40
ZPRACOVÁNÍ PLECHU odborný časopis a portál pro zpracovatele plechu Číslo 2 /2010 www.zpracovaniplechu.cz Spoříme energii s kompresory KAESER
ZPRACOVÁNÍ PLECHU odborný časopis
a portálpro zpracovatele plechu
Číslo 2/2010
www.zpracovaniplechu.cz
Spoříme energii s kompresory KAESER
KB Kapitan ZpracPlech 185x254 BEZ BR.indd 1 29.11.10 18:10

3
edit
oria
l
Milí čtenáři, velmi nás potěšil velký zájem o první vydání
našeho časopisu, a proto jsme se s velkou chutí pustili do
druhého čísla, které Vám nyní představujeme.
Editorial
Chtěl bych se s Vámi v tomto vydání
podělit o výborné výsledky s prezentací
našeho časopisu na Mezinárodním strojí-
renském veletrhu, který se konal v měsíci
září v Brně.
Článek o této výstavě naleznete uvnitř
časopisu, kde se podrobněji rozepisuji
o našem celotýdenním působení na tom-
to veletrhu. Získali jsme mnoho zajíma-
vých zkušeností, názorů i námětů, které
chceme v dalších vydáních zužitkovat.
Setkali jsme s mnoha zajímavými lidmi,
zastupující významné strojírenské fi rmy,
kteří se s potěšujícím ohlasem vyjadřo-
vali k nově vzniklému informačnímu mé-
diu. Máme mnoho nových kontaktů i ze
strany akademické veřejnosti, kteří nám
věnovali pozvánky na své seminární akce
s možností představení našeho produktu
další odborné veřejnosti.
Celou výstavní akci jsme pojali odlehče-
nou formou, díky pozvanému kouzel-
níkovi, který svým vystupováním bavil
návštěvníky výstavy a zároveň poutal
pozornost nápaditými triky ve spojení
s naším tématem o zpracování plechu.
Jsme velice rádi, že jste nalezli v tak krátké
době cestu k nám. Důkazem je velmi zají-
mavá návštěvnost našeho portálu www.
zpracovaniplechu.cz. Výsledkem je stále
vzrůstající počet předplatitelů a zároveň
fi rem, které začínají využívat nabídku slu-
žeb formou inzerce v jednotlivých oblas-
tech na zmíněném portálu.
Prozatím můžeme s velkým oddychem
konstatovat, že náš záměr zaujmout od-
bornou veřejnost se daří.
Získáváme mnoho podnětných připo-
mínek formou dopisů od organizací
i jednotlivců, kteří se chtějí prezentovat
v tištěné verzi časopisu nebo na našich
www stránkách. Jsme velmi rádi za jejich
zajímavé myšlenky i z dalších oborů, kte-
rým se chceme v budoucnu věnovat.
Touto cestou bych chtěl všem dopisova-
telům velice srdečně poděkovat a sdělit
jim, že jejich myšlenky nezůstanou ladem
a budeme se snažit postupně je zpraco-
vávat a doplňovat je do naší další kon-
cepce a struktury časopisu.
Zvláštní poděkování:
patří fi rmě Kaeser Kompresoren, která se
stala partnerem tohoto vydání.
Děkuji rovněž ostatním fi rmám, které se
na tomto vydání podílely. Děkuji za jejich
příspěvky a velice zajímavé informace.
Budu velmi rád, pokud bude naše dosa-
vadní spolupráce na takové úrovni jako
doposud a mým velkým přáním je udr-
žet si Vaši přízeň i do budoucna. Těším
se s Vámi na příští vydání.
Vážení čtenáři,
Toto číslo je poslední vydání v letoš-
ním roce, a proto mi dovolte, abych
Vám touto cestou co nejsrdečněji
popřál klidné prožití vánočních
svátků a načerpali jste nové síly do
dalšího roku.
Do roku 2011 Vám všem přeji mnoho
zdraví, štěstí a pracovních úspěchů.
Pavel Gelnar
šéfredaktor
KB Kapitan ZpracPlech 185x254 BEZ BR.indd 1 29.11.10 18:10

obsah
REDAKCE
Tel.: 734 386 773
Fax: 388 314 321
Šéfredaktor:
Pavel Gelnar
Jazyková korektura:
PhDr. Daniela Benešová
Grafi cká úprava a sazba:
Kolář & Kutálek
Foto na titulní straně:
KAESER
Vychází čtvrtletně
Ročník I.
Číslo 2/2010
Náklad 4 000 ks
Cena 98,00 Kč (bez DPH)
Vydavatel:
OTTO GELLNAR, s. r. o.
L. Janáčka 724, 74213 Studénka
www.ottogellnar.com, IČ: 258 47 406
Všechna práva k uveřejněným dílům jsou vyhrazena.
Kopírování, znovu publikování nebo rozšiřování kterékoli části
časopisu se povoluje výhradně se souhlasem vydavatele.
Vydavatelství nenese právní zodpovědnost za obsah
inzerce a advertorialů.
www.zpracovaniplechu.cz
3 Editorial
5 Energetická média
Nová řada šroubových
kompresorů SK
Nový: „Sigma Air Manager“
s adaptivním 3D-řízením
8 CNC zpracování plechu Laserové řezání Bystronic
10 CNC zpracování plechu Vzrůstající požadavky na kvalitu
hran a povrchu plechových dílů
12 Svařování Optimální laserové svařování
v robotické buňce
14 Svařování Výběr ochranných plynů
pro obloukové svařování
16 Nástroje a nářadí… MATE PRECISION TOOLING
19 Povrchová úprava Lakovací linky Ideal-line
23 Energetická média Efektivní výroba velkých
množství stlačeného vzduchu
Odběr z potenciálu
energetických úspor
27 Software CAD/CAM Systémy (1)
29 Služby Zavedení a certifi kace normy
ISO 9001 (1)
31 Logistika a transport Manipulační technika DESTA
33 Navštívili jsme Seminář „Technologie spojování
plechů“
Časopis na mezinárodním
strojírenském veletrhu v Brně
EuroBLECH 2010
ZPRACOVÁNÍ PLECHU odborný časopis
a portálpro zpracovatele plechu
partnerem tohoto čísla je firma KAESER Kompressoren

5
ČÍSLO 2/2010 par tnerem tohoto čísla je f irma KAESER Kompressoren
Ener
geti
cká
méd
iaNároční uživatelé stlačeného vzduchu
očekávají maximální schopnosti a efekti-
vitu dokonce již od malých kompresorů.
Zvyšuje se i poptávka po tzv. bezešvém
spojení s hlavním řídicím systémem, kte-
ré uživatelům umožňuje čerpat výhody
spojené se zvýšením efektivity a možností
rozložení zátěže, které tato technologie
nabízí oproti jednoduchým, samostatným
jednotkám. Díky nové podstatné úpravě
energeticky úsporného profi lu rotorů „Sig-
ma Profi le“ a vnitřního řízení kompresoru
„Sigma Control 2“, které jsou ve standar-
du, nová série SK od společnosti Kaeser
všechny tyto požadavky splňuje. Uživateli
navíc nabídne i výrazně vyšší dodávky vol-
ného vzduchu a ještě větší účinnost ino-
vovaných jednotek.
Modely nové série SK jsou schopny do-
Kaeser představuje novou řadu šroubových kompresorů SKZa své peníze dostanete více vzduchu
dávat až 2,5 m³ stlačeného
vzduchu za minutu při 7,5
barech (verze s 11 a 15 kW).
Tyto údaje tedy představují,
v závislosti na konkrétním
modelu, nárůst o 11 nebo
dokonce o 14 procent ve
srovnání s předchozími mo-
dely. Tento výrazný posuv ve
výkonu byl dosažen optimali-
zací šroubového bloku a sou-
časně minimalizací vnitřních
ztrát tlaku. Z hlediska ná-
vratnosti tyto inovace vedly
k redukci spotřeby energie až
o 5 procent. K dalším energe-
tickým úsporám přispělo rov-
něž použití vysoce účinných
elektrických motorů IE3. Dal-
ší významnou komponentou
zvyšující efektivitu jednotek
je nový interní řídicí sys-
tém „Sigma Control 2“. Toto
pokročilé řízení umožňuje
provoz přesně přizpůsobe-
ný požadavkům na dodávky
stlačeného vzduchu, spoleh-
livý monitoring a navíc, díky
řadě vlastních interfaců a no-
vých plug-in komunikačních
modulů, zaručuje ještě větší
fl exibilitu. Spojení s energetic-
ky úsporným hlavním řídicím
systémem, počítačovou sítí a/
nebo dálkovou diagnostikou
a monitorovacími systémy, jako jsou te-
leservisní zařízení fi rmy Kaeser, teď již ne-
může být snazší. Komunikaci se systémem
na místě rovněž usnadňuje velký displej
a RFID čtečka umístěná na řídicím panelu.
Co je společné všem novým modelům SK,
je logický a uživatelsky příjemný design.
Například levý uzavírací panel je možné
odstranit v několika snadných krocích
a tím odkrýt chytře umístěné součásti.
Není snad nutné zdůrazňovat, že nová sé-
rie SK byla navržena tak, aby byl zajištěn
nejlepší možný přístup ke všem servisním
bodům. Krycí panely tlumící zvuk ještě
více snižují již tak nízkou hladinu provozní-
ho hluku těchto kompresorů; výsledkem
je pouze extra tichý hluk jakoby v pozadí.
Kryt je navíc vybaven čtyřmi otevíracími
vstupy pro samostatné vzduchové chla-
zení kompresoru, motoru a spínačové
skříně a pro nasávání vzduchu kompre-
sorem. Unikátní chladicí systém od fi rmy
Kaeser je vybaven patentovaným vysoce
účinným dvouproudým větrákem se sa-
mostatným prouděním chladicího vzdu-
chu pro motor a kompresor. Toto zařízení
nejen zajišťuje optimální chladicí výkon,
nízkou teplotu stlačeného vyfukovaného
vzduchu a minimální hlučnost, ale také
podporuje účinnou kompresi vzduchu.
Koncept modulárního designu řady SK
přináší další výhody: oproti standardní
verzi, která má kompaktní zástavbovou
velikost pouhých 0,65 m², modely SK 22
a SK 25 jsou dostupné v tzv. T-provede-
ní, které má v sobě integrovanou tepelně
odstíněnou sušičku chladiva. Pro aplikace
vyžadující řízení výkonnosti jsou vhodné
rovněž 11 a 15KW verze s vestavěným mě-
ničem frekvencí („Sigma Frequency Con-
trol“ – SFC).
Uživatelé, kteří žádají nejen účinný kom-
presor, ale kompaktní systém stlačeného
vzduchu „vše v jednom“, nalezli, co hledali,
pokud si zvolili „SK Aircenter“. Tato pro-
storově úsporná kombinace kompresoru,
sušičky chladiva a spodního vzdušníku
umožňuje spolehlivou a efektivní výrobu
stlačeného vzduchu, údržbu a skladování
v rámci jediné jednotky. Jak lze očeká-
vat od čelního poskytovatele stlačeného
vzduchu, jakým je fi rma Kaeser, tak tyto
všestranné jednotky mohou být rovněž
na základě požadavků zákazníka vybaveny
vzduchovými fi ltry. „SK Aircenter“ je ideál-
ní volbou pro menší podniky a dílny, kde je
rozhodujícím faktorem plocha, nebo pro
decentralizované aplikace dodávek stlače-
ného vzduchu.
Nová série SK rotačních šroubových
kompresorů od společnosti Kaeser
Vám za Vaše peníze poskytne nejen
více vzduchu: tyto všestranné jednot-
ky, vybavené novým vnitřním řídicím
systémem „Sigma Control 2“, lze rov-
něž vybavit řadou komunikačních peri-
ferií. Nad rámec standardních modelů
jsou k dostání jednotky vybavené su-
šičkou chladiva (T-verze) a kombinace
sušičky chladiva a vzdušníku (Aircen-
ter) – viz foto.

ZPRACOVÁNÍ PLECHU
6
Ener
geti
cká
méd
ia
Z hlediska výroby stlačeného vzduchu je
mnoho oblastí, kde lze šetřit náklady. To
platí zvláště pro monitoring a řízení jak
kompresorových, tak i dmychadlových
stanic. Jako pokročilý systém manage-
mentu stlačeného vzduchu pro až čty-
ři, osm nebo šestnáct strojů, poskytuje
poslední generace systému „Sigma Air
Manager“ (SAM) společnosti Kaeser uži-
vatelům transparentnost a výkon, které
jsou k dosažení těchto úspor nezbytné.
Se svým „all-in-one“ hlavním řídicím sys-
témem a webovým serverem hraje SAM
klíčovou roli v optimalizaci dodávek stla-
čeného vzduchu a v energetické efektivi-
tě. Nový SAM je nyní ještě účinnější než
kdy před tím a to díky novému adaptiv-
nímu 3D-řízení.
Efektivita systému stlačeného vzduchu
nezávisí jen na provozní spolehlivosti,
dostupnosti a energetické účinnosti, ale
také na tom, jak dobře spolu v rámci
kompresorové nebo dmychadlové sta-
nice vzájemně spolupracují jednotlivé
komponenty. To je oblast, kam „Sigma Air
Manager“ (SAM) vnáší skutečný rozdíl.
Jádro SAMu tvoří výkonné průmyslové
PC, kterým monitoruje systém jako celek
a uživateli zprůhledňuje výrobní procesy,
spotřebu energie a náklady. Nejnovější
verze využívá nové adaptivní 3D-řízení
fi rmy Kaeser (patentováno), které zo-
hledňuje tři rozhodující „parametry“, jež
ovlivňují v rámci kompresorové stanice
energeticky účinné řízení:
1. Spínací ztráty spojené se zapínáním
a vypínáním kompresoru.
2. Další spotřeba energie způsobe-
ná zvýšením tlaku nad požadovanou
hodnotu.
3. Ztráty řídicího systému plynoucí
z běhu naprázdno a FC ztrát.
Optimálního výkonu se dosahuje tím, že
SAM neustále vypočítává nejlepší možný
výsledek a podle něho kompresor řídí.
Tato strategie vede k vysoké energetické
účinnosti a to dokonce i v případech, kdy
se požadavky na stlačený vzduch výraz-
ně mění. Další výhodou je, že je výrazně
omezen počet spínacích operací - tj. po-
čet startů, spínacích sekvencí souvisejí-
cích s plněním a s chodem naprázdno
a počet vypnutí.
Nový: „Sigma Air Manager“ s adaptivním 3D-řízenímKlíč ke zvýšení efektivity stlačeného vzduchu
S adaptivní 3D řídicí technologií od fi rmy
Kaeser může SAM kontrolovat i tlakový
výkon, aby se držel na nejlepší možné
hodnotě. Rozhodujícím faktorem sa-
mozřejmě je, aby tlak v systému, pokud
je to možné, neklesl pod hodnotu pře-
depsanou pro danou aplikaci. Jedním
z hlavních problémů je udržet prostřed-
nictvím řídicích procesů požadovaný tlak
po dobu opožděných reakcí kompresorů
a dmychadel – zvláště v intervalu tzv.
mrtvého času mezi zmáčknutím startu
a skutečným začátkem dodávání stlače-
ného vzduchu. Adaptivní 3D-řízení však
s tímto zpožděním počítá a prostřednic-
tvím funkce předčasného startu celý pro-
ces optimalizuje a tím dovoluje lépe než
kdy před tím udržovat tlak na požadova-
né hodnotě. K náhlým velkým nárůstům
tlaku nad požadovanou hodnotu již také
nedochází, poněvadž jsou v rámci uve-
dených „parametrů“ vyhodnoceny jako
„neefektivní“. Jemné vzestupy nad pře-
depsaný tlak nestojí ve většině aplikací za
pozornost. 3D-řízení touto „tlakovou to-
lerancí“optimalizuje výkon kompresorové
stanice a to s ohledem na tři „parametry“
energetické efektivity, které jsme zmínili.
Ve standardu je rovněž zahrnut nástroj
„Sigma Air Control
– základní vizuali-
zace“. Poskytované
informace obsahují
status stroje, sou-
časný status SAM
řídicího panelu,
záznam o tlaku
v systému v před-
chozí operaci, stej-
ně jako o údržbě
a alarm. Heslem
chráněná data ulo-
žená v dlouhodo-
bé paměti SAMu
mohou být navíc
zobrazena v gra-
fi ckém formátu
pro jednotlivé ča-
sové intervaly až
jeden rok zpětně,
pokud využijete
volitelně dostup-
nou verzi pokro-
čilého vizualizačního softwaru od fi rmy
Kaeser „Sigma Air Control Plus“. Tento
program poskytuje základnu pro detail-
ní audity stlačeného vzduchu a dovoluje
uživateli trvale dohlížet na náklady na
stlačený vzduch a výkon systému. Navíc,
specifi cký výkon všech kompresorů nebo
dmychadel zapojených do systému si lze
zobrazit ve srovnání s referenčními hod-
notami. Uživatel tak ihned vidí, zda kom-
presorový systém pracuje tak efektivně,
jak by měl.
Díky tomu, že SAM umožňuje spojení
s teleservisním zařízením Kaeser, je rov-
něž schopen řídit, analyzovat a monitoro-
vat výkon starších kompresorů a kompo-
nent v rámci kompresorové stanice a tím
zajišťuje nepřetržitý optimální výkon.
Nový „Sigma Air Manager“ (na obráz-
ku: verze pro až čtyři nebo až šestnáct
kompresorů/dmychadel) neposkytuje
uživatelům jen výjimečnou transpa-
rentnost operačních procesů, spotře-
by energie a nákladů, ale jeho adaptiv-
ní 3D-řízení také bere na zřetel spínací
ztráty kompresoru, čímž energetickou
efektivitu ještě zvyšuje.
CN
C z
prac
ován
í ple
chu
ČÍSLO 2/2010 par tnerem tohoto čísla je f irma KAESER
Podporujeme Vaše projekty…
www.ferona.cz
zemekoule A4.indd 1 25.11.2010 16:30:05

ZPRACOVÁNÍ PLECHU
8
CN
C z
prac
ován
í ple
chu Laserové řezání Bystronic
na EuroBLECH 2010Vláknový laser a automatizace procesu
Na veletrhu EuroBLECH 2010
představila společnost Bystronic
první výrobní sérii modelu systému
k řezání laserem vybaveného
vláknovým laserem, a dále položila
důraz na automatizaci procesu.
V návaznosti na prezentaci koncepční-
ho stroje, která proběhla již před třemi
lety v rámci Laser World of Photonics
v Mnichově, a právě včas u příležitosti
50. výročí vzniku laseru, představila Bys-
tronic na veletrhu EuroBLECH 2010 prv-
ní výrobní sérii svého modelu systému
k řezání laserem vybaveného vláknovým
laserem. Nový systém vychází z úspěšné
koncepce stroje BySprint Pro a byl proto
nazván BySprint Fiber 3015. Systém je
vybaven vláknovým laserem Fiber 2000
o výkonu dva kilowatty.
BySprint Fiber představuje v portfoliu
společnosti Bystronic rychlého sprinte-
ra. Zejména u tenkých plechů tloušťky
do čtyř milimetrů dosahuje při výrobě
dílů bezkonkurenčního výkonu se sou-
časnou maximální přesností. Ideální po-
hon systému i jeho CNC-koncepce jsou
zárukou vysoké dynamiky, díky čemuž
lze kapacitu laserového zdroje převést
na nejkratší dobu zpracování. Laserový
zdroj má navíc dostatečnou rezervu,
takže je možné zpracovávat i plechy do
tloušťky 12 milimetrů. Nadto nade vše
profi tuje uživatel z velmi vysoké energe-
tické účinnosti: řezání pomocí systému
BySprint Fiber není tudíž pouze mimo-
řádně hospodárné, nýbrž i šetrné k ži-
votnímu prostředí.
BySprint Fiber nabízí rovněž vysokou fl e-
xibilitu: kromě oceli, nerezové oceli a hli-
níku lze s vysokou procesní spolehlivostí
a přesností řezat také neželezné kovy,
jako jsou měď a mosaz. Řezná hlava byla
vyvinuta speciálně pro aplikace s vlákno-
vým laserem a je dodávána v celé řadě
variant s ohniskovou vzdáleností 100
a 150 milimetrů, díky čemuž je možné
BySprint Fiber optimálně přizpůsobit
výrobním požadavkům jednotlivých
zákazníků. Procesní spolehlivost je dále
zajištěna jedinečným snímačem Prote-
ction Window Sensor, který spolehlivě
chrání čočky před poškozením.
Velká pozornost byla rovněž věnována
bezpečnosti pracovníků obsluhy: v po-
rovnání s lasery CO2 má produkované
laserové světlo mnohem menší vlno-
vou délku a stroj je tudíž zcela uzavřen
a opatřen vysoce odolnými a snadno
ovladatelnými ochrannými dveřmi. To
však rozhodně nemá negativní dopad na
estetiku systému: i v zemi, která dbá na
módu, jako je Itálie, byli zkušební zákaz-
níci velmi nadšeni atraktivním provede-
ním BySprint Fiber.
Přenos laserového paprsku do řezné hla-
vy se provádí pomocí pasivního vlákna,
nikoliv pomocí vychylovacího zrcátka,
jako je tomu u laserů CO2. Výsledná
jednoduchá dráha paprsku vede ve spo-
jení s nenáročným, technicky vyspělým
„Vyšší produktivity práce, vyšší hospodárnosti a tím i vyšší
úspěšnosti mohou pomocí BySprint Fiber dosáhnout právě ti zá-
kazníci, kteří provádějí převážně nebo výhradně řezání tenkých
materiálů“, zdůrazňuje Johann Ifanger, ředitel obchodní divize
SEA společnosti Bystronic.
BySort
BySprint Fiber

9
CN
C z
prac
ován
í ple
chu
ČÍSLO 2/2010 par tnerem tohoto čísla je f irma KAESER Kompressoren
zdrojem vláknového laseru a vyspělou
technologií stroje k výraznému omezení
provozních a servisních nákladů. Výraz-
ně omezený je i prostor potřebný pro
BySprint Fiber: laserový zdroj je součás-
tí ovládací skříně a nevyžaduje žádnou
další podlahovou plochu.
„Vyšší produktivity práce, vyšší hospo-
dárnosti a tím i vyšší úspěšnosti mohou
pomocí BySprint Fiber dosáhnout prá-
vě ti zákazníci, kteří provádějí převážně
nebo výhradně řezání tenkých materi-
álů“, zdůrazňuje Johann Ifanger, ředitel
obchodní divize SEA společnosti Bystro-
nic.
BySpeed Pro s ByTrans Extended
a BySort
Dalším významným tématem, které
společnost Bystronic na veletrhu Eu-
roBLECH 2010 představila, je vysoce
výkonné laserové řezání s využitím au-
tomatizovaných procesů na samotném
stroji i kolem něj. Vystaven byl plně au-
tomatický laserový blok, který v sobě za-
hrnuje řadu novinek. Jádro tohoto bloku
tvoří nový systém laserového řezání ByS-
peed Pro 3015, dynamický a ekonomic-
ky účinný soubor, zaručující maximální
spolehlivost vyráběných dílů. Volitelně
lze BySpeed Pro vybavit zdrojem ByLa-
ser 4400 (4.4 kW), nebo ByLaser 6000
(6 kW). Oba tyto laserové zdroje jsou
zárukou trvale vysoké kvality paprsku
a ohromují svými mimořádně nízkými
provozními náklady. Těch je dosaženo
díky vysoce účinnému polovodičovému
buzení, které je odolné vůči opotřebe-
ní, a dmychadlu s magnetickými ložisky
rovněž odolnými opotřebení.
Novinky se na BySpeed Pro týkají pře-
devším nezávislosti stroje. To znamená,
že v budoucnosti bude k využití kom-
pletního potenciálu stroje potřeba ještě
méně zásahů obsluhy. To dále usnadní
provoz s menším počtem pracovníků na
směně. Za tímto účelem je BySpeed Pro
standardně vybaven zbrusu novou řez-
nou hlavou, která optimálně podporuje
používané technologie řezání a děrová-
ní, jako je mimořádně účinné děrování
s regulovanými impulsy (RPP). K tomu
lze jako doplněk přiřadit automatický
měnič kazet s čočkami a automatický
měnič trysek, který byl představen již
loni. Stroj vybavený těmito doplňky za-
ručuje, že bude kovový plech vždy vy-
staven optimálně zaměřenému paprsku.
Za účelem optimální podpory rozšíře-
né nezávislosti stroje BySpeed Pro byla
rozšířena i automatizace zařízení kolem
stroje. Již v minulosti nabízela společ-
nost Bystronic svým zákazníkům plně
automatický skladovací systém Bycell,
ByTrans a ByTrans Extended. Poslední
dvě zařízení, která umožňují automatic-
kou nakládku a vykládku kyvadlového
stolu, jsou vybavena jednou (ByTrans)
nebo dvěma (ByTrans Extended) kazeta-
mi k ukládání materiálu nebo vrácených
plechů po řezání. Tyto automatické
prvky byly doplněny nově vyvinutým
zařízením BySort, které na veletrhu Eu-
roBLECH 2010 slavilo svou premiéru.
Pomocí zařízení BySort jsou vyřezané
díly automaticky odstraněny z řezaného
plechu, a poté roztříděny a uloženy. Jeli-
kož již není nutno provádět tuto činnost
ručně a nedochází k poškrábání dílů vi-
dlicovým systémem, lze šetrně zacházet
jak s interními zdroji uživatele, tak se
zpracovávanými materiály. Navíc se vý-
razně zjednodušil přechod k dalším pro-
cesům. Uživatel může rovněž profi tovat
ze zkrácené doby zpracování jednotli-
vých zakázek a tím z ještě vyššího využiti
systémové kapacity. Systém tak pracuje
nejen nezávisleji, ale i hospodárněji. Dal-
ší výhody: BySort lze jednoduše ovládat
z obslužného panelu stroje; v případě
potřeby pak umožňuje neomezený pří-
stup ke kyvadlovému stolu.
„Nezávislost stroje díky automaticky
probíhajícím procesům jak na stroji, tak
v jeho okolí, je hlavním tématem v ze-
mích s vysokými mzdovými náklady.
Zákazníci, kteří správně investují v této
oblasti, získají beze vší pochyby jasnou
konkurenční výhodu“, vysvětluje Johan
Elster, ředitel obchodní divize NAFTA &
Europe North společnosti Bystronic.
Jean-Pierre Neuhaus
Vedoucí komunikačního střediska
společnosti
Industriestrasse 21
CH-3362 Niederönz
Telefon: +41 62 956 35 77
Mobil: +41 79 206 09 74
Fax: +41 62 956 37 30
E-mail: [email protected]
Internet: www.bystronic.com
O společnosti Bystronic
Bystronic je dodavatelem vysoce kvalit-
ních řešení pro hospodárné zpracování
tabulových plechů a jiných materiálů
s celosvětovou působností. Zákazníci
mohou využívat systémů a služeb orien-
tovaných na danou aplikaci v rámci pro-
cesů řezání laserem i vodním paprskem
a ohýbání. Tato švýcarská společnost
s ústředím v Niederönzu (švýcarský kan-
ton Bern) měla v roce 2009 téměř 1400
zaměstnanců a dosáhla výnosu (v pře-
počtu) 250 milionů EUR.
Bystronic je součástí skupiny Conzzeta
Group, švýcarské průmyslové holdin-
gové společnosti, která působí v oblasti
strojírenství, automatických systémů,
pěnových materiálů, sportovního zboží
a nemovitostí. V roce 209 zaměstnávaly
společnosti sdružené v Conzzeta Group
více než 3200 pracovníků a dosáhly vý-
nosu (v přepočtu) přibližně 630 milionů
EUR.
BySpeed Pro s ByTrans Extended a BySort

ZPRACOVÁNÍ PLECHU
10
CN
C z
prac
ován
í ple
chu Vzrůstající požadavky na
kvalitu hran a povrchu plechových dílů
V posledních několika letech jsme za-
znamenali zřetelný posun v nárocích
zákazníků na kvalitu zpracování hran,
otvorů i povrchu produkovaných ple-
chových dílů. Dřívější situace, která
tuzemským „plechařům“ umožňovala
konkurovat zejména nižší cenou oproti
výrobcům v západní Evropě, kdy stači-
lo díly vypálit či vysekat bez následného
odstranění otřepů či úpravy povrchu, je
defi nitivně minulostí.
Zákazníci, v mnoha případech ze zahra-
ničí, jsou stále náročnější ve svých poža-
davcích na zpracování a fi nální úpravu
dílů. Velmi častým požadavkem, v řadě
případů i podmínkou k získání zakázky,
je schopnost kvalitně odstranit otře-
py a krusty po pálení na dílech, upravit
povrch dle požadavku, „zaoblit“ hrany
pro další následné zpracování a podob-
ně. Samostatnou kapitolou je náročné
zpracování dílů s povrchovou úpravou
– jako například pozink, odjehlení dílů
krytých folií nebo zpracování velmi ma-
lých dílů. Zakázkové fi rmy se navíc potý-
kají s kombinací všeho výše uvedeného,
podle jednotlivých zakázek.
Jak s novou situací naložit?
První možností je forma ručního dokon-
čení dílů – ruční odjehlování, broušení,
úprava hran. Výhody ručního broušení
v podstatě neexistují a navíc je ruční
broušení využitelné pouze v případě, že
fi rma dostává ojedinělé požadavky na
základní odjehlení některých dílů. Jsou
však známy i případy, kdy se ve fi rmě
zabývá ručním odjehlením několik lidí,
o ekonomice, kvalitě a produktivitě ta-
kového počínání lze však s úspěchem
pochybovat. Takových fi rem ale je v sou-
časnosti minimum a dříve či později se
s požadavkem na kvalitní odjehlení či
povrchovou úpravu od svých zákazníků
setká téměř každá fi rma. V té chvíli, po-
kud je na stole možnost získání takové
zakázky, náhle nastává souboj s časem,
kde rychle najít vhodné strojní řešení,
abychom zakázku byli schopni splnit.
Ruční broušení je na ústupu a to z ně-
kolika důvodů:
Některé nevýhody ručního broušení:
- proměnlivá kvalita výsledků
- nutnost separovaného pracoviště
- hygiena a bezpečnost při práci
= vysoké nároky + náklady na
pracovní pomůcky
- rostoucí cena pracovní síly
- dosažení pouze základních typů
opracování
- nemožnost odstranění otřepů
v kulatých či malých otvorech či
ostrých rozích
- nemožnost zpracovat velmi malé
díly
V celkovém kontextu je ruční broušení
drahý proces a zejména neplní kvalita-
tivní kritéria požadovaná na současném
trhu.
Druhou možností je volba vhodného
stroje, který je pro tento účel určen.
Při výběru vhodného stroje je třeba
zohlednit aktuální požadavky, materiá-
lovou strukturu a množství dílů, avšak
i plánovanou orientaci v budoucnu
a možnosti získání zakázek, na které by
společnost bez této technologie nedo-
sáhla. Zejména u fi rem zaměřených na
zakázkovou výrobu je třeba skutečně
posoudit nejen dnešní strukturu výrob-
ků, ale hledat řešení, které bude kom-
plexní i do budoucna, vždyť stroj není

11
CN
C z
prac
ován
í ple
chu
ČÍSLO 2/2010 par tnerem tohoto čísla je f irma KAESER Kompressoren
investicí na několik měsíců. Tuto fázi je
velmi důležité nepodcenit a pečlivě kon-
zultovat.
Timesavers International je po více
než 70 let světovým leaderem v kom-
plexním řešení odjehlování a povrchové
úpravy plechových dílů. Kromě tradičně
silné pozice v oblasti odjehlení, zaoblení
hran a povrchové úpravy, se společnost
dokázala úspěšně etablovat i ve zpra-
cování netradičních materiálů – jako
je například titan, molybden, chrom,
zirkonium a další. Nezáleží na tom, zda
zákazník požaduje odjehlení či fi nální
úpravu povrchu, dokážeme nalézt řešení
v podstatě pro jakékoliv požadavky na-
šich klientů.
Stroje jsou v Evropě, díky své tradici,
známé pod názvem GRINDINGMAS-
TER a v nabídce mohou zákazníci nalézt
celou řadu konfi gurací strojů pro různé
aplikace, včetně možnosti konstrukce
speciálních zařízení. Na českém a sloven-
ském trhu je Timesavers International re-
prezentován již řadu let fi rmou ProTech
SpT s.r.o. a úspěšnou spolupráci doka-
zují desítky instalovaných strojů.
Požadavky zákazníků lze shrnout do
několika oblastí:
- Stále náročnější požadavky
odběratelů na kvalitu dílů
- Neúnosnost současného ručního
způsobu odjehlování / broušení
- Konkurenční výhoda díky vyspělé
technologii
- Náročnější požadavky na hygienu
a bezpečnost práce
- Minimalizace rizik zranění při
manipulacích s díly a výrobky
- Nutnost přípravy povrchu pro
následné povrchové úpravy
- Sjednocení či tvorba specifi ckého
povrchu
- Odjehlení dílů krytých folií,
povrchově upravených dílů
- Kalibrace, odstranění okují
- Zaoblení hran
Přibližně 90% klientely vychází ze třech
tržních segmentů – první specializací je
odjehlení a zaoblení hran obecně – běž-
ná ocel, nerez, hliník, pozink, díly kryté
folií. Další oblast představuje broušení
a strukturování nerezi. Trojici doplňuje
oblast speciálních zákaznických aplika-
cí – jako kalibrování a jemné broušení
speciálních materiálů – např. titan, mo-
lybden, chrom a zirkonium. Timesavers
stroje pracují i ve fi rmách leteckého
a automobilového průmyslu.
Dle konkrétní situace u jednotlivých
klientů, požadavků na opracování a ko-
nečně také s ohledem na možnou inves-
tovanou částku lze vyspecifi kovat kon-
krétní typ stroje.
Za vhodné považuji zmínit dva typy
strojů, které bylo možné shlédnout na
světovém veletrhu EuroBLECH v ně-
meckém Hannoveru a které byly před-
mětem velkého zájmu. Rozměrově se
jedná o diametrálně odlišné stroje, avšak
oba přináší naprosto vynikající výsledky
zpracování dílů.
TIMESAVERS ROTARY BRUSH
Vícesměrový systém odjehlení pomo-
cí rotujících kartáčů perfektně odjehlí
a zaoblí hrany po pálení laserem, vyseka-
né a obrobené - ve všech směrech a na
jeden průchod strojem a to bez poruše-
ní povrchu. Stroj je k dispozici i v konfi -
guraci s předsazeným brusným válcem
pro odjehlení větších otřepů a s brus-
ným válcem u výstupu pro výsledný
fi nální brus. Tento stroj disponuje tak
výkonným vakuovým přisáváním, že bez
problémů lze zpracovat i velmi malé díly
o velikosti 1 EUR mince a to s vynikají-
cím výsledkem. Pracovní šíře 1350 mm
však umožňuje zpracovat velmi široké
portfolio dílů. Překážkou nejsou ani díly
s tvářením. Kartáče vynikají velmi dlou-
hou životností a díky tomu jsou pro-
vozní náklady na abrasiva nesrovnatelné
s jinými možnostmi dostupnými na trhu.
Ostatně i provozní náklady jsou polož-
kou, kterou je třeba při výběru vhodné
technologie zvažovat, nejen posuzovat
vstupní cenu stroje. V řádech let se pak
může jednat o podstatný fi nanční rozdíl.
Koneckonců tato položka dnes hraje vý-
znamnou roli při výběru různých typů
strojů.
MALÝ DISKOVÝ STROJ
Na EuroBLECHu byl představen i nový
typ, koncepčně vycházející z populární-
ho diskového stroje. Stroj s jedním před-
sazeným brusným pásem a brusným
diskem v pracovní šíři 225 mm předsta-
vuje unikátní „malé velké“ řešení. Stroj
je vhodný pro odjehlení a fi nální úpravu
dílů.
V období vzrůstajících nároků na kva-
litu zpracování dílů, nároků na bezpeč-
nost a produktivitu práce přináší tato
technologie podstatnou konkurenční
výhodu svým uživatelům. Dnes již spíše
nezbytnou technologii, bez které lze sot-
va získat komplexní a lukrativní zakázky.
Dostupnost a využívání technologie
odjehlování a fi nální úpravy na nejvyšší
úrovni zvyšuje atraktivitu fi rmy pro stá-
vající i potencionální zákazníky. Rozšiřu-
je se také portfolio možností zpracování
nejnáročnějších aplikací. Bez možnosti
kvalitně a ekonomicky odjehlit a upravit
své díly se dnes neobejde žádná společ-
nost, která si chce udržet svou pozici
v konkurenčním prostředí. Rádi s Vámi
budeme konzultovat Vaše požadavky
a naše možnosti.
Irena Palátová
ProTech SpT s.r.o.
www.protech-spt.cz

ZPRACOVÁNÍ PLECHU
12
Sva
řová
ní
Laserové svařováníOptimální laserové svařování v robotické buňceVysoká efektivita i v nízkosériové
výrobě je důležitou předností
laserového svařování pomocí
robotizované buňky TruLaser Robot
5020, která je určena právě pro
svařování plechových sestav.
Středně velké fi rmy zabývající se zpra-
cováním plechu jsou zpravidla zařízeny
na příjem nejrůznějších druhů zakázek.
Jejich zákazníci se etablují prakticky ze
všech průmyslových sektorů. Spektrum
výrobků je od jednoduchých krytů přes
komplexní opláštění a funkční díly až
po strojní komponenty. Typická velikost
série často leží výrazně pod 100 kusy od
jednoho výrobku. Z toho vyplývá nut-
nost přizpůsobení výroby např. častějším
nastrojování jednotlivých technologií. To
se týká celého procesního řetězce výroby
s jednotlivými výrobními kroky: laserové
dělení, děrování, ohraňování, spojování
a často také povrchové úpravy.
Robotizovaná buňka TruLaser Robot
5020 umožňuje fl exibilní a rychlou změ-
nu mezi laserovým svařováním, navařo-
váním a laserovým řezáním. Z toho pro-
fi tuje uživatel hlavně při malé sériovosti.
Speciální upínací koncepty a off -line pro-
gramování výrobní technologie tvoří zá-
klad pro krátké seřizovací a programovací
časy. Toto vede k ucelenému použití této
technologie v procesu zpracování plechu
a v konečném měřítku k zisku uživatele.
Mnoho fi rem doposud nepohlíží na jed-
notlivé kroky opracování jako na prů-
běžnou část procesního řetězce, ale jako
souhrn různých postupů. Toto platí také
pro spojování. Z termických postupů
spojování se prosazují převážně procesy
v ochranné atmosféře jako MAG, MIG
nebo WIG. Ačkoliv nabízí laserové sva-
řování, jako univerzální spojovací tech-
nologie i díky široké možnosti použití,
uživateli nové možnosti, snížení výrob-
ních nákladů a zvýšení kvality, není tato
technologie ještě plně rozšířena u střed-
ně velkých fi rem v oboru.
Správný laserový systém rozhoduje
Ze zkušenosti existuje více důvodů, které
odrazují zákazníky od nasazení technolo-
gie laserového svařování.
Mnoho fi rmám se zdá investice do lase-
rových svařovacích systémů příliš vysoká,
především v porovnání s komponenty
pro konvenční svařovací postupy. Kromě
toho panuje názor, že požadavky na tole-
ranci dílů a přípustné spáry jsou příliš vy-
soké a obtížně vyrobitelné. Dále k tomu
ještě přichází faktor velikosti série, která
díky své velikosti ještě neumožňuje hos-
podárné využití laserových svařovacích
systémů. A v mnoha provozech jsou vý-
robní náklady na svařovací přípravky „šité
na míru“ konkrétnímu obrobku a lasero-
vému svařování příliš vysoké.
Zde nabízí TRUMPF řešení, jak hospo-
dárně integrovat laserové svařování jako
univerzální postup do celého procesního
řetězce zpracování plechu. Důležitým
předpokladem je, aby do procesu plá-
nování a realizace výroby byly zařazeny
všechny stupně procesního řetězce, ne-
boť fáze spojování bývá převážně jednou
z posledních operací výrobního procesu
dílu.
Celý proces začíná převážně v konstrukci.
Konstruktér určuje daleko před začátkem
vlastní výroby, jak se budou dílce spojo-
vat. Aby mohl navrhnout optimální spoj,
musí vzít v úvahu požadavky na místo
sváru, jako např. pevnost v tahu, torzi,
ohyb ale i chemické nároky budoucího
spoje. Stále důležitější je také optický
vzhled výrobku. Z toho vyplývá, které
geometrie dílu jsou funkční a účelné a je
tím dáno kolik tepla je možné vnést do
obrobku.
Robotická buňka umožňuje hospo-
dárné laserové svařování
„Investiční a provozní náklady do lase-
rového svařování jsou vysoké“: tak zní
všeobecné mínění. Přitom ale pouze
malé množství fi rem potřebují k lasero-
vému svařování nákladné, souřadnicově
vedené 3D stroje. Výrazně výhodněj-
ší je kombinace průmyslového robota
a pevnolátkového laseru, která je již léta
úspěšně nasazována např. v automobilo-
Rameno robota vede pracovní optiku,
fl exibilní světlovodný kabel přináší výkon
na obrobek.
Přípravek pro svařování laserem sestavený z jednoduše vyrobitelných 2D plechových
segmentů

13
Sva
řová
ní
ČÍSLO 2/2010 par tnerem tohoto čísla je f irma KAESER Kompressoren
vém průmyslu. Robotický systém velmi
často vyhovuje daným požadavkům na
přesnost a dynamiku při opracování 3D
dílů. Firma TRUMPF nabízí standardní,
modulární řešení „na klíč“ svým zákazní-
kům prostřednictvím zařízení TruLaser
Robot 5020, které odpovídá potřebám
zpracovatelů plechu. Systém se skládá
nejen z vlastního laseru a zpracovávací
optiky, ale i z robota, polohovací mecha-
niky a ochranné kabiny.
Laserové svařování s vysokou rychlostí
V Německu představují celkové provozní
náklady (včetně všech variabilních a fi x-
ních nákladů) laserového svařovacího
systému cca. 130 EUR / hod. v jedno-
směnném provozu. Uživatel svařuje la-
serem hospodárně oproti konvenčnímu
svařování v ochranné atmosféře tehdy,
pokud pracuje zhruba s 1/3 časovou
náročností (měřeno na 50 ks v sérii).
Vedle toho má laserové svařování další
významnou přednost: oproti konvenč-
nímu zpracování téměř úplně odpadají
následné práce, jako je vyrovnávání a za-
čišťování. Právě tyto následné práce zvy-
šují podstatně výrobní náklady obrobku.
Oproti konvenčnímu svařování v ochran-
né atmosféře umožňuje laserové svařová-
ní vedle úspory nákladů také jedinečnou
opakovatelnou kvalitu zpracování. Časo-
vě náročné a nákladné broušení svařova-
ných hran odpadá u většiny dílů. To še-
tří náklady a snižuje výrobní a průběžné
časy. Rychlé výrobní kroky dále zvyšují
fl exibilitu, protože uživatel může systém
rychleji použít na jiné zakázky.
Laserová síť zlepšuje celkové vytížení
systému
Optimalizace konstrukce a výrobního
systému je jedním faktorem úspěchu.
Druhým klíčem úspěšného nasazení
laserového svařovacího systému je lase-
rová síť. Paralelní využívání laserového
výkonu z jednoho zdroje na různých
pracovních stanicích umožňuje výrobu
na dalších pracovních stanicích paralel-
ně s hlavním výrobním časem. Tím je
možné několikanásobně zvýšit výrobní
kapacitu při minimálních dodatečných
nákladech. Toto využití více svařovacích
stanic výrazně zvyšuje hospodárnost ce-
lého systému. Převážně používané off -li-
ne programování celého systému je další
významnou předností.
Výroba přípravků – klíč k úspěchu
Právě při výrobě malého počtu kusů
roste význam konstrukce a výroby pří-
pravků, protože náklady na přípravky
ovlivňují celkové náklady výroby. Op-
timalizace nákladů a funkčnosti je zde
stále se opakující výzvou. Uživatel může
ovládnout svět přípravků tehdy, použije
li pro jejich konstrukci a výrobu rovné
plechové segmenty, normované a stan-
dardní komponenty a eliminuje užití
konvenčně obráběných dílů.
Fazit
Rozhodne li se fi rma implementovat
technologii laserového svařování, vyža-
duje to v mnoha ohledech změnu myš-
lení. Ten, kdo ovládne základy a podaří
se mu zapojení do výrobního systému,
ten bude hospodárně vydělávat a zajis-
tí si tím výraznou konkurenční výhodu.
TRUMPF nabízí prostřednictvím TruLa-
ser Robot 5020 standardní, modulární
klíčové řešení šité na míru zpracovate-
lům plechu.
vlevo: hloubkové silové svařování to umožňuje: laserový paprsek spojuje materiál komponent ventilátoru
vpravo: chassis váhy: laser svařuje teplovodným svařováním viditelné sváry bez nutnosti dodatečného opracování a zároveň silovým
svárem v jednom pracovním kroku spojuje polohovací trny.
Robotická buňkaTruLaser Robot 5020 obsahuje všechny komponenty systému
„na klíč“: laser, optiku, polohovací jednotku a ochrannou kabinu
14
ZPRACOVÁNÍ PLECHUS
vařo
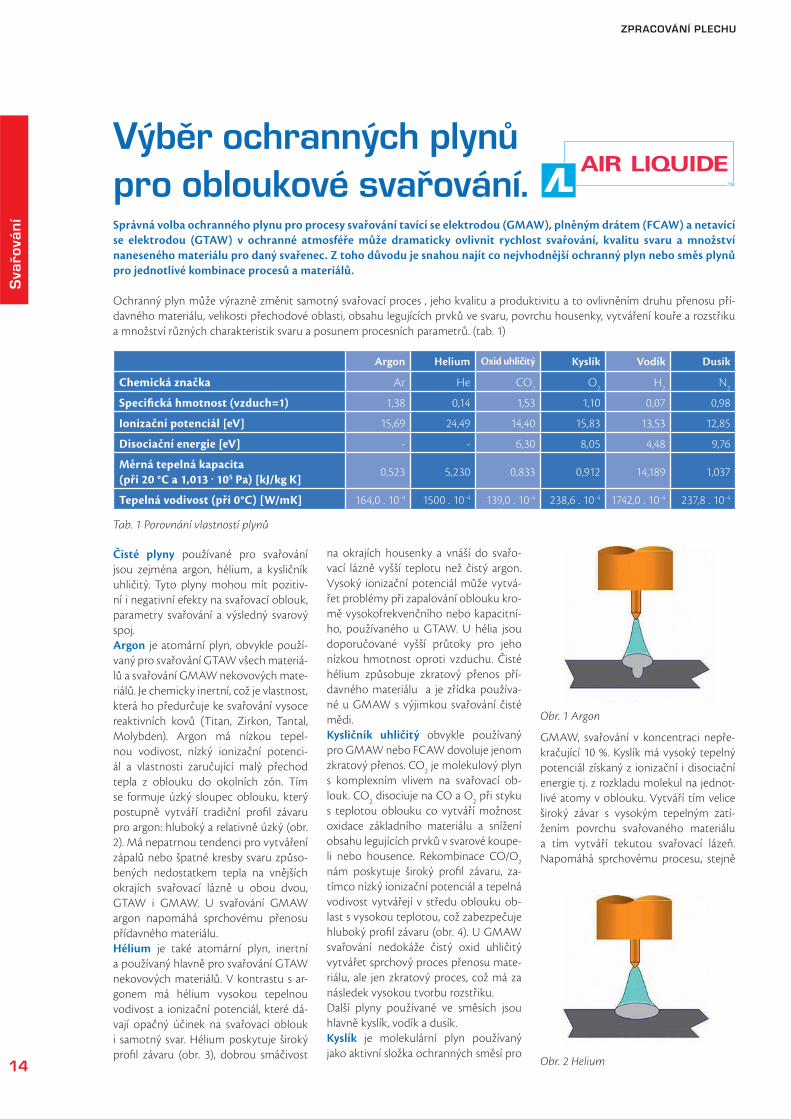
vání Správná volba ochranného plynu pro procesy svařování tavící se elektrodou (GMAW), plněným drátem (FCAW) a netavící
se elektrodou (GTAW) v ochranné atmosféře může dramaticky ovlivnit rychlost svařování, kvalitu svaru a množství
naneseného materiálu pro daný svařenec. Z toho důvodu je snahou najít co nejvhodnější ochranný plyn nebo směs plynů
pro jednotlivé kombinace procesů a materiálů.
Ochranný plyn může výrazně změnit samotný svařovací proces , jeho kvalitu a produktivitu a to ovlivněním druhu přenosu pří-
davného materiálu, velikosti přechodové oblasti, obsahu legujících prvků ve svaru, povrchu housenky, vytváření kouře a rozstřiku
a množství různých charakteristik svaru a posunem procesních parametrů. (tab. 1)
Výběr ochranných plynů pro obloukové svařování.
Argon Helium Oxid uhličitý Kyslík Vodík Dusík
Chemická značka Ar He CO2
O2
H2
N2
Specifi cká hmotnost (vzduch=1) 1,38 0,14 1,53 1,10 0,07 0,98
Ionizační potenciál [eV] 15,69 24,49 14,40 15,83 13,53 12,85
Disociační energie [eV] - - 6,30 8,05 4,48 9,76
Měrná tepelná kapacita
(při 20 °C a 1,013 105 Pa) [kJ/kg K]0,523 5,230 0,833 0,912 14,189 1,037
Tepelná vodivost (při 0°C) [W/mK] 164,0 . 10-4 1500 . 10-4 139,0 . 10-4 238,6 . 10-4 1742,0 . 10-4 237,8 . 10-4
Tab. 1 Porovnání vlastností plynů
Čisté plyny používané pro svařování
jsou zejména argon, hélium, a kysličník
uhličitý. Tyto plyny mohou mít pozitiv-
ní i negativní efekty na svařovací oblouk,
parametry svařování a výsledný svarový
spoj.
Argon je atomární plyn, obvykle použí-
vaný pro svařování GTAW všech materiá-
lů a svařování GMAW nekovových mate-
riálů. Je chemicky inertní, což je vlastnost,
která ho předurčuje ke svařování vysoce
reaktivních kovů (Titan, Zirkon, Tantal,
Molybden). Argon má nízkou tepel-
nou vodivost, nízký ionizační potenci-
ál a vlastnosti zaručující malý přechod
tepla z oblouku do okolních zón. Tím
se formuje úzký sloupec oblouku, který
postupně vytváří tradiční profi l závaru
pro argon: hluboký a relativně úzký (obr.
2). Má nepatrnou tendenci pro vytváření
zápalů nebo špatné kresby svaru způso-
bených nedostatkem tepla na vnějších
okrajích svařovací lázně u obou dvou,
GTAW i GMAW. U svařování GMAW
argon napomáhá sprchovému přenosu
přídavného materiálu.
Hélium je také atomární plyn, inertní
a používaný hlavně pro svařování GTAW
nekovových materiálů. V kontrastu s ar-
gonem má hélium vysokou tepelnou
vodivost a ionizační potenciál, které dá-
vají opačný účinek na svařovací oblouk
i samotný svar. Hélium poskytuje široký
profi l závaru (obr. 3), dobrou smáčivost
na okrajích housenky a vnáší do svařo-
vací lázně vyšší teplotu než čistý argon.
Vysoký ionizační potenciál může vytvá-
řet problémy při zapalování oblouku kro-
mě vysokofrekvenčního nebo kapacitní-
ho, používaného u GTAW. U hélia jsou
doporučované vyšší průtoky pro jeho
nízkou hmotnost oproti vzduchu. Čisté
hélium způsobuje zkratový přenos pří-
davného materiálu a je zřídka používa-
né u GMAW s výjimkou svařování čisté
mědi.
Kysličník uhličitý obvykle používaný
pro GMAW nebo FCAW dovoluje jenom
zkratový přenos. CO2 je molekulový plyn
s komplexním vlivem na svařovací ob-
louk. CO2 disociuje na CO a O
2 při styku
s teplotou oblouku co vytváří možnost
oxidace základního materiálu a snížení
obsahu legujících prvků v svarové koupe-
li nebo housence. Rekombinace CO/O2
nám poskytuje široký profi l závaru, za-
tímco nízký ionizační potenciál a tepelná
vodivost vytvářejí v středu oblouku ob-
last s vysokou teplotou, což zabezpečuje
hluboký profi l závaru (obr. 4). U GMAW
svařování nedokáže čistý oxid uhličitý
vytvářet sprchový proces přenosu mate-
riálu, ale jen zkratový proces, což má za
následek vysokou tvorbu rozstřiku.
Další plyny používané ve směsích jsou
hlavně kyslík, vodík a dusík.
Kyslík je molekulární plyn používaný
jako aktivní složka ochranných směsí pro
GMAW, svařování v koncentraci nepře-
kračující 10 %. Kyslík má vysoký tepelný
potenciál získaný z ionizační i disociační
energie tj. z rozkladu molekul na jednot-
livé atomy v oblouku. Vytváří tím velice
široký závar s vysokým tepelným zatí-
žením povrchu svařovaného materiálu
a tím vytváří tekutou svařovací lázeň.
Napomáhá sprchovému procesu, stejně
Obr. 1 Argon
Obr. 2 Helium

tak jako k zlepšení smáčivosti svařova-
cí lázně. Kyslík se používá jako příměs
v argonu v dvoukomponentních nebo
taky s CO2 v tříkomponentních směsích,
hlavně pro GMAW svařování uhlíkových
ocelí, do obsahu max. 2 % i pro svažování
vysokolegovaných ocelí.
Vodík je molekulární plyn používaný pro
svařování austenitických ocelí jako dezo-
xidovadlo a pro zvýšení teploty oblouku.
Jako u všech molekulových plynů i vodík
zvyšuje tekutost lázně, snižuje převýše-
ní housenky a zlepšuje průvar. Není ale
vhodný pro feritické a martenzitické oce-
li pro jejich náchylnost na trhliny. Vodík
může být také použit ve vyšších obsazích
(30 až 40 %) pro plazmové řezání nerezo-
vých materiálů, na zvýšení kapacity a re-
dukci strusky.
Dusík je nejméně používaný plyn pro
ochranné účely a je vhodný hlavně pro
austenitické materiály a pro zvýšení
odolnosti vůči korozi u duplexních nebo
superduplexních materiálů.
Směsné plyny jsou často používané
hlavně pro GMAW svařování uhlíkových
ocelí (obr. 5) a to hlavně argon, CO2 a kys-
lík. V argon CO2 směsích se obsah CO
2
pohybuje max. do 25 %. Obsah kyslíku ve
směsích s argonem je obvykle v rozmezí
2–5% a u tříkomponentních směsí s argo-
nem a CO2 v rozmezí 1–8%. Pro GMAW
svařování vysokolegovaných materiálů se
používá směs argonu a max. 2 % kyslíku
nebo CO2 , přičemž může být argon na-
hrazen až do 95 % pro zvýšení produk-
tivity a zlepšení průvanových vlastností.
Pro svařování GMAW hliníku a jeho sli-
tin se používá čistý argon, který může
Obr. 5 Kombinace svařovacích procesů, materiálů a plynů
GMAW FCAW GTAW
Plyn/Směs Neleg. Vysokoleg. Hliník Neleg. Vysokoleg. Neleg. Vysokoleg. Hliník
Ar X X X X
He X
CO2
X X X
Ar/CO2
X X X
Ar/O2
X X
Ar/He X X X X
Ar/CO2/O
2X
Ar/H2
X
Ar/He/CO2
X X X X
He/Ar/CO2
X
Obr. 3 CO2
být doplněn héliem až do obsahu 75 %.
U svařování FCAW se používá nejčastěji
směs argonu a CO2 s obsahem do 25 %,
nebo se může nahradit část CO2 héliem
pro snížení vzniku kouře a rozstřiku. Pro
GTAW svařování hliníku a vysokolegova-
ných ocelí se používá čistý argon nebo
směs argon/helium s obsahem He od 10
do 75 % nebo směsi i s vodíkem, kterého
obsah se pohybuje od 2 do 5 % pro zvý-
šení teploty, tekutosti lázně a dezoxidač-
ným účinkem vodíku.
Správný výběr ochranného plynu nebo
směsi může radikálně ovlivnit vlastnosti
procesu a tím následně kvalitu a pro-
duktivitu výroby. Rozdílné kombinace
svařovacích procesů a materiálů vyžadují
rozdílné kombinace svařovacích plynů.
Proto je nevyhnutelné věnovat dostateč-
nou pozornost výběru správného pro-
duktu s přihlédnutím na druh svařování,
svařovaného materiálu a kvalitativních
požadavků na výsledný produkt svařo-
vání.
Ing. Ivan Chudík,
IWE, Air Liquide CZ , s.r.o.
Sva
řová
ní
15
ČÍSLO 2/2010 par tnerem tohoto čísla je f irma KAESER Kompressoren

16
ZPRACOVÁNÍ PLECHUN
ástr
oje,
nář
adí…
NÁSTROJ ROLLERBALL
DEBURR™Nástroj Rollerball Deburr™ pro systémy
Th ick Turret (stroje typu Amada, Finn-
Power atd) nebo Trumpf přináší možnost
odstranění otřepů přímo na vysekávacím
stroji. Díky využití speciálních kuliček ve
spodní i horní části nástroje je možné
zpracovat každou konturu, včetně velmi
malých rohů.
• Eliminace sekundárních operací - Rol-
lerball Deburr přináší řešení přímo na
vysekávacím stroji.
• Zvýšení kvality dílů - zpracování každé
kontury včetně malých rohů
• Široká škála materiálů a tlouštěk
• Vše co potřebujete - v balení vše po-
třebné k nastavení nástroje pro daný
typ a tloušťku materiálů.
• Hlava dole, plech se pohybuje v osách x a y
• Zaválcuje otřep a vytvoří na hraně radius
• Bez problému programováno pomocí
JETCAM
• Možno použít v kombinaci s EasySnap
- díly bez otřepů
Proces vysekávání často způsobuje tvor-
bu otřepů na plechových dílech. Jejich
odstranění a tak zachování požadované
kvality dílů vyžaduje následné strojní
nebo manuální operace. Díky nástroji
Rollerball Deburr, můžete tyto operace
eliminovat a problém vyřešit přímo na
vysekávacím stroji.
Mate Rollerball Deburr nástroj je možné
využít na strojích, které umožní držení
hlavy dole a posuv plechu v osách X a Y.
Rollerball Deburr odstraní otřepy a vy-
tvoří na hranách radius.
Mate Rollerball Deburr může být použit
s materiály běžná ocel, nerez, hliník. Do-
dáván jako set, Rollerball Deburr dosta-
ne zákazník na stůl v kompletní výbavě
tak, aby bylo možné jej nastavit pro růz-
ný materiál.
NÁSTROJ EasySnap™• V-line drážka z obou stran vytvoří linii
pro vylomení
• Použití : vhodnější než mikromůstky
• Použití nástroje na tloušťku pro niž byl
navržen, umožňuje snadné vylomení
dílu
• TYPICKÁ APLIKACE:
• Materiál od 1.0mm do 1.5mm ocel, ne-
rez a 2.0mm hliník
• Max. doporučená délka 300mm
EasySnap™ v praxi
Princip EasySnap™
NÁSTROJ SnapLock™
Významný světový výrobce nástrojů pro různé typy CNC vysekávacích strojů.
Inovativní řešení a nové postupy, které umožňují zákazníkům vyrábět kvalitní výrobky efektivněji.
• Samozamykací můstky
• Eliminace svařování, nýtování, použí-
vání spojovacích materiálů
SnapLock™ v praxi
Možnost výběru ze široké škály speciál-
ních i tvářecích nástrojů, včetně indivi-
duálních návrhů řešení.
Autorizovaný dealer pro ČR a Slovensko:
ProTech SpT s.r.o.
www.protech-spt.cz
Brigádnická 1646
CZ-288 02 Nymburk
Rollerball Deburr™ nástroj typu Trumpf
SnapLock™ nástroj typu Th ick Turret
Princip EasySnap™
ČÍSLO 2/2010 par tnerem tohoto čísla je f irma KAESER
xxxx
x
www.electroncz.cz
12. – 15. 4. 2011PRAŽSKÝ VELETRŽNÍ AREÁL LETŇANY
VELETRH ELEKTROTECHNIKY, ELEKTRONIKY A ENERGETIKY
TRADE FAIR OF ELECTROTECHNICS, ELECTRONICS
AND POWER ENGINEERING
18
ZPRACOVÁNÍ PLECHU
Při výběru vhodného spojovacího materiálu pro upevnění plechů je potřebný specifi cký přístup. Přestože díky malé síle plechu není
k dispozici mnoho prostoru pro vytvoření závitu, existují spojovací prvky, které vám pomohou takové spoje vytvořit.
TRHACÍ NÝTY Široké spektrum trhacích nýtů umožňuje těsné spojení dvou nebo více plechů. K dispozici je mnoho typů, rozměrů
a materiálů trhacích nýtů; princip upevnění je založen na deformaci nýtu. Vytvoří se pevný spoj, který není snadné
rozebrat; lze jej využít v řadě aplikací.
Technologie trhacích nýtů je jednoduchá. Stačí, když jsou nýtované materiály přístupné pouze z jedné strany. Trhací nýt
sestává ze dvou částí: dříku a trnu. Trn je silnější část, která deformuje dřík nýtu. Rozlomí se při svém specifi ckém bodu
lomu, tedy v určitém přesném okamžiku tak, že se dřík deformuje a materiály se k sobě správně připevní.
NÝTOVACÍ MATICE Pokud je požadována vysoká nosnost a nebo má být v plechu metrický závit, je klíčem k úspěchu použití nýtovací
matice. Montáž nýtovací matice je jednoduchá, podobně jako u trhacího nýtu, výhodou je však existence závitu. Jsou
to jednodílná závitová pouzdra, která je možné zapustit. Pevně se ukotví tlakem proti opačné straně materiálu. Lze je
jednoduše a rychle nainstalovat bez potřeby konečné úpravy. Při montáži druhého dílu je třeba dávat pozor na dotažení
matice k tomuto dílu tak, aby se matice nemohla otáčet. Tímto způsobem zůstávají povrchové vrstvy nepoškozené.
Nýtovací matice jsou vhodné i pro trvalé spojení materiálů, protože poskytují silné a spolehlivé spojení pro plátové nebo
duté profi ly.
NÝTOVACÍ ŠROUBY Nýtovací šrouby lze zapustit a ukotvit do materiálu tlakem proti opačné straně. Narozdíl od nýtovací matice, nýtovací
šroub opatří materiál čepem s vnějším závitem. Je to perfektní alternativa pro přivařování šroubů s ještě atraktivnějším
spojem.
NÁSTROJE PRO NÝTOVÁNÍK osazení trhacích nýtů, nýtovacích matic nebo nýtovacích šroubů je zapotřebí montážní nástroj. Může se jednat o ruční
nebo pneumatický nástroj. Výběr mezi těmito zařízeními se provádí na základě typu spojovacího materiálu zatížení.
K dispozici jsou nástroje pro méně i více náročné účely.
ZÁVITOTVORNÉ (TAPTITE), ZÁVITOŘEZNÉ, SAMOŘEZNÉ A SAMOVRTNÉ ŠROUBYZávitořezné šrouby, které vytvářejí vlastní závit v předvrtaném materiálu, jsou opatřené speciální drážkou, která plní
funkci závitníku.
Jinak je tomu v případě závitotvorných šroubů, které materiál tvarují bez vzniku třísek a vytvoří pevnější a vibracím odolnější
metrický závit. Do závitů vytvořených těmito způsoby lze následně použít klasický metrický šroub. Zvláštním typem
závitotvorných šroubů jsou šrouby TAPTIPE, které mají speciální závit trojúhelníkového tvaru zajišťující samopojistné
spojení.
Samořezné šrouby také vytváří svůj vlastní závit, přičemž je potřeba předvrtat alespoň první vrstvu spojovaných
materiálů.
Kromě standardního sortimentu samořezných šroubů nabízíme také samovtrné šrouby, které umožní zvýšit produktivitu
výroby, plech totiž není třeba předvrtávat. Do závitů vytvořených těmito způsoby nelze následně použít klasický metrický
šroub.
Z důvodu různých výrobních postupů a tolerancí závitů se doporučuje provést test pro stanovení nejvhodnějšího průměru
předvrtaného otvoru.
Fabory nabízí široké spektrum trhacích nýtů, nýtovacích matic a šroubů různých materiálů, typů a rozměrů. Tento sortiment představuje
prvotřídní výběr pro téměř jakoukoli aplikaci.
Pro podrobnější informace kontaktujte naše odborníky nebo navštivte internetové stránky www.fabory.cz.
Fabory představuje techniky spojování plechů a profi lových materiálů.Společnost Fabory – specialista na spojovací materiál se 14 prodejnami a sítí obchodně-technických poradců v České republice – Vám přináší kvalitu, odborné znalosti a pohodlí.
www.fabory.cz

19
Pov
rcho
vá ú
prav
a
ČÍSLO 2/2010 par tnerem tohoto čísla je f irma KAESER Kompressoren
Přes nepříznivý vývoj ekonomiky v roce
2009 jsme na přelomu roku a začátkem
roku 2010 realizovali několik projektů,
které bychom Vám rádi krátce přiblížili.
Všeobecná poptávka po snižování pro-
vozních nákladů ve výrobě a detailnějším
sledování technologických parametrů se
stále více odráží v požadavcích našich zá-
kazníků, kterým vycházíme vstříc. Insta-
lujeme tedy takové řídicí systémy, které
pro provozovatele lakovací linky nezna-
menají pouze zvýšení komfortu ovládání,
ale také energetické úspory.
OMS Senica (Slovensko)Realizace: prosinec 2009 / leden 2010
Společnost OMS je největším výrobcem
svítidel ve střední a východní Evropě.
Z důvodu navyšování kapacit výroby
došlo k rozhodnutí zkrátit čas potřebný
k výměně barevného odstínu na lakovně.
Jelikož jsme při navrhování lakovací lin-
ky (realizována v roce 2005) již uvažovali
s touto variantou, mohli jsme nyní před
stávající nerezovou kabinu umístit plasto-
vou stříkací kabinu Sames EasyCompact
pro rychlé změny barev. Na míru navrže-
ná kabina pomohla jak zkrátit čas výmě-
ny barevného odstínu, tak snížit spotře-
bu práškových barev. Z pohledu úspory
elektrické energie stojí za zmínku instala-
ce modulu HiVision® €Saver. Díky instalaci
frekvenčního měniče OMRON na odsá-
vací ventilátor je řídicí systém lakovací
linky schopen na základě vyhodnocení
aktuální situace měnit odsávací výkon
dle potřeby. V případě, že se ve stříkací
kabině nenachází žádný výrobek, dojde
ke snížení otáček ventilátoru na provoz-
ní minimum. V okamžiku vjezdu nových
výrobků do stříkací kabiny se otáčky au-
tomaticky zvýší na nominální hodnotu.
Kontrola otáček přináší také výhodu bě-
hem režimu čištění kabiny, kdy dojde ke
zvýšení odsávacího výkonu.
Provoz systému se průběžně vyhodnocu-
je a obsluha (provozovatel) tak má mož-
nost sledovat množství uspořené energie
na ovládacím terminálu. 17“ dotykový PC
terminál je napojený do podnikové sítě,
a tak si hodnoty může prohlížet i vedoucí
lakovny ze své kanceláře přes běžný inter-
netový prohlížeč pomocí modulu HiVisi-
on® WebControl. Ten vytvoří identickou
instanci ovládacího terminálu lakovny
a tak je možno nejen sledovat všech-
na data, ale linku také vzdáleně ovládat.
Tímto je také umožněno servisním tech-
nikům ITS nahlédnout na provoz linky
a vzdáleně řešit vzniklé problémy, či po-
máhat obsluze při ovládání technologie.
Kovovýroba HonzíkRealizace: leden / únor 2010
Firma Kovovýroba Honzík, s.r.o. byla za-
ložena v květnu roku 1999. V současné
době se fi rma zabývá lisováním a ohra-
ňováním plechů, výrobou drátěného
programu a doplňků, výrobou protihlu-
kových krytů, zámečnickou výrobou,
svařováním, bodováním a disponuje
vlastní autodopravou.
Finální úprava výrobků byla dosud zajiš-
ťována formou externího lakování. Tento
způsob zajištění konečného vzhledu pro-
duktů nebyl ale bohužel natolik fl exibilní,
jak by si společnost představovala. Díky
čerpání z fondů Evropské unie byla získá-
na dotace na stavbu nové výrobní haly
ve vlastním areálu i na novou práškovou
lakovací linku.
Úkolem bylo vměstnat lakovnu na 3 m
Lakovací linky Ideal-line
OMS – Vyvýšená poloha OMS – Pohled do kabiny

ZPRACOVÁNÍ PLECHU
20
Pov
rcho
vá ú
prav
a
dlouhé výrobky do relativně malého
prostoru. Nízkému stropu haly se pod-
řídilo rozmístění technologických prv-
ků s ohledem na pozici vazníků střechy
a hořákové komory byly umístěny na
stěny pecí. Linka je řízena přes dotykový
terminál, který je umístěný v blízkosti stá-
lého pracoviště obsluhy.
Dávkování chemikálií do lázně je prová-
děno automaticky dávkovacím čerpa-
dlem s nastavitelnými parametry z ovlá-
dacího terminálu.
DOLS ŠumperkRealizace: leden / únor 2010
Společnost DOLS je přední český do-
davatel oken, dveřních systémů a poš-
tovních schránek s dlouholetou tradicí.
Mimo tento základní výrobní program
nabízí také reklamní, prezentační a pro-
dejní regálové systémy.
Lakovací linka, kterou jsme instalovali
v roce 1989 jako jednu z prvních dodá-
vek do tehdy Československé republiky,
podávala i přes své značné stáří vynika-
jící výsledky. Značné omezení ale před-
stavoval průjezdní profi l linky, který byl
projektován pouze na vlastní produkci
fi rmy a nedovoloval lakování výrobků
širších než 400 mm a delších než 1 m.
Po 20 letech tedy musela na řadu přijít
lakovna nová umožňující lakování širší
škály výrobků.
Požadavky na novou lakovnu nebyly
malé. Zvýšení kapacity z 0,5 na 1,5 m/min,
rozšíření průjezdního profi lu na 800 mm
a prodloužení maximální délky výrobku
až na 3 metry. A to vše ve stejném pro-
storu. Díky nové technologii chemických
pasivátorů Alufi nish E-CLPS založených
na nanotechnologii jsme oproti původ-
nímu konceptu se zinečnatým fosfátem
uspořili cenné místo potřebné pro insta-
laci rozměrnější technologie.
Do lakovny jsme opět zakomponovali
plastovou kabinu Sames EasyCompact
pro rychlé změny barev. I v tomto přípa-
dě muselo dojít k úpravám lakovacího
systému dle výrobků zákazníka. Systém
úspory elektrické energie HiVision® €Sa-
ver je zde aplikován nejen na stříkací
kabinu, ale také na postřiková čerpadla
chemické předúpravy. Pomocí snímače,
který je instalován před vstupem do tu-
nelu, sleduje systém polohu výrobků na
dopravníku v celé lakovně a umožňuje
automatické vypínání a zapínání přísluš-
ných postřikových čerpadel. Pro názor-
Honzik – Dávkovací čerpadlo Dols – Ovládací terminál
Honzik – Tunel předúpravy

21
Pov
rcho
vá ú
prav
a
ČÍSLO 2/2010 par tnerem tohoto čísla je f irma KAESER Kompressoren
nou orientaci je poloha výrobků zobra-
zena také přímo na náhledu technologie
v ovládacím terminálu.
Nástřik výrobků ve stříkací kabině pomá-
há automatizovat také kódování výrob-
ků modulem HiVision® SprayCode. Ten
se skládá z nezbytného hardwarového
a softwarového vybavení a dále z kódo-
vacích tabulek, které si zákazník může
vyrábět dle našich podkladů svépomocí.
Zavěšením těchto tabulek na dopravník
před sérii výrobků dochází k automatic-
ké změně lakovacích parametrů stříka-
cích pistolí v kabině.
Úspoře energie napomáhá také křížový
výměník tepla, který dohřívá přívodní
čerstvý vzduch teplým odpadním vzdu-
chem z pecí.
ROGIRealizace: březen 2010
Záběr jesenické fi rmy ROGI je opravdu
široký. Vedle prodeje a pronájmu vyso-
kozdvižných vozíků se fi rma zabývá také
strojním leštěním nejen automobilových
disků a provozem povrchových úprav,
který se skládá z tryskacích boxů, mokré
lakovny a práškové lakovny s chemickou
předúpravou.
Lakovna ROGI z roku 1995 je dalším do-
kladem o dlouhé životnosti lakovacích
linek Ideal-line. Aby byla fi rma schopna
zákazníkům nabídnout vysokou kva-
litu lakování, byla původní průběžná
předúprava nahrazenou novou. Ta se
skládá z pěti stupňů a využívá opět mul-
timetalický pasivátor Alufi nish E-CLPS
na bázi nanotechnologie. Stříkací kabina
byla osazena novými stříkacími pistole-
mi Sames Auto-Mach-Jet, díky čemuž
následně došlo ke zvýšení kapacity lako-
vání. Relativně malou úpravou stávající
linky a rozšíření průjezdního profi lu až
na 2,2x1x3,7 m jsme docílili podstatného
zvýšení kapacity a kvality poskytovaných
služeb.
Kerex Michalovce (Slovensko)Realizace: květen 2010
Firma Kerex je významným Evropským
výrobcem výměnných nástaveb pro ná-
kladní automobily. Kromě standardních
typů zahrnuje výrobní program také spe-
ciální typy nástaveb, např. pro přepravu
dřeva či univerzálních nástaveb na pře-
pravu kusového i sypkého zboží.
Společnost Kerex do této doby prová-
děla povrchové úpravy svých výrobku
mokrou cestou. Tento proces byl však
velmi náročný a tím těžko aplikovatel-
ný v narůstající výrobě. Z toho důvodu
se společnost rozhodla pro vybudování
kataforetické linky s možností násled-
ného nástřiku práškovými plasty. Místo
náročné předúpravy nejen z hlediska
ekologie - zinečnatým fosfátem byla zde
zvolena progresivní
ekologická varianta
ošetření povrchu
před KTL NANO-
technologií. Tím
bylo možno snížit
počet technologic-
kých stupňů, což ve
svém důsledku vede
ke snížení rozměru
zařízení a snížení
provozních nákladů.
Na základě výbě-
rového řízení, kde
nejvýše posazeným
parametrem bylo
posazení kvality (na
základě zkoušek
v solné komoře)
byl vybrán NANO-
systém ZircaSil ©,
který se stal kvalitní
náhradou původně
uvažovaného zineč-
natého fosfátu.
Výrobky do hmot-
nosti 8 000 kg o roz-
měrech 3,2 m x 2,9
m x 9 m jsou upra-
vovány ponorem ve vanách o objemu
150m3.
Kapacita a možnosti linky patřící mezi
největší ve střední Evropě, nyní umož-
ňuje ošetřovat díly z oceli zinku i hliníku,
které doposud bylo nutno předupravo-
vat v zahraničí.
Tato linka byla plánovaná na vytížení
vlastní výrobou společností KEREX z 50-
ti procent a zbylá kapacita je k dispozici
ostatní zájemců u kvalitní exteriérové
ošetření a povrchovou úpravu takových-
to extrémně velkých a těžkých dílů.
AB Komponenty BrnoRealizace: květen / červen 2010
Společnost vznikla v roce 2001 a její
úspěch byl založen na dlouholeté tradici
výroby komponent pro montážní linku
výroby rozvaděčů společnosti ABB s.r.o.,
dříve EJF a.s.
Stěhování výrobních technologií do no-
vých prostor bylo podpořeno také inves-
ticemi do nových zařízení, mimo jiné také
do lakovací linky. Koncem června 2010
byla tedy dokončena montáž průběžné
lakovny v nových prostorách. Lakovna
je vybavena chemickou předúpravou
umožňující kvalitní ošetření zinečnatým
fosfátem. Množství technologických
stupňů vedlo k instalaci frekvenčních
měničů pro postřiková čerpadla, díky
nimž se hospodárnější provoz motorů
projeví již instalací měničů samotných.
Ve spojení s regulací tlaku na tryskách
plynulou změnou otáček čerpadla pak
vede k dlouhodobým úsporám elektric-
ké energie.
Plastová kabina Sames EasyCompact je
opět vybavena systémem HiVision® €Sa-
ver, kontrolujícím odsávací výkon.
Filip Fousek,
IDEAL-Trade Service, spol. s r.o.
www.itsbrno.cz
Dols – Závěsy na míru

22
Pov
rcho
vá ú
prav
a
Interpon YL258EMokré dříví(Drifwood)
Interpon YW201EAnodický led(Anodic Ice)
Interpon YY217EZlatá perleť(Gold Pearl)
Interpon YN205EEloxová čerň(Black)
Interpon YM262EKlasický bronz(Classic Bronze)
Interpon YW255FZlatá pláž(Golden Beach)
Bulletin – 6 / 2009
EKONOMICKÉ & JINÉ VÝHODY:Stejný vzhled i pro různé materiály
Jednoduchá oprava poničeného nátěru při výrobě nebo montáži
Dokázaná dlouhodobá odolnost ve venkovním prostředí s garancí
Minimální dopad na životní prostředí
Stabilita odstínů
Pro objednání kontaktujte obchodní oddělení PNH
Akzo Nobel Coatings CZ, a.s.Tel: 553 692 255 553 692 275Fax: 553 692 455
Odstíny anodického aloxování nyní také v práškové barvěSpolečnost AkzoNobel zveřejnila svou poslední kolekci určenou pro sector architektury, kolekci Anodic. Tato kolekce představuje nejpopulárnější odstíny dostupné v anodickém eloxování. Je založena na bázi ultra trvanlivé (“ultradurable”) sérii Interpon D2525, zajišťující dlouhodobý vynikající vzhled.
Anodické eloxování je velice populární hlavně mezi designéry. Tato nová kolekce práškových nátěrových hmot však dává těmto populárním odstínům “novou krev” a prodlužuje dále jejich životnost a možnosti. Interpon D2525 má přes 18 let referenčních projektů po celém světě, a původní stavby z roku 1991 vypadají tak jako tehdy.
Nesporně jednou z největších výhod této kolekce Anodic je možnost lakování různých materiálů. Ačkoliv to zní možná příliš banálně, v reálném životě nastávají tyto situace poměrně často. Jako příklad můžou posloužit třeba prvky použité ve formě kování na oknech. Většina z nich je anodicky eloxovaná, přesto však jsou v systému použity i jiné materiály, takže při celkovém pohledu působí nestejným vzhledem. Práškové lakování tedy zaručuje stejný vzhled a nehraje roli, jedná-li se o hliníkové či ocelové komponenty.

23
Ener
geti
cká
méd
ia
ČÍSLO 2/2010 par tnerem tohoto čísla je f irma KAESER Kompressoren
Vzhledem k vzrůstající automatizaci
stoupá spotřeba stlačeného vzduchu
ve výrobě a v technologických
procesech. Pro výrobce stlačeného
vzduchu to znamená dodávat
efektivně a provozně spolehlivě stále
větší množství a pružně reagovat
na kolísání spotřeby. Kdo se pokouší
tento úkol splnit tím, že bude používat
stále větší kompresory, brzy narazí
na určité hranice. Naopak mnohem
lépe tomuto požadavku vyhoví
nová koncepce kompresorů, kterou
představuje následující příspěvek.
Větší spotřeba stlačeného vzduchu zna-
mená nasadit více, resp. větší kompreso-
ry. Tato úměra vypadá samozřejmě, ale
praxe je – jako vždy – složitější. V pod-
nicích často jednoduše chybí místo pro
takto velkorysou dostavbu stanice stla-
čeného vzduchu. K tomu se ještě přidává
skutečnost, že velké kompresory se sice
nechají při plném zatížení provozovat
velmi hospodárně, avšak nikoliv při čás-
tečném zatížení. Za těchto podmínek
dochází ke ztrátám v hospodárnosti
mnohem častěji a rychleji a to z důvodu
jejich špatné přizpůsobitelnosti. S tím
zaprvé souvisí, že maximální možná čet-
nost spínání hnacích motorů klesá s ros-
toucí velikostí. Zadruhé je třeba u těchto
kompresorů, i u těch s regulací otáček,
zakalkulovat stálé ztráty energie – vzta-
žené na celkovou velikost zařízení – kte-
ré jsou v oblasti částečného zatížení neú-
měrně vysoké.
Konstrukční velikost není vždy úměrná energetické efektivnostiPřesnější pohled na dnes na trhu nabí-
zené kompresory ukazuje, že od jisté ve-
likosti (asi 10 až 20 m³/min dodávaného
množství) lze specifi cké výkony zlepšit
použitím ještě větších kompresorů už jen
bezvýznamně. Tak například šroubový
kompresor dodávající 15 m³/min vykazuje
podobné specifi cké hodnoty výkonu jako
kompresor stejné konstrukce s objemem
40 nebo 80 m³/min. To znamená, že větší
kompresory často nenabízejí ve srovnání
s menšími stroji, pokud jde o specifi cký
výkon, žádnou skutečnou výhodu.
Efektivní výroba velkých množství stlačeného vzduchuNová koncepce kompresorů nabízí vysokou hospodárnost a ušetří energii
Rozdělení zařízení – většinou dobré řešeníS ohledem na schopnost částečného za-
tížení by tedy mělo být rozumné pokrýt
vysokou potřebu stlačeného vzduchu,
například 200 nebo 300 m³/min, kom-
presory dodávajícími 10, 15 nebo 20 m³/
min. Všechny připojené kompresory by
se měly provozovat ve stejném rozsahu
tlaku energeticky úsporně a hospodár-
ně, pokud to lze, a s pomocí vhodného
inteligentního řídicího systému. Takové
řešení, postavené na rozdělení zařízení,
nabízí kromě hospodárného a energetic-
ky efektivního pokrytí celkové potřeby
stlačeného vzduchu také fl exibilitu, která
je nutná, aby efektivně sloužilo v rozsa-
hu částečného zatížení průmyslového
podniku. Další výhodou je, že je možné
zajistit disponibilitu stlačeného vzduchu
s malými náklady použitím relativně
malého kompresoru v pohotovostním
režimu. Také náklady na údržbu se v ta-
kovém případě drží v úzkých mezích:
kalkulují se, jak známo, nikoliv podle
doby zatížení, nýbrž podle doby chodu
kompresorů. Při používání inteligentního
řízení se ale nevyskytují – v porovnání se
situací, kdy se spotřeba pokrývá v reži-
mu částečného zatížení jedním strojem
určeným pro plné zatížení – skoro žádné
doby volnoběhu a tím klesají i náklady na
údržbu.
To všechno dohromady budí dojem hos-
podárné koncepce, pokud to ovšem není
omezeno zmiňovaným nedostatkem
prostoru. Mnoha podnikům proto do-
sud zbývá jen jediná možnost: při vysoké
potřebě stlačeného vzduchu používat
větší kompresory s dodávaným množ-
stvím 60, 70 nebo 80 m³/min. To ale zna-
mená vysoké pořizovací náklady a další
relativně špatnou hospodárnost v oblasti
částečného zatížení. Kromě toho se musí
za této situace v době slabého zatížení
používat dodatečný malý kompresor. To
platí především pro víkendy, kdy se musí
kompenzovat většinou jen používání
malého množství spotřebičů stlačeného
vzduchu a úniky netěsnostmi. Důvod je
ten, že velké kompresory často nelze pro
takto slabé vytížení optimálně regulovat.
Obr. 1 Dva šroubové kompresory „pod jednou střechou“ spojují modely nové konstrukč-
ní řady Kaeser HSD.

ZPRACOVÁNÍ PLECHU
24
Ener
geti
cká
méd
ia
Dva „pod jednou střechou“Pro uživatele, kteří i přes nedostatek
prostoru kladou důraz na pokud možno
efektivní výrobu stlačeného vzduchu,
Kaeser Kompressoren nyní nabízí nové
řešení: zařízení nové konstrukční řady
„HSD“ (obr. 1) se skládá ze dvou komplet-
ních agregátů šroubových kompresorů,
které jsou instalovány na společném zá-
kladním rámu. Obě větve kompresoru
jsou schopné provozu nezávisle na sobě.
Zařízení pokrývají dodávaná množství
od 43 m³/min (při 15 barech) do 83,4 (při
8,5 barech). Přitom potřebná zastavěná
plocha je pouze 1 x 7,45 m². Charakteris-
tické pro tyto modely HSD je, že v sobě
spojují výhody malých zařízení, s ohle-
dem na fl exibilitu, s výhodami větších
zařízení, pokud jde o úsporu místa. O vy-
sokou energetickou účinnost se starají
nejen energeticky úsporný „Sigma Profi l“
šroubových rotorů a vysoce účinné vod-
ní chlazení, nýbrž také pohon 1:1. Motor
a blok kompresoru jsou mezi sebou pří-
mo spojeny spojkou (obr. 2). To přináší
energeticky úsporný převod síly bez ztrát
na převodovce nebo pohonu klínovým
řemenem. Navíc, pokud se týče specifi c-
kého výkonu, kompresory vyhovují po-
slednímu trendu techniky i za podmínek
základního zatížení.
Velké variabilní rozpětí řídicí technikyDíky tomu, že oba šroubové kompresory
lze provozovat pokaždé s jinými regula-
cemi, kompresory disponuji širokou po-
užitelností a velkým počtem kombinací.
Tak například jeden takový stroj může
sloužit jako kompresor pro základní za-
tížení a druhý jako kompresor pro špič-
kové zatížení. Jeden z obou interních ří-
dicích systémů „Sigma Control“ (na bázi
průmyslového PC) přitom může fungo-
vat jako nadřazené řízení. Navíc je možné
oba kompresorové agregáty provozovat
s dalšími příslušnými kombinacemi nebo
také ve skupině s jednotlivými agregáty.
Další variantou je, že jeden z agregátů lze
vybavit regulací otáček s měničem frek-
vence (obr. 3). Tím se může za určitých
podmínek používání ušetřit energie. To
nastává v případě, kdy se kompresor
s regulací otáček používá jako stroj pro
špičkové zatížení, který přizpůsobuje
s vysokou fl exibilitou svůj dodávaný vý-
kon kolísavé spotřebě stlačeného vzdu-
chu. Tak se například může na zastavěné
ploše pro tři kompresory vyrobit až přes
240 m³/min stlačeného vzduchu a záro-
veň využít fl exibility šesti odpovídajících
malých kompresorů.
Mimochodem princip „z jednoho udě-
lej dva“ řeší problém, který se vyskytuje
u velkých kompresorů: silné zatížení sítě
vysokými spínacími proudy při rozběhu
kompresoru, kvůli kterému se často po-
užívají motory pro střední napětí. Tento
fenomén se u zařízení HSD nevyskytuje,
neboť oba kompresorové agregáty se ne-
startují současně, ale vždy postupně. To
znamená poloviční spínací proudy než
u srovnatelného samostatného kompre-
soru a tím zřetelně nižší zatížení sítě.
Větší spolehlivost – menší nákladyDalší výhoda tkví v tom, že u koncep-
ce HSD bychom měli získat vysokou
spolehlivost a disponibilitu stlačeného
vzduchu za výrazně nižší investiční ná-
klady. Takto se musí u běžné konfi gurace
zařízení s kompresorem 70 m³/min, tedy
většího zařízení, instalovat stejně velký
kompresor jako bezpečnostní záloha
(stroj Stand-by). U zařízení HSD se 70 m³/
min celkového dodávaného množství
naproti tomu zcela postačí pro nejvýše
možné zajištění jeden kompresor s 35
m³/min jako Stand-by stroj. Poněvadž,
kdyby snad jeden z agregátů HDS vypadl,
pak je druhý ještě stále schopný provozu.
VýsledekNa závěr: koncepce HSD představuje
s ohledem na investiční náklady, provoz-
ní spolehlivost, energetickou účinnost
a v neposlední řadě také náklady na
údržbu optimum toho, co lze v součas-
né době s touto konfi gurací dosáhnout.
Při používání více zařízení se musí sou-
bor koordinovat nadřazeným systémem
managementu stlačeného vzduchu, jako
např. „Sigma Air Manager“; ten kontrolu-
je všechny komponenty stanice stlače-
ného vzduchu a automaticky stanovuje
vždy nejpříznivější kombinace zařízení.
Tím Kaeser Kompressoren nabízí řešení
úlohy, která se dosud jevila uživatelům
stlačeného vzduchu a projektantům za-
řízení často až jako neřešitelná: na malé
zastavěné ploše vyrábět velká množství
stlačeného vzduchu efektivně a s pro-
vozní spolehlivostí.
Dipl.-Ing. (FH) Erwin Ruppelt,
vedoucí inženýr projektu
Kaeser Kompressoren GmbH,
Carl-Kaeser-Str. 26, 96450 Coburg,
tel.: 09561 640-217,
E-Mail: [email protected]
Michael Bahr,
tiskový referent ve stejném podniku,
tel.: 09561 640-452,
E-Mail: [email protected]
Obr. 3 Motor a blok kompresoru jsou vzájemně přímo spojeny spojkou. Při přenosu síly
proto odpadají ztráty na převodovce nebo na řemenovém pohonu.
Obr. 3 Obě větve kompresoru se mohou
provozovat nejen samostatně, ale i řídit.
K dostání jsou i verze s regulací otáček
měničem frekvence (vpravo).

25
Ener
geti
cká
méd
ia
ČÍSLO 2/2010 par tnerem tohoto čísla je f irma KAESER Kompressoren
Jestliže hospodářství začíná po
krizovém roce 2009 opět srovnávat
krok, je to potěšující vývoj. Ze
zkušeností ale víme, že rostoucí
hospodářské aktivity s sebou přinášejí
také stoupající poptávku po energii,
což vede k nárůstu cen energie. Kdo
však chce svůj podnik trvale chránit
před rostoucím tlakem nákladů,
nemusí srovnávat jen ceny, nýbrž
využívat především potenciály úspor.
Odpadní teplo kompresoru takový
potenciál nabízí. Mohou z něj výrazně
profi tovat i malé podniky a současně
něco udělat pro ochranu klimatu.
Ne méně než 100 % hnací energie přive-
dené do kompresoru se přemění v tep-
lo. Odkud se pak ale bere ve stlačeném
vzduchu využitelná energie? Odpověď
je překvapivě jednoduchá. Stlačováním
v kompresoru se nasátý atmosférický
vzduch nabije energetickým potenciá-
lem. Ten činí asi 25 % elektrického pří-
konu kompresoru. Tento potenciál lze
využít teprve tehdy, když se stlačený
vzduch v místě spotřeby opět uvolní na
hodnotu okolního tlaku a přitom sou-
časně odebere teplo z okolí.
94 % hnací energie je tepelně-technicky využitelnýchÚplná přeměna hnací energie na
tepelnou energii kompresorem by
mohla svádět k domněnce, že stlačený
vzduch může být při odpovídajícím
využití odpadního tepla za nulový tarif.
Tak tomu ale není, neboť za běžných
podmínek to nejde bez ztrát stupně
účinnosti. Přesto je však v provozní
praxi až 94 % vynaložené energie
připraveno k sekundárnímu využití.
Šroubové kompresory s chlazením
vzduchem a vstřikem oleje se proto hodí
pro efektivní rekuperaci tepla nejlépe.
U těchto zařízení se větší díl použité
energie, a to 72 % nachází v chladicím
médiu, 13 % ve stlačeném vzduchu
a až 9 % v tepelných ztrátách hnacího
elektromotoru. Moderní, zcela uzavřené
šroubové kompresory dokonce
umožňují získávat samotnou tuto
energii zpět cíleným chlazením. Pouze 2
% se ztrácejí tepelným vyzařováním a 4
% zůstávají v podobě tepla ve stlačeném
vzduchu (obr. 3).
Výhodné také pro malé provozy - teplovzdušné topeníNejjednodušší a zároveň nejefektivněj-
ší možnost rekuperace tepla spočívá
v tom, že se šroubovým kompresorem
ohřátý chladicí vzduch používá přímo
pro účely vytápění. Horký vzduch je
veden do okolních skladových prostorů
nebo dílen systémem vzduchových ka-
nálů. Cesta k místu využití však nesmí
být z důvodů efektivnosti příliš dlouhá.
Pokud není potřeba žádný vzduch pro
vytápění, pak se odpadní teplo odvádí
do volného prostoru přestavením otoč-
ných klapek nebo žaluzií. Termostatic-
ky regulované ovládání žaluzií dovoluje
dávkovat horký vzduch tak přesně, aby
se dosáhla konstantní teplota. Kromě
úplného nebo přídavného vytápění pro
provozní prostory nebo skladové haly se
nechá horký odpadní vzduch kompre-
soru samozřejmě využít také jinak. Může
sloužit například jako podpora procesů
sušení po lakýrnických pracích, budování
teplovzdušných propustí nebo přede-
hřívání spalovacího vzduchu vytápěcích
zařízení (pro zvýšení stupně účinnosti).
Tato varianta rekuperace tepla se vypla-
tí dokonce i pro malé podniky s pouze
jedním šroubovým kompresorem se
vstřikem oleje. Taková dílna může s jed-
ním 9 kW kompresorem při 1500 pro-
vozních hodinách ročně přeci jen ušetřit
přes 1100 eur v nákladech na topný olej
nebo zemní plyn. U 45 kW kompresoru
a 2000 provozních hodin se odpovídající
sumy úspor už pohybují okolo 7000 eur.
K tomu si ještě přičtěme snížení zatížení
životního prostředí eliminací emisí CO2.
Více než 5 tun při nahrazení topného
oleje, resp. více než 3 tuny při nahrazení
zemního plynu v prvním případě a více
než 30, resp. okolo 20 tun v druhém pří-
padě. Investiční nárok na úpravu vzdu-
chotechniky chladícího vzduchu je v po-
rovnání s úsporou nepatrný a amortizuje
se často již během půl roku.
Efektivní a všestranně použitelný ohřev vody Odpadní teplo kompresoru lze přirozeně
také využít pro teplovodní topné systé-
Odpadní teplo kompresoru snižuje náklady na stlačený vzduch
Odběr z potenciálu energetických úspor
Obr. 1 Deskové výměníky tepla nabízejí cenově příznivé řešení pro využití odpadního
tepla šroubových kompresorů pro ohřev vody.

ZPRACOVÁNÍ PLECHU
26
Ener
geti
cká
méd
ia
my a zařízení na ohřev užitkové vody.
Tuto úlohu splňují nejlépe, z hlediska ná-
kladů, deskové výměníky tepla. Výměník
tepla se připojí na olejový okruh kompre-
soru a přenáší energii z olejového okru-
hu do ohřívané vody. Podle toho, zda
se teplá voda má používat k vytápění,
jako voda na sprchování a mytí, nebo při
velmi citlivých výrobních a čisticích pro-
cesech, používají se vedle deskových vý-
měníků (obr. 1) i bezpečnostní výměníky
tepla (obr. 2). Tímto způsobem se může
bez dodatečných nákladů na energii
tepelně-technicky využít asi 70 až 80 %
instalovaného výkonu kompresoru. Tato
varianta je možná také s primárně vodou
chlazeným šroubovým kompresorem.
Nízké náklady, rychlá amortizaceVýrobci moderních zařízení stlačeného
vzduchu, jakým je Kaeser, vyrábějí
své šroubové kompresory již předem
připraveny na montáž odvětrávacích
kanálů. Ty se pak montují externě.
Investice se často amortizují již v průběhu
jednoho roku.
Od velikosti výkonu 5,5 kW – to odpo-
vídá dodávanému množství 0,8 m³/min
při 7,5 barech – jsou kompresory toho-
to výrobce automaticky připraveny pro
připojení výměníků tepla. Ty lze insta-
lovat s relativně nízkými náklady. Doba
amortizace pro tuto variantu rekuperace
tepla se ve výsledku neřídí podle velikos-
ti kompresoru. U zařízení od 18,5 kW
hnacího výkonu se vynaložené náklady
amortizují podle zkušeností během dvou
let. To ovšem předpokládá odborné pro-
jektování.
Dbát na zabezpečeníPrimární olejový okruh kompresoru se
nevyužívá jako okruh pro rekuperaci tep-
la. Při eventuálním výpadku rekuperace
tepla by pak bylo ohroženo také chlazení
kompresoru a tím zásobování stlačeným
vzduchem. Proto se vždy dodatečně in-
staluje do kompresoru speciální výměník
tepla pro rekuperaci (jak bylo popsáno
výše). V případě poruchy pak kompresor
pracuje bez nebezpečí výpadku. Jestliže
přes výměník tepla olej/voda rekuper-
ačního systému žádné teplo odvádě-
no není, pak kompresor automaticky
používá svůj primární systém chlazení
vzduchem nebo vodou. Tím zůstává
zásobování stlačeným vzduchem trvale
zajištěné.
Rekuperace tepla se vyplatíCílené využívání odpadního tepla kom-
presoru je možnost, která zcela jistě stojí
za zamyšlení. Jak zvýšit efektivitu zařízení
stlačeného vzduchu a zároveň ulehčit
životnímu prostředí zamezením zbyteč-
ných emisí CO2. Především, jako úplná
nebo částečná náhrada jiných nosičů
energie pro účely vytápění se už může
vyplatit i malým podnikům. Potřebný
náklad na instalaci systému rekuperace
tepla je poměrně nepatrný. Výše investic
se řídí podle místních okolností podniku
uživatele, podle účelu použití a podle
zvoleného způsobu
Obr. 2 U obzvláště citlivých aplikací, jako např. ohřev pitné vody, se používají bez-
pečnostní výměníky tepla. Ty spolehlivě zabraňují smíchání chladicího média a vody
určené k ohřevu.
Obr. 3 Až 94 % elektrického příkonu kompresoru je tepelně technicky využitelných.
Grafi ka znázorňuje tok energie vzduchem a kapalinou chlazeného šroubového kom-
presoru. V pozadí je stanice stlačeného vzduchu se systémem vzduchových kanálů.
Diagram toku tepla
chla
zen
í st
lače
néh
o v
zdu
chu
13
%
mo
tor
9 %
pro rekuperaci tepla
využitelné vytápěcí teplo 94 %celkový
elektrický
příkon 100 %
teplo, které zůstává
ve stlačeném
vzduchu 4 %
chla
dič
72
%
ok
oln
í vzd
uch
2 %

27
ČÍSLO 2/2010 par tnerem tohoto čísla je f irma KAESER Kompressoren
Sof
twar
e
V dnešní době zaujímá výpočetní tech-
nika v konstrukčním procesu (CAD sys-
témy) a řízení CNC technologií (CAM
systémy) nezpochybnitelné místo při
výrobě a konstrukci. Celosvětový rozvoj
a působnost těchto systémů je úměrný
jejich důležité roli ve výrobním proce-
su. Stále je však mnoho lidí, kteří doká-
ží představit co se pod těmito pojmy
skrývá. Cílem toho článku je bližší se-
známení s CAD/CAM systémy a jejich
vlastnostmi. Práci inženýrů a techniků ve
strojírenských fi rmách si dnes prakticky
nelze představit bez použití uvedených
systémů. Na rychlost a kvalitu vývoje,
konstrukce nebo technologickou přípra-
vu výroby jsou kladeny velmi náročné
požadavky. Vyhovět těmto požadavkům
a obstát v tvrdé konkurenci na trhu není
jednoduché. Kvalitní CAD/CAM systém
je v dnešní době jednou ze zásadních
podmínek pro kvalitní a efektivní funkci
konstrukce a technologickou přípravu
výroby.
Jak se sluší a patří začneme trochou
historie CAD/CAM systémů, která je
poměrně blízká, protože CAD/CAM
systémy jsou pevně svázané s vývojem
počítačové techniky a jejich zavádění do
výrobních procesů. Počátky CAD jsou
datovány do poloviny dvacátého století
v USA kdy vznikl geometrický jazyk ATP,
dále je významným vynálezem v histo-
rii CAD vynález světelného pera, které
vzniklo při zdokonalování radarových
systémů. Dalším významným vývojem je
rok 1963 kdy byly presentovány výsled-
ky vykreslení a manipulace grafi ckých
objektů na displeji, což lze považovat za
počátek interakční počítačové grafi ky.
CAD systém, neboli Computer Aided
Design (počítačová podpora konstru-
ování) jsou aplikace sloužící k tvorbě
geometrie výrobků a jejich následné
snadné editace. CAD systémy poskytují
moderní tvorbu výkresové dokumenta-
ce a možnost tvorby prostorových mo-
delů navrhovaných výrobků a součástí.
Dnešní CAD systémy jsou založeny na
principu interakční počítačové grafi -
ky. Tímto principem je využití tvorby
a transformaci dat ve formě symbolů či
obrazů. Komunikace s programem je za-
jištěna pomocí příkazů a dat které jsou
přenášeny přes některý z prostředků
vstupu. Následná reakce a komunikace
programu s uživatelem konstruktérem je
realizována přes výstupní část počítače,
tedy obrazovku. CAD systémy je mož-
né rozdělit do tří kategorií: nižší, střední
a vyšší. Určení kategorií do které spadají
jednotlivé CAD systémy používá ně-
kolik kritérií jako jsou dostupné kreslící
a modelovací nástroje, pořizovací cena
a podpora ze strany výrobce software
a podpora ze strany prodejců.
Mezi CAD systémy nižší třídy je možno
zařadit systémy které vytvářejí dvojroz-
měrné objekty a umožňují tvorbu složité
výkresové dokumentace. Většinou tyto
systémy umožňují vytvářet jednoduché
trojrozměrné konstrukce pomocí dráto-
vého modelování.
CAD systémy střední třídy obsahují troj-
rozměrné modelovací nástroje včetně
nástrojů pro vizualizaci. Tyto systémy
jsou charakteristické svou otevřeností,
která umožňuje vytvářet speciální pro-
gramy, tzv. nadstavby.
Vyšší CAD systémy jsou systémy plně
trojrozměrné, které vyžadují pro vytvo-
ření výkresové dokumentace nejprve vy-
tvoření trojrozměrného modelu. Stejně
jako systémy střední třídy jsou tyto sys-
témy otevřené pro jednotlivé nadstavby.
CAD/CAM Systémy (1)
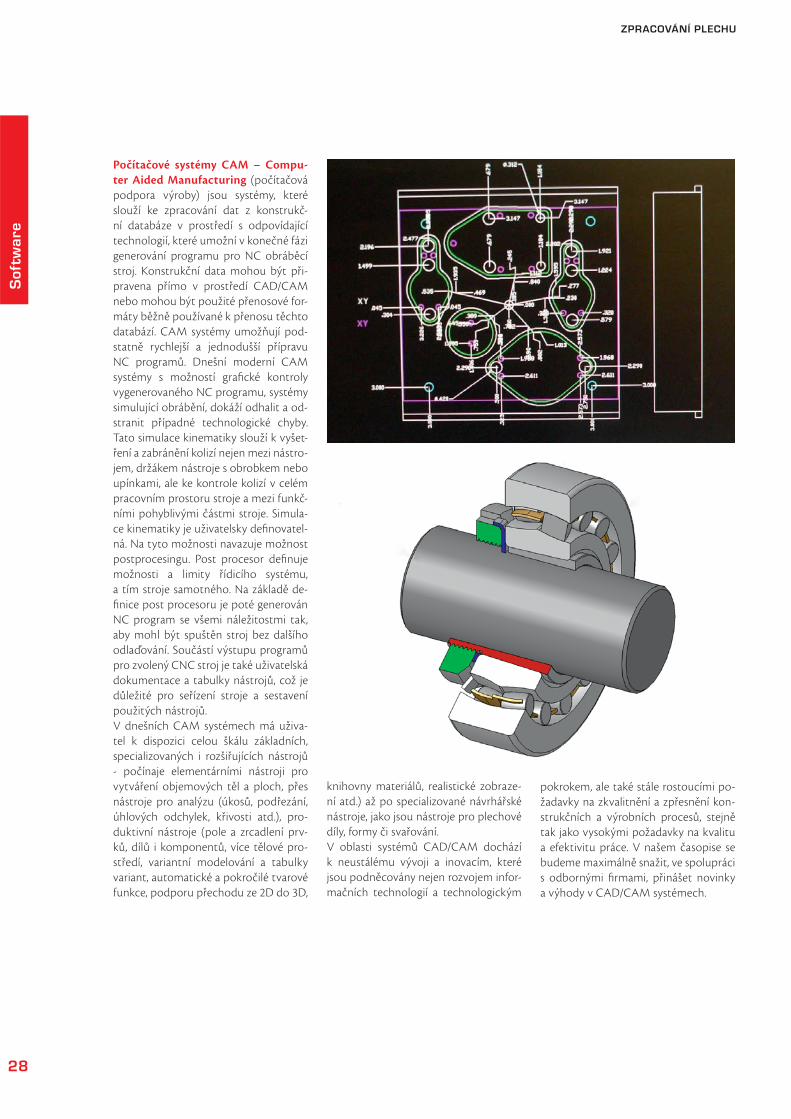
ZPRACOVÁNÍ PLECHUS
oftw
are
28
Počítačové systémy CAM – Compu-
ter Aided Manufacturing (počítačová
podpora výroby) jsou systémy, které
slouží ke zpracování dat z konstrukč-
ní databáze v prostředí s odpovídající
technologií, které umožní v konečné fázi
generování programu pro NC obráběcí
stroj. Konstrukční data mohou být při-
pravena přímo v prostředí CAD/CAM
nebo mohou být použité přenosové for-
máty běžně používané k přenosu těchto
databází. CAM systémy umožňují pod-
statně rychlejší a jednodušší přípravu
NC programů. Dnešní moderní CAM
systémy s možností grafi cké kontroly
vygenerovaného NC programu, systémy
simulující obrábění, dokáží odhalit a od-
stranit případné technologické chyby.
Tato simulace kinematiky slouží k vyšet-
ření a zabránění kolizí nejen mezi nástro-
jem, držákem nástroje s obrobkem nebo
upínkami, ale ke kontrole kolizí v celém
pracovním prostoru stroje a mezi funkč-
ními pohyblivými částmi stroje. Simula-
ce kinematiky je uživatelsky defi novatel-
ná. Na tyto možnosti navazuje možnost
postprocesingu. Post procesor defi nuje
možnosti a limity řídicího systému,
a tím stroje samotného. Na základě de-
fi nice post procesoru je poté generován
NC program se všemi náležitostmi tak,
aby mohl být spuštěn stroj bez dalšího
odlaďování. Součástí výstupu programů
pro zvolený CNC stroj je také uživatelská
dokumentace a tabulky nástrojů, což je
důležité pro seřízení stroje a sestavení
použitých nástrojů.
V dnešních CAM systémech má uživa-
tel k dispozici celou škálu základních,
specializovaných i rozšiřujících nástrojů
- počínaje elementárními nástroji pro
vytváření objemových těl a ploch, přes
nástroje pro analýzu (úkosů, podřezání,
úhlových odchylek, křivosti atd.), pro-
duktivní nástroje (pole a zrcadlení prv-
ků, dílů i komponentů, více tělové pro-
středí, variantní modelování a tabulky
variant, automatické a pokročilé tvarové
funkce, podporu přechodu ze 2D do 3D,
knihovny materiálů, realistické zobraze-
ní atd.) až po specializované návrhářské
nástroje, jako jsou nástroje pro plechové
díly, formy či svařování.
V oblasti systémů CAD/CAM dochází
k neustálému vývoji a inovacím, které
jsou podněcovány nejen rozvojem infor-
mačních technologií a technologickým
pokrokem, ale také stále rostoucími po-
žadavky na zkvalitnění a zpřesnění kon-
strukčních a výrobních procesů, stejně
tak jako vysokými požadavky na kvalitu
a efektivitu práce. V našem časopise se
budeme maximálně snažit, ve spolupráci
s odbornými fi rmami, přinášet novinky
a výhody v CAD/CAM systémech.

ČÍSLO 2/2010 par tnerem tohoto čísla je f irma KAESER Kompressoren
Slu
žby
29
V minulém čísle našeho časopisu jsme
se zmínili o systémech řízení. Na tento
článek navazujeme a dnes Vám před-
stavím základní informace při zavádění
systému managementu ISO 9001. Věřím,
že mnoho fi rem má systém již delší dobu
zajištěný, ale je také mnoho fi rem, které
stále váhají o jeho zavedení, včetně jeho
přínosu. V následujících dvou číslech se
pokusím, alespoň ve stručnosti, ukázat
cestu k certifi kaci fi rmy.
Pokud se rozhodnete zavést systém ma-
nagementu jakosti do Vaší organizace, je
nutné brát v úvahu veškeré souvislosti,
jež se zavedení a následnou certifi kací
systému mezinárodní normy ISO 9001
souvisí. Jedná se zejména o fi nanční a ča-
sovou náročnost zavedení a certifi kace
systému managementu (nyní i v bu-
doucnu), způsob a průběh zavádění sys-
tému a jeho následná certifi kace i mno-
hé další souvislosti.
Se zaváděním systému managamen-
tu jakosti dle normy ČSN EN ISO 9001
souvisí vynaložení nemalých fi nančních
prostředků v současnosti i v budoucím
období. Školení zaměstnanců a sezná-
mení s požadavky normy (představitele
vedení pro jakost, manažer jakosti, au-
ditor jakosti, řadoví zaměstnanci apod.)
Tyto náklady se mohou lišit podle toho,
zda-li se zaměstnanci zúčastní odbor-
ného školení v rámci otevřeného kurzu
nebo po dohodě s poradenskou a vzdě-
lávací organizací uzavřeného kurzu, např.
v podobě interní školení v dané organi-
zaci. Dalšími náklady na využití služeb
odborné poradenské fi rmy, jež může
pomoci při zpracování dokumentace,
přípravou na certifi kaci, prováděním
interních auditů, přezkoumání systémů
managementu jakosti apod. Jako posled-
ní náklady zmíním náklady na samotnou
certifi kaci, které se odvíjí od několika
faktorů (velikost organizace, počet cer-
tifi kovaných činností apod.).
V budoucím období je nutné počítat
s náklady na školení zaměstnanců (prů-
běžné vzdělávání), náklady na pora-
denské a konzultační služby, případně
náklady na provedení interního auditu
a náklady na udržování certifi kátu (kon-
trolní a recertifi kační audity prováděné
certifi kační společností).
„Všechno chce svůj čas“ V úvodních
fázích je nutné zavedení systémů řízení
věnovat více času, neboť je potřebné,
aby se zaměstnanci seznámili a po-
chopili požadavky normy ČSN EN ISO
9001 a své odpovědnosti a pravomoci
v systému managementu jakosti. Doba
zavádění systémů řízení je závislá na veli-
kosti organizace, časovém přizpůsobení
vedení a zaměstnanců, a často způsobu
nebo formě zavádění (pouze vlastními
silami, s pomocí odborné poradenské
fi rmy nebo kombinací těchto možností).
U malých fi rem je nutné počítat s časo-
vým rozsahem zavádění minimálně půl
roku. Není vhodné zavádění uspěchat,
ikdyž certifi kát potřebujete rychle, máte
pak pocit „ že jste koupili zajíce v pytli“
a nebyla splněna Vaše očekávání. „Nena-
leťte“ proto poradcům, kteří Vám slíbí
zpracování dokumentace a zajištění cer-
tifi kace do 1-2 měsíců. Za takovou dobu
se dá jen velmi těžce pochopit o čem
systém řízení jakosti vlastně je a je velmi
těžké si jej „osvojit“. Je-li nutné informo-
vat své zákazníky o zavádění systému
řízení jakosti (např. systém managemen-
tu je nutné mít pro výběrové řízení),
nechte si poradenskou nebo certifi kační
společností vystavit potvzení, že systém
zavádíte. Toto potvrzení je běžně vysta-
vováno a uznáváno.
K samotné certifi kaci by mělo dojít za 3
Zavedení a certifi kace normy ISO 9001 (1)

ZPRACOVÁNÍ PLECHU
30
Slu
žby
měsíce od vyhlášení systému za funkč-
ní. Samozřejmě vybírat certifi kační or-
gán můžete i dříve. Vybírejte důkladně,
protože Vás certifi kační auditoři budou
navštěvovat minimálně 1 x ročně (op-
timálně 2x ročně) a jejich certifi kát Vás
bude reprezentovat.
Systému managementu je nutné se vě-
novat průběžně a neustále jej zlepšovat,
jen tak je možné zajistiti opravdový pří-
nos pro organizace i v budoucnu. Vašim
úkolem bude provádět minimálně 1 x
za půl roku interní audity a 1 x za rok
přezkoumání celého systému manage-
mentu jakosti. Jednou nebo 2 x ročně
by měly probíhat kontrolní audity cer-
tifi kačního orgánu. Objektivní a nezá-
vislé posouzení systému managementu
jakosti Vám zcela jistě bude nemalým
přínosem, samozřejmě pouze v případě,
bude-li audit provádět kvalifi kovaný au-
ditor poctivě!
Před zaváděním systému managementu
je nutné ujasnit si několik hledisek:
- proč chcete či musíte systém manage-
mentu zavést do Vaší organizace
- jakých oblastí Vaší činností se bude sys-
tém managementu jakosti týkat– v ja-
kém rozsahu bude zaveden (např. celá
fi rma - všechny činnosti nebo jen ně-
které významné činnosti - např. obchod,
výroba, servis, apod.)
- vedoucí pracovníci si zcela jistě musí
promyslet „rozdělení pravomocí“ jed-
notlivých zaměstnanců
- jakým způsobem chcete systém mana-
gementu do Vaší organizace zavést
Způsoby zavádění systému manage-
mentu jakosti je několik, například:
- konzultační forma, tj. pravidelné ná-
vštěvy v organizaci odborným poradcem
a konzultace s pracovníky organizace
pověřenými zpracováním dokumentace
a zaváděním do praxe. Předávání infor-
mací a vzorů pro zpracování systému
- zavedení „na klíč“, tj. komplexní pomoc
odborné poradenské fi rmy při zpracová-
vání dokumentace, pomoc při zavede-
ní do praxe. Proškolení managementu
organizace a zaměstnanců, provedení
interních auditů. Asistence při výběru
certifi kační společnosti, asistence u cer-
tifi kačního auditu.
- kombinované zavádění, tj.budování
systémů řízení společně s jinou organi-
zací podobně oborově zaměřenou
- integrované zavádění, tj. budovaní in-
tegrovaných systémů ISO 9001 (QMS)
+ ISO 14001 (EMS) + OHSAS 18001
(HSMS).
Při zavádění systému managementu ja-
kosti s využitím externích konzultantů
(poradenských fi rem) je převážně cel-
ková doba zavádění zkrácena. Kladný-
mi faktory pro využití služby externích
konzultantů jsou aplikace jejich znalos-
tí, dovedností a praktických zkušeností
v organizaci, což v konečném důsledku
zkvalitní a zvýší účinnost zavedeného
systému v organizaci.
V příštím čísle dokončím stručný náhled
na zavádění SMJ, kdy se zmíníme o tom,
kdo může systém ve fi rmě zavádět, vý-
hody a nevýhody jednotlivých možnos-
tí. Zmíním také průběh zavádění a pří-
pravu na vlastní certifi kaci.
Bc. Hana Bělohlavová
odborná konzultantka

31
ČÍSLO 2/2010 par tnerem tohoto čísla je f irma KAESER Kompressoren
Logi
stik
a a
tran
spor
t
Manipulační technika DESTA:tradiční značka na Českém trhu
Manipulační technika tradiční značky
DESTA vyráběná a distribuovaná
akciovou společností ČZ a.s. ze
závodu ve Strakonicích, je již opět
v povědomí zákazníků. Zaměření
vlastní výroby a vývoje se soustřeďuje
na vysokozdvižné čelní vozíky se
spalovacím motorem ve verzi diesel
a LPG a čelní vysokozdvižné vozíky
elektrické. Tonáže motorových vozíků
lehké třídy do 2 tun, střední do 3.5 tun
a těžké do 5 tun odpovídají poptávce
trhu. V kategorii elektrických vozíků
dodává ČZ a.s. na trh techniku
v nejžádanějších tonážích od 1 do
2 tun a to v provedení tříkolovém
a čtyřkolovém. Užitná hodnota
vozíků značky DESTA je srovnatelná
s obdobnými výrobky předních
světových značek. Oslovení co
nejširšího okruhu zákazníků je
zajišťováno teamem vlastních
prodejců a smluvními partnery,
a následná péče včetně poprodejního
servisu je zajišťována prostřednictvím
sítě smluvních servisních organizací.
Všechny typové řady vysokozdvižných
vozíků DESTA nové generace se vyzna-
čují osvědčenou robustní konstrukcí, kte-
rá společně se zvýšenou osou kyvného
zavěšení řídící nápravy zajišťuje nejvyšší
míru boční stability ve své kategorii. Na-
víc jsou všechny vozíky nových řad mi-
mořádně kompaktní konstrukce a patří
k vozíkům s nejmenším poloměrem zatá-
čení ve své třídě.
Konstrukce nových vozíků Desta byla dů-
sledně podřízena převažujícím požadav-
kům typických uživatelů hlavně na čes-
kém a slovenském trhu, ale i v zahraničí:
1) Vysoká odolnost a nenáročnost na
údržbu je zajištěna maximálním zjedno-
dušením konstrukce, optimalizací a ze-
sílením ovládacích prvků. Z konstrukce
vozíků je vypuštěna veškerá elektronická
regulace, kterou je možno vyřešit jiným,
méně zranitelným způsobem (například
křížové ovládání hydraulického rozvaděče
Rexroth-Bosch, parkovací brzda ovládaná
nohou atd.)
2) Nejširší a nejlevnější servisní síť společ-
ně s důsledným použitím standardních
opotřebitelných dílů (rozměry pneuma-
tik,snadno dostupné fi ltrační vložky, re-
lativně nízké požadavky na kvalitu olejů)
jsou zárukou minimálních provozních
nákladů. Pro většinu tuzemských fi rem
je možné nalézt autorizovaný servis tech-
niky Desta v okruhu do 80km, což zajistí
snadnou a cenově dostupnou servisní
péči o provozovanou techniku.
3) Progresivní konstrukční novinky u jed-
notlivých typových řad zlepšily užitnou
hodnotu vozíků:
Vysokozdvižný vozík řady „D“
DOPLNIT POPISKU DOPLNIT POPISKU

ZPRACOVÁNÍ PLECHU
32
Logi
stik
a a
tran
spor
t
Vysokozdvižné vozíky řady „D“
- Hnací převodové ústrojí „Destamatic“
složené z hydrodynamického měniče
nové konstrukce s násobností kroutící-
ho momentu i=3,6 (obvyklá hodnota je
2,5) a z planetové reverzační převodovky
(o řád vyšší životnost řadících lamel opro-
ti konkurenci) znamená zajištění plynulé-
ho rozjezdu ve všech režimech provozu.
Díky vysoké násobnosti měniče mohou
být všechny vozíky s jednostupňovou
převodovkou (jednoduché ovládání),
ale s parametry stoupavosti a maximální
rychlosti, odpovídajícím dvoustupňo-
vým převodovkám. Nová hnací náprava
je bez koncových reduktorů, které bývají
zdrojem komplikací pro servis, a navíc
umožňuje (na rozdíl od většiny ostatních
výrobců) montáž uzávěrky diferenciálu.
Vysokozdvižné vozíky řady „E–AC“
Čtyřkolové akumulátorové vozíky se dvě-
ma 6 kW motory pro pohon přední ná-
pravy (s nezávislou mosfetovou regulací)
v kombinaci s překlápěcí řídící nápravou,
umožňují otáčení čtyřkolového vozíku
kolem středu přední nápravy.Takže vo-
zíky řady E mají poloměr zatáčení jako
tříkolové vozíky, ale stabilitu a přepravní
výkon větší než většina čtyřkolových vo-
zíků na trhu.
Terénní vysokozdvižné vozíky řady
DVHM 3522 TXK
jsou dlouhodobě nejúspěšnější terénní
vozíky na trhu o nosnosti 3,5t .Kromě
vysoké průchodnosti terénem mají totiž
nejmenší poloměr zatáčení. Standard-
ní sortiment vozíků DVHM byl rozšířen
o provedení s pohonem zadní nápra-
vy (4x4), novou robustní řídící nápravu,
mokré lamelové brzdy Knott a elektricky
řazenou převodovku. Další inovací je po-
užití moderního motoru Kubota splňují-
cího přísné emisní limity TIER IV
Vysokou užitnou hodnotu těchto vozíků
potvrzuje například jejich nasazení v za-
hraničních misích maďarské armády a její
stálý zájem o tyto stroje dodávané v pro-
vedení s klimatizací kabiny, pohonem
4x4, v matné olivové barvě. V civilním
sektoru tyto vozíky k plné spokojenosti
užívá celá řada fi rem manipulujících na
nezpevněných prostranstvích, na pilách
a v jiném těžkém terénu.
Vysokozdvižný vozík řady „E–AC“
Terénní vysokozdvižný vozík řady DVHM 3522 TXK

33
ČÍSLO 2/2010 par tnerem tohoto čísla je f irma KAESER Kompressoren
Nav
štív
ili js
me
Navštívili jsme seminář „Technologie spojování plechů“Seminář pořádala Česká společnost pro výzkum zpracování plechu ve spolupráci s Ústavem strojírenské technologie Fa-kulty strojní ČVUT v Praze. V průběhu semináře byli účastníci seznámeni s nový-mi poznatky v řadě technologií spojování tenkých plechů – odporové svařování, pájení, nýtování, spojování prolisováním a lepení. Ing. Kroupová, EWE, upozornila ve své přednášce „Spojování plechů sva-řováním elektrickým odporem a pájením „na některé typické vady bodových svarů a jejich příčiny. Upozornila na nové normy v oblasti odporového svařování vydané v roce 2010, které stanoví požadavky na jakost při bodovém svařování ČSN EN ISO 14554 -1 a ČSN EN ISO 14554 -2 a dále správnou terminologii v bodovém, švo-vém a výstupkovém svařování (ČSN EN ISO 17 677-1). Vytváření kvalitních spojů vyžaduje pečlivou předúpravu povrchů a optimální volbu parametrů odporového svařování. Dále se věnovala novým meto-dám pájení, jako jsou MIG/MAG pájení, TOPTIG pájení, pájení plasmou, pájení laserem, pájení ultrazvukem a NOCOLOK Sil Flux. Ing. Minařík ve svém příspěvku „Ne-destruktivní kontrola bodových svarů“ ukázal na vady při odporovém svařování a zároveň presentoval možnosti nede-struktivního zkoušení bodových svarů pomocí ultrazvuku. Lze výrazně snížit ná-klady na kontrolu kvality bodových svarů, protože ve velkosériové a hromadné vý-robě se dosud často používá destruktivní kontrola náhodně vybraných svařených dílů.Zástupce fi rmy DALEX CZ p. Plašil ukázal na praktických příkladech z oblasti auto-mobilového průmyslu některé možnosti použití výstupkového odporového sva-řování.Ing. Kolařík, IWE, v přednášce „MIG pájení pozinkovaných ocelových plechů“ ukázal, že MIG pájení umožňuje spojovat tenké pozinkované plechy bez poškození povla-ku Zn, přičemž pevnost pájených spojů je srovnatelná s pevností svarů provedených metodou MIG. Lze se vyvarovat řady pro-blémů spojených s odpařováním zinku (tvorba pórů ve svaru, tvorba trhlin, toxi-cita par Zn apod.) při svařování.Prof. Ing. Suchánek, CSc., se v přednášce „Nýtování“ zabýval moderními způsoby nýtování (trhací nýty, probíjecí nýty, nýto-vací matice, nýtovací šrouby) a spojování
plechů prolisováním. Tyto technologické postupy mohou úspěšně nahradit bo-dové svařování v řadě aplikací. Dovolují spojovat bez problémů díly z hliníkových slitin s ocelovými díly. V kombinaci s lepe-ním lze tak připravit těsné spoje s poža-dovanými pevnostními charakteristikami.Doc. Ing. Müller, Ph.D. ve svém příspěvku upozornil, že lepený spoj představuje slo-žitý celek, jehož vznik a následné využití je ovlivňováno a současně i limitováno řa-dou dílčích faktorů. Mezi primární faktory patří vlastnosti spojovaného materiálu, lepidla, konstrukční tvar a provozní pro-
středí. Geometrické parametry lepených spojů jsou podstatné pro stanovení kon-strukčních parametrů a ekonomických nákladů. Experimentální výzkum dílčích faktorů a jejich simulace je důležitým mil-níkem v možnosti specifi kace optimálních hodnot lepeného spoje zajišťující spoleh-livost konstrukce a současně nezvyšující ekonomické náklady na výrobu. Příspěvky a presentace jednotlivých před-nášek byly zpracovány na CD.

ZPRACOVÁNÍ PLECHUN
avšt
ívili
jsm
e
Časopis na mezinárodním strojírenském veletrhu v BrněVážení a milí čtenáři,
Mezinárodní strojírenský veletrh
v Brně, konaný ve dnech 13.–17. 9.
2010 se stal premiérou pro náš nový
odborný časopis.
Dokončovací práce na časopisu se
protáhly do posledních dnů před
zahájením výstavy, a proto jsme si
velmi oddechli, když jsme konečně dva
dny před výstavou drželi první výtisk
v ruce.
Náš stánek byl velmi skromný, ale s ne-
skromným záměrem - prezentovat tuto
novotinu na tak velké výstavě. Před zahá-
jením jsme prožívali tyto okamžiky velmi
nejistě a s velkým napětím jsme očekávali
reakce od prvních návštěvníků.
Dlouho jsme si lámali hlavu jak na výstavě
zaujmout návštěvníky a získat jejich po-
zornost.
Napadalo nás mnoho běžných reklam-
ních akcí, od různých pevně stojících i po-
hyblivých billboardů, barevně oděných
asistentek, jezdících na kolečkových brus-
lích nebo Segwayích. Nakonec jsme se
rozhodli pojmout reklamní blok odlehče-
nou formou a obrátili jsme se na jednoho
velmi zkušeného a zručného kouzelníka,
pana Štěpána Šmída. Nápad s kouzelnic-
kými triky, které byly přizpůsobeny z části
i našemu tématu o zpracování plechu,
se stal šťastnou volbou. Nejen, že se mu
výrazně dařilo zaujmout kolemjdoucí,
ale i samotné vystavovatele. Informace
o novém časopisu se začaly šířit úžasnou
rychlostí, a když jsme na přání některých
fi rem předvedli kouzelnické představení,
setkali jsme se s nebývalým zájmem ne-
jen o kouzla, ale i o náš produkt. Lidé se
uvolnili, projevili svou zvědavost a stali se
přístupnými novým informacím.
Výstava nebyla ovšem pouze o zábavě,
ale hlavně o získávání poznatků, zda jsme
učinili správnou věc s uvedením nového
informačního média na trh.
Náš stánek byl umístěn v hlavním pavilo-
nu pro zpracovatele plechu. Návštěvnost
stánku byla od prvního dne velmi silná,
rozdali jsme každý den okolo 100ks časo-
pisů a 1000ks informačních letáků.
Zástupci odborné veřejnosti, zpracovatelé
plechu nebo zámečníci se ztotožnili s fak-
tem, že o této tématice v naší republice
nebyl doposud žádný specializovaný in-
formační produkt. Vedli jsme s nimi dlou-
hé diskuse o vzniku naší myšlenky i o smě-
ru, kam se má časopis ubírat. Velmi jsme
si cenili každé konkrétní poznámky nebo
připomínky a snažili jsme se vysvětlit naše
postoje a vize do budoucnosti.
Pozitivně bylo hodnoceno místo určené
pro Partnera časopisu a pro Českou fi rmu.
Jednou z otázek bylo, proč se v tomto
časopise vyskytují fi rmy, které se přímo
nepodílí na zpracování plechu, jako jsou
například technické plyny pro svařování
nebo vysokozdvižné vozíky pro přepravu
materiálu apod. Po našem vysvětlení, že
technická média jsou nedílnou součástí
svařování a bez logistiky se neobejde žád-
ná výrobní linka, uznali váhu a důležitost
umístění těchto oblastí do struktury ča-
sopisu.
Navštívili nás také zástupci škol s technic-
kým zaměřením se zájmem o předplat-
né časopisu pro jejich studenty. Uvítali
množství informací, které mohou získat
na našem webovém portálu.
Velmi příjemně nás překvapil zájem aka-
demické veřejnosti. Pan profesor Jan Su-
chánek, jako jednatel české společnosti
pro výzkum zpracování plechu a zároveň
rektor na ČVÚT v Praze, nám předal
kontakty s přehledy jejich seminářů, na
kterých můžeme prezentovat náš časopis.
Prováděli jsme průzkum, zda i struktu-
ra časopisu je dostačující a zda obsahuje
vypovídající záběr ze všech oblastí. Získali
jsme i další náměty, jak rozšířit a zkonkrét-
nit některé obory.
Velmi by nás zajímala oblast zlepšování
jednotlivých technologických postupů
nejen na nejvyšší odborné úrovni, ale
i v běžné zámečnické praxi.
Nejčastěji kladené otázky byly vzneseny
k internetovému portálu www.zpraco-
vaniplechu.cz, kde se návštěvníci zajímali
o možnost předplatného, distribuci a po-
dání inzerce.
Na těchto stránkách máme v součas-
né chvíli zveřejněné první číslo časopisu
a zmiňujeme se zároveň o připravovaných
článcích do dalších vydání.
Výsledky z celé výstavy vykázaly kolem
500 kontaktů, s nimiž budeme dále pra-
covat, dále na 200 předplatitelů a cca 120
zájemců o inzerci. Tato čísla jsou velmi
potěšující.
Chtěli bychom všem zúčastněným v tom-
to čísle srdečně poděkovat za podporu,
a pokud bude naše spolupráce pokračo-
vat s tímto nasazením a úspěchem i na-
dále, vznikne společně produkt s konkrét-
ním přínosem a jasným cílem, kterého
jsme chtěli dosáhnout.
34

35
ČÍSLO 2/2010 par tnerem tohoto čísla je f irma KAESER Kompressoren
Nav
štív
ili js
me
EuroBLECH 2010Naše redakce měla příležitost navštívit 21.
ročník veletrhu EuroBLECH, který se konal
od 26. do 30. října 2010 v německém Han-
noveru.
Tento veletrh je nejdůležitější evropskou
výstavou pro všechny, kteří pracují v obo-
ru zpracování plechu. Přední mezinárodní
technologický veletrh průmyslu, podle
našich informací, navštívilo celkem 61 300
obchodních specialistů. Vystavovalo zde na
1400 společnosti ze 40 zemí.
Cestu na výstavu jsme dlouho plánovali,
již z důvodu velké vzdálenosti. K výstavišti
jsme dorazili kolem deváté hodiny ranní.
Parkoviště před areálem nás překvapilo
svou obrovskou kapacitou a již v této ho-
dině bylo z velké části zaplněné. Byli jsme
příjemně překvapeni úrovní organizace
pořadatelů výstavy. Přes značný počet ná-
vštěvníků se před vchodem netvořily žádné
zástupy. Označení pavilonů a směrů umož-
ňovalo perfektní orientaci a přehlednost.
Pro chvíle odpočinku bylo v každém pavi-
lonu zřízeno několik občerstvovacích míst,
které měly výbornou úroveň a poskytovaly
soukromí pro jednání s klienty nebo pouze
umožnily odpočinek každému z návštěvní-
ků.
Jasně strukturovaný profi l výstavy pokrýval
celé technologické řetězce zpracování ple-
chu:
· Plechy, polotovary a hotové výrobky
(s železem nebo bez)
· Konečné produkty, komponenty, sestavy
· Manipulace
· Separace, řezání
· Formování
· Technologie zpracování plechu
· Zpracování trubek a dílčích celků
· Prvky pro stroje
· Technologie spojování, svařování
a upevňování
· Povrchová úprava plechu
· Nástroje, lisovací formy
· Procesní kontrola, seřízení, měření
a testování
· Zajištění jakosti
· Systémy CAD/CAM a zpracování dat
· Výrobní a skladová technika
· Ochrana životního prostředí a recyklace
· Bezpečnost práce
· Výzkum a vývoj
Navštívili jsme několik významných fi rem,
jejichž jména v oblasti zpracování plechu
jsou pojmem. Jednu z nejzajímavějších ex-
pozic měla fi rma Trumf. Její velmi atraktivní
architektonické řešení stánku s restaurací
v patře dominovalo celému pavilonu. Ne-
bylo žádným překvapením, že tato fi rma
představila mnoho novinek. Zaujala nás
plně automatizovaná buňka pro ohýbání,
nový vysekávací stroj s elektrickým poho-
nem razící hlavy, malý ohraňovací lis s elek-
trickým pohonem a další novinky. Důka-
zem o zajímavosti tohoto stánku svědčila
vysoká návštěvnost.
Dalším významným pojmem ve zpracování
plechu je fi rma Amada, která se prezen-
tovala v jednom z největších stánků celé
výstavy. Jejich fi remní červená barva přita-
hovala rovněž velké množství návštěvníků.
Z jejich novinek jsme měli možnost vidět
například nový laser a ohraňovací lis s ro-
botem.
Firma Fronius nás zaujala svým Terminálem
pro virtuální svařování, o kterém jsme Vám
psali v předchozím čísle našeho časopisu. Je
to velmi atraktivní a moderní technologie
pro budoucnost výuky svařování. Terminál
byl k dispozici pro všechny návštěvníky.
Sami jsme si jej vyzkoušeli a ocenili nejen
myšlenku, ale hlavně způsob virtuální vý-
uky.
Švýcarská fi rma Bystronic prezentovala
vysoce kvalitní zařízení pro laserové pálení
a řezání vodním paprskem.
Bylo zde mnoho a mnoho dalších fi rem,
které měly co ukázat, ale není možné vše
popisovat v rámci tohoto článku. Bude-
me se snažit vám v následujících číslech
postupně detailně představit vystavované
novinky a věříme, že tyto informace bu-
dou pro vás přínosem. Vše záleží na ochotě
a iniciativě jednotlivých obchodních za-
stoupeních, zda bude v jejím zájmu se pre-
zentovat také v našem časopise.
Po absolvování výstavy jsme sice byli velmi
unaveni, ale s pocitem silného zážitku. Po-
kud jste prozatím tuto výstavu nenavštívili,
můžeme příští konání výstavy všem jen vře-
le doporučit. V případě většího zájmu z vaší
strany, rádi zorganizujeme hromadnou ná-
vštěvu v naší režii. Uvítáme vaše rakce.

ZPRACOVÁNÍ PLECHU
36
Adr
esář
fi re
m
Adresář fi rem
Partner čísla:
KAESER KOMPRESSOREN, s.r.o.
Areál United Brands
Modletice 98
251 00 Říčany u Prahy
www.kaeser.com
TRUMPF Praha, spol. s r.o.
K Hájům 2a
155 00 Praha 5
www.cz.trumpf.com
Bystronic Czech Republic s.r.o.
Tuřanka 115
627 00 Brno - Slatina
www.bystronic.com
AIR LIQUIDE CZ, s.r.o.
Jinonická 80
158 00 Praha 5
www.airliquide.cz
ITS-IDEAL-Trade Service, spol. s r.o.
Králova 4
616 00 Brno
www.itsbrno.cz
ČZ a.s., odbor DESTA
Tovární 202
386 15 Strakonice
www.czas.cz
ABF, a.s.
Mimoňská 645
190 00 Praha 9
www.abf.cz
FERONA, a.s.
Havlíčkova 1043/11
111 82 Praha 1
www.ferona.cz
Komerční banka
Na Příkopě 33
114 07 Praha 1
www.kb.cz
ProTech SpT, s.r.o.
Brigádnická 1646
288 02 Nymburk
www.protech-spt.cz
FABORY CZ Holding, s.r.o.
U Trati 38a
100 00 Praha 10 - Strašnice
www.fabory.cz
Akzo Nobel Coating CZ, a.s.
Podvihovská 12/304
747 70 Opava 9 - Komárov
www.interpon.cz
Quality Centrum, spol. s r.o.
Smetanovo náměstí 2489
397 01 Písek
www.qc-pisek.cz
VICTORINOX
RÖSLER Praha, spol. s r.o.
Elišky Junkové 1394/8
102 00 Praha 10
www.victorinox.cz
www.ferona.cz
zemekoule A4.indd 1 25.11.2010 16:30:05

37
ČÍSLO 2/2010 par tnerem tohoto čísla je f irma KAESER Kompressoren
Pře
dpla
tné
Předplatné356 Kč – roční předplatné v České republice
13,00 EUR – roční předplatné na Slovensku
Ediční plán:
11 – 2010
02 – 2011
05 – 2011
08 – 2011
11 – 2011
Jak si předplatit?na webu: www.zpracovaniplechu.cze-mail: [email protected]: +420 734 386 773Běžná cena časopisu je 98,00 Kč (bez DPH a poštovného)Roční předplatné zahrnuje: 4 čísla časopisu, 2 vydání speciálu
ČÍSLO 1/2010
novi
nky
1
ZPRACOVÁNÍ
PLECHUodborný časopis
a portál
pro zpracovatele plechu
Číslo 2/2010
www.zpracovaniplechu.cz
a portál
ČÍSLO 1/2010
TruLaser 1030: jednoduše výhodný stroj1 Nízká pořizovací hodnota a provozní náklady2 Velmi jednoduchá obsluha3 Malá instalační plocha – pouze 25m2
4 Rychlá a jednoduchá instalace5 Zvládne každý tvarVíce na: www.einfach-guenstig-lasern.de
ZPRACOVÁNÍ PLECHU odborný časopis a portálpro zpracovatele plechu
Číslo 1/2010
www.zpracovaniplechu.czlechu
300: jednoduššššššššešešeeodnota a provozní nákobsluha
ocha – pouze 25m2
há instalace
guennstig-lasern.ddeee
echu.cz ZPRACOVÁNÍ PLECHU odborný časopis a portálpro zpracovatele plechu
Číslo 2/2010
www.zpracovaniplechu.cz
Spoříme energii s kompresory KAESER
ZPRACOVÁNÍ PLECHU
38
Nový odborný portál on-linena
AKCEregistrace vaší fi rmy zdarma!
http://www.zpracovaniplechu.cz/
dodavatelé, výrobci a poskytovatelé služeb v oboru zpracování plechu,
diskusní fórum a mnoho dalších užitečných informací

ČÍSLO 2/2010 par tnerem tohoto čísla je f irma KAESER Kompressoren
39
Inspirováno vynalézavostí nože Original Swiss Army Knife, vašeho společníka na celý život.
IIInsInspirováno vynalézavostí nože Original Swiss Army Knife, vašeho společníka na celý život.
3letá záruka | ve Švýcarsku vyrobený mechanický samonatahovací chronograf | pouzdro z nerezové oceli, průměr 44 mm | vodotěsné do 100 m (10 ATM) | antireflexní safírové sklíčko s úpravou proti poškrábání.
Prodejce:Hodinářství Zlatnictví Tovys, Tomáš Vyskočil, Benešova 1, JihlavaHodinářství Evrom, Michelská 77, Praha 4Distributor: Rösler Praha, s.r.o., Elišky Junkové 8, Praha 10www.victorinox.cz
INFANTRY VINTAGE CHRONO MECHANICAL
SWISS ARMY KNIVES CUTLERY TIMEPIECES TRAVEL GEAR FASHION FRAGRANCES I WWW.VICTORINOXSWISSARMY.COM

www.kaeser.com

















