19
Ing. Petr Keller, Ph.D. Katedra výrobních systémů a automatizace Ujme se nová technologie - "3D tisk z kovových materiálů"?
| Date post: | 11-Apr-2017 |
| Category: |
Technology |
| Upload: | technologyfuture |
| View: | 146 times |
| Download: | 1 times |

Ing. Petr Keller, Ph.D.
Katedra výrobních systémů a automatizace
Ujme se nová technologie -"3D tisk z kovových materiálů"?

Katedra výrobních systémů a automatizace | 2016 2 / 19
Budeme si tisknoutnáhradní díly doma?
O čem to vlastně je?

Aditivní výroba
• používány též pojmy Rapid Prototyping, 3D tisk apod.
• stroje na aditivní výrobu zařazeny do segmentu „Machine Tools“ a rozšířily tradiční skupinu obráběcích a tvářecích strojů
• přímá výroba, tzn. z 3D CAD dat je v podstatě přímo „vytisknuta“ reálná součást
• standardně výroba převážně prototypů z plastů – technologie Stereolitografie, FDM, SLS, 3DP a další
• „nové“ technologie pro přímou výrobu kovových součástí– technologie SLM, DMLS a hybridní technologie
Katedra výrobních systémů a automatizace | 2016 3 / 19

3D CAD data(obvykle uložení do formátu STL)
Příprava(rozřezání na
jednotlivé vrstvy)
Výroba Hotový díl(často nutné
závěrečné úpravy)
Aditivní výroba – obecný postup
Katedra výrobních systémů a automatizace | 2016 4 / 19

Technologie SLM a DMLS
• SLM – Selective Laser Melting
• DMLS – Direct Metal Laser Sintering
• obě technologie jsou založené na postupném tavení velmi jemných vrstev kovového prášku pomocí laserového paprsku
• v průběhu stavby dílu je nezbytná fixace správné polohy dílu pomocí podpůrné struktury, která je ukotvena k základní platformě – podpůrné prvky jsou stavěny vrstvu po vrstvě zároveň se součástí
Katedra výrobních systémů a automatizace | 2016 5 / 19

Zdroj: http://www.dmls.cz/
Princip technologií SLM a DMLS
Katedra výrobních systémů a automatizace | 2016 6 / 19

Výhody aditivních technologií SLM a DMLS
• možnost vyrobit v podstatě jakýkoliv tvar včetně možnosti ovlivnění vnitřní struktury materiálu
změna konstrukce s ohledem na funkčnost nikoli vyrobitelnost (topologická optimalizace, snížení počtu součástí proti klasické výrobě apod.)
• relativně rychlá příprava výroby bez nutnosti investic do potřebných nástrojů příp. technologií
• výhody rostou s tvarovou komplexností dílů – čím je geometrie výrobku složitější, tím je technologie kovového 3D tisku ekonomicky efektivnější
Katedra výrobních systémů a automatizace | 2016 7 / 19

Nevýhody aditivních technologií SLM a DMLS
• v současné době stále poměrně nákladná technologie pro konvenční výrobu
• potenciální riziko u práškových kovů – zdravotní ale i bezpečnostní
• menší přesnost výroby (dle technologie a velikosti pracovního prostoru cca 0,1 – 0,2 mm), velké vnitřní pnutí v materiálu
• horší kvalita povrchu ve srovnání např. s obráběním, ale funkční plochy lze dokončit standardními technologiemi (obrábění, broušení apod.)
• relativně velká náročnost dokončovacích operací – odstranění podpůrných struktur, časově náročné žíhání apod.
Katedra výrobních systémů a automatizace | 2016 8 / 19

Hybridní stroje (technologie)
• stroje umožňující výrobu součástí kombinací technologie třískového obrábění s dalšími netřískovými technologiemi, často právě s aditivními technologiemi
• integrace navařovacích hlav (např. technologie laser cladding) do pěti-osých frézovacích center nebo multifunkčních obráběcích center
navařování a obrábění v jednom stroji (LASERTEC 65 3D) plný dílec s kanály kombinace dvou materiálů
Katedra výrobních systémů a automatizace | 2016 9 / 19

Zdroj: http://www.dmgmori.com/webspecial/journal_2014_1/en/lasertec-65.htm
Hybridní technologie – laser cladding
Laserové navařování kovového prášku velmi výkonným laserem,i s adaptivním řízením výkonu laseru.
Katedra výrobních systémů a automatizace | 2016 10 / 19

Hybridní technologie
• z praktického pohledu velmi mladá technologie s vysokým výrobním potenciálem – teprve budoucnost ukáže praktické využití
• v současné době prakticky neexistence CAD/CAM programu pro řízení nanášení materiálu
(probíhá vývoj speciálního hybridního modulu v rámci spolupráce DMG MORI a Siemens PLM do programu NX CAM)
• při postupném vrstvení nově vznikajícího výrobku a stálého vnášení tepla do výrobku, které v rámci složitějšího tvaru může být značně odlišné → riziko velkého vnitřního pnutí v materiálu
Katedra výrobních systémů a automatizace | 2016 11 / 19

Využití aditivní a hybridní výroby z kovů
• letectví a kosmonautika (příp. i automobilový průmysl) – optimalizované díly z hlediska hmotnosti, snížení počtu dílů (možnost vyrobit tvarově komplikovaný díl z jednoho kusu)
• strojírenství – výroba speciálních nástrojů a forem např.s optimálním chladicím systémem,
• lékařství – zubní náhrady, implantáty „na míru“
• šperkařství – zakázková výroba šperků (i z drahých kovů)
Katedra výrobních systémů a automatizace | 2016 12 / 19

SLM 280HL• Z práškového základního materiálu se získá homogenní kovový díl o hustotě až 99,9%. Na polotovary dílů lze připevnit libovolné 3D objekty, které umožňují vyrábět hybridní díly nejrůznější náročnosti. Tloušťka vrstvy od 20 do 100 μm. Pracovní prostor 280 x 280 x 350 mm.
• Materiály:Hliníkové slitiny AlSi12, AlSi10Mg, AlSi7Mg, AlSi9Cu32Oceli nerezové 1.4404 (316L), 1.4540 (15-5PH), 17-4PHOceli nástrojové 1.2344 (H13), 1.2709Titanové slitiny Ti6Al4V, Ti6Al7NbKobalt-ChromNiklová báze Inconel 718, Inconel 625, Inconel 939, Hastelloy X
Přístrojové vybavení na TU v Liberci
Katedra výrobních systémů a automatizace | 2016 13 / 19

Testovací díl vyrobený metodou SLM
Rozměry dílu: 100 x 100 x 28 mmMateriál: AlSi12
Hmotnost dílu: cca 200 gSpotřeba materiálu pro stavbu včetně podpor: cca 280 g
Doba stavby: cca 8,5 hod.Náklady na materiál: 560,- Kč bez DPH
Celkové náklady: 11 200,- Kč bez DPH
Katedra výrobních systémů a automatizace | 2016 14 / 19

Analýza přesnosti výroby testovacího dílu
Po stavbě byl díl jen odstraněn z platformy a začištěn od zbytků podpůrné soustavy.
+0.80
+0.23
+0.17
+0.15
+0.17
+0.09
+0.18
+0.09
-0.10
-0.10
Katedra výrobních systémů a automatizace | 2016 15 / 19
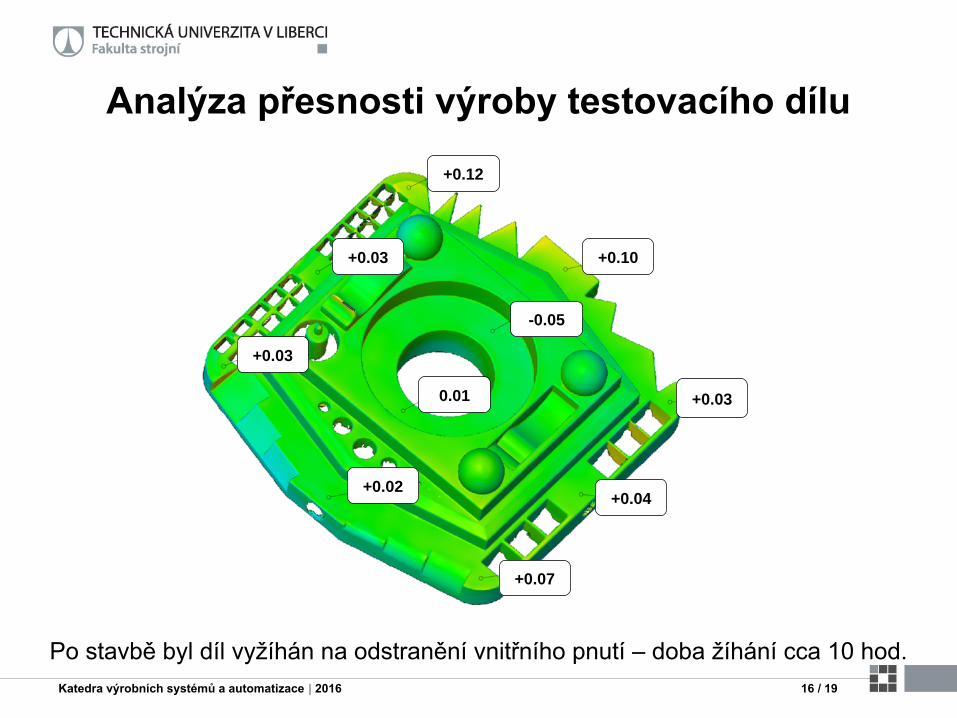
+0.12
+0.10
+0.03
+0.04
+0.07
+0.02
+0.03
+0.03
0.01
-0.05
Analýza přesnosti výroby testovacího dílu
Po stavbě byl díl vyžíhán na odstranění vnitřního pnutí – doba žíhání cca 10 hod.Katedra výrobních systémů a automatizace | 2016 16 / 19

Příklad využití – závěrečná práce studenta
Návrh konstrukce speciálního rámu horského kolaDiplomová práce zabývající se vývojem rámu horského kola, určeného pro zakázkovou
výrobu, dle speciálních požadavků jezdce včetně posouzení vhodnosti použití technologie kovového 3D tisku (SLM) v konstrukci rámu – Ing. Miloš Čadek, 2015.
Katedra výrobních systémů a automatizace | 2016 17 / 19

[1] DMLS - Direct Metal Laser Sintering, Kovové prototypy [online]. 2016 [cit. 2016-03-10]. Dostupné z: http://www.dmls.cz/
[2] LASERTEC 65 Additive Manufacturing: A DMG MORI World Premiere in 2014. DMG MORI: Lathes, CNC Milling Machines, Service and Software [online]. 2016 [cit. 2016-03-10].Dostupné z: http://www.dmgmori.com/webspecial/journal_2014_1/en/lasertec-65.htm
[3] kolektiv autorů. TRENDY PO EMO MILANO 2015. Praha: Společnost pro obráběcí stroje a Výzkumné centrum pro strojírenskou výrobní techniku a technologii, 2016.
[4] ZELENÝ, P. a M. ČADEK. Topology optimization of a bicycle part. MM Science Journal. 2015(03), 696-700. ISSN 18031269.
[5] ČADEK, M. Návrh konstrukce speciálního rámu horského kola. Liberec, 2015. Diplomová práce. Technická univerzita v Liberci, Fakulta strojní, Katedra výrobních systémů.
[6] ACKERMANN, M., J. ŠAFKA, P. ZELENÝ, M. LACHMAN a P. KELLER. Properties of Models Produced by Direct Selective Laser Melting Technology. In: Applied Mechanics and Materials. Novel Trends in Production Devices and Systems II. Pfaffikon: Trans Tech Publications, 2014.Vol. 693, 231-236. ISSN 1660-9336
[7] KELLER, P. a MENDŘICKÝ, R. (50%) Parameters influencing the precision of SLM production. MM Science Journal. 1. vyd. MM publishing Ltd., 2015, roč. 2015, č. October. S. 705 – 710.ISSN 1803-1269.
Katedra výrobních systémů a automatizace | 2016 18 / 19
Použitá literatura

Děkuji Vám za pozornost!
Katedra výrobních systémů a automatizace | 2016 19 / 19



![abcdef · 2015-03-27 · abcdef ˘ˇˆ˙˝˛˚˜ !"#$%&’()*+,- .ˇ/01234567ˇ89:; ˘+ˆ˙?@! ABC"D;%EˆF>GHI ABCAJKLM NAOPQ)*%",- .ˇ893RSˇˆ:;TUV"WXIY89+Z[\$"]%^89I_‘BC"FBg˚˜](https://static.dokumenty.site/doc/80x56/5f8c828ffac1f36a415478c5/abcdef-2015-03-27-abcdef-oe-a-0123456789.jpg)










![Model zasobniku TUV - zcu.cz · má jen jednu jedinou hodnotu. [2] Další nesporná výhoda Matlabu je také velmi pečlivě sepsaný help programu, kde je možné nalézt všechny](https://static.dokumenty.site/doc/80x56/5e535712e6c02429d40ebb93/model-zasobniku-tuv-zcucz-m-jen-jednu-jedinou-hodnotu-2-dal-nesporn.jpg)


