přes naacutestroj Metoda použiacutevanaacute pro vyacuterobu profilů izolaacutetorů pro elektrotechnickyacute průmysl a jinyacutech vyacuterobků z technickeacute keramiky [1]
153 Sušeniacute
Polotovary keramickyacutech vyacuterobků se sušiacute z důvody sniacuteženiacute množstviacute pojiva ktereacute bylo do směsi přidaacuteno aby bylo možneacute vyacuterobek vytvarovat Teplota sušeniacute je zaacutevislaacute na požiteacutem pojivu ve směsi Pokud je použita voda sušeniacute probiacutehaacute při
KERAMICKEacute MATERIAacuteLY
23 UacuteST FSI VUT v Brně
teplotaacutech do 100 degC ale pokud je obsaženo nějakeacute pojivo na baacutezi organickeacuteho materiaacutelu je teplota až 300 degC Sušiacute se po dobu 1 dne i deacutele v zaacutevislosti na velikosti vyacuterobku Při sušeniacute dochaacuteziacute k poklesu objemu polotovaru dochaacuteziacute ke styku jednotlivyacutech zrn keramickeacuteho materiaacutelu což je způsobeno odpařovaacuteniacutem pojiva z polotovaru Při dosaženiacute kritickeacute dochaacuteziacute k naacuterůstu kapilaacuterniacutech sil ktereacute způsobujiacute smrštěniacute polotovaru Smršťovaacuteniacute probiacutehaacute až do okamžiku kdy dojde k doteku jednotlivyacutech krystalů Je nutneacute vysušit polotovar rovnoměrně aby nevznikala tahovaacute napětiacute Při jejich vzniku dochaacuteziacute ke sniacuteženiacute pevnosti kdy může nastat i porušeniacute vyacuterobku [1]
Posledniacute čaacutestiacute řetězce při vyacuterobě keramickyacutech vyacuterobků je tepelneacute zpracovaacuteniacute Přiacute slinovaacuteniacute dochaacuteziacute k redukci velikosti poacuterů v materiaacutelu Tiacutem dochaacuteziacute ke zpevněniacute a tak ziacuteskaacutevaacute vyacuterobek konečnou pevnost Působeniacutem difůze mezi zrny dochaacuteziacute ke spojeniacute jednotlivyacutech zrn v jeden celek Teploty pro slinovaacuteniacute keramiky je v intervalu od 1 000 degC ndash 1 400 degC Žaacuteruvzdorneacute materiaacutely a technickou keramiku je nutneacute slinovat za teplot vyššiacutech a to až 1 700 degC Doba slinovaacuteniacute je obvykle značně dlouhaacute (v řaacutedu desiacutetek hodin) Toto je daacuteno tiacutem že je nutneacute dlouho vyacuterobek nahřiacutevat poteacute naacutesleduje samotneacute slinovaacuteniacute a pak velice pomaleacute ochlazovaacuteniacute Rychlost ochlazovaacuteniacute neniacute možneacute zvyacutešit jinak by došlo ke vzniku nežaacutedouciacutech napětiacute a tiacutem ke sniacuteženiacute pevnosti [1 4 5 29 30]
Obr 19 Princip slinovaacuteniacute jak probiacutehaacute v mikrostruktuře materiaacutelu [31]
Pro obraacuteběniacute obecně je jedniacutem z nejdůležitějšiacutech parametrů kteryacute ovlivňuje průběh obraacuteběniacute i vyacuteslednou kvalitu obrobku je obrobitelnost materiaacutelu Obrobitelnost keramickyacutech materiaacutelů je velice niacutezkaacute což je daacuteno předevšiacutem vysokou tvrdostiacute keramiky a tiacutem odolnosti proti vnikaacuteniacute ciziacutech těles do materiaacutelu Obraacuteběniacute keramickyacutech materiaacutelů je proto vysoce naacuteročneacute na naacutestroje a je maacutelo produktivniacute a proto takeacute velice draheacute Proto se keramickeacute materiaacutely zpracovaacutevajiacute rovnou do vyacuteslednyacutech tvarů pomociacute klasickyacutech metod zpracovaacuteniacute keramickyacutech materiaacutelů jako je např vytlačovaacuteniacute suspenzniacute litiacute nebo lisovaacuteniacute Pokud je obraacuteběniacute využiacutevaacuteno pak obvykle nějakyacutem způsobem dokončovaciacuteho obraacuteběniacute kde typickyacutem představitelem je broušeniacute nebo nějakyacutem z nekonvenčniacutech způsobů obraacuteběniacute jako je napřiacuteklad obraacuteběniacute laserem nebo ultrazvukem ktereacute jsou obecně vhodnějšiacute než konvečniacute metody obraacuteběniacute naacutestroji s definovanou geometriiacute Probleacutemem konvenčniacuteho způsobu obraacuteběniacute je že tvrdost naacutestroje musiacute byacutet vyššiacute než obraacuteběneacuteho materiaacutelu aby bylo vůbec možneacute vniknout naacutestrojem do obrobku a zahaacutejit proces řezaacuteniacute Pro konvenčniacute metody (a i pro experimentaacutelniacute čaacutest byl použit) jsou obvykle použiacutevaacuteny naacutestroje z polykrystalickeacuteho diamantu nebo kubickeacuteho nitridu boacuteru Vzhledem k vysokeacute tvrdosti keramiky ale i u polykrystalickeacuteho diamantu dochaacuteziacute k rychleacutemu opotřebeniacute břitu a to maacute velkyacute vliv na zmiacuteněnou produktivitu a cenu obraacuteběniacute Obecně je ale obrobitelnost jednotlivyacutech keramickyacutech materiaacutelů různaacute a zaacutevisiacute na materiaacutelech použityacutech pro vyacuterobu na způsobu zpracovaacuteniacute a poteacute na samotnyacutech řeznyacutech podmiacutenkaacutech [9 10 11]
Společnyacutem znakem všech způsobů obraacuteběniacute je že je nutneacute v materiaacutelu vytvořit minimaacutelně jednu anebo většiacute množstviacute prasklin a ty poteacute rozšiřovat v požadovaneacutem směru Povrch je tvořen soustavou lomovyacutech ploch přiacutepadně jednou lomovou plochou Trhlinu v materiaacutelu můžeme vytvořit pomociacute siloveacuteho působeniacute do materiaacutelu nebo pomociacute vysoce zkoncetrovaneacuteho energetickeacuteho paprsku (laser) Pokud vytvaacuteřiacuteme trhlinu mechanicky dochaacuteziacute k jejiacutemu vzniku tak že do materiaacutelu je vtlačovaacuten hrot nebo kliacuten Tyto naacutestroje nejsou nikdy dokonale ostreacute a majiacute nějakyacute poloměr zaobleniacute a proto dochaacuteziacute v miacutestě dotyku s obraacuteběnyacutem materiaacutelem ke vzniku kontaktniacute plošky pomociacute ktereacute se přenaacutešiacute vzaacutejemneacute siloveacute působeniacute V těchto miacutestech dochaacuteziacute k vysokyacutem tlakovyacutem zatiacuteženiacutem ktereacute ve směru do obraacuteběneacuteho materiaacutelu ustupujiacute a naopak se měniacute v zatiacuteženiacute tahoveacute Kromě tlakovyacutech a tahovyacutech napětiacute se v materiaacutelu vyskytuje i napětiacute smykoveacute [12]
Prvotně dochaacuteziacute k pružneacute deformaci materiaacutelu a při dosaženiacute meze kluzu dochaacuteziacute k nevratnyacutem změnaacutem v materiaacutelu Dochaacuteziacute ke vzniku trhlin a ty se daacutele šiacuteřiacute materiaacutelem Vzhledem ke složitosti krystalickeacute mřiacutežky kterou majiacute keramickeacute materiaacutely je pro atomy ve struktuře těžkeacute najiacutet novou rovnovaacutežnou polohu po siloveacutem působeniacute toto způsobuje vysokou křehkost keramiky a tiacutem rychlyacute vznik a šiacuteřeniacute trhlin keramickyacutemi materiaacutely [12]
Ke vzniku trhlin může dochaacutezet v některyacutech přiacutepadech až po jeho odlehčeniacute a to takovyacutem způsobem že dojde k narušeniacute materiaacutelu pod povrchem (plastickeacute deformaci) Působeniacutem sil na obraacuteběnyacute materiaacutel dochaacuteziacute k již zmiacuteněnyacutem tlakovyacutem silaacutem kteraacute zaacuteroveň braacuteniacute k oddaacuteleniacute atomů od sebe a tiacutem braacuteniacute vzniku praskliny Až po naacutesledneacutem uvolněniacute dochaacuteziacute k naacuterůstu tahovyacutech napětiacute a tiacutem k samotneacute tvorbě praskliny Toto odpruženiacute může vyvolat vylomeniacute střepů z povrchu materiaacutelu [12]
Jednaacute se o technologii podobnou broušeniacute ale nedochaacuteziacute ke smykoveacutemu napětiacute mezi naacutestrojem a obrobkem a takeacute je jinyacute mechanismus působeniacute abrazivniacuteho zrna na obraacuteběnyacute materiaacutel Podstatou obraacuteběniacute ultrazvukem je vrhaacuteniacute abrazivniacutech zrn vysokou rychlostiacute proti materiaacutelu obrobku Při naacuterazu se kinetickaacute energie čaacutestice měniacute na deformačniacute praacuteci Diacuteky křehkosti keramiky stačiacute i malaacute zrna (disponujiacuteciacute relativně malou kinetickou energiiacute) k vytvořeniacute trhlin a pokud dojde ke spojeniacute dvou (nebo viacutece) trhlin vzniknou maleacute čaacutestice ktereacute po naacutesledujiacuteciacutem naacuterazu dalšiacute čaacutestice jsou vytrženyacute z materiaacutelu Naacutestrojovaacute hlava neniacute nijak tvarově omezena a je proto možneacute vytvaacuteřet různeacute otvory nebo zahloubeniacute Jako naacutestrojovyacute materiaacutel je obvykle použita ocel Tento naacutestroj kmitaacute s frekvenciacute 10 až 20 kHz Zrna jsou mezi materiaacutelem a naacutestrojem a jsou ve formě suspenze kdy jsou smiacutechaacutena s lihem benziacutenem nebo vodou Přiacutetomnost kapaliny ulehčuje pronikaacuteniacute energie do miacutesta obraacuteběniacute Jako abrazivniacutech zrna se využiacutevaacute oxid hlinityacute karbid boacuteru karbid křemiacuteku nebo pro nejtvrdšiacute materiaacutely zrna diamantovaacute Velikost zrn je 10-100 μm [12 13]
Obr 21 Obraacuteběniacute ultrazvukem [12]
22 Otryskaacutevaacuteniacute
Otryskaacutevaacuteniacute je metoda obraacuteběniacute kteraacute je značně podobnaacute obraacuteběniacute ultrazvukem ale na energii abrazivniacutem zrnům miacutesto generaacutetoru kmitů dodaacutevaacute vrhaciacute zařiacutezeniacute Otryskaacutevaacuteniacute se využiacutevaacute jako k vrtaacuteniacute otvorů děleniacute materiaacutelů ale takeacute k meacuteně naacuteročneacutemu opracovaacuteniacute jako je zdrsněniacute povrchu nebo jeho dekorace Použiacutevanyacutemi
materiaacutely jsou oxid hlinityacute karbid křemiacuteku nebo pouze křemennyacute piacutesek (z tohoto materiaacutelu pochaacuteziacute rozšiacuteřenyacute naacutezev bdquopiacuteskovaacuteniacuteldquo) Velikost čaacutestic se pohybuje od 10 μm až po jednotky mm Toto maacute samozřejmě vliv i na vyacuteslednou přesnost opracovaacuteniacute i na kvalitu povrchu [12]
23 Obraacuteběniacute laserem
Laser je vhodnyacute pro obraacuteběniacute pokud je materiaacutel schopen pohlcovat světelnou energii Daacutele je důležitaacute takeacute tepelnaacute vodivost a odrazivost materiaacutelu určeneacuteho pro obraacuteběniacute laserem Čiacutem viacutece materiaacutel pohltiacute zaacuteřeniacute a čiacutem horšiacute maacute tepelnou vodivost a odrazivost tiacutem je vhodnějšiacute ke zpracovaacuteniacute laserem [12]
Laserem je možneacute vytvořit lokaacutelniacute poškozeniacute tak že laserem je zkoncentrovaacutena energie do jednoho miacutesta tak že dojde k taveniacute a poteacute k naacutesledneacutemu odpařovaacuteniacute materiaacutelu Na obvodu paprsku dochaacuteziacute k taveniacute materiaacutelu (diacuteky nižšiacute koncentraci energie) a uprostřed laseroveacuteho paprsku k jeho odpařovaacuteniacute Laseru se využiacutevaacute pro vrtaacuteniacute otvorů nebo na řezaacuteniacute Obvykle se použiacutevaacute pulzniacutech laserů kdy každyacute pulz v přiacutepadě vrtaacuteniacute malyacutech otvorů vytvořiacute otvor o hloubce a průměru přibližně desetiny mm Velkeacute otvory jsou vytvaacuteřeny tak že laser tvořiacute draacutehu o průměru otvoru Vyššiacute přesnosti otvoru se dosaacutehne přiacutepadně naacuteslednyacutem lapovaacuteniacutem otvoru Daacutele se lasery využiacutevajiacute na tvorbu ryacuteh na povrchu materiaacutelu Charakteristickyacutemi vlastnostmi laserů je vlnovaacute deacutelka jmenovityacute vyacutekon a pracovniacute režim [12]
23 Broušeniacute
Broušeniacute je jednou z dokončovaciacutech metod obraacuteběniacute Kdy působeniacutem abrazivniacutech zrn na materiaacutel dochaacuteziacute k oddělovaacuteniacute malyacutech třiacutesek z povrchu obrobku Brusnaacute zrna jsou umiacutestěna v brusneacutem naacutestroji naacutehodně a tedy vyacuteslednyacute naacutestroj nemaacute definovanou geometrii Brusnyacute kotouč je k obrobku přitlačovaacuten a zaacuteroveň vykonaacutevaacute posuvnyacute pohyb Jako brusneacute naacutestroje pro keramickeacute materiaacutely je využiacutevaacuteno diamantu karbidu křemiacuteku nebo oxidu hliniteacuteho Zrna miacutevajiacute velikost od jednotek do několika stovek μm v zaacutevislosti na požadavciacutech na vyacuteslednou kvalitu povrchu Zrna byacutevajiacute obvykle pevně spojena (vaacutezaneacute brusivo) ale někdy se využiacutevajiacute i zrna volnaacute ve formě suspenze (zrna v kapalině) Při broušeniacute jsou brusnaacute zrna vtlačovaacutena do obraacuteběneacuteho materiaacutelu po ktereacutem se smyacutekajiacute a odvalujiacute V miacutestě kontaktu jsou vysokaacute napětiacute a může dochaacutezet takeacute k plastickyacutem deformaciacutem (mikroskopickyacute rozsah) Oddělovaacuteniacute materiaacutelu dochaacuteziacute tak že zrna vylamujiacute a vytrhaacutevajiacute maleacute čaacutestice po odlehčeniacute může dochaacutezet k odpryacuteskaacutevaacuteniacute malyacutech čaacutestic Nejdůležitějšiacutemi parametry broušeniacute je měrnyacute vyacutekon broušeniacute objemovaacute uacutečinnost naacutestroje a měrnaacute energie broušeniacute [12]
24 Freacutezovaacuteniacute soustruženiacute a vrtaacuteniacute
Keramickeacute materiaacutely je možneacute obraacutebět i konvenčniacutemi metodami obraacuteběniacute ale je nutneacute použiacutevat naacutestroje na baacutezi polykrystalickeacuteho diamantu přiacutepadně kubickeacuteho nitridu boacuteru Pro zvyacutešeniacute trvanlivosti naacutestrojů a zkraacuteceniacute doby obraacuteběniacute je vhodneacute využiacutet předevšiacutem laseru na přiacutepravu obrobku z keramickeacuteho materiaacutelu a poteacute pouze
dokončit některou z konvenčniacutech metod obraacuteběniacute Vzhledem k vysokeacute křehkosti dochaacuteziacute při vnikaacuteniacute naacutestroje do keramiky k tvorbě trhlin v materiaacutelu takto narušenyacute materiaacutel se vylamuje a odpryacuteskaacutevaacute od povrchu Je nutneacute při obraacuteběniacute keramiky obraacutebět nižšiacutemi posuvovyacutemi rychlostmi protože dochaacuteziacute k vysokeacutemu naacuterůstu řeznyacutech sil a bylo by možneacute naacutesledneacute porušeniacute obrobku Třiacuteska vznikaacute obdobnyacutem způsobem jako při broušeniacute keramickyacutech materiaacutelů [12]
25 Freacutezovaacuteniacute
Freacutezovaacuteniacute probiacutehaacute rotačniacutem naacutestrojem kteryacute konaacute hlavniacute řeznyacute pohyb Posuvovyacute pohyb obvykle vykonaacutevaacute obraacuteběnaacute součaacutest a obvykle je v zaacuteběru několik zubů freacutezy Tvořiacute se třiacuteska kteraacute maacute proměnlivou tloušťku [17]
Freacutezovaacuteniacute obecně se rozděluje dle naacutestrojů na freacutezovaacuteniacute vaacutelcoveacute a čelniacute Z těchto zaacutekladniacutech druhů vychaacuteziacute dalšiacute druhy jako je freacutezovaacuteniacute okružniacute a planetoveacute Dalšiacute rozděleniacute je možneacute dle pohybů freacutezy a obrobku na sousledneacute a nesousledneacute [17]
251 Vaacutelcoveacute freacutezovaacuteniacute
Vaacutelcoveacute freacutezovaniacute probiacutehaacute freacutezou ve tvaru vaacutelce kdy jsou zuby vytvořeny jen po obvodu naacutestroje Použiacutevajiacute se předevšiacutem vaacutelcoveacute a tvaroveacute freacutezy Hloubka vrstvy odebiacuteraneacute freacutezou se nastavuje kolmo na posuvovou složku pohybu [17]
Sousledneacute freacutezovaacuteniacute
Naacutestroj rotuje ve směru posuvu obrobku a třiacuteska začiacutenaacute na maximaacutelniacutem průřezu a postupně se zmenšuje až na nulovou tloušťku Vyacuteslednaacute plocha tvořenaacute freacutezou vznikaacute při vyacutestupu freacutezy z materiaacutelu Pro sousledneacute freacutezovaacuteniacute je nutneacute vymezit vůli mezi posuvovyacutem šroubem a maticiacute stolu stroje Sousledneacute freacutezovaacuteniacute je na obraacutezku 22 [17]
Probiacutehaacute opačně než sousledneacute freacutezovaacuteniacute Naacutestroj konaacute rotačniacute pohyb proti směru posuvoveacuteho pohybu obrobku a tiacutem je tvořena vyacuteslednaacute plocha při vstupu freacutezy do materiaacutelu Třiacuteska postupně narůstaacute od nuloveacute tloušťky do maxima viz obraacutezek 23 [17]
Čelniacute freacuteza maacute zuby vytvořeny jak na obvodu tak na čele a hlavniacute osa je kolmaacute na směr posuvoveacute rychlosti Při symetrickeacutem čelniacutem freacutezovaacuteniacute je osa naacutestroje shodnaacute s osou symetrie obraacuteběneacute plochy viz obraacutezek 24 [17]
Obr 24 a) Čelniacute symetrickeacute freacutezovaacuteniacute b) Čelniacute nesymetrickeacute freacutezovaacuteniacute [17]
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
KERAMICKEacute MATERIAacuteLY
14 UacuteST FSI VUT v Brně
131 Vazby v keramickyacutech materiaacutelech
Kovalentniacute vazbu u keramickyacutech materiaacutelů tvořiacute obvykle dva nekovoveacute prvky (SiC Si3N4) Tento druh vazby vznikaacute tak že atomy sdiacutelejiacute elektrony ve svyacutech elektronovyacutech obalech Tato vazba je určenaacute i směrově (dochaacuteziacute k vytvaacuteřeniacute různyacutech druhů siacutetiacute) a nedochaacuteziacute k tak velkeacutemu přibliacuteženiacute atomů jako u iontoveacute vazby Typickyacutemi vlastnostmi materiaacutelů s kovalentniacute vazbou je vysokaacute chemickaacute odolnost tvrdost a elektronovaacute vodivost Naopak tyto materiaacutely dosahujiacute niacutezkyacutech hodnot tepelneacute roztažnosti a minimaacutelniacute tvaacuternosti [1 23] Iontovou vazbu tvořiacute obvykle kovovyacute prvek s kysliacutekem nebo dalšiacutemi nekovovyacutemi prvky (ZrO MgO) Tato vazba je tvořena elektrostatickyacutemi silami působiacuteciacutemi mezi opačně nabityacutemi ionty dvou prvků proto majiacute materiaacutely s iontovou vazbou vysokou hustotu (opačně nabiteacute atomy jsou přitaženy velkyacutemi silami k sobě na velmi malou vzdaacutelenost) Dalšiacutemi vlastnostmi materiaacutelů s iontovou vazbou je velkaacute tepelnaacute roztažnost niacutezkaacute iontovaacute vodivost a špatnaacute tvaacuternost [1 23] Nejčastěji se v keramickyacutech materiaacutelech vyskytuje kombinace obou vazeb a to vazba iontově-kovalentniacute Množstviacute zastoupeniacute vazeb v daneacutem keramickeacutem materiaacutelu je daacutena elektronegativitou jednotlivyacutech prvků zastoupenyacutech ve struktuře Zaacuteroveň poměr určuje typ krystalickeacute struktury V tabulce 12 jsou uvedeny poměry zastoupeniacute iontoveacute nebo kovalentniacute vazby v některyacutech keramickyacutech materiaacutelech [1] Tab 12 Podiacutel iontoveacute a kovalentniacute vazby ve vybranyacutech keramickyacutech materiaacutelech [1]
Keramickyacute
materiaacutel
Rozdiacutel elektronegativit
prvků
Iontovyacute
charakter
Kovalentniacute
charakter
MgO 3 77 23
Al2O3 2 63 37
Si3N4 12 30 70
SiC 07 11 89
132 Pohyb dislokaciacute v keramickyacutech materiaacutelech
Typ vazby daacutele ovlivňuje pohyby dislokaciacute v materiaacutelech Kovalentniacute i iontovaacute vazba maacute jak jiacutež bylo zmiacuteněno niacutezkou hodnotu tvaacuternosti což je způsobeno praacutevě velice omezenyacutem pohybem dislokaciacute v těchto materiaacutelech Tato vlastnost vyacuterazně snižuje mechanickeacute vlastnosti keramickyacutech materiaacutelů a tak omezuje jejich využitiacute jako materiaacutelu pro vysoce namaacutehaneacute konstrukčniacute prvky Malaacute pohyblivost dislokaciacute je způsobena v materiaacutelech s kovalentniacute vazbou tiacutem že pro pohyb dislokace je nutneacute přerušit směrově orientovaneacute vazby Přerušeniacutem těchto vazeb vznikajiacute vysokaacute P-N (Peierlsovo ndash Nabarrovo) napětiacute teacuteměř na uacuterovni pevnosti materiaacutelu Proto nedochaacuteziacute k teacuteměř žaacutedneacute plastickeacute deformaci ale rovnou ke křehkeacutemu lomu součaacutesti Daacutele je možnaacute zhoršenaacute maneacutevrovatelnost dislokaciacute v materiaacutelech s jednoduchou iontovou mřiacutežkou (MgO) Zde jsou napětiacute P-N podobnaacute jako u kovů ale neniacute splněna podmiacutenka pěti nezaacutevislyacutech skluzovyacutech systeacutemů a proto dochaacuteziacute k jevu že monokrystaly jsou tvaacuterneacute ale polykrystaly již tvaacuterneacute nejsou Ve většině keramickyacutech materiaacutelů dochaacuteziacute ke kombinaci obou přiacutepadů [24] Za rostouciacute teploty keramickyacutech materiaacutelů (stejně jako u dalšiacutech materiaacutelů) dochaacuteziacute k poklesu P-N napětiacute a tiacutem roste tvaacuternost Keramickeacute materiaacutely ale se staacutevajiacute tvaacuternyacutemi až teacuteměř při dosaženiacute teploty taveniacute [24]
KERAMICKEacute MATERIAacuteLY
15 UacuteST FSI VUT v Brně
133 Poruchy v keramickyacutech materiaacutelech
V keramickyacutech materiaacutelech se vyskytujiacute bodoveacute čaacuteroveacute a plošneacute poruchy materiaacutelu (teacutež nazyacutevaneacute dislokace) Bodoveacute poruchy vznikajiacute buď jako vakance (chybějiacuteciacute atom) intersticiaacutelniacute (uzavřeneacute atomy mimo svoji polohu v krystalickeacute mřiacutežce) atomy nebo ionty Daacutele se mohou vyskytovat atomy jineacute laacutetky uzavřeneacute v krystalickeacute struktuře Bodoveacute poruchy krystalickeacute mřiacutežky nejsou přiacuteliš vyacuteznamneacute protože jsou obvykle izolovaacuteny v maleacutem prostoru Nejvyacuteznamnějšiacute jsou poruchy čaacuteroveacute ktereacute umožňujiacute plastickou deformaci materiaacutelu Čaacuteroveacute poruchy jsou buď šrouboveacute hranoveacute nebo jejich kombinace Hranoveacute poruchy vznikajiacute tak že v některyacutech miacutestech přebyacutevaacute řada atomů Šrouboveacute poruchy vznikajiacute tak že roviny kolmeacute k dislokačniacute čaacuteře tvořiacute šroubovou plochu Plošneacute poruchy materiaacutelu majiacute vliv předevšiacutem na hraniciacutech zrn [12 24]
Obr 15 a) Hranovaacute b) šroubovaacute porucha materiaacutelu [25]
14 Vlastnosti keramickyacutech materiaacutelů
Keramickeacute materiaacutely majiacute rozdiacutelneacute vlastnosti ktereacute jsou zaacutevisleacute na samotneacutem chemickeacutem složeniacute a jeho čistotě krystalickeacute struktuře a na způsobu jakyacutem je keramickyacute materiaacutel zpracovaacuten Celeacute vyacuterobky z keramiky jsou z hlediska vlastnostiacute homogenniacute přestože jednotliveacute krystaly majiacute sveacute vlastnosti rozdiacutelneacute a i vlastnosti jednotliveacuteho krystalu v různyacutech směrech jsou odlišneacute To že vlastnosti konečneacuteho vyacuterobku jsou ve všech směrech stejneacute je způsobeno tiacutem že je ve vyacuterobku rozloženo velkeacute množstviacute nahodile rozmiacutestěnyacutech krystalů Dalšiacute vlastnostiacute keramiky je to že je poacuterovitaacute a to způsobuje že v některyacutech miacutestech je uzavřen vzduch tedy materiaacutel kteryacute nemaacute žaacutednou pevnost ani hmotnost Obecnyacutemi a velice důležityacutemi vlastnostmi keramickyacutech materiaacutelů je vysokaacute tvrdost žaacuteruvzdornost odolnost proti otěru i proti chemikaacuteliiacutem naopak nejsou odolneacute v tahu a ohybu (dochaacuteziacute ke křehkeacutemu lomu) Co se tyacuteče elektrickyacutech vlastnostiacute keramickeacute materiaacutely jsou obvykle izolanty ale neniacute to pravidlem a mohou se vyskytovat keramickeacute materiaacutely ktereacute jsou piezoelektrickeacute polovodiveacute nebo pyroelektrickeacute Podobně jako elektrickaacute vodivost i pro vodivost tepelnou jsou keramickeacute materiaacutely obvykle izolanty ale existujiacute i takoveacute ktereacute teplo vedou jako kovy [3 23]
141 Elastickeacute vlastnosti
Pokud jsou keramickeacute materiaacutely vystaveny kraacutetkodobeacutemu a relativně maleacutemu siloveacutemu působeniacute chovajiacute se dle Hookova zaacutekona (prodlouženiacute je přiacutemo uacuteměrneacute zatěžujiacuteciacutemu napětiacute) tedy elasticky a po odlehčeniacute se vraciacute do sveacuteho původniacuteho
a) b)
KERAMICKEacute MATERIAacuteLY
16 UacuteST FSI VUT v Brně
tvaru bez poškozeniacute Poměrneacute prodlouženiacute (nebo zkraacuteceniacute) v daneacute ose můžeme vypočiacutetat dle vztahů 11 až 13 [5 12]
kde εxyz [-] - poměrneacute prodlouženiacute
σxyz [Mpa] - normaacuteloveacute napětiacute v daneacute ose
Modul pružnosti je pro keramickeacute materiaacutely značně odlišnyacute pro běžnyacute porcelaacuten je hodnota přibližně 70 GPa naopak slinuteacute karbidickeacute keramiky mohou dosahovat hodnot až 500 GPa Širokyacute interval hodnot modulu pružnosti u keramickyacutech materiaacutelů je způsoben tiacutem že modul pružnosti ovlivňuje samotneacute složeniacute keramickeacuteho materiaacutelu daacutele jeho mikrostruktura (uspořaacutedaacuteniacute podiacuteloveacute zastoupeniacute jednotlivyacutech faacuteziacute) Pro dvoufaacutezoveacute systeacutemy (jednoho druhu keramickeacuteho materiaacutelu a poacuterů) je možneacute určit modul pružnosti dle empirickeacuteho vztahu 14 Keramickeacute materiaacutely dosahujiacute hodnot Poissonova čiacutesla v rozmeziacute od 017 do 036 [5 12]
kde E0 [GPa] - modul pružnosti keramickeacuteho materiaacutelu bez poacuterů
VP [-] - objemoveacute množstviacute poacuterů
ab [-] - součiniteleacute tvaru poacuterů [5]
142 Plastickeacute vlastnosti
Za normaacutelniacutech teplot je keramika obvykle tvrdaacute křehkaacute ale mohou nastat přiacutepady kdy tomu tak neniacute ani za normaacutelniacutech teplot Za zvyacutešenyacutech teplot dochaacuteziacute k plastickeacutemu chovaacuteniacute keramickyacutech materiaacutelů Za normaacutelniacutech teplot je možneacute dosaacutehnout plastickeacuteho chovaacuteniacute keramickyacutech materiaacutelů kdy dochaacuteziacute k deformaci pouze minimaacutelniacuteho množstviacute materiaacutelu relativně vysokyacutem zatiacuteženiacutem toto je splněno při měřeniacute mikrotvrdosti kdy po diamantoveacutem indentoru zůstane otisk v materiaacutelu [5 12] Pokud je deformovaacuten pouze jednotlivyacute krystal keramickeacuteho materiaacutelu dochaacuteziacute ke skluzu čaacutestiacute krystalu Tyto skluzy se vnikajiacute tak že dochaacuteziacute k přesmykovaacuteniacute ktereacute ještě ulehčujiacute čaacuteroveacute dislokace v krystalu Daacutele může vznikat plastickaacute deformace jednotliveacuteho krystalu dvojčatěniacutem Velikost možneacute plastickeacute deformace je značně ovlivňovaacutena pohyblivostiacute a maneacutevrovatelnostiacute dislokaciacute v materiaacutelu [5 12]
( )[ ] 1-times+-= Ezyxx ssmse (11)
( )[ ] 1-times+-= Eyzyy ssmse (12)
( )[ ] 1-times+-= Eyxzz ssmse (13)
( )2
0 1 PP bVaVEE +-= [GPa] (14)
KERAMICKEacute MATERIAacuteLY
17 UacuteST FSI VUT v Brně
143 Creep
Creep (pomaleacute tečeniacute) je vlastně plastickeacute deformovaacuteniacute materiaacutelu ktereacute je ale obvykle provaacuteděno za zvyacutešenyacutech teplot Jednaacute se o velice důležitou charakteristiku pro keramickeacute materiaacutely (keramika může byacutet zkoušena za teplot nad 1 000 degC) a proto bude pro creep věnovaacutena jedna samostatnaacute kapitola Creep se vyznačuje tiacutem že k němu dochaacuteziacute při dlouhodobeacutem zatiacuteženiacute (při namaacutehaacuteniacute ktereacute nedosahuje meze kluzu materiaacutelu) za zvyacutešeneacute teploty Vyacutestupem z těchto zkoušek je takovaacute znalost o materiaacutelu že je znaacutemo za jakou dobu při daneacute teplotě a zatiacuteženiacute dojde ke stanoveneacutemu prodlouženiacute zkušebniacuteho vzorku Teacuteto znalosti můžeme využiacutet při navrhovaacuteniacute žaacuteruvzdornyacutech keramickyacutech vyacuterobků [5 12]
Obr 16 Tečeniacute materiaacutelu za různyacutech teplot [5]
Křivky tečeniacute materiaacutelu zatiacuteženeacuteho stejnyacutem zatiacuteženiacutem ale při jineacute teplotě jsou vyobrazeny na obraacutezku 16 Po počaacutetečniacutem pružneacutem prodlouženiacute naacutesleduje faacuteze kdy rychlost tečeniacute pomalu klesaacute V posledniacute faacutezi dochaacuteziacute ke zvyacutešeniacute rychlosti což je způsobeno ztenčeniacutem průřezu zatěžovaneacuteho vzorku a daacutele takeacute vlivem dutin ktereacute se objevujiacute ve vzorku K porušeniacute vzorku ale může dojiacutet již ve druheacutem staacutediu tečeniacute [5 26]
kde eamp [s-1] - rychlost poměrneacuteho prodlouženiacute
T [degK] - absolutniacute teplota
k [-] - konstanta
T0 [-] - konstanta [5]
Rychlost deformovaacuteniacute vzorku je možneacute ze vztahu 15 ze ktereacuteho je patrneacute že zmiacuteněnaacute rychlost roste se zvyšujiacuteciacutem se napětiacute a teplotou Creep se u keramickyacutech
T
T
n ek0-
timestimes= seamp [s-1] (15)
KERAMICKEacute MATERIAacuteLY
18 UacuteST FSI VUT v Brně
materiaacutelů objevuje při dosaženiacute polovičniacute teploty než je teplota taacuteniacute daneacuteho keramickeacuteho materiaacutelu [5]
144 Pevnost
Deformace keramickyacutech materiaacutelů probiacutehaacute do teacute doby než se objeviacute křehkyacute lom v materiaacutelu Křehkyacute lom se objevuje protože se netvořiacute žaacutednaacute plastickaacute deformace viditelnaacute pouhyacutem okem Prvotniacute porušeniacute keramickyacutech materiaacutelů se objevuje na jejich povrchu Toto porušeniacute je často vyvolaacuteno tahovyacutemi napětiacutemi Odolnost keramickyacutech materiaacutelů je v tahu vyacuteznamně nižšiacute než v tlaku (až 10x nižšiacute v tahu) Materiaacutely použiacutevaneacute pro izolaci majiacute pevnost v tahu na uacuterovni 10 MPa tradičniacute keramickeacute vyacuterobky dosahujiacute pevnosti v tlaku až 150 MPa Pro vysoce čisteacute keramickeacute materiaacutely (Al2O3) s velikostiacute zrn v řaacutedu μm je možneacute dosaacutehnout vyacuterazně vyššiacutech pevnostiacute i v ohybu a to až 600 Mpa Daacutele se vyskytujiacute speciaacutelniacute keramickeacute materiaacutely s pevnostiacute v tahu až 1 000 MPa [12 27] Pevnost keramickyacutech materiaacutelů je ovlivňovaacutena mnoha faktory napřiacuteklad poacutery trhlinami velikostiacute zrn a inkluzemi Pro keramickeacute materiaacutely je z pohledu pevnosti velice důležityacute faktor poacuterovitosti kdy existence poacuterů zmenšuje průřez a daacutele působiacute jako koncentraacutetor napětiacute [5 12]
V tabulce 13 jsou uvedeny materiaacuteloveacute charakteristiky některyacutech keramickyacutech materiaacutelů Tab 13 Vybraneacute keramickeacute materiaacutely a jejich pevnost [3]
Materiaacutel E Rm (v tlaku) Rm (v ohybu)
[GPa] [MPa] [MPa]
Al2O3 400 - 410 3000 350 - 400
SiC 410 - 480 2000 250 - 400
Si3N4 200 - 310 1200 700 - 800
ZrO2 150 - 200 2000 100 - 200
145 Křehkost
Fakt že keramickeacute materiaacutely jsou křehkeacute je způsoben dvěma faktory jeden je principiaacutelniacute a druhyacute vedlejšiacute Principiaacutelniacute křehkost keramickyacutech materiaacutelů je způsobena tiacutem že přechodovaacute teplota keramiky je vyššiacute než běžnaacute teplota Pokud tento jev nastaacutevaacute tak neniacute materiaacutel schopen se teacuteměř vůbec plasticky deformovat a dochaacuteziacute ke křehkeacutemu lomu Je tedy ztiacuteženaacute pohyblivost a maneacutevrovatelnost dislokaciacute Dalšiacutem vlivem je že v materiaacutelech vaacutezaneacute kovalentniacute a iontovou vazbou je zhoršeneacute navaacutezaacuteniacute mřiacutežek na hraniciacutech zrn což maacute za naacutesledek že pevnost mezi zrny je sniacutežena Vedlejšiacutemi přiacutečinami jsou obecně nehomogenity v materiaacutelu špatneacute slinutiacute a tiacutem dalšiacute oslabeniacute vazeb na hraniciacutech zrn nebo existence skelneacute faacuteze Daacutele se vyskytujiacute poacutery a trhliny Vedlejšiacute přiacutečiny jsou obvykle důvodem k porušeniacute u tradičniacute keramiky u technickeacute keramiky je tento jev již značně omezen ale staacutele se může vyskytovat [5 12]
KERAMICKEacute MATERIAacuteLY
19 UacuteST FSI VUT v Brně
146 Tvrdost
Obecnaacute definice tvrdosti materiaacutelu je že tvrdost je odpor materiaacutelu před vnikaacuteniacutem ciziacuteho objektu do materiaacutelu Je velkeacute množstviacute metod pro měřeniacute tvrdosti ktereacute jsou vhodneacute pro různeacute materiaacutely Pro měřeniacute tvrdosti jsou vhodneacute naacutesledujiacuteciacute metody Rockwell Vickers a Knoop Tvrdost keramiky dosahuje na Mohsově stupnici hodnot 8 ndash 9 pro technickou oxidickou keramiku a 9 ndash 95 pro keramiku neoxidickou Po diamantu kteryacute maacute tvrdost 10 se jednaacute o nejtvrdšiacute materiaacutely jakeacute se vyskytujiacute [3 5]
15 Vyacuteroba keramickyacutech materiaacutelů
Nejobvyklejšiacute způsob vyacuteroby keramiky je použitiacute praacuteškoveacute směsi a jejiacute naacutesledneacute slinovaacuteniacute za vysokeacute teploty Slinovaacuteniacutem dochaacuteziacute takeacute ke zhutněniacute směsi (sniacuteženiacute obsahu poacuterů) Vzhledem k působeniacute vysokyacutech teplot může dojiacutet ke změně vlastnostiacute a vyacuteslednyacute vyacuterobek může miacutet jineacute vlastnosti než vstupniacute surovina Pro tradičniacute keramiku jsou jako krystalickeacute faacuteze typickeacute přiacuterodniacute materiaacutely Naopak pro pokročileacute technickeacute keramickeacute materiaacutely jsou využiacutevaacuteny materiaacutely ktereacute neniacute možneacute v přiacuterodě naleacutezt Vyacuteroba keramickyacutech materiaacutelů je složena z několika kroků Prvotniacutem krokem je přiacuteprava směsi pokračuje se vytvarovaacuteniacutem do požadovaneacuteho tvaru a poteacute je vyacuterobek dehydratovaacuten Konečnou uacutepravou je zpravidla nějakyacute druh tepelneacuteho zpracovaacuteniacute kdy nejčastěji se využiacutevaacute vypalovaacuteniacute u tradičniacute keramiky a slinovaacuteniacute u keramiky technickeacute [1 2 5]
151 Přiacuteprava směsi
Vyacuteslednaacute kvalita a takeacute technologie vyacuteroby keramickyacutech materiaacutelů je značně zaacutevislaacute na kvalitě vstupniacutech surovin Vlastnosti ktereacute se sledujiacute u vstupniacutech surovin pro keramickeacute materiaacutely jsou např chemickeacute složeniacute velikost tvar a povrch zrn Přiacuterodniacute materiaacutely jsou obvykle značně rozdiacutelneacute a proto je nutneacute vlastnosti vstupniacutech materiaacutelů sledovat Přiacuteprava směsiacute obvykle probiacutehaacute tak že materiaacutely jsou smiacutechaacuteny a namlety naraacutez Je nutneacute použiacutevat takoveacute mleciacute kameny aby nedochaacutezelo k jejich porušovaacuteniacutem a tiacutem přimiacutechaacutevaacuteniacute nežaacutedouciacutech přiacuteměsiacute do mleteacute směsi Pro sniacuteženiacute poacuterovitosti je vhodneacute miacutet rozdiacutelně velkeacute čaacutestice a to z toho důvodu že při vytvarovaacuteniacute dojde k vyplněniacute volnyacutech prostorů mezi většiacutemi čaacutesticemi čaacutesticemi menšiacutemi Miacuteseniacute může probiacutehat bez přimiacutechaacuteniacute kapaliny (obvykle voda) nebo v suspenzi V přiacutepadě miacuteseniacute s vodou je nutneacute tuto vodu po promiacuteseniacute odstranit např rozprašovaacuteniacutem Vyacutesledkem je čistyacute granulaacutet ve ktereacutem jsou smiacutechaneacute všechny materiaacutely [5]
152 Tvarovaacuteniacute
Tvarovaacuteniacute začiacutenaacute aglomeraciacute jehož podstata je v tom že do směsi keramickyacutech praacutešků se přidajiacute dalšiacute laacutetky Jsou přidaacutevaacuteny takoveacute laacutetky aby bylo možneacute vytvořit ze sucheacuteho praacutešku požadovanyacute tvar vyacutesledneacuteho vyacuterobku a takeacute usnadnit jeho tvarovaacuteniacute a celkově zlepšit jeho vlastnosti Přidaacutevajiacute se různaacute pojiva maziva a daacutele můžou byacutet použita smaacutečedla Tvarovaacuteniacute může probiacutehat za tepla ale takeacute za studena (za normaacutelniacute teploty) ktereacute je použiacutevaacuteno častěji Nejčastěji se pro tvarovaacuteniacute využiacutevaacute různyacutech druhů lisovaacuteniacute popřiacutepadě litiacute vstřikovaacuteniacute nebo vytlačovaacuteniacute Ciacutelem tvarovaacuteniacute je jednak vytvořit zaacutekladniacute tvar keramickeacuteho vyacuterobku zajistit jeho určitou hutnost a takeacute zajistit aby takto zpracovanyacute polotovar ziacuteskal dostatečnou pevnost pro manipulaci během vyacuteroby [1 2 4 7]
KERAMICKEacute MATERIAacuteLY
20 UacuteST FSI VUT v Brně
Tab 14 Metody pro tvarovaacuteniacute keramiky [28]
Lisovaacuteniacute Pro lisovaacuteniacute se obvykle použiacutevaacute suchyacutech přiacutepadně polosuchyacutech směsiacute (vlhkost do 15 ) ale mohou se lisovat i směsi mokreacute Rozhodnutiacute jakyacute způsob (suchaacute nebo mokraacute směs) se použije zaacutevisiacute na druhu zpracovaacutevaneacuteho materiaacutelu Suchyacutech směsiacute se využiacutevaacute pro lisovaacuteniacute běžnyacutech keramickyacutech vyacuterobků jako jsou např dlaždice Maximaacutelniacute tlak použiacutevanyacute pro běžneacute jednosměrneacute lisovaacuteniacute je až 200 MPa Vlastnosti lisovanyacutech vyacuterobků nejsou homogenniacute což je způsobeno třeniacutem mezi stěnami formy a keramickyacutem materiaacutelem Pro zlepšeniacute vlastnostiacute se daacutele použiacutevaacute oboustranneacuteho nebo izostatickeacuteho lisovaacuteniacute (lisovaacuteniacute ze všech stran) Dalšiacutemi použiacutevanyacutemi druhy lisovaacuteniacute jsou přetokoveacute piacutestoveacute a žaacuteroveacute lisovaacuteniacute [4 7 24] Přetokoveacute lisovaacuteniacute Pro přetokoveacute lisovaacuteniacute se použiacutevaacute otevřenyacutech kovovyacutech forem jejichž hloubka je shodnaacute s vyacuteslednou vyacuteškou vyacutelisku Použiacutevaacute se lisovaciacutech tlaků v rozmeziacute 5 až 8 MPa Je nutneacute zajistit dostatečnou pevnost vyacutelisku pro jeho manipulaci Vhodneacute pro tvarově složitějšiacute vyacutelisky [7] Piacutestoveacute lisovaacuteniacute Vhodneacute pro vyacuterobu vyacutelisků s minimaacutelniacutem obsahem vody Pro vysokou kvalitu vyacutelisku je nutneacute zajistit rovnoměrneacute rozloženiacute směsi ve vyacutelisku proto je nutneacute sledovat naacutesyp směsi do formy Dalšiacutemi důležityacutemi faktory pro piacutestoveacute lisovaacuteniacute je působeniacute poměr vyacutešky a průměru požiteacute formy a působeniacute lisovaciacutech siacutel [7] Izostatickeacute lisovaacuteniacute Pro tento způsob lisovaacuteniacute se použiacutevaacute směsiacute ktereacute majiacute niacutezkyacute obsah vody a použiacutevaacute se velkyacutech lisovaciacutech tlaků v rozmeziacute 100 až 400 MPa Izostatickeacute lisovaacuteniacute je vyacutehodneacute protože dochaacuteziacute k působeniacute lisovaciacute siacutely ve všech směrech Tiacutem dochaacuteziacute ke zlepšeniacute vyacuteslednyacutech vlastnostiacute z důvodu zvyacutešeniacute homogenity vyacutelisku Izostatickeacute lisovaacuteniacute může probiacutehat do sucheacute nebo do mokreacute formy Lisovaacuteniacute do sucheacute formy je vhodneacute pro menšiacute vyacutelisky ktereacute jsou tvarově složitějšiacute Mokryacutech forem se využiacutevaacute na velkeacute a tvarově jednoducheacute odlitky [7]
KERAMICKEacute MATERIAacuteLY
21 UacuteST FSI VUT v Brně
Žaacuteroveacute lisovaacuteniacute Velice naacuteročnaacute a drahaacute metoda zpracovaacuteniacute keramickyacutech materiaacutelů což je způsobeno tiacutem že se lisuje za velice vysokyacutech teplot ktereacute dosahujiacute až 2 000 degC za použitiacute ochranneacute atmosfeacutery Použiacutevaacute se lisovaciacutech tlaků ve vyacuteši 40 až 60 MPa Metoda vhodnaacute pro technickou oxidovou nebo neoxidovou keramiku a diacuteky slinovaacuteniacute (dosahuje se vyššiacutech teplot než při běžneacutem slinovaacuteniacute) ktereacute při žaacuteroveacutem lisovaacuteniacute nastaacutevaacute dochaacuteziacute ke zhutněniacute materiaacutelu a dosahuje se objemoveacute hmotnosti teacuteměř stejneacute jako je hustota čisteacuteho materiaacutelu [5 7] Izostatickeacute žaacuteroveacute lisovaacuteniacute Pro tento druh lisovaacuteniacute se použiacutevaacute inertniacutech plynů Nejprve se vylisuje prvotniacute vyacutelisek (obvykle piacutestovyacutem nebo izostatickyacutem způsobem) a takto připravenyacute vyacutelisek je možneacute ještě vypaacutelit Poteacute je uzavřen do pouzdra kteryacutem nemůže proniknout inertniacute plyn Takto je poteacute uložen do naacutedoby s inertniacutem plynem a vložen do pece Plyn působiacute lisovaciacutem tlakem Takto vyrobenyacute vyacuterobek maacute objemovou hmotnost teacuteměř shodnou s hustotou a takeacute vysokou pevnost Obvykle naacutesledujiacute dalšiacute uacutepravy vyacuterobku předevšiacutem jeho broušeniacute Slinovaacuteniacute je ovlivňovaacuteno teplotou a tlakem viz obraacutezek 17 [5 7]
Obr 17 Vliv teploty a tlaku na slinovaacuteniacute Al2O3 [5]
Suspenzniacute litiacute Metoda suspezniacuteho litiacute je vhodnaacute pro tenkostěnneacute složiteacute a nesymetrickeacute vyacuterobky Pro vyacuterobu se použiacutevaacute saacutedrovyacutech forem Jakmile je suspenze nalita do formy forma nasaje čaacutest vody a tiacutem se na rozhraniacute formy a směsi vytvořiacute slupka Po určiteacutem čase se vylije přebytečnaacute suspenze z formy Tenkostěnneacute vyacuterobky je nutneacute nechat odsaacutevat vodu několik minut a tlustostěnneacute vyacuterobky i několik hodin Vyacuterobek se z formy vyjiacuteme až v okamžiku kdy dosaacutehne dostatečneacute pevnosti aby bylo
KERAMICKEacute MATERIAacuteLY
22 UacuteST FSI VUT v Brně
možneacute s vyacuterobkem manipulovat Postup vyacuteroby tenkostěnneacuteho vyacuterobku je na obraacutezku 18 a plneacuteho diacutelu na obraacutezku 19 [1 29]
Injekčniacute vstřikovaacuteniacute Podstatou vstřikovaacuteniacute je že do formy je za pomoci tlaku vstřiacuteknuta suspenze ve ktereacute je obsažen keramickyacute materiaacutel V okamžiku kdy polotovar ziacuteskaacute manipulačniacute pevnost je vytažen z formy Po zformovaacuteniacute je za zvyacutešeneacute teploty odstraněno termoplastickeacute pojivo a naacutesleduje slinovaacuteniacute Metoda injekčniacuteho vstřikovaacuteniacute je vhodnaacute pro vyacuterobu velkeacuteho množstviacute rozměrově menšiacutech a tvarově stejnyacutech vyacuterobků Použiacutevaacute se pro vyacuterobu lopatek turbiacuten ventilů nebo biokeramickyacutech proteacutez Nevyacutehodou je nutnost investovat velkeacute finančniacute prostředky na pořiacutezeniacute strojů a forem [1] Vytlačovaacuteniacute Tvar vyacutesledneacuteho vyacuterobku je u vytlačovaacuteniacute dosažen tak že se vytlačuje směs pojiva a keramickeacuteho praacutešku přes naacutestroj Metoda použiacutevanaacute pro vyacuterobu profilů izolaacutetorů pro elektrotechnickyacute průmysl a jinyacutech vyacuterobků z technickeacute keramiky [1]
153 Sušeniacute
Polotovary keramickyacutech vyacuterobků se sušiacute z důvody sniacuteženiacute množstviacute pojiva ktereacute bylo do směsi přidaacuteno aby bylo možneacute vyacuterobek vytvarovat Teplota sušeniacute je zaacutevislaacute na požiteacutem pojivu ve směsi Pokud je použita voda sušeniacute probiacutehaacute při
KERAMICKEacute MATERIAacuteLY
23 UacuteST FSI VUT v Brně
teplotaacutech do 100 degC ale pokud je obsaženo nějakeacute pojivo na baacutezi organickeacuteho materiaacutelu je teplota až 300 degC Sušiacute se po dobu 1 dne i deacutele v zaacutevislosti na velikosti vyacuterobku Při sušeniacute dochaacuteziacute k poklesu objemu polotovaru dochaacuteziacute ke styku jednotlivyacutech zrn keramickeacuteho materiaacutelu což je způsobeno odpařovaacuteniacutem pojiva z polotovaru Při dosaženiacute kritickeacute dochaacuteziacute k naacuterůstu kapilaacuterniacutech sil ktereacute způsobujiacute smrštěniacute polotovaru Smršťovaacuteniacute probiacutehaacute až do okamžiku kdy dojde k doteku jednotlivyacutech krystalů Je nutneacute vysušit polotovar rovnoměrně aby nevznikala tahovaacute napětiacute Při jejich vzniku dochaacuteziacute ke sniacuteženiacute pevnosti kdy může nastat i porušeniacute vyacuterobku [1]
Posledniacute čaacutestiacute řetězce při vyacuterobě keramickyacutech vyacuterobků je tepelneacute zpracovaacuteniacute Přiacute slinovaacuteniacute dochaacuteziacute k redukci velikosti poacuterů v materiaacutelu Tiacutem dochaacuteziacute ke zpevněniacute a tak ziacuteskaacutevaacute vyacuterobek konečnou pevnost Působeniacutem difůze mezi zrny dochaacuteziacute ke spojeniacute jednotlivyacutech zrn v jeden celek Teploty pro slinovaacuteniacute keramiky je v intervalu od 1 000 degC ndash 1 400 degC Žaacuteruvzdorneacute materiaacutely a technickou keramiku je nutneacute slinovat za teplot vyššiacutech a to až 1 700 degC Doba slinovaacuteniacute je obvykle značně dlouhaacute (v řaacutedu desiacutetek hodin) Toto je daacuteno tiacutem že je nutneacute dlouho vyacuterobek nahřiacutevat poteacute naacutesleduje samotneacute slinovaacuteniacute a pak velice pomaleacute ochlazovaacuteniacute Rychlost ochlazovaacuteniacute neniacute možneacute zvyacutešit jinak by došlo ke vzniku nežaacutedouciacutech napětiacute a tiacutem ke sniacuteženiacute pevnosti [1 4 5 29 30]
Obr 19 Princip slinovaacuteniacute jak probiacutehaacute v mikrostruktuře materiaacutelu [31]
Pro obraacuteběniacute obecně je jedniacutem z nejdůležitějšiacutech parametrů kteryacute ovlivňuje průběh obraacuteběniacute i vyacuteslednou kvalitu obrobku je obrobitelnost materiaacutelu Obrobitelnost keramickyacutech materiaacutelů je velice niacutezkaacute což je daacuteno předevšiacutem vysokou tvrdostiacute keramiky a tiacutem odolnosti proti vnikaacuteniacute ciziacutech těles do materiaacutelu Obraacuteběniacute keramickyacutech materiaacutelů je proto vysoce naacuteročneacute na naacutestroje a je maacutelo produktivniacute a proto takeacute velice draheacute Proto se keramickeacute materiaacutely zpracovaacutevajiacute rovnou do vyacuteslednyacutech tvarů pomociacute klasickyacutech metod zpracovaacuteniacute keramickyacutech materiaacutelů jako je např vytlačovaacuteniacute suspenzniacute litiacute nebo lisovaacuteniacute Pokud je obraacuteběniacute využiacutevaacuteno pak obvykle nějakyacutem způsobem dokončovaciacuteho obraacuteběniacute kde typickyacutem představitelem je broušeniacute nebo nějakyacutem z nekonvenčniacutech způsobů obraacuteběniacute jako je napřiacuteklad obraacuteběniacute laserem nebo ultrazvukem ktereacute jsou obecně vhodnějšiacute než konvečniacute metody obraacuteběniacute naacutestroji s definovanou geometriiacute Probleacutemem konvenčniacuteho způsobu obraacuteběniacute je že tvrdost naacutestroje musiacute byacutet vyššiacute než obraacuteběneacuteho materiaacutelu aby bylo vůbec možneacute vniknout naacutestrojem do obrobku a zahaacutejit proces řezaacuteniacute Pro konvenčniacute metody (a i pro experimentaacutelniacute čaacutest byl použit) jsou obvykle použiacutevaacuteny naacutestroje z polykrystalickeacuteho diamantu nebo kubickeacuteho nitridu boacuteru Vzhledem k vysokeacute tvrdosti keramiky ale i u polykrystalickeacuteho diamantu dochaacuteziacute k rychleacutemu opotřebeniacute břitu a to maacute velkyacute vliv na zmiacuteněnou produktivitu a cenu obraacuteběniacute Obecně je ale obrobitelnost jednotlivyacutech keramickyacutech materiaacutelů různaacute a zaacutevisiacute na materiaacutelech použityacutech pro vyacuterobu na způsobu zpracovaacuteniacute a poteacute na samotnyacutech řeznyacutech podmiacutenkaacutech [9 10 11]
Společnyacutem znakem všech způsobů obraacuteběniacute je že je nutneacute v materiaacutelu vytvořit minimaacutelně jednu anebo většiacute množstviacute prasklin a ty poteacute rozšiřovat v požadovaneacutem směru Povrch je tvořen soustavou lomovyacutech ploch přiacutepadně jednou lomovou plochou Trhlinu v materiaacutelu můžeme vytvořit pomociacute siloveacuteho působeniacute do materiaacutelu nebo pomociacute vysoce zkoncetrovaneacuteho energetickeacuteho paprsku (laser) Pokud vytvaacuteřiacuteme trhlinu mechanicky dochaacuteziacute k jejiacutemu vzniku tak že do materiaacutelu je vtlačovaacuten hrot nebo kliacuten Tyto naacutestroje nejsou nikdy dokonale ostreacute a majiacute nějakyacute poloměr zaobleniacute a proto dochaacuteziacute v miacutestě dotyku s obraacuteběnyacutem materiaacutelem ke vzniku kontaktniacute plošky pomociacute ktereacute se přenaacutešiacute vzaacutejemneacute siloveacute působeniacute V těchto miacutestech dochaacuteziacute k vysokyacutem tlakovyacutem zatiacuteženiacutem ktereacute ve směru do obraacuteběneacuteho materiaacutelu ustupujiacute a naopak se měniacute v zatiacuteženiacute tahoveacute Kromě tlakovyacutech a tahovyacutech napětiacute se v materiaacutelu vyskytuje i napětiacute smykoveacute [12]
Prvotně dochaacuteziacute k pružneacute deformaci materiaacutelu a při dosaženiacute meze kluzu dochaacuteziacute k nevratnyacutem změnaacutem v materiaacutelu Dochaacuteziacute ke vzniku trhlin a ty se daacutele šiacuteřiacute materiaacutelem Vzhledem ke složitosti krystalickeacute mřiacutežky kterou majiacute keramickeacute materiaacutely je pro atomy ve struktuře těžkeacute najiacutet novou rovnovaacutežnou polohu po siloveacutem působeniacute toto způsobuje vysokou křehkost keramiky a tiacutem rychlyacute vznik a šiacuteřeniacute trhlin keramickyacutemi materiaacutely [12]
Ke vzniku trhlin může dochaacutezet v některyacutech přiacutepadech až po jeho odlehčeniacute a to takovyacutem způsobem že dojde k narušeniacute materiaacutelu pod povrchem (plastickeacute deformaci) Působeniacutem sil na obraacuteběnyacute materiaacutel dochaacuteziacute k již zmiacuteněnyacutem tlakovyacutem silaacutem kteraacute zaacuteroveň braacuteniacute k oddaacuteleniacute atomů od sebe a tiacutem braacuteniacute vzniku praskliny Až po naacutesledneacutem uvolněniacute dochaacuteziacute k naacuterůstu tahovyacutech napětiacute a tiacutem k samotneacute tvorbě praskliny Toto odpruženiacute může vyvolat vylomeniacute střepů z povrchu materiaacutelu [12]
Jednaacute se o technologii podobnou broušeniacute ale nedochaacuteziacute ke smykoveacutemu napětiacute mezi naacutestrojem a obrobkem a takeacute je jinyacute mechanismus působeniacute abrazivniacuteho zrna na obraacuteběnyacute materiaacutel Podstatou obraacuteběniacute ultrazvukem je vrhaacuteniacute abrazivniacutech zrn vysokou rychlostiacute proti materiaacutelu obrobku Při naacuterazu se kinetickaacute energie čaacutestice měniacute na deformačniacute praacuteci Diacuteky křehkosti keramiky stačiacute i malaacute zrna (disponujiacuteciacute relativně malou kinetickou energiiacute) k vytvořeniacute trhlin a pokud dojde ke spojeniacute dvou (nebo viacutece) trhlin vzniknou maleacute čaacutestice ktereacute po naacutesledujiacuteciacutem naacuterazu dalšiacute čaacutestice jsou vytrženyacute z materiaacutelu Naacutestrojovaacute hlava neniacute nijak tvarově omezena a je proto možneacute vytvaacuteřet různeacute otvory nebo zahloubeniacute Jako naacutestrojovyacute materiaacutel je obvykle použita ocel Tento naacutestroj kmitaacute s frekvenciacute 10 až 20 kHz Zrna jsou mezi materiaacutelem a naacutestrojem a jsou ve formě suspenze kdy jsou smiacutechaacutena s lihem benziacutenem nebo vodou Přiacutetomnost kapaliny ulehčuje pronikaacuteniacute energie do miacutesta obraacuteběniacute Jako abrazivniacutech zrna se využiacutevaacute oxid hlinityacute karbid boacuteru karbid křemiacuteku nebo pro nejtvrdšiacute materiaacutely zrna diamantovaacute Velikost zrn je 10-100 μm [12 13]
Obr 21 Obraacuteběniacute ultrazvukem [12]
22 Otryskaacutevaacuteniacute
Otryskaacutevaacuteniacute je metoda obraacuteběniacute kteraacute je značně podobnaacute obraacuteběniacute ultrazvukem ale na energii abrazivniacutem zrnům miacutesto generaacutetoru kmitů dodaacutevaacute vrhaciacute zařiacutezeniacute Otryskaacutevaacuteniacute se využiacutevaacute jako k vrtaacuteniacute otvorů děleniacute materiaacutelů ale takeacute k meacuteně naacuteročneacutemu opracovaacuteniacute jako je zdrsněniacute povrchu nebo jeho dekorace Použiacutevanyacutemi
materiaacutely jsou oxid hlinityacute karbid křemiacuteku nebo pouze křemennyacute piacutesek (z tohoto materiaacutelu pochaacuteziacute rozšiacuteřenyacute naacutezev bdquopiacuteskovaacuteniacuteldquo) Velikost čaacutestic se pohybuje od 10 μm až po jednotky mm Toto maacute samozřejmě vliv i na vyacuteslednou přesnost opracovaacuteniacute i na kvalitu povrchu [12]
23 Obraacuteběniacute laserem
Laser je vhodnyacute pro obraacuteběniacute pokud je materiaacutel schopen pohlcovat světelnou energii Daacutele je důležitaacute takeacute tepelnaacute vodivost a odrazivost materiaacutelu určeneacuteho pro obraacuteběniacute laserem Čiacutem viacutece materiaacutel pohltiacute zaacuteřeniacute a čiacutem horšiacute maacute tepelnou vodivost a odrazivost tiacutem je vhodnějšiacute ke zpracovaacuteniacute laserem [12]
Laserem je možneacute vytvořit lokaacutelniacute poškozeniacute tak že laserem je zkoncentrovaacutena energie do jednoho miacutesta tak že dojde k taveniacute a poteacute k naacutesledneacutemu odpařovaacuteniacute materiaacutelu Na obvodu paprsku dochaacuteziacute k taveniacute materiaacutelu (diacuteky nižšiacute koncentraci energie) a uprostřed laseroveacuteho paprsku k jeho odpařovaacuteniacute Laseru se využiacutevaacute pro vrtaacuteniacute otvorů nebo na řezaacuteniacute Obvykle se použiacutevaacute pulzniacutech laserů kdy každyacute pulz v přiacutepadě vrtaacuteniacute malyacutech otvorů vytvořiacute otvor o hloubce a průměru přibližně desetiny mm Velkeacute otvory jsou vytvaacuteřeny tak že laser tvořiacute draacutehu o průměru otvoru Vyššiacute přesnosti otvoru se dosaacutehne přiacutepadně naacuteslednyacutem lapovaacuteniacutem otvoru Daacutele se lasery využiacutevajiacute na tvorbu ryacuteh na povrchu materiaacutelu Charakteristickyacutemi vlastnostmi laserů je vlnovaacute deacutelka jmenovityacute vyacutekon a pracovniacute režim [12]
23 Broušeniacute
Broušeniacute je jednou z dokončovaciacutech metod obraacuteběniacute Kdy působeniacutem abrazivniacutech zrn na materiaacutel dochaacuteziacute k oddělovaacuteniacute malyacutech třiacutesek z povrchu obrobku Brusnaacute zrna jsou umiacutestěna v brusneacutem naacutestroji naacutehodně a tedy vyacuteslednyacute naacutestroj nemaacute definovanou geometrii Brusnyacute kotouč je k obrobku přitlačovaacuten a zaacuteroveň vykonaacutevaacute posuvnyacute pohyb Jako brusneacute naacutestroje pro keramickeacute materiaacutely je využiacutevaacuteno diamantu karbidu křemiacuteku nebo oxidu hliniteacuteho Zrna miacutevajiacute velikost od jednotek do několika stovek μm v zaacutevislosti na požadavciacutech na vyacuteslednou kvalitu povrchu Zrna byacutevajiacute obvykle pevně spojena (vaacutezaneacute brusivo) ale někdy se využiacutevajiacute i zrna volnaacute ve formě suspenze (zrna v kapalině) Při broušeniacute jsou brusnaacute zrna vtlačovaacutena do obraacuteběneacuteho materiaacutelu po ktereacutem se smyacutekajiacute a odvalujiacute V miacutestě kontaktu jsou vysokaacute napětiacute a může dochaacutezet takeacute k plastickyacutem deformaciacutem (mikroskopickyacute rozsah) Oddělovaacuteniacute materiaacutelu dochaacuteziacute tak že zrna vylamujiacute a vytrhaacutevajiacute maleacute čaacutestice po odlehčeniacute může dochaacutezet k odpryacuteskaacutevaacuteniacute malyacutech čaacutestic Nejdůležitějšiacutemi parametry broušeniacute je měrnyacute vyacutekon broušeniacute objemovaacute uacutečinnost naacutestroje a měrnaacute energie broušeniacute [12]
24 Freacutezovaacuteniacute soustruženiacute a vrtaacuteniacute
Keramickeacute materiaacutely je možneacute obraacutebět i konvenčniacutemi metodami obraacuteběniacute ale je nutneacute použiacutevat naacutestroje na baacutezi polykrystalickeacuteho diamantu přiacutepadně kubickeacuteho nitridu boacuteru Pro zvyacutešeniacute trvanlivosti naacutestrojů a zkraacuteceniacute doby obraacuteběniacute je vhodneacute využiacutet předevšiacutem laseru na přiacutepravu obrobku z keramickeacuteho materiaacutelu a poteacute pouze
dokončit některou z konvenčniacutech metod obraacuteběniacute Vzhledem k vysokeacute křehkosti dochaacuteziacute při vnikaacuteniacute naacutestroje do keramiky k tvorbě trhlin v materiaacutelu takto narušenyacute materiaacutel se vylamuje a odpryacuteskaacutevaacute od povrchu Je nutneacute při obraacuteběniacute keramiky obraacutebět nižšiacutemi posuvovyacutemi rychlostmi protože dochaacuteziacute k vysokeacutemu naacuterůstu řeznyacutech sil a bylo by možneacute naacutesledneacute porušeniacute obrobku Třiacuteska vznikaacute obdobnyacutem způsobem jako při broušeniacute keramickyacutech materiaacutelů [12]
25 Freacutezovaacuteniacute
Freacutezovaacuteniacute probiacutehaacute rotačniacutem naacutestrojem kteryacute konaacute hlavniacute řeznyacute pohyb Posuvovyacute pohyb obvykle vykonaacutevaacute obraacuteběnaacute součaacutest a obvykle je v zaacuteběru několik zubů freacutezy Tvořiacute se třiacuteska kteraacute maacute proměnlivou tloušťku [17]
Freacutezovaacuteniacute obecně se rozděluje dle naacutestrojů na freacutezovaacuteniacute vaacutelcoveacute a čelniacute Z těchto zaacutekladniacutech druhů vychaacuteziacute dalšiacute druhy jako je freacutezovaacuteniacute okružniacute a planetoveacute Dalšiacute rozděleniacute je možneacute dle pohybů freacutezy a obrobku na sousledneacute a nesousledneacute [17]
251 Vaacutelcoveacute freacutezovaacuteniacute
Vaacutelcoveacute freacutezovaniacute probiacutehaacute freacutezou ve tvaru vaacutelce kdy jsou zuby vytvořeny jen po obvodu naacutestroje Použiacutevajiacute se předevšiacutem vaacutelcoveacute a tvaroveacute freacutezy Hloubka vrstvy odebiacuteraneacute freacutezou se nastavuje kolmo na posuvovou složku pohybu [17]
Sousledneacute freacutezovaacuteniacute
Naacutestroj rotuje ve směru posuvu obrobku a třiacuteska začiacutenaacute na maximaacutelniacutem průřezu a postupně se zmenšuje až na nulovou tloušťku Vyacuteslednaacute plocha tvořenaacute freacutezou vznikaacute při vyacutestupu freacutezy z materiaacutelu Pro sousledneacute freacutezovaacuteniacute je nutneacute vymezit vůli mezi posuvovyacutem šroubem a maticiacute stolu stroje Sousledneacute freacutezovaacuteniacute je na obraacutezku 22 [17]
Probiacutehaacute opačně než sousledneacute freacutezovaacuteniacute Naacutestroj konaacute rotačniacute pohyb proti směru posuvoveacuteho pohybu obrobku a tiacutem je tvořena vyacuteslednaacute plocha při vstupu freacutezy do materiaacutelu Třiacuteska postupně narůstaacute od nuloveacute tloušťky do maxima viz obraacutezek 23 [17]
Čelniacute freacuteza maacute zuby vytvořeny jak na obvodu tak na čele a hlavniacute osa je kolmaacute na směr posuvoveacute rychlosti Při symetrickeacutem čelniacutem freacutezovaacuteniacute je osa naacutestroje shodnaacute s osou symetrie obraacuteběneacute plochy viz obraacutezek 24 [17]
Obr 24 a) Čelniacute symetrickeacute freacutezovaacuteniacute b) Čelniacute nesymetrickeacute freacutezovaacuteniacute [17]
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
KERAMICKEacute MATERIAacuteLY
15 UacuteST FSI VUT v Brně
133 Poruchy v keramickyacutech materiaacutelech
V keramickyacutech materiaacutelech se vyskytujiacute bodoveacute čaacuteroveacute a plošneacute poruchy materiaacutelu (teacutež nazyacutevaneacute dislokace) Bodoveacute poruchy vznikajiacute buď jako vakance (chybějiacuteciacute atom) intersticiaacutelniacute (uzavřeneacute atomy mimo svoji polohu v krystalickeacute mřiacutežce) atomy nebo ionty Daacutele se mohou vyskytovat atomy jineacute laacutetky uzavřeneacute v krystalickeacute struktuře Bodoveacute poruchy krystalickeacute mřiacutežky nejsou přiacuteliš vyacuteznamneacute protože jsou obvykle izolovaacuteny v maleacutem prostoru Nejvyacuteznamnějšiacute jsou poruchy čaacuteroveacute ktereacute umožňujiacute plastickou deformaci materiaacutelu Čaacuteroveacute poruchy jsou buď šrouboveacute hranoveacute nebo jejich kombinace Hranoveacute poruchy vznikajiacute tak že v některyacutech miacutestech přebyacutevaacute řada atomů Šrouboveacute poruchy vznikajiacute tak že roviny kolmeacute k dislokačniacute čaacuteře tvořiacute šroubovou plochu Plošneacute poruchy materiaacutelu majiacute vliv předevšiacutem na hraniciacutech zrn [12 24]
Obr 15 a) Hranovaacute b) šroubovaacute porucha materiaacutelu [25]
14 Vlastnosti keramickyacutech materiaacutelů
Keramickeacute materiaacutely majiacute rozdiacutelneacute vlastnosti ktereacute jsou zaacutevisleacute na samotneacutem chemickeacutem složeniacute a jeho čistotě krystalickeacute struktuře a na způsobu jakyacutem je keramickyacute materiaacutel zpracovaacuten Celeacute vyacuterobky z keramiky jsou z hlediska vlastnostiacute homogenniacute přestože jednotliveacute krystaly majiacute sveacute vlastnosti rozdiacutelneacute a i vlastnosti jednotliveacuteho krystalu v různyacutech směrech jsou odlišneacute To že vlastnosti konečneacuteho vyacuterobku jsou ve všech směrech stejneacute je způsobeno tiacutem že je ve vyacuterobku rozloženo velkeacute množstviacute nahodile rozmiacutestěnyacutech krystalů Dalšiacute vlastnostiacute keramiky je to že je poacuterovitaacute a to způsobuje že v některyacutech miacutestech je uzavřen vzduch tedy materiaacutel kteryacute nemaacute žaacutednou pevnost ani hmotnost Obecnyacutemi a velice důležityacutemi vlastnostmi keramickyacutech materiaacutelů je vysokaacute tvrdost žaacuteruvzdornost odolnost proti otěru i proti chemikaacuteliiacutem naopak nejsou odolneacute v tahu a ohybu (dochaacuteziacute ke křehkeacutemu lomu) Co se tyacuteče elektrickyacutech vlastnostiacute keramickeacute materiaacutely jsou obvykle izolanty ale neniacute to pravidlem a mohou se vyskytovat keramickeacute materiaacutely ktereacute jsou piezoelektrickeacute polovodiveacute nebo pyroelektrickeacute Podobně jako elektrickaacute vodivost i pro vodivost tepelnou jsou keramickeacute materiaacutely obvykle izolanty ale existujiacute i takoveacute ktereacute teplo vedou jako kovy [3 23]
141 Elastickeacute vlastnosti
Pokud jsou keramickeacute materiaacutely vystaveny kraacutetkodobeacutemu a relativně maleacutemu siloveacutemu působeniacute chovajiacute se dle Hookova zaacutekona (prodlouženiacute je přiacutemo uacuteměrneacute zatěžujiacuteciacutemu napětiacute) tedy elasticky a po odlehčeniacute se vraciacute do sveacuteho původniacuteho
a) b)
KERAMICKEacute MATERIAacuteLY
16 UacuteST FSI VUT v Brně
tvaru bez poškozeniacute Poměrneacute prodlouženiacute (nebo zkraacuteceniacute) v daneacute ose můžeme vypočiacutetat dle vztahů 11 až 13 [5 12]
kde εxyz [-] - poměrneacute prodlouženiacute
σxyz [Mpa] - normaacuteloveacute napětiacute v daneacute ose
Modul pružnosti je pro keramickeacute materiaacutely značně odlišnyacute pro běžnyacute porcelaacuten je hodnota přibližně 70 GPa naopak slinuteacute karbidickeacute keramiky mohou dosahovat hodnot až 500 GPa Širokyacute interval hodnot modulu pružnosti u keramickyacutech materiaacutelů je způsoben tiacutem že modul pružnosti ovlivňuje samotneacute složeniacute keramickeacuteho materiaacutelu daacutele jeho mikrostruktura (uspořaacutedaacuteniacute podiacuteloveacute zastoupeniacute jednotlivyacutech faacuteziacute) Pro dvoufaacutezoveacute systeacutemy (jednoho druhu keramickeacuteho materiaacutelu a poacuterů) je možneacute určit modul pružnosti dle empirickeacuteho vztahu 14 Keramickeacute materiaacutely dosahujiacute hodnot Poissonova čiacutesla v rozmeziacute od 017 do 036 [5 12]
kde E0 [GPa] - modul pružnosti keramickeacuteho materiaacutelu bez poacuterů
VP [-] - objemoveacute množstviacute poacuterů
ab [-] - součiniteleacute tvaru poacuterů [5]
142 Plastickeacute vlastnosti
Za normaacutelniacutech teplot je keramika obvykle tvrdaacute křehkaacute ale mohou nastat přiacutepady kdy tomu tak neniacute ani za normaacutelniacutech teplot Za zvyacutešenyacutech teplot dochaacuteziacute k plastickeacutemu chovaacuteniacute keramickyacutech materiaacutelů Za normaacutelniacutech teplot je možneacute dosaacutehnout plastickeacuteho chovaacuteniacute keramickyacutech materiaacutelů kdy dochaacuteziacute k deformaci pouze minimaacutelniacuteho množstviacute materiaacutelu relativně vysokyacutem zatiacuteženiacutem toto je splněno při měřeniacute mikrotvrdosti kdy po diamantoveacutem indentoru zůstane otisk v materiaacutelu [5 12] Pokud je deformovaacuten pouze jednotlivyacute krystal keramickeacuteho materiaacutelu dochaacuteziacute ke skluzu čaacutestiacute krystalu Tyto skluzy se vnikajiacute tak že dochaacuteziacute k přesmykovaacuteniacute ktereacute ještě ulehčujiacute čaacuteroveacute dislokace v krystalu Daacutele může vznikat plastickaacute deformace jednotliveacuteho krystalu dvojčatěniacutem Velikost možneacute plastickeacute deformace je značně ovlivňovaacutena pohyblivostiacute a maneacutevrovatelnostiacute dislokaciacute v materiaacutelu [5 12]
( )[ ] 1-times+-= Ezyxx ssmse (11)
( )[ ] 1-times+-= Eyzyy ssmse (12)
( )[ ] 1-times+-= Eyxzz ssmse (13)
( )2
0 1 PP bVaVEE +-= [GPa] (14)
KERAMICKEacute MATERIAacuteLY
17 UacuteST FSI VUT v Brně
143 Creep
Creep (pomaleacute tečeniacute) je vlastně plastickeacute deformovaacuteniacute materiaacutelu ktereacute je ale obvykle provaacuteděno za zvyacutešenyacutech teplot Jednaacute se o velice důležitou charakteristiku pro keramickeacute materiaacutely (keramika může byacutet zkoušena za teplot nad 1 000 degC) a proto bude pro creep věnovaacutena jedna samostatnaacute kapitola Creep se vyznačuje tiacutem že k němu dochaacuteziacute při dlouhodobeacutem zatiacuteženiacute (při namaacutehaacuteniacute ktereacute nedosahuje meze kluzu materiaacutelu) za zvyacutešeneacute teploty Vyacutestupem z těchto zkoušek je takovaacute znalost o materiaacutelu že je znaacutemo za jakou dobu při daneacute teplotě a zatiacuteženiacute dojde ke stanoveneacutemu prodlouženiacute zkušebniacuteho vzorku Teacuteto znalosti můžeme využiacutet při navrhovaacuteniacute žaacuteruvzdornyacutech keramickyacutech vyacuterobků [5 12]
Obr 16 Tečeniacute materiaacutelu za různyacutech teplot [5]
Křivky tečeniacute materiaacutelu zatiacuteženeacuteho stejnyacutem zatiacuteženiacutem ale při jineacute teplotě jsou vyobrazeny na obraacutezku 16 Po počaacutetečniacutem pružneacutem prodlouženiacute naacutesleduje faacuteze kdy rychlost tečeniacute pomalu klesaacute V posledniacute faacutezi dochaacuteziacute ke zvyacutešeniacute rychlosti což je způsobeno ztenčeniacutem průřezu zatěžovaneacuteho vzorku a daacutele takeacute vlivem dutin ktereacute se objevujiacute ve vzorku K porušeniacute vzorku ale může dojiacutet již ve druheacutem staacutediu tečeniacute [5 26]
kde eamp [s-1] - rychlost poměrneacuteho prodlouženiacute
T [degK] - absolutniacute teplota
k [-] - konstanta
T0 [-] - konstanta [5]
Rychlost deformovaacuteniacute vzorku je možneacute ze vztahu 15 ze ktereacuteho je patrneacute že zmiacuteněnaacute rychlost roste se zvyšujiacuteciacutem se napětiacute a teplotou Creep se u keramickyacutech
T
T
n ek0-
timestimes= seamp [s-1] (15)
KERAMICKEacute MATERIAacuteLY
18 UacuteST FSI VUT v Brně
materiaacutelů objevuje při dosaženiacute polovičniacute teploty než je teplota taacuteniacute daneacuteho keramickeacuteho materiaacutelu [5]
144 Pevnost
Deformace keramickyacutech materiaacutelů probiacutehaacute do teacute doby než se objeviacute křehkyacute lom v materiaacutelu Křehkyacute lom se objevuje protože se netvořiacute žaacutednaacute plastickaacute deformace viditelnaacute pouhyacutem okem Prvotniacute porušeniacute keramickyacutech materiaacutelů se objevuje na jejich povrchu Toto porušeniacute je často vyvolaacuteno tahovyacutemi napětiacutemi Odolnost keramickyacutech materiaacutelů je v tahu vyacuteznamně nižšiacute než v tlaku (až 10x nižšiacute v tahu) Materiaacutely použiacutevaneacute pro izolaci majiacute pevnost v tahu na uacuterovni 10 MPa tradičniacute keramickeacute vyacuterobky dosahujiacute pevnosti v tlaku až 150 MPa Pro vysoce čisteacute keramickeacute materiaacutely (Al2O3) s velikostiacute zrn v řaacutedu μm je možneacute dosaacutehnout vyacuterazně vyššiacutech pevnostiacute i v ohybu a to až 600 Mpa Daacutele se vyskytujiacute speciaacutelniacute keramickeacute materiaacutely s pevnostiacute v tahu až 1 000 MPa [12 27] Pevnost keramickyacutech materiaacutelů je ovlivňovaacutena mnoha faktory napřiacuteklad poacutery trhlinami velikostiacute zrn a inkluzemi Pro keramickeacute materiaacutely je z pohledu pevnosti velice důležityacute faktor poacuterovitosti kdy existence poacuterů zmenšuje průřez a daacutele působiacute jako koncentraacutetor napětiacute [5 12]
V tabulce 13 jsou uvedeny materiaacuteloveacute charakteristiky některyacutech keramickyacutech materiaacutelů Tab 13 Vybraneacute keramickeacute materiaacutely a jejich pevnost [3]
Materiaacutel E Rm (v tlaku) Rm (v ohybu)
[GPa] [MPa] [MPa]
Al2O3 400 - 410 3000 350 - 400
SiC 410 - 480 2000 250 - 400
Si3N4 200 - 310 1200 700 - 800
ZrO2 150 - 200 2000 100 - 200
145 Křehkost
Fakt že keramickeacute materiaacutely jsou křehkeacute je způsoben dvěma faktory jeden je principiaacutelniacute a druhyacute vedlejšiacute Principiaacutelniacute křehkost keramickyacutech materiaacutelů je způsobena tiacutem že přechodovaacute teplota keramiky je vyššiacute než běžnaacute teplota Pokud tento jev nastaacutevaacute tak neniacute materiaacutel schopen se teacuteměř vůbec plasticky deformovat a dochaacuteziacute ke křehkeacutemu lomu Je tedy ztiacuteženaacute pohyblivost a maneacutevrovatelnost dislokaciacute Dalšiacutem vlivem je že v materiaacutelech vaacutezaneacute kovalentniacute a iontovou vazbou je zhoršeneacute navaacutezaacuteniacute mřiacutežek na hraniciacutech zrn což maacute za naacutesledek že pevnost mezi zrny je sniacutežena Vedlejšiacutemi přiacutečinami jsou obecně nehomogenity v materiaacutelu špatneacute slinutiacute a tiacutem dalšiacute oslabeniacute vazeb na hraniciacutech zrn nebo existence skelneacute faacuteze Daacutele se vyskytujiacute poacutery a trhliny Vedlejšiacute přiacutečiny jsou obvykle důvodem k porušeniacute u tradičniacute keramiky u technickeacute keramiky je tento jev již značně omezen ale staacutele se může vyskytovat [5 12]
KERAMICKEacute MATERIAacuteLY
19 UacuteST FSI VUT v Brně
146 Tvrdost
Obecnaacute definice tvrdosti materiaacutelu je že tvrdost je odpor materiaacutelu před vnikaacuteniacutem ciziacuteho objektu do materiaacutelu Je velkeacute množstviacute metod pro měřeniacute tvrdosti ktereacute jsou vhodneacute pro různeacute materiaacutely Pro měřeniacute tvrdosti jsou vhodneacute naacutesledujiacuteciacute metody Rockwell Vickers a Knoop Tvrdost keramiky dosahuje na Mohsově stupnici hodnot 8 ndash 9 pro technickou oxidickou keramiku a 9 ndash 95 pro keramiku neoxidickou Po diamantu kteryacute maacute tvrdost 10 se jednaacute o nejtvrdšiacute materiaacutely jakeacute se vyskytujiacute [3 5]
15 Vyacuteroba keramickyacutech materiaacutelů
Nejobvyklejšiacute způsob vyacuteroby keramiky je použitiacute praacuteškoveacute směsi a jejiacute naacutesledneacute slinovaacuteniacute za vysokeacute teploty Slinovaacuteniacutem dochaacuteziacute takeacute ke zhutněniacute směsi (sniacuteženiacute obsahu poacuterů) Vzhledem k působeniacute vysokyacutech teplot může dojiacutet ke změně vlastnostiacute a vyacuteslednyacute vyacuterobek může miacutet jineacute vlastnosti než vstupniacute surovina Pro tradičniacute keramiku jsou jako krystalickeacute faacuteze typickeacute přiacuterodniacute materiaacutely Naopak pro pokročileacute technickeacute keramickeacute materiaacutely jsou využiacutevaacuteny materiaacutely ktereacute neniacute možneacute v přiacuterodě naleacutezt Vyacuteroba keramickyacutech materiaacutelů je složena z několika kroků Prvotniacutem krokem je přiacuteprava směsi pokračuje se vytvarovaacuteniacutem do požadovaneacuteho tvaru a poteacute je vyacuterobek dehydratovaacuten Konečnou uacutepravou je zpravidla nějakyacute druh tepelneacuteho zpracovaacuteniacute kdy nejčastěji se využiacutevaacute vypalovaacuteniacute u tradičniacute keramiky a slinovaacuteniacute u keramiky technickeacute [1 2 5]
151 Přiacuteprava směsi
Vyacuteslednaacute kvalita a takeacute technologie vyacuteroby keramickyacutech materiaacutelů je značně zaacutevislaacute na kvalitě vstupniacutech surovin Vlastnosti ktereacute se sledujiacute u vstupniacutech surovin pro keramickeacute materiaacutely jsou např chemickeacute složeniacute velikost tvar a povrch zrn Přiacuterodniacute materiaacutely jsou obvykle značně rozdiacutelneacute a proto je nutneacute vlastnosti vstupniacutech materiaacutelů sledovat Přiacuteprava směsiacute obvykle probiacutehaacute tak že materiaacutely jsou smiacutechaacuteny a namlety naraacutez Je nutneacute použiacutevat takoveacute mleciacute kameny aby nedochaacutezelo k jejich porušovaacuteniacutem a tiacutem přimiacutechaacutevaacuteniacute nežaacutedouciacutech přiacuteměsiacute do mleteacute směsi Pro sniacuteženiacute poacuterovitosti je vhodneacute miacutet rozdiacutelně velkeacute čaacutestice a to z toho důvodu že při vytvarovaacuteniacute dojde k vyplněniacute volnyacutech prostorů mezi většiacutemi čaacutesticemi čaacutesticemi menšiacutemi Miacuteseniacute může probiacutehat bez přimiacutechaacuteniacute kapaliny (obvykle voda) nebo v suspenzi V přiacutepadě miacuteseniacute s vodou je nutneacute tuto vodu po promiacuteseniacute odstranit např rozprašovaacuteniacutem Vyacutesledkem je čistyacute granulaacutet ve ktereacutem jsou smiacutechaneacute všechny materiaacutely [5]
152 Tvarovaacuteniacute
Tvarovaacuteniacute začiacutenaacute aglomeraciacute jehož podstata je v tom že do směsi keramickyacutech praacutešků se přidajiacute dalšiacute laacutetky Jsou přidaacutevaacuteny takoveacute laacutetky aby bylo možneacute vytvořit ze sucheacuteho praacutešku požadovanyacute tvar vyacutesledneacuteho vyacuterobku a takeacute usnadnit jeho tvarovaacuteniacute a celkově zlepšit jeho vlastnosti Přidaacutevajiacute se různaacute pojiva maziva a daacutele můžou byacutet použita smaacutečedla Tvarovaacuteniacute může probiacutehat za tepla ale takeacute za studena (za normaacutelniacute teploty) ktereacute je použiacutevaacuteno častěji Nejčastěji se pro tvarovaacuteniacute využiacutevaacute různyacutech druhů lisovaacuteniacute popřiacutepadě litiacute vstřikovaacuteniacute nebo vytlačovaacuteniacute Ciacutelem tvarovaacuteniacute je jednak vytvořit zaacutekladniacute tvar keramickeacuteho vyacuterobku zajistit jeho určitou hutnost a takeacute zajistit aby takto zpracovanyacute polotovar ziacuteskal dostatečnou pevnost pro manipulaci během vyacuteroby [1 2 4 7]
KERAMICKEacute MATERIAacuteLY
20 UacuteST FSI VUT v Brně
Tab 14 Metody pro tvarovaacuteniacute keramiky [28]
Lisovaacuteniacute Pro lisovaacuteniacute se obvykle použiacutevaacute suchyacutech přiacutepadně polosuchyacutech směsiacute (vlhkost do 15 ) ale mohou se lisovat i směsi mokreacute Rozhodnutiacute jakyacute způsob (suchaacute nebo mokraacute směs) se použije zaacutevisiacute na druhu zpracovaacutevaneacuteho materiaacutelu Suchyacutech směsiacute se využiacutevaacute pro lisovaacuteniacute běžnyacutech keramickyacutech vyacuterobků jako jsou např dlaždice Maximaacutelniacute tlak použiacutevanyacute pro běžneacute jednosměrneacute lisovaacuteniacute je až 200 MPa Vlastnosti lisovanyacutech vyacuterobků nejsou homogenniacute což je způsobeno třeniacutem mezi stěnami formy a keramickyacutem materiaacutelem Pro zlepšeniacute vlastnostiacute se daacutele použiacutevaacute oboustranneacuteho nebo izostatickeacuteho lisovaacuteniacute (lisovaacuteniacute ze všech stran) Dalšiacutemi použiacutevanyacutemi druhy lisovaacuteniacute jsou přetokoveacute piacutestoveacute a žaacuteroveacute lisovaacuteniacute [4 7 24] Přetokoveacute lisovaacuteniacute Pro přetokoveacute lisovaacuteniacute se použiacutevaacute otevřenyacutech kovovyacutech forem jejichž hloubka je shodnaacute s vyacuteslednou vyacuteškou vyacutelisku Použiacutevaacute se lisovaciacutech tlaků v rozmeziacute 5 až 8 MPa Je nutneacute zajistit dostatečnou pevnost vyacutelisku pro jeho manipulaci Vhodneacute pro tvarově složitějšiacute vyacutelisky [7] Piacutestoveacute lisovaacuteniacute Vhodneacute pro vyacuterobu vyacutelisků s minimaacutelniacutem obsahem vody Pro vysokou kvalitu vyacutelisku je nutneacute zajistit rovnoměrneacute rozloženiacute směsi ve vyacutelisku proto je nutneacute sledovat naacutesyp směsi do formy Dalšiacutemi důležityacutemi faktory pro piacutestoveacute lisovaacuteniacute je působeniacute poměr vyacutešky a průměru požiteacute formy a působeniacute lisovaciacutech siacutel [7] Izostatickeacute lisovaacuteniacute Pro tento způsob lisovaacuteniacute se použiacutevaacute směsiacute ktereacute majiacute niacutezkyacute obsah vody a použiacutevaacute se velkyacutech lisovaciacutech tlaků v rozmeziacute 100 až 400 MPa Izostatickeacute lisovaacuteniacute je vyacutehodneacute protože dochaacuteziacute k působeniacute lisovaciacute siacutely ve všech směrech Tiacutem dochaacuteziacute ke zlepšeniacute vyacuteslednyacutech vlastnostiacute z důvodu zvyacutešeniacute homogenity vyacutelisku Izostatickeacute lisovaacuteniacute může probiacutehat do sucheacute nebo do mokreacute formy Lisovaacuteniacute do sucheacute formy je vhodneacute pro menšiacute vyacutelisky ktereacute jsou tvarově složitějšiacute Mokryacutech forem se využiacutevaacute na velkeacute a tvarově jednoducheacute odlitky [7]
KERAMICKEacute MATERIAacuteLY
21 UacuteST FSI VUT v Brně
Žaacuteroveacute lisovaacuteniacute Velice naacuteročnaacute a drahaacute metoda zpracovaacuteniacute keramickyacutech materiaacutelů což je způsobeno tiacutem že se lisuje za velice vysokyacutech teplot ktereacute dosahujiacute až 2 000 degC za použitiacute ochranneacute atmosfeacutery Použiacutevaacute se lisovaciacutech tlaků ve vyacuteši 40 až 60 MPa Metoda vhodnaacute pro technickou oxidovou nebo neoxidovou keramiku a diacuteky slinovaacuteniacute (dosahuje se vyššiacutech teplot než při běžneacutem slinovaacuteniacute) ktereacute při žaacuteroveacutem lisovaacuteniacute nastaacutevaacute dochaacuteziacute ke zhutněniacute materiaacutelu a dosahuje se objemoveacute hmotnosti teacuteměř stejneacute jako je hustota čisteacuteho materiaacutelu [5 7] Izostatickeacute žaacuteroveacute lisovaacuteniacute Pro tento druh lisovaacuteniacute se použiacutevaacute inertniacutech plynů Nejprve se vylisuje prvotniacute vyacutelisek (obvykle piacutestovyacutem nebo izostatickyacutem způsobem) a takto připravenyacute vyacutelisek je možneacute ještě vypaacutelit Poteacute je uzavřen do pouzdra kteryacutem nemůže proniknout inertniacute plyn Takto je poteacute uložen do naacutedoby s inertniacutem plynem a vložen do pece Plyn působiacute lisovaciacutem tlakem Takto vyrobenyacute vyacuterobek maacute objemovou hmotnost teacuteměř shodnou s hustotou a takeacute vysokou pevnost Obvykle naacutesledujiacute dalšiacute uacutepravy vyacuterobku předevšiacutem jeho broušeniacute Slinovaacuteniacute je ovlivňovaacuteno teplotou a tlakem viz obraacutezek 17 [5 7]
Obr 17 Vliv teploty a tlaku na slinovaacuteniacute Al2O3 [5]
Suspenzniacute litiacute Metoda suspezniacuteho litiacute je vhodnaacute pro tenkostěnneacute složiteacute a nesymetrickeacute vyacuterobky Pro vyacuterobu se použiacutevaacute saacutedrovyacutech forem Jakmile je suspenze nalita do formy forma nasaje čaacutest vody a tiacutem se na rozhraniacute formy a směsi vytvořiacute slupka Po určiteacutem čase se vylije přebytečnaacute suspenze z formy Tenkostěnneacute vyacuterobky je nutneacute nechat odsaacutevat vodu několik minut a tlustostěnneacute vyacuterobky i několik hodin Vyacuterobek se z formy vyjiacuteme až v okamžiku kdy dosaacutehne dostatečneacute pevnosti aby bylo
KERAMICKEacute MATERIAacuteLY
22 UacuteST FSI VUT v Brně
možneacute s vyacuterobkem manipulovat Postup vyacuteroby tenkostěnneacuteho vyacuterobku je na obraacutezku 18 a plneacuteho diacutelu na obraacutezku 19 [1 29]
Injekčniacute vstřikovaacuteniacute Podstatou vstřikovaacuteniacute je že do formy je za pomoci tlaku vstřiacuteknuta suspenze ve ktereacute je obsažen keramickyacute materiaacutel V okamžiku kdy polotovar ziacuteskaacute manipulačniacute pevnost je vytažen z formy Po zformovaacuteniacute je za zvyacutešeneacute teploty odstraněno termoplastickeacute pojivo a naacutesleduje slinovaacuteniacute Metoda injekčniacuteho vstřikovaacuteniacute je vhodnaacute pro vyacuterobu velkeacuteho množstviacute rozměrově menšiacutech a tvarově stejnyacutech vyacuterobků Použiacutevaacute se pro vyacuterobu lopatek turbiacuten ventilů nebo biokeramickyacutech proteacutez Nevyacutehodou je nutnost investovat velkeacute finančniacute prostředky na pořiacutezeniacute strojů a forem [1] Vytlačovaacuteniacute Tvar vyacutesledneacuteho vyacuterobku je u vytlačovaacuteniacute dosažen tak že se vytlačuje směs pojiva a keramickeacuteho praacutešku přes naacutestroj Metoda použiacutevanaacute pro vyacuterobu profilů izolaacutetorů pro elektrotechnickyacute průmysl a jinyacutech vyacuterobků z technickeacute keramiky [1]
153 Sušeniacute
Polotovary keramickyacutech vyacuterobků se sušiacute z důvody sniacuteženiacute množstviacute pojiva ktereacute bylo do směsi přidaacuteno aby bylo možneacute vyacuterobek vytvarovat Teplota sušeniacute je zaacutevislaacute na požiteacutem pojivu ve směsi Pokud je použita voda sušeniacute probiacutehaacute při
KERAMICKEacute MATERIAacuteLY
23 UacuteST FSI VUT v Brně
teplotaacutech do 100 degC ale pokud je obsaženo nějakeacute pojivo na baacutezi organickeacuteho materiaacutelu je teplota až 300 degC Sušiacute se po dobu 1 dne i deacutele v zaacutevislosti na velikosti vyacuterobku Při sušeniacute dochaacuteziacute k poklesu objemu polotovaru dochaacuteziacute ke styku jednotlivyacutech zrn keramickeacuteho materiaacutelu což je způsobeno odpařovaacuteniacutem pojiva z polotovaru Při dosaženiacute kritickeacute dochaacuteziacute k naacuterůstu kapilaacuterniacutech sil ktereacute způsobujiacute smrštěniacute polotovaru Smršťovaacuteniacute probiacutehaacute až do okamžiku kdy dojde k doteku jednotlivyacutech krystalů Je nutneacute vysušit polotovar rovnoměrně aby nevznikala tahovaacute napětiacute Při jejich vzniku dochaacuteziacute ke sniacuteženiacute pevnosti kdy může nastat i porušeniacute vyacuterobku [1]
Posledniacute čaacutestiacute řetězce při vyacuterobě keramickyacutech vyacuterobků je tepelneacute zpracovaacuteniacute Přiacute slinovaacuteniacute dochaacuteziacute k redukci velikosti poacuterů v materiaacutelu Tiacutem dochaacuteziacute ke zpevněniacute a tak ziacuteskaacutevaacute vyacuterobek konečnou pevnost Působeniacutem difůze mezi zrny dochaacuteziacute ke spojeniacute jednotlivyacutech zrn v jeden celek Teploty pro slinovaacuteniacute keramiky je v intervalu od 1 000 degC ndash 1 400 degC Žaacuteruvzdorneacute materiaacutely a technickou keramiku je nutneacute slinovat za teplot vyššiacutech a to až 1 700 degC Doba slinovaacuteniacute je obvykle značně dlouhaacute (v řaacutedu desiacutetek hodin) Toto je daacuteno tiacutem že je nutneacute dlouho vyacuterobek nahřiacutevat poteacute naacutesleduje samotneacute slinovaacuteniacute a pak velice pomaleacute ochlazovaacuteniacute Rychlost ochlazovaacuteniacute neniacute možneacute zvyacutešit jinak by došlo ke vzniku nežaacutedouciacutech napětiacute a tiacutem ke sniacuteženiacute pevnosti [1 4 5 29 30]
Obr 19 Princip slinovaacuteniacute jak probiacutehaacute v mikrostruktuře materiaacutelu [31]
Pro obraacuteběniacute obecně je jedniacutem z nejdůležitějšiacutech parametrů kteryacute ovlivňuje průběh obraacuteběniacute i vyacuteslednou kvalitu obrobku je obrobitelnost materiaacutelu Obrobitelnost keramickyacutech materiaacutelů je velice niacutezkaacute což je daacuteno předevšiacutem vysokou tvrdostiacute keramiky a tiacutem odolnosti proti vnikaacuteniacute ciziacutech těles do materiaacutelu Obraacuteběniacute keramickyacutech materiaacutelů je proto vysoce naacuteročneacute na naacutestroje a je maacutelo produktivniacute a proto takeacute velice draheacute Proto se keramickeacute materiaacutely zpracovaacutevajiacute rovnou do vyacuteslednyacutech tvarů pomociacute klasickyacutech metod zpracovaacuteniacute keramickyacutech materiaacutelů jako je např vytlačovaacuteniacute suspenzniacute litiacute nebo lisovaacuteniacute Pokud je obraacuteběniacute využiacutevaacuteno pak obvykle nějakyacutem způsobem dokončovaciacuteho obraacuteběniacute kde typickyacutem představitelem je broušeniacute nebo nějakyacutem z nekonvenčniacutech způsobů obraacuteběniacute jako je napřiacuteklad obraacuteběniacute laserem nebo ultrazvukem ktereacute jsou obecně vhodnějšiacute než konvečniacute metody obraacuteběniacute naacutestroji s definovanou geometriiacute Probleacutemem konvenčniacuteho způsobu obraacuteběniacute je že tvrdost naacutestroje musiacute byacutet vyššiacute než obraacuteběneacuteho materiaacutelu aby bylo vůbec možneacute vniknout naacutestrojem do obrobku a zahaacutejit proces řezaacuteniacute Pro konvenčniacute metody (a i pro experimentaacutelniacute čaacutest byl použit) jsou obvykle použiacutevaacuteny naacutestroje z polykrystalickeacuteho diamantu nebo kubickeacuteho nitridu boacuteru Vzhledem k vysokeacute tvrdosti keramiky ale i u polykrystalickeacuteho diamantu dochaacuteziacute k rychleacutemu opotřebeniacute břitu a to maacute velkyacute vliv na zmiacuteněnou produktivitu a cenu obraacuteběniacute Obecně je ale obrobitelnost jednotlivyacutech keramickyacutech materiaacutelů různaacute a zaacutevisiacute na materiaacutelech použityacutech pro vyacuterobu na způsobu zpracovaacuteniacute a poteacute na samotnyacutech řeznyacutech podmiacutenkaacutech [9 10 11]
Společnyacutem znakem všech způsobů obraacuteběniacute je že je nutneacute v materiaacutelu vytvořit minimaacutelně jednu anebo většiacute množstviacute prasklin a ty poteacute rozšiřovat v požadovaneacutem směru Povrch je tvořen soustavou lomovyacutech ploch přiacutepadně jednou lomovou plochou Trhlinu v materiaacutelu můžeme vytvořit pomociacute siloveacuteho působeniacute do materiaacutelu nebo pomociacute vysoce zkoncetrovaneacuteho energetickeacuteho paprsku (laser) Pokud vytvaacuteřiacuteme trhlinu mechanicky dochaacuteziacute k jejiacutemu vzniku tak že do materiaacutelu je vtlačovaacuten hrot nebo kliacuten Tyto naacutestroje nejsou nikdy dokonale ostreacute a majiacute nějakyacute poloměr zaobleniacute a proto dochaacuteziacute v miacutestě dotyku s obraacuteběnyacutem materiaacutelem ke vzniku kontaktniacute plošky pomociacute ktereacute se přenaacutešiacute vzaacutejemneacute siloveacute působeniacute V těchto miacutestech dochaacuteziacute k vysokyacutem tlakovyacutem zatiacuteženiacutem ktereacute ve směru do obraacuteběneacuteho materiaacutelu ustupujiacute a naopak se měniacute v zatiacuteženiacute tahoveacute Kromě tlakovyacutech a tahovyacutech napětiacute se v materiaacutelu vyskytuje i napětiacute smykoveacute [12]
Prvotně dochaacuteziacute k pružneacute deformaci materiaacutelu a při dosaženiacute meze kluzu dochaacuteziacute k nevratnyacutem změnaacutem v materiaacutelu Dochaacuteziacute ke vzniku trhlin a ty se daacutele šiacuteřiacute materiaacutelem Vzhledem ke složitosti krystalickeacute mřiacutežky kterou majiacute keramickeacute materiaacutely je pro atomy ve struktuře těžkeacute najiacutet novou rovnovaacutežnou polohu po siloveacutem působeniacute toto způsobuje vysokou křehkost keramiky a tiacutem rychlyacute vznik a šiacuteřeniacute trhlin keramickyacutemi materiaacutely [12]
Ke vzniku trhlin může dochaacutezet v některyacutech přiacutepadech až po jeho odlehčeniacute a to takovyacutem způsobem že dojde k narušeniacute materiaacutelu pod povrchem (plastickeacute deformaci) Působeniacutem sil na obraacuteběnyacute materiaacutel dochaacuteziacute k již zmiacuteněnyacutem tlakovyacutem silaacutem kteraacute zaacuteroveň braacuteniacute k oddaacuteleniacute atomů od sebe a tiacutem braacuteniacute vzniku praskliny Až po naacutesledneacutem uvolněniacute dochaacuteziacute k naacuterůstu tahovyacutech napětiacute a tiacutem k samotneacute tvorbě praskliny Toto odpruženiacute může vyvolat vylomeniacute střepů z povrchu materiaacutelu [12]
Jednaacute se o technologii podobnou broušeniacute ale nedochaacuteziacute ke smykoveacutemu napětiacute mezi naacutestrojem a obrobkem a takeacute je jinyacute mechanismus působeniacute abrazivniacuteho zrna na obraacuteběnyacute materiaacutel Podstatou obraacuteběniacute ultrazvukem je vrhaacuteniacute abrazivniacutech zrn vysokou rychlostiacute proti materiaacutelu obrobku Při naacuterazu se kinetickaacute energie čaacutestice měniacute na deformačniacute praacuteci Diacuteky křehkosti keramiky stačiacute i malaacute zrna (disponujiacuteciacute relativně malou kinetickou energiiacute) k vytvořeniacute trhlin a pokud dojde ke spojeniacute dvou (nebo viacutece) trhlin vzniknou maleacute čaacutestice ktereacute po naacutesledujiacuteciacutem naacuterazu dalšiacute čaacutestice jsou vytrženyacute z materiaacutelu Naacutestrojovaacute hlava neniacute nijak tvarově omezena a je proto možneacute vytvaacuteřet různeacute otvory nebo zahloubeniacute Jako naacutestrojovyacute materiaacutel je obvykle použita ocel Tento naacutestroj kmitaacute s frekvenciacute 10 až 20 kHz Zrna jsou mezi materiaacutelem a naacutestrojem a jsou ve formě suspenze kdy jsou smiacutechaacutena s lihem benziacutenem nebo vodou Přiacutetomnost kapaliny ulehčuje pronikaacuteniacute energie do miacutesta obraacuteběniacute Jako abrazivniacutech zrna se využiacutevaacute oxid hlinityacute karbid boacuteru karbid křemiacuteku nebo pro nejtvrdšiacute materiaacutely zrna diamantovaacute Velikost zrn je 10-100 μm [12 13]
Obr 21 Obraacuteběniacute ultrazvukem [12]
22 Otryskaacutevaacuteniacute
Otryskaacutevaacuteniacute je metoda obraacuteběniacute kteraacute je značně podobnaacute obraacuteběniacute ultrazvukem ale na energii abrazivniacutem zrnům miacutesto generaacutetoru kmitů dodaacutevaacute vrhaciacute zařiacutezeniacute Otryskaacutevaacuteniacute se využiacutevaacute jako k vrtaacuteniacute otvorů děleniacute materiaacutelů ale takeacute k meacuteně naacuteročneacutemu opracovaacuteniacute jako je zdrsněniacute povrchu nebo jeho dekorace Použiacutevanyacutemi
materiaacutely jsou oxid hlinityacute karbid křemiacuteku nebo pouze křemennyacute piacutesek (z tohoto materiaacutelu pochaacuteziacute rozšiacuteřenyacute naacutezev bdquopiacuteskovaacuteniacuteldquo) Velikost čaacutestic se pohybuje od 10 μm až po jednotky mm Toto maacute samozřejmě vliv i na vyacuteslednou přesnost opracovaacuteniacute i na kvalitu povrchu [12]
23 Obraacuteběniacute laserem
Laser je vhodnyacute pro obraacuteběniacute pokud je materiaacutel schopen pohlcovat světelnou energii Daacutele je důležitaacute takeacute tepelnaacute vodivost a odrazivost materiaacutelu určeneacuteho pro obraacuteběniacute laserem Čiacutem viacutece materiaacutel pohltiacute zaacuteřeniacute a čiacutem horšiacute maacute tepelnou vodivost a odrazivost tiacutem je vhodnějšiacute ke zpracovaacuteniacute laserem [12]
Laserem je možneacute vytvořit lokaacutelniacute poškozeniacute tak že laserem je zkoncentrovaacutena energie do jednoho miacutesta tak že dojde k taveniacute a poteacute k naacutesledneacutemu odpařovaacuteniacute materiaacutelu Na obvodu paprsku dochaacuteziacute k taveniacute materiaacutelu (diacuteky nižšiacute koncentraci energie) a uprostřed laseroveacuteho paprsku k jeho odpařovaacuteniacute Laseru se využiacutevaacute pro vrtaacuteniacute otvorů nebo na řezaacuteniacute Obvykle se použiacutevaacute pulzniacutech laserů kdy každyacute pulz v přiacutepadě vrtaacuteniacute malyacutech otvorů vytvořiacute otvor o hloubce a průměru přibližně desetiny mm Velkeacute otvory jsou vytvaacuteřeny tak že laser tvořiacute draacutehu o průměru otvoru Vyššiacute přesnosti otvoru se dosaacutehne přiacutepadně naacuteslednyacutem lapovaacuteniacutem otvoru Daacutele se lasery využiacutevajiacute na tvorbu ryacuteh na povrchu materiaacutelu Charakteristickyacutemi vlastnostmi laserů je vlnovaacute deacutelka jmenovityacute vyacutekon a pracovniacute režim [12]
23 Broušeniacute
Broušeniacute je jednou z dokončovaciacutech metod obraacuteběniacute Kdy působeniacutem abrazivniacutech zrn na materiaacutel dochaacuteziacute k oddělovaacuteniacute malyacutech třiacutesek z povrchu obrobku Brusnaacute zrna jsou umiacutestěna v brusneacutem naacutestroji naacutehodně a tedy vyacuteslednyacute naacutestroj nemaacute definovanou geometrii Brusnyacute kotouč je k obrobku přitlačovaacuten a zaacuteroveň vykonaacutevaacute posuvnyacute pohyb Jako brusneacute naacutestroje pro keramickeacute materiaacutely je využiacutevaacuteno diamantu karbidu křemiacuteku nebo oxidu hliniteacuteho Zrna miacutevajiacute velikost od jednotek do několika stovek μm v zaacutevislosti na požadavciacutech na vyacuteslednou kvalitu povrchu Zrna byacutevajiacute obvykle pevně spojena (vaacutezaneacute brusivo) ale někdy se využiacutevajiacute i zrna volnaacute ve formě suspenze (zrna v kapalině) Při broušeniacute jsou brusnaacute zrna vtlačovaacutena do obraacuteběneacuteho materiaacutelu po ktereacutem se smyacutekajiacute a odvalujiacute V miacutestě kontaktu jsou vysokaacute napětiacute a může dochaacutezet takeacute k plastickyacutem deformaciacutem (mikroskopickyacute rozsah) Oddělovaacuteniacute materiaacutelu dochaacuteziacute tak že zrna vylamujiacute a vytrhaacutevajiacute maleacute čaacutestice po odlehčeniacute může dochaacutezet k odpryacuteskaacutevaacuteniacute malyacutech čaacutestic Nejdůležitějšiacutemi parametry broušeniacute je měrnyacute vyacutekon broušeniacute objemovaacute uacutečinnost naacutestroje a měrnaacute energie broušeniacute [12]
24 Freacutezovaacuteniacute soustruženiacute a vrtaacuteniacute
Keramickeacute materiaacutely je možneacute obraacutebět i konvenčniacutemi metodami obraacuteběniacute ale je nutneacute použiacutevat naacutestroje na baacutezi polykrystalickeacuteho diamantu přiacutepadně kubickeacuteho nitridu boacuteru Pro zvyacutešeniacute trvanlivosti naacutestrojů a zkraacuteceniacute doby obraacuteběniacute je vhodneacute využiacutet předevšiacutem laseru na přiacutepravu obrobku z keramickeacuteho materiaacutelu a poteacute pouze
dokončit některou z konvenčniacutech metod obraacuteběniacute Vzhledem k vysokeacute křehkosti dochaacuteziacute při vnikaacuteniacute naacutestroje do keramiky k tvorbě trhlin v materiaacutelu takto narušenyacute materiaacutel se vylamuje a odpryacuteskaacutevaacute od povrchu Je nutneacute při obraacuteběniacute keramiky obraacutebět nižšiacutemi posuvovyacutemi rychlostmi protože dochaacuteziacute k vysokeacutemu naacuterůstu řeznyacutech sil a bylo by možneacute naacutesledneacute porušeniacute obrobku Třiacuteska vznikaacute obdobnyacutem způsobem jako při broušeniacute keramickyacutech materiaacutelů [12]
25 Freacutezovaacuteniacute
Freacutezovaacuteniacute probiacutehaacute rotačniacutem naacutestrojem kteryacute konaacute hlavniacute řeznyacute pohyb Posuvovyacute pohyb obvykle vykonaacutevaacute obraacuteběnaacute součaacutest a obvykle je v zaacuteběru několik zubů freacutezy Tvořiacute se třiacuteska kteraacute maacute proměnlivou tloušťku [17]
Freacutezovaacuteniacute obecně se rozděluje dle naacutestrojů na freacutezovaacuteniacute vaacutelcoveacute a čelniacute Z těchto zaacutekladniacutech druhů vychaacuteziacute dalšiacute druhy jako je freacutezovaacuteniacute okružniacute a planetoveacute Dalšiacute rozděleniacute je možneacute dle pohybů freacutezy a obrobku na sousledneacute a nesousledneacute [17]
251 Vaacutelcoveacute freacutezovaacuteniacute
Vaacutelcoveacute freacutezovaniacute probiacutehaacute freacutezou ve tvaru vaacutelce kdy jsou zuby vytvořeny jen po obvodu naacutestroje Použiacutevajiacute se předevšiacutem vaacutelcoveacute a tvaroveacute freacutezy Hloubka vrstvy odebiacuteraneacute freacutezou se nastavuje kolmo na posuvovou složku pohybu [17]
Sousledneacute freacutezovaacuteniacute
Naacutestroj rotuje ve směru posuvu obrobku a třiacuteska začiacutenaacute na maximaacutelniacutem průřezu a postupně se zmenšuje až na nulovou tloušťku Vyacuteslednaacute plocha tvořenaacute freacutezou vznikaacute při vyacutestupu freacutezy z materiaacutelu Pro sousledneacute freacutezovaacuteniacute je nutneacute vymezit vůli mezi posuvovyacutem šroubem a maticiacute stolu stroje Sousledneacute freacutezovaacuteniacute je na obraacutezku 22 [17]
Probiacutehaacute opačně než sousledneacute freacutezovaacuteniacute Naacutestroj konaacute rotačniacute pohyb proti směru posuvoveacuteho pohybu obrobku a tiacutem je tvořena vyacuteslednaacute plocha při vstupu freacutezy do materiaacutelu Třiacuteska postupně narůstaacute od nuloveacute tloušťky do maxima viz obraacutezek 23 [17]
Čelniacute freacuteza maacute zuby vytvořeny jak na obvodu tak na čele a hlavniacute osa je kolmaacute na směr posuvoveacute rychlosti Při symetrickeacutem čelniacutem freacutezovaacuteniacute je osa naacutestroje shodnaacute s osou symetrie obraacuteběneacute plochy viz obraacutezek 24 [17]
Obr 24 a) Čelniacute symetrickeacute freacutezovaacuteniacute b) Čelniacute nesymetrickeacute freacutezovaacuteniacute [17]
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
KERAMICKEacute MATERIAacuteLY
16 UacuteST FSI VUT v Brně
tvaru bez poškozeniacute Poměrneacute prodlouženiacute (nebo zkraacuteceniacute) v daneacute ose můžeme vypočiacutetat dle vztahů 11 až 13 [5 12]
kde εxyz [-] - poměrneacute prodlouženiacute
σxyz [Mpa] - normaacuteloveacute napětiacute v daneacute ose
Modul pružnosti je pro keramickeacute materiaacutely značně odlišnyacute pro běžnyacute porcelaacuten je hodnota přibližně 70 GPa naopak slinuteacute karbidickeacute keramiky mohou dosahovat hodnot až 500 GPa Širokyacute interval hodnot modulu pružnosti u keramickyacutech materiaacutelů je způsoben tiacutem že modul pružnosti ovlivňuje samotneacute složeniacute keramickeacuteho materiaacutelu daacutele jeho mikrostruktura (uspořaacutedaacuteniacute podiacuteloveacute zastoupeniacute jednotlivyacutech faacuteziacute) Pro dvoufaacutezoveacute systeacutemy (jednoho druhu keramickeacuteho materiaacutelu a poacuterů) je možneacute určit modul pružnosti dle empirickeacuteho vztahu 14 Keramickeacute materiaacutely dosahujiacute hodnot Poissonova čiacutesla v rozmeziacute od 017 do 036 [5 12]
kde E0 [GPa] - modul pružnosti keramickeacuteho materiaacutelu bez poacuterů
VP [-] - objemoveacute množstviacute poacuterů
ab [-] - součiniteleacute tvaru poacuterů [5]
142 Plastickeacute vlastnosti
Za normaacutelniacutech teplot je keramika obvykle tvrdaacute křehkaacute ale mohou nastat přiacutepady kdy tomu tak neniacute ani za normaacutelniacutech teplot Za zvyacutešenyacutech teplot dochaacuteziacute k plastickeacutemu chovaacuteniacute keramickyacutech materiaacutelů Za normaacutelniacutech teplot je možneacute dosaacutehnout plastickeacuteho chovaacuteniacute keramickyacutech materiaacutelů kdy dochaacuteziacute k deformaci pouze minimaacutelniacuteho množstviacute materiaacutelu relativně vysokyacutem zatiacuteženiacutem toto je splněno při měřeniacute mikrotvrdosti kdy po diamantoveacutem indentoru zůstane otisk v materiaacutelu [5 12] Pokud je deformovaacuten pouze jednotlivyacute krystal keramickeacuteho materiaacutelu dochaacuteziacute ke skluzu čaacutestiacute krystalu Tyto skluzy se vnikajiacute tak že dochaacuteziacute k přesmykovaacuteniacute ktereacute ještě ulehčujiacute čaacuteroveacute dislokace v krystalu Daacutele může vznikat plastickaacute deformace jednotliveacuteho krystalu dvojčatěniacutem Velikost možneacute plastickeacute deformace je značně ovlivňovaacutena pohyblivostiacute a maneacutevrovatelnostiacute dislokaciacute v materiaacutelu [5 12]
( )[ ] 1-times+-= Ezyxx ssmse (11)
( )[ ] 1-times+-= Eyzyy ssmse (12)
( )[ ] 1-times+-= Eyxzz ssmse (13)
( )2
0 1 PP bVaVEE +-= [GPa] (14)
KERAMICKEacute MATERIAacuteLY
17 UacuteST FSI VUT v Brně
143 Creep
Creep (pomaleacute tečeniacute) je vlastně plastickeacute deformovaacuteniacute materiaacutelu ktereacute je ale obvykle provaacuteděno za zvyacutešenyacutech teplot Jednaacute se o velice důležitou charakteristiku pro keramickeacute materiaacutely (keramika může byacutet zkoušena za teplot nad 1 000 degC) a proto bude pro creep věnovaacutena jedna samostatnaacute kapitola Creep se vyznačuje tiacutem že k němu dochaacuteziacute při dlouhodobeacutem zatiacuteženiacute (při namaacutehaacuteniacute ktereacute nedosahuje meze kluzu materiaacutelu) za zvyacutešeneacute teploty Vyacutestupem z těchto zkoušek je takovaacute znalost o materiaacutelu že je znaacutemo za jakou dobu při daneacute teplotě a zatiacuteženiacute dojde ke stanoveneacutemu prodlouženiacute zkušebniacuteho vzorku Teacuteto znalosti můžeme využiacutet při navrhovaacuteniacute žaacuteruvzdornyacutech keramickyacutech vyacuterobků [5 12]
Obr 16 Tečeniacute materiaacutelu za různyacutech teplot [5]
Křivky tečeniacute materiaacutelu zatiacuteženeacuteho stejnyacutem zatiacuteženiacutem ale při jineacute teplotě jsou vyobrazeny na obraacutezku 16 Po počaacutetečniacutem pružneacutem prodlouženiacute naacutesleduje faacuteze kdy rychlost tečeniacute pomalu klesaacute V posledniacute faacutezi dochaacuteziacute ke zvyacutešeniacute rychlosti což je způsobeno ztenčeniacutem průřezu zatěžovaneacuteho vzorku a daacutele takeacute vlivem dutin ktereacute se objevujiacute ve vzorku K porušeniacute vzorku ale může dojiacutet již ve druheacutem staacutediu tečeniacute [5 26]
kde eamp [s-1] - rychlost poměrneacuteho prodlouženiacute
T [degK] - absolutniacute teplota
k [-] - konstanta
T0 [-] - konstanta [5]
Rychlost deformovaacuteniacute vzorku je možneacute ze vztahu 15 ze ktereacuteho je patrneacute že zmiacuteněnaacute rychlost roste se zvyšujiacuteciacutem se napětiacute a teplotou Creep se u keramickyacutech
T
T
n ek0-
timestimes= seamp [s-1] (15)
KERAMICKEacute MATERIAacuteLY
18 UacuteST FSI VUT v Brně
materiaacutelů objevuje při dosaženiacute polovičniacute teploty než je teplota taacuteniacute daneacuteho keramickeacuteho materiaacutelu [5]
144 Pevnost
Deformace keramickyacutech materiaacutelů probiacutehaacute do teacute doby než se objeviacute křehkyacute lom v materiaacutelu Křehkyacute lom se objevuje protože se netvořiacute žaacutednaacute plastickaacute deformace viditelnaacute pouhyacutem okem Prvotniacute porušeniacute keramickyacutech materiaacutelů se objevuje na jejich povrchu Toto porušeniacute je často vyvolaacuteno tahovyacutemi napětiacutemi Odolnost keramickyacutech materiaacutelů je v tahu vyacuteznamně nižšiacute než v tlaku (až 10x nižšiacute v tahu) Materiaacutely použiacutevaneacute pro izolaci majiacute pevnost v tahu na uacuterovni 10 MPa tradičniacute keramickeacute vyacuterobky dosahujiacute pevnosti v tlaku až 150 MPa Pro vysoce čisteacute keramickeacute materiaacutely (Al2O3) s velikostiacute zrn v řaacutedu μm je možneacute dosaacutehnout vyacuterazně vyššiacutech pevnostiacute i v ohybu a to až 600 Mpa Daacutele se vyskytujiacute speciaacutelniacute keramickeacute materiaacutely s pevnostiacute v tahu až 1 000 MPa [12 27] Pevnost keramickyacutech materiaacutelů je ovlivňovaacutena mnoha faktory napřiacuteklad poacutery trhlinami velikostiacute zrn a inkluzemi Pro keramickeacute materiaacutely je z pohledu pevnosti velice důležityacute faktor poacuterovitosti kdy existence poacuterů zmenšuje průřez a daacutele působiacute jako koncentraacutetor napětiacute [5 12]
V tabulce 13 jsou uvedeny materiaacuteloveacute charakteristiky některyacutech keramickyacutech materiaacutelů Tab 13 Vybraneacute keramickeacute materiaacutely a jejich pevnost [3]
Materiaacutel E Rm (v tlaku) Rm (v ohybu)
[GPa] [MPa] [MPa]
Al2O3 400 - 410 3000 350 - 400
SiC 410 - 480 2000 250 - 400
Si3N4 200 - 310 1200 700 - 800
ZrO2 150 - 200 2000 100 - 200
145 Křehkost
Fakt že keramickeacute materiaacutely jsou křehkeacute je způsoben dvěma faktory jeden je principiaacutelniacute a druhyacute vedlejšiacute Principiaacutelniacute křehkost keramickyacutech materiaacutelů je způsobena tiacutem že přechodovaacute teplota keramiky je vyššiacute než běžnaacute teplota Pokud tento jev nastaacutevaacute tak neniacute materiaacutel schopen se teacuteměř vůbec plasticky deformovat a dochaacuteziacute ke křehkeacutemu lomu Je tedy ztiacuteženaacute pohyblivost a maneacutevrovatelnost dislokaciacute Dalšiacutem vlivem je že v materiaacutelech vaacutezaneacute kovalentniacute a iontovou vazbou je zhoršeneacute navaacutezaacuteniacute mřiacutežek na hraniciacutech zrn což maacute za naacutesledek že pevnost mezi zrny je sniacutežena Vedlejšiacutemi přiacutečinami jsou obecně nehomogenity v materiaacutelu špatneacute slinutiacute a tiacutem dalšiacute oslabeniacute vazeb na hraniciacutech zrn nebo existence skelneacute faacuteze Daacutele se vyskytujiacute poacutery a trhliny Vedlejšiacute přiacutečiny jsou obvykle důvodem k porušeniacute u tradičniacute keramiky u technickeacute keramiky je tento jev již značně omezen ale staacutele se může vyskytovat [5 12]
KERAMICKEacute MATERIAacuteLY
19 UacuteST FSI VUT v Brně
146 Tvrdost
Obecnaacute definice tvrdosti materiaacutelu je že tvrdost je odpor materiaacutelu před vnikaacuteniacutem ciziacuteho objektu do materiaacutelu Je velkeacute množstviacute metod pro měřeniacute tvrdosti ktereacute jsou vhodneacute pro různeacute materiaacutely Pro měřeniacute tvrdosti jsou vhodneacute naacutesledujiacuteciacute metody Rockwell Vickers a Knoop Tvrdost keramiky dosahuje na Mohsově stupnici hodnot 8 ndash 9 pro technickou oxidickou keramiku a 9 ndash 95 pro keramiku neoxidickou Po diamantu kteryacute maacute tvrdost 10 se jednaacute o nejtvrdšiacute materiaacutely jakeacute se vyskytujiacute [3 5]
15 Vyacuteroba keramickyacutech materiaacutelů
Nejobvyklejšiacute způsob vyacuteroby keramiky je použitiacute praacuteškoveacute směsi a jejiacute naacutesledneacute slinovaacuteniacute za vysokeacute teploty Slinovaacuteniacutem dochaacuteziacute takeacute ke zhutněniacute směsi (sniacuteženiacute obsahu poacuterů) Vzhledem k působeniacute vysokyacutech teplot může dojiacutet ke změně vlastnostiacute a vyacuteslednyacute vyacuterobek může miacutet jineacute vlastnosti než vstupniacute surovina Pro tradičniacute keramiku jsou jako krystalickeacute faacuteze typickeacute přiacuterodniacute materiaacutely Naopak pro pokročileacute technickeacute keramickeacute materiaacutely jsou využiacutevaacuteny materiaacutely ktereacute neniacute možneacute v přiacuterodě naleacutezt Vyacuteroba keramickyacutech materiaacutelů je složena z několika kroků Prvotniacutem krokem je přiacuteprava směsi pokračuje se vytvarovaacuteniacutem do požadovaneacuteho tvaru a poteacute je vyacuterobek dehydratovaacuten Konečnou uacutepravou je zpravidla nějakyacute druh tepelneacuteho zpracovaacuteniacute kdy nejčastěji se využiacutevaacute vypalovaacuteniacute u tradičniacute keramiky a slinovaacuteniacute u keramiky technickeacute [1 2 5]
151 Přiacuteprava směsi
Vyacuteslednaacute kvalita a takeacute technologie vyacuteroby keramickyacutech materiaacutelů je značně zaacutevislaacute na kvalitě vstupniacutech surovin Vlastnosti ktereacute se sledujiacute u vstupniacutech surovin pro keramickeacute materiaacutely jsou např chemickeacute složeniacute velikost tvar a povrch zrn Přiacuterodniacute materiaacutely jsou obvykle značně rozdiacutelneacute a proto je nutneacute vlastnosti vstupniacutech materiaacutelů sledovat Přiacuteprava směsiacute obvykle probiacutehaacute tak že materiaacutely jsou smiacutechaacuteny a namlety naraacutez Je nutneacute použiacutevat takoveacute mleciacute kameny aby nedochaacutezelo k jejich porušovaacuteniacutem a tiacutem přimiacutechaacutevaacuteniacute nežaacutedouciacutech přiacuteměsiacute do mleteacute směsi Pro sniacuteženiacute poacuterovitosti je vhodneacute miacutet rozdiacutelně velkeacute čaacutestice a to z toho důvodu že při vytvarovaacuteniacute dojde k vyplněniacute volnyacutech prostorů mezi většiacutemi čaacutesticemi čaacutesticemi menšiacutemi Miacuteseniacute může probiacutehat bez přimiacutechaacuteniacute kapaliny (obvykle voda) nebo v suspenzi V přiacutepadě miacuteseniacute s vodou je nutneacute tuto vodu po promiacuteseniacute odstranit např rozprašovaacuteniacutem Vyacutesledkem je čistyacute granulaacutet ve ktereacutem jsou smiacutechaneacute všechny materiaacutely [5]
152 Tvarovaacuteniacute
Tvarovaacuteniacute začiacutenaacute aglomeraciacute jehož podstata je v tom že do směsi keramickyacutech praacutešků se přidajiacute dalšiacute laacutetky Jsou přidaacutevaacuteny takoveacute laacutetky aby bylo možneacute vytvořit ze sucheacuteho praacutešku požadovanyacute tvar vyacutesledneacuteho vyacuterobku a takeacute usnadnit jeho tvarovaacuteniacute a celkově zlepšit jeho vlastnosti Přidaacutevajiacute se různaacute pojiva maziva a daacutele můžou byacutet použita smaacutečedla Tvarovaacuteniacute může probiacutehat za tepla ale takeacute za studena (za normaacutelniacute teploty) ktereacute je použiacutevaacuteno častěji Nejčastěji se pro tvarovaacuteniacute využiacutevaacute různyacutech druhů lisovaacuteniacute popřiacutepadě litiacute vstřikovaacuteniacute nebo vytlačovaacuteniacute Ciacutelem tvarovaacuteniacute je jednak vytvořit zaacutekladniacute tvar keramickeacuteho vyacuterobku zajistit jeho určitou hutnost a takeacute zajistit aby takto zpracovanyacute polotovar ziacuteskal dostatečnou pevnost pro manipulaci během vyacuteroby [1 2 4 7]
KERAMICKEacute MATERIAacuteLY
20 UacuteST FSI VUT v Brně
Tab 14 Metody pro tvarovaacuteniacute keramiky [28]
Lisovaacuteniacute Pro lisovaacuteniacute se obvykle použiacutevaacute suchyacutech přiacutepadně polosuchyacutech směsiacute (vlhkost do 15 ) ale mohou se lisovat i směsi mokreacute Rozhodnutiacute jakyacute způsob (suchaacute nebo mokraacute směs) se použije zaacutevisiacute na druhu zpracovaacutevaneacuteho materiaacutelu Suchyacutech směsiacute se využiacutevaacute pro lisovaacuteniacute běžnyacutech keramickyacutech vyacuterobků jako jsou např dlaždice Maximaacutelniacute tlak použiacutevanyacute pro běžneacute jednosměrneacute lisovaacuteniacute je až 200 MPa Vlastnosti lisovanyacutech vyacuterobků nejsou homogenniacute což je způsobeno třeniacutem mezi stěnami formy a keramickyacutem materiaacutelem Pro zlepšeniacute vlastnostiacute se daacutele použiacutevaacute oboustranneacuteho nebo izostatickeacuteho lisovaacuteniacute (lisovaacuteniacute ze všech stran) Dalšiacutemi použiacutevanyacutemi druhy lisovaacuteniacute jsou přetokoveacute piacutestoveacute a žaacuteroveacute lisovaacuteniacute [4 7 24] Přetokoveacute lisovaacuteniacute Pro přetokoveacute lisovaacuteniacute se použiacutevaacute otevřenyacutech kovovyacutech forem jejichž hloubka je shodnaacute s vyacuteslednou vyacuteškou vyacutelisku Použiacutevaacute se lisovaciacutech tlaků v rozmeziacute 5 až 8 MPa Je nutneacute zajistit dostatečnou pevnost vyacutelisku pro jeho manipulaci Vhodneacute pro tvarově složitějšiacute vyacutelisky [7] Piacutestoveacute lisovaacuteniacute Vhodneacute pro vyacuterobu vyacutelisků s minimaacutelniacutem obsahem vody Pro vysokou kvalitu vyacutelisku je nutneacute zajistit rovnoměrneacute rozloženiacute směsi ve vyacutelisku proto je nutneacute sledovat naacutesyp směsi do formy Dalšiacutemi důležityacutemi faktory pro piacutestoveacute lisovaacuteniacute je působeniacute poměr vyacutešky a průměru požiteacute formy a působeniacute lisovaciacutech siacutel [7] Izostatickeacute lisovaacuteniacute Pro tento způsob lisovaacuteniacute se použiacutevaacute směsiacute ktereacute majiacute niacutezkyacute obsah vody a použiacutevaacute se velkyacutech lisovaciacutech tlaků v rozmeziacute 100 až 400 MPa Izostatickeacute lisovaacuteniacute je vyacutehodneacute protože dochaacuteziacute k působeniacute lisovaciacute siacutely ve všech směrech Tiacutem dochaacuteziacute ke zlepšeniacute vyacuteslednyacutech vlastnostiacute z důvodu zvyacutešeniacute homogenity vyacutelisku Izostatickeacute lisovaacuteniacute může probiacutehat do sucheacute nebo do mokreacute formy Lisovaacuteniacute do sucheacute formy je vhodneacute pro menšiacute vyacutelisky ktereacute jsou tvarově složitějšiacute Mokryacutech forem se využiacutevaacute na velkeacute a tvarově jednoducheacute odlitky [7]
KERAMICKEacute MATERIAacuteLY
21 UacuteST FSI VUT v Brně
Žaacuteroveacute lisovaacuteniacute Velice naacuteročnaacute a drahaacute metoda zpracovaacuteniacute keramickyacutech materiaacutelů což je způsobeno tiacutem že se lisuje za velice vysokyacutech teplot ktereacute dosahujiacute až 2 000 degC za použitiacute ochranneacute atmosfeacutery Použiacutevaacute se lisovaciacutech tlaků ve vyacuteši 40 až 60 MPa Metoda vhodnaacute pro technickou oxidovou nebo neoxidovou keramiku a diacuteky slinovaacuteniacute (dosahuje se vyššiacutech teplot než při běžneacutem slinovaacuteniacute) ktereacute při žaacuteroveacutem lisovaacuteniacute nastaacutevaacute dochaacuteziacute ke zhutněniacute materiaacutelu a dosahuje se objemoveacute hmotnosti teacuteměř stejneacute jako je hustota čisteacuteho materiaacutelu [5 7] Izostatickeacute žaacuteroveacute lisovaacuteniacute Pro tento druh lisovaacuteniacute se použiacutevaacute inertniacutech plynů Nejprve se vylisuje prvotniacute vyacutelisek (obvykle piacutestovyacutem nebo izostatickyacutem způsobem) a takto připravenyacute vyacutelisek je možneacute ještě vypaacutelit Poteacute je uzavřen do pouzdra kteryacutem nemůže proniknout inertniacute plyn Takto je poteacute uložen do naacutedoby s inertniacutem plynem a vložen do pece Plyn působiacute lisovaciacutem tlakem Takto vyrobenyacute vyacuterobek maacute objemovou hmotnost teacuteměř shodnou s hustotou a takeacute vysokou pevnost Obvykle naacutesledujiacute dalšiacute uacutepravy vyacuterobku předevšiacutem jeho broušeniacute Slinovaacuteniacute je ovlivňovaacuteno teplotou a tlakem viz obraacutezek 17 [5 7]
Obr 17 Vliv teploty a tlaku na slinovaacuteniacute Al2O3 [5]
Suspenzniacute litiacute Metoda suspezniacuteho litiacute je vhodnaacute pro tenkostěnneacute složiteacute a nesymetrickeacute vyacuterobky Pro vyacuterobu se použiacutevaacute saacutedrovyacutech forem Jakmile je suspenze nalita do formy forma nasaje čaacutest vody a tiacutem se na rozhraniacute formy a směsi vytvořiacute slupka Po určiteacutem čase se vylije přebytečnaacute suspenze z formy Tenkostěnneacute vyacuterobky je nutneacute nechat odsaacutevat vodu několik minut a tlustostěnneacute vyacuterobky i několik hodin Vyacuterobek se z formy vyjiacuteme až v okamžiku kdy dosaacutehne dostatečneacute pevnosti aby bylo
KERAMICKEacute MATERIAacuteLY
22 UacuteST FSI VUT v Brně
možneacute s vyacuterobkem manipulovat Postup vyacuteroby tenkostěnneacuteho vyacuterobku je na obraacutezku 18 a plneacuteho diacutelu na obraacutezku 19 [1 29]
Injekčniacute vstřikovaacuteniacute Podstatou vstřikovaacuteniacute je že do formy je za pomoci tlaku vstřiacuteknuta suspenze ve ktereacute je obsažen keramickyacute materiaacutel V okamžiku kdy polotovar ziacuteskaacute manipulačniacute pevnost je vytažen z formy Po zformovaacuteniacute je za zvyacutešeneacute teploty odstraněno termoplastickeacute pojivo a naacutesleduje slinovaacuteniacute Metoda injekčniacuteho vstřikovaacuteniacute je vhodnaacute pro vyacuterobu velkeacuteho množstviacute rozměrově menšiacutech a tvarově stejnyacutech vyacuterobků Použiacutevaacute se pro vyacuterobu lopatek turbiacuten ventilů nebo biokeramickyacutech proteacutez Nevyacutehodou je nutnost investovat velkeacute finančniacute prostředky na pořiacutezeniacute strojů a forem [1] Vytlačovaacuteniacute Tvar vyacutesledneacuteho vyacuterobku je u vytlačovaacuteniacute dosažen tak že se vytlačuje směs pojiva a keramickeacuteho praacutešku přes naacutestroj Metoda použiacutevanaacute pro vyacuterobu profilů izolaacutetorů pro elektrotechnickyacute průmysl a jinyacutech vyacuterobků z technickeacute keramiky [1]
153 Sušeniacute
Polotovary keramickyacutech vyacuterobků se sušiacute z důvody sniacuteženiacute množstviacute pojiva ktereacute bylo do směsi přidaacuteno aby bylo možneacute vyacuterobek vytvarovat Teplota sušeniacute je zaacutevislaacute na požiteacutem pojivu ve směsi Pokud je použita voda sušeniacute probiacutehaacute při
KERAMICKEacute MATERIAacuteLY
23 UacuteST FSI VUT v Brně
teplotaacutech do 100 degC ale pokud je obsaženo nějakeacute pojivo na baacutezi organickeacuteho materiaacutelu je teplota až 300 degC Sušiacute se po dobu 1 dne i deacutele v zaacutevislosti na velikosti vyacuterobku Při sušeniacute dochaacuteziacute k poklesu objemu polotovaru dochaacuteziacute ke styku jednotlivyacutech zrn keramickeacuteho materiaacutelu což je způsobeno odpařovaacuteniacutem pojiva z polotovaru Při dosaženiacute kritickeacute dochaacuteziacute k naacuterůstu kapilaacuterniacutech sil ktereacute způsobujiacute smrštěniacute polotovaru Smršťovaacuteniacute probiacutehaacute až do okamžiku kdy dojde k doteku jednotlivyacutech krystalů Je nutneacute vysušit polotovar rovnoměrně aby nevznikala tahovaacute napětiacute Při jejich vzniku dochaacuteziacute ke sniacuteženiacute pevnosti kdy může nastat i porušeniacute vyacuterobku [1]
Posledniacute čaacutestiacute řetězce při vyacuterobě keramickyacutech vyacuterobků je tepelneacute zpracovaacuteniacute Přiacute slinovaacuteniacute dochaacuteziacute k redukci velikosti poacuterů v materiaacutelu Tiacutem dochaacuteziacute ke zpevněniacute a tak ziacuteskaacutevaacute vyacuterobek konečnou pevnost Působeniacutem difůze mezi zrny dochaacuteziacute ke spojeniacute jednotlivyacutech zrn v jeden celek Teploty pro slinovaacuteniacute keramiky je v intervalu od 1 000 degC ndash 1 400 degC Žaacuteruvzdorneacute materiaacutely a technickou keramiku je nutneacute slinovat za teplot vyššiacutech a to až 1 700 degC Doba slinovaacuteniacute je obvykle značně dlouhaacute (v řaacutedu desiacutetek hodin) Toto je daacuteno tiacutem že je nutneacute dlouho vyacuterobek nahřiacutevat poteacute naacutesleduje samotneacute slinovaacuteniacute a pak velice pomaleacute ochlazovaacuteniacute Rychlost ochlazovaacuteniacute neniacute možneacute zvyacutešit jinak by došlo ke vzniku nežaacutedouciacutech napětiacute a tiacutem ke sniacuteženiacute pevnosti [1 4 5 29 30]
Obr 19 Princip slinovaacuteniacute jak probiacutehaacute v mikrostruktuře materiaacutelu [31]
Pro obraacuteběniacute obecně je jedniacutem z nejdůležitějšiacutech parametrů kteryacute ovlivňuje průběh obraacuteběniacute i vyacuteslednou kvalitu obrobku je obrobitelnost materiaacutelu Obrobitelnost keramickyacutech materiaacutelů je velice niacutezkaacute což je daacuteno předevšiacutem vysokou tvrdostiacute keramiky a tiacutem odolnosti proti vnikaacuteniacute ciziacutech těles do materiaacutelu Obraacuteběniacute keramickyacutech materiaacutelů je proto vysoce naacuteročneacute na naacutestroje a je maacutelo produktivniacute a proto takeacute velice draheacute Proto se keramickeacute materiaacutely zpracovaacutevajiacute rovnou do vyacuteslednyacutech tvarů pomociacute klasickyacutech metod zpracovaacuteniacute keramickyacutech materiaacutelů jako je např vytlačovaacuteniacute suspenzniacute litiacute nebo lisovaacuteniacute Pokud je obraacuteběniacute využiacutevaacuteno pak obvykle nějakyacutem způsobem dokončovaciacuteho obraacuteběniacute kde typickyacutem představitelem je broušeniacute nebo nějakyacutem z nekonvenčniacutech způsobů obraacuteběniacute jako je napřiacuteklad obraacuteběniacute laserem nebo ultrazvukem ktereacute jsou obecně vhodnějšiacute než konvečniacute metody obraacuteběniacute naacutestroji s definovanou geometriiacute Probleacutemem konvenčniacuteho způsobu obraacuteběniacute je že tvrdost naacutestroje musiacute byacutet vyššiacute než obraacuteběneacuteho materiaacutelu aby bylo vůbec možneacute vniknout naacutestrojem do obrobku a zahaacutejit proces řezaacuteniacute Pro konvenčniacute metody (a i pro experimentaacutelniacute čaacutest byl použit) jsou obvykle použiacutevaacuteny naacutestroje z polykrystalickeacuteho diamantu nebo kubickeacuteho nitridu boacuteru Vzhledem k vysokeacute tvrdosti keramiky ale i u polykrystalickeacuteho diamantu dochaacuteziacute k rychleacutemu opotřebeniacute břitu a to maacute velkyacute vliv na zmiacuteněnou produktivitu a cenu obraacuteběniacute Obecně je ale obrobitelnost jednotlivyacutech keramickyacutech materiaacutelů různaacute a zaacutevisiacute na materiaacutelech použityacutech pro vyacuterobu na způsobu zpracovaacuteniacute a poteacute na samotnyacutech řeznyacutech podmiacutenkaacutech [9 10 11]
Společnyacutem znakem všech způsobů obraacuteběniacute je že je nutneacute v materiaacutelu vytvořit minimaacutelně jednu anebo většiacute množstviacute prasklin a ty poteacute rozšiřovat v požadovaneacutem směru Povrch je tvořen soustavou lomovyacutech ploch přiacutepadně jednou lomovou plochou Trhlinu v materiaacutelu můžeme vytvořit pomociacute siloveacuteho působeniacute do materiaacutelu nebo pomociacute vysoce zkoncetrovaneacuteho energetickeacuteho paprsku (laser) Pokud vytvaacuteřiacuteme trhlinu mechanicky dochaacuteziacute k jejiacutemu vzniku tak že do materiaacutelu je vtlačovaacuten hrot nebo kliacuten Tyto naacutestroje nejsou nikdy dokonale ostreacute a majiacute nějakyacute poloměr zaobleniacute a proto dochaacuteziacute v miacutestě dotyku s obraacuteběnyacutem materiaacutelem ke vzniku kontaktniacute plošky pomociacute ktereacute se přenaacutešiacute vzaacutejemneacute siloveacute působeniacute V těchto miacutestech dochaacuteziacute k vysokyacutem tlakovyacutem zatiacuteženiacutem ktereacute ve směru do obraacuteběneacuteho materiaacutelu ustupujiacute a naopak se měniacute v zatiacuteženiacute tahoveacute Kromě tlakovyacutech a tahovyacutech napětiacute se v materiaacutelu vyskytuje i napětiacute smykoveacute [12]
Prvotně dochaacuteziacute k pružneacute deformaci materiaacutelu a při dosaženiacute meze kluzu dochaacuteziacute k nevratnyacutem změnaacutem v materiaacutelu Dochaacuteziacute ke vzniku trhlin a ty se daacutele šiacuteřiacute materiaacutelem Vzhledem ke složitosti krystalickeacute mřiacutežky kterou majiacute keramickeacute materiaacutely je pro atomy ve struktuře těžkeacute najiacutet novou rovnovaacutežnou polohu po siloveacutem působeniacute toto způsobuje vysokou křehkost keramiky a tiacutem rychlyacute vznik a šiacuteřeniacute trhlin keramickyacutemi materiaacutely [12]
Ke vzniku trhlin může dochaacutezet v některyacutech přiacutepadech až po jeho odlehčeniacute a to takovyacutem způsobem že dojde k narušeniacute materiaacutelu pod povrchem (plastickeacute deformaci) Působeniacutem sil na obraacuteběnyacute materiaacutel dochaacuteziacute k již zmiacuteněnyacutem tlakovyacutem silaacutem kteraacute zaacuteroveň braacuteniacute k oddaacuteleniacute atomů od sebe a tiacutem braacuteniacute vzniku praskliny Až po naacutesledneacutem uvolněniacute dochaacuteziacute k naacuterůstu tahovyacutech napětiacute a tiacutem k samotneacute tvorbě praskliny Toto odpruženiacute může vyvolat vylomeniacute střepů z povrchu materiaacutelu [12]
Jednaacute se o technologii podobnou broušeniacute ale nedochaacuteziacute ke smykoveacutemu napětiacute mezi naacutestrojem a obrobkem a takeacute je jinyacute mechanismus působeniacute abrazivniacuteho zrna na obraacuteběnyacute materiaacutel Podstatou obraacuteběniacute ultrazvukem je vrhaacuteniacute abrazivniacutech zrn vysokou rychlostiacute proti materiaacutelu obrobku Při naacuterazu se kinetickaacute energie čaacutestice měniacute na deformačniacute praacuteci Diacuteky křehkosti keramiky stačiacute i malaacute zrna (disponujiacuteciacute relativně malou kinetickou energiiacute) k vytvořeniacute trhlin a pokud dojde ke spojeniacute dvou (nebo viacutece) trhlin vzniknou maleacute čaacutestice ktereacute po naacutesledujiacuteciacutem naacuterazu dalšiacute čaacutestice jsou vytrženyacute z materiaacutelu Naacutestrojovaacute hlava neniacute nijak tvarově omezena a je proto možneacute vytvaacuteřet různeacute otvory nebo zahloubeniacute Jako naacutestrojovyacute materiaacutel je obvykle použita ocel Tento naacutestroj kmitaacute s frekvenciacute 10 až 20 kHz Zrna jsou mezi materiaacutelem a naacutestrojem a jsou ve formě suspenze kdy jsou smiacutechaacutena s lihem benziacutenem nebo vodou Přiacutetomnost kapaliny ulehčuje pronikaacuteniacute energie do miacutesta obraacuteběniacute Jako abrazivniacutech zrna se využiacutevaacute oxid hlinityacute karbid boacuteru karbid křemiacuteku nebo pro nejtvrdšiacute materiaacutely zrna diamantovaacute Velikost zrn je 10-100 μm [12 13]
Obr 21 Obraacuteběniacute ultrazvukem [12]
22 Otryskaacutevaacuteniacute
Otryskaacutevaacuteniacute je metoda obraacuteběniacute kteraacute je značně podobnaacute obraacuteběniacute ultrazvukem ale na energii abrazivniacutem zrnům miacutesto generaacutetoru kmitů dodaacutevaacute vrhaciacute zařiacutezeniacute Otryskaacutevaacuteniacute se využiacutevaacute jako k vrtaacuteniacute otvorů děleniacute materiaacutelů ale takeacute k meacuteně naacuteročneacutemu opracovaacuteniacute jako je zdrsněniacute povrchu nebo jeho dekorace Použiacutevanyacutemi
materiaacutely jsou oxid hlinityacute karbid křemiacuteku nebo pouze křemennyacute piacutesek (z tohoto materiaacutelu pochaacuteziacute rozšiacuteřenyacute naacutezev bdquopiacuteskovaacuteniacuteldquo) Velikost čaacutestic se pohybuje od 10 μm až po jednotky mm Toto maacute samozřejmě vliv i na vyacuteslednou přesnost opracovaacuteniacute i na kvalitu povrchu [12]
23 Obraacuteběniacute laserem
Laser je vhodnyacute pro obraacuteběniacute pokud je materiaacutel schopen pohlcovat světelnou energii Daacutele je důležitaacute takeacute tepelnaacute vodivost a odrazivost materiaacutelu určeneacuteho pro obraacuteběniacute laserem Čiacutem viacutece materiaacutel pohltiacute zaacuteřeniacute a čiacutem horšiacute maacute tepelnou vodivost a odrazivost tiacutem je vhodnějšiacute ke zpracovaacuteniacute laserem [12]
Laserem je možneacute vytvořit lokaacutelniacute poškozeniacute tak že laserem je zkoncentrovaacutena energie do jednoho miacutesta tak že dojde k taveniacute a poteacute k naacutesledneacutemu odpařovaacuteniacute materiaacutelu Na obvodu paprsku dochaacuteziacute k taveniacute materiaacutelu (diacuteky nižšiacute koncentraci energie) a uprostřed laseroveacuteho paprsku k jeho odpařovaacuteniacute Laseru se využiacutevaacute pro vrtaacuteniacute otvorů nebo na řezaacuteniacute Obvykle se použiacutevaacute pulzniacutech laserů kdy každyacute pulz v přiacutepadě vrtaacuteniacute malyacutech otvorů vytvořiacute otvor o hloubce a průměru přibližně desetiny mm Velkeacute otvory jsou vytvaacuteřeny tak že laser tvořiacute draacutehu o průměru otvoru Vyššiacute přesnosti otvoru se dosaacutehne přiacutepadně naacuteslednyacutem lapovaacuteniacutem otvoru Daacutele se lasery využiacutevajiacute na tvorbu ryacuteh na povrchu materiaacutelu Charakteristickyacutemi vlastnostmi laserů je vlnovaacute deacutelka jmenovityacute vyacutekon a pracovniacute režim [12]
23 Broušeniacute
Broušeniacute je jednou z dokončovaciacutech metod obraacuteběniacute Kdy působeniacutem abrazivniacutech zrn na materiaacutel dochaacuteziacute k oddělovaacuteniacute malyacutech třiacutesek z povrchu obrobku Brusnaacute zrna jsou umiacutestěna v brusneacutem naacutestroji naacutehodně a tedy vyacuteslednyacute naacutestroj nemaacute definovanou geometrii Brusnyacute kotouč je k obrobku přitlačovaacuten a zaacuteroveň vykonaacutevaacute posuvnyacute pohyb Jako brusneacute naacutestroje pro keramickeacute materiaacutely je využiacutevaacuteno diamantu karbidu křemiacuteku nebo oxidu hliniteacuteho Zrna miacutevajiacute velikost od jednotek do několika stovek μm v zaacutevislosti na požadavciacutech na vyacuteslednou kvalitu povrchu Zrna byacutevajiacute obvykle pevně spojena (vaacutezaneacute brusivo) ale někdy se využiacutevajiacute i zrna volnaacute ve formě suspenze (zrna v kapalině) Při broušeniacute jsou brusnaacute zrna vtlačovaacutena do obraacuteběneacuteho materiaacutelu po ktereacutem se smyacutekajiacute a odvalujiacute V miacutestě kontaktu jsou vysokaacute napětiacute a může dochaacutezet takeacute k plastickyacutem deformaciacutem (mikroskopickyacute rozsah) Oddělovaacuteniacute materiaacutelu dochaacuteziacute tak že zrna vylamujiacute a vytrhaacutevajiacute maleacute čaacutestice po odlehčeniacute může dochaacutezet k odpryacuteskaacutevaacuteniacute malyacutech čaacutestic Nejdůležitějšiacutemi parametry broušeniacute je měrnyacute vyacutekon broušeniacute objemovaacute uacutečinnost naacutestroje a měrnaacute energie broušeniacute [12]
24 Freacutezovaacuteniacute soustruženiacute a vrtaacuteniacute
Keramickeacute materiaacutely je možneacute obraacutebět i konvenčniacutemi metodami obraacuteběniacute ale je nutneacute použiacutevat naacutestroje na baacutezi polykrystalickeacuteho diamantu přiacutepadně kubickeacuteho nitridu boacuteru Pro zvyacutešeniacute trvanlivosti naacutestrojů a zkraacuteceniacute doby obraacuteběniacute je vhodneacute využiacutet předevšiacutem laseru na přiacutepravu obrobku z keramickeacuteho materiaacutelu a poteacute pouze
dokončit některou z konvenčniacutech metod obraacuteběniacute Vzhledem k vysokeacute křehkosti dochaacuteziacute při vnikaacuteniacute naacutestroje do keramiky k tvorbě trhlin v materiaacutelu takto narušenyacute materiaacutel se vylamuje a odpryacuteskaacutevaacute od povrchu Je nutneacute při obraacuteběniacute keramiky obraacutebět nižšiacutemi posuvovyacutemi rychlostmi protože dochaacuteziacute k vysokeacutemu naacuterůstu řeznyacutech sil a bylo by možneacute naacutesledneacute porušeniacute obrobku Třiacuteska vznikaacute obdobnyacutem způsobem jako při broušeniacute keramickyacutech materiaacutelů [12]
25 Freacutezovaacuteniacute
Freacutezovaacuteniacute probiacutehaacute rotačniacutem naacutestrojem kteryacute konaacute hlavniacute řeznyacute pohyb Posuvovyacute pohyb obvykle vykonaacutevaacute obraacuteběnaacute součaacutest a obvykle je v zaacuteběru několik zubů freacutezy Tvořiacute se třiacuteska kteraacute maacute proměnlivou tloušťku [17]
Freacutezovaacuteniacute obecně se rozděluje dle naacutestrojů na freacutezovaacuteniacute vaacutelcoveacute a čelniacute Z těchto zaacutekladniacutech druhů vychaacuteziacute dalšiacute druhy jako je freacutezovaacuteniacute okružniacute a planetoveacute Dalšiacute rozděleniacute je možneacute dle pohybů freacutezy a obrobku na sousledneacute a nesousledneacute [17]
251 Vaacutelcoveacute freacutezovaacuteniacute
Vaacutelcoveacute freacutezovaniacute probiacutehaacute freacutezou ve tvaru vaacutelce kdy jsou zuby vytvořeny jen po obvodu naacutestroje Použiacutevajiacute se předevšiacutem vaacutelcoveacute a tvaroveacute freacutezy Hloubka vrstvy odebiacuteraneacute freacutezou se nastavuje kolmo na posuvovou složku pohybu [17]
Sousledneacute freacutezovaacuteniacute
Naacutestroj rotuje ve směru posuvu obrobku a třiacuteska začiacutenaacute na maximaacutelniacutem průřezu a postupně se zmenšuje až na nulovou tloušťku Vyacuteslednaacute plocha tvořenaacute freacutezou vznikaacute při vyacutestupu freacutezy z materiaacutelu Pro sousledneacute freacutezovaacuteniacute je nutneacute vymezit vůli mezi posuvovyacutem šroubem a maticiacute stolu stroje Sousledneacute freacutezovaacuteniacute je na obraacutezku 22 [17]
Probiacutehaacute opačně než sousledneacute freacutezovaacuteniacute Naacutestroj konaacute rotačniacute pohyb proti směru posuvoveacuteho pohybu obrobku a tiacutem je tvořena vyacuteslednaacute plocha při vstupu freacutezy do materiaacutelu Třiacuteska postupně narůstaacute od nuloveacute tloušťky do maxima viz obraacutezek 23 [17]
Čelniacute freacuteza maacute zuby vytvořeny jak na obvodu tak na čele a hlavniacute osa je kolmaacute na směr posuvoveacute rychlosti Při symetrickeacutem čelniacutem freacutezovaacuteniacute je osa naacutestroje shodnaacute s osou symetrie obraacuteběneacute plochy viz obraacutezek 24 [17]
Obr 24 a) Čelniacute symetrickeacute freacutezovaacuteniacute b) Čelniacute nesymetrickeacute freacutezovaacuteniacute [17]
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
KERAMICKEacute MATERIAacuteLY
17 UacuteST FSI VUT v Brně
143 Creep
Creep (pomaleacute tečeniacute) je vlastně plastickeacute deformovaacuteniacute materiaacutelu ktereacute je ale obvykle provaacuteděno za zvyacutešenyacutech teplot Jednaacute se o velice důležitou charakteristiku pro keramickeacute materiaacutely (keramika může byacutet zkoušena za teplot nad 1 000 degC) a proto bude pro creep věnovaacutena jedna samostatnaacute kapitola Creep se vyznačuje tiacutem že k němu dochaacuteziacute při dlouhodobeacutem zatiacuteženiacute (při namaacutehaacuteniacute ktereacute nedosahuje meze kluzu materiaacutelu) za zvyacutešeneacute teploty Vyacutestupem z těchto zkoušek je takovaacute znalost o materiaacutelu že je znaacutemo za jakou dobu při daneacute teplotě a zatiacuteženiacute dojde ke stanoveneacutemu prodlouženiacute zkušebniacuteho vzorku Teacuteto znalosti můžeme využiacutet při navrhovaacuteniacute žaacuteruvzdornyacutech keramickyacutech vyacuterobků [5 12]
Obr 16 Tečeniacute materiaacutelu za různyacutech teplot [5]
Křivky tečeniacute materiaacutelu zatiacuteženeacuteho stejnyacutem zatiacuteženiacutem ale při jineacute teplotě jsou vyobrazeny na obraacutezku 16 Po počaacutetečniacutem pružneacutem prodlouženiacute naacutesleduje faacuteze kdy rychlost tečeniacute pomalu klesaacute V posledniacute faacutezi dochaacuteziacute ke zvyacutešeniacute rychlosti což je způsobeno ztenčeniacutem průřezu zatěžovaneacuteho vzorku a daacutele takeacute vlivem dutin ktereacute se objevujiacute ve vzorku K porušeniacute vzorku ale může dojiacutet již ve druheacutem staacutediu tečeniacute [5 26]
kde eamp [s-1] - rychlost poměrneacuteho prodlouženiacute
T [degK] - absolutniacute teplota
k [-] - konstanta
T0 [-] - konstanta [5]
Rychlost deformovaacuteniacute vzorku je možneacute ze vztahu 15 ze ktereacuteho je patrneacute že zmiacuteněnaacute rychlost roste se zvyšujiacuteciacutem se napětiacute a teplotou Creep se u keramickyacutech
T
T
n ek0-
timestimes= seamp [s-1] (15)
KERAMICKEacute MATERIAacuteLY
18 UacuteST FSI VUT v Brně
materiaacutelů objevuje při dosaženiacute polovičniacute teploty než je teplota taacuteniacute daneacuteho keramickeacuteho materiaacutelu [5]
144 Pevnost
Deformace keramickyacutech materiaacutelů probiacutehaacute do teacute doby než se objeviacute křehkyacute lom v materiaacutelu Křehkyacute lom se objevuje protože se netvořiacute žaacutednaacute plastickaacute deformace viditelnaacute pouhyacutem okem Prvotniacute porušeniacute keramickyacutech materiaacutelů se objevuje na jejich povrchu Toto porušeniacute je často vyvolaacuteno tahovyacutemi napětiacutemi Odolnost keramickyacutech materiaacutelů je v tahu vyacuteznamně nižšiacute než v tlaku (až 10x nižšiacute v tahu) Materiaacutely použiacutevaneacute pro izolaci majiacute pevnost v tahu na uacuterovni 10 MPa tradičniacute keramickeacute vyacuterobky dosahujiacute pevnosti v tlaku až 150 MPa Pro vysoce čisteacute keramickeacute materiaacutely (Al2O3) s velikostiacute zrn v řaacutedu μm je možneacute dosaacutehnout vyacuterazně vyššiacutech pevnostiacute i v ohybu a to až 600 Mpa Daacutele se vyskytujiacute speciaacutelniacute keramickeacute materiaacutely s pevnostiacute v tahu až 1 000 MPa [12 27] Pevnost keramickyacutech materiaacutelů je ovlivňovaacutena mnoha faktory napřiacuteklad poacutery trhlinami velikostiacute zrn a inkluzemi Pro keramickeacute materiaacutely je z pohledu pevnosti velice důležityacute faktor poacuterovitosti kdy existence poacuterů zmenšuje průřez a daacutele působiacute jako koncentraacutetor napětiacute [5 12]
V tabulce 13 jsou uvedeny materiaacuteloveacute charakteristiky některyacutech keramickyacutech materiaacutelů Tab 13 Vybraneacute keramickeacute materiaacutely a jejich pevnost [3]
Materiaacutel E Rm (v tlaku) Rm (v ohybu)
[GPa] [MPa] [MPa]
Al2O3 400 - 410 3000 350 - 400
SiC 410 - 480 2000 250 - 400
Si3N4 200 - 310 1200 700 - 800
ZrO2 150 - 200 2000 100 - 200
145 Křehkost
Fakt že keramickeacute materiaacutely jsou křehkeacute je způsoben dvěma faktory jeden je principiaacutelniacute a druhyacute vedlejšiacute Principiaacutelniacute křehkost keramickyacutech materiaacutelů je způsobena tiacutem že přechodovaacute teplota keramiky je vyššiacute než běžnaacute teplota Pokud tento jev nastaacutevaacute tak neniacute materiaacutel schopen se teacuteměř vůbec plasticky deformovat a dochaacuteziacute ke křehkeacutemu lomu Je tedy ztiacuteženaacute pohyblivost a maneacutevrovatelnost dislokaciacute Dalšiacutem vlivem je že v materiaacutelech vaacutezaneacute kovalentniacute a iontovou vazbou je zhoršeneacute navaacutezaacuteniacute mřiacutežek na hraniciacutech zrn což maacute za naacutesledek že pevnost mezi zrny je sniacutežena Vedlejšiacutemi přiacutečinami jsou obecně nehomogenity v materiaacutelu špatneacute slinutiacute a tiacutem dalšiacute oslabeniacute vazeb na hraniciacutech zrn nebo existence skelneacute faacuteze Daacutele se vyskytujiacute poacutery a trhliny Vedlejšiacute přiacutečiny jsou obvykle důvodem k porušeniacute u tradičniacute keramiky u technickeacute keramiky je tento jev již značně omezen ale staacutele se může vyskytovat [5 12]
KERAMICKEacute MATERIAacuteLY
19 UacuteST FSI VUT v Brně
146 Tvrdost
Obecnaacute definice tvrdosti materiaacutelu je že tvrdost je odpor materiaacutelu před vnikaacuteniacutem ciziacuteho objektu do materiaacutelu Je velkeacute množstviacute metod pro měřeniacute tvrdosti ktereacute jsou vhodneacute pro různeacute materiaacutely Pro měřeniacute tvrdosti jsou vhodneacute naacutesledujiacuteciacute metody Rockwell Vickers a Knoop Tvrdost keramiky dosahuje na Mohsově stupnici hodnot 8 ndash 9 pro technickou oxidickou keramiku a 9 ndash 95 pro keramiku neoxidickou Po diamantu kteryacute maacute tvrdost 10 se jednaacute o nejtvrdšiacute materiaacutely jakeacute se vyskytujiacute [3 5]
15 Vyacuteroba keramickyacutech materiaacutelů
Nejobvyklejšiacute způsob vyacuteroby keramiky je použitiacute praacuteškoveacute směsi a jejiacute naacutesledneacute slinovaacuteniacute za vysokeacute teploty Slinovaacuteniacutem dochaacuteziacute takeacute ke zhutněniacute směsi (sniacuteženiacute obsahu poacuterů) Vzhledem k působeniacute vysokyacutech teplot může dojiacutet ke změně vlastnostiacute a vyacuteslednyacute vyacuterobek může miacutet jineacute vlastnosti než vstupniacute surovina Pro tradičniacute keramiku jsou jako krystalickeacute faacuteze typickeacute přiacuterodniacute materiaacutely Naopak pro pokročileacute technickeacute keramickeacute materiaacutely jsou využiacutevaacuteny materiaacutely ktereacute neniacute možneacute v přiacuterodě naleacutezt Vyacuteroba keramickyacutech materiaacutelů je složena z několika kroků Prvotniacutem krokem je přiacuteprava směsi pokračuje se vytvarovaacuteniacutem do požadovaneacuteho tvaru a poteacute je vyacuterobek dehydratovaacuten Konečnou uacutepravou je zpravidla nějakyacute druh tepelneacuteho zpracovaacuteniacute kdy nejčastěji se využiacutevaacute vypalovaacuteniacute u tradičniacute keramiky a slinovaacuteniacute u keramiky technickeacute [1 2 5]
151 Přiacuteprava směsi
Vyacuteslednaacute kvalita a takeacute technologie vyacuteroby keramickyacutech materiaacutelů je značně zaacutevislaacute na kvalitě vstupniacutech surovin Vlastnosti ktereacute se sledujiacute u vstupniacutech surovin pro keramickeacute materiaacutely jsou např chemickeacute složeniacute velikost tvar a povrch zrn Přiacuterodniacute materiaacutely jsou obvykle značně rozdiacutelneacute a proto je nutneacute vlastnosti vstupniacutech materiaacutelů sledovat Přiacuteprava směsiacute obvykle probiacutehaacute tak že materiaacutely jsou smiacutechaacuteny a namlety naraacutez Je nutneacute použiacutevat takoveacute mleciacute kameny aby nedochaacutezelo k jejich porušovaacuteniacutem a tiacutem přimiacutechaacutevaacuteniacute nežaacutedouciacutech přiacuteměsiacute do mleteacute směsi Pro sniacuteženiacute poacuterovitosti je vhodneacute miacutet rozdiacutelně velkeacute čaacutestice a to z toho důvodu že při vytvarovaacuteniacute dojde k vyplněniacute volnyacutech prostorů mezi většiacutemi čaacutesticemi čaacutesticemi menšiacutemi Miacuteseniacute může probiacutehat bez přimiacutechaacuteniacute kapaliny (obvykle voda) nebo v suspenzi V přiacutepadě miacuteseniacute s vodou je nutneacute tuto vodu po promiacuteseniacute odstranit např rozprašovaacuteniacutem Vyacutesledkem je čistyacute granulaacutet ve ktereacutem jsou smiacutechaneacute všechny materiaacutely [5]
152 Tvarovaacuteniacute
Tvarovaacuteniacute začiacutenaacute aglomeraciacute jehož podstata je v tom že do směsi keramickyacutech praacutešků se přidajiacute dalšiacute laacutetky Jsou přidaacutevaacuteny takoveacute laacutetky aby bylo možneacute vytvořit ze sucheacuteho praacutešku požadovanyacute tvar vyacutesledneacuteho vyacuterobku a takeacute usnadnit jeho tvarovaacuteniacute a celkově zlepšit jeho vlastnosti Přidaacutevajiacute se různaacute pojiva maziva a daacutele můžou byacutet použita smaacutečedla Tvarovaacuteniacute může probiacutehat za tepla ale takeacute za studena (za normaacutelniacute teploty) ktereacute je použiacutevaacuteno častěji Nejčastěji se pro tvarovaacuteniacute využiacutevaacute různyacutech druhů lisovaacuteniacute popřiacutepadě litiacute vstřikovaacuteniacute nebo vytlačovaacuteniacute Ciacutelem tvarovaacuteniacute je jednak vytvořit zaacutekladniacute tvar keramickeacuteho vyacuterobku zajistit jeho určitou hutnost a takeacute zajistit aby takto zpracovanyacute polotovar ziacuteskal dostatečnou pevnost pro manipulaci během vyacuteroby [1 2 4 7]
KERAMICKEacute MATERIAacuteLY
20 UacuteST FSI VUT v Brně
Tab 14 Metody pro tvarovaacuteniacute keramiky [28]
Lisovaacuteniacute Pro lisovaacuteniacute se obvykle použiacutevaacute suchyacutech přiacutepadně polosuchyacutech směsiacute (vlhkost do 15 ) ale mohou se lisovat i směsi mokreacute Rozhodnutiacute jakyacute způsob (suchaacute nebo mokraacute směs) se použije zaacutevisiacute na druhu zpracovaacutevaneacuteho materiaacutelu Suchyacutech směsiacute se využiacutevaacute pro lisovaacuteniacute běžnyacutech keramickyacutech vyacuterobků jako jsou např dlaždice Maximaacutelniacute tlak použiacutevanyacute pro běžneacute jednosměrneacute lisovaacuteniacute je až 200 MPa Vlastnosti lisovanyacutech vyacuterobků nejsou homogenniacute což je způsobeno třeniacutem mezi stěnami formy a keramickyacutem materiaacutelem Pro zlepšeniacute vlastnostiacute se daacutele použiacutevaacute oboustranneacuteho nebo izostatickeacuteho lisovaacuteniacute (lisovaacuteniacute ze všech stran) Dalšiacutemi použiacutevanyacutemi druhy lisovaacuteniacute jsou přetokoveacute piacutestoveacute a žaacuteroveacute lisovaacuteniacute [4 7 24] Přetokoveacute lisovaacuteniacute Pro přetokoveacute lisovaacuteniacute se použiacutevaacute otevřenyacutech kovovyacutech forem jejichž hloubka je shodnaacute s vyacuteslednou vyacuteškou vyacutelisku Použiacutevaacute se lisovaciacutech tlaků v rozmeziacute 5 až 8 MPa Je nutneacute zajistit dostatečnou pevnost vyacutelisku pro jeho manipulaci Vhodneacute pro tvarově složitějšiacute vyacutelisky [7] Piacutestoveacute lisovaacuteniacute Vhodneacute pro vyacuterobu vyacutelisků s minimaacutelniacutem obsahem vody Pro vysokou kvalitu vyacutelisku je nutneacute zajistit rovnoměrneacute rozloženiacute směsi ve vyacutelisku proto je nutneacute sledovat naacutesyp směsi do formy Dalšiacutemi důležityacutemi faktory pro piacutestoveacute lisovaacuteniacute je působeniacute poměr vyacutešky a průměru požiteacute formy a působeniacute lisovaciacutech siacutel [7] Izostatickeacute lisovaacuteniacute Pro tento způsob lisovaacuteniacute se použiacutevaacute směsiacute ktereacute majiacute niacutezkyacute obsah vody a použiacutevaacute se velkyacutech lisovaciacutech tlaků v rozmeziacute 100 až 400 MPa Izostatickeacute lisovaacuteniacute je vyacutehodneacute protože dochaacuteziacute k působeniacute lisovaciacute siacutely ve všech směrech Tiacutem dochaacuteziacute ke zlepšeniacute vyacuteslednyacutech vlastnostiacute z důvodu zvyacutešeniacute homogenity vyacutelisku Izostatickeacute lisovaacuteniacute může probiacutehat do sucheacute nebo do mokreacute formy Lisovaacuteniacute do sucheacute formy je vhodneacute pro menšiacute vyacutelisky ktereacute jsou tvarově složitějšiacute Mokryacutech forem se využiacutevaacute na velkeacute a tvarově jednoducheacute odlitky [7]
KERAMICKEacute MATERIAacuteLY
21 UacuteST FSI VUT v Brně
Žaacuteroveacute lisovaacuteniacute Velice naacuteročnaacute a drahaacute metoda zpracovaacuteniacute keramickyacutech materiaacutelů což je způsobeno tiacutem že se lisuje za velice vysokyacutech teplot ktereacute dosahujiacute až 2 000 degC za použitiacute ochranneacute atmosfeacutery Použiacutevaacute se lisovaciacutech tlaků ve vyacuteši 40 až 60 MPa Metoda vhodnaacute pro technickou oxidovou nebo neoxidovou keramiku a diacuteky slinovaacuteniacute (dosahuje se vyššiacutech teplot než při běžneacutem slinovaacuteniacute) ktereacute při žaacuteroveacutem lisovaacuteniacute nastaacutevaacute dochaacuteziacute ke zhutněniacute materiaacutelu a dosahuje se objemoveacute hmotnosti teacuteměř stejneacute jako je hustota čisteacuteho materiaacutelu [5 7] Izostatickeacute žaacuteroveacute lisovaacuteniacute Pro tento druh lisovaacuteniacute se použiacutevaacute inertniacutech plynů Nejprve se vylisuje prvotniacute vyacutelisek (obvykle piacutestovyacutem nebo izostatickyacutem způsobem) a takto připravenyacute vyacutelisek je možneacute ještě vypaacutelit Poteacute je uzavřen do pouzdra kteryacutem nemůže proniknout inertniacute plyn Takto je poteacute uložen do naacutedoby s inertniacutem plynem a vložen do pece Plyn působiacute lisovaciacutem tlakem Takto vyrobenyacute vyacuterobek maacute objemovou hmotnost teacuteměř shodnou s hustotou a takeacute vysokou pevnost Obvykle naacutesledujiacute dalšiacute uacutepravy vyacuterobku předevšiacutem jeho broušeniacute Slinovaacuteniacute je ovlivňovaacuteno teplotou a tlakem viz obraacutezek 17 [5 7]
Obr 17 Vliv teploty a tlaku na slinovaacuteniacute Al2O3 [5]
Suspenzniacute litiacute Metoda suspezniacuteho litiacute je vhodnaacute pro tenkostěnneacute složiteacute a nesymetrickeacute vyacuterobky Pro vyacuterobu se použiacutevaacute saacutedrovyacutech forem Jakmile je suspenze nalita do formy forma nasaje čaacutest vody a tiacutem se na rozhraniacute formy a směsi vytvořiacute slupka Po určiteacutem čase se vylije přebytečnaacute suspenze z formy Tenkostěnneacute vyacuterobky je nutneacute nechat odsaacutevat vodu několik minut a tlustostěnneacute vyacuterobky i několik hodin Vyacuterobek se z formy vyjiacuteme až v okamžiku kdy dosaacutehne dostatečneacute pevnosti aby bylo
KERAMICKEacute MATERIAacuteLY
22 UacuteST FSI VUT v Brně
možneacute s vyacuterobkem manipulovat Postup vyacuteroby tenkostěnneacuteho vyacuterobku je na obraacutezku 18 a plneacuteho diacutelu na obraacutezku 19 [1 29]
Injekčniacute vstřikovaacuteniacute Podstatou vstřikovaacuteniacute je že do formy je za pomoci tlaku vstřiacuteknuta suspenze ve ktereacute je obsažen keramickyacute materiaacutel V okamžiku kdy polotovar ziacuteskaacute manipulačniacute pevnost je vytažen z formy Po zformovaacuteniacute je za zvyacutešeneacute teploty odstraněno termoplastickeacute pojivo a naacutesleduje slinovaacuteniacute Metoda injekčniacuteho vstřikovaacuteniacute je vhodnaacute pro vyacuterobu velkeacuteho množstviacute rozměrově menšiacutech a tvarově stejnyacutech vyacuterobků Použiacutevaacute se pro vyacuterobu lopatek turbiacuten ventilů nebo biokeramickyacutech proteacutez Nevyacutehodou je nutnost investovat velkeacute finančniacute prostředky na pořiacutezeniacute strojů a forem [1] Vytlačovaacuteniacute Tvar vyacutesledneacuteho vyacuterobku je u vytlačovaacuteniacute dosažen tak že se vytlačuje směs pojiva a keramickeacuteho praacutešku přes naacutestroj Metoda použiacutevanaacute pro vyacuterobu profilů izolaacutetorů pro elektrotechnickyacute průmysl a jinyacutech vyacuterobků z technickeacute keramiky [1]
153 Sušeniacute
Polotovary keramickyacutech vyacuterobků se sušiacute z důvody sniacuteženiacute množstviacute pojiva ktereacute bylo do směsi přidaacuteno aby bylo možneacute vyacuterobek vytvarovat Teplota sušeniacute je zaacutevislaacute na požiteacutem pojivu ve směsi Pokud je použita voda sušeniacute probiacutehaacute při
KERAMICKEacute MATERIAacuteLY
23 UacuteST FSI VUT v Brně
teplotaacutech do 100 degC ale pokud je obsaženo nějakeacute pojivo na baacutezi organickeacuteho materiaacutelu je teplota až 300 degC Sušiacute se po dobu 1 dne i deacutele v zaacutevislosti na velikosti vyacuterobku Při sušeniacute dochaacuteziacute k poklesu objemu polotovaru dochaacuteziacute ke styku jednotlivyacutech zrn keramickeacuteho materiaacutelu což je způsobeno odpařovaacuteniacutem pojiva z polotovaru Při dosaženiacute kritickeacute dochaacuteziacute k naacuterůstu kapilaacuterniacutech sil ktereacute způsobujiacute smrštěniacute polotovaru Smršťovaacuteniacute probiacutehaacute až do okamžiku kdy dojde k doteku jednotlivyacutech krystalů Je nutneacute vysušit polotovar rovnoměrně aby nevznikala tahovaacute napětiacute Při jejich vzniku dochaacuteziacute ke sniacuteženiacute pevnosti kdy může nastat i porušeniacute vyacuterobku [1]
Posledniacute čaacutestiacute řetězce při vyacuterobě keramickyacutech vyacuterobků je tepelneacute zpracovaacuteniacute Přiacute slinovaacuteniacute dochaacuteziacute k redukci velikosti poacuterů v materiaacutelu Tiacutem dochaacuteziacute ke zpevněniacute a tak ziacuteskaacutevaacute vyacuterobek konečnou pevnost Působeniacutem difůze mezi zrny dochaacuteziacute ke spojeniacute jednotlivyacutech zrn v jeden celek Teploty pro slinovaacuteniacute keramiky je v intervalu od 1 000 degC ndash 1 400 degC Žaacuteruvzdorneacute materiaacutely a technickou keramiku je nutneacute slinovat za teplot vyššiacutech a to až 1 700 degC Doba slinovaacuteniacute je obvykle značně dlouhaacute (v řaacutedu desiacutetek hodin) Toto je daacuteno tiacutem že je nutneacute dlouho vyacuterobek nahřiacutevat poteacute naacutesleduje samotneacute slinovaacuteniacute a pak velice pomaleacute ochlazovaacuteniacute Rychlost ochlazovaacuteniacute neniacute možneacute zvyacutešit jinak by došlo ke vzniku nežaacutedouciacutech napětiacute a tiacutem ke sniacuteženiacute pevnosti [1 4 5 29 30]
Obr 19 Princip slinovaacuteniacute jak probiacutehaacute v mikrostruktuře materiaacutelu [31]
Pro obraacuteběniacute obecně je jedniacutem z nejdůležitějšiacutech parametrů kteryacute ovlivňuje průběh obraacuteběniacute i vyacuteslednou kvalitu obrobku je obrobitelnost materiaacutelu Obrobitelnost keramickyacutech materiaacutelů je velice niacutezkaacute což je daacuteno předevšiacutem vysokou tvrdostiacute keramiky a tiacutem odolnosti proti vnikaacuteniacute ciziacutech těles do materiaacutelu Obraacuteběniacute keramickyacutech materiaacutelů je proto vysoce naacuteročneacute na naacutestroje a je maacutelo produktivniacute a proto takeacute velice draheacute Proto se keramickeacute materiaacutely zpracovaacutevajiacute rovnou do vyacuteslednyacutech tvarů pomociacute klasickyacutech metod zpracovaacuteniacute keramickyacutech materiaacutelů jako je např vytlačovaacuteniacute suspenzniacute litiacute nebo lisovaacuteniacute Pokud je obraacuteběniacute využiacutevaacuteno pak obvykle nějakyacutem způsobem dokončovaciacuteho obraacuteběniacute kde typickyacutem představitelem je broušeniacute nebo nějakyacutem z nekonvenčniacutech způsobů obraacuteběniacute jako je napřiacuteklad obraacuteběniacute laserem nebo ultrazvukem ktereacute jsou obecně vhodnějšiacute než konvečniacute metody obraacuteběniacute naacutestroji s definovanou geometriiacute Probleacutemem konvenčniacuteho způsobu obraacuteběniacute je že tvrdost naacutestroje musiacute byacutet vyššiacute než obraacuteběneacuteho materiaacutelu aby bylo vůbec možneacute vniknout naacutestrojem do obrobku a zahaacutejit proces řezaacuteniacute Pro konvenčniacute metody (a i pro experimentaacutelniacute čaacutest byl použit) jsou obvykle použiacutevaacuteny naacutestroje z polykrystalickeacuteho diamantu nebo kubickeacuteho nitridu boacuteru Vzhledem k vysokeacute tvrdosti keramiky ale i u polykrystalickeacuteho diamantu dochaacuteziacute k rychleacutemu opotřebeniacute břitu a to maacute velkyacute vliv na zmiacuteněnou produktivitu a cenu obraacuteběniacute Obecně je ale obrobitelnost jednotlivyacutech keramickyacutech materiaacutelů různaacute a zaacutevisiacute na materiaacutelech použityacutech pro vyacuterobu na způsobu zpracovaacuteniacute a poteacute na samotnyacutech řeznyacutech podmiacutenkaacutech [9 10 11]
Společnyacutem znakem všech způsobů obraacuteběniacute je že je nutneacute v materiaacutelu vytvořit minimaacutelně jednu anebo většiacute množstviacute prasklin a ty poteacute rozšiřovat v požadovaneacutem směru Povrch je tvořen soustavou lomovyacutech ploch přiacutepadně jednou lomovou plochou Trhlinu v materiaacutelu můžeme vytvořit pomociacute siloveacuteho působeniacute do materiaacutelu nebo pomociacute vysoce zkoncetrovaneacuteho energetickeacuteho paprsku (laser) Pokud vytvaacuteřiacuteme trhlinu mechanicky dochaacuteziacute k jejiacutemu vzniku tak že do materiaacutelu je vtlačovaacuten hrot nebo kliacuten Tyto naacutestroje nejsou nikdy dokonale ostreacute a majiacute nějakyacute poloměr zaobleniacute a proto dochaacuteziacute v miacutestě dotyku s obraacuteběnyacutem materiaacutelem ke vzniku kontaktniacute plošky pomociacute ktereacute se přenaacutešiacute vzaacutejemneacute siloveacute působeniacute V těchto miacutestech dochaacuteziacute k vysokyacutem tlakovyacutem zatiacuteženiacutem ktereacute ve směru do obraacuteběneacuteho materiaacutelu ustupujiacute a naopak se měniacute v zatiacuteženiacute tahoveacute Kromě tlakovyacutech a tahovyacutech napětiacute se v materiaacutelu vyskytuje i napětiacute smykoveacute [12]
Prvotně dochaacuteziacute k pružneacute deformaci materiaacutelu a při dosaženiacute meze kluzu dochaacuteziacute k nevratnyacutem změnaacutem v materiaacutelu Dochaacuteziacute ke vzniku trhlin a ty se daacutele šiacuteřiacute materiaacutelem Vzhledem ke složitosti krystalickeacute mřiacutežky kterou majiacute keramickeacute materiaacutely je pro atomy ve struktuře těžkeacute najiacutet novou rovnovaacutežnou polohu po siloveacutem působeniacute toto způsobuje vysokou křehkost keramiky a tiacutem rychlyacute vznik a šiacuteřeniacute trhlin keramickyacutemi materiaacutely [12]
Ke vzniku trhlin může dochaacutezet v některyacutech přiacutepadech až po jeho odlehčeniacute a to takovyacutem způsobem že dojde k narušeniacute materiaacutelu pod povrchem (plastickeacute deformaci) Působeniacutem sil na obraacuteběnyacute materiaacutel dochaacuteziacute k již zmiacuteněnyacutem tlakovyacutem silaacutem kteraacute zaacuteroveň braacuteniacute k oddaacuteleniacute atomů od sebe a tiacutem braacuteniacute vzniku praskliny Až po naacutesledneacutem uvolněniacute dochaacuteziacute k naacuterůstu tahovyacutech napětiacute a tiacutem k samotneacute tvorbě praskliny Toto odpruženiacute může vyvolat vylomeniacute střepů z povrchu materiaacutelu [12]
Jednaacute se o technologii podobnou broušeniacute ale nedochaacuteziacute ke smykoveacutemu napětiacute mezi naacutestrojem a obrobkem a takeacute je jinyacute mechanismus působeniacute abrazivniacuteho zrna na obraacuteběnyacute materiaacutel Podstatou obraacuteběniacute ultrazvukem je vrhaacuteniacute abrazivniacutech zrn vysokou rychlostiacute proti materiaacutelu obrobku Při naacuterazu se kinetickaacute energie čaacutestice měniacute na deformačniacute praacuteci Diacuteky křehkosti keramiky stačiacute i malaacute zrna (disponujiacuteciacute relativně malou kinetickou energiiacute) k vytvořeniacute trhlin a pokud dojde ke spojeniacute dvou (nebo viacutece) trhlin vzniknou maleacute čaacutestice ktereacute po naacutesledujiacuteciacutem naacuterazu dalšiacute čaacutestice jsou vytrženyacute z materiaacutelu Naacutestrojovaacute hlava neniacute nijak tvarově omezena a je proto možneacute vytvaacuteřet různeacute otvory nebo zahloubeniacute Jako naacutestrojovyacute materiaacutel je obvykle použita ocel Tento naacutestroj kmitaacute s frekvenciacute 10 až 20 kHz Zrna jsou mezi materiaacutelem a naacutestrojem a jsou ve formě suspenze kdy jsou smiacutechaacutena s lihem benziacutenem nebo vodou Přiacutetomnost kapaliny ulehčuje pronikaacuteniacute energie do miacutesta obraacuteběniacute Jako abrazivniacutech zrna se využiacutevaacute oxid hlinityacute karbid boacuteru karbid křemiacuteku nebo pro nejtvrdšiacute materiaacutely zrna diamantovaacute Velikost zrn je 10-100 μm [12 13]
Obr 21 Obraacuteběniacute ultrazvukem [12]
22 Otryskaacutevaacuteniacute
Otryskaacutevaacuteniacute je metoda obraacuteběniacute kteraacute je značně podobnaacute obraacuteběniacute ultrazvukem ale na energii abrazivniacutem zrnům miacutesto generaacutetoru kmitů dodaacutevaacute vrhaciacute zařiacutezeniacute Otryskaacutevaacuteniacute se využiacutevaacute jako k vrtaacuteniacute otvorů děleniacute materiaacutelů ale takeacute k meacuteně naacuteročneacutemu opracovaacuteniacute jako je zdrsněniacute povrchu nebo jeho dekorace Použiacutevanyacutemi
materiaacutely jsou oxid hlinityacute karbid křemiacuteku nebo pouze křemennyacute piacutesek (z tohoto materiaacutelu pochaacuteziacute rozšiacuteřenyacute naacutezev bdquopiacuteskovaacuteniacuteldquo) Velikost čaacutestic se pohybuje od 10 μm až po jednotky mm Toto maacute samozřejmě vliv i na vyacuteslednou přesnost opracovaacuteniacute i na kvalitu povrchu [12]
23 Obraacuteběniacute laserem
Laser je vhodnyacute pro obraacuteběniacute pokud je materiaacutel schopen pohlcovat světelnou energii Daacutele je důležitaacute takeacute tepelnaacute vodivost a odrazivost materiaacutelu určeneacuteho pro obraacuteběniacute laserem Čiacutem viacutece materiaacutel pohltiacute zaacuteřeniacute a čiacutem horšiacute maacute tepelnou vodivost a odrazivost tiacutem je vhodnějšiacute ke zpracovaacuteniacute laserem [12]
Laserem je možneacute vytvořit lokaacutelniacute poškozeniacute tak že laserem je zkoncentrovaacutena energie do jednoho miacutesta tak že dojde k taveniacute a poteacute k naacutesledneacutemu odpařovaacuteniacute materiaacutelu Na obvodu paprsku dochaacuteziacute k taveniacute materiaacutelu (diacuteky nižšiacute koncentraci energie) a uprostřed laseroveacuteho paprsku k jeho odpařovaacuteniacute Laseru se využiacutevaacute pro vrtaacuteniacute otvorů nebo na řezaacuteniacute Obvykle se použiacutevaacute pulzniacutech laserů kdy každyacute pulz v přiacutepadě vrtaacuteniacute malyacutech otvorů vytvořiacute otvor o hloubce a průměru přibližně desetiny mm Velkeacute otvory jsou vytvaacuteřeny tak že laser tvořiacute draacutehu o průměru otvoru Vyššiacute přesnosti otvoru se dosaacutehne přiacutepadně naacuteslednyacutem lapovaacuteniacutem otvoru Daacutele se lasery využiacutevajiacute na tvorbu ryacuteh na povrchu materiaacutelu Charakteristickyacutemi vlastnostmi laserů je vlnovaacute deacutelka jmenovityacute vyacutekon a pracovniacute režim [12]
23 Broušeniacute
Broušeniacute je jednou z dokončovaciacutech metod obraacuteběniacute Kdy působeniacutem abrazivniacutech zrn na materiaacutel dochaacuteziacute k oddělovaacuteniacute malyacutech třiacutesek z povrchu obrobku Brusnaacute zrna jsou umiacutestěna v brusneacutem naacutestroji naacutehodně a tedy vyacuteslednyacute naacutestroj nemaacute definovanou geometrii Brusnyacute kotouč je k obrobku přitlačovaacuten a zaacuteroveň vykonaacutevaacute posuvnyacute pohyb Jako brusneacute naacutestroje pro keramickeacute materiaacutely je využiacutevaacuteno diamantu karbidu křemiacuteku nebo oxidu hliniteacuteho Zrna miacutevajiacute velikost od jednotek do několika stovek μm v zaacutevislosti na požadavciacutech na vyacuteslednou kvalitu povrchu Zrna byacutevajiacute obvykle pevně spojena (vaacutezaneacute brusivo) ale někdy se využiacutevajiacute i zrna volnaacute ve formě suspenze (zrna v kapalině) Při broušeniacute jsou brusnaacute zrna vtlačovaacutena do obraacuteběneacuteho materiaacutelu po ktereacutem se smyacutekajiacute a odvalujiacute V miacutestě kontaktu jsou vysokaacute napětiacute a může dochaacutezet takeacute k plastickyacutem deformaciacutem (mikroskopickyacute rozsah) Oddělovaacuteniacute materiaacutelu dochaacuteziacute tak že zrna vylamujiacute a vytrhaacutevajiacute maleacute čaacutestice po odlehčeniacute může dochaacutezet k odpryacuteskaacutevaacuteniacute malyacutech čaacutestic Nejdůležitějšiacutemi parametry broušeniacute je měrnyacute vyacutekon broušeniacute objemovaacute uacutečinnost naacutestroje a měrnaacute energie broušeniacute [12]
24 Freacutezovaacuteniacute soustruženiacute a vrtaacuteniacute
Keramickeacute materiaacutely je možneacute obraacutebět i konvenčniacutemi metodami obraacuteběniacute ale je nutneacute použiacutevat naacutestroje na baacutezi polykrystalickeacuteho diamantu přiacutepadně kubickeacuteho nitridu boacuteru Pro zvyacutešeniacute trvanlivosti naacutestrojů a zkraacuteceniacute doby obraacuteběniacute je vhodneacute využiacutet předevšiacutem laseru na přiacutepravu obrobku z keramickeacuteho materiaacutelu a poteacute pouze
dokončit některou z konvenčniacutech metod obraacuteběniacute Vzhledem k vysokeacute křehkosti dochaacuteziacute při vnikaacuteniacute naacutestroje do keramiky k tvorbě trhlin v materiaacutelu takto narušenyacute materiaacutel se vylamuje a odpryacuteskaacutevaacute od povrchu Je nutneacute při obraacuteběniacute keramiky obraacutebět nižšiacutemi posuvovyacutemi rychlostmi protože dochaacuteziacute k vysokeacutemu naacuterůstu řeznyacutech sil a bylo by možneacute naacutesledneacute porušeniacute obrobku Třiacuteska vznikaacute obdobnyacutem způsobem jako při broušeniacute keramickyacutech materiaacutelů [12]
25 Freacutezovaacuteniacute
Freacutezovaacuteniacute probiacutehaacute rotačniacutem naacutestrojem kteryacute konaacute hlavniacute řeznyacute pohyb Posuvovyacute pohyb obvykle vykonaacutevaacute obraacuteběnaacute součaacutest a obvykle je v zaacuteběru několik zubů freacutezy Tvořiacute se třiacuteska kteraacute maacute proměnlivou tloušťku [17]
Freacutezovaacuteniacute obecně se rozděluje dle naacutestrojů na freacutezovaacuteniacute vaacutelcoveacute a čelniacute Z těchto zaacutekladniacutech druhů vychaacuteziacute dalšiacute druhy jako je freacutezovaacuteniacute okružniacute a planetoveacute Dalšiacute rozděleniacute je možneacute dle pohybů freacutezy a obrobku na sousledneacute a nesousledneacute [17]
251 Vaacutelcoveacute freacutezovaacuteniacute
Vaacutelcoveacute freacutezovaniacute probiacutehaacute freacutezou ve tvaru vaacutelce kdy jsou zuby vytvořeny jen po obvodu naacutestroje Použiacutevajiacute se předevšiacutem vaacutelcoveacute a tvaroveacute freacutezy Hloubka vrstvy odebiacuteraneacute freacutezou se nastavuje kolmo na posuvovou složku pohybu [17]
Sousledneacute freacutezovaacuteniacute
Naacutestroj rotuje ve směru posuvu obrobku a třiacuteska začiacutenaacute na maximaacutelniacutem průřezu a postupně se zmenšuje až na nulovou tloušťku Vyacuteslednaacute plocha tvořenaacute freacutezou vznikaacute při vyacutestupu freacutezy z materiaacutelu Pro sousledneacute freacutezovaacuteniacute je nutneacute vymezit vůli mezi posuvovyacutem šroubem a maticiacute stolu stroje Sousledneacute freacutezovaacuteniacute je na obraacutezku 22 [17]
Probiacutehaacute opačně než sousledneacute freacutezovaacuteniacute Naacutestroj konaacute rotačniacute pohyb proti směru posuvoveacuteho pohybu obrobku a tiacutem je tvořena vyacuteslednaacute plocha při vstupu freacutezy do materiaacutelu Třiacuteska postupně narůstaacute od nuloveacute tloušťky do maxima viz obraacutezek 23 [17]
Čelniacute freacuteza maacute zuby vytvořeny jak na obvodu tak na čele a hlavniacute osa je kolmaacute na směr posuvoveacute rychlosti Při symetrickeacutem čelniacutem freacutezovaacuteniacute je osa naacutestroje shodnaacute s osou symetrie obraacuteběneacute plochy viz obraacutezek 24 [17]
Obr 24 a) Čelniacute symetrickeacute freacutezovaacuteniacute b) Čelniacute nesymetrickeacute freacutezovaacuteniacute [17]
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
KERAMICKEacute MATERIAacuteLY
18 UacuteST FSI VUT v Brně
materiaacutelů objevuje při dosaženiacute polovičniacute teploty než je teplota taacuteniacute daneacuteho keramickeacuteho materiaacutelu [5]
144 Pevnost
Deformace keramickyacutech materiaacutelů probiacutehaacute do teacute doby než se objeviacute křehkyacute lom v materiaacutelu Křehkyacute lom se objevuje protože se netvořiacute žaacutednaacute plastickaacute deformace viditelnaacute pouhyacutem okem Prvotniacute porušeniacute keramickyacutech materiaacutelů se objevuje na jejich povrchu Toto porušeniacute je často vyvolaacuteno tahovyacutemi napětiacutemi Odolnost keramickyacutech materiaacutelů je v tahu vyacuteznamně nižšiacute než v tlaku (až 10x nižšiacute v tahu) Materiaacutely použiacutevaneacute pro izolaci majiacute pevnost v tahu na uacuterovni 10 MPa tradičniacute keramickeacute vyacuterobky dosahujiacute pevnosti v tlaku až 150 MPa Pro vysoce čisteacute keramickeacute materiaacutely (Al2O3) s velikostiacute zrn v řaacutedu μm je možneacute dosaacutehnout vyacuterazně vyššiacutech pevnostiacute i v ohybu a to až 600 Mpa Daacutele se vyskytujiacute speciaacutelniacute keramickeacute materiaacutely s pevnostiacute v tahu až 1 000 MPa [12 27] Pevnost keramickyacutech materiaacutelů je ovlivňovaacutena mnoha faktory napřiacuteklad poacutery trhlinami velikostiacute zrn a inkluzemi Pro keramickeacute materiaacutely je z pohledu pevnosti velice důležityacute faktor poacuterovitosti kdy existence poacuterů zmenšuje průřez a daacutele působiacute jako koncentraacutetor napětiacute [5 12]
V tabulce 13 jsou uvedeny materiaacuteloveacute charakteristiky některyacutech keramickyacutech materiaacutelů Tab 13 Vybraneacute keramickeacute materiaacutely a jejich pevnost [3]
Materiaacutel E Rm (v tlaku) Rm (v ohybu)
[GPa] [MPa] [MPa]
Al2O3 400 - 410 3000 350 - 400
SiC 410 - 480 2000 250 - 400
Si3N4 200 - 310 1200 700 - 800
ZrO2 150 - 200 2000 100 - 200
145 Křehkost
Fakt že keramickeacute materiaacutely jsou křehkeacute je způsoben dvěma faktory jeden je principiaacutelniacute a druhyacute vedlejšiacute Principiaacutelniacute křehkost keramickyacutech materiaacutelů je způsobena tiacutem že přechodovaacute teplota keramiky je vyššiacute než běžnaacute teplota Pokud tento jev nastaacutevaacute tak neniacute materiaacutel schopen se teacuteměř vůbec plasticky deformovat a dochaacuteziacute ke křehkeacutemu lomu Je tedy ztiacuteženaacute pohyblivost a maneacutevrovatelnost dislokaciacute Dalšiacutem vlivem je že v materiaacutelech vaacutezaneacute kovalentniacute a iontovou vazbou je zhoršeneacute navaacutezaacuteniacute mřiacutežek na hraniciacutech zrn což maacute za naacutesledek že pevnost mezi zrny je sniacutežena Vedlejšiacutemi přiacutečinami jsou obecně nehomogenity v materiaacutelu špatneacute slinutiacute a tiacutem dalšiacute oslabeniacute vazeb na hraniciacutech zrn nebo existence skelneacute faacuteze Daacutele se vyskytujiacute poacutery a trhliny Vedlejšiacute přiacutečiny jsou obvykle důvodem k porušeniacute u tradičniacute keramiky u technickeacute keramiky je tento jev již značně omezen ale staacutele se může vyskytovat [5 12]
KERAMICKEacute MATERIAacuteLY
19 UacuteST FSI VUT v Brně
146 Tvrdost
Obecnaacute definice tvrdosti materiaacutelu je že tvrdost je odpor materiaacutelu před vnikaacuteniacutem ciziacuteho objektu do materiaacutelu Je velkeacute množstviacute metod pro měřeniacute tvrdosti ktereacute jsou vhodneacute pro různeacute materiaacutely Pro měřeniacute tvrdosti jsou vhodneacute naacutesledujiacuteciacute metody Rockwell Vickers a Knoop Tvrdost keramiky dosahuje na Mohsově stupnici hodnot 8 ndash 9 pro technickou oxidickou keramiku a 9 ndash 95 pro keramiku neoxidickou Po diamantu kteryacute maacute tvrdost 10 se jednaacute o nejtvrdšiacute materiaacutely jakeacute se vyskytujiacute [3 5]
15 Vyacuteroba keramickyacutech materiaacutelů
Nejobvyklejšiacute způsob vyacuteroby keramiky je použitiacute praacuteškoveacute směsi a jejiacute naacutesledneacute slinovaacuteniacute za vysokeacute teploty Slinovaacuteniacutem dochaacuteziacute takeacute ke zhutněniacute směsi (sniacuteženiacute obsahu poacuterů) Vzhledem k působeniacute vysokyacutech teplot může dojiacutet ke změně vlastnostiacute a vyacuteslednyacute vyacuterobek může miacutet jineacute vlastnosti než vstupniacute surovina Pro tradičniacute keramiku jsou jako krystalickeacute faacuteze typickeacute přiacuterodniacute materiaacutely Naopak pro pokročileacute technickeacute keramickeacute materiaacutely jsou využiacutevaacuteny materiaacutely ktereacute neniacute možneacute v přiacuterodě naleacutezt Vyacuteroba keramickyacutech materiaacutelů je složena z několika kroků Prvotniacutem krokem je přiacuteprava směsi pokračuje se vytvarovaacuteniacutem do požadovaneacuteho tvaru a poteacute je vyacuterobek dehydratovaacuten Konečnou uacutepravou je zpravidla nějakyacute druh tepelneacuteho zpracovaacuteniacute kdy nejčastěji se využiacutevaacute vypalovaacuteniacute u tradičniacute keramiky a slinovaacuteniacute u keramiky technickeacute [1 2 5]
151 Přiacuteprava směsi
Vyacuteslednaacute kvalita a takeacute technologie vyacuteroby keramickyacutech materiaacutelů je značně zaacutevislaacute na kvalitě vstupniacutech surovin Vlastnosti ktereacute se sledujiacute u vstupniacutech surovin pro keramickeacute materiaacutely jsou např chemickeacute složeniacute velikost tvar a povrch zrn Přiacuterodniacute materiaacutely jsou obvykle značně rozdiacutelneacute a proto je nutneacute vlastnosti vstupniacutech materiaacutelů sledovat Přiacuteprava směsiacute obvykle probiacutehaacute tak že materiaacutely jsou smiacutechaacuteny a namlety naraacutez Je nutneacute použiacutevat takoveacute mleciacute kameny aby nedochaacutezelo k jejich porušovaacuteniacutem a tiacutem přimiacutechaacutevaacuteniacute nežaacutedouciacutech přiacuteměsiacute do mleteacute směsi Pro sniacuteženiacute poacuterovitosti je vhodneacute miacutet rozdiacutelně velkeacute čaacutestice a to z toho důvodu že při vytvarovaacuteniacute dojde k vyplněniacute volnyacutech prostorů mezi většiacutemi čaacutesticemi čaacutesticemi menšiacutemi Miacuteseniacute může probiacutehat bez přimiacutechaacuteniacute kapaliny (obvykle voda) nebo v suspenzi V přiacutepadě miacuteseniacute s vodou je nutneacute tuto vodu po promiacuteseniacute odstranit např rozprašovaacuteniacutem Vyacutesledkem je čistyacute granulaacutet ve ktereacutem jsou smiacutechaneacute všechny materiaacutely [5]
152 Tvarovaacuteniacute
Tvarovaacuteniacute začiacutenaacute aglomeraciacute jehož podstata je v tom že do směsi keramickyacutech praacutešků se přidajiacute dalšiacute laacutetky Jsou přidaacutevaacuteny takoveacute laacutetky aby bylo možneacute vytvořit ze sucheacuteho praacutešku požadovanyacute tvar vyacutesledneacuteho vyacuterobku a takeacute usnadnit jeho tvarovaacuteniacute a celkově zlepšit jeho vlastnosti Přidaacutevajiacute se různaacute pojiva maziva a daacutele můžou byacutet použita smaacutečedla Tvarovaacuteniacute může probiacutehat za tepla ale takeacute za studena (za normaacutelniacute teploty) ktereacute je použiacutevaacuteno častěji Nejčastěji se pro tvarovaacuteniacute využiacutevaacute různyacutech druhů lisovaacuteniacute popřiacutepadě litiacute vstřikovaacuteniacute nebo vytlačovaacuteniacute Ciacutelem tvarovaacuteniacute je jednak vytvořit zaacutekladniacute tvar keramickeacuteho vyacuterobku zajistit jeho určitou hutnost a takeacute zajistit aby takto zpracovanyacute polotovar ziacuteskal dostatečnou pevnost pro manipulaci během vyacuteroby [1 2 4 7]
KERAMICKEacute MATERIAacuteLY
20 UacuteST FSI VUT v Brně
Tab 14 Metody pro tvarovaacuteniacute keramiky [28]
Lisovaacuteniacute Pro lisovaacuteniacute se obvykle použiacutevaacute suchyacutech přiacutepadně polosuchyacutech směsiacute (vlhkost do 15 ) ale mohou se lisovat i směsi mokreacute Rozhodnutiacute jakyacute způsob (suchaacute nebo mokraacute směs) se použije zaacutevisiacute na druhu zpracovaacutevaneacuteho materiaacutelu Suchyacutech směsiacute se využiacutevaacute pro lisovaacuteniacute běžnyacutech keramickyacutech vyacuterobků jako jsou např dlaždice Maximaacutelniacute tlak použiacutevanyacute pro běžneacute jednosměrneacute lisovaacuteniacute je až 200 MPa Vlastnosti lisovanyacutech vyacuterobků nejsou homogenniacute což je způsobeno třeniacutem mezi stěnami formy a keramickyacutem materiaacutelem Pro zlepšeniacute vlastnostiacute se daacutele použiacutevaacute oboustranneacuteho nebo izostatickeacuteho lisovaacuteniacute (lisovaacuteniacute ze všech stran) Dalšiacutemi použiacutevanyacutemi druhy lisovaacuteniacute jsou přetokoveacute piacutestoveacute a žaacuteroveacute lisovaacuteniacute [4 7 24] Přetokoveacute lisovaacuteniacute Pro přetokoveacute lisovaacuteniacute se použiacutevaacute otevřenyacutech kovovyacutech forem jejichž hloubka je shodnaacute s vyacuteslednou vyacuteškou vyacutelisku Použiacutevaacute se lisovaciacutech tlaků v rozmeziacute 5 až 8 MPa Je nutneacute zajistit dostatečnou pevnost vyacutelisku pro jeho manipulaci Vhodneacute pro tvarově složitějšiacute vyacutelisky [7] Piacutestoveacute lisovaacuteniacute Vhodneacute pro vyacuterobu vyacutelisků s minimaacutelniacutem obsahem vody Pro vysokou kvalitu vyacutelisku je nutneacute zajistit rovnoměrneacute rozloženiacute směsi ve vyacutelisku proto je nutneacute sledovat naacutesyp směsi do formy Dalšiacutemi důležityacutemi faktory pro piacutestoveacute lisovaacuteniacute je působeniacute poměr vyacutešky a průměru požiteacute formy a působeniacute lisovaciacutech siacutel [7] Izostatickeacute lisovaacuteniacute Pro tento způsob lisovaacuteniacute se použiacutevaacute směsiacute ktereacute majiacute niacutezkyacute obsah vody a použiacutevaacute se velkyacutech lisovaciacutech tlaků v rozmeziacute 100 až 400 MPa Izostatickeacute lisovaacuteniacute je vyacutehodneacute protože dochaacuteziacute k působeniacute lisovaciacute siacutely ve všech směrech Tiacutem dochaacuteziacute ke zlepšeniacute vyacuteslednyacutech vlastnostiacute z důvodu zvyacutešeniacute homogenity vyacutelisku Izostatickeacute lisovaacuteniacute může probiacutehat do sucheacute nebo do mokreacute formy Lisovaacuteniacute do sucheacute formy je vhodneacute pro menšiacute vyacutelisky ktereacute jsou tvarově složitějšiacute Mokryacutech forem se využiacutevaacute na velkeacute a tvarově jednoducheacute odlitky [7]
KERAMICKEacute MATERIAacuteLY
21 UacuteST FSI VUT v Brně
Žaacuteroveacute lisovaacuteniacute Velice naacuteročnaacute a drahaacute metoda zpracovaacuteniacute keramickyacutech materiaacutelů což je způsobeno tiacutem že se lisuje za velice vysokyacutech teplot ktereacute dosahujiacute až 2 000 degC za použitiacute ochranneacute atmosfeacutery Použiacutevaacute se lisovaciacutech tlaků ve vyacuteši 40 až 60 MPa Metoda vhodnaacute pro technickou oxidovou nebo neoxidovou keramiku a diacuteky slinovaacuteniacute (dosahuje se vyššiacutech teplot než při běžneacutem slinovaacuteniacute) ktereacute při žaacuteroveacutem lisovaacuteniacute nastaacutevaacute dochaacuteziacute ke zhutněniacute materiaacutelu a dosahuje se objemoveacute hmotnosti teacuteměř stejneacute jako je hustota čisteacuteho materiaacutelu [5 7] Izostatickeacute žaacuteroveacute lisovaacuteniacute Pro tento druh lisovaacuteniacute se použiacutevaacute inertniacutech plynů Nejprve se vylisuje prvotniacute vyacutelisek (obvykle piacutestovyacutem nebo izostatickyacutem způsobem) a takto připravenyacute vyacutelisek je možneacute ještě vypaacutelit Poteacute je uzavřen do pouzdra kteryacutem nemůže proniknout inertniacute plyn Takto je poteacute uložen do naacutedoby s inertniacutem plynem a vložen do pece Plyn působiacute lisovaciacutem tlakem Takto vyrobenyacute vyacuterobek maacute objemovou hmotnost teacuteměř shodnou s hustotou a takeacute vysokou pevnost Obvykle naacutesledujiacute dalšiacute uacutepravy vyacuterobku předevšiacutem jeho broušeniacute Slinovaacuteniacute je ovlivňovaacuteno teplotou a tlakem viz obraacutezek 17 [5 7]
Obr 17 Vliv teploty a tlaku na slinovaacuteniacute Al2O3 [5]
Suspenzniacute litiacute Metoda suspezniacuteho litiacute je vhodnaacute pro tenkostěnneacute složiteacute a nesymetrickeacute vyacuterobky Pro vyacuterobu se použiacutevaacute saacutedrovyacutech forem Jakmile je suspenze nalita do formy forma nasaje čaacutest vody a tiacutem se na rozhraniacute formy a směsi vytvořiacute slupka Po určiteacutem čase se vylije přebytečnaacute suspenze z formy Tenkostěnneacute vyacuterobky je nutneacute nechat odsaacutevat vodu několik minut a tlustostěnneacute vyacuterobky i několik hodin Vyacuterobek se z formy vyjiacuteme až v okamžiku kdy dosaacutehne dostatečneacute pevnosti aby bylo
KERAMICKEacute MATERIAacuteLY
22 UacuteST FSI VUT v Brně
možneacute s vyacuterobkem manipulovat Postup vyacuteroby tenkostěnneacuteho vyacuterobku je na obraacutezku 18 a plneacuteho diacutelu na obraacutezku 19 [1 29]
Injekčniacute vstřikovaacuteniacute Podstatou vstřikovaacuteniacute je že do formy je za pomoci tlaku vstřiacuteknuta suspenze ve ktereacute je obsažen keramickyacute materiaacutel V okamžiku kdy polotovar ziacuteskaacute manipulačniacute pevnost je vytažen z formy Po zformovaacuteniacute je za zvyacutešeneacute teploty odstraněno termoplastickeacute pojivo a naacutesleduje slinovaacuteniacute Metoda injekčniacuteho vstřikovaacuteniacute je vhodnaacute pro vyacuterobu velkeacuteho množstviacute rozměrově menšiacutech a tvarově stejnyacutech vyacuterobků Použiacutevaacute se pro vyacuterobu lopatek turbiacuten ventilů nebo biokeramickyacutech proteacutez Nevyacutehodou je nutnost investovat velkeacute finančniacute prostředky na pořiacutezeniacute strojů a forem [1] Vytlačovaacuteniacute Tvar vyacutesledneacuteho vyacuterobku je u vytlačovaacuteniacute dosažen tak že se vytlačuje směs pojiva a keramickeacuteho praacutešku přes naacutestroj Metoda použiacutevanaacute pro vyacuterobu profilů izolaacutetorů pro elektrotechnickyacute průmysl a jinyacutech vyacuterobků z technickeacute keramiky [1]
153 Sušeniacute
Polotovary keramickyacutech vyacuterobků se sušiacute z důvody sniacuteženiacute množstviacute pojiva ktereacute bylo do směsi přidaacuteno aby bylo možneacute vyacuterobek vytvarovat Teplota sušeniacute je zaacutevislaacute na požiteacutem pojivu ve směsi Pokud je použita voda sušeniacute probiacutehaacute při
KERAMICKEacute MATERIAacuteLY
23 UacuteST FSI VUT v Brně
teplotaacutech do 100 degC ale pokud je obsaženo nějakeacute pojivo na baacutezi organickeacuteho materiaacutelu je teplota až 300 degC Sušiacute se po dobu 1 dne i deacutele v zaacutevislosti na velikosti vyacuterobku Při sušeniacute dochaacuteziacute k poklesu objemu polotovaru dochaacuteziacute ke styku jednotlivyacutech zrn keramickeacuteho materiaacutelu což je způsobeno odpařovaacuteniacutem pojiva z polotovaru Při dosaženiacute kritickeacute dochaacuteziacute k naacuterůstu kapilaacuterniacutech sil ktereacute způsobujiacute smrštěniacute polotovaru Smršťovaacuteniacute probiacutehaacute až do okamžiku kdy dojde k doteku jednotlivyacutech krystalů Je nutneacute vysušit polotovar rovnoměrně aby nevznikala tahovaacute napětiacute Při jejich vzniku dochaacuteziacute ke sniacuteženiacute pevnosti kdy může nastat i porušeniacute vyacuterobku [1]
Posledniacute čaacutestiacute řetězce při vyacuterobě keramickyacutech vyacuterobků je tepelneacute zpracovaacuteniacute Přiacute slinovaacuteniacute dochaacuteziacute k redukci velikosti poacuterů v materiaacutelu Tiacutem dochaacuteziacute ke zpevněniacute a tak ziacuteskaacutevaacute vyacuterobek konečnou pevnost Působeniacutem difůze mezi zrny dochaacuteziacute ke spojeniacute jednotlivyacutech zrn v jeden celek Teploty pro slinovaacuteniacute keramiky je v intervalu od 1 000 degC ndash 1 400 degC Žaacuteruvzdorneacute materiaacutely a technickou keramiku je nutneacute slinovat za teplot vyššiacutech a to až 1 700 degC Doba slinovaacuteniacute je obvykle značně dlouhaacute (v řaacutedu desiacutetek hodin) Toto je daacuteno tiacutem že je nutneacute dlouho vyacuterobek nahřiacutevat poteacute naacutesleduje samotneacute slinovaacuteniacute a pak velice pomaleacute ochlazovaacuteniacute Rychlost ochlazovaacuteniacute neniacute možneacute zvyacutešit jinak by došlo ke vzniku nežaacutedouciacutech napětiacute a tiacutem ke sniacuteženiacute pevnosti [1 4 5 29 30]
Obr 19 Princip slinovaacuteniacute jak probiacutehaacute v mikrostruktuře materiaacutelu [31]
Pro obraacuteběniacute obecně je jedniacutem z nejdůležitějšiacutech parametrů kteryacute ovlivňuje průběh obraacuteběniacute i vyacuteslednou kvalitu obrobku je obrobitelnost materiaacutelu Obrobitelnost keramickyacutech materiaacutelů je velice niacutezkaacute což je daacuteno předevšiacutem vysokou tvrdostiacute keramiky a tiacutem odolnosti proti vnikaacuteniacute ciziacutech těles do materiaacutelu Obraacuteběniacute keramickyacutech materiaacutelů je proto vysoce naacuteročneacute na naacutestroje a je maacutelo produktivniacute a proto takeacute velice draheacute Proto se keramickeacute materiaacutely zpracovaacutevajiacute rovnou do vyacuteslednyacutech tvarů pomociacute klasickyacutech metod zpracovaacuteniacute keramickyacutech materiaacutelů jako je např vytlačovaacuteniacute suspenzniacute litiacute nebo lisovaacuteniacute Pokud je obraacuteběniacute využiacutevaacuteno pak obvykle nějakyacutem způsobem dokončovaciacuteho obraacuteběniacute kde typickyacutem představitelem je broušeniacute nebo nějakyacutem z nekonvenčniacutech způsobů obraacuteběniacute jako je napřiacuteklad obraacuteběniacute laserem nebo ultrazvukem ktereacute jsou obecně vhodnějšiacute než konvečniacute metody obraacuteběniacute naacutestroji s definovanou geometriiacute Probleacutemem konvenčniacuteho způsobu obraacuteběniacute je že tvrdost naacutestroje musiacute byacutet vyššiacute než obraacuteběneacuteho materiaacutelu aby bylo vůbec možneacute vniknout naacutestrojem do obrobku a zahaacutejit proces řezaacuteniacute Pro konvenčniacute metody (a i pro experimentaacutelniacute čaacutest byl použit) jsou obvykle použiacutevaacuteny naacutestroje z polykrystalickeacuteho diamantu nebo kubickeacuteho nitridu boacuteru Vzhledem k vysokeacute tvrdosti keramiky ale i u polykrystalickeacuteho diamantu dochaacuteziacute k rychleacutemu opotřebeniacute břitu a to maacute velkyacute vliv na zmiacuteněnou produktivitu a cenu obraacuteběniacute Obecně je ale obrobitelnost jednotlivyacutech keramickyacutech materiaacutelů různaacute a zaacutevisiacute na materiaacutelech použityacutech pro vyacuterobu na způsobu zpracovaacuteniacute a poteacute na samotnyacutech řeznyacutech podmiacutenkaacutech [9 10 11]
Společnyacutem znakem všech způsobů obraacuteběniacute je že je nutneacute v materiaacutelu vytvořit minimaacutelně jednu anebo většiacute množstviacute prasklin a ty poteacute rozšiřovat v požadovaneacutem směru Povrch je tvořen soustavou lomovyacutech ploch přiacutepadně jednou lomovou plochou Trhlinu v materiaacutelu můžeme vytvořit pomociacute siloveacuteho působeniacute do materiaacutelu nebo pomociacute vysoce zkoncetrovaneacuteho energetickeacuteho paprsku (laser) Pokud vytvaacuteřiacuteme trhlinu mechanicky dochaacuteziacute k jejiacutemu vzniku tak že do materiaacutelu je vtlačovaacuten hrot nebo kliacuten Tyto naacutestroje nejsou nikdy dokonale ostreacute a majiacute nějakyacute poloměr zaobleniacute a proto dochaacuteziacute v miacutestě dotyku s obraacuteběnyacutem materiaacutelem ke vzniku kontaktniacute plošky pomociacute ktereacute se přenaacutešiacute vzaacutejemneacute siloveacute působeniacute V těchto miacutestech dochaacuteziacute k vysokyacutem tlakovyacutem zatiacuteženiacutem ktereacute ve směru do obraacuteběneacuteho materiaacutelu ustupujiacute a naopak se měniacute v zatiacuteženiacute tahoveacute Kromě tlakovyacutech a tahovyacutech napětiacute se v materiaacutelu vyskytuje i napětiacute smykoveacute [12]
Prvotně dochaacuteziacute k pružneacute deformaci materiaacutelu a při dosaženiacute meze kluzu dochaacuteziacute k nevratnyacutem změnaacutem v materiaacutelu Dochaacuteziacute ke vzniku trhlin a ty se daacutele šiacuteřiacute materiaacutelem Vzhledem ke složitosti krystalickeacute mřiacutežky kterou majiacute keramickeacute materiaacutely je pro atomy ve struktuře těžkeacute najiacutet novou rovnovaacutežnou polohu po siloveacutem působeniacute toto způsobuje vysokou křehkost keramiky a tiacutem rychlyacute vznik a šiacuteřeniacute trhlin keramickyacutemi materiaacutely [12]
Ke vzniku trhlin může dochaacutezet v některyacutech přiacutepadech až po jeho odlehčeniacute a to takovyacutem způsobem že dojde k narušeniacute materiaacutelu pod povrchem (plastickeacute deformaci) Působeniacutem sil na obraacuteběnyacute materiaacutel dochaacuteziacute k již zmiacuteněnyacutem tlakovyacutem silaacutem kteraacute zaacuteroveň braacuteniacute k oddaacuteleniacute atomů od sebe a tiacutem braacuteniacute vzniku praskliny Až po naacutesledneacutem uvolněniacute dochaacuteziacute k naacuterůstu tahovyacutech napětiacute a tiacutem k samotneacute tvorbě praskliny Toto odpruženiacute může vyvolat vylomeniacute střepů z povrchu materiaacutelu [12]
Jednaacute se o technologii podobnou broušeniacute ale nedochaacuteziacute ke smykoveacutemu napětiacute mezi naacutestrojem a obrobkem a takeacute je jinyacute mechanismus působeniacute abrazivniacuteho zrna na obraacuteběnyacute materiaacutel Podstatou obraacuteběniacute ultrazvukem je vrhaacuteniacute abrazivniacutech zrn vysokou rychlostiacute proti materiaacutelu obrobku Při naacuterazu se kinetickaacute energie čaacutestice měniacute na deformačniacute praacuteci Diacuteky křehkosti keramiky stačiacute i malaacute zrna (disponujiacuteciacute relativně malou kinetickou energiiacute) k vytvořeniacute trhlin a pokud dojde ke spojeniacute dvou (nebo viacutece) trhlin vzniknou maleacute čaacutestice ktereacute po naacutesledujiacuteciacutem naacuterazu dalšiacute čaacutestice jsou vytrženyacute z materiaacutelu Naacutestrojovaacute hlava neniacute nijak tvarově omezena a je proto možneacute vytvaacuteřet různeacute otvory nebo zahloubeniacute Jako naacutestrojovyacute materiaacutel je obvykle použita ocel Tento naacutestroj kmitaacute s frekvenciacute 10 až 20 kHz Zrna jsou mezi materiaacutelem a naacutestrojem a jsou ve formě suspenze kdy jsou smiacutechaacutena s lihem benziacutenem nebo vodou Přiacutetomnost kapaliny ulehčuje pronikaacuteniacute energie do miacutesta obraacuteběniacute Jako abrazivniacutech zrna se využiacutevaacute oxid hlinityacute karbid boacuteru karbid křemiacuteku nebo pro nejtvrdšiacute materiaacutely zrna diamantovaacute Velikost zrn je 10-100 μm [12 13]
Obr 21 Obraacuteběniacute ultrazvukem [12]
22 Otryskaacutevaacuteniacute
Otryskaacutevaacuteniacute je metoda obraacuteběniacute kteraacute je značně podobnaacute obraacuteběniacute ultrazvukem ale na energii abrazivniacutem zrnům miacutesto generaacutetoru kmitů dodaacutevaacute vrhaciacute zařiacutezeniacute Otryskaacutevaacuteniacute se využiacutevaacute jako k vrtaacuteniacute otvorů děleniacute materiaacutelů ale takeacute k meacuteně naacuteročneacutemu opracovaacuteniacute jako je zdrsněniacute povrchu nebo jeho dekorace Použiacutevanyacutemi
materiaacutely jsou oxid hlinityacute karbid křemiacuteku nebo pouze křemennyacute piacutesek (z tohoto materiaacutelu pochaacuteziacute rozšiacuteřenyacute naacutezev bdquopiacuteskovaacuteniacuteldquo) Velikost čaacutestic se pohybuje od 10 μm až po jednotky mm Toto maacute samozřejmě vliv i na vyacuteslednou přesnost opracovaacuteniacute i na kvalitu povrchu [12]
23 Obraacuteběniacute laserem
Laser je vhodnyacute pro obraacuteběniacute pokud je materiaacutel schopen pohlcovat světelnou energii Daacutele je důležitaacute takeacute tepelnaacute vodivost a odrazivost materiaacutelu určeneacuteho pro obraacuteběniacute laserem Čiacutem viacutece materiaacutel pohltiacute zaacuteřeniacute a čiacutem horšiacute maacute tepelnou vodivost a odrazivost tiacutem je vhodnějšiacute ke zpracovaacuteniacute laserem [12]
Laserem je možneacute vytvořit lokaacutelniacute poškozeniacute tak že laserem je zkoncentrovaacutena energie do jednoho miacutesta tak že dojde k taveniacute a poteacute k naacutesledneacutemu odpařovaacuteniacute materiaacutelu Na obvodu paprsku dochaacuteziacute k taveniacute materiaacutelu (diacuteky nižšiacute koncentraci energie) a uprostřed laseroveacuteho paprsku k jeho odpařovaacuteniacute Laseru se využiacutevaacute pro vrtaacuteniacute otvorů nebo na řezaacuteniacute Obvykle se použiacutevaacute pulzniacutech laserů kdy každyacute pulz v přiacutepadě vrtaacuteniacute malyacutech otvorů vytvořiacute otvor o hloubce a průměru přibližně desetiny mm Velkeacute otvory jsou vytvaacuteřeny tak že laser tvořiacute draacutehu o průměru otvoru Vyššiacute přesnosti otvoru se dosaacutehne přiacutepadně naacuteslednyacutem lapovaacuteniacutem otvoru Daacutele se lasery využiacutevajiacute na tvorbu ryacuteh na povrchu materiaacutelu Charakteristickyacutemi vlastnostmi laserů je vlnovaacute deacutelka jmenovityacute vyacutekon a pracovniacute režim [12]
23 Broušeniacute
Broušeniacute je jednou z dokončovaciacutech metod obraacuteběniacute Kdy působeniacutem abrazivniacutech zrn na materiaacutel dochaacuteziacute k oddělovaacuteniacute malyacutech třiacutesek z povrchu obrobku Brusnaacute zrna jsou umiacutestěna v brusneacutem naacutestroji naacutehodně a tedy vyacuteslednyacute naacutestroj nemaacute definovanou geometrii Brusnyacute kotouč je k obrobku přitlačovaacuten a zaacuteroveň vykonaacutevaacute posuvnyacute pohyb Jako brusneacute naacutestroje pro keramickeacute materiaacutely je využiacutevaacuteno diamantu karbidu křemiacuteku nebo oxidu hliniteacuteho Zrna miacutevajiacute velikost od jednotek do několika stovek μm v zaacutevislosti na požadavciacutech na vyacuteslednou kvalitu povrchu Zrna byacutevajiacute obvykle pevně spojena (vaacutezaneacute brusivo) ale někdy se využiacutevajiacute i zrna volnaacute ve formě suspenze (zrna v kapalině) Při broušeniacute jsou brusnaacute zrna vtlačovaacutena do obraacuteběneacuteho materiaacutelu po ktereacutem se smyacutekajiacute a odvalujiacute V miacutestě kontaktu jsou vysokaacute napětiacute a může dochaacutezet takeacute k plastickyacutem deformaciacutem (mikroskopickyacute rozsah) Oddělovaacuteniacute materiaacutelu dochaacuteziacute tak že zrna vylamujiacute a vytrhaacutevajiacute maleacute čaacutestice po odlehčeniacute může dochaacutezet k odpryacuteskaacutevaacuteniacute malyacutech čaacutestic Nejdůležitějšiacutemi parametry broušeniacute je měrnyacute vyacutekon broušeniacute objemovaacute uacutečinnost naacutestroje a měrnaacute energie broušeniacute [12]
24 Freacutezovaacuteniacute soustruženiacute a vrtaacuteniacute
Keramickeacute materiaacutely je možneacute obraacutebět i konvenčniacutemi metodami obraacuteběniacute ale je nutneacute použiacutevat naacutestroje na baacutezi polykrystalickeacuteho diamantu přiacutepadně kubickeacuteho nitridu boacuteru Pro zvyacutešeniacute trvanlivosti naacutestrojů a zkraacuteceniacute doby obraacuteběniacute je vhodneacute využiacutet předevšiacutem laseru na přiacutepravu obrobku z keramickeacuteho materiaacutelu a poteacute pouze
dokončit některou z konvenčniacutech metod obraacuteběniacute Vzhledem k vysokeacute křehkosti dochaacuteziacute při vnikaacuteniacute naacutestroje do keramiky k tvorbě trhlin v materiaacutelu takto narušenyacute materiaacutel se vylamuje a odpryacuteskaacutevaacute od povrchu Je nutneacute při obraacuteběniacute keramiky obraacutebět nižšiacutemi posuvovyacutemi rychlostmi protože dochaacuteziacute k vysokeacutemu naacuterůstu řeznyacutech sil a bylo by možneacute naacutesledneacute porušeniacute obrobku Třiacuteska vznikaacute obdobnyacutem způsobem jako při broušeniacute keramickyacutech materiaacutelů [12]
25 Freacutezovaacuteniacute
Freacutezovaacuteniacute probiacutehaacute rotačniacutem naacutestrojem kteryacute konaacute hlavniacute řeznyacute pohyb Posuvovyacute pohyb obvykle vykonaacutevaacute obraacuteběnaacute součaacutest a obvykle je v zaacuteběru několik zubů freacutezy Tvořiacute se třiacuteska kteraacute maacute proměnlivou tloušťku [17]
Freacutezovaacuteniacute obecně se rozděluje dle naacutestrojů na freacutezovaacuteniacute vaacutelcoveacute a čelniacute Z těchto zaacutekladniacutech druhů vychaacuteziacute dalšiacute druhy jako je freacutezovaacuteniacute okružniacute a planetoveacute Dalšiacute rozděleniacute je možneacute dle pohybů freacutezy a obrobku na sousledneacute a nesousledneacute [17]
251 Vaacutelcoveacute freacutezovaacuteniacute
Vaacutelcoveacute freacutezovaniacute probiacutehaacute freacutezou ve tvaru vaacutelce kdy jsou zuby vytvořeny jen po obvodu naacutestroje Použiacutevajiacute se předevšiacutem vaacutelcoveacute a tvaroveacute freacutezy Hloubka vrstvy odebiacuteraneacute freacutezou se nastavuje kolmo na posuvovou složku pohybu [17]
Sousledneacute freacutezovaacuteniacute
Naacutestroj rotuje ve směru posuvu obrobku a třiacuteska začiacutenaacute na maximaacutelniacutem průřezu a postupně se zmenšuje až na nulovou tloušťku Vyacuteslednaacute plocha tvořenaacute freacutezou vznikaacute při vyacutestupu freacutezy z materiaacutelu Pro sousledneacute freacutezovaacuteniacute je nutneacute vymezit vůli mezi posuvovyacutem šroubem a maticiacute stolu stroje Sousledneacute freacutezovaacuteniacute je na obraacutezku 22 [17]
Probiacutehaacute opačně než sousledneacute freacutezovaacuteniacute Naacutestroj konaacute rotačniacute pohyb proti směru posuvoveacuteho pohybu obrobku a tiacutem je tvořena vyacuteslednaacute plocha při vstupu freacutezy do materiaacutelu Třiacuteska postupně narůstaacute od nuloveacute tloušťky do maxima viz obraacutezek 23 [17]
Čelniacute freacuteza maacute zuby vytvořeny jak na obvodu tak na čele a hlavniacute osa je kolmaacute na směr posuvoveacute rychlosti Při symetrickeacutem čelniacutem freacutezovaacuteniacute je osa naacutestroje shodnaacute s osou symetrie obraacuteběneacute plochy viz obraacutezek 24 [17]
Obr 24 a) Čelniacute symetrickeacute freacutezovaacuteniacute b) Čelniacute nesymetrickeacute freacutezovaacuteniacute [17]
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
KERAMICKEacute MATERIAacuteLY
19 UacuteST FSI VUT v Brně
146 Tvrdost
Obecnaacute definice tvrdosti materiaacutelu je že tvrdost je odpor materiaacutelu před vnikaacuteniacutem ciziacuteho objektu do materiaacutelu Je velkeacute množstviacute metod pro měřeniacute tvrdosti ktereacute jsou vhodneacute pro různeacute materiaacutely Pro měřeniacute tvrdosti jsou vhodneacute naacutesledujiacuteciacute metody Rockwell Vickers a Knoop Tvrdost keramiky dosahuje na Mohsově stupnici hodnot 8 ndash 9 pro technickou oxidickou keramiku a 9 ndash 95 pro keramiku neoxidickou Po diamantu kteryacute maacute tvrdost 10 se jednaacute o nejtvrdšiacute materiaacutely jakeacute se vyskytujiacute [3 5]
15 Vyacuteroba keramickyacutech materiaacutelů
Nejobvyklejšiacute způsob vyacuteroby keramiky je použitiacute praacuteškoveacute směsi a jejiacute naacutesledneacute slinovaacuteniacute za vysokeacute teploty Slinovaacuteniacutem dochaacuteziacute takeacute ke zhutněniacute směsi (sniacuteženiacute obsahu poacuterů) Vzhledem k působeniacute vysokyacutech teplot může dojiacutet ke změně vlastnostiacute a vyacuteslednyacute vyacuterobek může miacutet jineacute vlastnosti než vstupniacute surovina Pro tradičniacute keramiku jsou jako krystalickeacute faacuteze typickeacute přiacuterodniacute materiaacutely Naopak pro pokročileacute technickeacute keramickeacute materiaacutely jsou využiacutevaacuteny materiaacutely ktereacute neniacute možneacute v přiacuterodě naleacutezt Vyacuteroba keramickyacutech materiaacutelů je složena z několika kroků Prvotniacutem krokem je přiacuteprava směsi pokračuje se vytvarovaacuteniacutem do požadovaneacuteho tvaru a poteacute je vyacuterobek dehydratovaacuten Konečnou uacutepravou je zpravidla nějakyacute druh tepelneacuteho zpracovaacuteniacute kdy nejčastěji se využiacutevaacute vypalovaacuteniacute u tradičniacute keramiky a slinovaacuteniacute u keramiky technickeacute [1 2 5]
151 Přiacuteprava směsi
Vyacuteslednaacute kvalita a takeacute technologie vyacuteroby keramickyacutech materiaacutelů je značně zaacutevislaacute na kvalitě vstupniacutech surovin Vlastnosti ktereacute se sledujiacute u vstupniacutech surovin pro keramickeacute materiaacutely jsou např chemickeacute složeniacute velikost tvar a povrch zrn Přiacuterodniacute materiaacutely jsou obvykle značně rozdiacutelneacute a proto je nutneacute vlastnosti vstupniacutech materiaacutelů sledovat Přiacuteprava směsiacute obvykle probiacutehaacute tak že materiaacutely jsou smiacutechaacuteny a namlety naraacutez Je nutneacute použiacutevat takoveacute mleciacute kameny aby nedochaacutezelo k jejich porušovaacuteniacutem a tiacutem přimiacutechaacutevaacuteniacute nežaacutedouciacutech přiacuteměsiacute do mleteacute směsi Pro sniacuteženiacute poacuterovitosti je vhodneacute miacutet rozdiacutelně velkeacute čaacutestice a to z toho důvodu že při vytvarovaacuteniacute dojde k vyplněniacute volnyacutech prostorů mezi většiacutemi čaacutesticemi čaacutesticemi menšiacutemi Miacuteseniacute může probiacutehat bez přimiacutechaacuteniacute kapaliny (obvykle voda) nebo v suspenzi V přiacutepadě miacuteseniacute s vodou je nutneacute tuto vodu po promiacuteseniacute odstranit např rozprašovaacuteniacutem Vyacutesledkem je čistyacute granulaacutet ve ktereacutem jsou smiacutechaneacute všechny materiaacutely [5]
152 Tvarovaacuteniacute
Tvarovaacuteniacute začiacutenaacute aglomeraciacute jehož podstata je v tom že do směsi keramickyacutech praacutešků se přidajiacute dalšiacute laacutetky Jsou přidaacutevaacuteny takoveacute laacutetky aby bylo možneacute vytvořit ze sucheacuteho praacutešku požadovanyacute tvar vyacutesledneacuteho vyacuterobku a takeacute usnadnit jeho tvarovaacuteniacute a celkově zlepšit jeho vlastnosti Přidaacutevajiacute se různaacute pojiva maziva a daacutele můžou byacutet použita smaacutečedla Tvarovaacuteniacute může probiacutehat za tepla ale takeacute za studena (za normaacutelniacute teploty) ktereacute je použiacutevaacuteno častěji Nejčastěji se pro tvarovaacuteniacute využiacutevaacute různyacutech druhů lisovaacuteniacute popřiacutepadě litiacute vstřikovaacuteniacute nebo vytlačovaacuteniacute Ciacutelem tvarovaacuteniacute je jednak vytvořit zaacutekladniacute tvar keramickeacuteho vyacuterobku zajistit jeho určitou hutnost a takeacute zajistit aby takto zpracovanyacute polotovar ziacuteskal dostatečnou pevnost pro manipulaci během vyacuteroby [1 2 4 7]
KERAMICKEacute MATERIAacuteLY
20 UacuteST FSI VUT v Brně
Tab 14 Metody pro tvarovaacuteniacute keramiky [28]
Lisovaacuteniacute Pro lisovaacuteniacute se obvykle použiacutevaacute suchyacutech přiacutepadně polosuchyacutech směsiacute (vlhkost do 15 ) ale mohou se lisovat i směsi mokreacute Rozhodnutiacute jakyacute způsob (suchaacute nebo mokraacute směs) se použije zaacutevisiacute na druhu zpracovaacutevaneacuteho materiaacutelu Suchyacutech směsiacute se využiacutevaacute pro lisovaacuteniacute běžnyacutech keramickyacutech vyacuterobků jako jsou např dlaždice Maximaacutelniacute tlak použiacutevanyacute pro běžneacute jednosměrneacute lisovaacuteniacute je až 200 MPa Vlastnosti lisovanyacutech vyacuterobků nejsou homogenniacute což je způsobeno třeniacutem mezi stěnami formy a keramickyacutem materiaacutelem Pro zlepšeniacute vlastnostiacute se daacutele použiacutevaacute oboustranneacuteho nebo izostatickeacuteho lisovaacuteniacute (lisovaacuteniacute ze všech stran) Dalšiacutemi použiacutevanyacutemi druhy lisovaacuteniacute jsou přetokoveacute piacutestoveacute a žaacuteroveacute lisovaacuteniacute [4 7 24] Přetokoveacute lisovaacuteniacute Pro přetokoveacute lisovaacuteniacute se použiacutevaacute otevřenyacutech kovovyacutech forem jejichž hloubka je shodnaacute s vyacuteslednou vyacuteškou vyacutelisku Použiacutevaacute se lisovaciacutech tlaků v rozmeziacute 5 až 8 MPa Je nutneacute zajistit dostatečnou pevnost vyacutelisku pro jeho manipulaci Vhodneacute pro tvarově složitějšiacute vyacutelisky [7] Piacutestoveacute lisovaacuteniacute Vhodneacute pro vyacuterobu vyacutelisků s minimaacutelniacutem obsahem vody Pro vysokou kvalitu vyacutelisku je nutneacute zajistit rovnoměrneacute rozloženiacute směsi ve vyacutelisku proto je nutneacute sledovat naacutesyp směsi do formy Dalšiacutemi důležityacutemi faktory pro piacutestoveacute lisovaacuteniacute je působeniacute poměr vyacutešky a průměru požiteacute formy a působeniacute lisovaciacutech siacutel [7] Izostatickeacute lisovaacuteniacute Pro tento způsob lisovaacuteniacute se použiacutevaacute směsiacute ktereacute majiacute niacutezkyacute obsah vody a použiacutevaacute se velkyacutech lisovaciacutech tlaků v rozmeziacute 100 až 400 MPa Izostatickeacute lisovaacuteniacute je vyacutehodneacute protože dochaacuteziacute k působeniacute lisovaciacute siacutely ve všech směrech Tiacutem dochaacuteziacute ke zlepšeniacute vyacuteslednyacutech vlastnostiacute z důvodu zvyacutešeniacute homogenity vyacutelisku Izostatickeacute lisovaacuteniacute může probiacutehat do sucheacute nebo do mokreacute formy Lisovaacuteniacute do sucheacute formy je vhodneacute pro menšiacute vyacutelisky ktereacute jsou tvarově složitějšiacute Mokryacutech forem se využiacutevaacute na velkeacute a tvarově jednoducheacute odlitky [7]
KERAMICKEacute MATERIAacuteLY
21 UacuteST FSI VUT v Brně
Žaacuteroveacute lisovaacuteniacute Velice naacuteročnaacute a drahaacute metoda zpracovaacuteniacute keramickyacutech materiaacutelů což je způsobeno tiacutem že se lisuje za velice vysokyacutech teplot ktereacute dosahujiacute až 2 000 degC za použitiacute ochranneacute atmosfeacutery Použiacutevaacute se lisovaciacutech tlaků ve vyacuteši 40 až 60 MPa Metoda vhodnaacute pro technickou oxidovou nebo neoxidovou keramiku a diacuteky slinovaacuteniacute (dosahuje se vyššiacutech teplot než při běžneacutem slinovaacuteniacute) ktereacute při žaacuteroveacutem lisovaacuteniacute nastaacutevaacute dochaacuteziacute ke zhutněniacute materiaacutelu a dosahuje se objemoveacute hmotnosti teacuteměř stejneacute jako je hustota čisteacuteho materiaacutelu [5 7] Izostatickeacute žaacuteroveacute lisovaacuteniacute Pro tento druh lisovaacuteniacute se použiacutevaacute inertniacutech plynů Nejprve se vylisuje prvotniacute vyacutelisek (obvykle piacutestovyacutem nebo izostatickyacutem způsobem) a takto připravenyacute vyacutelisek je možneacute ještě vypaacutelit Poteacute je uzavřen do pouzdra kteryacutem nemůže proniknout inertniacute plyn Takto je poteacute uložen do naacutedoby s inertniacutem plynem a vložen do pece Plyn působiacute lisovaciacutem tlakem Takto vyrobenyacute vyacuterobek maacute objemovou hmotnost teacuteměř shodnou s hustotou a takeacute vysokou pevnost Obvykle naacutesledujiacute dalšiacute uacutepravy vyacuterobku předevšiacutem jeho broušeniacute Slinovaacuteniacute je ovlivňovaacuteno teplotou a tlakem viz obraacutezek 17 [5 7]
Obr 17 Vliv teploty a tlaku na slinovaacuteniacute Al2O3 [5]
Suspenzniacute litiacute Metoda suspezniacuteho litiacute je vhodnaacute pro tenkostěnneacute složiteacute a nesymetrickeacute vyacuterobky Pro vyacuterobu se použiacutevaacute saacutedrovyacutech forem Jakmile je suspenze nalita do formy forma nasaje čaacutest vody a tiacutem se na rozhraniacute formy a směsi vytvořiacute slupka Po určiteacutem čase se vylije přebytečnaacute suspenze z formy Tenkostěnneacute vyacuterobky je nutneacute nechat odsaacutevat vodu několik minut a tlustostěnneacute vyacuterobky i několik hodin Vyacuterobek se z formy vyjiacuteme až v okamžiku kdy dosaacutehne dostatečneacute pevnosti aby bylo
KERAMICKEacute MATERIAacuteLY
22 UacuteST FSI VUT v Brně
možneacute s vyacuterobkem manipulovat Postup vyacuteroby tenkostěnneacuteho vyacuterobku je na obraacutezku 18 a plneacuteho diacutelu na obraacutezku 19 [1 29]
Injekčniacute vstřikovaacuteniacute Podstatou vstřikovaacuteniacute je že do formy je za pomoci tlaku vstřiacuteknuta suspenze ve ktereacute je obsažen keramickyacute materiaacutel V okamžiku kdy polotovar ziacuteskaacute manipulačniacute pevnost je vytažen z formy Po zformovaacuteniacute je za zvyacutešeneacute teploty odstraněno termoplastickeacute pojivo a naacutesleduje slinovaacuteniacute Metoda injekčniacuteho vstřikovaacuteniacute je vhodnaacute pro vyacuterobu velkeacuteho množstviacute rozměrově menšiacutech a tvarově stejnyacutech vyacuterobků Použiacutevaacute se pro vyacuterobu lopatek turbiacuten ventilů nebo biokeramickyacutech proteacutez Nevyacutehodou je nutnost investovat velkeacute finančniacute prostředky na pořiacutezeniacute strojů a forem [1] Vytlačovaacuteniacute Tvar vyacutesledneacuteho vyacuterobku je u vytlačovaacuteniacute dosažen tak že se vytlačuje směs pojiva a keramickeacuteho praacutešku přes naacutestroj Metoda použiacutevanaacute pro vyacuterobu profilů izolaacutetorů pro elektrotechnickyacute průmysl a jinyacutech vyacuterobků z technickeacute keramiky [1]
153 Sušeniacute
Polotovary keramickyacutech vyacuterobků se sušiacute z důvody sniacuteženiacute množstviacute pojiva ktereacute bylo do směsi přidaacuteno aby bylo možneacute vyacuterobek vytvarovat Teplota sušeniacute je zaacutevislaacute na požiteacutem pojivu ve směsi Pokud je použita voda sušeniacute probiacutehaacute při
KERAMICKEacute MATERIAacuteLY
23 UacuteST FSI VUT v Brně
teplotaacutech do 100 degC ale pokud je obsaženo nějakeacute pojivo na baacutezi organickeacuteho materiaacutelu je teplota až 300 degC Sušiacute se po dobu 1 dne i deacutele v zaacutevislosti na velikosti vyacuterobku Při sušeniacute dochaacuteziacute k poklesu objemu polotovaru dochaacuteziacute ke styku jednotlivyacutech zrn keramickeacuteho materiaacutelu což je způsobeno odpařovaacuteniacutem pojiva z polotovaru Při dosaženiacute kritickeacute dochaacuteziacute k naacuterůstu kapilaacuterniacutech sil ktereacute způsobujiacute smrštěniacute polotovaru Smršťovaacuteniacute probiacutehaacute až do okamžiku kdy dojde k doteku jednotlivyacutech krystalů Je nutneacute vysušit polotovar rovnoměrně aby nevznikala tahovaacute napětiacute Při jejich vzniku dochaacuteziacute ke sniacuteženiacute pevnosti kdy může nastat i porušeniacute vyacuterobku [1]
Posledniacute čaacutestiacute řetězce při vyacuterobě keramickyacutech vyacuterobků je tepelneacute zpracovaacuteniacute Přiacute slinovaacuteniacute dochaacuteziacute k redukci velikosti poacuterů v materiaacutelu Tiacutem dochaacuteziacute ke zpevněniacute a tak ziacuteskaacutevaacute vyacuterobek konečnou pevnost Působeniacutem difůze mezi zrny dochaacuteziacute ke spojeniacute jednotlivyacutech zrn v jeden celek Teploty pro slinovaacuteniacute keramiky je v intervalu od 1 000 degC ndash 1 400 degC Žaacuteruvzdorneacute materiaacutely a technickou keramiku je nutneacute slinovat za teplot vyššiacutech a to až 1 700 degC Doba slinovaacuteniacute je obvykle značně dlouhaacute (v řaacutedu desiacutetek hodin) Toto je daacuteno tiacutem že je nutneacute dlouho vyacuterobek nahřiacutevat poteacute naacutesleduje samotneacute slinovaacuteniacute a pak velice pomaleacute ochlazovaacuteniacute Rychlost ochlazovaacuteniacute neniacute možneacute zvyacutešit jinak by došlo ke vzniku nežaacutedouciacutech napětiacute a tiacutem ke sniacuteženiacute pevnosti [1 4 5 29 30]
Obr 19 Princip slinovaacuteniacute jak probiacutehaacute v mikrostruktuře materiaacutelu [31]
Pro obraacuteběniacute obecně je jedniacutem z nejdůležitějšiacutech parametrů kteryacute ovlivňuje průběh obraacuteběniacute i vyacuteslednou kvalitu obrobku je obrobitelnost materiaacutelu Obrobitelnost keramickyacutech materiaacutelů je velice niacutezkaacute což je daacuteno předevšiacutem vysokou tvrdostiacute keramiky a tiacutem odolnosti proti vnikaacuteniacute ciziacutech těles do materiaacutelu Obraacuteběniacute keramickyacutech materiaacutelů je proto vysoce naacuteročneacute na naacutestroje a je maacutelo produktivniacute a proto takeacute velice draheacute Proto se keramickeacute materiaacutely zpracovaacutevajiacute rovnou do vyacuteslednyacutech tvarů pomociacute klasickyacutech metod zpracovaacuteniacute keramickyacutech materiaacutelů jako je např vytlačovaacuteniacute suspenzniacute litiacute nebo lisovaacuteniacute Pokud je obraacuteběniacute využiacutevaacuteno pak obvykle nějakyacutem způsobem dokončovaciacuteho obraacuteběniacute kde typickyacutem představitelem je broušeniacute nebo nějakyacutem z nekonvenčniacutech způsobů obraacuteběniacute jako je napřiacuteklad obraacuteběniacute laserem nebo ultrazvukem ktereacute jsou obecně vhodnějšiacute než konvečniacute metody obraacuteběniacute naacutestroji s definovanou geometriiacute Probleacutemem konvenčniacuteho způsobu obraacuteběniacute je že tvrdost naacutestroje musiacute byacutet vyššiacute než obraacuteběneacuteho materiaacutelu aby bylo vůbec možneacute vniknout naacutestrojem do obrobku a zahaacutejit proces řezaacuteniacute Pro konvenčniacute metody (a i pro experimentaacutelniacute čaacutest byl použit) jsou obvykle použiacutevaacuteny naacutestroje z polykrystalickeacuteho diamantu nebo kubickeacuteho nitridu boacuteru Vzhledem k vysokeacute tvrdosti keramiky ale i u polykrystalickeacuteho diamantu dochaacuteziacute k rychleacutemu opotřebeniacute břitu a to maacute velkyacute vliv na zmiacuteněnou produktivitu a cenu obraacuteběniacute Obecně je ale obrobitelnost jednotlivyacutech keramickyacutech materiaacutelů různaacute a zaacutevisiacute na materiaacutelech použityacutech pro vyacuterobu na způsobu zpracovaacuteniacute a poteacute na samotnyacutech řeznyacutech podmiacutenkaacutech [9 10 11]
Společnyacutem znakem všech způsobů obraacuteběniacute je že je nutneacute v materiaacutelu vytvořit minimaacutelně jednu anebo většiacute množstviacute prasklin a ty poteacute rozšiřovat v požadovaneacutem směru Povrch je tvořen soustavou lomovyacutech ploch přiacutepadně jednou lomovou plochou Trhlinu v materiaacutelu můžeme vytvořit pomociacute siloveacuteho působeniacute do materiaacutelu nebo pomociacute vysoce zkoncetrovaneacuteho energetickeacuteho paprsku (laser) Pokud vytvaacuteřiacuteme trhlinu mechanicky dochaacuteziacute k jejiacutemu vzniku tak že do materiaacutelu je vtlačovaacuten hrot nebo kliacuten Tyto naacutestroje nejsou nikdy dokonale ostreacute a majiacute nějakyacute poloměr zaobleniacute a proto dochaacuteziacute v miacutestě dotyku s obraacuteběnyacutem materiaacutelem ke vzniku kontaktniacute plošky pomociacute ktereacute se přenaacutešiacute vzaacutejemneacute siloveacute působeniacute V těchto miacutestech dochaacuteziacute k vysokyacutem tlakovyacutem zatiacuteženiacutem ktereacute ve směru do obraacuteběneacuteho materiaacutelu ustupujiacute a naopak se měniacute v zatiacuteženiacute tahoveacute Kromě tlakovyacutech a tahovyacutech napětiacute se v materiaacutelu vyskytuje i napětiacute smykoveacute [12]
Prvotně dochaacuteziacute k pružneacute deformaci materiaacutelu a při dosaženiacute meze kluzu dochaacuteziacute k nevratnyacutem změnaacutem v materiaacutelu Dochaacuteziacute ke vzniku trhlin a ty se daacutele šiacuteřiacute materiaacutelem Vzhledem ke složitosti krystalickeacute mřiacutežky kterou majiacute keramickeacute materiaacutely je pro atomy ve struktuře těžkeacute najiacutet novou rovnovaacutežnou polohu po siloveacutem působeniacute toto způsobuje vysokou křehkost keramiky a tiacutem rychlyacute vznik a šiacuteřeniacute trhlin keramickyacutemi materiaacutely [12]
Ke vzniku trhlin může dochaacutezet v některyacutech přiacutepadech až po jeho odlehčeniacute a to takovyacutem způsobem že dojde k narušeniacute materiaacutelu pod povrchem (plastickeacute deformaci) Působeniacutem sil na obraacuteběnyacute materiaacutel dochaacuteziacute k již zmiacuteněnyacutem tlakovyacutem silaacutem kteraacute zaacuteroveň braacuteniacute k oddaacuteleniacute atomů od sebe a tiacutem braacuteniacute vzniku praskliny Až po naacutesledneacutem uvolněniacute dochaacuteziacute k naacuterůstu tahovyacutech napětiacute a tiacutem k samotneacute tvorbě praskliny Toto odpruženiacute může vyvolat vylomeniacute střepů z povrchu materiaacutelu [12]
Jednaacute se o technologii podobnou broušeniacute ale nedochaacuteziacute ke smykoveacutemu napětiacute mezi naacutestrojem a obrobkem a takeacute je jinyacute mechanismus působeniacute abrazivniacuteho zrna na obraacuteběnyacute materiaacutel Podstatou obraacuteběniacute ultrazvukem je vrhaacuteniacute abrazivniacutech zrn vysokou rychlostiacute proti materiaacutelu obrobku Při naacuterazu se kinetickaacute energie čaacutestice měniacute na deformačniacute praacuteci Diacuteky křehkosti keramiky stačiacute i malaacute zrna (disponujiacuteciacute relativně malou kinetickou energiiacute) k vytvořeniacute trhlin a pokud dojde ke spojeniacute dvou (nebo viacutece) trhlin vzniknou maleacute čaacutestice ktereacute po naacutesledujiacuteciacutem naacuterazu dalšiacute čaacutestice jsou vytrženyacute z materiaacutelu Naacutestrojovaacute hlava neniacute nijak tvarově omezena a je proto možneacute vytvaacuteřet různeacute otvory nebo zahloubeniacute Jako naacutestrojovyacute materiaacutel je obvykle použita ocel Tento naacutestroj kmitaacute s frekvenciacute 10 až 20 kHz Zrna jsou mezi materiaacutelem a naacutestrojem a jsou ve formě suspenze kdy jsou smiacutechaacutena s lihem benziacutenem nebo vodou Přiacutetomnost kapaliny ulehčuje pronikaacuteniacute energie do miacutesta obraacuteběniacute Jako abrazivniacutech zrna se využiacutevaacute oxid hlinityacute karbid boacuteru karbid křemiacuteku nebo pro nejtvrdšiacute materiaacutely zrna diamantovaacute Velikost zrn je 10-100 μm [12 13]
Obr 21 Obraacuteběniacute ultrazvukem [12]
22 Otryskaacutevaacuteniacute
Otryskaacutevaacuteniacute je metoda obraacuteběniacute kteraacute je značně podobnaacute obraacuteběniacute ultrazvukem ale na energii abrazivniacutem zrnům miacutesto generaacutetoru kmitů dodaacutevaacute vrhaciacute zařiacutezeniacute Otryskaacutevaacuteniacute se využiacutevaacute jako k vrtaacuteniacute otvorů děleniacute materiaacutelů ale takeacute k meacuteně naacuteročneacutemu opracovaacuteniacute jako je zdrsněniacute povrchu nebo jeho dekorace Použiacutevanyacutemi
materiaacutely jsou oxid hlinityacute karbid křemiacuteku nebo pouze křemennyacute piacutesek (z tohoto materiaacutelu pochaacuteziacute rozšiacuteřenyacute naacutezev bdquopiacuteskovaacuteniacuteldquo) Velikost čaacutestic se pohybuje od 10 μm až po jednotky mm Toto maacute samozřejmě vliv i na vyacuteslednou přesnost opracovaacuteniacute i na kvalitu povrchu [12]
23 Obraacuteběniacute laserem
Laser je vhodnyacute pro obraacuteběniacute pokud je materiaacutel schopen pohlcovat světelnou energii Daacutele je důležitaacute takeacute tepelnaacute vodivost a odrazivost materiaacutelu určeneacuteho pro obraacuteběniacute laserem Čiacutem viacutece materiaacutel pohltiacute zaacuteřeniacute a čiacutem horšiacute maacute tepelnou vodivost a odrazivost tiacutem je vhodnějšiacute ke zpracovaacuteniacute laserem [12]
Laserem je možneacute vytvořit lokaacutelniacute poškozeniacute tak že laserem je zkoncentrovaacutena energie do jednoho miacutesta tak že dojde k taveniacute a poteacute k naacutesledneacutemu odpařovaacuteniacute materiaacutelu Na obvodu paprsku dochaacuteziacute k taveniacute materiaacutelu (diacuteky nižšiacute koncentraci energie) a uprostřed laseroveacuteho paprsku k jeho odpařovaacuteniacute Laseru se využiacutevaacute pro vrtaacuteniacute otvorů nebo na řezaacuteniacute Obvykle se použiacutevaacute pulzniacutech laserů kdy každyacute pulz v přiacutepadě vrtaacuteniacute malyacutech otvorů vytvořiacute otvor o hloubce a průměru přibližně desetiny mm Velkeacute otvory jsou vytvaacuteřeny tak že laser tvořiacute draacutehu o průměru otvoru Vyššiacute přesnosti otvoru se dosaacutehne přiacutepadně naacuteslednyacutem lapovaacuteniacutem otvoru Daacutele se lasery využiacutevajiacute na tvorbu ryacuteh na povrchu materiaacutelu Charakteristickyacutemi vlastnostmi laserů je vlnovaacute deacutelka jmenovityacute vyacutekon a pracovniacute režim [12]
23 Broušeniacute
Broušeniacute je jednou z dokončovaciacutech metod obraacuteběniacute Kdy působeniacutem abrazivniacutech zrn na materiaacutel dochaacuteziacute k oddělovaacuteniacute malyacutech třiacutesek z povrchu obrobku Brusnaacute zrna jsou umiacutestěna v brusneacutem naacutestroji naacutehodně a tedy vyacuteslednyacute naacutestroj nemaacute definovanou geometrii Brusnyacute kotouč je k obrobku přitlačovaacuten a zaacuteroveň vykonaacutevaacute posuvnyacute pohyb Jako brusneacute naacutestroje pro keramickeacute materiaacutely je využiacutevaacuteno diamantu karbidu křemiacuteku nebo oxidu hliniteacuteho Zrna miacutevajiacute velikost od jednotek do několika stovek μm v zaacutevislosti na požadavciacutech na vyacuteslednou kvalitu povrchu Zrna byacutevajiacute obvykle pevně spojena (vaacutezaneacute brusivo) ale někdy se využiacutevajiacute i zrna volnaacute ve formě suspenze (zrna v kapalině) Při broušeniacute jsou brusnaacute zrna vtlačovaacutena do obraacuteběneacuteho materiaacutelu po ktereacutem se smyacutekajiacute a odvalujiacute V miacutestě kontaktu jsou vysokaacute napětiacute a může dochaacutezet takeacute k plastickyacutem deformaciacutem (mikroskopickyacute rozsah) Oddělovaacuteniacute materiaacutelu dochaacuteziacute tak že zrna vylamujiacute a vytrhaacutevajiacute maleacute čaacutestice po odlehčeniacute může dochaacutezet k odpryacuteskaacutevaacuteniacute malyacutech čaacutestic Nejdůležitějšiacutemi parametry broušeniacute je měrnyacute vyacutekon broušeniacute objemovaacute uacutečinnost naacutestroje a měrnaacute energie broušeniacute [12]
24 Freacutezovaacuteniacute soustruženiacute a vrtaacuteniacute
Keramickeacute materiaacutely je možneacute obraacutebět i konvenčniacutemi metodami obraacuteběniacute ale je nutneacute použiacutevat naacutestroje na baacutezi polykrystalickeacuteho diamantu přiacutepadně kubickeacuteho nitridu boacuteru Pro zvyacutešeniacute trvanlivosti naacutestrojů a zkraacuteceniacute doby obraacuteběniacute je vhodneacute využiacutet předevšiacutem laseru na přiacutepravu obrobku z keramickeacuteho materiaacutelu a poteacute pouze
dokončit některou z konvenčniacutech metod obraacuteběniacute Vzhledem k vysokeacute křehkosti dochaacuteziacute při vnikaacuteniacute naacutestroje do keramiky k tvorbě trhlin v materiaacutelu takto narušenyacute materiaacutel se vylamuje a odpryacuteskaacutevaacute od povrchu Je nutneacute při obraacuteběniacute keramiky obraacutebět nižšiacutemi posuvovyacutemi rychlostmi protože dochaacuteziacute k vysokeacutemu naacuterůstu řeznyacutech sil a bylo by možneacute naacutesledneacute porušeniacute obrobku Třiacuteska vznikaacute obdobnyacutem způsobem jako při broušeniacute keramickyacutech materiaacutelů [12]
25 Freacutezovaacuteniacute
Freacutezovaacuteniacute probiacutehaacute rotačniacutem naacutestrojem kteryacute konaacute hlavniacute řeznyacute pohyb Posuvovyacute pohyb obvykle vykonaacutevaacute obraacuteběnaacute součaacutest a obvykle je v zaacuteběru několik zubů freacutezy Tvořiacute se třiacuteska kteraacute maacute proměnlivou tloušťku [17]
Freacutezovaacuteniacute obecně se rozděluje dle naacutestrojů na freacutezovaacuteniacute vaacutelcoveacute a čelniacute Z těchto zaacutekladniacutech druhů vychaacuteziacute dalšiacute druhy jako je freacutezovaacuteniacute okružniacute a planetoveacute Dalšiacute rozděleniacute je možneacute dle pohybů freacutezy a obrobku na sousledneacute a nesousledneacute [17]
251 Vaacutelcoveacute freacutezovaacuteniacute
Vaacutelcoveacute freacutezovaniacute probiacutehaacute freacutezou ve tvaru vaacutelce kdy jsou zuby vytvořeny jen po obvodu naacutestroje Použiacutevajiacute se předevšiacutem vaacutelcoveacute a tvaroveacute freacutezy Hloubka vrstvy odebiacuteraneacute freacutezou se nastavuje kolmo na posuvovou složku pohybu [17]
Sousledneacute freacutezovaacuteniacute
Naacutestroj rotuje ve směru posuvu obrobku a třiacuteska začiacutenaacute na maximaacutelniacutem průřezu a postupně se zmenšuje až na nulovou tloušťku Vyacuteslednaacute plocha tvořenaacute freacutezou vznikaacute při vyacutestupu freacutezy z materiaacutelu Pro sousledneacute freacutezovaacuteniacute je nutneacute vymezit vůli mezi posuvovyacutem šroubem a maticiacute stolu stroje Sousledneacute freacutezovaacuteniacute je na obraacutezku 22 [17]
Probiacutehaacute opačně než sousledneacute freacutezovaacuteniacute Naacutestroj konaacute rotačniacute pohyb proti směru posuvoveacuteho pohybu obrobku a tiacutem je tvořena vyacuteslednaacute plocha při vstupu freacutezy do materiaacutelu Třiacuteska postupně narůstaacute od nuloveacute tloušťky do maxima viz obraacutezek 23 [17]
Čelniacute freacuteza maacute zuby vytvořeny jak na obvodu tak na čele a hlavniacute osa je kolmaacute na směr posuvoveacute rychlosti Při symetrickeacutem čelniacutem freacutezovaacuteniacute je osa naacutestroje shodnaacute s osou symetrie obraacuteběneacute plochy viz obraacutezek 24 [17]
Obr 24 a) Čelniacute symetrickeacute freacutezovaacuteniacute b) Čelniacute nesymetrickeacute freacutezovaacuteniacute [17]
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
KERAMICKEacute MATERIAacuteLY
20 UacuteST FSI VUT v Brně
Tab 14 Metody pro tvarovaacuteniacute keramiky [28]
Lisovaacuteniacute Pro lisovaacuteniacute se obvykle použiacutevaacute suchyacutech přiacutepadně polosuchyacutech směsiacute (vlhkost do 15 ) ale mohou se lisovat i směsi mokreacute Rozhodnutiacute jakyacute způsob (suchaacute nebo mokraacute směs) se použije zaacutevisiacute na druhu zpracovaacutevaneacuteho materiaacutelu Suchyacutech směsiacute se využiacutevaacute pro lisovaacuteniacute běžnyacutech keramickyacutech vyacuterobků jako jsou např dlaždice Maximaacutelniacute tlak použiacutevanyacute pro běžneacute jednosměrneacute lisovaacuteniacute je až 200 MPa Vlastnosti lisovanyacutech vyacuterobků nejsou homogenniacute což je způsobeno třeniacutem mezi stěnami formy a keramickyacutem materiaacutelem Pro zlepšeniacute vlastnostiacute se daacutele použiacutevaacute oboustranneacuteho nebo izostatickeacuteho lisovaacuteniacute (lisovaacuteniacute ze všech stran) Dalšiacutemi použiacutevanyacutemi druhy lisovaacuteniacute jsou přetokoveacute piacutestoveacute a žaacuteroveacute lisovaacuteniacute [4 7 24] Přetokoveacute lisovaacuteniacute Pro přetokoveacute lisovaacuteniacute se použiacutevaacute otevřenyacutech kovovyacutech forem jejichž hloubka je shodnaacute s vyacuteslednou vyacuteškou vyacutelisku Použiacutevaacute se lisovaciacutech tlaků v rozmeziacute 5 až 8 MPa Je nutneacute zajistit dostatečnou pevnost vyacutelisku pro jeho manipulaci Vhodneacute pro tvarově složitějšiacute vyacutelisky [7] Piacutestoveacute lisovaacuteniacute Vhodneacute pro vyacuterobu vyacutelisků s minimaacutelniacutem obsahem vody Pro vysokou kvalitu vyacutelisku je nutneacute zajistit rovnoměrneacute rozloženiacute směsi ve vyacutelisku proto je nutneacute sledovat naacutesyp směsi do formy Dalšiacutemi důležityacutemi faktory pro piacutestoveacute lisovaacuteniacute je působeniacute poměr vyacutešky a průměru požiteacute formy a působeniacute lisovaciacutech siacutel [7] Izostatickeacute lisovaacuteniacute Pro tento způsob lisovaacuteniacute se použiacutevaacute směsiacute ktereacute majiacute niacutezkyacute obsah vody a použiacutevaacute se velkyacutech lisovaciacutech tlaků v rozmeziacute 100 až 400 MPa Izostatickeacute lisovaacuteniacute je vyacutehodneacute protože dochaacuteziacute k působeniacute lisovaciacute siacutely ve všech směrech Tiacutem dochaacuteziacute ke zlepšeniacute vyacuteslednyacutech vlastnostiacute z důvodu zvyacutešeniacute homogenity vyacutelisku Izostatickeacute lisovaacuteniacute může probiacutehat do sucheacute nebo do mokreacute formy Lisovaacuteniacute do sucheacute formy je vhodneacute pro menšiacute vyacutelisky ktereacute jsou tvarově složitějšiacute Mokryacutech forem se využiacutevaacute na velkeacute a tvarově jednoducheacute odlitky [7]
KERAMICKEacute MATERIAacuteLY
21 UacuteST FSI VUT v Brně
Žaacuteroveacute lisovaacuteniacute Velice naacuteročnaacute a drahaacute metoda zpracovaacuteniacute keramickyacutech materiaacutelů což je způsobeno tiacutem že se lisuje za velice vysokyacutech teplot ktereacute dosahujiacute až 2 000 degC za použitiacute ochranneacute atmosfeacutery Použiacutevaacute se lisovaciacutech tlaků ve vyacuteši 40 až 60 MPa Metoda vhodnaacute pro technickou oxidovou nebo neoxidovou keramiku a diacuteky slinovaacuteniacute (dosahuje se vyššiacutech teplot než při běžneacutem slinovaacuteniacute) ktereacute při žaacuteroveacutem lisovaacuteniacute nastaacutevaacute dochaacuteziacute ke zhutněniacute materiaacutelu a dosahuje se objemoveacute hmotnosti teacuteměř stejneacute jako je hustota čisteacuteho materiaacutelu [5 7] Izostatickeacute žaacuteroveacute lisovaacuteniacute Pro tento druh lisovaacuteniacute se použiacutevaacute inertniacutech plynů Nejprve se vylisuje prvotniacute vyacutelisek (obvykle piacutestovyacutem nebo izostatickyacutem způsobem) a takto připravenyacute vyacutelisek je možneacute ještě vypaacutelit Poteacute je uzavřen do pouzdra kteryacutem nemůže proniknout inertniacute plyn Takto je poteacute uložen do naacutedoby s inertniacutem plynem a vložen do pece Plyn působiacute lisovaciacutem tlakem Takto vyrobenyacute vyacuterobek maacute objemovou hmotnost teacuteměř shodnou s hustotou a takeacute vysokou pevnost Obvykle naacutesledujiacute dalšiacute uacutepravy vyacuterobku předevšiacutem jeho broušeniacute Slinovaacuteniacute je ovlivňovaacuteno teplotou a tlakem viz obraacutezek 17 [5 7]
Obr 17 Vliv teploty a tlaku na slinovaacuteniacute Al2O3 [5]
Suspenzniacute litiacute Metoda suspezniacuteho litiacute je vhodnaacute pro tenkostěnneacute složiteacute a nesymetrickeacute vyacuterobky Pro vyacuterobu se použiacutevaacute saacutedrovyacutech forem Jakmile je suspenze nalita do formy forma nasaje čaacutest vody a tiacutem se na rozhraniacute formy a směsi vytvořiacute slupka Po určiteacutem čase se vylije přebytečnaacute suspenze z formy Tenkostěnneacute vyacuterobky je nutneacute nechat odsaacutevat vodu několik minut a tlustostěnneacute vyacuterobky i několik hodin Vyacuterobek se z formy vyjiacuteme až v okamžiku kdy dosaacutehne dostatečneacute pevnosti aby bylo
KERAMICKEacute MATERIAacuteLY
22 UacuteST FSI VUT v Brně
možneacute s vyacuterobkem manipulovat Postup vyacuteroby tenkostěnneacuteho vyacuterobku je na obraacutezku 18 a plneacuteho diacutelu na obraacutezku 19 [1 29]
Injekčniacute vstřikovaacuteniacute Podstatou vstřikovaacuteniacute je že do formy je za pomoci tlaku vstřiacuteknuta suspenze ve ktereacute je obsažen keramickyacute materiaacutel V okamžiku kdy polotovar ziacuteskaacute manipulačniacute pevnost je vytažen z formy Po zformovaacuteniacute je za zvyacutešeneacute teploty odstraněno termoplastickeacute pojivo a naacutesleduje slinovaacuteniacute Metoda injekčniacuteho vstřikovaacuteniacute je vhodnaacute pro vyacuterobu velkeacuteho množstviacute rozměrově menšiacutech a tvarově stejnyacutech vyacuterobků Použiacutevaacute se pro vyacuterobu lopatek turbiacuten ventilů nebo biokeramickyacutech proteacutez Nevyacutehodou je nutnost investovat velkeacute finančniacute prostředky na pořiacutezeniacute strojů a forem [1] Vytlačovaacuteniacute Tvar vyacutesledneacuteho vyacuterobku je u vytlačovaacuteniacute dosažen tak že se vytlačuje směs pojiva a keramickeacuteho praacutešku přes naacutestroj Metoda použiacutevanaacute pro vyacuterobu profilů izolaacutetorů pro elektrotechnickyacute průmysl a jinyacutech vyacuterobků z technickeacute keramiky [1]
153 Sušeniacute
Polotovary keramickyacutech vyacuterobků se sušiacute z důvody sniacuteženiacute množstviacute pojiva ktereacute bylo do směsi přidaacuteno aby bylo možneacute vyacuterobek vytvarovat Teplota sušeniacute je zaacutevislaacute na požiteacutem pojivu ve směsi Pokud je použita voda sušeniacute probiacutehaacute při
KERAMICKEacute MATERIAacuteLY
23 UacuteST FSI VUT v Brně
teplotaacutech do 100 degC ale pokud je obsaženo nějakeacute pojivo na baacutezi organickeacuteho materiaacutelu je teplota až 300 degC Sušiacute se po dobu 1 dne i deacutele v zaacutevislosti na velikosti vyacuterobku Při sušeniacute dochaacuteziacute k poklesu objemu polotovaru dochaacuteziacute ke styku jednotlivyacutech zrn keramickeacuteho materiaacutelu což je způsobeno odpařovaacuteniacutem pojiva z polotovaru Při dosaženiacute kritickeacute dochaacuteziacute k naacuterůstu kapilaacuterniacutech sil ktereacute způsobujiacute smrštěniacute polotovaru Smršťovaacuteniacute probiacutehaacute až do okamžiku kdy dojde k doteku jednotlivyacutech krystalů Je nutneacute vysušit polotovar rovnoměrně aby nevznikala tahovaacute napětiacute Při jejich vzniku dochaacuteziacute ke sniacuteženiacute pevnosti kdy může nastat i porušeniacute vyacuterobku [1]
Posledniacute čaacutestiacute řetězce při vyacuterobě keramickyacutech vyacuterobků je tepelneacute zpracovaacuteniacute Přiacute slinovaacuteniacute dochaacuteziacute k redukci velikosti poacuterů v materiaacutelu Tiacutem dochaacuteziacute ke zpevněniacute a tak ziacuteskaacutevaacute vyacuterobek konečnou pevnost Působeniacutem difůze mezi zrny dochaacuteziacute ke spojeniacute jednotlivyacutech zrn v jeden celek Teploty pro slinovaacuteniacute keramiky je v intervalu od 1 000 degC ndash 1 400 degC Žaacuteruvzdorneacute materiaacutely a technickou keramiku je nutneacute slinovat za teplot vyššiacutech a to až 1 700 degC Doba slinovaacuteniacute je obvykle značně dlouhaacute (v řaacutedu desiacutetek hodin) Toto je daacuteno tiacutem že je nutneacute dlouho vyacuterobek nahřiacutevat poteacute naacutesleduje samotneacute slinovaacuteniacute a pak velice pomaleacute ochlazovaacuteniacute Rychlost ochlazovaacuteniacute neniacute možneacute zvyacutešit jinak by došlo ke vzniku nežaacutedouciacutech napětiacute a tiacutem ke sniacuteženiacute pevnosti [1 4 5 29 30]
Obr 19 Princip slinovaacuteniacute jak probiacutehaacute v mikrostruktuře materiaacutelu [31]
Pro obraacuteběniacute obecně je jedniacutem z nejdůležitějšiacutech parametrů kteryacute ovlivňuje průběh obraacuteběniacute i vyacuteslednou kvalitu obrobku je obrobitelnost materiaacutelu Obrobitelnost keramickyacutech materiaacutelů je velice niacutezkaacute což je daacuteno předevšiacutem vysokou tvrdostiacute keramiky a tiacutem odolnosti proti vnikaacuteniacute ciziacutech těles do materiaacutelu Obraacuteběniacute keramickyacutech materiaacutelů je proto vysoce naacuteročneacute na naacutestroje a je maacutelo produktivniacute a proto takeacute velice draheacute Proto se keramickeacute materiaacutely zpracovaacutevajiacute rovnou do vyacuteslednyacutech tvarů pomociacute klasickyacutech metod zpracovaacuteniacute keramickyacutech materiaacutelů jako je např vytlačovaacuteniacute suspenzniacute litiacute nebo lisovaacuteniacute Pokud je obraacuteběniacute využiacutevaacuteno pak obvykle nějakyacutem způsobem dokončovaciacuteho obraacuteběniacute kde typickyacutem představitelem je broušeniacute nebo nějakyacutem z nekonvenčniacutech způsobů obraacuteběniacute jako je napřiacuteklad obraacuteběniacute laserem nebo ultrazvukem ktereacute jsou obecně vhodnějšiacute než konvečniacute metody obraacuteběniacute naacutestroji s definovanou geometriiacute Probleacutemem konvenčniacuteho způsobu obraacuteběniacute je že tvrdost naacutestroje musiacute byacutet vyššiacute než obraacuteběneacuteho materiaacutelu aby bylo vůbec možneacute vniknout naacutestrojem do obrobku a zahaacutejit proces řezaacuteniacute Pro konvenčniacute metody (a i pro experimentaacutelniacute čaacutest byl použit) jsou obvykle použiacutevaacuteny naacutestroje z polykrystalickeacuteho diamantu nebo kubickeacuteho nitridu boacuteru Vzhledem k vysokeacute tvrdosti keramiky ale i u polykrystalickeacuteho diamantu dochaacuteziacute k rychleacutemu opotřebeniacute břitu a to maacute velkyacute vliv na zmiacuteněnou produktivitu a cenu obraacuteběniacute Obecně je ale obrobitelnost jednotlivyacutech keramickyacutech materiaacutelů různaacute a zaacutevisiacute na materiaacutelech použityacutech pro vyacuterobu na způsobu zpracovaacuteniacute a poteacute na samotnyacutech řeznyacutech podmiacutenkaacutech [9 10 11]
Společnyacutem znakem všech způsobů obraacuteběniacute je že je nutneacute v materiaacutelu vytvořit minimaacutelně jednu anebo většiacute množstviacute prasklin a ty poteacute rozšiřovat v požadovaneacutem směru Povrch je tvořen soustavou lomovyacutech ploch přiacutepadně jednou lomovou plochou Trhlinu v materiaacutelu můžeme vytvořit pomociacute siloveacuteho působeniacute do materiaacutelu nebo pomociacute vysoce zkoncetrovaneacuteho energetickeacuteho paprsku (laser) Pokud vytvaacuteřiacuteme trhlinu mechanicky dochaacuteziacute k jejiacutemu vzniku tak že do materiaacutelu je vtlačovaacuten hrot nebo kliacuten Tyto naacutestroje nejsou nikdy dokonale ostreacute a majiacute nějakyacute poloměr zaobleniacute a proto dochaacuteziacute v miacutestě dotyku s obraacuteběnyacutem materiaacutelem ke vzniku kontaktniacute plošky pomociacute ktereacute se přenaacutešiacute vzaacutejemneacute siloveacute působeniacute V těchto miacutestech dochaacuteziacute k vysokyacutem tlakovyacutem zatiacuteženiacutem ktereacute ve směru do obraacuteběneacuteho materiaacutelu ustupujiacute a naopak se měniacute v zatiacuteženiacute tahoveacute Kromě tlakovyacutech a tahovyacutech napětiacute se v materiaacutelu vyskytuje i napětiacute smykoveacute [12]
Prvotně dochaacuteziacute k pružneacute deformaci materiaacutelu a při dosaženiacute meze kluzu dochaacuteziacute k nevratnyacutem změnaacutem v materiaacutelu Dochaacuteziacute ke vzniku trhlin a ty se daacutele šiacuteřiacute materiaacutelem Vzhledem ke složitosti krystalickeacute mřiacutežky kterou majiacute keramickeacute materiaacutely je pro atomy ve struktuře těžkeacute najiacutet novou rovnovaacutežnou polohu po siloveacutem působeniacute toto způsobuje vysokou křehkost keramiky a tiacutem rychlyacute vznik a šiacuteřeniacute trhlin keramickyacutemi materiaacutely [12]
Ke vzniku trhlin může dochaacutezet v některyacutech přiacutepadech až po jeho odlehčeniacute a to takovyacutem způsobem že dojde k narušeniacute materiaacutelu pod povrchem (plastickeacute deformaci) Působeniacutem sil na obraacuteběnyacute materiaacutel dochaacuteziacute k již zmiacuteněnyacutem tlakovyacutem silaacutem kteraacute zaacuteroveň braacuteniacute k oddaacuteleniacute atomů od sebe a tiacutem braacuteniacute vzniku praskliny Až po naacutesledneacutem uvolněniacute dochaacuteziacute k naacuterůstu tahovyacutech napětiacute a tiacutem k samotneacute tvorbě praskliny Toto odpruženiacute může vyvolat vylomeniacute střepů z povrchu materiaacutelu [12]
Jednaacute se o technologii podobnou broušeniacute ale nedochaacuteziacute ke smykoveacutemu napětiacute mezi naacutestrojem a obrobkem a takeacute je jinyacute mechanismus působeniacute abrazivniacuteho zrna na obraacuteběnyacute materiaacutel Podstatou obraacuteběniacute ultrazvukem je vrhaacuteniacute abrazivniacutech zrn vysokou rychlostiacute proti materiaacutelu obrobku Při naacuterazu se kinetickaacute energie čaacutestice měniacute na deformačniacute praacuteci Diacuteky křehkosti keramiky stačiacute i malaacute zrna (disponujiacuteciacute relativně malou kinetickou energiiacute) k vytvořeniacute trhlin a pokud dojde ke spojeniacute dvou (nebo viacutece) trhlin vzniknou maleacute čaacutestice ktereacute po naacutesledujiacuteciacutem naacuterazu dalšiacute čaacutestice jsou vytrženyacute z materiaacutelu Naacutestrojovaacute hlava neniacute nijak tvarově omezena a je proto možneacute vytvaacuteřet různeacute otvory nebo zahloubeniacute Jako naacutestrojovyacute materiaacutel je obvykle použita ocel Tento naacutestroj kmitaacute s frekvenciacute 10 až 20 kHz Zrna jsou mezi materiaacutelem a naacutestrojem a jsou ve formě suspenze kdy jsou smiacutechaacutena s lihem benziacutenem nebo vodou Přiacutetomnost kapaliny ulehčuje pronikaacuteniacute energie do miacutesta obraacuteběniacute Jako abrazivniacutech zrna se využiacutevaacute oxid hlinityacute karbid boacuteru karbid křemiacuteku nebo pro nejtvrdšiacute materiaacutely zrna diamantovaacute Velikost zrn je 10-100 μm [12 13]
Obr 21 Obraacuteběniacute ultrazvukem [12]
22 Otryskaacutevaacuteniacute
Otryskaacutevaacuteniacute je metoda obraacuteběniacute kteraacute je značně podobnaacute obraacuteběniacute ultrazvukem ale na energii abrazivniacutem zrnům miacutesto generaacutetoru kmitů dodaacutevaacute vrhaciacute zařiacutezeniacute Otryskaacutevaacuteniacute se využiacutevaacute jako k vrtaacuteniacute otvorů děleniacute materiaacutelů ale takeacute k meacuteně naacuteročneacutemu opracovaacuteniacute jako je zdrsněniacute povrchu nebo jeho dekorace Použiacutevanyacutemi
materiaacutely jsou oxid hlinityacute karbid křemiacuteku nebo pouze křemennyacute piacutesek (z tohoto materiaacutelu pochaacuteziacute rozšiacuteřenyacute naacutezev bdquopiacuteskovaacuteniacuteldquo) Velikost čaacutestic se pohybuje od 10 μm až po jednotky mm Toto maacute samozřejmě vliv i na vyacuteslednou přesnost opracovaacuteniacute i na kvalitu povrchu [12]
23 Obraacuteběniacute laserem
Laser je vhodnyacute pro obraacuteběniacute pokud je materiaacutel schopen pohlcovat světelnou energii Daacutele je důležitaacute takeacute tepelnaacute vodivost a odrazivost materiaacutelu určeneacuteho pro obraacuteběniacute laserem Čiacutem viacutece materiaacutel pohltiacute zaacuteřeniacute a čiacutem horšiacute maacute tepelnou vodivost a odrazivost tiacutem je vhodnějšiacute ke zpracovaacuteniacute laserem [12]
Laserem je možneacute vytvořit lokaacutelniacute poškozeniacute tak že laserem je zkoncentrovaacutena energie do jednoho miacutesta tak že dojde k taveniacute a poteacute k naacutesledneacutemu odpařovaacuteniacute materiaacutelu Na obvodu paprsku dochaacuteziacute k taveniacute materiaacutelu (diacuteky nižšiacute koncentraci energie) a uprostřed laseroveacuteho paprsku k jeho odpařovaacuteniacute Laseru se využiacutevaacute pro vrtaacuteniacute otvorů nebo na řezaacuteniacute Obvykle se použiacutevaacute pulzniacutech laserů kdy každyacute pulz v přiacutepadě vrtaacuteniacute malyacutech otvorů vytvořiacute otvor o hloubce a průměru přibližně desetiny mm Velkeacute otvory jsou vytvaacuteřeny tak že laser tvořiacute draacutehu o průměru otvoru Vyššiacute přesnosti otvoru se dosaacutehne přiacutepadně naacuteslednyacutem lapovaacuteniacutem otvoru Daacutele se lasery využiacutevajiacute na tvorbu ryacuteh na povrchu materiaacutelu Charakteristickyacutemi vlastnostmi laserů je vlnovaacute deacutelka jmenovityacute vyacutekon a pracovniacute režim [12]
23 Broušeniacute
Broušeniacute je jednou z dokončovaciacutech metod obraacuteběniacute Kdy působeniacutem abrazivniacutech zrn na materiaacutel dochaacuteziacute k oddělovaacuteniacute malyacutech třiacutesek z povrchu obrobku Brusnaacute zrna jsou umiacutestěna v brusneacutem naacutestroji naacutehodně a tedy vyacuteslednyacute naacutestroj nemaacute definovanou geometrii Brusnyacute kotouč je k obrobku přitlačovaacuten a zaacuteroveň vykonaacutevaacute posuvnyacute pohyb Jako brusneacute naacutestroje pro keramickeacute materiaacutely je využiacutevaacuteno diamantu karbidu křemiacuteku nebo oxidu hliniteacuteho Zrna miacutevajiacute velikost od jednotek do několika stovek μm v zaacutevislosti na požadavciacutech na vyacuteslednou kvalitu povrchu Zrna byacutevajiacute obvykle pevně spojena (vaacutezaneacute brusivo) ale někdy se využiacutevajiacute i zrna volnaacute ve formě suspenze (zrna v kapalině) Při broušeniacute jsou brusnaacute zrna vtlačovaacutena do obraacuteběneacuteho materiaacutelu po ktereacutem se smyacutekajiacute a odvalujiacute V miacutestě kontaktu jsou vysokaacute napětiacute a může dochaacutezet takeacute k plastickyacutem deformaciacutem (mikroskopickyacute rozsah) Oddělovaacuteniacute materiaacutelu dochaacuteziacute tak že zrna vylamujiacute a vytrhaacutevajiacute maleacute čaacutestice po odlehčeniacute může dochaacutezet k odpryacuteskaacutevaacuteniacute malyacutech čaacutestic Nejdůležitějšiacutemi parametry broušeniacute je měrnyacute vyacutekon broušeniacute objemovaacute uacutečinnost naacutestroje a měrnaacute energie broušeniacute [12]
24 Freacutezovaacuteniacute soustruženiacute a vrtaacuteniacute
Keramickeacute materiaacutely je možneacute obraacutebět i konvenčniacutemi metodami obraacuteběniacute ale je nutneacute použiacutevat naacutestroje na baacutezi polykrystalickeacuteho diamantu přiacutepadně kubickeacuteho nitridu boacuteru Pro zvyacutešeniacute trvanlivosti naacutestrojů a zkraacuteceniacute doby obraacuteběniacute je vhodneacute využiacutet předevšiacutem laseru na přiacutepravu obrobku z keramickeacuteho materiaacutelu a poteacute pouze
dokončit některou z konvenčniacutech metod obraacuteběniacute Vzhledem k vysokeacute křehkosti dochaacuteziacute při vnikaacuteniacute naacutestroje do keramiky k tvorbě trhlin v materiaacutelu takto narušenyacute materiaacutel se vylamuje a odpryacuteskaacutevaacute od povrchu Je nutneacute při obraacuteběniacute keramiky obraacutebět nižšiacutemi posuvovyacutemi rychlostmi protože dochaacuteziacute k vysokeacutemu naacuterůstu řeznyacutech sil a bylo by možneacute naacutesledneacute porušeniacute obrobku Třiacuteska vznikaacute obdobnyacutem způsobem jako při broušeniacute keramickyacutech materiaacutelů [12]
25 Freacutezovaacuteniacute
Freacutezovaacuteniacute probiacutehaacute rotačniacutem naacutestrojem kteryacute konaacute hlavniacute řeznyacute pohyb Posuvovyacute pohyb obvykle vykonaacutevaacute obraacuteběnaacute součaacutest a obvykle je v zaacuteběru několik zubů freacutezy Tvořiacute se třiacuteska kteraacute maacute proměnlivou tloušťku [17]
Freacutezovaacuteniacute obecně se rozděluje dle naacutestrojů na freacutezovaacuteniacute vaacutelcoveacute a čelniacute Z těchto zaacutekladniacutech druhů vychaacuteziacute dalšiacute druhy jako je freacutezovaacuteniacute okružniacute a planetoveacute Dalšiacute rozděleniacute je možneacute dle pohybů freacutezy a obrobku na sousledneacute a nesousledneacute [17]
251 Vaacutelcoveacute freacutezovaacuteniacute
Vaacutelcoveacute freacutezovaniacute probiacutehaacute freacutezou ve tvaru vaacutelce kdy jsou zuby vytvořeny jen po obvodu naacutestroje Použiacutevajiacute se předevšiacutem vaacutelcoveacute a tvaroveacute freacutezy Hloubka vrstvy odebiacuteraneacute freacutezou se nastavuje kolmo na posuvovou složku pohybu [17]
Sousledneacute freacutezovaacuteniacute
Naacutestroj rotuje ve směru posuvu obrobku a třiacuteska začiacutenaacute na maximaacutelniacutem průřezu a postupně se zmenšuje až na nulovou tloušťku Vyacuteslednaacute plocha tvořenaacute freacutezou vznikaacute při vyacutestupu freacutezy z materiaacutelu Pro sousledneacute freacutezovaacuteniacute je nutneacute vymezit vůli mezi posuvovyacutem šroubem a maticiacute stolu stroje Sousledneacute freacutezovaacuteniacute je na obraacutezku 22 [17]
Probiacutehaacute opačně než sousledneacute freacutezovaacuteniacute Naacutestroj konaacute rotačniacute pohyb proti směru posuvoveacuteho pohybu obrobku a tiacutem je tvořena vyacuteslednaacute plocha při vstupu freacutezy do materiaacutelu Třiacuteska postupně narůstaacute od nuloveacute tloušťky do maxima viz obraacutezek 23 [17]
Čelniacute freacuteza maacute zuby vytvořeny jak na obvodu tak na čele a hlavniacute osa je kolmaacute na směr posuvoveacute rychlosti Při symetrickeacutem čelniacutem freacutezovaacuteniacute je osa naacutestroje shodnaacute s osou symetrie obraacuteběneacute plochy viz obraacutezek 24 [17]
Obr 24 a) Čelniacute symetrickeacute freacutezovaacuteniacute b) Čelniacute nesymetrickeacute freacutezovaacuteniacute [17]
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
KERAMICKEacute MATERIAacuteLY
21 UacuteST FSI VUT v Brně
Žaacuteroveacute lisovaacuteniacute Velice naacuteročnaacute a drahaacute metoda zpracovaacuteniacute keramickyacutech materiaacutelů což je způsobeno tiacutem že se lisuje za velice vysokyacutech teplot ktereacute dosahujiacute až 2 000 degC za použitiacute ochranneacute atmosfeacutery Použiacutevaacute se lisovaciacutech tlaků ve vyacuteši 40 až 60 MPa Metoda vhodnaacute pro technickou oxidovou nebo neoxidovou keramiku a diacuteky slinovaacuteniacute (dosahuje se vyššiacutech teplot než při běžneacutem slinovaacuteniacute) ktereacute při žaacuteroveacutem lisovaacuteniacute nastaacutevaacute dochaacuteziacute ke zhutněniacute materiaacutelu a dosahuje se objemoveacute hmotnosti teacuteměř stejneacute jako je hustota čisteacuteho materiaacutelu [5 7] Izostatickeacute žaacuteroveacute lisovaacuteniacute Pro tento druh lisovaacuteniacute se použiacutevaacute inertniacutech plynů Nejprve se vylisuje prvotniacute vyacutelisek (obvykle piacutestovyacutem nebo izostatickyacutem způsobem) a takto připravenyacute vyacutelisek je možneacute ještě vypaacutelit Poteacute je uzavřen do pouzdra kteryacutem nemůže proniknout inertniacute plyn Takto je poteacute uložen do naacutedoby s inertniacutem plynem a vložen do pece Plyn působiacute lisovaciacutem tlakem Takto vyrobenyacute vyacuterobek maacute objemovou hmotnost teacuteměř shodnou s hustotou a takeacute vysokou pevnost Obvykle naacutesledujiacute dalšiacute uacutepravy vyacuterobku předevšiacutem jeho broušeniacute Slinovaacuteniacute je ovlivňovaacuteno teplotou a tlakem viz obraacutezek 17 [5 7]
Obr 17 Vliv teploty a tlaku na slinovaacuteniacute Al2O3 [5]
Suspenzniacute litiacute Metoda suspezniacuteho litiacute je vhodnaacute pro tenkostěnneacute složiteacute a nesymetrickeacute vyacuterobky Pro vyacuterobu se použiacutevaacute saacutedrovyacutech forem Jakmile je suspenze nalita do formy forma nasaje čaacutest vody a tiacutem se na rozhraniacute formy a směsi vytvořiacute slupka Po určiteacutem čase se vylije přebytečnaacute suspenze z formy Tenkostěnneacute vyacuterobky je nutneacute nechat odsaacutevat vodu několik minut a tlustostěnneacute vyacuterobky i několik hodin Vyacuterobek se z formy vyjiacuteme až v okamžiku kdy dosaacutehne dostatečneacute pevnosti aby bylo
KERAMICKEacute MATERIAacuteLY
22 UacuteST FSI VUT v Brně
možneacute s vyacuterobkem manipulovat Postup vyacuteroby tenkostěnneacuteho vyacuterobku je na obraacutezku 18 a plneacuteho diacutelu na obraacutezku 19 [1 29]
Injekčniacute vstřikovaacuteniacute Podstatou vstřikovaacuteniacute je že do formy je za pomoci tlaku vstřiacuteknuta suspenze ve ktereacute je obsažen keramickyacute materiaacutel V okamžiku kdy polotovar ziacuteskaacute manipulačniacute pevnost je vytažen z formy Po zformovaacuteniacute je za zvyacutešeneacute teploty odstraněno termoplastickeacute pojivo a naacutesleduje slinovaacuteniacute Metoda injekčniacuteho vstřikovaacuteniacute je vhodnaacute pro vyacuterobu velkeacuteho množstviacute rozměrově menšiacutech a tvarově stejnyacutech vyacuterobků Použiacutevaacute se pro vyacuterobu lopatek turbiacuten ventilů nebo biokeramickyacutech proteacutez Nevyacutehodou je nutnost investovat velkeacute finančniacute prostředky na pořiacutezeniacute strojů a forem [1] Vytlačovaacuteniacute Tvar vyacutesledneacuteho vyacuterobku je u vytlačovaacuteniacute dosažen tak že se vytlačuje směs pojiva a keramickeacuteho praacutešku přes naacutestroj Metoda použiacutevanaacute pro vyacuterobu profilů izolaacutetorů pro elektrotechnickyacute průmysl a jinyacutech vyacuterobků z technickeacute keramiky [1]
153 Sušeniacute
Polotovary keramickyacutech vyacuterobků se sušiacute z důvody sniacuteženiacute množstviacute pojiva ktereacute bylo do směsi přidaacuteno aby bylo možneacute vyacuterobek vytvarovat Teplota sušeniacute je zaacutevislaacute na požiteacutem pojivu ve směsi Pokud je použita voda sušeniacute probiacutehaacute při
KERAMICKEacute MATERIAacuteLY
23 UacuteST FSI VUT v Brně
teplotaacutech do 100 degC ale pokud je obsaženo nějakeacute pojivo na baacutezi organickeacuteho materiaacutelu je teplota až 300 degC Sušiacute se po dobu 1 dne i deacutele v zaacutevislosti na velikosti vyacuterobku Při sušeniacute dochaacuteziacute k poklesu objemu polotovaru dochaacuteziacute ke styku jednotlivyacutech zrn keramickeacuteho materiaacutelu což je způsobeno odpařovaacuteniacutem pojiva z polotovaru Při dosaženiacute kritickeacute dochaacuteziacute k naacuterůstu kapilaacuterniacutech sil ktereacute způsobujiacute smrštěniacute polotovaru Smršťovaacuteniacute probiacutehaacute až do okamžiku kdy dojde k doteku jednotlivyacutech krystalů Je nutneacute vysušit polotovar rovnoměrně aby nevznikala tahovaacute napětiacute Při jejich vzniku dochaacuteziacute ke sniacuteženiacute pevnosti kdy může nastat i porušeniacute vyacuterobku [1]
Posledniacute čaacutestiacute řetězce při vyacuterobě keramickyacutech vyacuterobků je tepelneacute zpracovaacuteniacute Přiacute slinovaacuteniacute dochaacuteziacute k redukci velikosti poacuterů v materiaacutelu Tiacutem dochaacuteziacute ke zpevněniacute a tak ziacuteskaacutevaacute vyacuterobek konečnou pevnost Působeniacutem difůze mezi zrny dochaacuteziacute ke spojeniacute jednotlivyacutech zrn v jeden celek Teploty pro slinovaacuteniacute keramiky je v intervalu od 1 000 degC ndash 1 400 degC Žaacuteruvzdorneacute materiaacutely a technickou keramiku je nutneacute slinovat za teplot vyššiacutech a to až 1 700 degC Doba slinovaacuteniacute je obvykle značně dlouhaacute (v řaacutedu desiacutetek hodin) Toto je daacuteno tiacutem že je nutneacute dlouho vyacuterobek nahřiacutevat poteacute naacutesleduje samotneacute slinovaacuteniacute a pak velice pomaleacute ochlazovaacuteniacute Rychlost ochlazovaacuteniacute neniacute možneacute zvyacutešit jinak by došlo ke vzniku nežaacutedouciacutech napětiacute a tiacutem ke sniacuteženiacute pevnosti [1 4 5 29 30]
Obr 19 Princip slinovaacuteniacute jak probiacutehaacute v mikrostruktuře materiaacutelu [31]
Pro obraacuteběniacute obecně je jedniacutem z nejdůležitějšiacutech parametrů kteryacute ovlivňuje průběh obraacuteběniacute i vyacuteslednou kvalitu obrobku je obrobitelnost materiaacutelu Obrobitelnost keramickyacutech materiaacutelů je velice niacutezkaacute což je daacuteno předevšiacutem vysokou tvrdostiacute keramiky a tiacutem odolnosti proti vnikaacuteniacute ciziacutech těles do materiaacutelu Obraacuteběniacute keramickyacutech materiaacutelů je proto vysoce naacuteročneacute na naacutestroje a je maacutelo produktivniacute a proto takeacute velice draheacute Proto se keramickeacute materiaacutely zpracovaacutevajiacute rovnou do vyacuteslednyacutech tvarů pomociacute klasickyacutech metod zpracovaacuteniacute keramickyacutech materiaacutelů jako je např vytlačovaacuteniacute suspenzniacute litiacute nebo lisovaacuteniacute Pokud je obraacuteběniacute využiacutevaacuteno pak obvykle nějakyacutem způsobem dokončovaciacuteho obraacuteběniacute kde typickyacutem představitelem je broušeniacute nebo nějakyacutem z nekonvenčniacutech způsobů obraacuteběniacute jako je napřiacuteklad obraacuteběniacute laserem nebo ultrazvukem ktereacute jsou obecně vhodnějšiacute než konvečniacute metody obraacuteběniacute naacutestroji s definovanou geometriiacute Probleacutemem konvenčniacuteho způsobu obraacuteběniacute je že tvrdost naacutestroje musiacute byacutet vyššiacute než obraacuteběneacuteho materiaacutelu aby bylo vůbec možneacute vniknout naacutestrojem do obrobku a zahaacutejit proces řezaacuteniacute Pro konvenčniacute metody (a i pro experimentaacutelniacute čaacutest byl použit) jsou obvykle použiacutevaacuteny naacutestroje z polykrystalickeacuteho diamantu nebo kubickeacuteho nitridu boacuteru Vzhledem k vysokeacute tvrdosti keramiky ale i u polykrystalickeacuteho diamantu dochaacuteziacute k rychleacutemu opotřebeniacute břitu a to maacute velkyacute vliv na zmiacuteněnou produktivitu a cenu obraacuteběniacute Obecně je ale obrobitelnost jednotlivyacutech keramickyacutech materiaacutelů různaacute a zaacutevisiacute na materiaacutelech použityacutech pro vyacuterobu na způsobu zpracovaacuteniacute a poteacute na samotnyacutech řeznyacutech podmiacutenkaacutech [9 10 11]
Společnyacutem znakem všech způsobů obraacuteběniacute je že je nutneacute v materiaacutelu vytvořit minimaacutelně jednu anebo většiacute množstviacute prasklin a ty poteacute rozšiřovat v požadovaneacutem směru Povrch je tvořen soustavou lomovyacutech ploch přiacutepadně jednou lomovou plochou Trhlinu v materiaacutelu můžeme vytvořit pomociacute siloveacuteho působeniacute do materiaacutelu nebo pomociacute vysoce zkoncetrovaneacuteho energetickeacuteho paprsku (laser) Pokud vytvaacuteřiacuteme trhlinu mechanicky dochaacuteziacute k jejiacutemu vzniku tak že do materiaacutelu je vtlačovaacuten hrot nebo kliacuten Tyto naacutestroje nejsou nikdy dokonale ostreacute a majiacute nějakyacute poloměr zaobleniacute a proto dochaacuteziacute v miacutestě dotyku s obraacuteběnyacutem materiaacutelem ke vzniku kontaktniacute plošky pomociacute ktereacute se přenaacutešiacute vzaacutejemneacute siloveacute působeniacute V těchto miacutestech dochaacuteziacute k vysokyacutem tlakovyacutem zatiacuteženiacutem ktereacute ve směru do obraacuteběneacuteho materiaacutelu ustupujiacute a naopak se měniacute v zatiacuteženiacute tahoveacute Kromě tlakovyacutech a tahovyacutech napětiacute se v materiaacutelu vyskytuje i napětiacute smykoveacute [12]
Prvotně dochaacuteziacute k pružneacute deformaci materiaacutelu a při dosaženiacute meze kluzu dochaacuteziacute k nevratnyacutem změnaacutem v materiaacutelu Dochaacuteziacute ke vzniku trhlin a ty se daacutele šiacuteřiacute materiaacutelem Vzhledem ke složitosti krystalickeacute mřiacutežky kterou majiacute keramickeacute materiaacutely je pro atomy ve struktuře těžkeacute najiacutet novou rovnovaacutežnou polohu po siloveacutem působeniacute toto způsobuje vysokou křehkost keramiky a tiacutem rychlyacute vznik a šiacuteřeniacute trhlin keramickyacutemi materiaacutely [12]
Ke vzniku trhlin může dochaacutezet v některyacutech přiacutepadech až po jeho odlehčeniacute a to takovyacutem způsobem že dojde k narušeniacute materiaacutelu pod povrchem (plastickeacute deformaci) Působeniacutem sil na obraacuteběnyacute materiaacutel dochaacuteziacute k již zmiacuteněnyacutem tlakovyacutem silaacutem kteraacute zaacuteroveň braacuteniacute k oddaacuteleniacute atomů od sebe a tiacutem braacuteniacute vzniku praskliny Až po naacutesledneacutem uvolněniacute dochaacuteziacute k naacuterůstu tahovyacutech napětiacute a tiacutem k samotneacute tvorbě praskliny Toto odpruženiacute může vyvolat vylomeniacute střepů z povrchu materiaacutelu [12]
Jednaacute se o technologii podobnou broušeniacute ale nedochaacuteziacute ke smykoveacutemu napětiacute mezi naacutestrojem a obrobkem a takeacute je jinyacute mechanismus působeniacute abrazivniacuteho zrna na obraacuteběnyacute materiaacutel Podstatou obraacuteběniacute ultrazvukem je vrhaacuteniacute abrazivniacutech zrn vysokou rychlostiacute proti materiaacutelu obrobku Při naacuterazu se kinetickaacute energie čaacutestice měniacute na deformačniacute praacuteci Diacuteky křehkosti keramiky stačiacute i malaacute zrna (disponujiacuteciacute relativně malou kinetickou energiiacute) k vytvořeniacute trhlin a pokud dojde ke spojeniacute dvou (nebo viacutece) trhlin vzniknou maleacute čaacutestice ktereacute po naacutesledujiacuteciacutem naacuterazu dalšiacute čaacutestice jsou vytrženyacute z materiaacutelu Naacutestrojovaacute hlava neniacute nijak tvarově omezena a je proto možneacute vytvaacuteřet různeacute otvory nebo zahloubeniacute Jako naacutestrojovyacute materiaacutel je obvykle použita ocel Tento naacutestroj kmitaacute s frekvenciacute 10 až 20 kHz Zrna jsou mezi materiaacutelem a naacutestrojem a jsou ve formě suspenze kdy jsou smiacutechaacutena s lihem benziacutenem nebo vodou Přiacutetomnost kapaliny ulehčuje pronikaacuteniacute energie do miacutesta obraacuteběniacute Jako abrazivniacutech zrna se využiacutevaacute oxid hlinityacute karbid boacuteru karbid křemiacuteku nebo pro nejtvrdšiacute materiaacutely zrna diamantovaacute Velikost zrn je 10-100 μm [12 13]
Obr 21 Obraacuteběniacute ultrazvukem [12]
22 Otryskaacutevaacuteniacute
Otryskaacutevaacuteniacute je metoda obraacuteběniacute kteraacute je značně podobnaacute obraacuteběniacute ultrazvukem ale na energii abrazivniacutem zrnům miacutesto generaacutetoru kmitů dodaacutevaacute vrhaciacute zařiacutezeniacute Otryskaacutevaacuteniacute se využiacutevaacute jako k vrtaacuteniacute otvorů děleniacute materiaacutelů ale takeacute k meacuteně naacuteročneacutemu opracovaacuteniacute jako je zdrsněniacute povrchu nebo jeho dekorace Použiacutevanyacutemi
materiaacutely jsou oxid hlinityacute karbid křemiacuteku nebo pouze křemennyacute piacutesek (z tohoto materiaacutelu pochaacuteziacute rozšiacuteřenyacute naacutezev bdquopiacuteskovaacuteniacuteldquo) Velikost čaacutestic se pohybuje od 10 μm až po jednotky mm Toto maacute samozřejmě vliv i na vyacuteslednou přesnost opracovaacuteniacute i na kvalitu povrchu [12]
23 Obraacuteběniacute laserem
Laser je vhodnyacute pro obraacuteběniacute pokud je materiaacutel schopen pohlcovat světelnou energii Daacutele je důležitaacute takeacute tepelnaacute vodivost a odrazivost materiaacutelu určeneacuteho pro obraacuteběniacute laserem Čiacutem viacutece materiaacutel pohltiacute zaacuteřeniacute a čiacutem horšiacute maacute tepelnou vodivost a odrazivost tiacutem je vhodnějšiacute ke zpracovaacuteniacute laserem [12]
Laserem je možneacute vytvořit lokaacutelniacute poškozeniacute tak že laserem je zkoncentrovaacutena energie do jednoho miacutesta tak že dojde k taveniacute a poteacute k naacutesledneacutemu odpařovaacuteniacute materiaacutelu Na obvodu paprsku dochaacuteziacute k taveniacute materiaacutelu (diacuteky nižšiacute koncentraci energie) a uprostřed laseroveacuteho paprsku k jeho odpařovaacuteniacute Laseru se využiacutevaacute pro vrtaacuteniacute otvorů nebo na řezaacuteniacute Obvykle se použiacutevaacute pulzniacutech laserů kdy každyacute pulz v přiacutepadě vrtaacuteniacute malyacutech otvorů vytvořiacute otvor o hloubce a průměru přibližně desetiny mm Velkeacute otvory jsou vytvaacuteřeny tak že laser tvořiacute draacutehu o průměru otvoru Vyššiacute přesnosti otvoru se dosaacutehne přiacutepadně naacuteslednyacutem lapovaacuteniacutem otvoru Daacutele se lasery využiacutevajiacute na tvorbu ryacuteh na povrchu materiaacutelu Charakteristickyacutemi vlastnostmi laserů je vlnovaacute deacutelka jmenovityacute vyacutekon a pracovniacute režim [12]
23 Broušeniacute
Broušeniacute je jednou z dokončovaciacutech metod obraacuteběniacute Kdy působeniacutem abrazivniacutech zrn na materiaacutel dochaacuteziacute k oddělovaacuteniacute malyacutech třiacutesek z povrchu obrobku Brusnaacute zrna jsou umiacutestěna v brusneacutem naacutestroji naacutehodně a tedy vyacuteslednyacute naacutestroj nemaacute definovanou geometrii Brusnyacute kotouč je k obrobku přitlačovaacuten a zaacuteroveň vykonaacutevaacute posuvnyacute pohyb Jako brusneacute naacutestroje pro keramickeacute materiaacutely je využiacutevaacuteno diamantu karbidu křemiacuteku nebo oxidu hliniteacuteho Zrna miacutevajiacute velikost od jednotek do několika stovek μm v zaacutevislosti na požadavciacutech na vyacuteslednou kvalitu povrchu Zrna byacutevajiacute obvykle pevně spojena (vaacutezaneacute brusivo) ale někdy se využiacutevajiacute i zrna volnaacute ve formě suspenze (zrna v kapalině) Při broušeniacute jsou brusnaacute zrna vtlačovaacutena do obraacuteběneacuteho materiaacutelu po ktereacutem se smyacutekajiacute a odvalujiacute V miacutestě kontaktu jsou vysokaacute napětiacute a může dochaacutezet takeacute k plastickyacutem deformaciacutem (mikroskopickyacute rozsah) Oddělovaacuteniacute materiaacutelu dochaacuteziacute tak že zrna vylamujiacute a vytrhaacutevajiacute maleacute čaacutestice po odlehčeniacute může dochaacutezet k odpryacuteskaacutevaacuteniacute malyacutech čaacutestic Nejdůležitějšiacutemi parametry broušeniacute je měrnyacute vyacutekon broušeniacute objemovaacute uacutečinnost naacutestroje a měrnaacute energie broušeniacute [12]
24 Freacutezovaacuteniacute soustruženiacute a vrtaacuteniacute
Keramickeacute materiaacutely je možneacute obraacutebět i konvenčniacutemi metodami obraacuteběniacute ale je nutneacute použiacutevat naacutestroje na baacutezi polykrystalickeacuteho diamantu přiacutepadně kubickeacuteho nitridu boacuteru Pro zvyacutešeniacute trvanlivosti naacutestrojů a zkraacuteceniacute doby obraacuteběniacute je vhodneacute využiacutet předevšiacutem laseru na přiacutepravu obrobku z keramickeacuteho materiaacutelu a poteacute pouze
dokončit některou z konvenčniacutech metod obraacuteběniacute Vzhledem k vysokeacute křehkosti dochaacuteziacute při vnikaacuteniacute naacutestroje do keramiky k tvorbě trhlin v materiaacutelu takto narušenyacute materiaacutel se vylamuje a odpryacuteskaacutevaacute od povrchu Je nutneacute při obraacuteběniacute keramiky obraacutebět nižšiacutemi posuvovyacutemi rychlostmi protože dochaacuteziacute k vysokeacutemu naacuterůstu řeznyacutech sil a bylo by možneacute naacutesledneacute porušeniacute obrobku Třiacuteska vznikaacute obdobnyacutem způsobem jako při broušeniacute keramickyacutech materiaacutelů [12]
25 Freacutezovaacuteniacute
Freacutezovaacuteniacute probiacutehaacute rotačniacutem naacutestrojem kteryacute konaacute hlavniacute řeznyacute pohyb Posuvovyacute pohyb obvykle vykonaacutevaacute obraacuteběnaacute součaacutest a obvykle je v zaacuteběru několik zubů freacutezy Tvořiacute se třiacuteska kteraacute maacute proměnlivou tloušťku [17]
Freacutezovaacuteniacute obecně se rozděluje dle naacutestrojů na freacutezovaacuteniacute vaacutelcoveacute a čelniacute Z těchto zaacutekladniacutech druhů vychaacuteziacute dalšiacute druhy jako je freacutezovaacuteniacute okružniacute a planetoveacute Dalšiacute rozděleniacute je možneacute dle pohybů freacutezy a obrobku na sousledneacute a nesousledneacute [17]
251 Vaacutelcoveacute freacutezovaacuteniacute
Vaacutelcoveacute freacutezovaniacute probiacutehaacute freacutezou ve tvaru vaacutelce kdy jsou zuby vytvořeny jen po obvodu naacutestroje Použiacutevajiacute se předevšiacutem vaacutelcoveacute a tvaroveacute freacutezy Hloubka vrstvy odebiacuteraneacute freacutezou se nastavuje kolmo na posuvovou složku pohybu [17]
Sousledneacute freacutezovaacuteniacute
Naacutestroj rotuje ve směru posuvu obrobku a třiacuteska začiacutenaacute na maximaacutelniacutem průřezu a postupně se zmenšuje až na nulovou tloušťku Vyacuteslednaacute plocha tvořenaacute freacutezou vznikaacute při vyacutestupu freacutezy z materiaacutelu Pro sousledneacute freacutezovaacuteniacute je nutneacute vymezit vůli mezi posuvovyacutem šroubem a maticiacute stolu stroje Sousledneacute freacutezovaacuteniacute je na obraacutezku 22 [17]
Probiacutehaacute opačně než sousledneacute freacutezovaacuteniacute Naacutestroj konaacute rotačniacute pohyb proti směru posuvoveacuteho pohybu obrobku a tiacutem je tvořena vyacuteslednaacute plocha při vstupu freacutezy do materiaacutelu Třiacuteska postupně narůstaacute od nuloveacute tloušťky do maxima viz obraacutezek 23 [17]
Čelniacute freacuteza maacute zuby vytvořeny jak na obvodu tak na čele a hlavniacute osa je kolmaacute na směr posuvoveacute rychlosti Při symetrickeacutem čelniacutem freacutezovaacuteniacute je osa naacutestroje shodnaacute s osou symetrie obraacuteběneacute plochy viz obraacutezek 24 [17]
Obr 24 a) Čelniacute symetrickeacute freacutezovaacuteniacute b) Čelniacute nesymetrickeacute freacutezovaacuteniacute [17]
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
KERAMICKEacute MATERIAacuteLY
22 UacuteST FSI VUT v Brně
možneacute s vyacuterobkem manipulovat Postup vyacuteroby tenkostěnneacuteho vyacuterobku je na obraacutezku 18 a plneacuteho diacutelu na obraacutezku 19 [1 29]
Injekčniacute vstřikovaacuteniacute Podstatou vstřikovaacuteniacute je že do formy je za pomoci tlaku vstřiacuteknuta suspenze ve ktereacute je obsažen keramickyacute materiaacutel V okamžiku kdy polotovar ziacuteskaacute manipulačniacute pevnost je vytažen z formy Po zformovaacuteniacute je za zvyacutešeneacute teploty odstraněno termoplastickeacute pojivo a naacutesleduje slinovaacuteniacute Metoda injekčniacuteho vstřikovaacuteniacute je vhodnaacute pro vyacuterobu velkeacuteho množstviacute rozměrově menšiacutech a tvarově stejnyacutech vyacuterobků Použiacutevaacute se pro vyacuterobu lopatek turbiacuten ventilů nebo biokeramickyacutech proteacutez Nevyacutehodou je nutnost investovat velkeacute finančniacute prostředky na pořiacutezeniacute strojů a forem [1] Vytlačovaacuteniacute Tvar vyacutesledneacuteho vyacuterobku je u vytlačovaacuteniacute dosažen tak že se vytlačuje směs pojiva a keramickeacuteho praacutešku přes naacutestroj Metoda použiacutevanaacute pro vyacuterobu profilů izolaacutetorů pro elektrotechnickyacute průmysl a jinyacutech vyacuterobků z technickeacute keramiky [1]
153 Sušeniacute
Polotovary keramickyacutech vyacuterobků se sušiacute z důvody sniacuteženiacute množstviacute pojiva ktereacute bylo do směsi přidaacuteno aby bylo možneacute vyacuterobek vytvarovat Teplota sušeniacute je zaacutevislaacute na požiteacutem pojivu ve směsi Pokud je použita voda sušeniacute probiacutehaacute při
KERAMICKEacute MATERIAacuteLY
23 UacuteST FSI VUT v Brně
teplotaacutech do 100 degC ale pokud je obsaženo nějakeacute pojivo na baacutezi organickeacuteho materiaacutelu je teplota až 300 degC Sušiacute se po dobu 1 dne i deacutele v zaacutevislosti na velikosti vyacuterobku Při sušeniacute dochaacuteziacute k poklesu objemu polotovaru dochaacuteziacute ke styku jednotlivyacutech zrn keramickeacuteho materiaacutelu což je způsobeno odpařovaacuteniacutem pojiva z polotovaru Při dosaženiacute kritickeacute dochaacuteziacute k naacuterůstu kapilaacuterniacutech sil ktereacute způsobujiacute smrštěniacute polotovaru Smršťovaacuteniacute probiacutehaacute až do okamžiku kdy dojde k doteku jednotlivyacutech krystalů Je nutneacute vysušit polotovar rovnoměrně aby nevznikala tahovaacute napětiacute Při jejich vzniku dochaacuteziacute ke sniacuteženiacute pevnosti kdy může nastat i porušeniacute vyacuterobku [1]
Posledniacute čaacutestiacute řetězce při vyacuterobě keramickyacutech vyacuterobků je tepelneacute zpracovaacuteniacute Přiacute slinovaacuteniacute dochaacuteziacute k redukci velikosti poacuterů v materiaacutelu Tiacutem dochaacuteziacute ke zpevněniacute a tak ziacuteskaacutevaacute vyacuterobek konečnou pevnost Působeniacutem difůze mezi zrny dochaacuteziacute ke spojeniacute jednotlivyacutech zrn v jeden celek Teploty pro slinovaacuteniacute keramiky je v intervalu od 1 000 degC ndash 1 400 degC Žaacuteruvzdorneacute materiaacutely a technickou keramiku je nutneacute slinovat za teplot vyššiacutech a to až 1 700 degC Doba slinovaacuteniacute je obvykle značně dlouhaacute (v řaacutedu desiacutetek hodin) Toto je daacuteno tiacutem že je nutneacute dlouho vyacuterobek nahřiacutevat poteacute naacutesleduje samotneacute slinovaacuteniacute a pak velice pomaleacute ochlazovaacuteniacute Rychlost ochlazovaacuteniacute neniacute možneacute zvyacutešit jinak by došlo ke vzniku nežaacutedouciacutech napětiacute a tiacutem ke sniacuteženiacute pevnosti [1 4 5 29 30]
Obr 19 Princip slinovaacuteniacute jak probiacutehaacute v mikrostruktuře materiaacutelu [31]
Pro obraacuteběniacute obecně je jedniacutem z nejdůležitějšiacutech parametrů kteryacute ovlivňuje průběh obraacuteběniacute i vyacuteslednou kvalitu obrobku je obrobitelnost materiaacutelu Obrobitelnost keramickyacutech materiaacutelů je velice niacutezkaacute což je daacuteno předevšiacutem vysokou tvrdostiacute keramiky a tiacutem odolnosti proti vnikaacuteniacute ciziacutech těles do materiaacutelu Obraacuteběniacute keramickyacutech materiaacutelů je proto vysoce naacuteročneacute na naacutestroje a je maacutelo produktivniacute a proto takeacute velice draheacute Proto se keramickeacute materiaacutely zpracovaacutevajiacute rovnou do vyacuteslednyacutech tvarů pomociacute klasickyacutech metod zpracovaacuteniacute keramickyacutech materiaacutelů jako je např vytlačovaacuteniacute suspenzniacute litiacute nebo lisovaacuteniacute Pokud je obraacuteběniacute využiacutevaacuteno pak obvykle nějakyacutem způsobem dokončovaciacuteho obraacuteběniacute kde typickyacutem představitelem je broušeniacute nebo nějakyacutem z nekonvenčniacutech způsobů obraacuteběniacute jako je napřiacuteklad obraacuteběniacute laserem nebo ultrazvukem ktereacute jsou obecně vhodnějšiacute než konvečniacute metody obraacuteběniacute naacutestroji s definovanou geometriiacute Probleacutemem konvenčniacuteho způsobu obraacuteběniacute je že tvrdost naacutestroje musiacute byacutet vyššiacute než obraacuteběneacuteho materiaacutelu aby bylo vůbec možneacute vniknout naacutestrojem do obrobku a zahaacutejit proces řezaacuteniacute Pro konvenčniacute metody (a i pro experimentaacutelniacute čaacutest byl použit) jsou obvykle použiacutevaacuteny naacutestroje z polykrystalickeacuteho diamantu nebo kubickeacuteho nitridu boacuteru Vzhledem k vysokeacute tvrdosti keramiky ale i u polykrystalickeacuteho diamantu dochaacuteziacute k rychleacutemu opotřebeniacute břitu a to maacute velkyacute vliv na zmiacuteněnou produktivitu a cenu obraacuteběniacute Obecně je ale obrobitelnost jednotlivyacutech keramickyacutech materiaacutelů různaacute a zaacutevisiacute na materiaacutelech použityacutech pro vyacuterobu na způsobu zpracovaacuteniacute a poteacute na samotnyacutech řeznyacutech podmiacutenkaacutech [9 10 11]
Společnyacutem znakem všech způsobů obraacuteběniacute je že je nutneacute v materiaacutelu vytvořit minimaacutelně jednu anebo většiacute množstviacute prasklin a ty poteacute rozšiřovat v požadovaneacutem směru Povrch je tvořen soustavou lomovyacutech ploch přiacutepadně jednou lomovou plochou Trhlinu v materiaacutelu můžeme vytvořit pomociacute siloveacuteho působeniacute do materiaacutelu nebo pomociacute vysoce zkoncetrovaneacuteho energetickeacuteho paprsku (laser) Pokud vytvaacuteřiacuteme trhlinu mechanicky dochaacuteziacute k jejiacutemu vzniku tak že do materiaacutelu je vtlačovaacuten hrot nebo kliacuten Tyto naacutestroje nejsou nikdy dokonale ostreacute a majiacute nějakyacute poloměr zaobleniacute a proto dochaacuteziacute v miacutestě dotyku s obraacuteběnyacutem materiaacutelem ke vzniku kontaktniacute plošky pomociacute ktereacute se přenaacutešiacute vzaacutejemneacute siloveacute působeniacute V těchto miacutestech dochaacuteziacute k vysokyacutem tlakovyacutem zatiacuteženiacutem ktereacute ve směru do obraacuteběneacuteho materiaacutelu ustupujiacute a naopak se měniacute v zatiacuteženiacute tahoveacute Kromě tlakovyacutech a tahovyacutech napětiacute se v materiaacutelu vyskytuje i napětiacute smykoveacute [12]
Prvotně dochaacuteziacute k pružneacute deformaci materiaacutelu a při dosaženiacute meze kluzu dochaacuteziacute k nevratnyacutem změnaacutem v materiaacutelu Dochaacuteziacute ke vzniku trhlin a ty se daacutele šiacuteřiacute materiaacutelem Vzhledem ke složitosti krystalickeacute mřiacutežky kterou majiacute keramickeacute materiaacutely je pro atomy ve struktuře těžkeacute najiacutet novou rovnovaacutežnou polohu po siloveacutem působeniacute toto způsobuje vysokou křehkost keramiky a tiacutem rychlyacute vznik a šiacuteřeniacute trhlin keramickyacutemi materiaacutely [12]
Ke vzniku trhlin může dochaacutezet v některyacutech přiacutepadech až po jeho odlehčeniacute a to takovyacutem způsobem že dojde k narušeniacute materiaacutelu pod povrchem (plastickeacute deformaci) Působeniacutem sil na obraacuteběnyacute materiaacutel dochaacuteziacute k již zmiacuteněnyacutem tlakovyacutem silaacutem kteraacute zaacuteroveň braacuteniacute k oddaacuteleniacute atomů od sebe a tiacutem braacuteniacute vzniku praskliny Až po naacutesledneacutem uvolněniacute dochaacuteziacute k naacuterůstu tahovyacutech napětiacute a tiacutem k samotneacute tvorbě praskliny Toto odpruženiacute může vyvolat vylomeniacute střepů z povrchu materiaacutelu [12]
Jednaacute se o technologii podobnou broušeniacute ale nedochaacuteziacute ke smykoveacutemu napětiacute mezi naacutestrojem a obrobkem a takeacute je jinyacute mechanismus působeniacute abrazivniacuteho zrna na obraacuteběnyacute materiaacutel Podstatou obraacuteběniacute ultrazvukem je vrhaacuteniacute abrazivniacutech zrn vysokou rychlostiacute proti materiaacutelu obrobku Při naacuterazu se kinetickaacute energie čaacutestice měniacute na deformačniacute praacuteci Diacuteky křehkosti keramiky stačiacute i malaacute zrna (disponujiacuteciacute relativně malou kinetickou energiiacute) k vytvořeniacute trhlin a pokud dojde ke spojeniacute dvou (nebo viacutece) trhlin vzniknou maleacute čaacutestice ktereacute po naacutesledujiacuteciacutem naacuterazu dalšiacute čaacutestice jsou vytrženyacute z materiaacutelu Naacutestrojovaacute hlava neniacute nijak tvarově omezena a je proto možneacute vytvaacuteřet různeacute otvory nebo zahloubeniacute Jako naacutestrojovyacute materiaacutel je obvykle použita ocel Tento naacutestroj kmitaacute s frekvenciacute 10 až 20 kHz Zrna jsou mezi materiaacutelem a naacutestrojem a jsou ve formě suspenze kdy jsou smiacutechaacutena s lihem benziacutenem nebo vodou Přiacutetomnost kapaliny ulehčuje pronikaacuteniacute energie do miacutesta obraacuteběniacute Jako abrazivniacutech zrna se využiacutevaacute oxid hlinityacute karbid boacuteru karbid křemiacuteku nebo pro nejtvrdšiacute materiaacutely zrna diamantovaacute Velikost zrn je 10-100 μm [12 13]
Obr 21 Obraacuteběniacute ultrazvukem [12]
22 Otryskaacutevaacuteniacute
Otryskaacutevaacuteniacute je metoda obraacuteběniacute kteraacute je značně podobnaacute obraacuteběniacute ultrazvukem ale na energii abrazivniacutem zrnům miacutesto generaacutetoru kmitů dodaacutevaacute vrhaciacute zařiacutezeniacute Otryskaacutevaacuteniacute se využiacutevaacute jako k vrtaacuteniacute otvorů děleniacute materiaacutelů ale takeacute k meacuteně naacuteročneacutemu opracovaacuteniacute jako je zdrsněniacute povrchu nebo jeho dekorace Použiacutevanyacutemi
materiaacutely jsou oxid hlinityacute karbid křemiacuteku nebo pouze křemennyacute piacutesek (z tohoto materiaacutelu pochaacuteziacute rozšiacuteřenyacute naacutezev bdquopiacuteskovaacuteniacuteldquo) Velikost čaacutestic se pohybuje od 10 μm až po jednotky mm Toto maacute samozřejmě vliv i na vyacuteslednou přesnost opracovaacuteniacute i na kvalitu povrchu [12]
23 Obraacuteběniacute laserem
Laser je vhodnyacute pro obraacuteběniacute pokud je materiaacutel schopen pohlcovat světelnou energii Daacutele je důležitaacute takeacute tepelnaacute vodivost a odrazivost materiaacutelu určeneacuteho pro obraacuteběniacute laserem Čiacutem viacutece materiaacutel pohltiacute zaacuteřeniacute a čiacutem horšiacute maacute tepelnou vodivost a odrazivost tiacutem je vhodnějšiacute ke zpracovaacuteniacute laserem [12]
Laserem je možneacute vytvořit lokaacutelniacute poškozeniacute tak že laserem je zkoncentrovaacutena energie do jednoho miacutesta tak že dojde k taveniacute a poteacute k naacutesledneacutemu odpařovaacuteniacute materiaacutelu Na obvodu paprsku dochaacuteziacute k taveniacute materiaacutelu (diacuteky nižšiacute koncentraci energie) a uprostřed laseroveacuteho paprsku k jeho odpařovaacuteniacute Laseru se využiacutevaacute pro vrtaacuteniacute otvorů nebo na řezaacuteniacute Obvykle se použiacutevaacute pulzniacutech laserů kdy každyacute pulz v přiacutepadě vrtaacuteniacute malyacutech otvorů vytvořiacute otvor o hloubce a průměru přibližně desetiny mm Velkeacute otvory jsou vytvaacuteřeny tak že laser tvořiacute draacutehu o průměru otvoru Vyššiacute přesnosti otvoru se dosaacutehne přiacutepadně naacuteslednyacutem lapovaacuteniacutem otvoru Daacutele se lasery využiacutevajiacute na tvorbu ryacuteh na povrchu materiaacutelu Charakteristickyacutemi vlastnostmi laserů je vlnovaacute deacutelka jmenovityacute vyacutekon a pracovniacute režim [12]
23 Broušeniacute
Broušeniacute je jednou z dokončovaciacutech metod obraacuteběniacute Kdy působeniacutem abrazivniacutech zrn na materiaacutel dochaacuteziacute k oddělovaacuteniacute malyacutech třiacutesek z povrchu obrobku Brusnaacute zrna jsou umiacutestěna v brusneacutem naacutestroji naacutehodně a tedy vyacuteslednyacute naacutestroj nemaacute definovanou geometrii Brusnyacute kotouč je k obrobku přitlačovaacuten a zaacuteroveň vykonaacutevaacute posuvnyacute pohyb Jako brusneacute naacutestroje pro keramickeacute materiaacutely je využiacutevaacuteno diamantu karbidu křemiacuteku nebo oxidu hliniteacuteho Zrna miacutevajiacute velikost od jednotek do několika stovek μm v zaacutevislosti na požadavciacutech na vyacuteslednou kvalitu povrchu Zrna byacutevajiacute obvykle pevně spojena (vaacutezaneacute brusivo) ale někdy se využiacutevajiacute i zrna volnaacute ve formě suspenze (zrna v kapalině) Při broušeniacute jsou brusnaacute zrna vtlačovaacutena do obraacuteběneacuteho materiaacutelu po ktereacutem se smyacutekajiacute a odvalujiacute V miacutestě kontaktu jsou vysokaacute napětiacute a může dochaacutezet takeacute k plastickyacutem deformaciacutem (mikroskopickyacute rozsah) Oddělovaacuteniacute materiaacutelu dochaacuteziacute tak že zrna vylamujiacute a vytrhaacutevajiacute maleacute čaacutestice po odlehčeniacute může dochaacutezet k odpryacuteskaacutevaacuteniacute malyacutech čaacutestic Nejdůležitějšiacutemi parametry broušeniacute je měrnyacute vyacutekon broušeniacute objemovaacute uacutečinnost naacutestroje a měrnaacute energie broušeniacute [12]
24 Freacutezovaacuteniacute soustruženiacute a vrtaacuteniacute
Keramickeacute materiaacutely je možneacute obraacutebět i konvenčniacutemi metodami obraacuteběniacute ale je nutneacute použiacutevat naacutestroje na baacutezi polykrystalickeacuteho diamantu přiacutepadně kubickeacuteho nitridu boacuteru Pro zvyacutešeniacute trvanlivosti naacutestrojů a zkraacuteceniacute doby obraacuteběniacute je vhodneacute využiacutet předevšiacutem laseru na přiacutepravu obrobku z keramickeacuteho materiaacutelu a poteacute pouze
dokončit některou z konvenčniacutech metod obraacuteběniacute Vzhledem k vysokeacute křehkosti dochaacuteziacute při vnikaacuteniacute naacutestroje do keramiky k tvorbě trhlin v materiaacutelu takto narušenyacute materiaacutel se vylamuje a odpryacuteskaacutevaacute od povrchu Je nutneacute při obraacuteběniacute keramiky obraacutebět nižšiacutemi posuvovyacutemi rychlostmi protože dochaacuteziacute k vysokeacutemu naacuterůstu řeznyacutech sil a bylo by možneacute naacutesledneacute porušeniacute obrobku Třiacuteska vznikaacute obdobnyacutem způsobem jako při broušeniacute keramickyacutech materiaacutelů [12]
25 Freacutezovaacuteniacute
Freacutezovaacuteniacute probiacutehaacute rotačniacutem naacutestrojem kteryacute konaacute hlavniacute řeznyacute pohyb Posuvovyacute pohyb obvykle vykonaacutevaacute obraacuteběnaacute součaacutest a obvykle je v zaacuteběru několik zubů freacutezy Tvořiacute se třiacuteska kteraacute maacute proměnlivou tloušťku [17]
Freacutezovaacuteniacute obecně se rozděluje dle naacutestrojů na freacutezovaacuteniacute vaacutelcoveacute a čelniacute Z těchto zaacutekladniacutech druhů vychaacuteziacute dalšiacute druhy jako je freacutezovaacuteniacute okružniacute a planetoveacute Dalšiacute rozděleniacute je možneacute dle pohybů freacutezy a obrobku na sousledneacute a nesousledneacute [17]
251 Vaacutelcoveacute freacutezovaacuteniacute
Vaacutelcoveacute freacutezovaniacute probiacutehaacute freacutezou ve tvaru vaacutelce kdy jsou zuby vytvořeny jen po obvodu naacutestroje Použiacutevajiacute se předevšiacutem vaacutelcoveacute a tvaroveacute freacutezy Hloubka vrstvy odebiacuteraneacute freacutezou se nastavuje kolmo na posuvovou složku pohybu [17]
Sousledneacute freacutezovaacuteniacute
Naacutestroj rotuje ve směru posuvu obrobku a třiacuteska začiacutenaacute na maximaacutelniacutem průřezu a postupně se zmenšuje až na nulovou tloušťku Vyacuteslednaacute plocha tvořenaacute freacutezou vznikaacute při vyacutestupu freacutezy z materiaacutelu Pro sousledneacute freacutezovaacuteniacute je nutneacute vymezit vůli mezi posuvovyacutem šroubem a maticiacute stolu stroje Sousledneacute freacutezovaacuteniacute je na obraacutezku 22 [17]
Probiacutehaacute opačně než sousledneacute freacutezovaacuteniacute Naacutestroj konaacute rotačniacute pohyb proti směru posuvoveacuteho pohybu obrobku a tiacutem je tvořena vyacuteslednaacute plocha při vstupu freacutezy do materiaacutelu Třiacuteska postupně narůstaacute od nuloveacute tloušťky do maxima viz obraacutezek 23 [17]
Čelniacute freacuteza maacute zuby vytvořeny jak na obvodu tak na čele a hlavniacute osa je kolmaacute na směr posuvoveacute rychlosti Při symetrickeacutem čelniacutem freacutezovaacuteniacute je osa naacutestroje shodnaacute s osou symetrie obraacuteběneacute plochy viz obraacutezek 24 [17]
Obr 24 a) Čelniacute symetrickeacute freacutezovaacuteniacute b) Čelniacute nesymetrickeacute freacutezovaacuteniacute [17]
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
KERAMICKEacute MATERIAacuteLY
23 UacuteST FSI VUT v Brně
teplotaacutech do 100 degC ale pokud je obsaženo nějakeacute pojivo na baacutezi organickeacuteho materiaacutelu je teplota až 300 degC Sušiacute se po dobu 1 dne i deacutele v zaacutevislosti na velikosti vyacuterobku Při sušeniacute dochaacuteziacute k poklesu objemu polotovaru dochaacuteziacute ke styku jednotlivyacutech zrn keramickeacuteho materiaacutelu což je způsobeno odpařovaacuteniacutem pojiva z polotovaru Při dosaženiacute kritickeacute dochaacuteziacute k naacuterůstu kapilaacuterniacutech sil ktereacute způsobujiacute smrštěniacute polotovaru Smršťovaacuteniacute probiacutehaacute až do okamžiku kdy dojde k doteku jednotlivyacutech krystalů Je nutneacute vysušit polotovar rovnoměrně aby nevznikala tahovaacute napětiacute Při jejich vzniku dochaacuteziacute ke sniacuteženiacute pevnosti kdy může nastat i porušeniacute vyacuterobku [1]
Posledniacute čaacutestiacute řetězce při vyacuterobě keramickyacutech vyacuterobků je tepelneacute zpracovaacuteniacute Přiacute slinovaacuteniacute dochaacuteziacute k redukci velikosti poacuterů v materiaacutelu Tiacutem dochaacuteziacute ke zpevněniacute a tak ziacuteskaacutevaacute vyacuterobek konečnou pevnost Působeniacutem difůze mezi zrny dochaacuteziacute ke spojeniacute jednotlivyacutech zrn v jeden celek Teploty pro slinovaacuteniacute keramiky je v intervalu od 1 000 degC ndash 1 400 degC Žaacuteruvzdorneacute materiaacutely a technickou keramiku je nutneacute slinovat za teplot vyššiacutech a to až 1 700 degC Doba slinovaacuteniacute je obvykle značně dlouhaacute (v řaacutedu desiacutetek hodin) Toto je daacuteno tiacutem že je nutneacute dlouho vyacuterobek nahřiacutevat poteacute naacutesleduje samotneacute slinovaacuteniacute a pak velice pomaleacute ochlazovaacuteniacute Rychlost ochlazovaacuteniacute neniacute možneacute zvyacutešit jinak by došlo ke vzniku nežaacutedouciacutech napětiacute a tiacutem ke sniacuteženiacute pevnosti [1 4 5 29 30]
Obr 19 Princip slinovaacuteniacute jak probiacutehaacute v mikrostruktuře materiaacutelu [31]
Pro obraacuteběniacute obecně je jedniacutem z nejdůležitějšiacutech parametrů kteryacute ovlivňuje průběh obraacuteběniacute i vyacuteslednou kvalitu obrobku je obrobitelnost materiaacutelu Obrobitelnost keramickyacutech materiaacutelů je velice niacutezkaacute což je daacuteno předevšiacutem vysokou tvrdostiacute keramiky a tiacutem odolnosti proti vnikaacuteniacute ciziacutech těles do materiaacutelu Obraacuteběniacute keramickyacutech materiaacutelů je proto vysoce naacuteročneacute na naacutestroje a je maacutelo produktivniacute a proto takeacute velice draheacute Proto se keramickeacute materiaacutely zpracovaacutevajiacute rovnou do vyacuteslednyacutech tvarů pomociacute klasickyacutech metod zpracovaacuteniacute keramickyacutech materiaacutelů jako je např vytlačovaacuteniacute suspenzniacute litiacute nebo lisovaacuteniacute Pokud je obraacuteběniacute využiacutevaacuteno pak obvykle nějakyacutem způsobem dokončovaciacuteho obraacuteběniacute kde typickyacutem představitelem je broušeniacute nebo nějakyacutem z nekonvenčniacutech způsobů obraacuteběniacute jako je napřiacuteklad obraacuteběniacute laserem nebo ultrazvukem ktereacute jsou obecně vhodnějšiacute než konvečniacute metody obraacuteběniacute naacutestroji s definovanou geometriiacute Probleacutemem konvenčniacuteho způsobu obraacuteběniacute je že tvrdost naacutestroje musiacute byacutet vyššiacute než obraacuteběneacuteho materiaacutelu aby bylo vůbec možneacute vniknout naacutestrojem do obrobku a zahaacutejit proces řezaacuteniacute Pro konvenčniacute metody (a i pro experimentaacutelniacute čaacutest byl použit) jsou obvykle použiacutevaacuteny naacutestroje z polykrystalickeacuteho diamantu nebo kubickeacuteho nitridu boacuteru Vzhledem k vysokeacute tvrdosti keramiky ale i u polykrystalickeacuteho diamantu dochaacuteziacute k rychleacutemu opotřebeniacute břitu a to maacute velkyacute vliv na zmiacuteněnou produktivitu a cenu obraacuteběniacute Obecně je ale obrobitelnost jednotlivyacutech keramickyacutech materiaacutelů různaacute a zaacutevisiacute na materiaacutelech použityacutech pro vyacuterobu na způsobu zpracovaacuteniacute a poteacute na samotnyacutech řeznyacutech podmiacutenkaacutech [9 10 11]
Společnyacutem znakem všech způsobů obraacuteběniacute je že je nutneacute v materiaacutelu vytvořit minimaacutelně jednu anebo většiacute množstviacute prasklin a ty poteacute rozšiřovat v požadovaneacutem směru Povrch je tvořen soustavou lomovyacutech ploch přiacutepadně jednou lomovou plochou Trhlinu v materiaacutelu můžeme vytvořit pomociacute siloveacuteho působeniacute do materiaacutelu nebo pomociacute vysoce zkoncetrovaneacuteho energetickeacuteho paprsku (laser) Pokud vytvaacuteřiacuteme trhlinu mechanicky dochaacuteziacute k jejiacutemu vzniku tak že do materiaacutelu je vtlačovaacuten hrot nebo kliacuten Tyto naacutestroje nejsou nikdy dokonale ostreacute a majiacute nějakyacute poloměr zaobleniacute a proto dochaacuteziacute v miacutestě dotyku s obraacuteběnyacutem materiaacutelem ke vzniku kontaktniacute plošky pomociacute ktereacute se přenaacutešiacute vzaacutejemneacute siloveacute působeniacute V těchto miacutestech dochaacuteziacute k vysokyacutem tlakovyacutem zatiacuteženiacutem ktereacute ve směru do obraacuteběneacuteho materiaacutelu ustupujiacute a naopak se měniacute v zatiacuteženiacute tahoveacute Kromě tlakovyacutech a tahovyacutech napětiacute se v materiaacutelu vyskytuje i napětiacute smykoveacute [12]
Prvotně dochaacuteziacute k pružneacute deformaci materiaacutelu a při dosaženiacute meze kluzu dochaacuteziacute k nevratnyacutem změnaacutem v materiaacutelu Dochaacuteziacute ke vzniku trhlin a ty se daacutele šiacuteřiacute materiaacutelem Vzhledem ke složitosti krystalickeacute mřiacutežky kterou majiacute keramickeacute materiaacutely je pro atomy ve struktuře těžkeacute najiacutet novou rovnovaacutežnou polohu po siloveacutem působeniacute toto způsobuje vysokou křehkost keramiky a tiacutem rychlyacute vznik a šiacuteřeniacute trhlin keramickyacutemi materiaacutely [12]
Ke vzniku trhlin může dochaacutezet v některyacutech přiacutepadech až po jeho odlehčeniacute a to takovyacutem způsobem že dojde k narušeniacute materiaacutelu pod povrchem (plastickeacute deformaci) Působeniacutem sil na obraacuteběnyacute materiaacutel dochaacuteziacute k již zmiacuteněnyacutem tlakovyacutem silaacutem kteraacute zaacuteroveň braacuteniacute k oddaacuteleniacute atomů od sebe a tiacutem braacuteniacute vzniku praskliny Až po naacutesledneacutem uvolněniacute dochaacuteziacute k naacuterůstu tahovyacutech napětiacute a tiacutem k samotneacute tvorbě praskliny Toto odpruženiacute může vyvolat vylomeniacute střepů z povrchu materiaacutelu [12]
Jednaacute se o technologii podobnou broušeniacute ale nedochaacuteziacute ke smykoveacutemu napětiacute mezi naacutestrojem a obrobkem a takeacute je jinyacute mechanismus působeniacute abrazivniacuteho zrna na obraacuteběnyacute materiaacutel Podstatou obraacuteběniacute ultrazvukem je vrhaacuteniacute abrazivniacutech zrn vysokou rychlostiacute proti materiaacutelu obrobku Při naacuterazu se kinetickaacute energie čaacutestice měniacute na deformačniacute praacuteci Diacuteky křehkosti keramiky stačiacute i malaacute zrna (disponujiacuteciacute relativně malou kinetickou energiiacute) k vytvořeniacute trhlin a pokud dojde ke spojeniacute dvou (nebo viacutece) trhlin vzniknou maleacute čaacutestice ktereacute po naacutesledujiacuteciacutem naacuterazu dalšiacute čaacutestice jsou vytrženyacute z materiaacutelu Naacutestrojovaacute hlava neniacute nijak tvarově omezena a je proto možneacute vytvaacuteřet různeacute otvory nebo zahloubeniacute Jako naacutestrojovyacute materiaacutel je obvykle použita ocel Tento naacutestroj kmitaacute s frekvenciacute 10 až 20 kHz Zrna jsou mezi materiaacutelem a naacutestrojem a jsou ve formě suspenze kdy jsou smiacutechaacutena s lihem benziacutenem nebo vodou Přiacutetomnost kapaliny ulehčuje pronikaacuteniacute energie do miacutesta obraacuteběniacute Jako abrazivniacutech zrna se využiacutevaacute oxid hlinityacute karbid boacuteru karbid křemiacuteku nebo pro nejtvrdšiacute materiaacutely zrna diamantovaacute Velikost zrn je 10-100 μm [12 13]
Obr 21 Obraacuteběniacute ultrazvukem [12]
22 Otryskaacutevaacuteniacute
Otryskaacutevaacuteniacute je metoda obraacuteběniacute kteraacute je značně podobnaacute obraacuteběniacute ultrazvukem ale na energii abrazivniacutem zrnům miacutesto generaacutetoru kmitů dodaacutevaacute vrhaciacute zařiacutezeniacute Otryskaacutevaacuteniacute se využiacutevaacute jako k vrtaacuteniacute otvorů děleniacute materiaacutelů ale takeacute k meacuteně naacuteročneacutemu opracovaacuteniacute jako je zdrsněniacute povrchu nebo jeho dekorace Použiacutevanyacutemi
materiaacutely jsou oxid hlinityacute karbid křemiacuteku nebo pouze křemennyacute piacutesek (z tohoto materiaacutelu pochaacuteziacute rozšiacuteřenyacute naacutezev bdquopiacuteskovaacuteniacuteldquo) Velikost čaacutestic se pohybuje od 10 μm až po jednotky mm Toto maacute samozřejmě vliv i na vyacuteslednou přesnost opracovaacuteniacute i na kvalitu povrchu [12]
23 Obraacuteběniacute laserem
Laser je vhodnyacute pro obraacuteběniacute pokud je materiaacutel schopen pohlcovat světelnou energii Daacutele je důležitaacute takeacute tepelnaacute vodivost a odrazivost materiaacutelu určeneacuteho pro obraacuteběniacute laserem Čiacutem viacutece materiaacutel pohltiacute zaacuteřeniacute a čiacutem horšiacute maacute tepelnou vodivost a odrazivost tiacutem je vhodnějšiacute ke zpracovaacuteniacute laserem [12]
Laserem je možneacute vytvořit lokaacutelniacute poškozeniacute tak že laserem je zkoncentrovaacutena energie do jednoho miacutesta tak že dojde k taveniacute a poteacute k naacutesledneacutemu odpařovaacuteniacute materiaacutelu Na obvodu paprsku dochaacuteziacute k taveniacute materiaacutelu (diacuteky nižšiacute koncentraci energie) a uprostřed laseroveacuteho paprsku k jeho odpařovaacuteniacute Laseru se využiacutevaacute pro vrtaacuteniacute otvorů nebo na řezaacuteniacute Obvykle se použiacutevaacute pulzniacutech laserů kdy každyacute pulz v přiacutepadě vrtaacuteniacute malyacutech otvorů vytvořiacute otvor o hloubce a průměru přibližně desetiny mm Velkeacute otvory jsou vytvaacuteřeny tak že laser tvořiacute draacutehu o průměru otvoru Vyššiacute přesnosti otvoru se dosaacutehne přiacutepadně naacuteslednyacutem lapovaacuteniacutem otvoru Daacutele se lasery využiacutevajiacute na tvorbu ryacuteh na povrchu materiaacutelu Charakteristickyacutemi vlastnostmi laserů je vlnovaacute deacutelka jmenovityacute vyacutekon a pracovniacute režim [12]
23 Broušeniacute
Broušeniacute je jednou z dokončovaciacutech metod obraacuteběniacute Kdy působeniacutem abrazivniacutech zrn na materiaacutel dochaacuteziacute k oddělovaacuteniacute malyacutech třiacutesek z povrchu obrobku Brusnaacute zrna jsou umiacutestěna v brusneacutem naacutestroji naacutehodně a tedy vyacuteslednyacute naacutestroj nemaacute definovanou geometrii Brusnyacute kotouč je k obrobku přitlačovaacuten a zaacuteroveň vykonaacutevaacute posuvnyacute pohyb Jako brusneacute naacutestroje pro keramickeacute materiaacutely je využiacutevaacuteno diamantu karbidu křemiacuteku nebo oxidu hliniteacuteho Zrna miacutevajiacute velikost od jednotek do několika stovek μm v zaacutevislosti na požadavciacutech na vyacuteslednou kvalitu povrchu Zrna byacutevajiacute obvykle pevně spojena (vaacutezaneacute brusivo) ale někdy se využiacutevajiacute i zrna volnaacute ve formě suspenze (zrna v kapalině) Při broušeniacute jsou brusnaacute zrna vtlačovaacutena do obraacuteběneacuteho materiaacutelu po ktereacutem se smyacutekajiacute a odvalujiacute V miacutestě kontaktu jsou vysokaacute napětiacute a může dochaacutezet takeacute k plastickyacutem deformaciacutem (mikroskopickyacute rozsah) Oddělovaacuteniacute materiaacutelu dochaacuteziacute tak že zrna vylamujiacute a vytrhaacutevajiacute maleacute čaacutestice po odlehčeniacute může dochaacutezet k odpryacuteskaacutevaacuteniacute malyacutech čaacutestic Nejdůležitějšiacutemi parametry broušeniacute je měrnyacute vyacutekon broušeniacute objemovaacute uacutečinnost naacutestroje a měrnaacute energie broušeniacute [12]
24 Freacutezovaacuteniacute soustruženiacute a vrtaacuteniacute
Keramickeacute materiaacutely je možneacute obraacutebět i konvenčniacutemi metodami obraacuteběniacute ale je nutneacute použiacutevat naacutestroje na baacutezi polykrystalickeacuteho diamantu přiacutepadně kubickeacuteho nitridu boacuteru Pro zvyacutešeniacute trvanlivosti naacutestrojů a zkraacuteceniacute doby obraacuteběniacute je vhodneacute využiacutet předevšiacutem laseru na přiacutepravu obrobku z keramickeacuteho materiaacutelu a poteacute pouze
dokončit některou z konvenčniacutech metod obraacuteběniacute Vzhledem k vysokeacute křehkosti dochaacuteziacute při vnikaacuteniacute naacutestroje do keramiky k tvorbě trhlin v materiaacutelu takto narušenyacute materiaacutel se vylamuje a odpryacuteskaacutevaacute od povrchu Je nutneacute při obraacuteběniacute keramiky obraacutebět nižšiacutemi posuvovyacutemi rychlostmi protože dochaacuteziacute k vysokeacutemu naacuterůstu řeznyacutech sil a bylo by možneacute naacutesledneacute porušeniacute obrobku Třiacuteska vznikaacute obdobnyacutem způsobem jako při broušeniacute keramickyacutech materiaacutelů [12]
25 Freacutezovaacuteniacute
Freacutezovaacuteniacute probiacutehaacute rotačniacutem naacutestrojem kteryacute konaacute hlavniacute řeznyacute pohyb Posuvovyacute pohyb obvykle vykonaacutevaacute obraacuteběnaacute součaacutest a obvykle je v zaacuteběru několik zubů freacutezy Tvořiacute se třiacuteska kteraacute maacute proměnlivou tloušťku [17]
Freacutezovaacuteniacute obecně se rozděluje dle naacutestrojů na freacutezovaacuteniacute vaacutelcoveacute a čelniacute Z těchto zaacutekladniacutech druhů vychaacuteziacute dalšiacute druhy jako je freacutezovaacuteniacute okružniacute a planetoveacute Dalšiacute rozděleniacute je možneacute dle pohybů freacutezy a obrobku na sousledneacute a nesousledneacute [17]
251 Vaacutelcoveacute freacutezovaacuteniacute
Vaacutelcoveacute freacutezovaniacute probiacutehaacute freacutezou ve tvaru vaacutelce kdy jsou zuby vytvořeny jen po obvodu naacutestroje Použiacutevajiacute se předevšiacutem vaacutelcoveacute a tvaroveacute freacutezy Hloubka vrstvy odebiacuteraneacute freacutezou se nastavuje kolmo na posuvovou složku pohybu [17]
Sousledneacute freacutezovaacuteniacute
Naacutestroj rotuje ve směru posuvu obrobku a třiacuteska začiacutenaacute na maximaacutelniacutem průřezu a postupně se zmenšuje až na nulovou tloušťku Vyacuteslednaacute plocha tvořenaacute freacutezou vznikaacute při vyacutestupu freacutezy z materiaacutelu Pro sousledneacute freacutezovaacuteniacute je nutneacute vymezit vůli mezi posuvovyacutem šroubem a maticiacute stolu stroje Sousledneacute freacutezovaacuteniacute je na obraacutezku 22 [17]
Probiacutehaacute opačně než sousledneacute freacutezovaacuteniacute Naacutestroj konaacute rotačniacute pohyb proti směru posuvoveacuteho pohybu obrobku a tiacutem je tvořena vyacuteslednaacute plocha při vstupu freacutezy do materiaacutelu Třiacuteska postupně narůstaacute od nuloveacute tloušťky do maxima viz obraacutezek 23 [17]
Čelniacute freacuteza maacute zuby vytvořeny jak na obvodu tak na čele a hlavniacute osa je kolmaacute na směr posuvoveacute rychlosti Při symetrickeacutem čelniacutem freacutezovaacuteniacute je osa naacutestroje shodnaacute s osou symetrie obraacuteběneacute plochy viz obraacutezek 24 [17]
Obr 24 a) Čelniacute symetrickeacute freacutezovaacuteniacute b) Čelniacute nesymetrickeacute freacutezovaacuteniacute [17]
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
Pro obraacuteběniacute obecně je jedniacutem z nejdůležitějšiacutech parametrů kteryacute ovlivňuje průběh obraacuteběniacute i vyacuteslednou kvalitu obrobku je obrobitelnost materiaacutelu Obrobitelnost keramickyacutech materiaacutelů je velice niacutezkaacute což je daacuteno předevšiacutem vysokou tvrdostiacute keramiky a tiacutem odolnosti proti vnikaacuteniacute ciziacutech těles do materiaacutelu Obraacuteběniacute keramickyacutech materiaacutelů je proto vysoce naacuteročneacute na naacutestroje a je maacutelo produktivniacute a proto takeacute velice draheacute Proto se keramickeacute materiaacutely zpracovaacutevajiacute rovnou do vyacuteslednyacutech tvarů pomociacute klasickyacutech metod zpracovaacuteniacute keramickyacutech materiaacutelů jako je např vytlačovaacuteniacute suspenzniacute litiacute nebo lisovaacuteniacute Pokud je obraacuteběniacute využiacutevaacuteno pak obvykle nějakyacutem způsobem dokončovaciacuteho obraacuteběniacute kde typickyacutem představitelem je broušeniacute nebo nějakyacutem z nekonvenčniacutech způsobů obraacuteběniacute jako je napřiacuteklad obraacuteběniacute laserem nebo ultrazvukem ktereacute jsou obecně vhodnějšiacute než konvečniacute metody obraacuteběniacute naacutestroji s definovanou geometriiacute Probleacutemem konvenčniacuteho způsobu obraacuteběniacute je že tvrdost naacutestroje musiacute byacutet vyššiacute než obraacuteběneacuteho materiaacutelu aby bylo vůbec možneacute vniknout naacutestrojem do obrobku a zahaacutejit proces řezaacuteniacute Pro konvenčniacute metody (a i pro experimentaacutelniacute čaacutest byl použit) jsou obvykle použiacutevaacuteny naacutestroje z polykrystalickeacuteho diamantu nebo kubickeacuteho nitridu boacuteru Vzhledem k vysokeacute tvrdosti keramiky ale i u polykrystalickeacuteho diamantu dochaacuteziacute k rychleacutemu opotřebeniacute břitu a to maacute velkyacute vliv na zmiacuteněnou produktivitu a cenu obraacuteběniacute Obecně je ale obrobitelnost jednotlivyacutech keramickyacutech materiaacutelů různaacute a zaacutevisiacute na materiaacutelech použityacutech pro vyacuterobu na způsobu zpracovaacuteniacute a poteacute na samotnyacutech řeznyacutech podmiacutenkaacutech [9 10 11]
Společnyacutem znakem všech způsobů obraacuteběniacute je že je nutneacute v materiaacutelu vytvořit minimaacutelně jednu anebo většiacute množstviacute prasklin a ty poteacute rozšiřovat v požadovaneacutem směru Povrch je tvořen soustavou lomovyacutech ploch přiacutepadně jednou lomovou plochou Trhlinu v materiaacutelu můžeme vytvořit pomociacute siloveacuteho působeniacute do materiaacutelu nebo pomociacute vysoce zkoncetrovaneacuteho energetickeacuteho paprsku (laser) Pokud vytvaacuteřiacuteme trhlinu mechanicky dochaacuteziacute k jejiacutemu vzniku tak že do materiaacutelu je vtlačovaacuten hrot nebo kliacuten Tyto naacutestroje nejsou nikdy dokonale ostreacute a majiacute nějakyacute poloměr zaobleniacute a proto dochaacuteziacute v miacutestě dotyku s obraacuteběnyacutem materiaacutelem ke vzniku kontaktniacute plošky pomociacute ktereacute se přenaacutešiacute vzaacutejemneacute siloveacute působeniacute V těchto miacutestech dochaacuteziacute k vysokyacutem tlakovyacutem zatiacuteženiacutem ktereacute ve směru do obraacuteběneacuteho materiaacutelu ustupujiacute a naopak se měniacute v zatiacuteženiacute tahoveacute Kromě tlakovyacutech a tahovyacutech napětiacute se v materiaacutelu vyskytuje i napětiacute smykoveacute [12]
Prvotně dochaacuteziacute k pružneacute deformaci materiaacutelu a při dosaženiacute meze kluzu dochaacuteziacute k nevratnyacutem změnaacutem v materiaacutelu Dochaacuteziacute ke vzniku trhlin a ty se daacutele šiacuteřiacute materiaacutelem Vzhledem ke složitosti krystalickeacute mřiacutežky kterou majiacute keramickeacute materiaacutely je pro atomy ve struktuře těžkeacute najiacutet novou rovnovaacutežnou polohu po siloveacutem působeniacute toto způsobuje vysokou křehkost keramiky a tiacutem rychlyacute vznik a šiacuteřeniacute trhlin keramickyacutemi materiaacutely [12]
Ke vzniku trhlin může dochaacutezet v některyacutech přiacutepadech až po jeho odlehčeniacute a to takovyacutem způsobem že dojde k narušeniacute materiaacutelu pod povrchem (plastickeacute deformaci) Působeniacutem sil na obraacuteběnyacute materiaacutel dochaacuteziacute k již zmiacuteněnyacutem tlakovyacutem silaacutem kteraacute zaacuteroveň braacuteniacute k oddaacuteleniacute atomů od sebe a tiacutem braacuteniacute vzniku praskliny Až po naacutesledneacutem uvolněniacute dochaacuteziacute k naacuterůstu tahovyacutech napětiacute a tiacutem k samotneacute tvorbě praskliny Toto odpruženiacute může vyvolat vylomeniacute střepů z povrchu materiaacutelu [12]
Jednaacute se o technologii podobnou broušeniacute ale nedochaacuteziacute ke smykoveacutemu napětiacute mezi naacutestrojem a obrobkem a takeacute je jinyacute mechanismus působeniacute abrazivniacuteho zrna na obraacuteběnyacute materiaacutel Podstatou obraacuteběniacute ultrazvukem je vrhaacuteniacute abrazivniacutech zrn vysokou rychlostiacute proti materiaacutelu obrobku Při naacuterazu se kinetickaacute energie čaacutestice měniacute na deformačniacute praacuteci Diacuteky křehkosti keramiky stačiacute i malaacute zrna (disponujiacuteciacute relativně malou kinetickou energiiacute) k vytvořeniacute trhlin a pokud dojde ke spojeniacute dvou (nebo viacutece) trhlin vzniknou maleacute čaacutestice ktereacute po naacutesledujiacuteciacutem naacuterazu dalšiacute čaacutestice jsou vytrženyacute z materiaacutelu Naacutestrojovaacute hlava neniacute nijak tvarově omezena a je proto možneacute vytvaacuteřet různeacute otvory nebo zahloubeniacute Jako naacutestrojovyacute materiaacutel je obvykle použita ocel Tento naacutestroj kmitaacute s frekvenciacute 10 až 20 kHz Zrna jsou mezi materiaacutelem a naacutestrojem a jsou ve formě suspenze kdy jsou smiacutechaacutena s lihem benziacutenem nebo vodou Přiacutetomnost kapaliny ulehčuje pronikaacuteniacute energie do miacutesta obraacuteběniacute Jako abrazivniacutech zrna se využiacutevaacute oxid hlinityacute karbid boacuteru karbid křemiacuteku nebo pro nejtvrdšiacute materiaacutely zrna diamantovaacute Velikost zrn je 10-100 μm [12 13]
Obr 21 Obraacuteběniacute ultrazvukem [12]
22 Otryskaacutevaacuteniacute
Otryskaacutevaacuteniacute je metoda obraacuteběniacute kteraacute je značně podobnaacute obraacuteběniacute ultrazvukem ale na energii abrazivniacutem zrnům miacutesto generaacutetoru kmitů dodaacutevaacute vrhaciacute zařiacutezeniacute Otryskaacutevaacuteniacute se využiacutevaacute jako k vrtaacuteniacute otvorů děleniacute materiaacutelů ale takeacute k meacuteně naacuteročneacutemu opracovaacuteniacute jako je zdrsněniacute povrchu nebo jeho dekorace Použiacutevanyacutemi
materiaacutely jsou oxid hlinityacute karbid křemiacuteku nebo pouze křemennyacute piacutesek (z tohoto materiaacutelu pochaacuteziacute rozšiacuteřenyacute naacutezev bdquopiacuteskovaacuteniacuteldquo) Velikost čaacutestic se pohybuje od 10 μm až po jednotky mm Toto maacute samozřejmě vliv i na vyacuteslednou přesnost opracovaacuteniacute i na kvalitu povrchu [12]
23 Obraacuteběniacute laserem
Laser je vhodnyacute pro obraacuteběniacute pokud je materiaacutel schopen pohlcovat světelnou energii Daacutele je důležitaacute takeacute tepelnaacute vodivost a odrazivost materiaacutelu určeneacuteho pro obraacuteběniacute laserem Čiacutem viacutece materiaacutel pohltiacute zaacuteřeniacute a čiacutem horšiacute maacute tepelnou vodivost a odrazivost tiacutem je vhodnějšiacute ke zpracovaacuteniacute laserem [12]
Laserem je možneacute vytvořit lokaacutelniacute poškozeniacute tak že laserem je zkoncentrovaacutena energie do jednoho miacutesta tak že dojde k taveniacute a poteacute k naacutesledneacutemu odpařovaacuteniacute materiaacutelu Na obvodu paprsku dochaacuteziacute k taveniacute materiaacutelu (diacuteky nižšiacute koncentraci energie) a uprostřed laseroveacuteho paprsku k jeho odpařovaacuteniacute Laseru se využiacutevaacute pro vrtaacuteniacute otvorů nebo na řezaacuteniacute Obvykle se použiacutevaacute pulzniacutech laserů kdy každyacute pulz v přiacutepadě vrtaacuteniacute malyacutech otvorů vytvořiacute otvor o hloubce a průměru přibližně desetiny mm Velkeacute otvory jsou vytvaacuteřeny tak že laser tvořiacute draacutehu o průměru otvoru Vyššiacute přesnosti otvoru se dosaacutehne přiacutepadně naacuteslednyacutem lapovaacuteniacutem otvoru Daacutele se lasery využiacutevajiacute na tvorbu ryacuteh na povrchu materiaacutelu Charakteristickyacutemi vlastnostmi laserů je vlnovaacute deacutelka jmenovityacute vyacutekon a pracovniacute režim [12]
23 Broušeniacute
Broušeniacute je jednou z dokončovaciacutech metod obraacuteběniacute Kdy působeniacutem abrazivniacutech zrn na materiaacutel dochaacuteziacute k oddělovaacuteniacute malyacutech třiacutesek z povrchu obrobku Brusnaacute zrna jsou umiacutestěna v brusneacutem naacutestroji naacutehodně a tedy vyacuteslednyacute naacutestroj nemaacute definovanou geometrii Brusnyacute kotouč je k obrobku přitlačovaacuten a zaacuteroveň vykonaacutevaacute posuvnyacute pohyb Jako brusneacute naacutestroje pro keramickeacute materiaacutely je využiacutevaacuteno diamantu karbidu křemiacuteku nebo oxidu hliniteacuteho Zrna miacutevajiacute velikost od jednotek do několika stovek μm v zaacutevislosti na požadavciacutech na vyacuteslednou kvalitu povrchu Zrna byacutevajiacute obvykle pevně spojena (vaacutezaneacute brusivo) ale někdy se využiacutevajiacute i zrna volnaacute ve formě suspenze (zrna v kapalině) Při broušeniacute jsou brusnaacute zrna vtlačovaacutena do obraacuteběneacuteho materiaacutelu po ktereacutem se smyacutekajiacute a odvalujiacute V miacutestě kontaktu jsou vysokaacute napětiacute a může dochaacutezet takeacute k plastickyacutem deformaciacutem (mikroskopickyacute rozsah) Oddělovaacuteniacute materiaacutelu dochaacuteziacute tak že zrna vylamujiacute a vytrhaacutevajiacute maleacute čaacutestice po odlehčeniacute může dochaacutezet k odpryacuteskaacutevaacuteniacute malyacutech čaacutestic Nejdůležitějšiacutemi parametry broušeniacute je měrnyacute vyacutekon broušeniacute objemovaacute uacutečinnost naacutestroje a měrnaacute energie broušeniacute [12]
24 Freacutezovaacuteniacute soustruženiacute a vrtaacuteniacute
Keramickeacute materiaacutely je možneacute obraacutebět i konvenčniacutemi metodami obraacuteběniacute ale je nutneacute použiacutevat naacutestroje na baacutezi polykrystalickeacuteho diamantu přiacutepadně kubickeacuteho nitridu boacuteru Pro zvyacutešeniacute trvanlivosti naacutestrojů a zkraacuteceniacute doby obraacuteběniacute je vhodneacute využiacutet předevšiacutem laseru na přiacutepravu obrobku z keramickeacuteho materiaacutelu a poteacute pouze
dokončit některou z konvenčniacutech metod obraacuteběniacute Vzhledem k vysokeacute křehkosti dochaacuteziacute při vnikaacuteniacute naacutestroje do keramiky k tvorbě trhlin v materiaacutelu takto narušenyacute materiaacutel se vylamuje a odpryacuteskaacutevaacute od povrchu Je nutneacute při obraacuteběniacute keramiky obraacutebět nižšiacutemi posuvovyacutemi rychlostmi protože dochaacuteziacute k vysokeacutemu naacuterůstu řeznyacutech sil a bylo by možneacute naacutesledneacute porušeniacute obrobku Třiacuteska vznikaacute obdobnyacutem způsobem jako při broušeniacute keramickyacutech materiaacutelů [12]
25 Freacutezovaacuteniacute
Freacutezovaacuteniacute probiacutehaacute rotačniacutem naacutestrojem kteryacute konaacute hlavniacute řeznyacute pohyb Posuvovyacute pohyb obvykle vykonaacutevaacute obraacuteběnaacute součaacutest a obvykle je v zaacuteběru několik zubů freacutezy Tvořiacute se třiacuteska kteraacute maacute proměnlivou tloušťku [17]
Freacutezovaacuteniacute obecně se rozděluje dle naacutestrojů na freacutezovaacuteniacute vaacutelcoveacute a čelniacute Z těchto zaacutekladniacutech druhů vychaacuteziacute dalšiacute druhy jako je freacutezovaacuteniacute okružniacute a planetoveacute Dalšiacute rozděleniacute je možneacute dle pohybů freacutezy a obrobku na sousledneacute a nesousledneacute [17]
251 Vaacutelcoveacute freacutezovaacuteniacute
Vaacutelcoveacute freacutezovaniacute probiacutehaacute freacutezou ve tvaru vaacutelce kdy jsou zuby vytvořeny jen po obvodu naacutestroje Použiacutevajiacute se předevšiacutem vaacutelcoveacute a tvaroveacute freacutezy Hloubka vrstvy odebiacuteraneacute freacutezou se nastavuje kolmo na posuvovou složku pohybu [17]
Sousledneacute freacutezovaacuteniacute
Naacutestroj rotuje ve směru posuvu obrobku a třiacuteska začiacutenaacute na maximaacutelniacutem průřezu a postupně se zmenšuje až na nulovou tloušťku Vyacuteslednaacute plocha tvořenaacute freacutezou vznikaacute při vyacutestupu freacutezy z materiaacutelu Pro sousledneacute freacutezovaacuteniacute je nutneacute vymezit vůli mezi posuvovyacutem šroubem a maticiacute stolu stroje Sousledneacute freacutezovaacuteniacute je na obraacutezku 22 [17]
Probiacutehaacute opačně než sousledneacute freacutezovaacuteniacute Naacutestroj konaacute rotačniacute pohyb proti směru posuvoveacuteho pohybu obrobku a tiacutem je tvořena vyacuteslednaacute plocha při vstupu freacutezy do materiaacutelu Třiacuteska postupně narůstaacute od nuloveacute tloušťky do maxima viz obraacutezek 23 [17]
Čelniacute freacuteza maacute zuby vytvořeny jak na obvodu tak na čele a hlavniacute osa je kolmaacute na směr posuvoveacute rychlosti Při symetrickeacutem čelniacutem freacutezovaacuteniacute je osa naacutestroje shodnaacute s osou symetrie obraacuteběneacute plochy viz obraacutezek 24 [17]
Obr 24 a) Čelniacute symetrickeacute freacutezovaacuteniacute b) Čelniacute nesymetrickeacute freacutezovaacuteniacute [17]
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
Jednaacute se o technologii podobnou broušeniacute ale nedochaacuteziacute ke smykoveacutemu napětiacute mezi naacutestrojem a obrobkem a takeacute je jinyacute mechanismus působeniacute abrazivniacuteho zrna na obraacuteběnyacute materiaacutel Podstatou obraacuteběniacute ultrazvukem je vrhaacuteniacute abrazivniacutech zrn vysokou rychlostiacute proti materiaacutelu obrobku Při naacuterazu se kinetickaacute energie čaacutestice měniacute na deformačniacute praacuteci Diacuteky křehkosti keramiky stačiacute i malaacute zrna (disponujiacuteciacute relativně malou kinetickou energiiacute) k vytvořeniacute trhlin a pokud dojde ke spojeniacute dvou (nebo viacutece) trhlin vzniknou maleacute čaacutestice ktereacute po naacutesledujiacuteciacutem naacuterazu dalšiacute čaacutestice jsou vytrženyacute z materiaacutelu Naacutestrojovaacute hlava neniacute nijak tvarově omezena a je proto možneacute vytvaacuteřet různeacute otvory nebo zahloubeniacute Jako naacutestrojovyacute materiaacutel je obvykle použita ocel Tento naacutestroj kmitaacute s frekvenciacute 10 až 20 kHz Zrna jsou mezi materiaacutelem a naacutestrojem a jsou ve formě suspenze kdy jsou smiacutechaacutena s lihem benziacutenem nebo vodou Přiacutetomnost kapaliny ulehčuje pronikaacuteniacute energie do miacutesta obraacuteběniacute Jako abrazivniacutech zrna se využiacutevaacute oxid hlinityacute karbid boacuteru karbid křemiacuteku nebo pro nejtvrdšiacute materiaacutely zrna diamantovaacute Velikost zrn je 10-100 μm [12 13]
Obr 21 Obraacuteběniacute ultrazvukem [12]
22 Otryskaacutevaacuteniacute
Otryskaacutevaacuteniacute je metoda obraacuteběniacute kteraacute je značně podobnaacute obraacuteběniacute ultrazvukem ale na energii abrazivniacutem zrnům miacutesto generaacutetoru kmitů dodaacutevaacute vrhaciacute zařiacutezeniacute Otryskaacutevaacuteniacute se využiacutevaacute jako k vrtaacuteniacute otvorů děleniacute materiaacutelů ale takeacute k meacuteně naacuteročneacutemu opracovaacuteniacute jako je zdrsněniacute povrchu nebo jeho dekorace Použiacutevanyacutemi
materiaacutely jsou oxid hlinityacute karbid křemiacuteku nebo pouze křemennyacute piacutesek (z tohoto materiaacutelu pochaacuteziacute rozšiacuteřenyacute naacutezev bdquopiacuteskovaacuteniacuteldquo) Velikost čaacutestic se pohybuje od 10 μm až po jednotky mm Toto maacute samozřejmě vliv i na vyacuteslednou přesnost opracovaacuteniacute i na kvalitu povrchu [12]
23 Obraacuteběniacute laserem
Laser je vhodnyacute pro obraacuteběniacute pokud je materiaacutel schopen pohlcovat světelnou energii Daacutele je důležitaacute takeacute tepelnaacute vodivost a odrazivost materiaacutelu určeneacuteho pro obraacuteběniacute laserem Čiacutem viacutece materiaacutel pohltiacute zaacuteřeniacute a čiacutem horšiacute maacute tepelnou vodivost a odrazivost tiacutem je vhodnějšiacute ke zpracovaacuteniacute laserem [12]
Laserem je možneacute vytvořit lokaacutelniacute poškozeniacute tak že laserem je zkoncentrovaacutena energie do jednoho miacutesta tak že dojde k taveniacute a poteacute k naacutesledneacutemu odpařovaacuteniacute materiaacutelu Na obvodu paprsku dochaacuteziacute k taveniacute materiaacutelu (diacuteky nižšiacute koncentraci energie) a uprostřed laseroveacuteho paprsku k jeho odpařovaacuteniacute Laseru se využiacutevaacute pro vrtaacuteniacute otvorů nebo na řezaacuteniacute Obvykle se použiacutevaacute pulzniacutech laserů kdy každyacute pulz v přiacutepadě vrtaacuteniacute malyacutech otvorů vytvořiacute otvor o hloubce a průměru přibližně desetiny mm Velkeacute otvory jsou vytvaacuteřeny tak že laser tvořiacute draacutehu o průměru otvoru Vyššiacute přesnosti otvoru se dosaacutehne přiacutepadně naacuteslednyacutem lapovaacuteniacutem otvoru Daacutele se lasery využiacutevajiacute na tvorbu ryacuteh na povrchu materiaacutelu Charakteristickyacutemi vlastnostmi laserů je vlnovaacute deacutelka jmenovityacute vyacutekon a pracovniacute režim [12]
23 Broušeniacute
Broušeniacute je jednou z dokončovaciacutech metod obraacuteběniacute Kdy působeniacutem abrazivniacutech zrn na materiaacutel dochaacuteziacute k oddělovaacuteniacute malyacutech třiacutesek z povrchu obrobku Brusnaacute zrna jsou umiacutestěna v brusneacutem naacutestroji naacutehodně a tedy vyacuteslednyacute naacutestroj nemaacute definovanou geometrii Brusnyacute kotouč je k obrobku přitlačovaacuten a zaacuteroveň vykonaacutevaacute posuvnyacute pohyb Jako brusneacute naacutestroje pro keramickeacute materiaacutely je využiacutevaacuteno diamantu karbidu křemiacuteku nebo oxidu hliniteacuteho Zrna miacutevajiacute velikost od jednotek do několika stovek μm v zaacutevislosti na požadavciacutech na vyacuteslednou kvalitu povrchu Zrna byacutevajiacute obvykle pevně spojena (vaacutezaneacute brusivo) ale někdy se využiacutevajiacute i zrna volnaacute ve formě suspenze (zrna v kapalině) Při broušeniacute jsou brusnaacute zrna vtlačovaacutena do obraacuteběneacuteho materiaacutelu po ktereacutem se smyacutekajiacute a odvalujiacute V miacutestě kontaktu jsou vysokaacute napětiacute a může dochaacutezet takeacute k plastickyacutem deformaciacutem (mikroskopickyacute rozsah) Oddělovaacuteniacute materiaacutelu dochaacuteziacute tak že zrna vylamujiacute a vytrhaacutevajiacute maleacute čaacutestice po odlehčeniacute může dochaacutezet k odpryacuteskaacutevaacuteniacute malyacutech čaacutestic Nejdůležitějšiacutemi parametry broušeniacute je měrnyacute vyacutekon broušeniacute objemovaacute uacutečinnost naacutestroje a měrnaacute energie broušeniacute [12]
24 Freacutezovaacuteniacute soustruženiacute a vrtaacuteniacute
Keramickeacute materiaacutely je možneacute obraacutebět i konvenčniacutemi metodami obraacuteběniacute ale je nutneacute použiacutevat naacutestroje na baacutezi polykrystalickeacuteho diamantu přiacutepadně kubickeacuteho nitridu boacuteru Pro zvyacutešeniacute trvanlivosti naacutestrojů a zkraacuteceniacute doby obraacuteběniacute je vhodneacute využiacutet předevšiacutem laseru na přiacutepravu obrobku z keramickeacuteho materiaacutelu a poteacute pouze
dokončit některou z konvenčniacutech metod obraacuteběniacute Vzhledem k vysokeacute křehkosti dochaacuteziacute při vnikaacuteniacute naacutestroje do keramiky k tvorbě trhlin v materiaacutelu takto narušenyacute materiaacutel se vylamuje a odpryacuteskaacutevaacute od povrchu Je nutneacute při obraacuteběniacute keramiky obraacutebět nižšiacutemi posuvovyacutemi rychlostmi protože dochaacuteziacute k vysokeacutemu naacuterůstu řeznyacutech sil a bylo by možneacute naacutesledneacute porušeniacute obrobku Třiacuteska vznikaacute obdobnyacutem způsobem jako při broušeniacute keramickyacutech materiaacutelů [12]
25 Freacutezovaacuteniacute
Freacutezovaacuteniacute probiacutehaacute rotačniacutem naacutestrojem kteryacute konaacute hlavniacute řeznyacute pohyb Posuvovyacute pohyb obvykle vykonaacutevaacute obraacuteběnaacute součaacutest a obvykle je v zaacuteběru několik zubů freacutezy Tvořiacute se třiacuteska kteraacute maacute proměnlivou tloušťku [17]
Freacutezovaacuteniacute obecně se rozděluje dle naacutestrojů na freacutezovaacuteniacute vaacutelcoveacute a čelniacute Z těchto zaacutekladniacutech druhů vychaacuteziacute dalšiacute druhy jako je freacutezovaacuteniacute okružniacute a planetoveacute Dalšiacute rozděleniacute je možneacute dle pohybů freacutezy a obrobku na sousledneacute a nesousledneacute [17]
251 Vaacutelcoveacute freacutezovaacuteniacute
Vaacutelcoveacute freacutezovaniacute probiacutehaacute freacutezou ve tvaru vaacutelce kdy jsou zuby vytvořeny jen po obvodu naacutestroje Použiacutevajiacute se předevšiacutem vaacutelcoveacute a tvaroveacute freacutezy Hloubka vrstvy odebiacuteraneacute freacutezou se nastavuje kolmo na posuvovou složku pohybu [17]
Sousledneacute freacutezovaacuteniacute
Naacutestroj rotuje ve směru posuvu obrobku a třiacuteska začiacutenaacute na maximaacutelniacutem průřezu a postupně se zmenšuje až na nulovou tloušťku Vyacuteslednaacute plocha tvořenaacute freacutezou vznikaacute při vyacutestupu freacutezy z materiaacutelu Pro sousledneacute freacutezovaacuteniacute je nutneacute vymezit vůli mezi posuvovyacutem šroubem a maticiacute stolu stroje Sousledneacute freacutezovaacuteniacute je na obraacutezku 22 [17]
Probiacutehaacute opačně než sousledneacute freacutezovaacuteniacute Naacutestroj konaacute rotačniacute pohyb proti směru posuvoveacuteho pohybu obrobku a tiacutem je tvořena vyacuteslednaacute plocha při vstupu freacutezy do materiaacutelu Třiacuteska postupně narůstaacute od nuloveacute tloušťky do maxima viz obraacutezek 23 [17]
Čelniacute freacuteza maacute zuby vytvořeny jak na obvodu tak na čele a hlavniacute osa je kolmaacute na směr posuvoveacute rychlosti Při symetrickeacutem čelniacutem freacutezovaacuteniacute je osa naacutestroje shodnaacute s osou symetrie obraacuteběneacute plochy viz obraacutezek 24 [17]
Obr 24 a) Čelniacute symetrickeacute freacutezovaacuteniacute b) Čelniacute nesymetrickeacute freacutezovaacuteniacute [17]
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
materiaacutely jsou oxid hlinityacute karbid křemiacuteku nebo pouze křemennyacute piacutesek (z tohoto materiaacutelu pochaacuteziacute rozšiacuteřenyacute naacutezev bdquopiacuteskovaacuteniacuteldquo) Velikost čaacutestic se pohybuje od 10 μm až po jednotky mm Toto maacute samozřejmě vliv i na vyacuteslednou přesnost opracovaacuteniacute i na kvalitu povrchu [12]
23 Obraacuteběniacute laserem
Laser je vhodnyacute pro obraacuteběniacute pokud je materiaacutel schopen pohlcovat světelnou energii Daacutele je důležitaacute takeacute tepelnaacute vodivost a odrazivost materiaacutelu určeneacuteho pro obraacuteběniacute laserem Čiacutem viacutece materiaacutel pohltiacute zaacuteřeniacute a čiacutem horšiacute maacute tepelnou vodivost a odrazivost tiacutem je vhodnějšiacute ke zpracovaacuteniacute laserem [12]
Laserem je možneacute vytvořit lokaacutelniacute poškozeniacute tak že laserem je zkoncentrovaacutena energie do jednoho miacutesta tak že dojde k taveniacute a poteacute k naacutesledneacutemu odpařovaacuteniacute materiaacutelu Na obvodu paprsku dochaacuteziacute k taveniacute materiaacutelu (diacuteky nižšiacute koncentraci energie) a uprostřed laseroveacuteho paprsku k jeho odpařovaacuteniacute Laseru se využiacutevaacute pro vrtaacuteniacute otvorů nebo na řezaacuteniacute Obvykle se použiacutevaacute pulzniacutech laserů kdy každyacute pulz v přiacutepadě vrtaacuteniacute malyacutech otvorů vytvořiacute otvor o hloubce a průměru přibližně desetiny mm Velkeacute otvory jsou vytvaacuteřeny tak že laser tvořiacute draacutehu o průměru otvoru Vyššiacute přesnosti otvoru se dosaacutehne přiacutepadně naacuteslednyacutem lapovaacuteniacutem otvoru Daacutele se lasery využiacutevajiacute na tvorbu ryacuteh na povrchu materiaacutelu Charakteristickyacutemi vlastnostmi laserů je vlnovaacute deacutelka jmenovityacute vyacutekon a pracovniacute režim [12]
23 Broušeniacute
Broušeniacute je jednou z dokončovaciacutech metod obraacuteběniacute Kdy působeniacutem abrazivniacutech zrn na materiaacutel dochaacuteziacute k oddělovaacuteniacute malyacutech třiacutesek z povrchu obrobku Brusnaacute zrna jsou umiacutestěna v brusneacutem naacutestroji naacutehodně a tedy vyacuteslednyacute naacutestroj nemaacute definovanou geometrii Brusnyacute kotouč je k obrobku přitlačovaacuten a zaacuteroveň vykonaacutevaacute posuvnyacute pohyb Jako brusneacute naacutestroje pro keramickeacute materiaacutely je využiacutevaacuteno diamantu karbidu křemiacuteku nebo oxidu hliniteacuteho Zrna miacutevajiacute velikost od jednotek do několika stovek μm v zaacutevislosti na požadavciacutech na vyacuteslednou kvalitu povrchu Zrna byacutevajiacute obvykle pevně spojena (vaacutezaneacute brusivo) ale někdy se využiacutevajiacute i zrna volnaacute ve formě suspenze (zrna v kapalině) Při broušeniacute jsou brusnaacute zrna vtlačovaacutena do obraacuteběneacuteho materiaacutelu po ktereacutem se smyacutekajiacute a odvalujiacute V miacutestě kontaktu jsou vysokaacute napětiacute a může dochaacutezet takeacute k plastickyacutem deformaciacutem (mikroskopickyacute rozsah) Oddělovaacuteniacute materiaacutelu dochaacuteziacute tak že zrna vylamujiacute a vytrhaacutevajiacute maleacute čaacutestice po odlehčeniacute může dochaacutezet k odpryacuteskaacutevaacuteniacute malyacutech čaacutestic Nejdůležitějšiacutemi parametry broušeniacute je měrnyacute vyacutekon broušeniacute objemovaacute uacutečinnost naacutestroje a měrnaacute energie broušeniacute [12]
24 Freacutezovaacuteniacute soustruženiacute a vrtaacuteniacute
Keramickeacute materiaacutely je možneacute obraacutebět i konvenčniacutemi metodami obraacuteběniacute ale je nutneacute použiacutevat naacutestroje na baacutezi polykrystalickeacuteho diamantu přiacutepadně kubickeacuteho nitridu boacuteru Pro zvyacutešeniacute trvanlivosti naacutestrojů a zkraacuteceniacute doby obraacuteběniacute je vhodneacute využiacutet předevšiacutem laseru na přiacutepravu obrobku z keramickeacuteho materiaacutelu a poteacute pouze
dokončit některou z konvenčniacutech metod obraacuteběniacute Vzhledem k vysokeacute křehkosti dochaacuteziacute při vnikaacuteniacute naacutestroje do keramiky k tvorbě trhlin v materiaacutelu takto narušenyacute materiaacutel se vylamuje a odpryacuteskaacutevaacute od povrchu Je nutneacute při obraacuteběniacute keramiky obraacutebět nižšiacutemi posuvovyacutemi rychlostmi protože dochaacuteziacute k vysokeacutemu naacuterůstu řeznyacutech sil a bylo by možneacute naacutesledneacute porušeniacute obrobku Třiacuteska vznikaacute obdobnyacutem způsobem jako při broušeniacute keramickyacutech materiaacutelů [12]
25 Freacutezovaacuteniacute
Freacutezovaacuteniacute probiacutehaacute rotačniacutem naacutestrojem kteryacute konaacute hlavniacute řeznyacute pohyb Posuvovyacute pohyb obvykle vykonaacutevaacute obraacuteběnaacute součaacutest a obvykle je v zaacuteběru několik zubů freacutezy Tvořiacute se třiacuteska kteraacute maacute proměnlivou tloušťku [17]
Freacutezovaacuteniacute obecně se rozděluje dle naacutestrojů na freacutezovaacuteniacute vaacutelcoveacute a čelniacute Z těchto zaacutekladniacutech druhů vychaacuteziacute dalšiacute druhy jako je freacutezovaacuteniacute okružniacute a planetoveacute Dalšiacute rozděleniacute je možneacute dle pohybů freacutezy a obrobku na sousledneacute a nesousledneacute [17]
251 Vaacutelcoveacute freacutezovaacuteniacute
Vaacutelcoveacute freacutezovaniacute probiacutehaacute freacutezou ve tvaru vaacutelce kdy jsou zuby vytvořeny jen po obvodu naacutestroje Použiacutevajiacute se předevšiacutem vaacutelcoveacute a tvaroveacute freacutezy Hloubka vrstvy odebiacuteraneacute freacutezou se nastavuje kolmo na posuvovou složku pohybu [17]
Sousledneacute freacutezovaacuteniacute
Naacutestroj rotuje ve směru posuvu obrobku a třiacuteska začiacutenaacute na maximaacutelniacutem průřezu a postupně se zmenšuje až na nulovou tloušťku Vyacuteslednaacute plocha tvořenaacute freacutezou vznikaacute při vyacutestupu freacutezy z materiaacutelu Pro sousledneacute freacutezovaacuteniacute je nutneacute vymezit vůli mezi posuvovyacutem šroubem a maticiacute stolu stroje Sousledneacute freacutezovaacuteniacute je na obraacutezku 22 [17]
Probiacutehaacute opačně než sousledneacute freacutezovaacuteniacute Naacutestroj konaacute rotačniacute pohyb proti směru posuvoveacuteho pohybu obrobku a tiacutem je tvořena vyacuteslednaacute plocha při vstupu freacutezy do materiaacutelu Třiacuteska postupně narůstaacute od nuloveacute tloušťky do maxima viz obraacutezek 23 [17]
Čelniacute freacuteza maacute zuby vytvořeny jak na obvodu tak na čele a hlavniacute osa je kolmaacute na směr posuvoveacute rychlosti Při symetrickeacutem čelniacutem freacutezovaacuteniacute je osa naacutestroje shodnaacute s osou symetrie obraacuteběneacute plochy viz obraacutezek 24 [17]
Obr 24 a) Čelniacute symetrickeacute freacutezovaacuteniacute b) Čelniacute nesymetrickeacute freacutezovaacuteniacute [17]
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
dokončit některou z konvenčniacutech metod obraacuteběniacute Vzhledem k vysokeacute křehkosti dochaacuteziacute při vnikaacuteniacute naacutestroje do keramiky k tvorbě trhlin v materiaacutelu takto narušenyacute materiaacutel se vylamuje a odpryacuteskaacutevaacute od povrchu Je nutneacute při obraacuteběniacute keramiky obraacutebět nižšiacutemi posuvovyacutemi rychlostmi protože dochaacuteziacute k vysokeacutemu naacuterůstu řeznyacutech sil a bylo by možneacute naacutesledneacute porušeniacute obrobku Třiacuteska vznikaacute obdobnyacutem způsobem jako při broušeniacute keramickyacutech materiaacutelů [12]
25 Freacutezovaacuteniacute
Freacutezovaacuteniacute probiacutehaacute rotačniacutem naacutestrojem kteryacute konaacute hlavniacute řeznyacute pohyb Posuvovyacute pohyb obvykle vykonaacutevaacute obraacuteběnaacute součaacutest a obvykle je v zaacuteběru několik zubů freacutezy Tvořiacute se třiacuteska kteraacute maacute proměnlivou tloušťku [17]
Freacutezovaacuteniacute obecně se rozděluje dle naacutestrojů na freacutezovaacuteniacute vaacutelcoveacute a čelniacute Z těchto zaacutekladniacutech druhů vychaacuteziacute dalšiacute druhy jako je freacutezovaacuteniacute okružniacute a planetoveacute Dalšiacute rozděleniacute je možneacute dle pohybů freacutezy a obrobku na sousledneacute a nesousledneacute [17]
251 Vaacutelcoveacute freacutezovaacuteniacute
Vaacutelcoveacute freacutezovaniacute probiacutehaacute freacutezou ve tvaru vaacutelce kdy jsou zuby vytvořeny jen po obvodu naacutestroje Použiacutevajiacute se předevšiacutem vaacutelcoveacute a tvaroveacute freacutezy Hloubka vrstvy odebiacuteraneacute freacutezou se nastavuje kolmo na posuvovou složku pohybu [17]
Sousledneacute freacutezovaacuteniacute
Naacutestroj rotuje ve směru posuvu obrobku a třiacuteska začiacutenaacute na maximaacutelniacutem průřezu a postupně se zmenšuje až na nulovou tloušťku Vyacuteslednaacute plocha tvořenaacute freacutezou vznikaacute při vyacutestupu freacutezy z materiaacutelu Pro sousledneacute freacutezovaacuteniacute je nutneacute vymezit vůli mezi posuvovyacutem šroubem a maticiacute stolu stroje Sousledneacute freacutezovaacuteniacute je na obraacutezku 22 [17]
Probiacutehaacute opačně než sousledneacute freacutezovaacuteniacute Naacutestroj konaacute rotačniacute pohyb proti směru posuvoveacuteho pohybu obrobku a tiacutem je tvořena vyacuteslednaacute plocha při vstupu freacutezy do materiaacutelu Třiacuteska postupně narůstaacute od nuloveacute tloušťky do maxima viz obraacutezek 23 [17]
Čelniacute freacuteza maacute zuby vytvořeny jak na obvodu tak na čele a hlavniacute osa je kolmaacute na směr posuvoveacute rychlosti Při symetrickeacutem čelniacutem freacutezovaacuteniacute je osa naacutestroje shodnaacute s osou symetrie obraacuteběneacute plochy viz obraacutezek 24 [17]
Obr 24 a) Čelniacute symetrickeacute freacutezovaacuteniacute b) Čelniacute nesymetrickeacute freacutezovaacuteniacute [17]
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
Čelniacute freacuteza maacute zuby vytvořeny jak na obvodu tak na čele a hlavniacute osa je kolmaacute na směr posuvoveacute rychlosti Při symetrickeacutem čelniacutem freacutezovaacuteniacute je osa naacutestroje shodnaacute s osou symetrie obraacuteběneacute plochy viz obraacutezek 24 [17]
Obr 24 a) Čelniacute symetrickeacute freacutezovaacuteniacute b) Čelniacute nesymetrickeacute freacutezovaacuteniacute [17]
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
Experiment byl proveden na vzorku keramickeacuteho materiaacutelu Jednaacute se o žaacuteruvzdornyacute vysoce hlinityacute šamot pod obchodniacutem označeniacutem R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as
31 Popis experimentu
Stroj zvolenyacute pro experimentaacutelniacute čaacutest byla vertikaacutelniacute freacutezka FB 32 V Na stroji bylo provedeno celkem 9 měřeniacute Prvniacutech 5 měřeniacute bylo provedeno za konstantniacute řezneacute rychlosti a byla měněna posuvovaacute rychlost Zbyleacute 4 měřeniacute byly provedeny za konstantniacute posuvoveacute rychlosti a naopak byla měněna rychlost řeznaacute Při každeacutem měřeniacute byly měřeny siacutely ve 3 osaacutech za pomoci dynamometru kdy vzorek byl freacutezovaacuten čelně symetricky šiacuteřka zaacuteběru ostřiacute byla 1 mm Vyacutestupem z dynamometru bylo velkeacute množstviacute hodnot a pro dalšiacute zpracovaacuteniacute byly vybraacuteny ty hodnoty kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky (bliacuteže v kapitole 3102) Naacutesledně byly změřeny charakteristiky profilu ofreacutezovanyacutech ploch a tyto charakteristiky byly daacutele zpracovaacuteny Pro měřeniacute charakteristik profilu byl použit měřiacuteciacute mikroskop GF4 jehož vyacuterobcem je firma Alicona Daacutele po samotneacutem experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky na hřbetu a na čele a nafocena třiacuteska
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
Naacutestrojem pro obraacuteběniacute byla čelniacute vaacutelcovaacute freacuteza s označeniacutem R22043-0125-07W s jedinou vyměnitelnou destičkou OFEN 070405FN-M09 PCD20 materiaacutelem vyměnitelneacute břitoveacute destičky je polykrystalickyacute diamant Vyacuterobcem je firma SECO Vaacutelcovaacute freacuteza včetně rozměrů je na obraacutezku 32 vyměnitelnaacute břitovaacute destička na obraacutezku 33 a jejiacute parametry na obraacutezku 34
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
Strojem pro obraacuteběniacute keramickeacuteho materiaacutelu byla vertikaacutelniacute freacutezka FB 32 V kteraacute byla vyrobena ve firmě TOS Kuřim Parametry freacutezky jsou v tabulce 32 Tab 32 Parametry freacutezky FB 32 V [33]
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
Pro experiment byla zapůjčena trubka z materiaacutelu R-S67K Jednaacute se o vyacuterobek firmy SEEIF Ceramic as určenyacute pro vysoce naacuteročneacute odleacutevaacuteniacute kovů Zaacutekladem je vysocehlinityacute šamot vlastnosti tohoto materiaacutelu jdou v tabulce 33 Tento materiaacutel je vysoce pevnyacute odolnyacute proti otěru žaacuteruvzdornyacute a odolnyacute proti pronikaacuteniacute tekuteacuteho kovu Společnost SEEIF Ceramic as vyraacutebiacute z materiaacutelu R-S67K kompletniacute liciacute systeacutemy a speciaacutelniacute tvarovky dle požadavků zaacutekazniacuteka Tab 33 Vlastnosti materiaacutelu R-S67K [8]
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
35 Měřidla použitaacute k vyhodnoceniacute experimentu
351 Dynamometr
Pro experiment byl využit piezoelektrickyacute dynamometr od firmy Kistler typ 9272 kteryacute byl umiacutestěn mezi svěraacutekem a stolem freacutezky Siloveacute zatiacuteženiacute bylo sniacutemaacuteno v osaacutech x y a z Sniacutemaciacute frekvence se lišila a byla 50 nebo 100 Hz Naměřeneacute hodnoty byly přes kabely odeslaacuteny do distribučniacuteho boxu Daacutele bylo nutneacute signaacutely zesiacutelit v zesilovači takeacute od firmy Kistler s typovyacutem označeniacutem 5070 Poteacute byly signaacutely přeneseny do počiacutetače a v programu Dynoware proběhlo prvotniacute zpracovaacuteniacute a takto upravenaacute data byla uložena v textoveacutem souboru
Parametry povrchu byly měřeny na bezdotykoveacutem měřiacuteciacutem mikroskopu Alicona InfiniteFocus GF4 viz obraacutezek 37 V software byla naměřenaacute data daacutele zpracovaacutena a kromě parametrů drsnosti Ra a Rz byla určena měřenaacute deacutelka a materiaacutelovyacute podiacutel
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
Za pomoci dynamometru byly měřeny siacutely v osaacutech x y a z tedy byly měřeny siacutely Fx Fy a Fz Po změřeniacute jednotlivyacutech sil byly jejich průběhy zpracovaacuteny v programu Dynoware a převedeny do textovyacutech souborů Dalšiacute zpracovaacuteniacute naměřenyacutech dat probiacutehalo pomociacute programu Microsoft Excel Byly vybraacuteny maximaacutelniacute hodnoty siloveacuteho zatiacuteženiacute naacutestroje (toho bylo dosaženo při maximaacutelniacutem průřezu třiacutesky tento jev nastaacuteval v ose freacutezovaneacute plochy) z takto vybranyacutech dat byly zpracovaacuteny grafy průběhů řezneacute siacutely kolmeacute řezneacute siacutely a pasivniacute siacutely Jednotliveacute siacutely jsou znaacutezorněny na obraacutezku 38
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
Obr 39 Jednotliveacute siacutely působiacuteciacute na vyměnitelnou břitovou destičku při maximaacutelniacutem průřezu třiacutesky
Vliv posuvoveacute rychlosti Nejvyššiacute siacutely při konstantniacute řezneacute rychlosti 8796 mmin bylo dosaženo při posuvoveacute rychlosti 80 mmmin tato hodnota byla i maximaacutelniacute posuvovou rychlostiacute jakeacute bylo při experimentaacutelniacutem měřeniacute použito Celkově bylo využito praacutevě 5 hodnot posuvoveacute rychlosti v rozmeziacute 10 - 80 mmmin Řeznaacute a pasivniacute siacutela majiacute teacuteměř stejneacute velikosti a obě dosahujiacute hodnot o cca třetinu vyššiacute než kolmaacute řeznaacute siacutela Ostatniacute vyacutesledky silovyacutech zatiacuteženiacute jsou uvedeny v přiacuteloze 1
Obr 310 Řeznaacute siacutela při vc = 8796 mmin a vf = 80 mmmin
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
Vliv řezneacute rychlosti Při zkoumaacuteniacute vlivu řezneacute rychlosti bylo použito konstantniacute posuvoveacute rychlosti 63 mmmin a řeznaacute rychlost nabyacutevala hodnot od 8796 mmin do 21991 mmmin Maximaacutelniacute siacutely byly naměřeny při nejnižšiacute řezneacute rychlosti 8796 mmin Pasivniacute a řeznaacute siacutela opět dosahujiacute přibližně stejnyacutech hodnot a kolmaacute řeznaacute siacutela je přibližně o třetinu menšiacute viz obraacutezky 315 až 319
Obr 315 Řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
Obr 316 Kolmaacute řeznaacute siacutela při vc = 8796 mmin a vf = 63 mmmin
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
S rostouciacute posuvovou rychlostiacute dochaacuteziacute i k postupneacutemu naacuterůstu všech měřenyacutech sil Nejvyššiacutech hodnot dosahujiacute všechny měřeneacute siacutely při posuvoveacute rychlosti vf = 80 mmmin kdy maximaacutelniacute naměřenaacute hodnota řezneacute siacutely se pohybuje okolo 65 N a maximaacutelniacute hodnota celkoveacute řezneacute siacutely je přes 100 N Naopak minimaacutelniacutech sil bylo dosaženo při vf = 10 mmmin a to hodnot Fc = 10 N a F = 35 N Stejnyacute trend můžeme pozorovat i u kolmeacute řezneacute siacutely a takeacute u pasivniacute siacutely viz obraacutezky 320 ndash 323
Obr 320 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
Obr 321 Krabicoveacute grafy pro průběh řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 322 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
Obr 323 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute řezneacute rychlosti vc = 8796 mmin a proměnlivyacutech posuvovyacutech rychlostech
372 Vliv rostouciacute řezneacute rychlosti
Z obraacutezků 324 ndash 327 vyplyacutevaacute že s rostouciacute řeznou rychlostiacute dochaacuteziacute k celkoveacutemu poklesu siloveacuteho zatiacuteženiacute naacutestroje Maximaacutelniacute řeznaacute siacutela Fc = 62 N i celkovaacute řeznaacute siacutela F = 91 N je dosažena při minimaacutelniacute řezneacute rychlosti vc = 8796 mmin Naopak pokud je zvyacutešena řeznaacute rychlost až na maximaacutelniacute hodnotu při experimentu vc = 21991 mmin dochaacuteziacute k razantniacutemu poklesu řezneacute siacutely na Fc = 18 N i celkoveacute řezneacute siacutely na F = 24 N Obdobnyacute vyacutevoj nastaacutevaacute u všech měřenyacutech sil
Obr 324 Krabicoveacute grafy pro průběhy kolmeacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
Obr 325 Krabicoveacute grafy pro průběhy řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 326 Krabicoveacute grafy pro průběhy pasivniacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
Obr 327 Krabicoveacute grafy pro průběhy vyacutesledneacute řezneacute siacutely při konstantniacute posuvoveacute rychlosti vf = 63 mmmin a proměnlivyacutech řeznyacutech rychlostech
38 Drsnost povrchu obrobeneacuteho povrchu vzorku
Drsnost povrchu byla měřena na stejneacute sniacutemaneacute deacutelce kteraacute byla 55734 mm pro všechna měřeniacute Vyhodnocovanaacute deacutelka byla o cca 05 mm kratšiacute Měřeniacute struktury povrchu probiacutehalo na středu obrobeneacute plochy Freacutezovanyacute povrch nebyl souvislyacute a nebylo možneacute naleacutezt stopy po naacutestroji Toto je způsobeno samotnou strukturou keramickeacuteho materiaacutelu ve ktereacutem se vyskytujiacute poacutery Dalšiacutem důvodem je že dochaacutezelo k lomu jednotlivyacutech zrn keramickeacuteho materiaacutelu a takeacute dochaacutezelo k šiacuteřeniacute trhlin po hraniciacutech zrn a tiacutem k jejich vylamovaacuteniacute Z těchto důvodů je vysoce pravděpodobneacute že by při měřeniacute v jineacutem miacutestě mělo za naacutesledek značně odlišneacute vyacutesledky parametrů drsnosti povrchu
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
381 Vliv posuvoveacute rychlosti na drsnost povrchu
Dle obraacutezku 328 se drsnost povrchu pro posuvoveacute rychlosti od 10 mmmin do 63 mmmin pohybovaly bliacutezce okolo Ra 8 až maximaacutelniacute posuvovaacute rychlost ve vyacuteši 80 mmmin znamenala navyacutešeniacute na Ra 14 Obdobně je zřetelnyacute naacuterůst i u parametru Rz kteryacute je zobrazen na obraacutezku 329 Dalšiacute obraacutezky 330 až 332 zobrazujiacute vybraneacute čaacutesti měrovyacutech protokolů pro vf = 80 mmmin a vc = 8796 mmin Na obraacutezku 333 je zobrazena Abbottova křivka kteraacute zobrazuje materiaacutelovyacute podiacutel v zaacutevislosti na hloubce profilu tato křivka byla vytvořena automaticky po změřeniacute v programu InfiniteFocus od firmy Alicona
Obr 328 Vliv posuvoveacute rychlosti na parametr drsnosti Ra
Obr 329 Vliv posuvoveacute rychlosti na parametr drsnosti Rz
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
Obr 332 Měřenaacute deacutelka při vf = 80 mmmin a vc = 8796 mmin
Obr 333 Materiaacutelovyacute podiacutel při vf = 80 mmmin a vc = 8796 mmin
382 Vliv řezneacute rychlosti na drsnost povrchu
Pro zkoumaacuteniacute vlivu řezneacute rychlosti na kvalitu obraacuteběneacuteho povrchu bylo opět použito 5 různyacutech řeznyacutech rychlostiacute v intervalu vc = 8796 až 21991 mmin Z naměřenyacutech hodnot byl sestrojen graf zaacutevislosti na řezneacute rychlosti a daneacutem parametru struktury povrchu S rostouciacute řeznou rychlostiacute je možneacute na obraacutezciacutech 334 a 335 pozorovat naacuterůst obou parametrů struktury povrchu Ra a Rz Nejvyššiacutech hodnot je dosaženo při maximaacutelniacute řezneacute rychlosti vc = 21991 mmin Na obraacutezciacutech 336 až 339 jsou zobrazeny obraacutezky z měrovyacutech protokolů pro vf = 63 mmmin a vc = 21991 mmin kdy byly vyhodnoceny maximaacutelniacute parametry struktury povrchu Ra a Rz
Obr 334 Vliv řezneacute rychlosti na parametr drsnosti Ra
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
39 Třiacuteska a opotřebeniacute břitoveacute destičky
Opotřebeniacute vyměnitelneacute břitoveacute destičky z polykrystalickeacuteho diamantu bylo změřeno po dokončeniacute experimentaacutelniacute čaacutesti Hodnota opotřebeniacute VB na hřbetě činila 032 mm a v oblasti špičky 05 mm Fotografie vyměnitelneacute břitoveacute destičky jsou na obraacutezciacutech 340 a 341
Třiacutesky vznikajiacuteciacute při obraacuteběniacute keramickeacuteho materiaacutelu R-S67K měly formu černeacuteho prachu Při zvětšeniacute na mikroskopu je vidět jednotlivaacute zrna i většiacute množstviacute staacutele spojenyacutech zrn Vzhledem k tomu je tvar i velikost třiacutesek různyacute viz obr 342
Obr 340 Opotřebeniacute na čele a špičce naacutestroje
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
Obr 342 Třiacutesky vznikleacute při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf = 80 mmmin a vc=8796 mmin
310 Řeznyacute vyacutekon a měrnyacute řeznyacute odpor
3101 Řeznyacute vyacutekon
Řeznyacute vyacutekon byl vypočten dle vztahu 32 kdy byla pro vyacutepočet maximaacutelniacute řeznaacute siacutela protože byly rozdiacutelneacute jednotliveacute řezneacute siacutely tak jsou odlišneacute i jednotliveacute vypočiacutetaneacute hodnoty řeznyacutech vyacutekonů pro jednotliveacute řezneacute podmiacutenky viz tabulka 35
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
FC [mm] - maximaacutelniacute řeznaacute siacutela [11]
3102 Měrnyacute řeznyacute odpor
Měrnyacute řeznyacute odpor byl vypočten za pomoci vztahů 33 až 35 Maximaacutelniacute řeznaacute siacutela byla určena z grafů Maximaacutelniacute průřez třiacutesky byl vypočten z posuvu na zub a šiacuteřce zaacuteběru ostřiacute Tloušťka třiacutesky byla vypočtena z posuvu na zub a uacutehlu nastaveniacute hlavniacuteho ostřiacute Posuv na zub byl vypočten ze vztahu 36
Maximaacutelniacute průřez třiacutesky
pzpzdDD afafbhA sin maxmaxmax === j [mm2] (33)
kde ADmax [mm2] - maximaacutelniacute průřez třiacutesky
φmax [deg] - uacutehel posuvoveacuteho pohybu při maximaacutelniacute tloušťce třiacutesky
fz [mm] - posuv na zub
ap [mm] - šiacuteřka zaacuteběru ostřiacute [17]
Průřez třiacutesky neměl konstantniacute hodnotu ale od nuly narůstal až do podeacutelneacute osy freacutezovaneacute plochy kdy byl maximaacutelniacute a poteacute znovu klesal až k nule Silovaacute zatiacuteženiacute byla vybiacuteraacutena v okamžiku kdy bylo dosaženo maximaacutelniacuteho průřezu
Obr 343 Průřez třiacutesky v zaacutevislosti na natočeniacute naacutestroje při maximaacutelniacutem siloveacute zatiacuteženiacute pro řezneacute podmiacutenky vf 80 mmmin a vc = 8796 mmin
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
kde kC [Nmm2] - měrnyacute řeznyacute odpor materiaacutelu [11]
Maximaacutelniacute tloušťka třiacutesky
rzrzD ffh kjk sinsinsin maxmax == [mm] (35)
kde κr [deg] - uacutehel nastaveniacute hlavniacuteho ostřiacute [11]
Posuv na zub
nz
vf
f
z
= [mmzub] (36)
kde vf [mmmin] - posuvovaacute rychlost
n [min-1] - otaacutečky
z [-] - počet zubů na freacuteze [32]
Tab 34 Vypočteneacute hodnoty pro všechny řezneacute podmiacutenky
ap n vc vf Fc fz ADmax hDmax kc
[mm] [min-1
] [mmin] [mmmin] [N] [mmzub] [mm2] [mm] [Nmm
2]
1 224 8796 10 2470 004 004 003 55321
1 224 8796 20 3505 009 009 006 43737
1 224 8796 40 4869 018 018 012 27266
1 224 8796 63 6174 028 028 019 21951
1 224 8796 80 6503 036 036 024 18208
1 280 10996 63 4243 023 023 015 18857
1 335 13155 63 3956 019 019 013 21034
1 450 17671 63 2583 014 014 010 18448
1 560 21991 63 1614 011 011 008 14347
Obr 344 Zaacutevislost měrneacuteho řezneacuteho odporu na tloušťce třiacutesky
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
DISKUSE
54 UacuteST FSI VUT v Brně
4 DISKUSE
Ze silovyacutech působeniacute kteraacute byla naměřena za pomoci dynamometru je možneacute pozorovat trend že s rostouciacute rychlostiacute posuvu dochaacuteziacute k rychleacutemu naacuterůstu řezneacute siacutely V kapitole 24 je tento fakt zmiacuteněn a dle experimentaacutelniacutech vyacutesledků je možneacute toto tvrzeniacute jednoznačně potvrdit Naopak zvyšovaacuteniacutem řezneacute rychlosti dochaacuteziacute k poklesu řezneacute siacutely Daacutele po měřeniacute povrchu byly vyhodnoceny protokoly a dle jejich vyacutesledků je možneacute řiacuteci že s rostouciacute řeznou rychlostiacute dochaacuteziacute ke sniacuteženiacute kvality povrchu což potvrzujiacute oba vyhodnocovaneacute parametry Ra i Rz (obraacutezky 334 a 335) Tento trend neniacute možneacute jednoznačně potvrdit u rostouciacute rychlostiacute posuvu (obraacutezky 328 a 329) ale je možneacute naacuterůst parametrů drsnosti takeacute předpoklaacutedat Opotřebeniacute vyměnitelneacute břitoveacute destičky s břitem z polykrystalickeacuteho diamantu bylo změřeno po experimentu a vzhledem k relativně maleacute ofreacutezovaneacute deacutelce (150 mm) a hloubce zaacuteběru ostřiacute 1 mm došlo k relativně velkeacutemu opotřebeniacute (VB 05 mm v oblasti špičky a 032 mm na hřbetě) Opotřebeniacute bylo způsobeno abrazivniacutem působeniacutem třiacutesek a daacutele byl vyštipovaacuten břit v důsledku vysokeacute tvrdosti obraacuteběneacuteho materiaacutelu Keramickyacute materiaacutel R-S67K by bylo freacutezovaacuteniacutem vhodneacute obraacutebět vyššiacutemi řeznyacutemi rychlostmi a naopak nižšiacutemi rychlostmi posuvu pro dosaženiacute co nejnižšiacutech řeznyacutech sil Pro dosaženiacute malyacutech hodnot měrneacuteho řezneacuteho odporu je vhodneacute použiacutet takovyacutech řeznyacutech podmiacutenek kdy bude maximaacutelniacute tloušťka třiacutesky hDmax = 008 mm a viacutece
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
ZAacuteVĚR
55 UacuteST FSI VUT v Brně
ZAacuteVĚR
Keramickyacute materiaacutel R-S67K jehož vyacuterobcem je firma SEEIF Ceramic as byl freacutezovaacuten jednou vyměnitelnou destičkou z polykrystalickeacuteho diamantu ktereacute byla upnuta ve freacutezovaciacute hlavě V celeacutem průběhu experimentu byla použita konstantniacute hloubka zaacuteběru ostřiacute 1 mm Byly měněny pouze hodnoty posuvoveacute a řezneacute rychlosti Během experimentu byly měřeny řezneacute siacutely ve třech osaacutech na dynamometru Kistler Z naměřenyacutech hodnot byly vybraacuteny takoveacute siacutely kdy bylo dosaženo maximaacutelniacuteho průřezu třiacutesky a tiacutem i maximaacutelniacutech sil při obraacuteběniacute
Po experimentu byla změřena drsnost povrchu na stroji Alicona vyhodnoceniacute probiacutehalo na měřeneacute deacutelce 55734 mm Bylo možneacute pozorovat zaacutevislost drsnosti povrchu mezi řeznou rychlostiacute a drsnostiacute povrchu ale neniacute jasnaacute zaacutevislost drsnosti povrchu a rychlosti posuvu Daacutele po experimentu bylo změřeno opotřebeniacute vyměnitelneacute břitoveacute destičky kteraacute byla abrazivně opotřebena a takeacute dochaacutezelo k vyštipovaacuteniacute břitu v důsledku tvrdosti keramickeacuteho materiaacutelu R-S67K Maximaacutelniacute řeznyacute vyacutekon nutnyacute pro obraacuteběniacute byl Pc = 9534 W
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
56 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH ZDROJŮ
1 PTAacuteČEK Luděk Nauka o materiaacutelu 2 opr a rozš vyd Brno CERM 2002 392 s ISBN 80-7204-248-32
2 SKAacuteLOVAacute Jana Jaroslav KOUTSKYacute a Vladislav MOTYČKA Nauka o materiaacutelech 4 vyd V Plzni Zaacutepadočeskaacute univerzita 2010 232 s ISBN 978-80-7043-874-9
3 JONŠTA Zdeněk Jaroslav KOUTSKYacute a Vladislav MOTYČKA Technickeacute materiaacutely II Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita 2012 1 CD-ROM ISBN 978-80-248-2574-8
4JANOVEC Jiřiacute Jiřiacute CEJP a Josef STEIDL Perspektivniacute materiaacutely Vyd 3 přeprac V Praze Českeacute vysokeacute učeniacute technickeacute 2008 143 s ISBN 978-80-01-04167-3
5 MIacuteŠEK Bohumil Jiřiacute CEJP a Josef STEIDL Polymery keramika kompozity 1 vyd Brno VUT Brno 1993 155 s ISBN 80-214-0521-X
6 MACEK Karel Nauka o materiaacutelu Vyd 2 Praha Vydavatelstviacute ČVUT 2002 209 s ISBN 80-010-2543-8
7 HANYKYacuteŘ Vladimiacuter a Jaroslav KUTZENDOumlRFER Technologie keramiky Vyd 2 V Silikaacutetoveacutem svazu 1 Praha Silikaacutetovyacute svaz 2008 387 s [9] s barev obr přiacutel ISBN 978-80-86821-48-1
8 R-S67-K SEEIF Ceramic as - Produkty pro sleacutevaacuterny oceli a litiny [online] 2010 [vid 2014-05-06] Dostupneacute z httpwwwseeifceramicczmediamat_listyz01R-S67Kpdf
9 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
10 HUMAacuteR Anton UacuteSTAV STROJIacuteRENSKEacute TECHNOLOGIE Efektivniacute obraacuteběniacute novyacutech konstrukčniacutech keramickyacutech materiaacutelů Habilitačniacute praacutece v oboru bdquoStrojiacuterenskaacute technologieldquo Brno VUT Fakulta strojniacute 1997 99 s
11 FOREJT Milan a Miroslav PIacuteŠKA Teorie obraacuteběniacute tvaacuteřeniacute a naacutestroje Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2006 225 s ISBN 80-214-2374-9
12 MENČIacuteK Jaroslav Pevnost a lom skla a keramiky Vyd 1 Praha SNTL - Nakladatelstviacute technickeacute literatury 1990 389 s Redakce literatury spotřebniacuteho průmyslu ISBN 80-030-0205-2
13 PIacuteŠKA Miroslav Speciaacutelniacute technologie obraacuteběniacute Vyd 1 Brno Akademickeacute nakladatelstviacute CERM 2009 247 s ISBN 978-80-214-4025-8
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
17 HUMAacuteR Anton TECHNOLOGIE I TECHNOLOGIE OBRAacuteBĚNIacute - 1 čaacutest [online] Studijniacute opory pro magisterskou formu studia VUT v Brně Fakulta strojniacuteho inženyacuterstviacute 2003 138 s [vid 2015-05-02] Dostupneacute z httpustfmevutbrczobrabeniopory-saveTI_TO-1castpdf
18 Structures of corundum [online] [cit 2015-05-10] Dostupneacute z httppixsharkcomcorundum-structurehtm
19 LOPEZ-ALVAREZ Miriam Julia SERRA Alejandro DE a Pio GONZALEZ Marine-Based Carbon and Silicon Carbide Scaffolds with Patterned Surface for Tissue Engineering Applications Advances in Ceramics - Electric and Magnetic Ceramics Bioceramics Ceramics and Environment InTech 2011 DOI 10577222046 ISBN 978-953-307-350-7 Dostupneacute takeacute z httpwwwintechopencombooksadvances-in-ceramics-electric-and-magnetic-ceramics-bioceramics-ceramics-and-environmentmarine-based-carbon-and-silicon-carbide-scaffolds-with-patterned-surface-for-tissue-engineering-appl
20 GREGOROVAacute Eva Technologie keramiky [online] 2007 [cit 2015-05-24] Dostupneacute z httpoldvschtczsilkeramikatechnologie_keramikyhtml
21 Keramickyacute motor - sci-fi alebo realita [online] 2007 [cit 2015-05-10] Dostupneacute z [online] [cit 2015-05-10] Dostupneacute z httpautosmeskc4045439keramicky-motor-sci-fi-alebo-realitahtml
22 HUMAacuteR Anton Materiaacutely pro řezneacute naacutestroje Praha MM publishing 2008 235 s ISBN 978-80-254-2250-2
23 MATOUŠEK Josef Anorganickeacute nekovoveacute materiaacutely 1 vyd Praha Vysokaacute škola chemicko-technologickaacute 1992 160 s ISBN 80-708-0160-3
24 Nauka o materiaacutelu II Keramika [online] 2008 [cit 2015-05-01] Dostupneacute z httpwwwscritubcomlimbaceha-slovacaNauka-o-materilu-II-Keramika111316165php
25 IX PORUCHY KRYSTALOVYacuteCH STRUKTUR Czech and Slovak Crystallographic Association [online] [cit 2015-05-10] Dostupneacute z httpwwwxrayczkryststr09ahtm
26 SCHOOL OF MATERIALS SCIENCE AND ENGINEERING Ceramics School of Materials Science and Engineering [online] 2013 [vid 2015-05-10] Dostupneacute z httpwwwmaterialsunsweduaututorialsonline-tutorialsceramics
27 POKLUDA Jaroslav Mechanickeacute vlastnosti a struktura pevnyacutech laacutetek kovy keramika plasty Vyd 1 Brno PC-DIR 1994 385 s ISBN 80-214-0575-9
28 TRUNEC M Noveacute technologie tvarovaacuteniacute pokročileacute keramiky jejiacute možnosti a rizika Silikaacutetovyacute zpravodaj 2004 vol 2004 no 1 p 14 ( p)ISSN 1212- 3188
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
58 UacuteST FSI VUT v Brně
29 HLAVAacuteČ Jan Zaacuteklady technologie silikaacutetů 2 upravvyd Praha SNTL 1981 516 s
30 SOJKA Jaroslav a Petra VAacuteŇOVAacute Zaacuteklady progresivniacutech konstrukčniacutech materiaacutelů Vyd 1 Ostrava Vysokaacute škola baacuteňskaacute - Technickaacute univerzita Ostrava 2012 1 DVD-ROM ISBN 978-80-248-2578-6
31 GREGEROVAacute Miroslava UacuteSTAV GEOLOGICKYacuteCH VĚD PŘIacuteRODOVĚDECKAacute FAKULTA MU V BRNĚ KOTLAacuteŘSKAacute 2 61137 BRNO TECHNOLITOLOGIE [online] [cit 2015-05-05] Dostupneacute z httppetrolscimuniczTechnolitologieskriptaceskyTechnolitologie-skriptahtm
32 SANDVIK Coromant [online] [cit 2015-05-10] Dostupneacute z httpwwwsandvikcoromantcomcs-czknowledgemillingformulas_and_definitionsthe_milling_processpagesdefaultaspx
33 Martina Matalovaacute ndash OK stroje Freacutezka konzolovaacute FB 32 V [online] [cit 2015-05-02] Dostupneacute z httpprodej-strojuczdt_portfolio=frezka-konzolova-fb-32-v
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
59 UacuteST FSI VUT v Brně
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
Zkratka Jednotka Popis Al - Hliniacutek Al2O3 - Oxid hlinityacute Al4(OH)2Si4O10 - Hydratovanyacute křemičitan hlinityacute BN - Nitrid borityacute K2OAl2O36SiO2 - Draselnyacute živec MgO - Oxid hořečnatyacute N - Dusiacutek O - Kysliacutek Si - Křemiacutek SiC - Karbid křemiacuteku SiO2 - Oxid křemičityacute Si3N4 - Nitrid křemiacuteku ZrO2 - Oxid zirkoničityacute Symbol Jednotka Popis ADmax [mm2] Maximaacutelniacute průřez třiacutesky E [MPa] Youngův modul pružnosti E0 [MPa] Modul pružnosti keramickeacuteho materiaacutelu bez poacuterů F [N] Celkovaacute řeznaacute siacutela Fc [N] Řeznaacute siacutela FcN [N] Kolmaacute řeznaacute siacutela FP [N] Pasivniacute siacutela Fx [N] Siacutela působiacuteciacute v ose x Fy [N] Siacutela působiacuteciacute v ose y Fz [N] Siacutela působiacuteciacute v ose z PC [W] Řeznyacute vyacutekon Ra [μm] Středniacute aritmetickaacute uacutechylka profilu Rz [μm] Vyacuteška nerovnostiacute profilu Rm [MPa] Mez pevnosti materiaacutelu T [degK] Absolutniacute teplota T0 - Konstanta VB [mm] Opotřebeniacute na hřbetě naacutestroje Vp - Objemoveacute množstviacute poacuterů a - Součinitel tvaru poacuterů ap - Šiacuteřka zaacuteběru ostřiacute b - Součinitel tvaru poacuterů bD [mm] Jmenovitaacute šiacuteřka třiacutesky fz [mmzub] Posuv na zub hDmax [mm] Maximaacutelniacute tloušťka třiacutesky k - Konstanta rychlost tečeniacute materiaacutelu kC [Nmm2] Měrnyacute řeznyacute odpor n [min-1] Otaacutečky za minutu vc [mmin] Řeznaacute rychlost vf [mmmin] Posuvovaacute rychlost z - Počet zubů na freacuteze
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
SEZNAM POUŽITYacuteCH SYMBOLŮ A ZKRATEK
60 UacuteST FSI VUT v Brně
εxyz - Poměrneacute prodlouženiacute v daneacute ose
eamp [s-1] Rychlost poměrneacuteho prodlouženiacute φmax [deg] Ůhel posuvoveacuteho pohybu při maximaacutelniacute
tloušťce třiacutesky
κr [deg] Uacutehel nastaveniacute hlavniacuteho ostřiacute σxyz - Normaacuteloveacute napětiacute v daneacute ose
μ - Poissonovo čiacuteslo
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K
SEZNAM PŘIacuteLOH
61 UacuteST FSI VUT v Brně
SEZNAM PŘIacuteLOH
Přiacuteloha 1 Průběhy sil pro dalšiacute řezneacute podmiacutenky Přiacuteloha 2 Vliv řezneacute rychlosti na kvalitu povrchu Přiacuteloha 3 Vliv rychlosti posuvu na kvalitu povrchu Přiacuteloha 4 Materiaacutelovyacute list R-S67-K