Moderní technologie ve studiu aplikované fyziky CZ.1.07/2.2.00/07.0018 Základy přípravy vzorků pro optickou metalografii (studijní text k předmětům SLO/ZNM2 a SLO/BTM2) Připravila: Hana Šebestová
Transcript
Moderní technologie ve studiu aplikované fyziky CZ.1.07/2.2.00/07.0018
Základy přípravy vzorků pro optickou metalografii
(studijní text k předmětům SLO/ZNM2 a SLO/BTM2)
Připravila: Hana Šebestová
2
Obsah
Obsah.......................................................................................................................................... 2 Seznam obrázků ......................................................................................................................... 3 1. Úvod................................................................................................................................... 4 2. Metalografický vzorek, výbrus .......................................................................................... 5 3. Postup přípravy metalografických výbrusů........................................................................ 6 3.1. Odběr vzorku.................................................................................................................. 6 3.2. Preparace vzorku ............................................................................................................ 6 3.3. Broušení vzorku ............................................................................................................. 8 3.4. Leštění vzorku .............................................................................................................. 10 3.5. Leptání vzorku.............................................................................................................. 12 3.5.1. Chemické leptání...................................................................................................... 12 3.5.1.1. Leptání na hranice zrn .......................................................................................... 12 3.5.1.2. Plošné leptání ....................................................................................................... 13 3.5.1.3. Selektivní leptání.................................................................................................. 14 3.5.2. Elektrolytické leptání ............................................................................................... 15 3.5.3. Tepelné leptání ......................................................................................................... 15 4. Hodnocení metalografických vzorků ............................................................................... 16 4.1. Hodnocení výbrusu v neleptaném stavu....................................................................... 16 4.2. Hodnocení výbrusu v leptaném stavu .......................................................................... 18 5. Závěr................................................................................................................................. 19 Použitá a doporučená literatura a internetové zdroje ............................................................... 20
3
Seznam obrázků
Obr. 1: Schéma zalévání za studena (a) a ukázka zalévacích forem a vzorků (b). .................... 7 Obr. 2: Ukázka zařízení pro vakuovou preparaci....................................................................... 8 Obr. 3: Schéma zalisování za tepla (a) a ukázka lisu (b). .......................................................... 8 Obr. 4: Ukázka zařízení pro mechanizované a) ruční, b) poloautomatické, c) automatické broušení vzorků. ....................................................................................................................... 10 Obr. 5: Uspořádání elektrolytického leštění a schéma vzniku anodického filmu.................... 11 Obr. 6: Povrch a) před, b) po elektrolytickém leštění. ............................................................. 11 Obr. 7: Beilbyho vrstva. ........................................................................................................... 12 Obr. 8: Schéma leptání na hranice zrn (a) a snímek z mikroskopu (b). ................................... 13 Obr. 9: Schéma plošného leptání a snímek z mikroskopu. ...................................................... 13 Obr. 10: Schéma (a) a ukázka (b) lamelární struktury perlitu.................................................. 14 Obr. 11: Ukázka barevného leptání nízkouhlíkové oceli - barevný ferit a bílý terciální cementit (a) a karbidotvorné vysokolekované Cr oceli – bílá karbidická síť (b)..................... 14 Obr. 12: Schematické znázornění nekovových vměstků v materiálu. ..................................... 16 Obr. 13: Ukázky nekovových vměstků v materiálu, a) oxidické vměstky, b) duplexní vměstky oxid-sulfid (1, 2, 3) a ploché vměstky MnS (4) v základní kovové matrici............................. 17 Obr. 14: Grafit v šedé litině, a) lupínkový, b) zrnitý................................................................ 17 Obr. 15: Schémata necelistvostí hodnocených na výbrusu v neleptaném stavu. ..................... 17 Obr. 16: Příklady trhlin hodnocených na výbrusu v neleptaném stavu. .................................. 17 Obr. 17: Pozorování mikrostruktury a) feriticko-perlitická ocel třídy 11, b) svarového kovu CrNi oceli. ................................................................................................................................ 18 Obr. 18: Pozorování mikrostruktury a) přeměna dendritické struktury na vláknitou při kování, b) síť karbidů na povrchu nauhličené CrMn oceli. .................................................................. 18
4
1. Úvod
Optickou metalografií rozumíme pozorování metalografických vzorků pomocí
optických mikroskopů, a to především klasických světelných mikroskopů nebo speciálních
metalografických mikroskopů. Metalografický vzorek je vzorek připravený ke studiu
struktury jeho materiálu, která není obvykle bez předchozí úpravy sledovaného vzorku
pozorovatelná. K jejímu zviditelnění je nutné provést sérii kroků, které jsou obecně popsány
v tomto textu. Příprava metalografických vzorků má svá pravidla, která musí být dodržena,
aby nedošlo ke změně struktury vzorku během jeho přípravy.
Tento studijní text shrnuje základy přípravy vzorků pro optickou metalografii, která je
nezbytná pro zobrazování mikrostruktury a následné analýzy, měření a obecně hodnocení
kvality studovaného materiálu či součásti. Slouží například k identifikaci a zjištění poměrného
zastoupení metalurgických fází u kovů, měření mikrotvrdosti materiálu, případně jeho
jednotlivých fází atd.
Konkrétní analýzy či pozorovací techniky mohou vyžadovat specifický postup přípravy
vzorků a rovněž různé druhy materiálů není možné připravovat stejným způsobem. Proto jsou
v tomto textu uvedeny pouze obecné základy přípravy konvenčních vzorků z kovových
materiálů od jejich odběru a fixace, přes broušení a leštění až po metody jejich leptaní
pro zviditelnění mikrostruktury.
Tento učební text je určen studentům oborů Aplikovaná fyzika a Nanotechnologie jako
podpůrný studijní materiál a základní pomůcka pro laboratorní přípravu vzorků.
5
2. Metalografický vzorek, výbrus
Jak již bylo uvedeno, metalografický vzorek, nebo též vzorek pro optickou metalografii,
je vzorek připravený za účelem studia struktury materiálu. Metalografický vzorek, jehož jedna
plocha je připravena k metalografické analýze, se nazývá výbrus. Tyto typy vzorků, určené
pro optickou nebo skenovací elektronovou mikroskopii, se v metalografii používají nejčastěji,
a proto je tento text zaměřen právě na jejich přípravu. Kromě výbrusů je možné analyzovat
také speciálně připravené tenké řezy, které jsou určeny k pozorování pomocí optických
mikroskopů na průchod světla nebo transmisních elektronových mikroskopů.
Již před započetím samotné přípravy vzorku musí být definováno, k jakému účelu má být
vzorek určen. Na základě materiálu vzorku, toho, co chceme analyzovat a s ohledem
na použitou mikroskopickou metodu je nutné zvolit odpovídající postup jeho přípravy. Tento
učební text shrnuje základní postupy přípravy metalografických výbrusů pro optickou
mikroskopii se zaměřením na kovové materiály.
6
3. Postup přípravy metalografických výbrusů
Jednotlivé kroky, kterými jsou volba vhodného místa odběru vzorku, jeho preparace,
broušení, leštění a případné leptání, jsou podrobně rozebrány v následujících podkapitolách.
3.1. Odběr vzorku
Vzorky z měkkých a snadno obrobitelných materiálů jsou obvykle odebrány za použití
řezání či odfrézování. Tvrdé a těžko obrobitelné materiály se dělí odlamováním nebo
rozbrušováním pod chladící kapalinou nebo pomocí elektrojiskrových řezaček.
Při odběru vzorku nesmí dojít k mechanickému ani tepelnému ovlivnění jeho struktury.
Vzorek proto nesmí být plasticky deformován a jeho teplota nesmí dosáhnout teploty
případných fázových transformací. Pro odběr vzorků je proto naprosto nevhodné řezání
kyslíko-acetylénovým plamenem nebo obloukem.
Velikost vzorku volíme podle možností mikroskopu, pomocí něhož jej budeme následně
pozorovat, a zohledňujeme i plánovaný postup přípravy vzorku.
Místo, ze kterého bude vzorek odebrán, musí být zvoleno tak, aby vzorek vystihl
charakter zkoumané struktury součásti. Není-li součást strukturně homogenní, je nutné
odebrat více vzorků z několika míst. Například u tvářených výrobků se odebírá více vzorků
ve směru kolmém i rovnoběžném se směrem tváření, u svarů odebíráme vzorky z oblasti
svaru a tepelně ovlivněné oblasti, nejčastěji řezy kolmé na osu svarového spoje.
Při odběru je vzorek označen tak, aby byla zřejmá poloha plochy jeho výbrusu vůči
předmětu, jehož metalografický rozbor se provádí. Označení vzorku lze provést pomocí
razidla, popisovačem, případně zalitím značky do zalévací hmoty. Je nutné dbát na správnou
volbu způsobu označení vzorku, aby při další preparaci nedošlo k znehodnocení značky,
případně se značení provede až po následujícím kroku.
3.2. Preparace vzorku
V případě, že je vzorek tak malých rozměrů, že by nebylo pohodlné a především bezpečné
jej držet při ruční přípravě popsané v následujících podkapitolách, přistupuje se k zalévání
vzorku za studena nebo jeho zalisování za tepla. Tato procedura je rovněž nezbytná
při přípravě vzorků, u nichž je požadavek na dodržení ostrosti hran nebo zachování
7
povrchových vrstev. Důvodem preparace vzorků pro poloautomatickou přípravu je zajištění
jednotného tvaru vzorků, který je určen tvarem držáku přístroje.
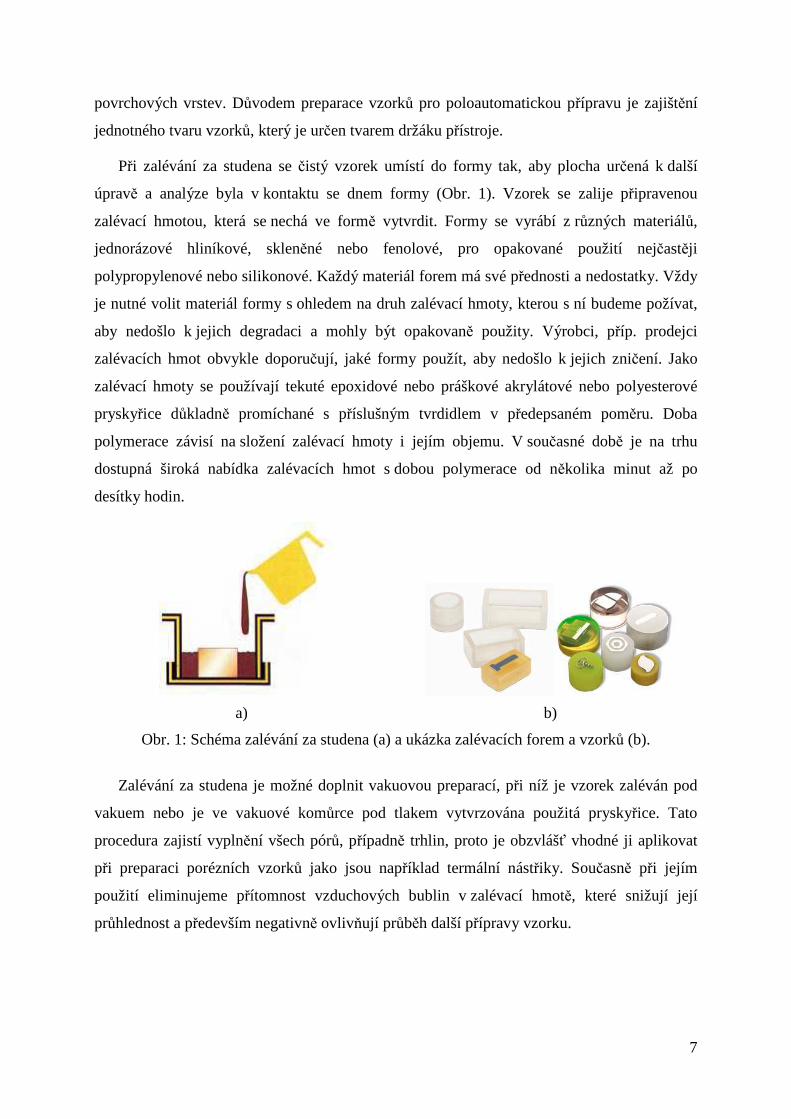
Při zalévání za studena se čistý vzorek umístí do formy tak, aby plocha určená k další
úpravě a analýze byla v kontaktu se dnem formy (Obr. 1). Vzorek se zalije připravenou
zalévací hmotou, která se nechá ve formě vytvrdit. Formy se vyrábí z různých materiálů,
jednorázové hliníkové, skleněné nebo fenolové, pro opakované použití nejčastěji
polypropylenové nebo silikonové. Každý materiál forem má své přednosti a nedostatky. Vždy
je nutné volit materiál formy s ohledem na druh zalévací hmoty, kterou s ní budeme požívat,
aby nedošlo k jejich degradaci a mohly být opakovaně použity. Výrobci, příp. prodejci
zalévacích hmot obvykle doporučují, jaké formy použít, aby nedošlo k jejich zničení. Jako
zalévací hmoty se používají tekuté epoxidové nebo práškové akrylátové nebo polyesterové
pryskyřice důkladně promíchané s příslušným tvrdidlem v předepsaném poměru. Doba
polymerace závisí na složení zalévací hmoty i jejím objemu. V současné době je na trhu
dostupná široká nabídka zalévacích hmot s dobou polymerace od několika minut až po
desítky hodin.
a)
b)
Obr. 1: Schéma zalévání za studena (a) a ukázka zalévacích forem a vzorků (b).
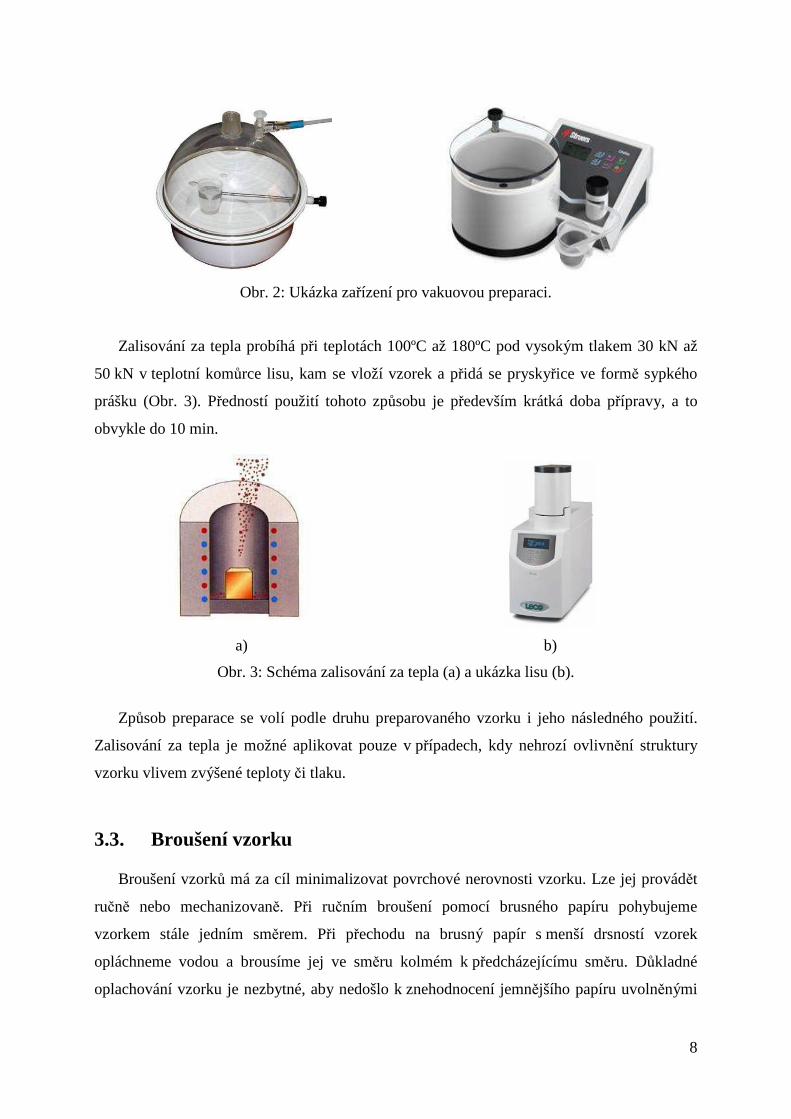
Zalévání za studena je možné doplnit vakuovou preparací, při níž je vzorek zaléván pod
vakuem nebo je ve vakuové komůrce pod tlakem vytvrzována použitá pryskyřice. Tato
procedura zajistí vyplnění všech pórů, případně trhlin, proto je obzvlášť vhodné ji aplikovat
při preparaci porézních vzorků jako jsou například termální nástřiky. Současně při jejím
použití eliminujeme přítomnost vzduchových bublin v zalévací hmotě, které snižují její
průhlednost a především negativně ovlivňují průběh další přípravy vzorku.
8
Obr. 2: Ukázka zařízení pro vakuovou preparaci.
Zalisování za tepla probíhá při teplotách 100ºC až 180ºC pod vysokým tlakem 30 kN až
50 kN v teplotní komůrce lisu, kam se vloží vzorek a přidá se pryskyřice ve formě sypkého
prášku (Obr. 3). Předností použití tohoto způsobu je především krátká doba přípravy, a to
obvykle do 10 min.
a)
b)
Obr. 3: Schéma zalisování za tepla (a) a ukázka lisu (b).
Způsob preparace se volí podle druhu preparovaného vzorku i jeho následného použití.
Zalisování za tepla je možné aplikovat pouze v případech, kdy nehrozí ovlivnění struktury
vzorku vlivem zvýšené teploty či tlaku.
3.3. Broušení vzorku
Broušení vzorků má za cíl minimalizovat povrchové nerovnosti vzorku. Lze jej provádět
ručně nebo mechanizovaně. Při ručním broušení pomocí brusného papíru pohybujeme
vzorkem stále jedním směrem. Při přechodu na brusný papír s menší drsností vzorek
opláchneme vodou a brousíme jej ve směru kolmém k předcházejícímu směru. Důkladné
oplachování vzorku je nezbytné, aby nedošlo k znehodnocení jemnějšího papíru uvolněnými
9
zrnky hrubšího brusiva z předchozího papíru. Brousíme tak dlouho, dokud zcela nezmizí
drážky reprezentující předchozí směr broušení. Poté opět opláchneme, přejdeme na jemnější
papír, tj. papír s vyšší zrnitostí a proces opakujeme, dokud nevyčerpáme nejjemnější brusivo.
K broušení se obvykle používají SiC nebo Al2O3 brusné papíry s dostupnou zrnitostí 60 až
2400 dle normy FEPA.
Mechanizované broušení se provádí na metalografických bruskách a vzorek je při něm
přitlačován na brusný papír uchycený na rotujícím vodorovném kotouči brusky. Běžné
rychlosti otáčení jsou 30 až 150 otáček za minutu. Vysoká rychlost pohybu brusného papíru
obvykle vyžaduje chlazení vzorku vodou nebo jiným vhodným chladícím médiem, aby
nedošlo ke změně jeho struktury a vzniku Beilbyho vrstvy1. Princip přípravy vzorku je
obdobný jako při ručním broušení. Při přechodu na brusný papír nižší drsnosti se vzorek opět
oplachuje a brousí ve směru kolmém k předchozímu.
Kromě broušení pomocí vázaného brusiva, tedy běžných brusných papírů nebo
speciálních podložek, se pro dokončovací operace používá také volné brusivo v kombinaci
s vhodnou podložkou (lapování). Brusivo se volí podle materiálu připravovaného vzorku.
Obvykle se používá SiC, Al2O3, ZrO2, Si3N4, B4C nebo C (diamant). Pro účely broušení je
vhodné, aby částice brusiva měly tvar nepravidelných mnohostěnů.
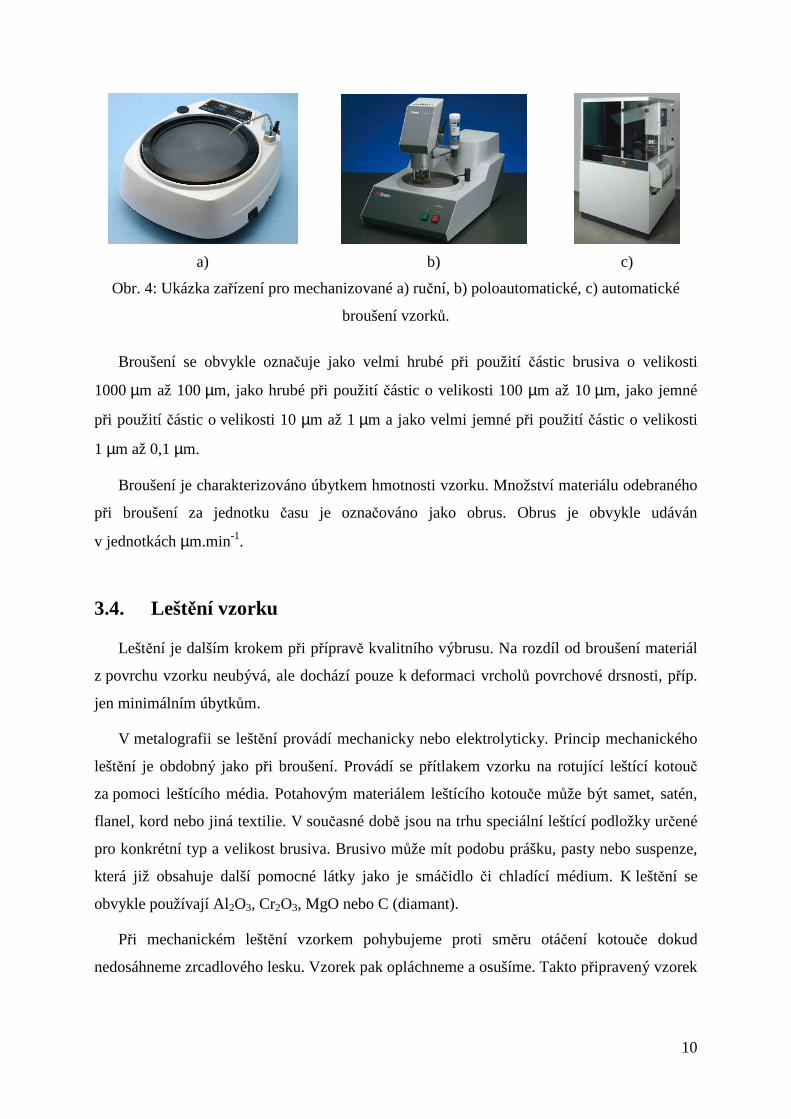
Vzorek může být k rotujícímu kotouči přitláčen ručně (Obr. 4a), anebo definovanou
přítlačnou silou (běžně v rozmezí 1 N až 100 N) při poloautomatickém broušení (Obr. 4b),
kdy je upevněn v držáku motorizované hlavy. Motorizovaná hlava obvykle obsahuje držák,
který umožňuje uchycení a následné broušení více vzorků současně. V současnosti jsou
na trhu i plně automatická mikroprocesorem řízená zařízení pro preparaci vzorků
od rovinného broušení až po finální čištění a sušení (Obr. 4c). Jejich významnou předností je
reprodukovatelnost postupu přípravy vzorku. Nejmodernější systémy sestávají z více
preparačních jednotek. Každá jednotka se skládá z několika brusných nebo lešticích stanic
a z čisticí stanice. Počet jednotek závisí na potřebách konkrétního uživatele, pro něhož je
systém individuálně navržen.
1 Beilbyho vrstva (nebo také B-vrstva) je souvislá deformačně zpevněná vrstva tvářeného kovu, která vzniká na povrchu vzorku při jeho mechanickém ovlivňován. Materiál zde ztrácí svoji původní strukturu, což komplikuje nebo úplně znemožňuje její studium. Tloušťka Beilbyho vrstvy závisí především na míře místního zvýšení teploty, která je úměrná rychlosti broušení a přítlačné síle. Běžně se pohybuje v řádu desetin milimetru. Tloušťka Beilbyho vrstvy vzniklé broušením se odhaduje na jednu desetinu až jednu šestinu průměrné velikosti částic použitého brusiva. Lze ji omezit přiváděním vhodné chladící tekutiny. Již vzniká Beilbyho vrstva se redukuje adekvátním broušením či leštěním za současného intenzivního chlazení nebo působením vhodných leptadel.
10
a)
b)
c)
Obr. 4: Ukázka zařízení pro mechanizované a) ruční, b) poloautomatické, c) automatické
broušení vzorků.
Broušení se obvykle označuje jako velmi hrubé při použití částic brusiva o velikosti
1000 µm až 100 µm, jako hrubé při použití částic o velikosti 100 µm až 10 µm, jako jemné
při použití částic o velikosti 10 µm až 1 µm a jako velmi jemné při použití částic o velikosti
1 µm až 0,1 µm.
Broušení je charakterizováno úbytkem hmotnosti vzorku. Množství materiálu odebraného
při broušení za jednotku času je označováno jako obrus. Obrus je obvykle udáván
v jednotkách µm.min-1.
3.4. Leštění vzorku
Leštění je dalším krokem při přípravě kvalitního výbrusu. Na rozdíl od broušení materiál
z povrchu vzorku neubývá, ale dochází pouze k deformaci vrcholů povrchové drsnosti, příp.
jen minimálním úbytkům.
V metalografii se leštění provádí mechanicky nebo elektrolyticky. Princip mechanického
leštění je obdobný jako při broušení. Provádí se přítlakem vzorku na rotující leštící kotouč
za pomoci leštícího média. Potahovým materiálem leštícího kotouče může být samet, satén,
flanel, kord nebo jiná textilie. V současné době jsou na trhu speciální leštící podložky určené
pro konkrétní typ a velikost brusiva. Brusivo může mít podobu prášku, pasty nebo suspenze,
která již obsahuje další pomocné látky jako je smáčidlo či chladící médium. K leštění se
obvykle používají Al2O3, Cr2O3, MgO nebo C (diamant).
Při mechanickém leštění vzorkem pohybujeme proti směru otáčení kotouče dokud
nedosáhneme zrcadlového lesku. Vzorek pak opláchneme a osušíme. Takto připravený vzorek
11
je možné použít k pozorování a hodnocení necelistvostí, případně vměstků v materiálu.
Chceme-li pozorovat jeho mikrostrukturu, je nutné ji vhodným způsobem vyvolat.
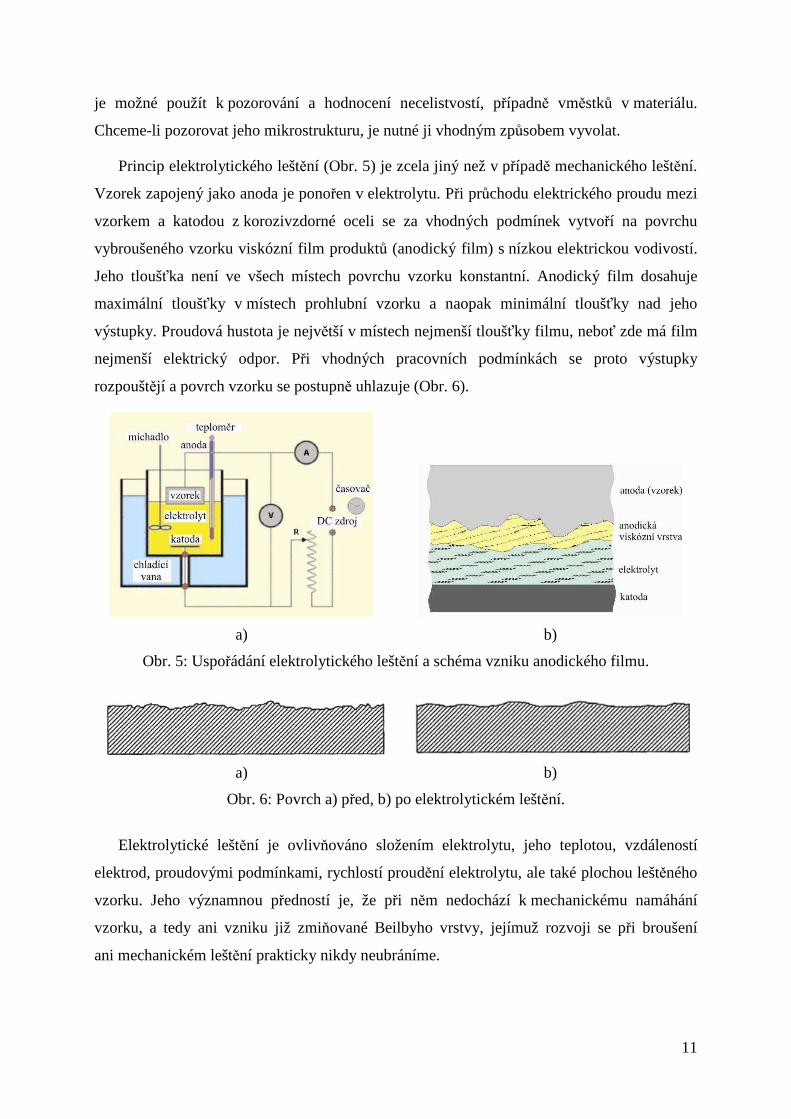
Princip elektrolytického leštění (Obr. 5) je zcela jiný než v případě mechanického leštění.
Vzorek zapojený jako anoda je ponořen v elektrolytu. Při průchodu elektrického proudu mezi
vzorkem a katodou z korozivzdorné oceli se za vhodných podmínek vytvoří na povrchu
vybroušeného vzorku viskózní film produktů (anodický film) s nízkou elektrickou vodivostí.
Jeho tloušťka není ve všech místech povrchu vzorku konstantní. Anodický film dosahuje
maximální tloušťky v místech prohlubní vzorku a naopak minimální tloušťky nad jeho
výstupky. Proudová hustota je největší v místech nejmenší tloušťky filmu, neboť zde má film
nejmenší elektrický odpor. Při vhodných pracovních podmínkách se proto výstupky
rozpouštějí a povrch vzorku se postupně uhlazuje (Obr. 6).
a)
b)
Obr. 5: Uspořádání elektrolytického leštění a schéma vzniku anodického filmu.
a)
b)
Obr. 6: Povrch a) před, b) po elektrolytickém leštění.
Elektrolytické leštění je ovlivňováno složením elektrolytu, jeho teplotou, vzdáleností
elektrod, proudovými podmínkami, rychlostí proudění elektrolytu, ale také plochou leštěného
vzorku. Jeho významnou předností je, že při něm nedochází k mechanickému namáhání
vzorku, a tedy ani vzniku již zmiňované Beilbyho vrstvy, jejímuž rozvoji se při broušení
ani mechanickém leštění prakticky nikdy neubráníme.
12
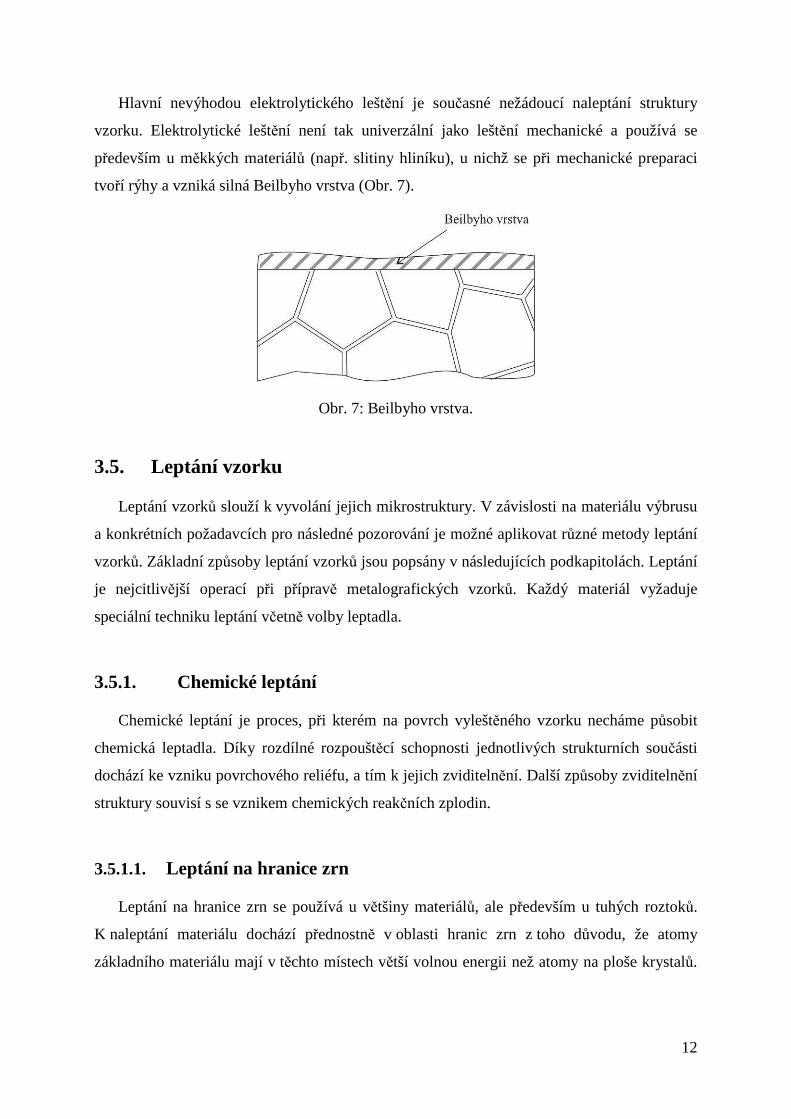
Hlavní nevýhodou elektrolytického leštění je současné nežádoucí naleptání struktury
vzorku. Elektrolytické leštění není tak univerzální jako leštění mechanické a používá se
především u měkkých materiálů (např. slitiny hliníku), u nichž se při mechanické preparaci
tvoří rýhy a vzniká silná Beilbyho vrstva (Obr. 7).
Obr. 7: Beilbyho vrstva.
3.5. Leptání vzorku
Leptání vzorků slouží k vyvolání jejich mikrostruktury. V závislosti na materiálu výbrusu
a konkrétních požadavcích pro následné pozorování je možné aplikovat různé metody leptání
vzorků. Základní způsoby leptání vzorků jsou popsány v následujících podkapitolách. Leptání
je nejcitlivější operací při přípravě metalografických vzorků. Každý materiál vyžaduje
speciální techniku leptání včetně volby leptadla.
3.5.1. Chemické leptání
Chemické leptání je proces, při kterém na povrch vyleštěného vzorku necháme působit
chemická leptadla. Díky rozdílné rozpouštěcí schopnosti jednotlivých strukturních součásti
dochází ke vzniku povrchového reliéfu, a tím k jejich zviditelnění. Další způsoby zviditelnění
struktury souvisí s se vznikem chemických reakčních zplodin.
3.5.1.1. Leptání na hranice zrn
Leptání na hranice zrn se používá u většiny materiálů, ale především u tuhých roztoků.
K naleptání materiálu dochází přednostně v oblasti hranic zrn z toho důvodu, že atomy
základního materiálu mají v těchto místech větší volnou energii než atomy na ploše krystalů.
13
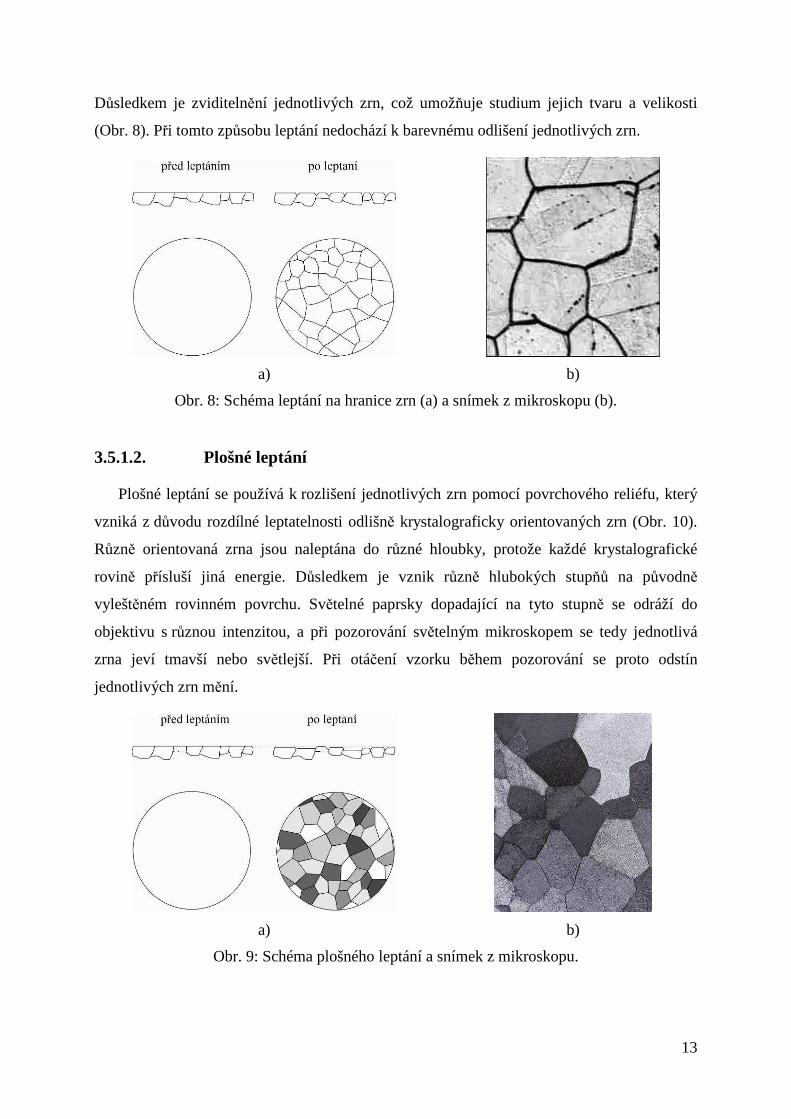
Důsledkem je zviditelnění jednotlivých zrn, což umožňuje studium jejich tvaru a velikosti
(Obr. 8). Při tomto způsobu leptání nedochází k barevnému odlišení jednotlivých zrn.
a)
b)
Obr. 8: Schéma leptání na hranice zrn (a) a snímek z mikroskopu (b).
3.5.1.2. Plošné leptání
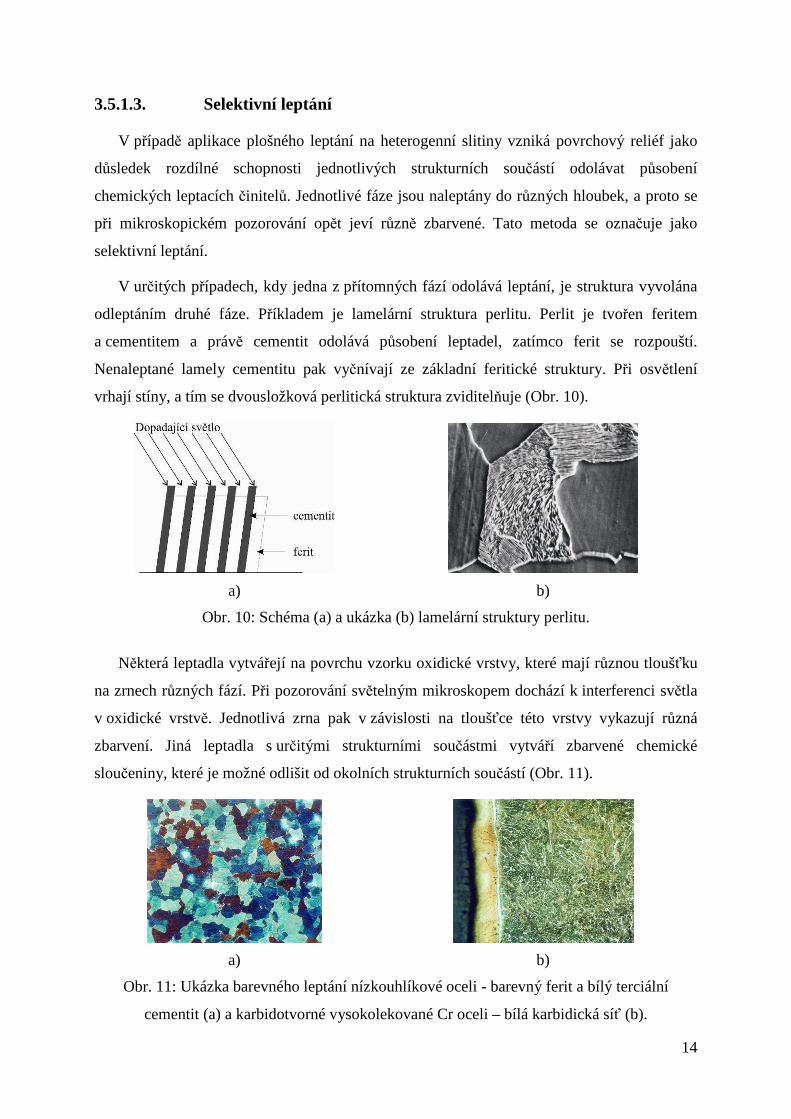
Plošné leptání se používá k rozlišení jednotlivých zrn pomocí povrchového reliéfu, který
vzniká z důvodu rozdílné leptatelnosti odlišně krystalograficky orientovaných zrn (Obr. 10).
Různě orientovaná zrna jsou naleptána do různé hloubky, protože každé krystalografické
rovině přísluší jiná energie. Důsledkem je vznik různě hlubokých stupňů na původně
vyleštěném rovinném povrchu. Světelné paprsky dopadající na tyto stupně se odráží do
objektivu s různou intenzitou, a při pozorování světelným mikroskopem se tedy jednotlivá
zrna jeví tmavší nebo světlejší. Při otáčení vzorku během pozorování se proto odstín
jednotlivých zrn mění.
a)
b)
Obr. 9: Schéma plošného leptání a snímek z mikroskopu.
14
3.5.1.3. Selektivní leptání
V případě aplikace plošného leptání na heterogenní slitiny vzniká povrchový reliéf jako
důsledek rozdílné schopnosti jednotlivých strukturních součástí odolávat působení
chemických leptacích činitelů. Jednotlivé fáze jsou naleptány do různých hloubek, a proto se
při mikroskopickém pozorování opět jeví různě zbarvené. Tato metoda se označuje jako
selektivní leptání.
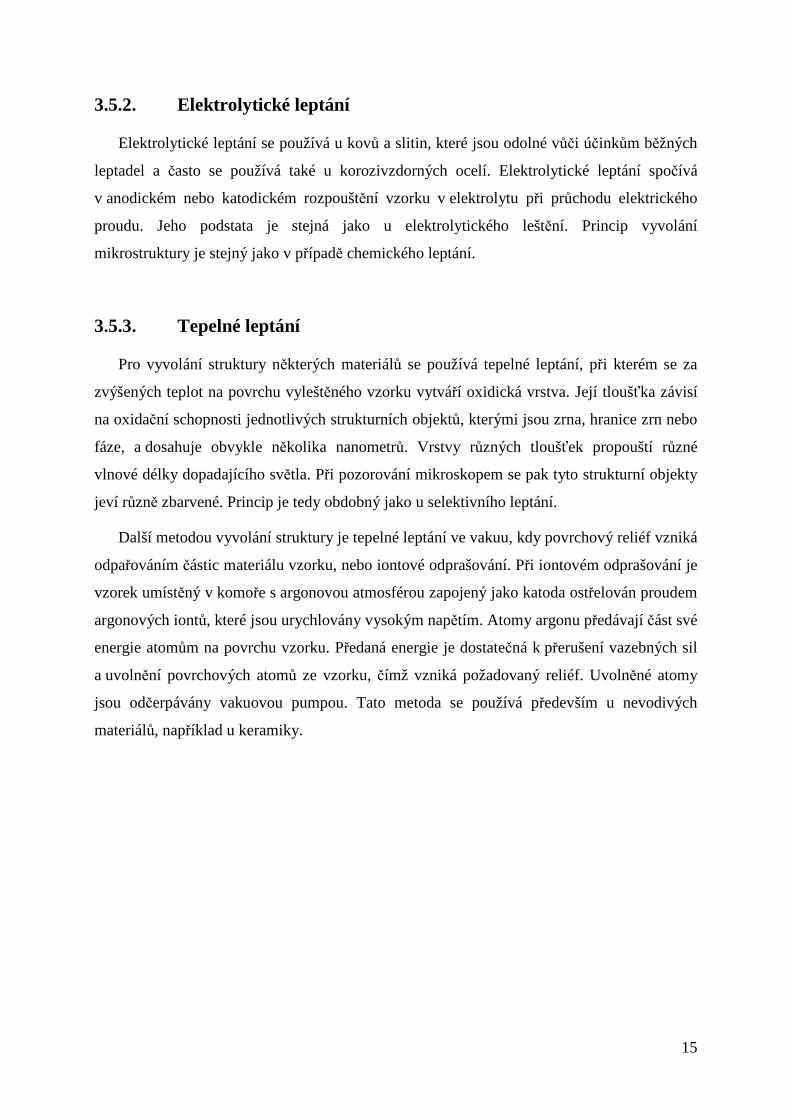
V určitých případech, kdy jedna z přítomných fází odolává leptání, je struktura vyvolána
odleptáním druhé fáze. Příkladem je lamelární struktura perlitu. Perlit je tvořen feritem
a cementitem a právě cementit odolává působení leptadel, zatímco ferit se rozpouští.
Nenaleptané lamely cementitu pak vyčnívají ze základní feritické struktury. Při osvětlení
vrhají stíny, a tím se dvousložková perlitická struktura zviditelňuje (Obr. 10).
a)
b)
Obr. 10: Schéma (a) a ukázka (b) lamelární struktury perlitu.
Některá leptadla vytvářejí na povrchu vzorku oxidické vrstvy, které mají různou tloušťku
na zrnech různých fází. Při pozorování světelným mikroskopem dochází k interferenci světla
v oxidické vrstvě. Jednotlivá zrna pak v závislosti na tloušťce této vrstvy vykazují různá
zbarvení. Jiná leptadla s určitými strukturními součástmi vytváří zbarvené chemické
sloučeniny, které je možné odlišit od okolních strukturních součástí (Obr. 11).
a)
b)
Obr. 11: Ukázka barevného leptání nízkouhlíkové oceli - barevný ferit a bílý terciální
cementit (a) a karbidotvorné vysokolekované Cr oceli – bílá karbidická síť (b).
15
3.5.2. Elektrolytické leptání
Elektrolytické leptání se používá u kovů a slitin, které jsou odolné vůči účinkům běžných
leptadel a často se používá také u korozivzdorných ocelí. Elektrolytické leptání spočívá
v anodickém nebo katodickém rozpouštění vzorku v elektrolytu při průchodu elektrického
proudu. Jeho podstata je stejná jako u elektrolytického leštění. Princip vyvolání
mikrostruktury je stejný jako v případě chemického leptání.
3.5.3. Tepelné leptání
Pro vyvolání struktury některých materiálů se používá tepelné leptání, při kterém se za
zvýšených teplot na povrchu vyleštěného vzorku vytváří oxidická vrstva. Její tloušťka závisí
na oxidační schopnosti jednotlivých strukturních objektů, kterými jsou zrna, hranice zrn nebo
fáze, a dosahuje obvykle několika nanometrů. Vrstvy různých tloušťek propouští různé
vlnové délky dopadajícího světla. Při pozorování mikroskopem se pak tyto strukturní objekty
jeví různě zbarvené. Princip je tedy obdobný jako u selektivního leptání.
Další metodou vyvolání struktury je tepelné leptání ve vakuu, kdy povrchový reliéf vzniká
odpařováním částic materiálu vzorku, nebo iontové odprašování. Při iontovém odprašování je
vzorek umístěný v komoře s argonovou atmosférou zapojený jako katoda ostřelován proudem
argonových iontů, které jsou urychlovány vysokým napětím. Atomy argonu předávají část své
energie atomům na povrchu vzorku. Předaná energie je dostatečná k přerušení vazebných sil
a uvolnění povrchových atomů ze vzorku, čímž vzniká požadovaný reliéf. Uvolněné atomy
jsou odčerpávány vakuovou pumpou. Tato metoda se používá především u nevodivých
materiálů, například u keramiky.
16
4. Hodnocení metalografických vzorků
Metalografické vzorky lze hodnotit makroskopicky nebo mikroskopicky v neleptaném
nebo naleptaném stavu. Při makroskopickém hodnocení jsou vzorky pozorovány ve skutečné
velikosti nebo při malém zvětšení. K mikroskopickému pozorování se obvykle používají
světelné mikroskopy (zvětšení do 1000x), nově také laserové konfokální mikroskopy
(zvětšení do 10000x). Jeli požadováno vyšší zvětšení přechází se k elektronové mikroskopii.
Vzorek pro elektronovou mikroskopii musí splňovat speciální požadavky a především musí
být vodivý. Metodami přípravy těchto vzorků se v tomto textu nebudeme blíže zabývat, neboť
bychom značně přesáhli jeho plánovaný rozsah s ohledem na jeho určení. Odkazy
na příslušné zdroje naleznete na konci tohoto učebního textu.
4.1. Hodnocení výbrusu v neleptaném stavu
V některých případech může být leštění konečnou operací při přípravě vzorku.
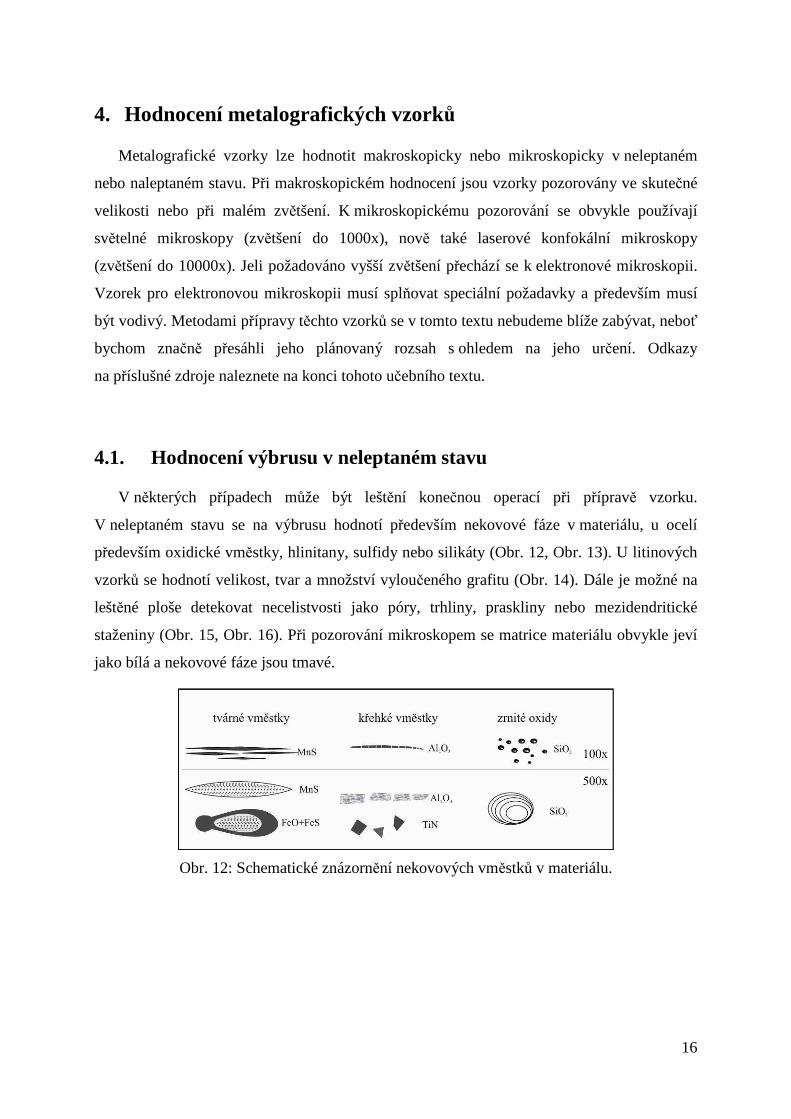
V neleptaném stavu se na výbrusu hodnotí především nekovové fáze v materiálu, u ocelí
především oxidické vměstky, hlinitany, sulfidy nebo silikáty (Obr. 12, Obr. 13). U litinových
vzorků se hodnotí velikost, tvar a množství vyloučeného grafitu (Obr. 14). Dále je možné na
leštěné ploše detekovat necelistvosti jako póry, trhliny, praskliny nebo mezidendritické
staženiny (Obr. 15, Obr. 16). Při pozorování mikroskopem se matrice materiálu obvykle jeví
jako bílá a nekovové fáze jsou tmavé.
Obr. 12: Schematické znázornění nekovových vměstků v materiálu.
17
a)
b)
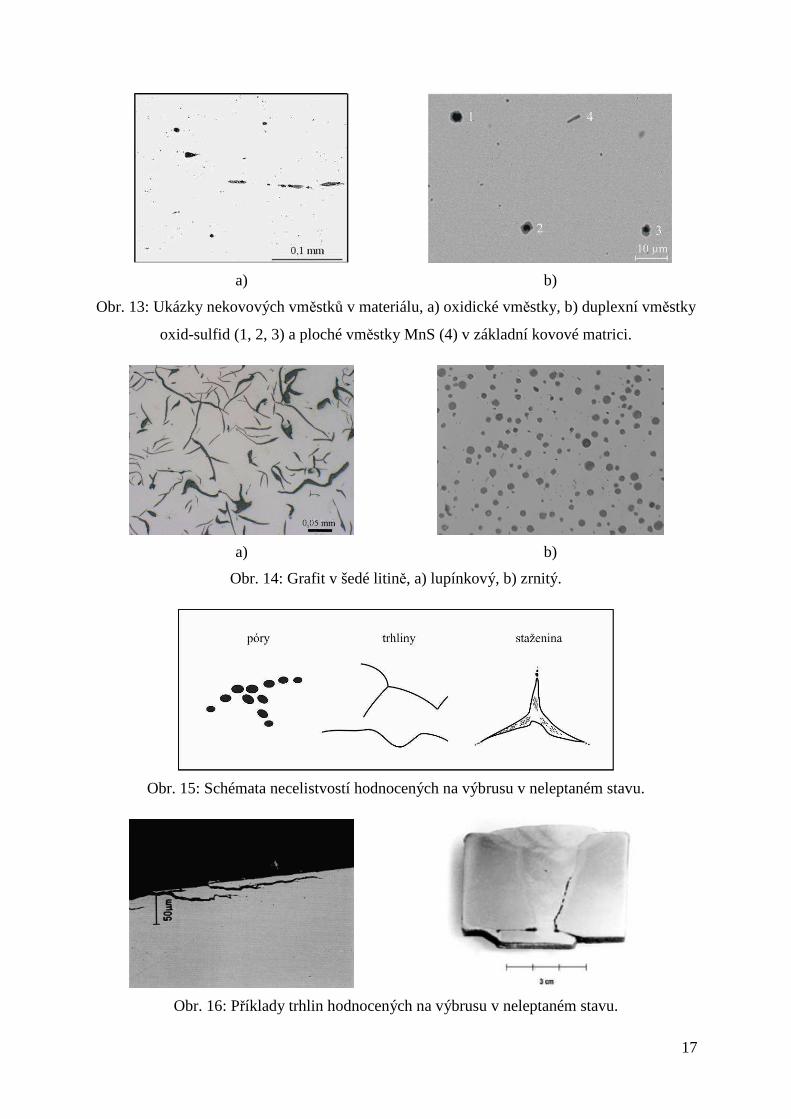
Obr. 13: Ukázky nekovových vměstků v materiálu, a) oxidické vměstky, b) duplexní vměstky
oxid-sulfid (1, 2, 3) a ploché vměstky MnS (4) v základní kovové matrici.
a)
b)
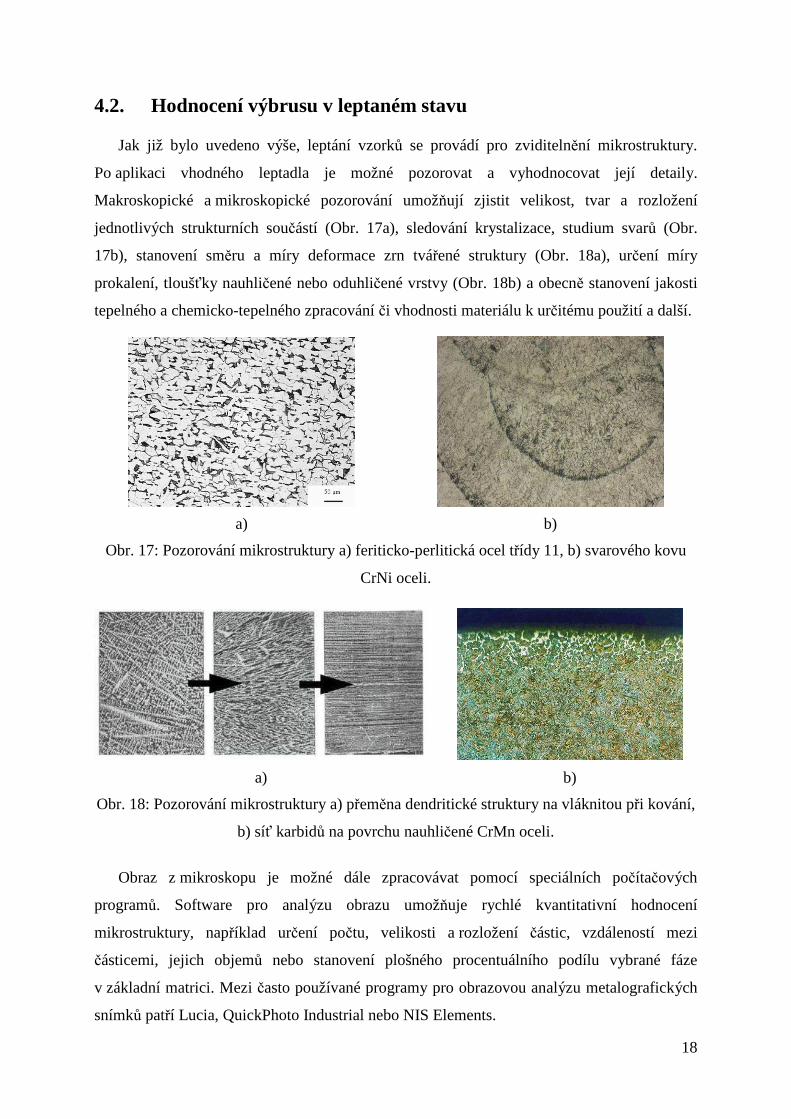
Obr. 14: Grafit v šedé litině, a) lupínkový, b) zrnitý.
Obr. 15: Schémata necelistvostí hodnocených na výbrusu v neleptaném stavu.
Obr. 16: Příklady trhlin hodnocených na výbrusu v neleptaném stavu.
18
4.2. Hodnocení výbrusu v leptaném stavu
Jak již bylo uvedeno výše, leptání vzorků se provádí pro zviditelnění mikrostruktury.
Po aplikaci vhodného leptadla je možné pozorovat a vyhodnocovat její detaily.
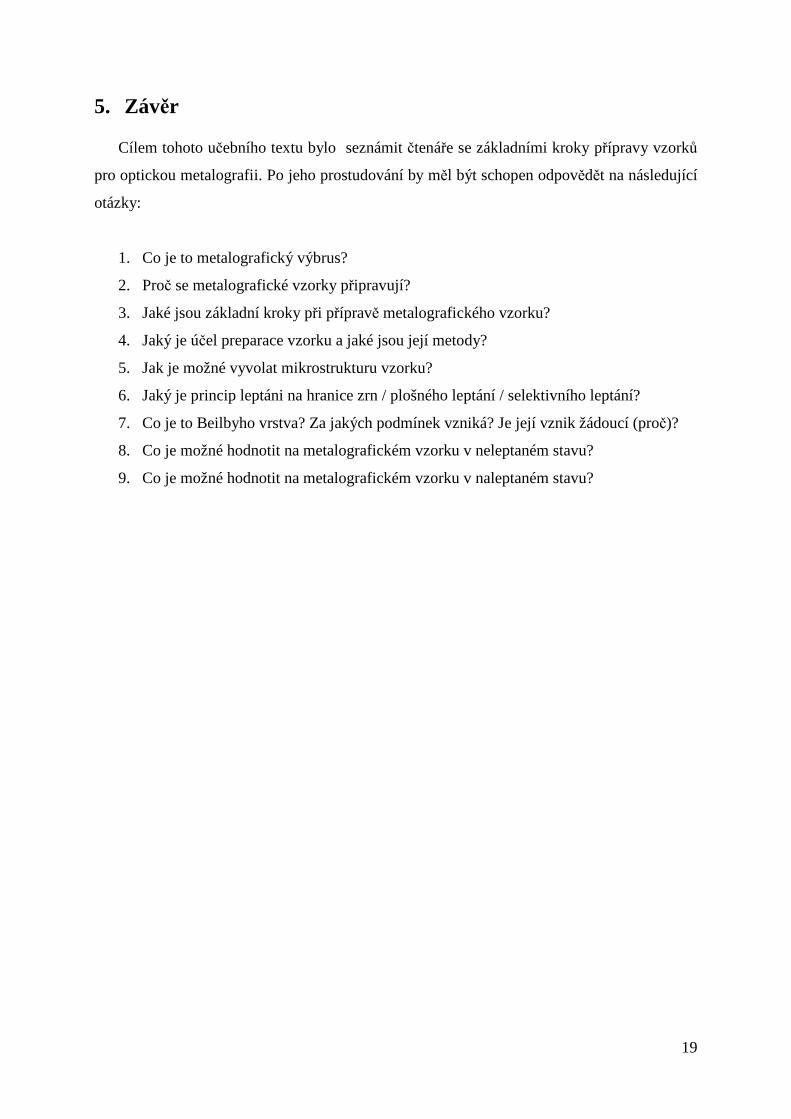
Makroskopické a mikroskopické pozorování umožňují zjistit velikost, tvar a rozložení
jednotlivých strukturních součástí (Obr. 17a), sledování krystalizace, studium svarů (Obr.
17b), stanovení směru a míry deformace zrn tvářené struktury (Obr. 18a), určení míry
prokalení, tloušťky nauhličené nebo oduhličené vrstvy (Obr. 18b) a obecně stanovení jakosti
tepelného a chemicko-tepelného zpracování či vhodnosti materiálu k určitému použití a další.
a)
b)
Obr. 17: Pozorování mikrostruktury a) feriticko-perlitická ocel třídy 11, b) svarového kovu
CrNi oceli.
a)
b)
Obr. 18: Pozorování mikrostruktury a) přeměna dendritické struktury na vláknitou při kování,
b) síť karbidů na povrchu nauhličené CrMn oceli.
Obraz z mikroskopu je možné dále zpracovávat pomocí speciálních počítačových
programů. Software pro analýzu obrazu umožňuje rychlé kvantitativní hodnocení
mikrostruktury, například určení počtu, velikosti a rozložení částic, vzdáleností mezi
částicemi, jejich objemů nebo stanovení plošného procentuálního podílu vybrané fáze
v základní matrici. Mezi často používané programy pro obrazovou analýzu metalografických
snímků patří Lucia, QuickPhoto Industrial nebo NIS Elements.
19
5. Závěr
Cílem tohoto učebního textu bylo seznámit čtenáře se základními kroky přípravy vzorků
pro optickou metalografii. Po jeho prostudování by měl být schopen odpovědět na následující
otázky:
1. Co je to metalografický výbrus?
2. Proč se metalografické vzorky připravují?
3. Jaké jsou základní kroky při přípravě metalografického vzorku?
4. Jaký je účel preparace vzorku a jaké jsou její metody?
5. Jak je možné vyvolat mikrostrukturu vzorku?
6. Jaký je princip leptáni na hranice zrn / plošného leptání / selektivního leptání?
7. Co je to Beilbyho vrstva? Za jakých podmínek vzniká? Je její vznik žádoucí (proč)?
8. Co je možné hodnotit na metalografickém vzorku v neleptaném stavu?
9. Co je možné hodnotit na metalografickém vzorku v naleptaném stavu?
20
Použitá a doporučená literatura a internetové zdroje
[1] Jonšta P., Hrubý V., Silbernagel A. Praktická metalografie. Ostrava: Kovosil, 2008, ISBN
978-80-903694-2-9.
[2] Walla V. Praktická metalografie. Praha: SNTL, 1962.
[3] Wasgestianová M. Základy metalografické techniky. Praha: Práce, 1958.