FACULTAD DE INGENIERÍA INGENIERÍA CIVIL INDUSTRIAL EVALUACIÓN DE LA IMPLEMENTACIÓN DE LA METODOLOGÍA RCM EN LOS HARNEROS VIBRATORIOS DE LA PLANTA CONCENTRADORA MINERA CASERONES MAURICIO EDUARDO MORALES MENDOZA PROFESOR GUÍA: MSc. Ing. JOSE LUIS MUÑOZ PINCHEIRA Doctorando en Energía (Phd Energy-UDEC) MEMORIA PARA OPTAR AL TÍTULO DE INGENIERO CIVIL INDUSTRIAL CONCEPCIÓN – CHILE ENERO, 2019
Transcript
FACULTAD DE INGENIERÍA
INGENIERÍA CIVIL INDUSTRIAL
EVALUACIÓN DE LA IMPLEMENTACIÓN DE LA METODOLOGÍA RCM EN LOS HARNEROS
VIBRATORIOS DE LA PLANTA CONCENTRADORA MINERA CASERONES
MAURICIO EDUARDO MORALES MENDOZA
PROFESOR GUÍA: MSc. Ing. JOSE LUIS MUÑOZ PINCHEIRA Doctorando en Energía (Phd Energy-UDE C)
MEMORIA PARA OPTAR AL TÍTULO DE INGENIERO CIVIL INDUSTRIAL
CONCEPCIÓN – CHILE
ENERO, 2019
FACULTAD DE INGENIERÍA INGENIERÍA INDUSTRIAL
DECLARACIÓN DE ORIGINALIDAD Y PROPIEDAD
DECLARACIÓN DE ORIGINALIDAD Y PROPIEDAD
Yo, Mauricio Eduardo Morales Mendoza , declaro que este documento no
incorpora material de otros autores sin identificar debidamente la fuente.
Concepción, Enero del 2019
_________________________
Firma del alumno
i
Dedicado a mi esposa Viviana, la mejor esposa que Dios pudo haber
puesto en mí camino, junto a mis hermosos hijos, Francisca, Mauricio y Renato,
quienes siempre me apoyaron y estuvieron a mi lado,
donde muchas veces debí ocupar el tiempo que les correspondía a ellos,
con la finalidad de lograr tener frutos a tanto sacrificio,
y así este logro se hiciera realidad.
ii
AGRADECIMIENTOS
Agradezco a aquellas personas que de una u otra forma han sido
parte de cada etapa que he ido superando en mi vida, donde sin su apoyo
incondicional probablemente muchas cosas no hubieran podido ser
concretadas.
También quiero agradecer al profesor guía José Luis Muñoz y el
equipo de Confiabilidad de la Planta, minera Caserones, cuya innegable
disposición y voluntad de querer siempre apoyarme para cumplir los
objetivos de mi proyecto de título, por lo señalado anteriormente muchas
gracias.
Por último, mis agradecimientos a Dios por sobre todas las cosas,
ya que como siempre, él camina conmigo en todos mis desafíos y metas,
tanto en lo personal, familiar, laboral y como también en lo académico.
en la confiabilidad de los equipos, es una herramienta que permite lograr
tener una alta disponibilidad en los equipos y en los procesos
industriales. El RCM permite, de acuerdo a los tipos de fallas, determinar
las estrategias de mantenimiento más conveniente para enfrentarla.
El desarrollo de este trabajo de título se basa en la evaluación
de la implementación de la herramienta RCM en la Minera Caserones, la
cual fue implementada a inicios del 2017.
La finalidad de poder llevar a cabo esta evaluación, es poder
conocer la incidencia que tuvo esta herramienta en la organización, para
lo cual se deberá determinar antecedentes generales y contextos
operacionales de la empresa para entrar en conocimiento en sus
problemáticas de mantenimiento, procediendo posteriormente con la
recopilación de actividades centradas en la confiabilidad del equipo para
mejorar sus indicadores de mantenimiento y desarrollando el análisis de
las mejoras realizadas en el plan de mantenimiento para comparar con
indicadores anteriores y costos asociados.
Los resultados obtenidos en función de la implementación del
RCM han sido satisfactorios en términos de reducción de costos por
pérdidas de no producción y logrando mejorar los indicadores de
mantenimiento viéndose reflejados en la disponibilidad y confiabilidad de
los equipos en estudio.
Finalmente se concluye que la metodología del RCM
implementada es eficaz, pero se debe tener en cuenta que la aplicación
debe ser disciplinada y cumplirse siempre a cabalidad con la finalidad de
lograr de mantener o superar los resultados obtenidos.
iv
ÍNDICE GENERAL
I. INTRODUCCIÓN .................................................................. 10
I.1. IMPORTANCIA DE REALIZAR EL PROYECTO .................................................................................................... 11 I.2.DISCUSIÓN BIBLIOGRÁFICA ....................................................................................................................... 12 I.3. CONTRIBUCIÓN AL TRABAJO ..................................................................................................................... 17 I.4. OBJETIVO GENERAL ................................................................................................................................ 17
I.4.1. Objetivos específicos ................................................................................................................. 18 I.5. LIMITACIONES Y ALCANCES DEL PROYECTO .................................................................................................. 18
I.6. NORMATIVA Y LEYES ASOCIADAS AL PROYECTO ............................................................................................ 19 I.6.1. SAE JA1011:2009 ...................................................................................................................... 19
I.7. ORGANIZACIÓN Y PRESENTACIÓN DEL TRABAJO. ........................................................................................... 20 I.7.1 (II) Metodología y Desarrollo ..................................................................................................... 20 I.7.2. (III) Identificación de Problemas y Oportunidades de Mejoras ................................................. 20 I.7.3. (IV) Ingeniería del Proyecto ....................................................................................................... 21 I.7.4. (V) Evaluación Económica ......................................................................................................... 21 I.7.5 (VI) Discusión de resultados y Conclusiones generales .............................................................. 21
II. METODOLOGÍA Y DESARROLLO .......................................... 22
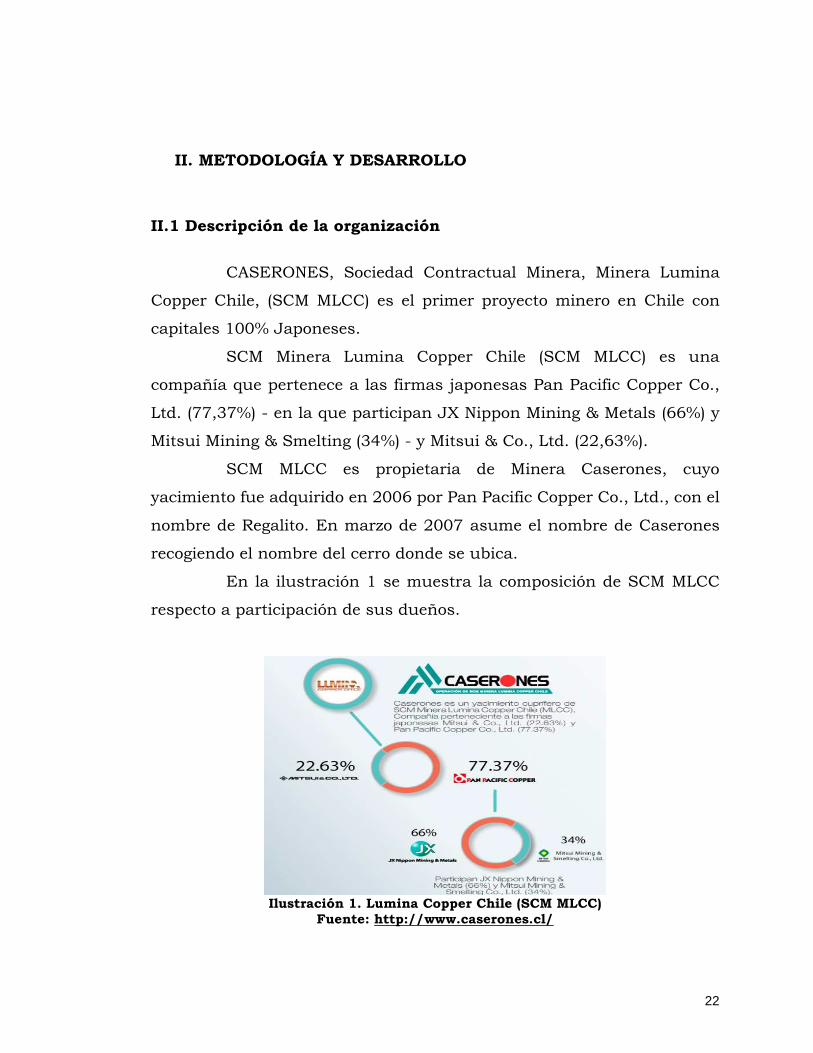
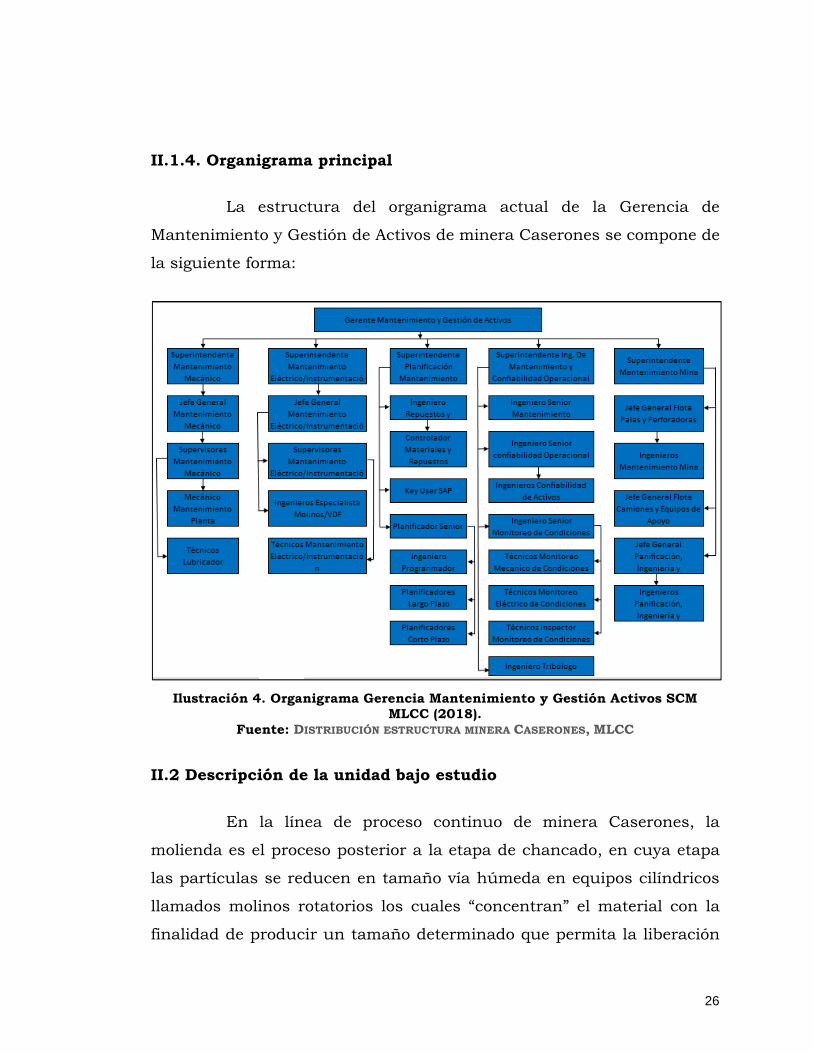
II.1 DESCRIPCIÓN DE LA ORGANIZACIÓN ........................................................................................................... 22 II.1.1. Misión ...................................................................................................................................... 23 II.1.2. Visión ....................................................................................................................................... 23 II.1.3. Descripción general.................................................................................................................. 23 II.1.4. Organigrama principal ............................................................................................................. 26
II.2 DESCRIPCIÓN DE LA UNIDAD BAJO ESTUDIO ................................................................................................. 26 II.3. DESCRIPCIÓN DE PROBLEMAS Y OPORTUNIDADES DE MEJORAS. ...................................................................... 28
III. IDENTIFICACIÓN DE PROBLEMAS Y OPORTUNIDADES DE
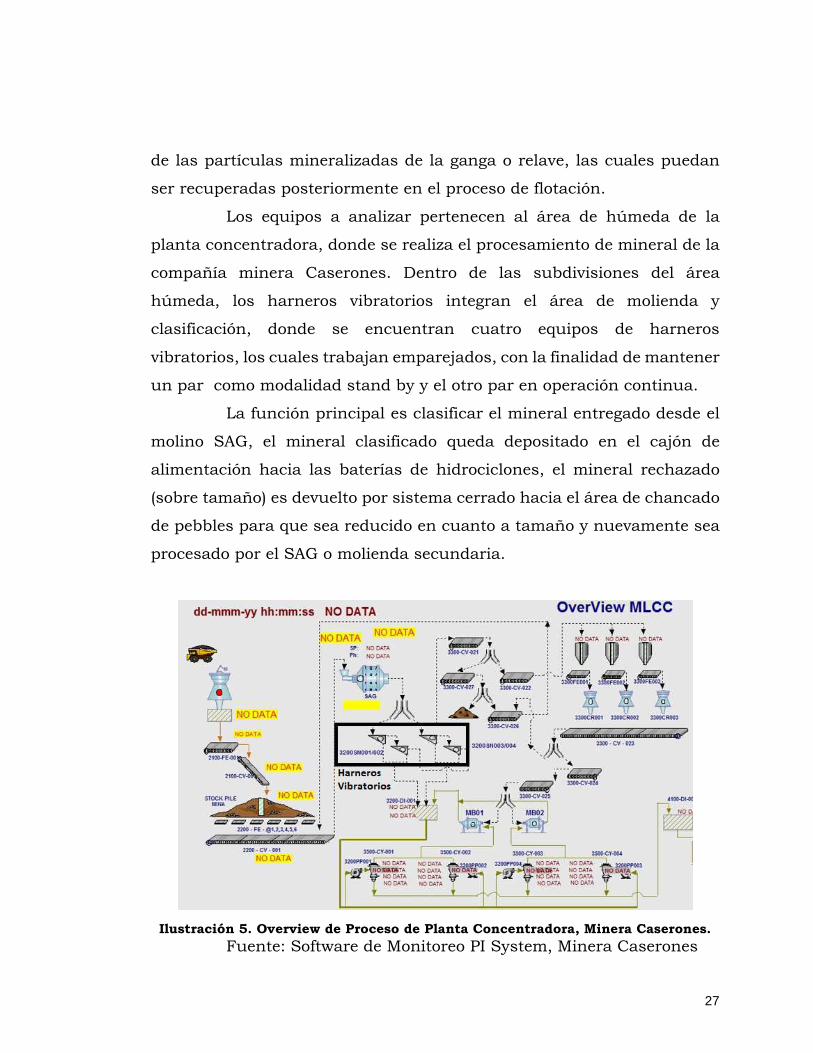
III.1 EL MANTENIMIENTO Y SU HISTORIA .......................................................................................................... 31 III.2. EL MANTENIMIENTO CENTRADO EN LA CONFIABILIDAD ................................................................................ 33 III.3. DESCRIPCIÓN DEL PROCESO DE MOLIENDA EN CASERONES ........................................................................... 39
III.4. DESCRIPCIÓN DEL ACTIVO FÍSICO HARNERO VIBRATORIO ............................................................................. 46
v
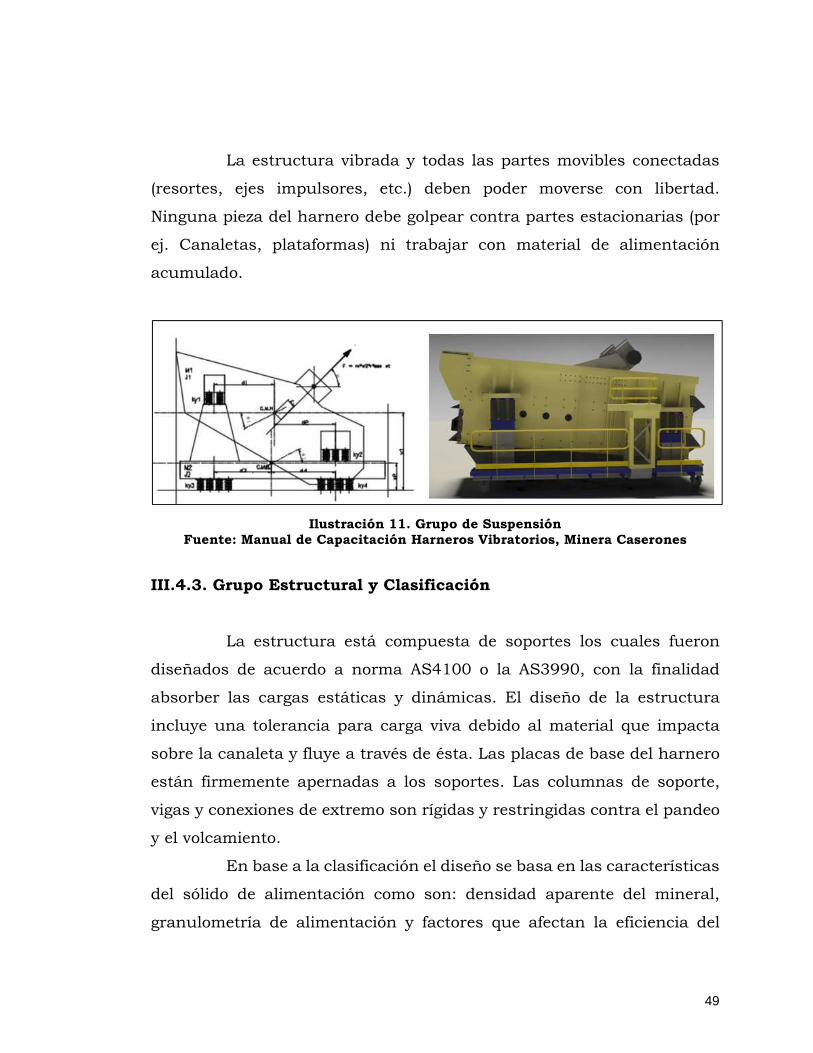
III.4.1. Grupo Motriz ........................................................................................................................... 47 III.4.2. Grupo de Suspensión .............................................................................................................. 48 III.4.3. Grupo Estructural y Clasificación ............................................................................................ 49 III.4.4. Grupo de Lavado ..................................................................................................................... 50 III.4.5. Grupo de Traslación ................................................................................................................ 51
III.5. IDENTIFICACIÓN DEL PROBLEMA Y OPORTUNIDAD DE MEJORA ...................................................................... 52
IV. INGENIERÍA DEL PROYECTO ............................................... 54
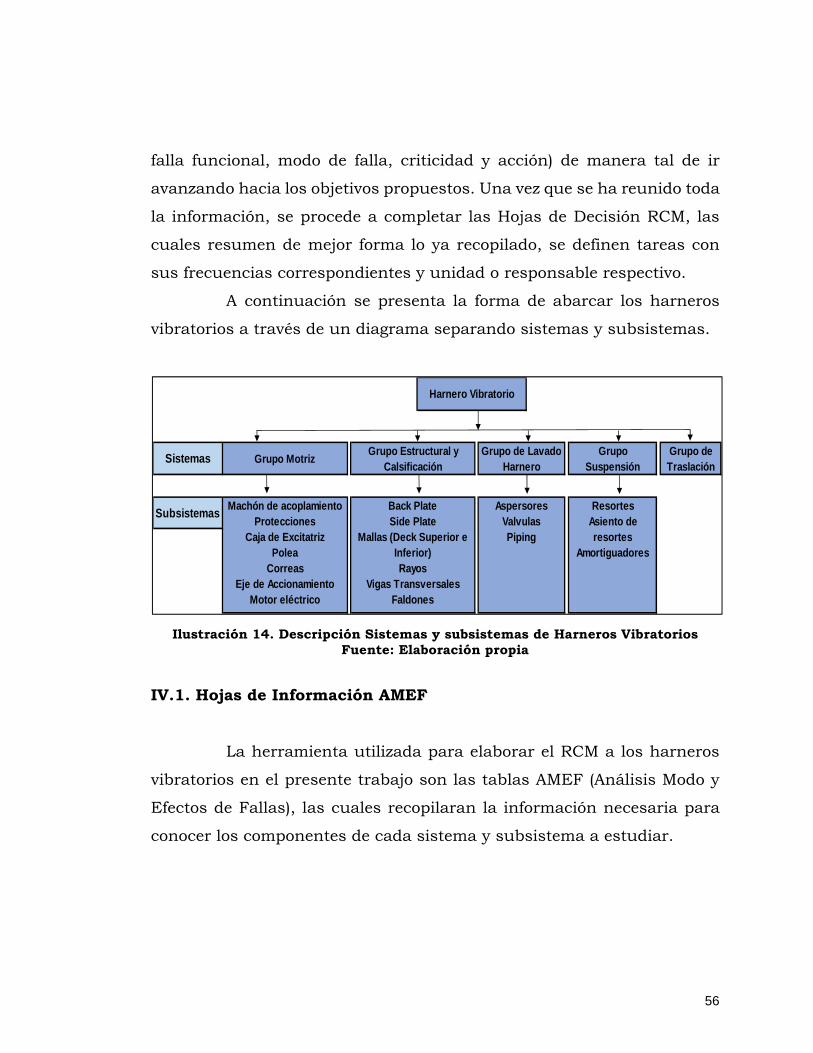
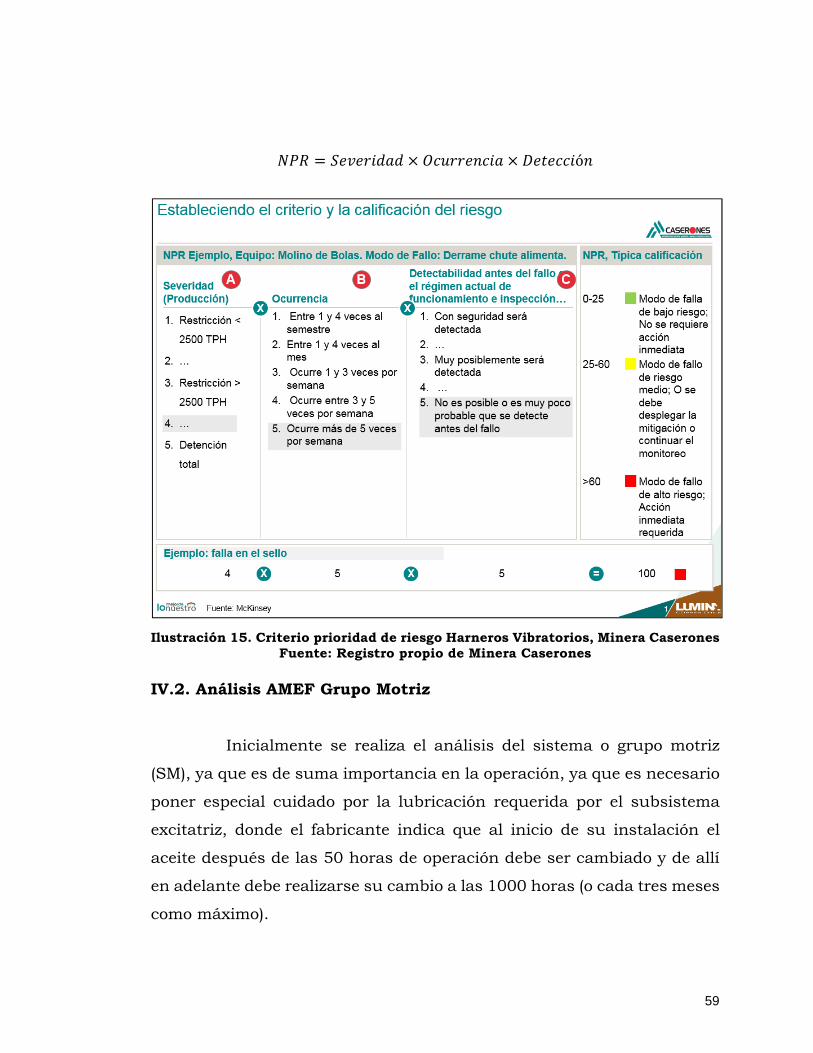
IV.1. HOJAS DE INFORMACIÓN AMEF ............................................................................................................ 56 IV.1.1. Jerarquización de Modos de Fallo .......................................................................................... 57 IV.1.2. Número de Prioridad de Riesgo (NPR) .................................................................................... 57 IV.1.3. Factor de Severidad ................................................................................................................ 57 IV.1.4. Factor de Severidad ................................................................................................................ 58 IV.1.5. Factor de Detección ................................................................................................................ 58 IV.1.6. Calculo de valor NPR para Harneros Vibratorios .................................................................... 58
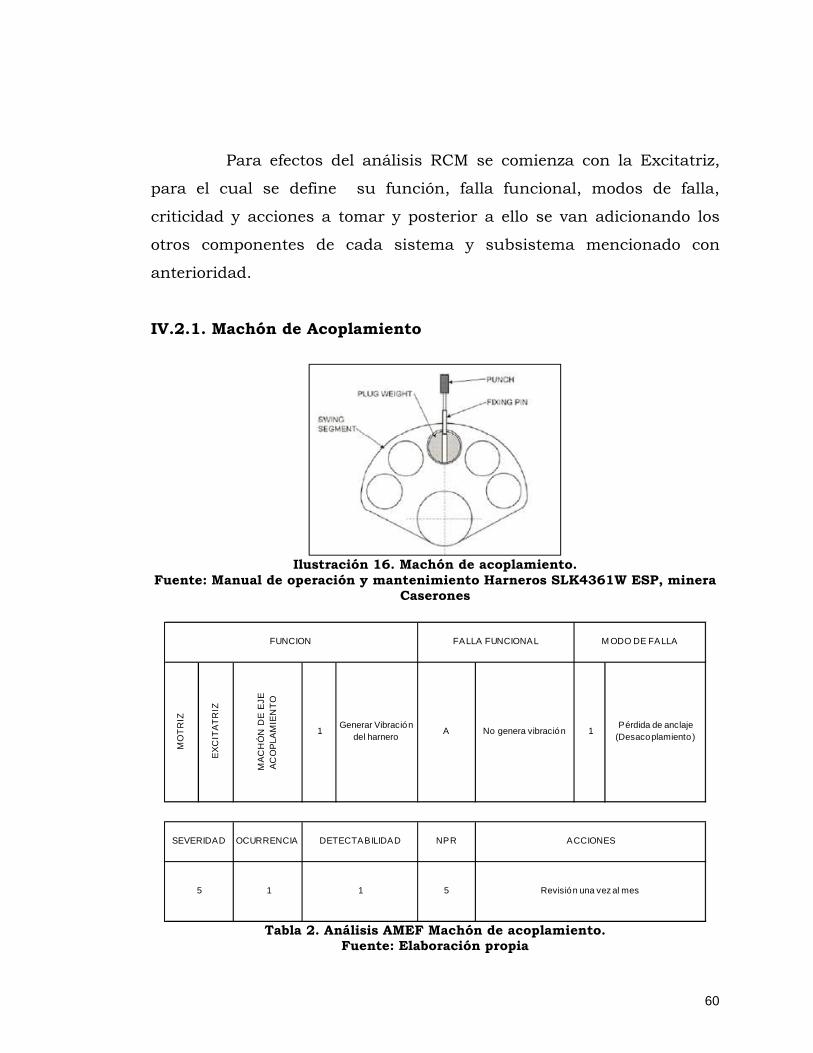
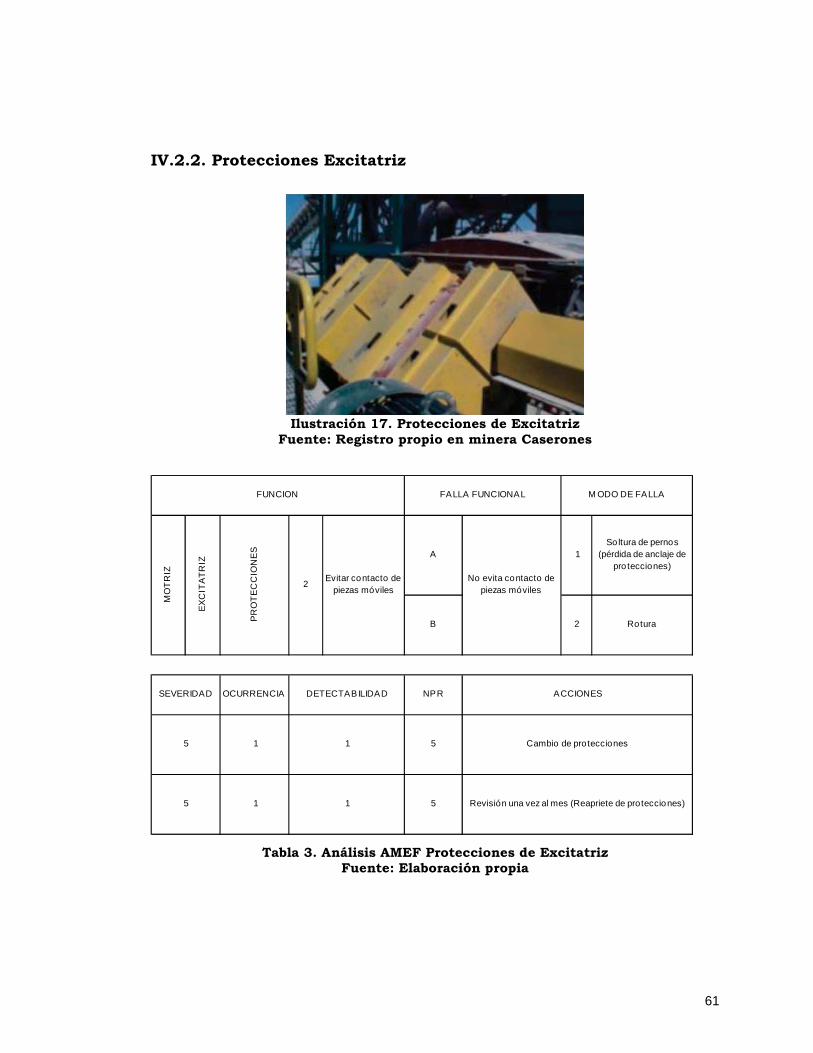
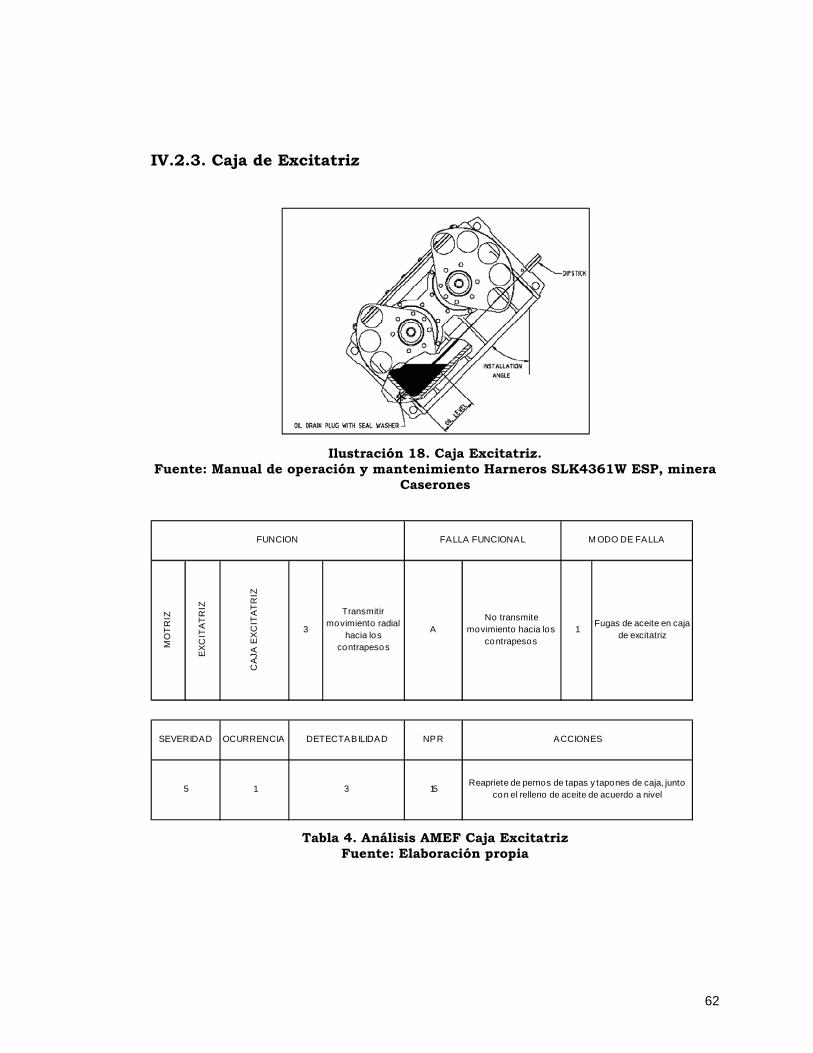
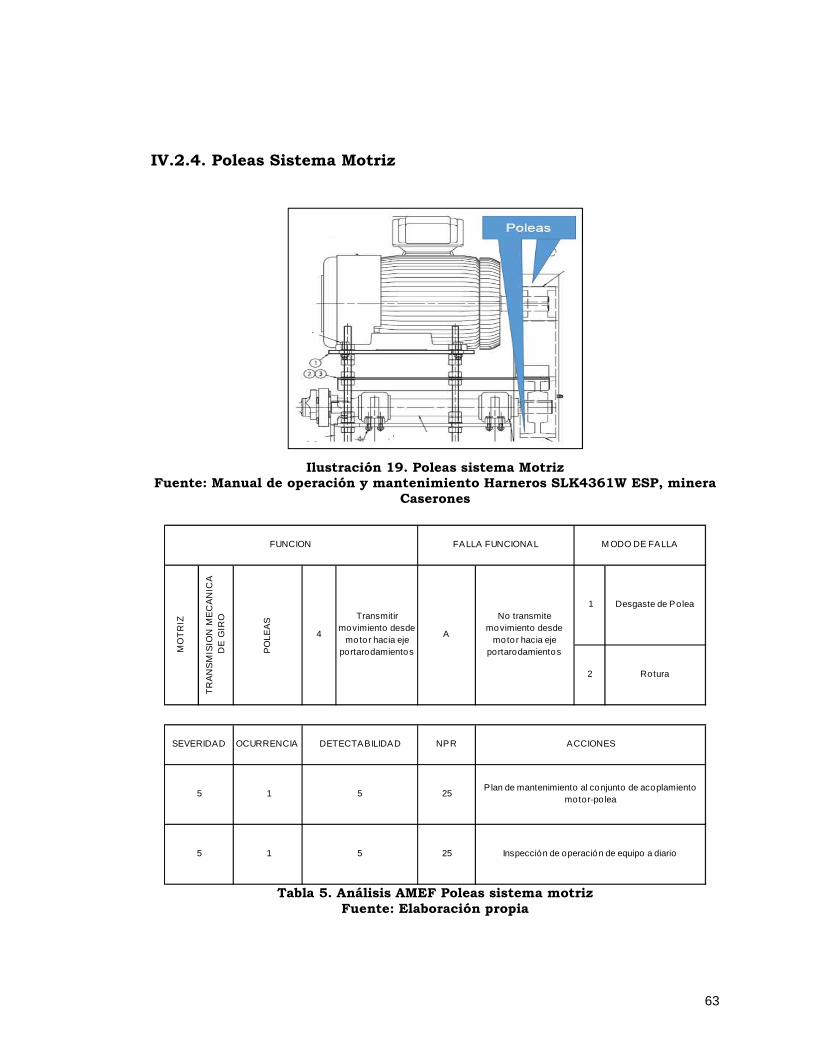
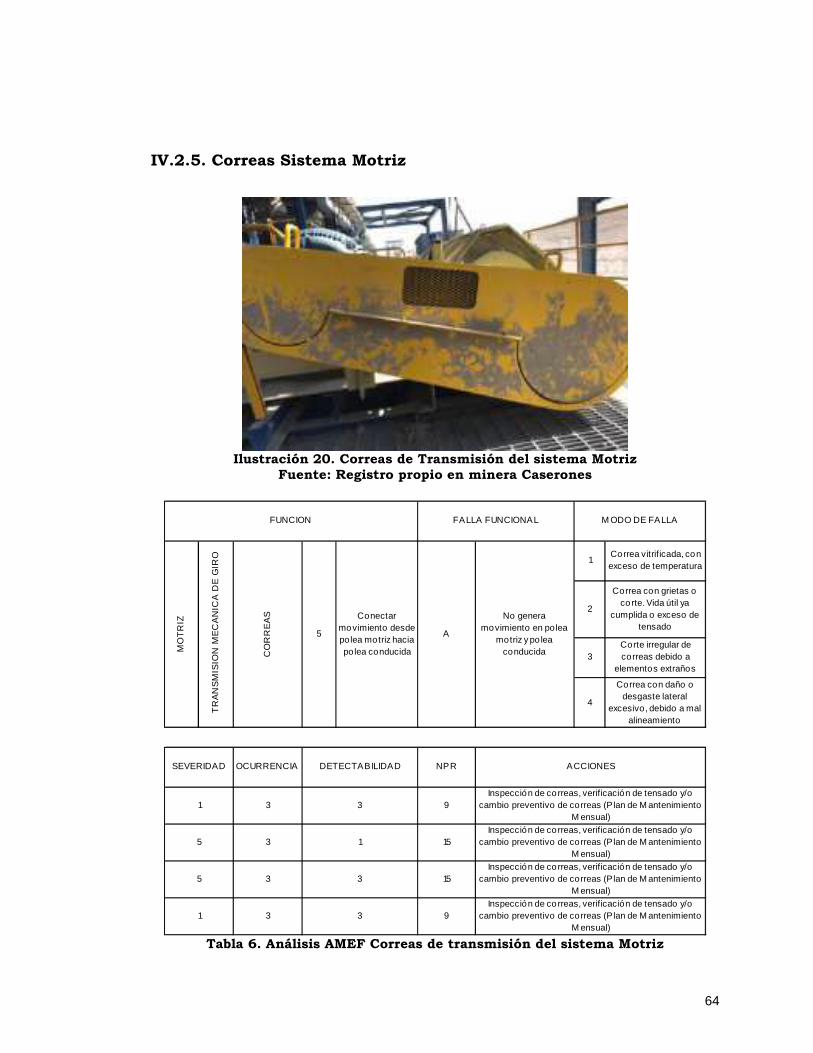
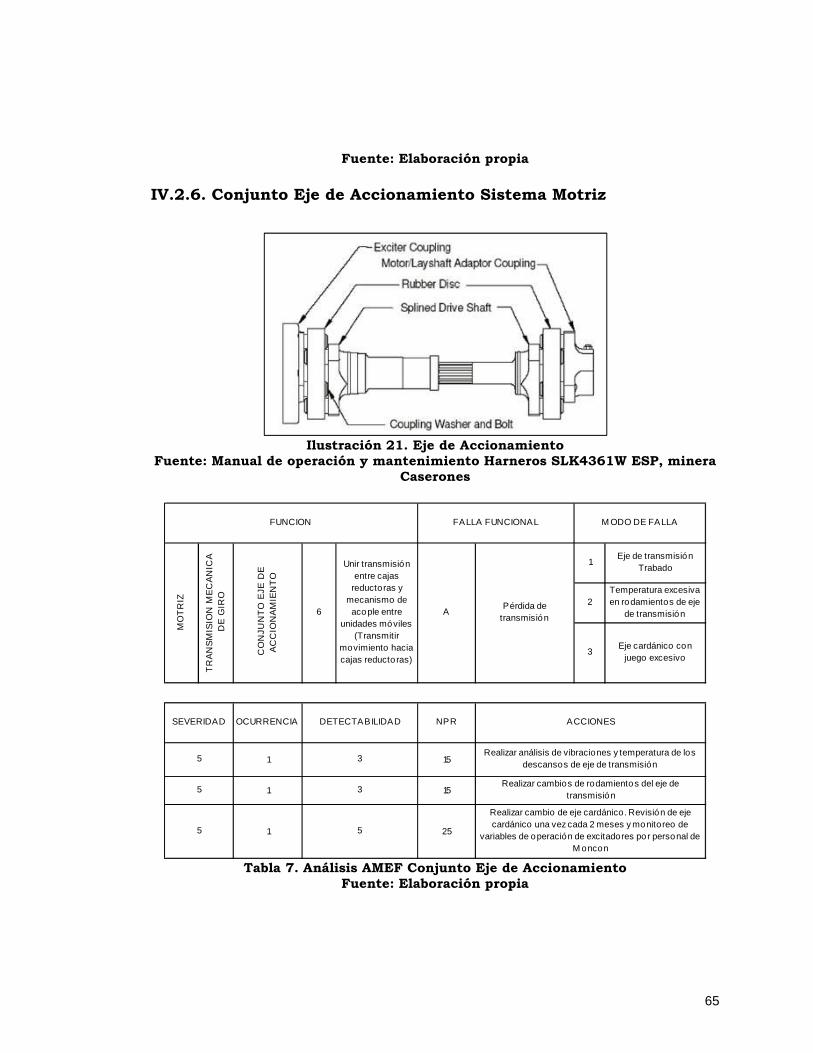
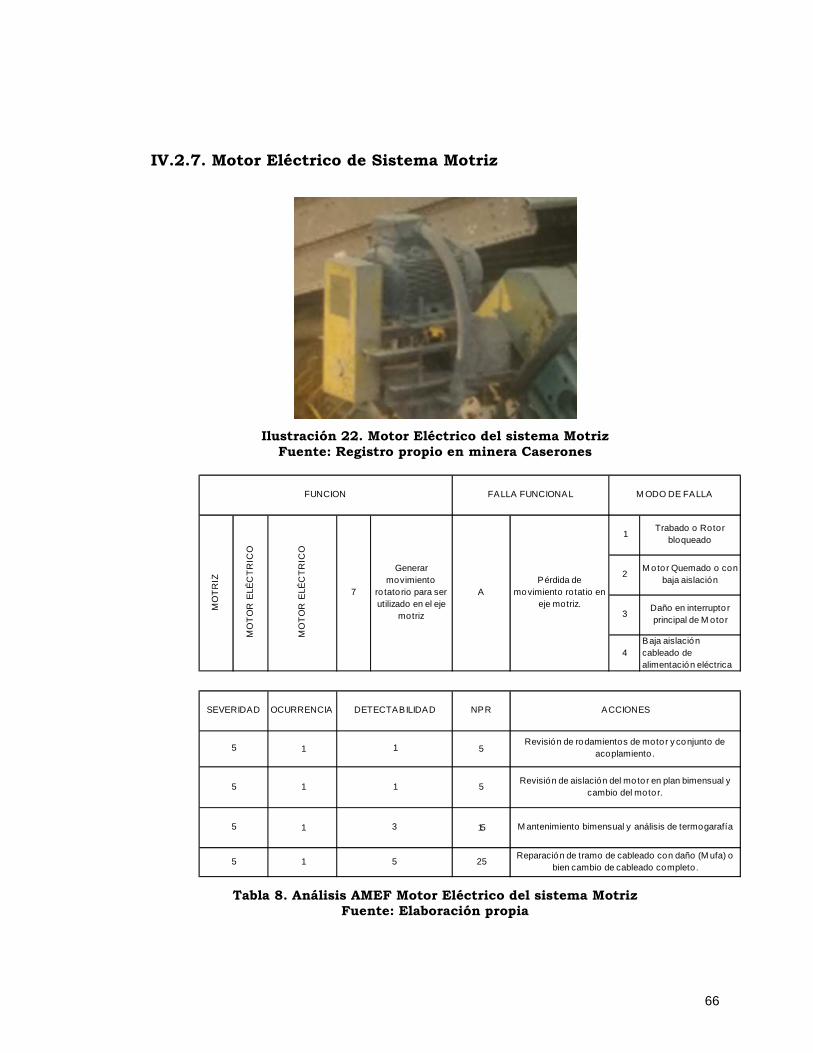
IV.2. ANÁLISIS AMEF GRUPO MOTRIZ ........................................................................................................... 59 IV.2.1. Machón de Acoplamiento....................................................................................................... 60 IV.2.2. Protecciones Excitatriz ............................................................................................................ 61 IV.2.3. Caja de Excitatriz .................................................................................................................... 62 IV.2.4. Poleas Sistema Motriz ............................................................................................................ 63 IV.2.5. Correas Sistema Motriz .......................................................................................................... 64 IV.2.6. Conjunto Eje de Accionamiento Sistema Motriz ..................................................................... 65 IV.2.7. Motor Eléctrico de Sistema Motriz ......................................................................................... 66
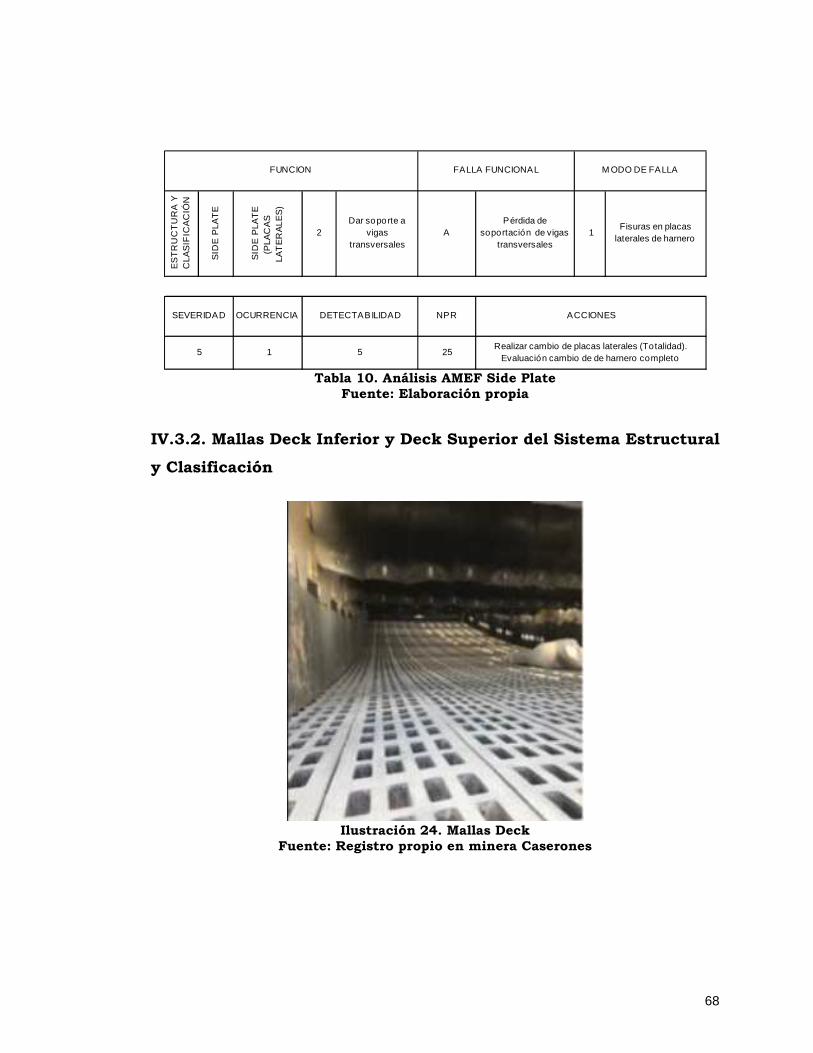
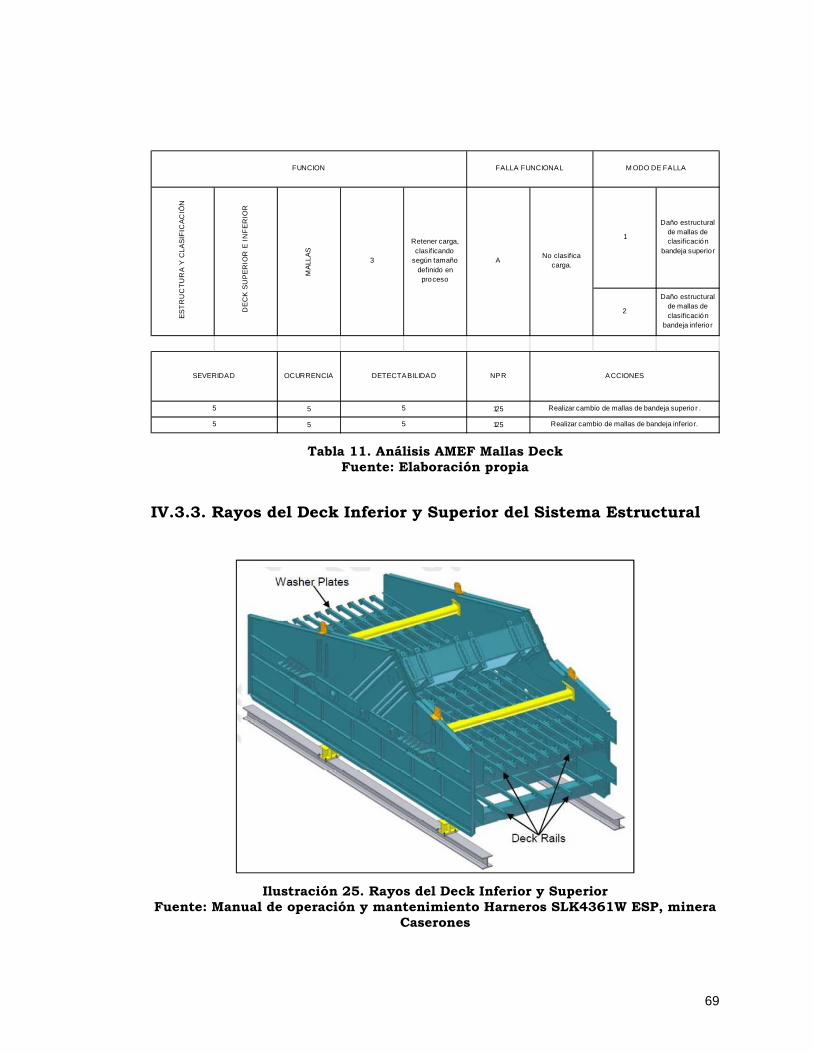
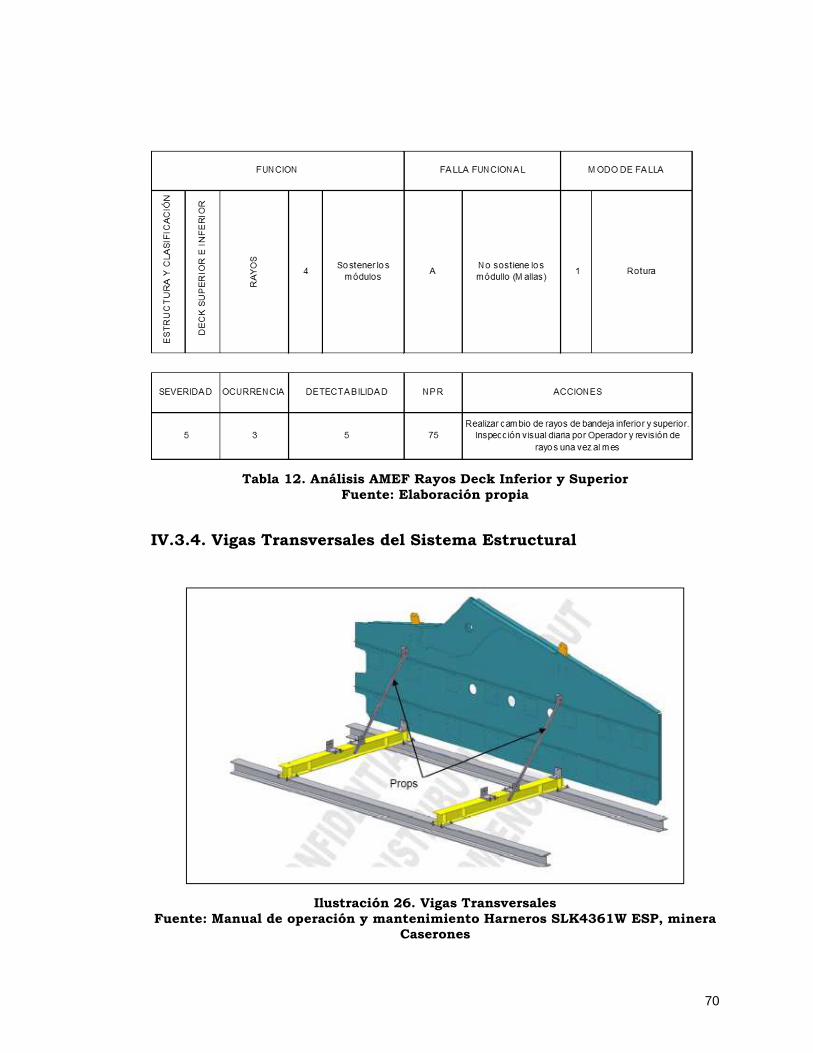
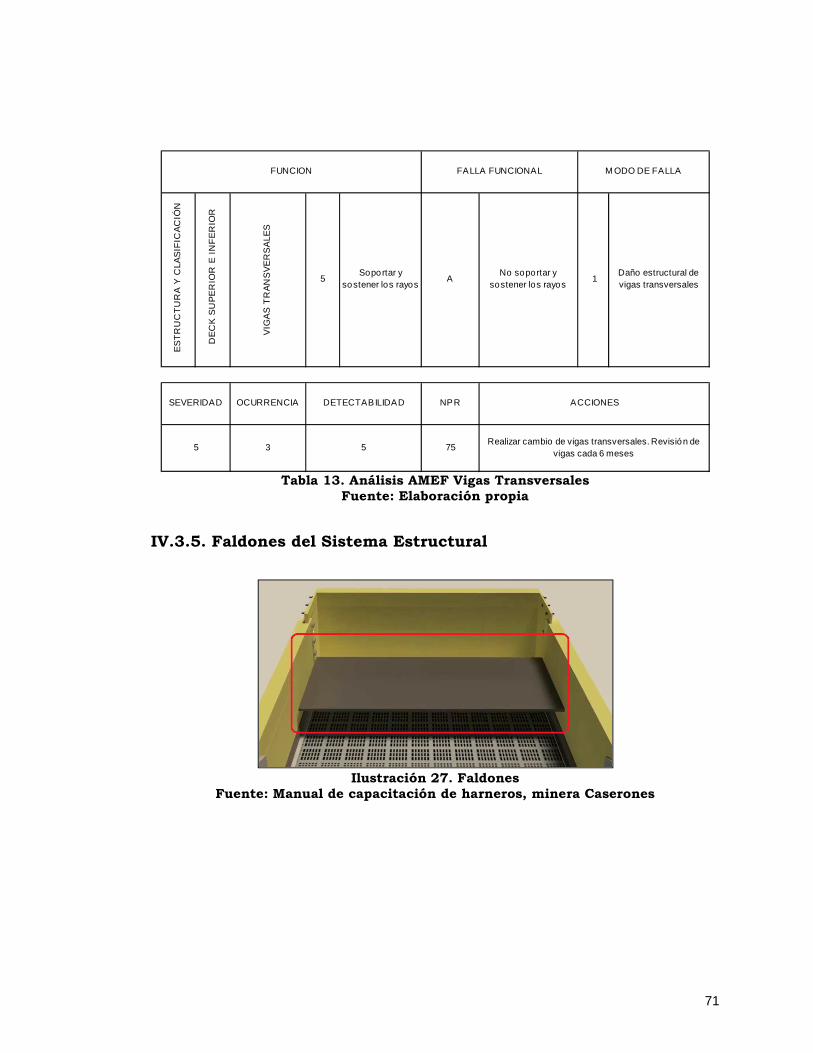
IV.3. ANÁLISIS AMEF SISTEMA ESTRUCTURAL Y CLASIFICACIÓN DEL HARNERO ....................................................... 67 IV.3.1. Back Plate y Side Plate del Sistema Estructural ...................................................................... 67 IV.3.2. Mallas Deck Inferior y Deck Superior del Sistema Estructural y Clasificación ......................... 68 IV.3.3. Rayos del Deck Inferior y Superior del Sistema Estructural .................................................... 69 IV.3.4. Vigas Transversales del Sistema Estructural........................................................................... 70 IV.3.5. Faldones del Sistema Estructural ............................................................................................ 71
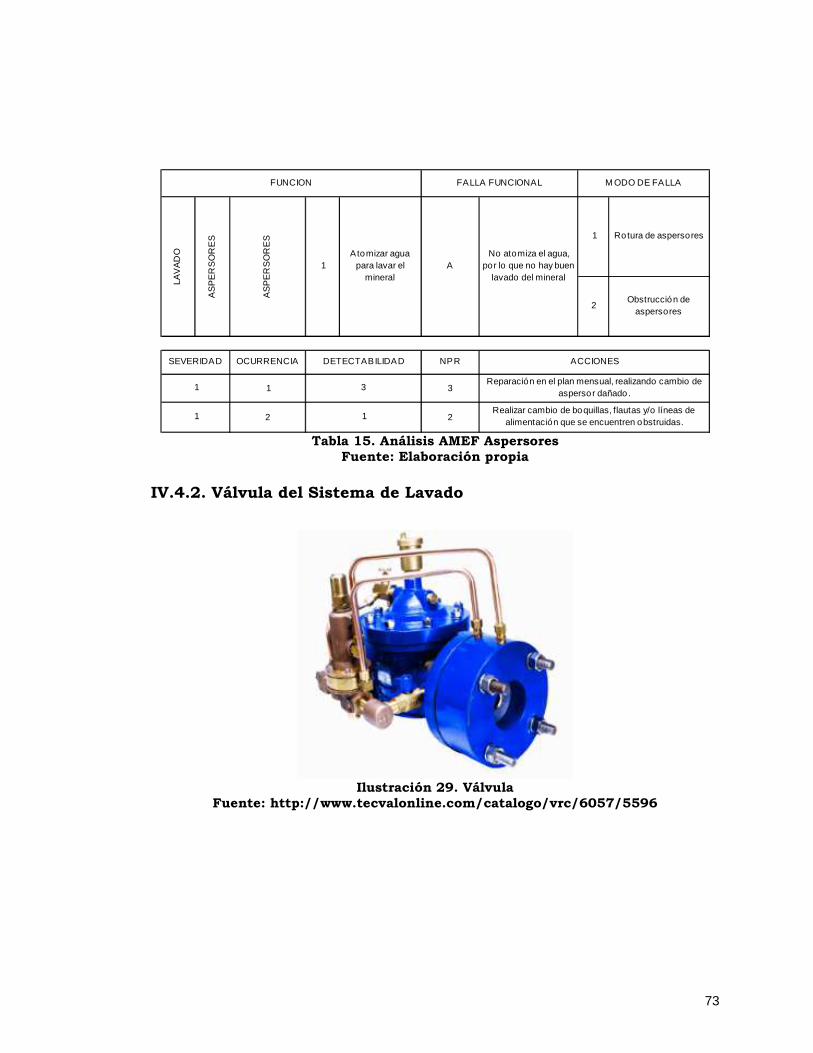
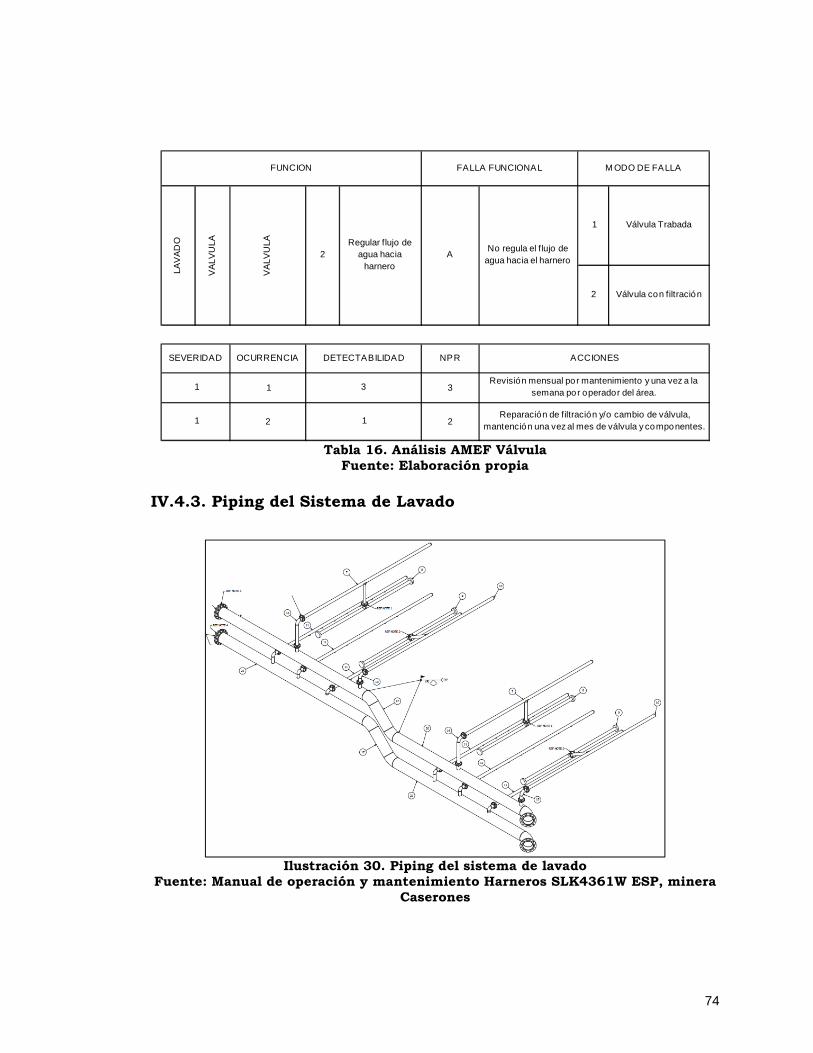
IV.4. ANÁLISIS AMEF SISTEMA DE LAVADO DE HARNERO ................................................................................... 72 IV.4.1. Aspersores del Sistema de Lavado .......................................................................................... 72 IV.4.2. Válvula del Sistema de Lavado ............................................................................................... 73 IV.4.3. Piping del Sistema de Lavado ................................................................................................. 74
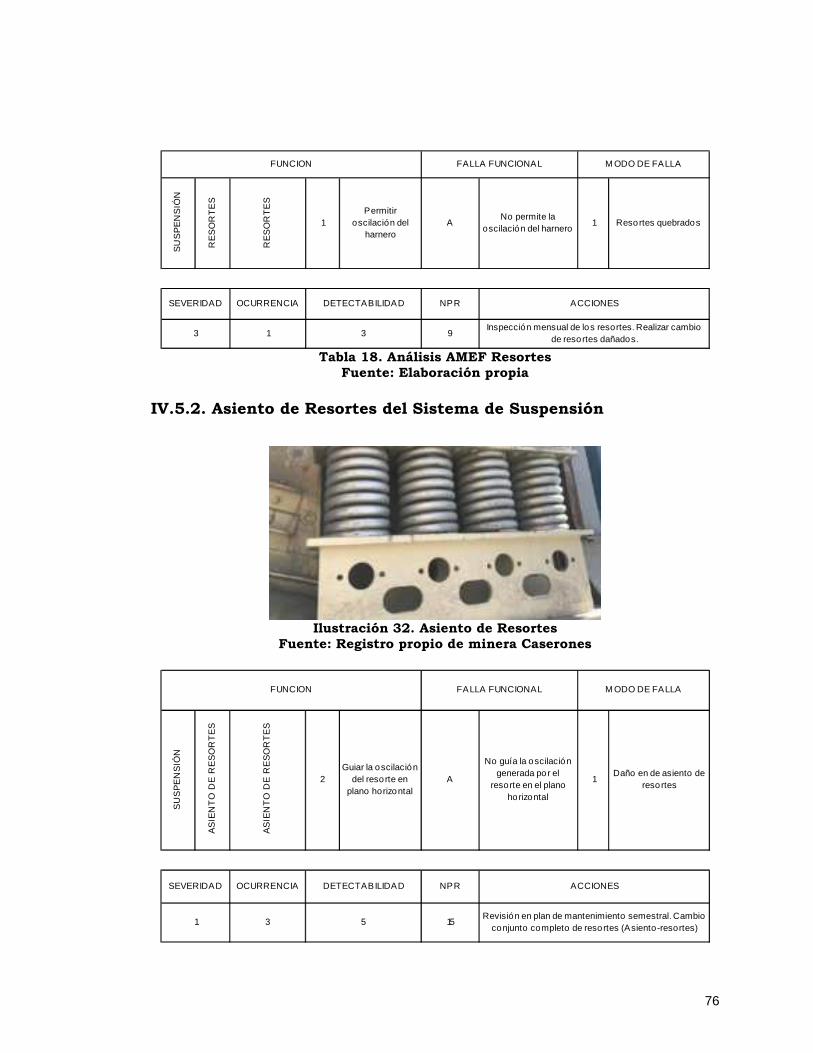
IV.5. ANÁLISIS AMEF SISTEMA DE SUSPENSIÓN DE HARNERO ............................................................................. 75 IV.5.1. Resortes del Sistema de Suspensión ....................................................................................... 75 IV.5.2. Asiento de Resortes del Sistema de Suspensión ..................................................................... 76 IV.5.3. Amortiguadores del Sistema de Suspensión ........................................................................... 77
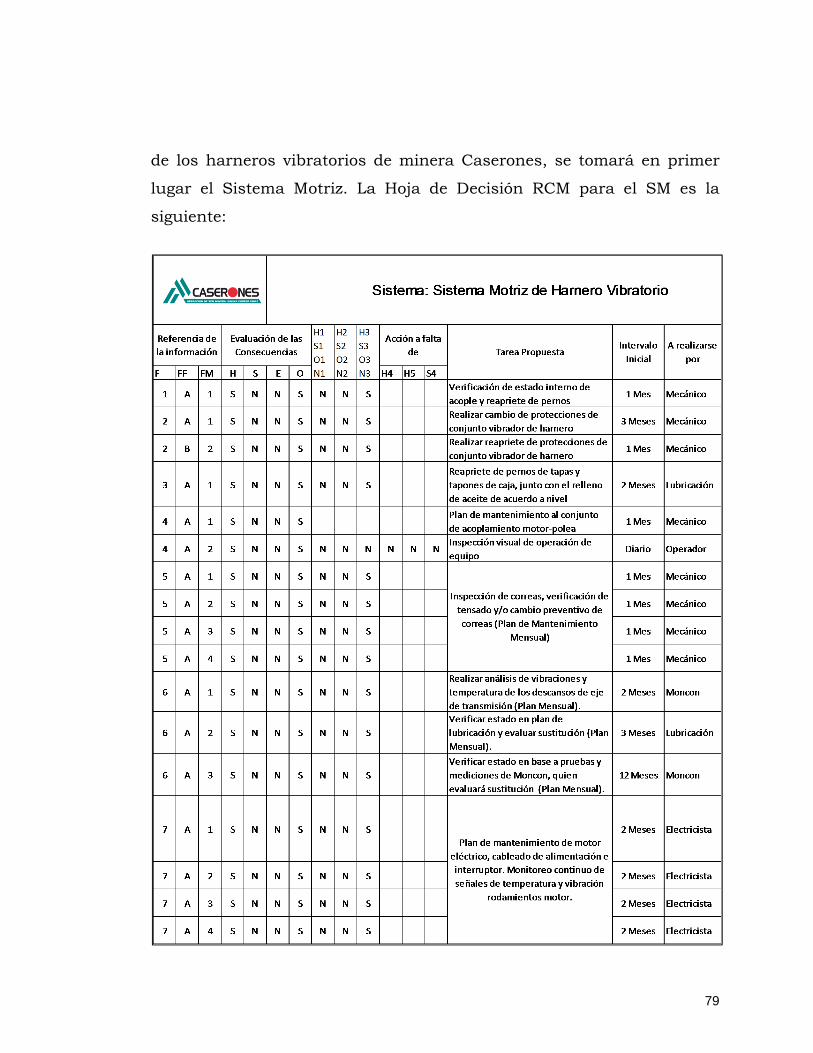
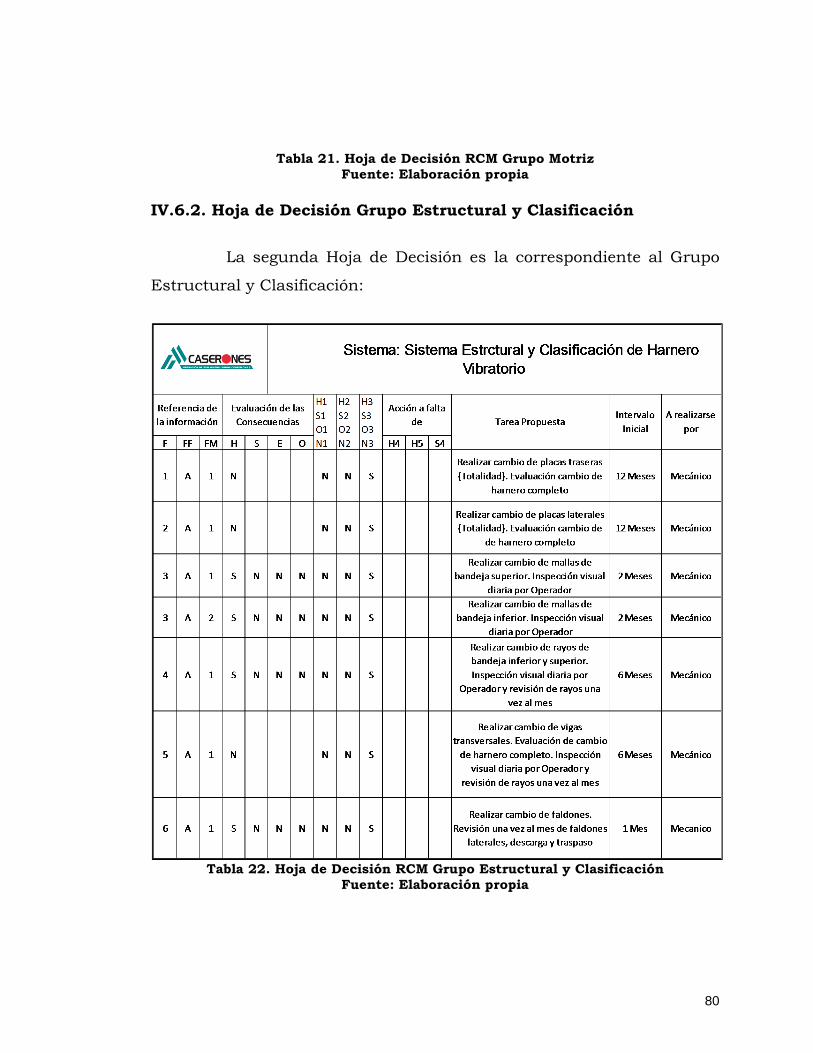
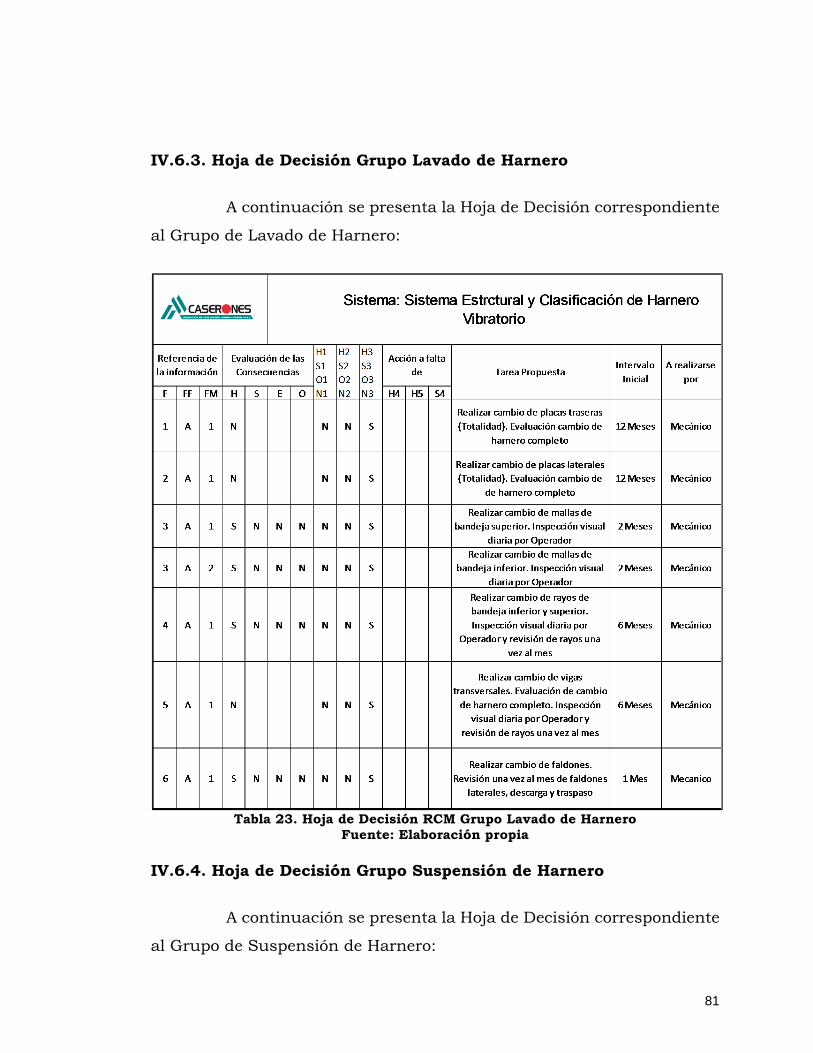
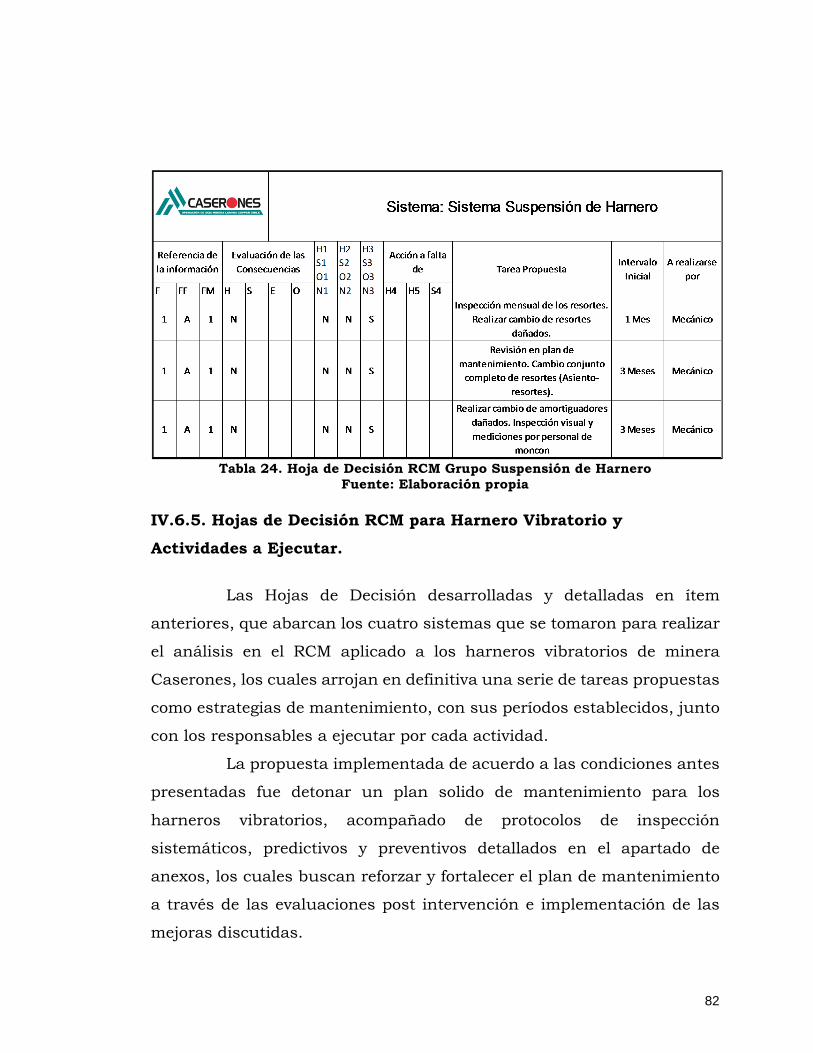
IV.6. HOJAS DE DECISIÓN RCM ..................................................................................................................... 77 IV.6.1. Hoja de Decisión Grupo Motriz ............................................................................................... 78 IV.6.2. Hoja de Decisión Grupo Estructural y Clasificación ................................................................ 80 IV.6.3. Hoja de Decisión Grupo Lavado de Harnero ........................................................................... 81 IV.6.4. Hoja de Decisión Grupo Suspensión de Harnero ..................................................................... 81 IV.6.5. Hojas de Decisión RCM para Harnero Vibratorio y Actividades a Ejecutar. ........................... 82
V. EVALUACIÓN ECONÓMICA .................................................. 84
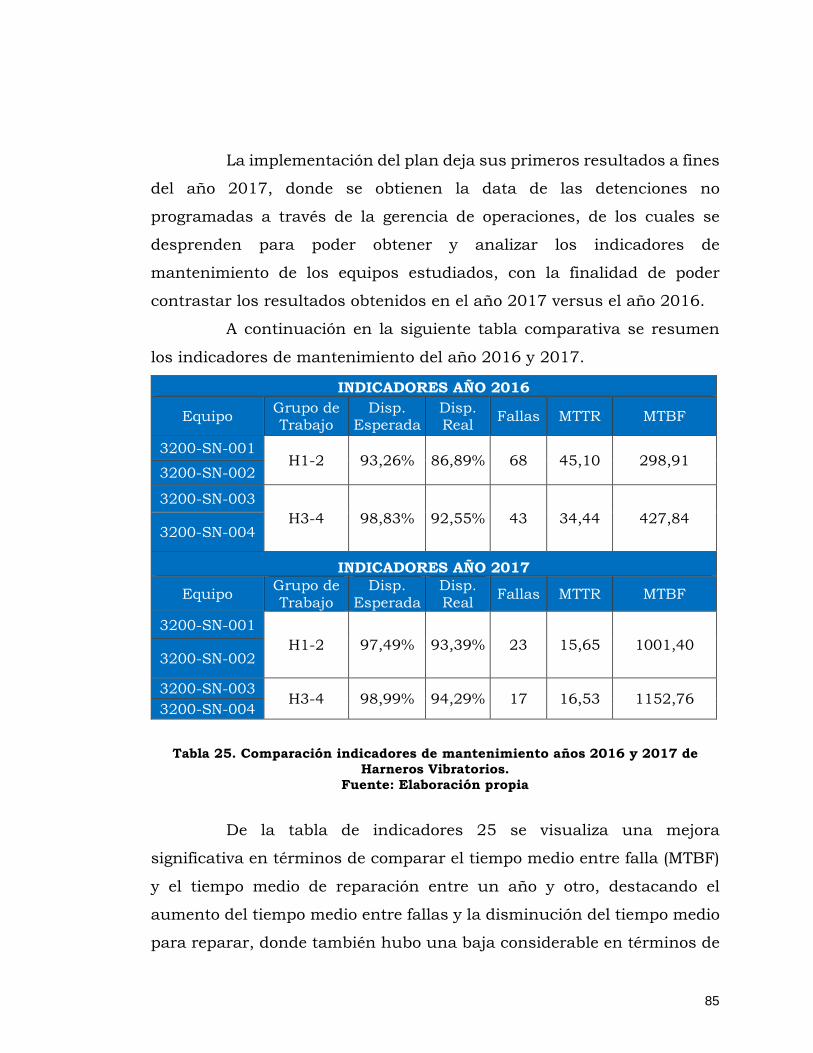
V.1. COMPARACIÓN Y EVALUACIÓN DE INDICADORES ......................................................................................... 84 V.2. COSTOS ASOCIADOS .............................................................................................................................. 86
V.2.1. Análisis de costos asociados a las pérdidas de producción ..................................................... 86
vi
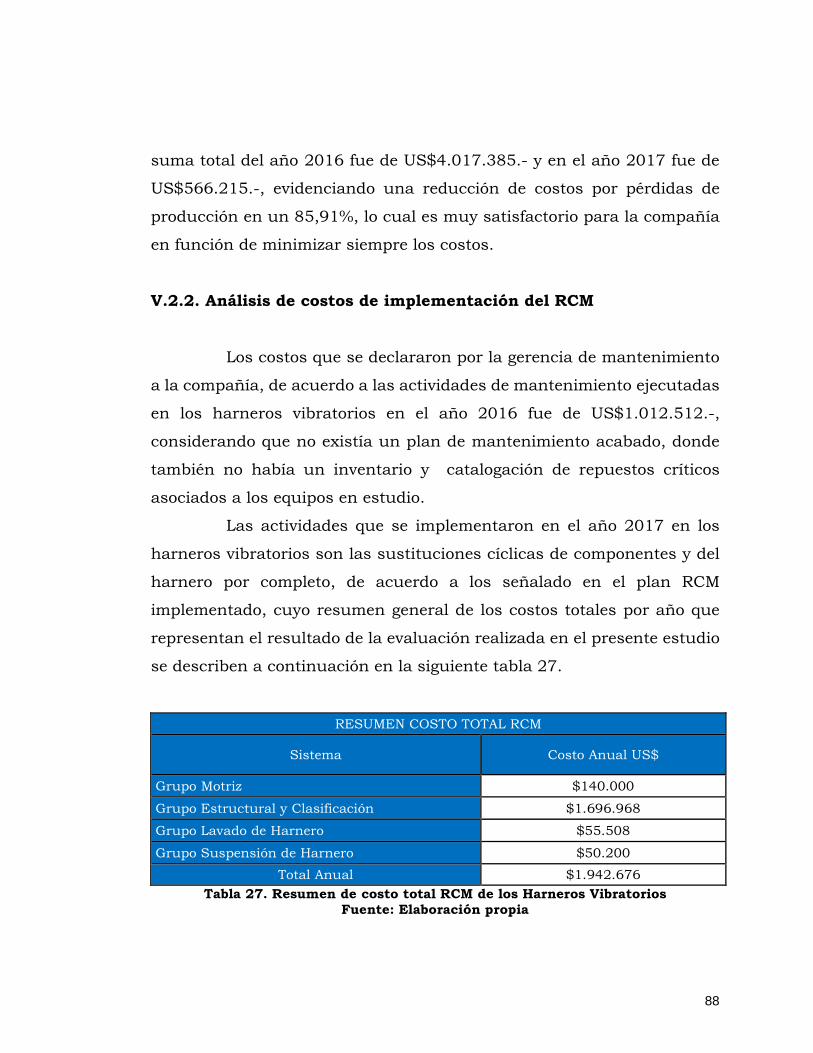
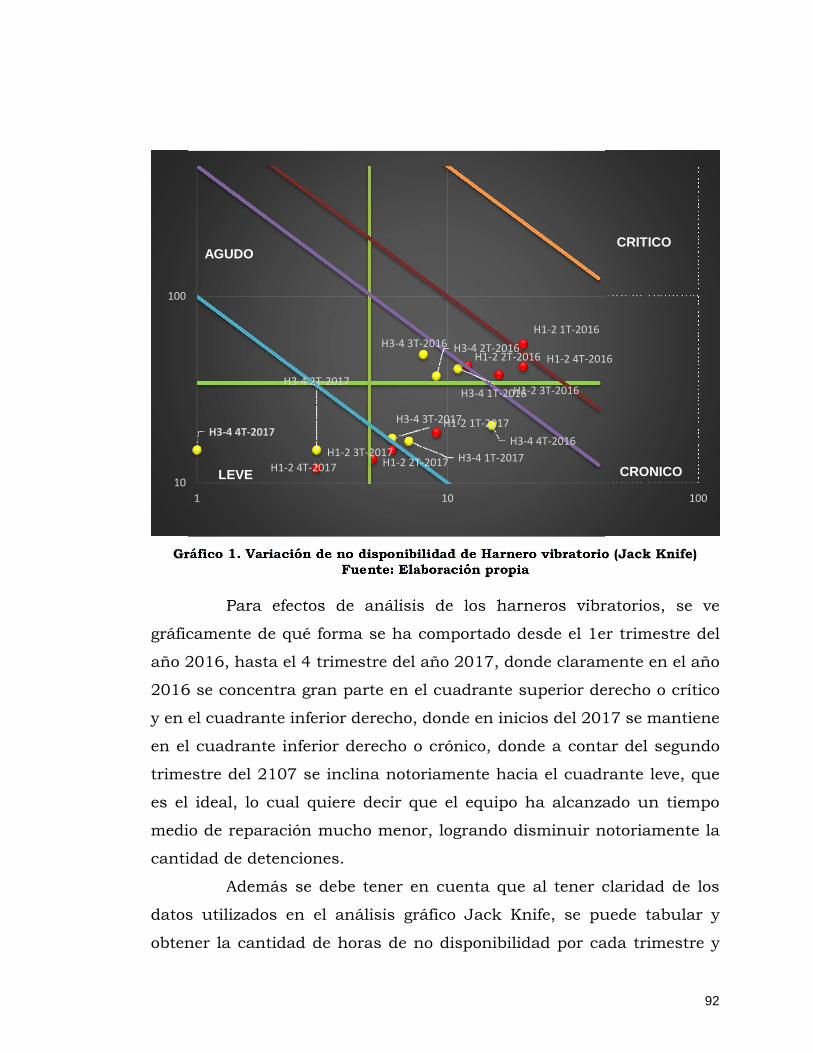
V.2.2. Análisis de costos de implementación del RCM ....................................................................... 88 V.2.3. Estado de resultado ................................................................................................................. 89 V.2.4. Disponibilidad operativa a través del Jack Knife en Harneros Vibratorios .............................. 90
VI. DISCUSIÓN DE RESULTADOS Y CONCLUSIONES GENERALES
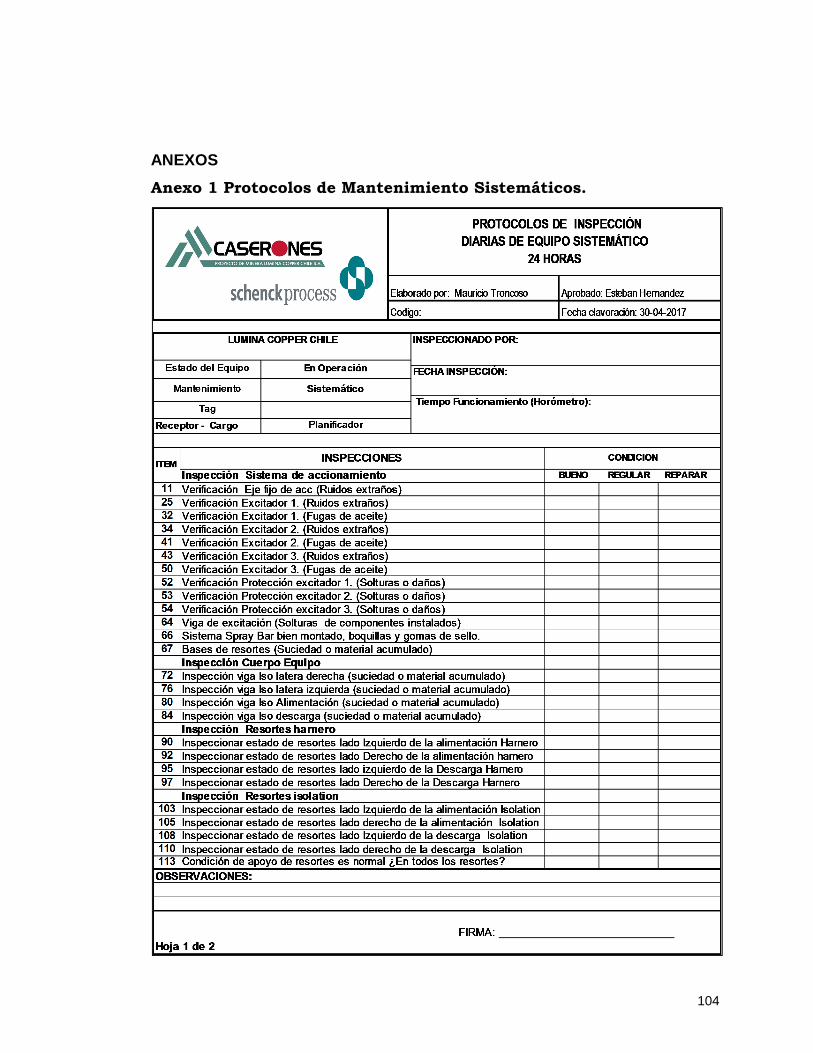
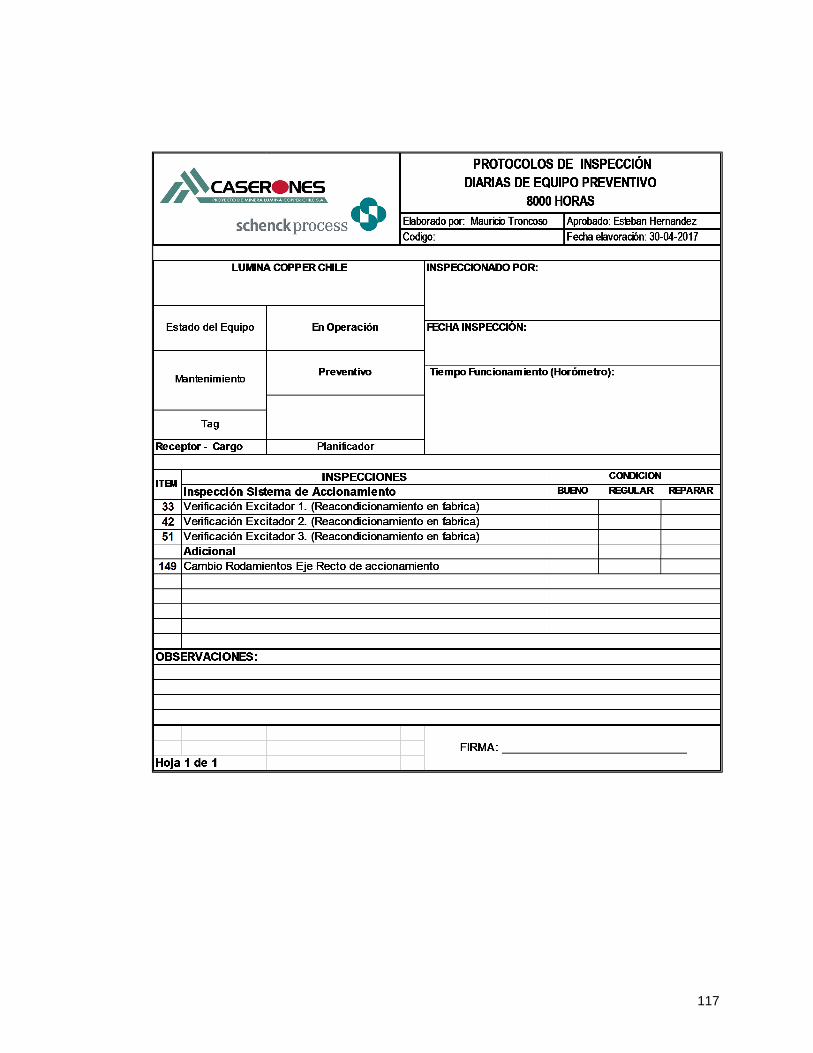
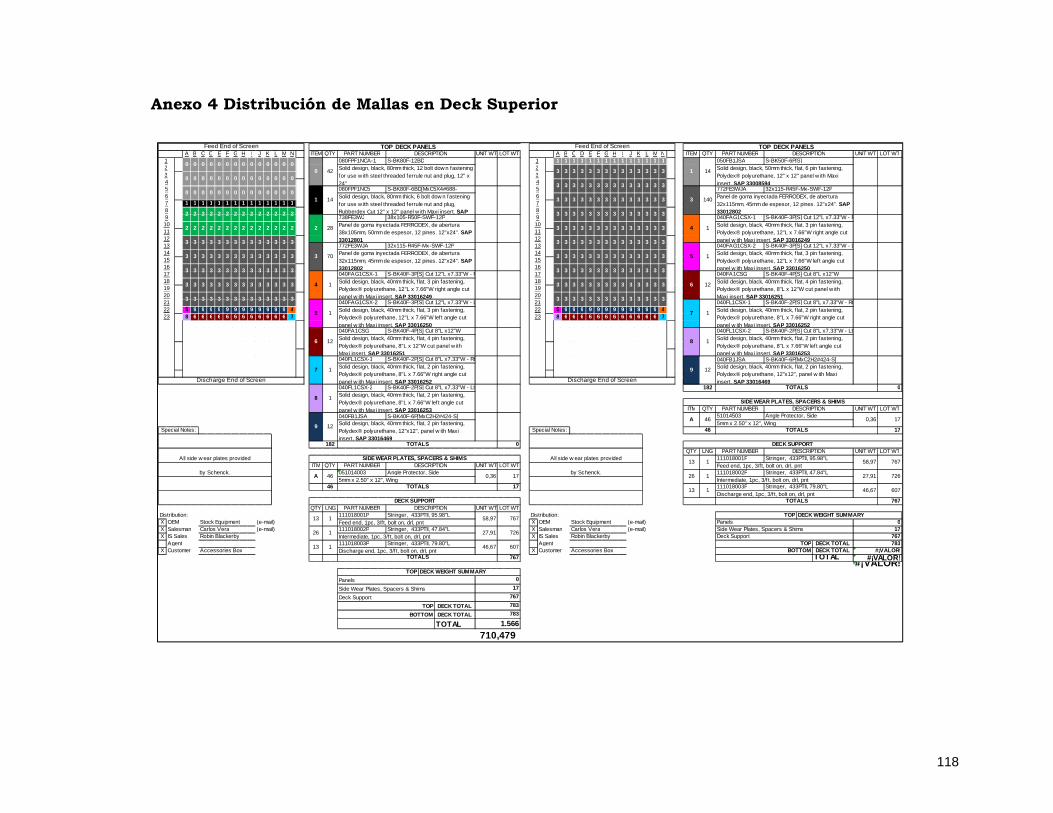
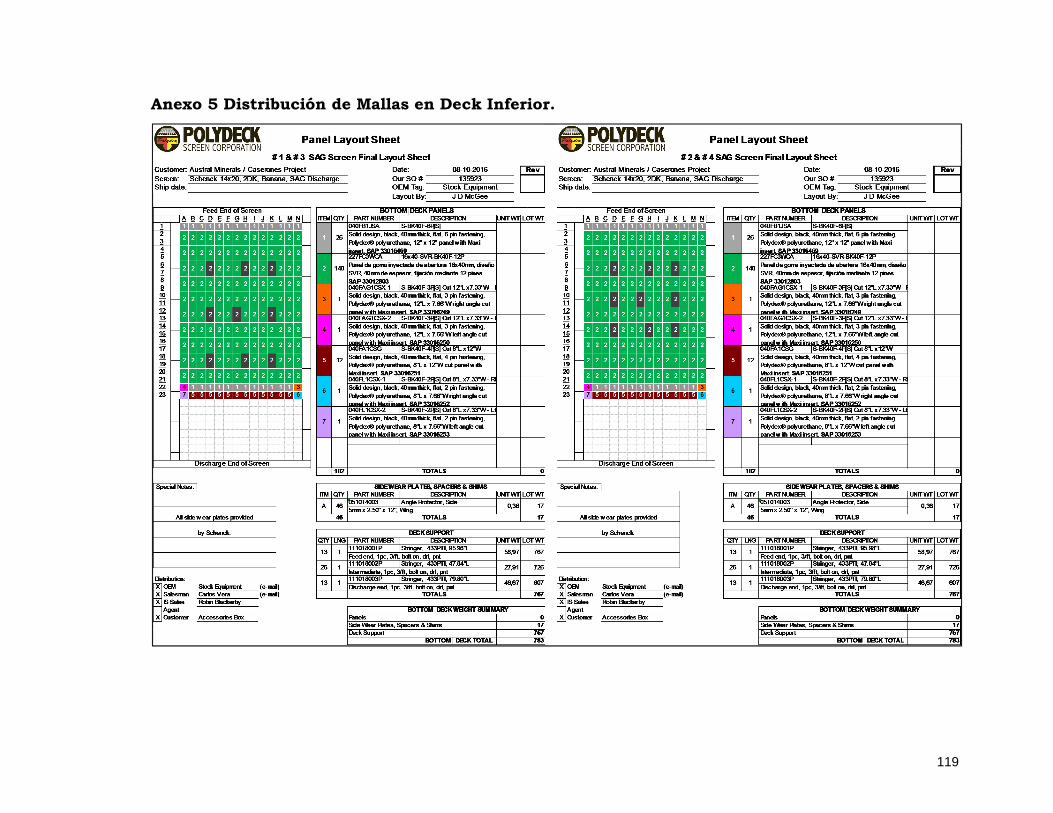
Anexo 1 Protocolos de Mantenimiento Sistemáticos. ..................................................................... 104 Anexo 2 Protocolos de Mantenimiento Predictivo. .......................................................................... 108 Anexo 3 Protocolos de Mantenimiento Preventivo. ......................................................................... 112 Anexo 4 Distribución de Mallas en Deck Superior ............................................................................ 118 Anexo 5 Distribución de Mallas en Deck Inferior. ............................................................................ 119
vii
ÍNDICE DE TABLAS
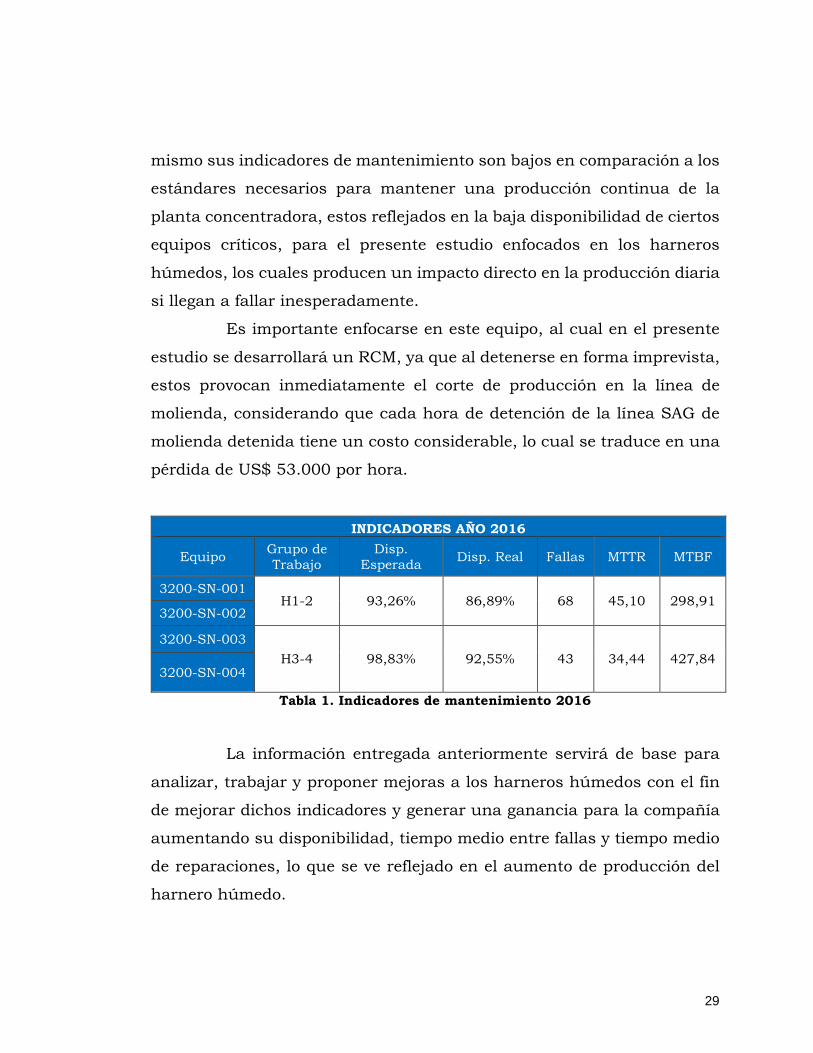
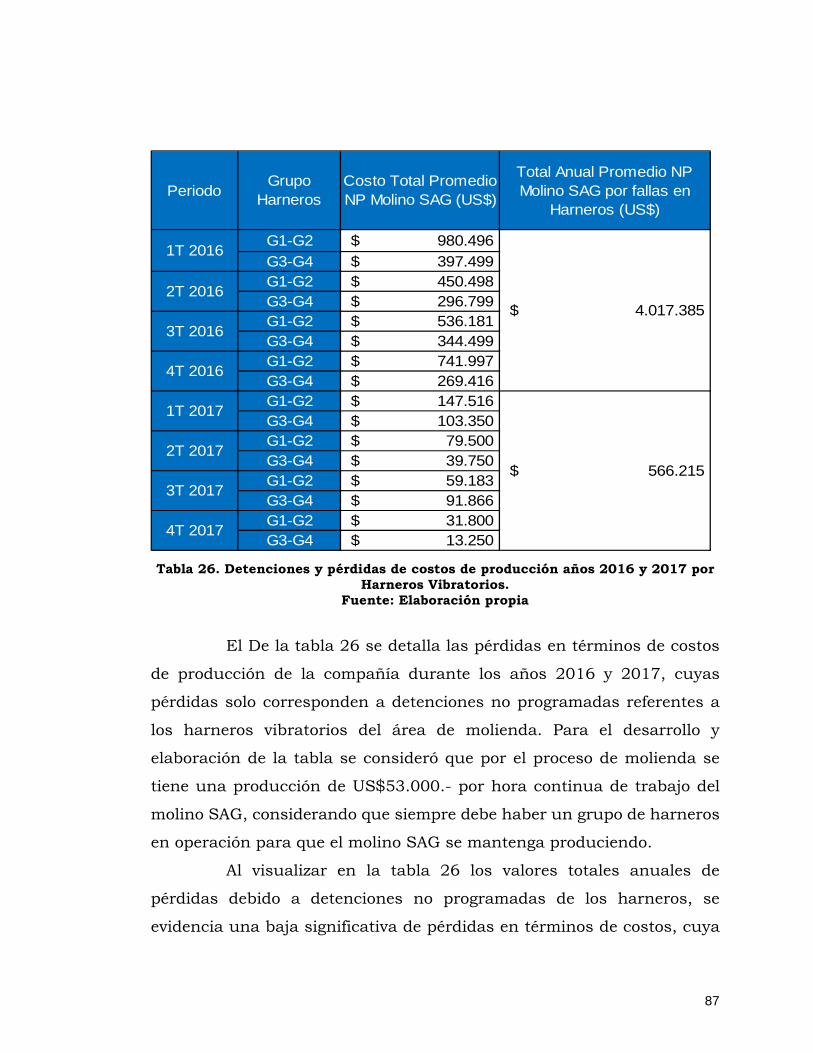
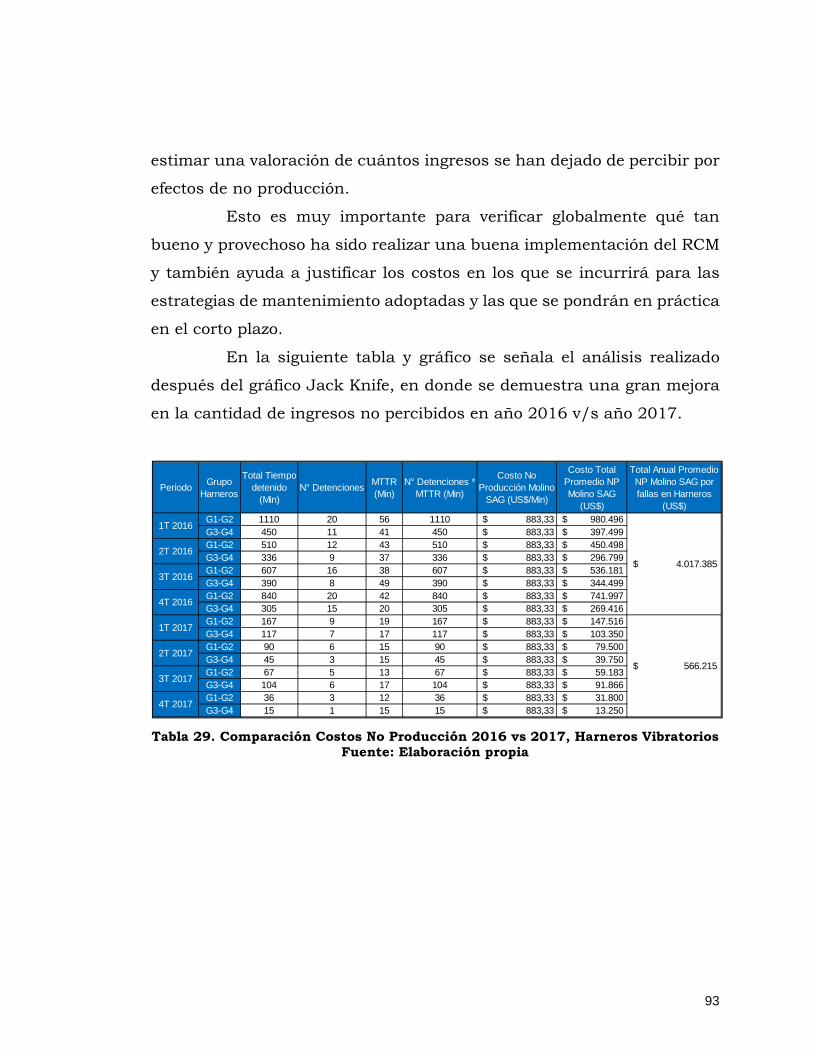
TABLA 1. INDICADORES DE MANTENIMIENTO 2016 ............................................................................................... 29 TABLA 2. ANÁLISIS AMEF MACHÓN DE ACOPLAMIENTO. ........................................................................................ 60 TABLA 3. ANÁLISIS AMEF PROTECCIONES DE EXCITATRIZ ...................................................................................... 61 TABLA 4. ANÁLISIS AMEF CAJA EXCITATRIZ ........................................................................................................ 62 TABLA 5. ANÁLISIS AMEF POLEAS SISTEMA MOTRIZ ............................................................................................. 63 TABLA 6. ANÁLISIS AMEF CORREAS DE TRANSMISIÓN DEL SISTEMA MOTRIZ ............................................................. 64 TABLA 7. ANÁLISIS AMEF CONJUNTO EJE DE ACCIONAMIENTO ................................................................................ 65 TABLA 8. ANÁLISIS AMEF MOTOR ELÉCTRICO DEL SISTEMA MOTRIZ ......................................................................... 66 TABLA 9. ANÁLISIS AMEF BACK PLATE ................................................................................................................ 67 TABLA 10. ANÁLISIS AMEF SIDE PLATE ............................................................................................................... 68 TABLA 11. ANÁLISIS AMEF MALLAS DECK ........................................................................................................... 69 TABLA 12. ANÁLISIS AMEF RAYOS DECK INFERIOR Y SUPERIOR .............................................................................. 70 TABLA 13. ANÁLISIS AMEF VIGAS TRANSVERSALES .............................................................................................. 71 TABLA 14. ANÁLISIS AMEF FALDONES ............................................................................................................... 72 TABLA 15. ANÁLISIS AMEF ASPERSORES ............................................................................................................ 73 TABLA 16. ANÁLISIS AMEF VÁLVULA ................................................................................................................. 74 TABLA 17. ANÁLISIS AMEF PIPING DEL SISTEMA DE LAVADO .................................................................................. 75 TABLA 18. ANÁLISIS AMEF RESORTES ................................................................................................................ 76 TABLA 19. ANÁLISIS AMEF ASIENTO DE RESORTES ............................................................................................... 77 TABLA 20. ANÁLISIS AMEF AMORTIGUADORES ................................................................................................... 77 TABLA 21. HOJA DE DECISIÓN RCM GRUPO MOTRIZ ............................................................................................ 80 TABLA 22. HOJA DE DECISIÓN RCM GRUPO ESTRUCTURAL Y CLASIFICACIÓN ............................................................ 80 TABLA 23. HOJA DE DECISIÓN RCM GRUPO LAVADO DE HARNERO ......................................................................... 81 TABLA 24. HOJA DE DECISIÓN RCM GRUPO SUSPENSIÓN DE HARNERO ................................................................... 82 TABLA 25. COMPARACIÓN INDICADORES DE MANTENIMIENTO AÑOS 2016 Y 2017 DE HARNEROS VIBRATORIOS. ........... 85 TABLA 26. DETENCIONES Y PÉRDIDAS DE COSTOS DE PRODUCCIÓN AÑOS 2016 Y 2017 POR HARNEROS VIBRATORIOS. .... 87 TABLA 27. RESUMEN DE COSTO TOTAL RCM DE LOS HARNEROS VIBRATORIOS .......................................................... 88 TABLA 28. ESTADO DE RESULTADO AÑO 2016 VS 2017 HARNEROS VIBRATORIOS ..................................................... 89 TABLA 29. COMPARACIÓN COSTOS NO PRODUCCIÓN 2016 VS 2017, HARNEROS VIBRATORIOS ................................. 93
viii
ÍNDICE DE GRÁFICOS
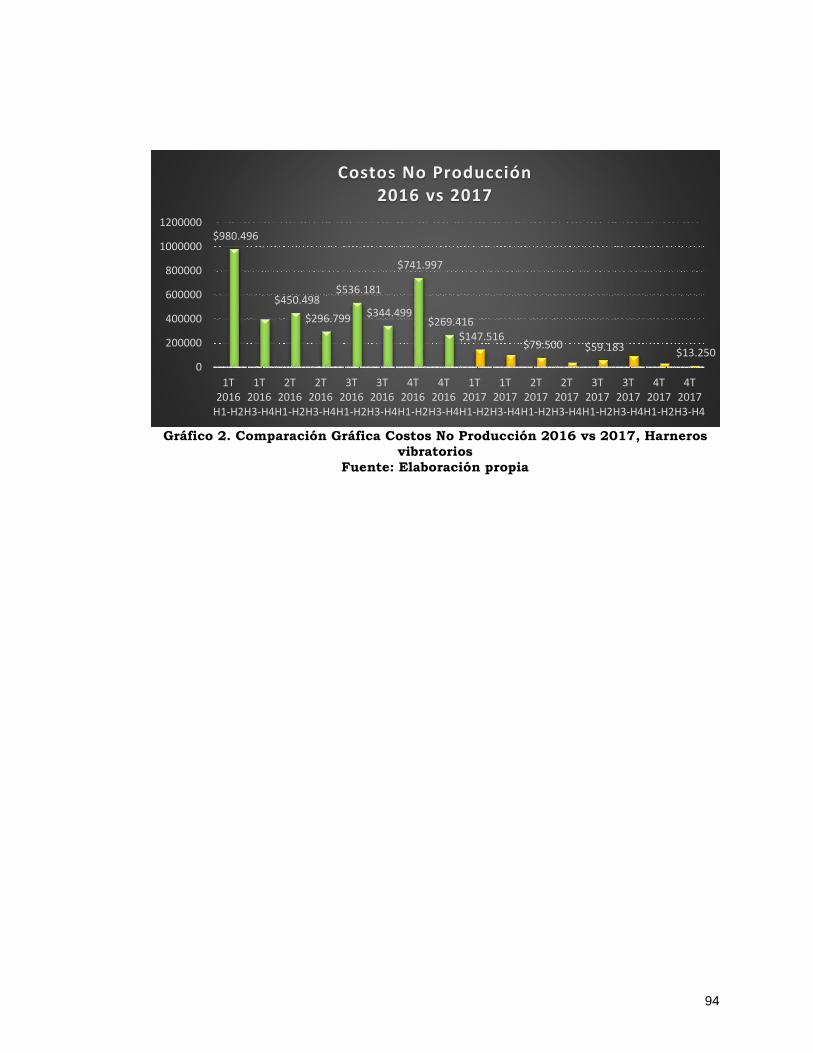
GRÁFICO 1. VARIACIÓN DE NO DISPONIBILIDAD DE HARNERO VIBRATORIO (JACK KNIFE) ................................................ 92 GRÁFICO 2. COMPARACIÓN GRÁFICA COSTOS NO PRODUCCIÓN 2016 VS 2017, HARNEROS VIBRATORIOS ...................... 94
ix
ÍNDICE DE ILUSTRACIONES
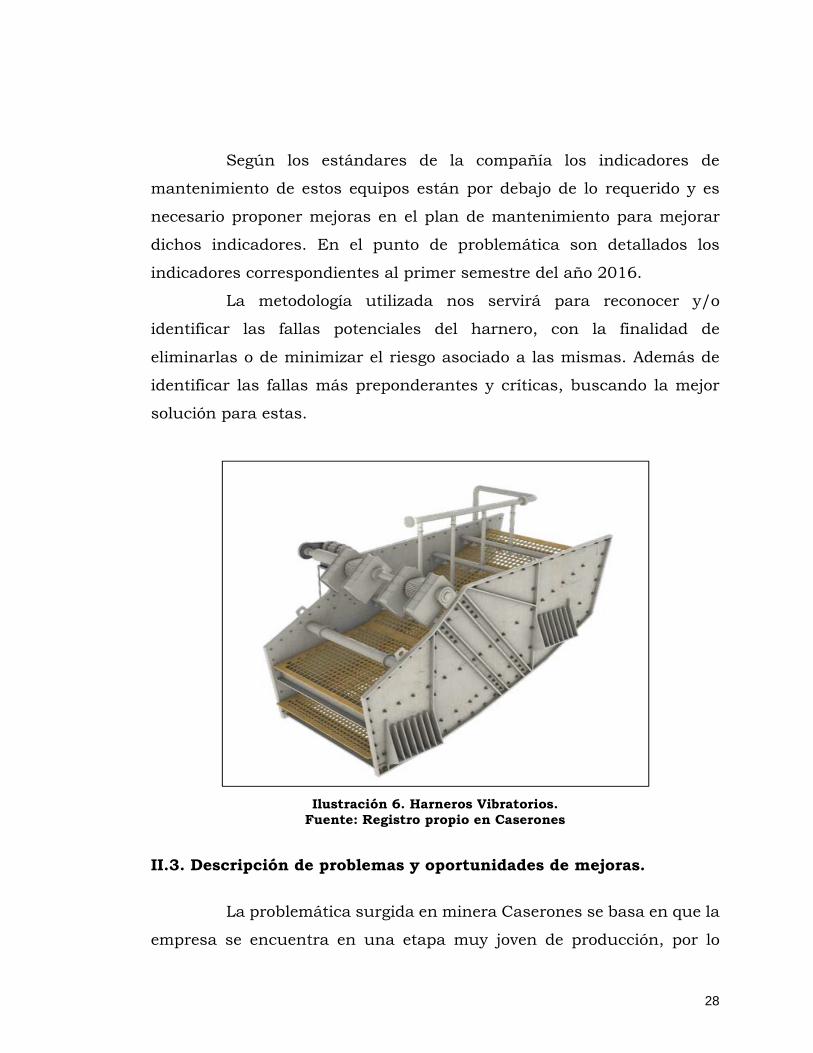
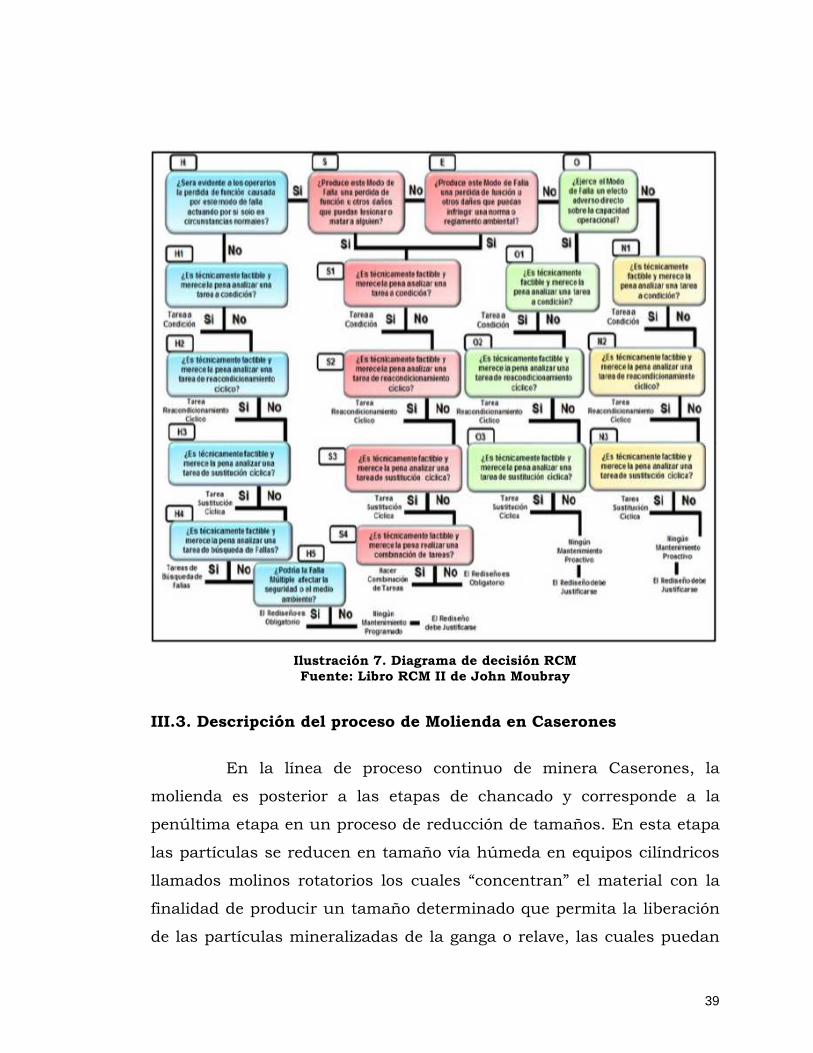
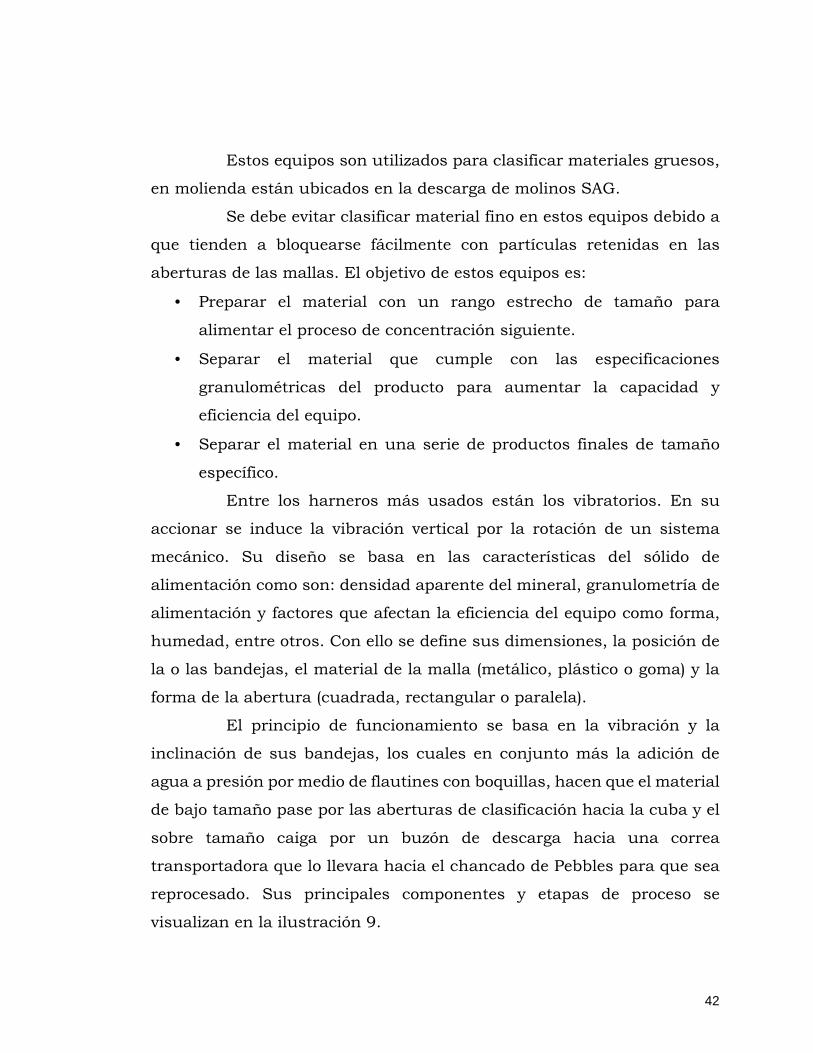
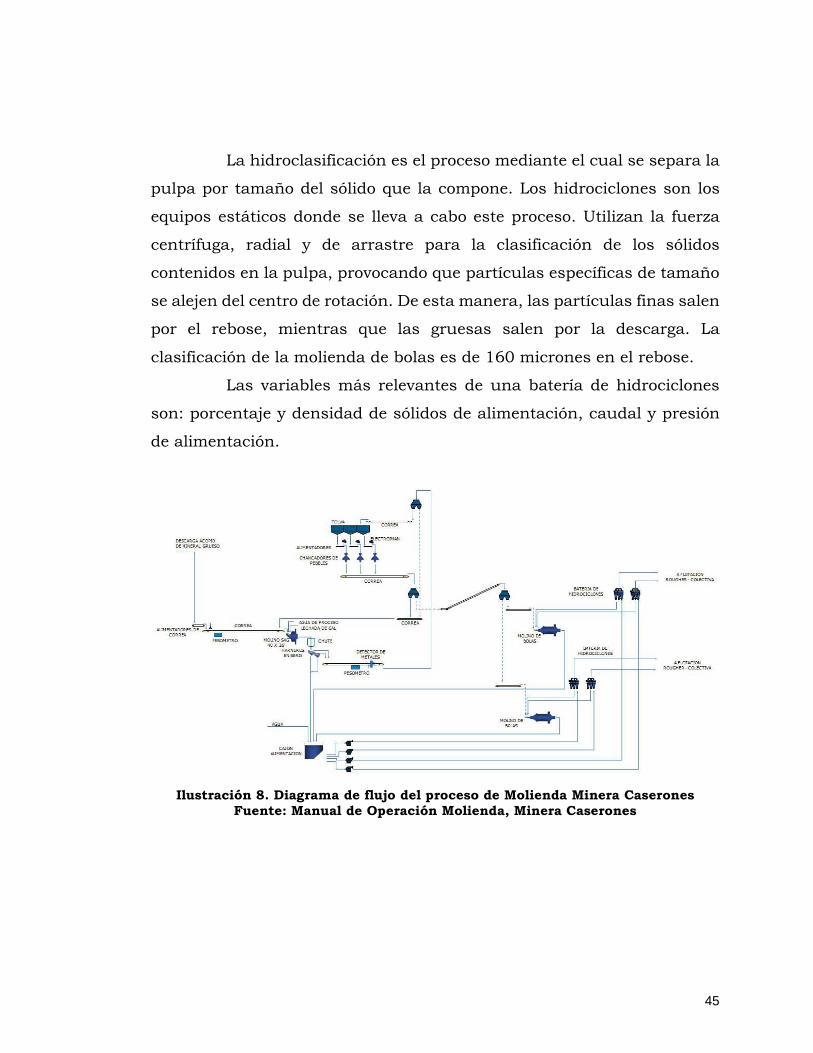
ILUSTRACIÓN 1. LUMINA COPPER CHILE (SCM MLCC) ........................................................................................... 22 ILUSTRACIÓN 2. UBICACIÓN GEOGRÁFICA DE MINERA CASERONES, COPIAPÓ. ........................................................... 25 ILUSTRACIÓN 3. VISTA DE FAENA DE MINERA CASERONES. ....................................................................................... 25 ILUSTRACIÓN 4. ORGANIGRAMA GERENCIA MANTENIMIENTO Y GESTIÓN ACTIVOS SCM MLCC (2018). ......................... 26 ILUSTRACIÓN 5. OVERVIEW DE PROCESO DE PLANTA CONCENTRADORA, MINERA CASERONES. ....................................... 27 ILUSTRACIÓN 6. HARNEROS VIBRATORIOS. ............................................................................................................ 28 ILUSTRACIÓN 7. DIAGRAMA DE DECISIÓN RCM ...................................................................................................... 39 ILUSTRACIÓN 8. DIAGRAMA DE FLUJO DEL PROCESO DE MOLIENDA MINERA CASERONES FUENTE: MANUAL DE OPERACIÓN
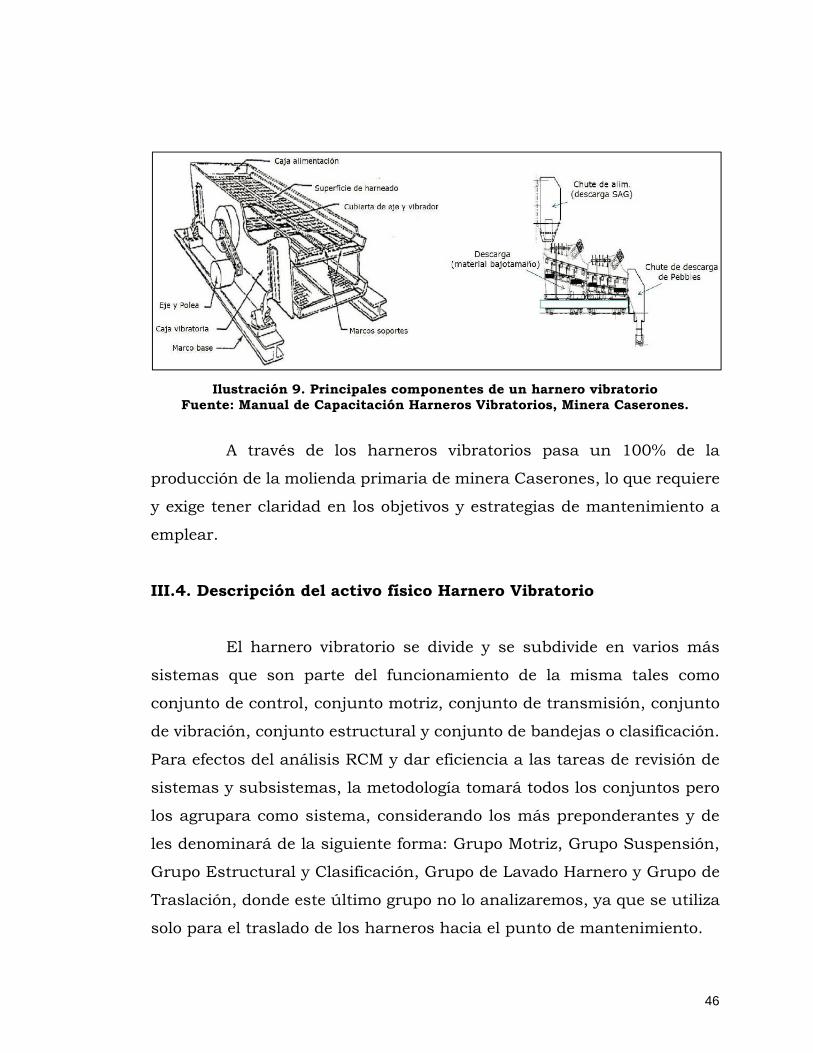
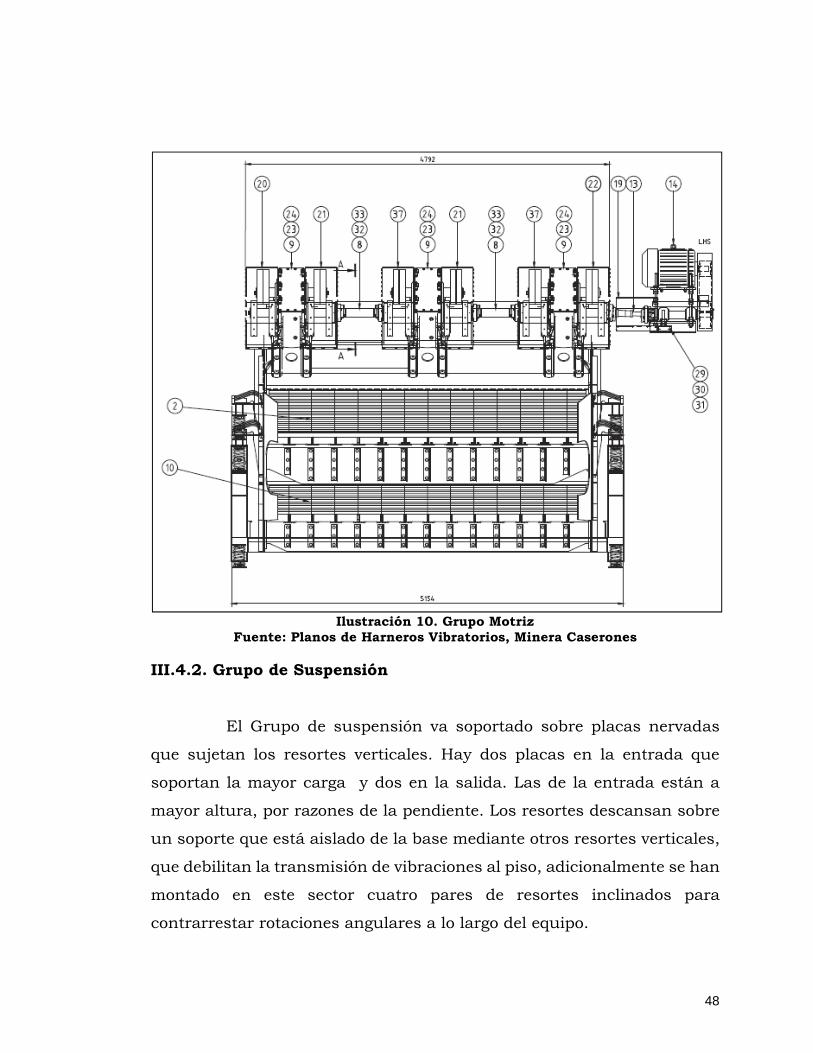
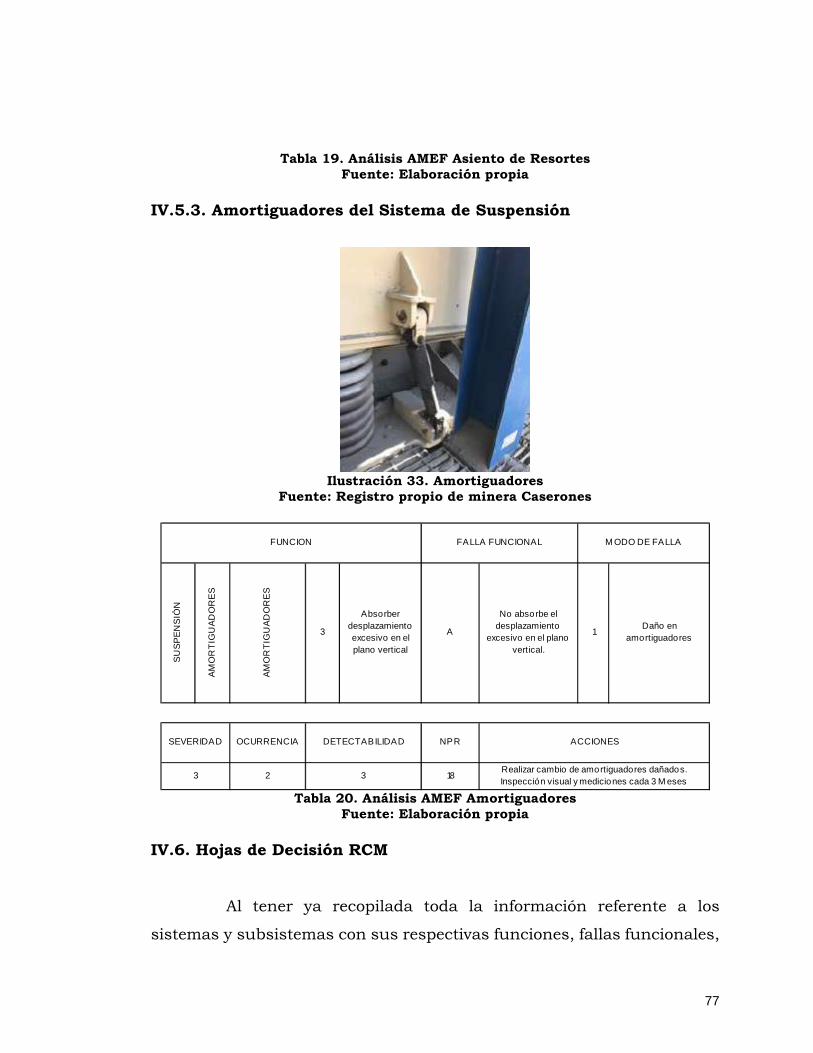
MOLIENDA, MINERA CASERONES .............................................................................................................. 45 ILUSTRACIÓN 9. PRINCIPALES COMPONENTES DE UN HARNERO VIBRATORIO ................................................................. 46 ILUSTRACIÓN 10. GRUPO MOTRIZ ....................................................................................................................... 48 ILUSTRACIÓN 11. GRUPO DE SUSPENSIÓN ............................................................................................................. 49 ILUSTRACIÓN 12. GRUPO ESTRUCTURAL Y CLASIFICACIÓN ........................................................................................ 50 ILUSTRACIÓN 13. GRUPO DE LAVADO .................................................................................................................. 51 ILUSTRACIÓN 14. DESCRIPCIÓN SISTEMAS Y SUBSISTEMAS DE HARNEROS VIBRATORIOS ................................................. 56 ILUSTRACIÓN 15. CRITERIO PRIORIDAD DE RIESGO HARNEROS VIBRATORIOS, MINERA CASERONES .................................. 59 ILUSTRACIÓN 16. MACHÓN DE ACOPLAMIENTO. .................................................................................................... 60 ILUSTRACIÓN 17. PROTECCIONES DE EXCITATRIZ .................................................................................................... 61 ILUSTRACIÓN 18. CAJA EXCITATRIZ. ..................................................................................................................... 62 ILUSTRACIÓN 19. POLEAS SISTEMA MOTRIZ .......................................................................................................... 63 ILUSTRACIÓN 20. CORREAS DE TRANSMISIÓN DEL SISTEMA MOTRIZ ........................................................................... 64 ILUSTRACIÓN 21. EJE DE ACCIONAMIENTO ............................................................................................................ 65 ILUSTRACIÓN 22. MOTOR ELÉCTRICO DEL SISTEMA MOTRIZ ..................................................................................... 66 ILUSTRACIÓN 23. BACK PLATE Y SIDE PLATE .......................................................................................................... 67 ILUSTRACIÓN 24. MALLAS DECK ......................................................................................................................... 68 ILUSTRACIÓN 25. RAYOS DEL DECK INFERIOR Y SUPERIOR ........................................................................................ 69 ILUSTRACIÓN 26. VIGAS TRANSVERSALES .............................................................................................................. 70 ILUSTRACIÓN 27. FALDONES .............................................................................................................................. 71 ILUSTRACIÓN 28. ASPERSORES............................................................................................................................ 72 ILUSTRACIÓN 29. VÁLVULA ................................................................................................................................ 73 ILUSTRACIÓN 30. PIPING DEL SISTEMA DE LAVADO .................................................................................................. 74 ILUSTRACIÓN 31. RESORTES ............................................................................................................................... 75 ILUSTRACIÓN 32. ASIENTO DE RESORTES .............................................................................................................. 76 ILUSTRACIÓN 33. AMORTIGUADORES ................................................................................................................... 77
10
I. INTRODUCCIÓN
El mantenimiento en la actualidad es un pilar fundamental
dentro de las empresas con líneas productivas continuas ya que aseguran
en gran medida el cumplimiento de metas de producción. Dentro de este
mismo segmento se encuentra la Minera Caserones SCM, la cual procesa
mineral desde una mina de rajo abierto para obtener como producto final
concentrado de cobre, concentrado de molibdeno y cátodos de cobre. Esta
minera se clasifica dentro del rubro minero como joven, ya que tiene un
tiempo de producción de tres años y 9 meses, particularmente en la
concentradora teniendo una proyección de treinta años. Debido a su
juventud la planta presenta muchos problemas de diseño, disponibilidad
de equipos y continuidad operacional.
Manejando los antecedentes generales de la compañía y el
contexto operacional donde está inmerso el activo a analizar, para el
presente estudio los harneros húmedos, es necesario enfocarse en la
problemática de estos equipos basada en los bajos indicadores de
mantenimiento que poseen. Las causas de estos indicadores bajos se
barajan desde la juventud de operación de la planta (tres años y 9 meses)
hasta la falta de planes de mantenimiento asociados a estos equipos, los
cuales serán analizados para comprender de mejor manera los tópicos
que se tienen que mejorar.
La mejora fundamental para el activo a analizar será proponer
e implementar una estrategia de mantenimiento basado en la
confiabilidad (RCM), en el cual se analiza el equipo desde su contexto
operacional para responder las siete preguntas básicas generando así un
análisis AMEF, las hojas de decisión del RCM y las actividades de
mantenimiento, y las actividades de mantenimiento relacionada a cada
modo de fallo. Para complementar el plan de mantenimiento se analizaran
11
los costos asociados que conlleva implementar el plan y como impactará
este en los indicadores de mantenimiento de los harneros húmedos.
I.1. Importancia de realizar el proyecto
Toda la industria y organizaciones en la actualidad, deben
encontrar distintas alternativas para buscar ser cada vez más
competitivas y así diferenciarse de la competencia, esto con el fin de
permanecer vigentes en el mercado. Por lo anterior, es necesario indagar
en qué frentes se pueden optimizar costos, revisar en forma permanente
la cadena de valor y como en el presente estudio, es importante
direccionar también los esfuerzos de la compañía en la gestión de los
costos de mantenimiento.
La gestión del mantenimiento a nivel industrial, dependiendo de
cada organización, tiene variadas alternativas las cuales van desde
abarcar todas las fallas que pueda tener un activo físico (Mantenimiento
Productivo Total) u otro en el cual la orientación se enfoque solamente en
las fallas que tengan mayores consecuencias para las personas, el medio
ambiente y las operaciones y además genere una disminución de los
costos en el mediano y largo plazo (Mantenimiento Centrado en la
Confiabilidad). Así cada empresa usará sus recursos disponibles para
derivar a una u otra forma de gestionar el mantenimiento y con ello
ejecutar las estrategias de mantenimiento propias de cada metodología.
La importancia de desarrollar la metodología RCM para el activo
Harneros Húmedos en la planta concentradora de minera Caserones, es
fundamental debido a su alta criticidad en la línea de producción de la
molienda, asimismo que a través de dicho desarrollo se incrementa el
conocimiento de los operadores y mantenedores del equipo, considerando
12
que los esfuerzos y recursos se dispondrán en aquellas fallas más
catastróficas que pueda presentar el activo.
En consecuencia, utilizando el RCM se logra el objetivo principal
de disminuir los costos de mantenimiento, logrando aumentar la
Confiabilidad del activo físico en estudio, además se mejoran los
procedimientos tanto de operadores, como de mantenedores, debido a que
aumentaran sus conocimientos técnicos, donde existirá una
familiarización con el equipo en cuestión y proceso mismo, obteniendo un
gran grado de pertenencia con la participación en el progreso de la
compañía.
I.2.Discusión bibliográfica
La filosofía RCM aplicado a la industria pudo aportar otras
consideraciones que en un principio cuando el método se utilizaba
solamente para la aviación comercial no se trataban, como son la
seguridad de las personas, el compromiso con el medio ambiente, los que
están muy en boga hoy en día. En Ecuador el uso del Mantenimiento
Centrado en la Confiabilidad se ejecuta en algunas instalaciones
industriales siguiendo los patrones aplicados e incluidos en esta forma de
hacer mantenimiento. Básicamente el análisis identifica las funciones de
los equipos, sus fallas funcionales (momento en que no cumple con la
función), sus modos de fallas (las formas en que se puede provocar una
falla funcional) y sus consecuencias (seguridad a las personas, al medio
ambiente y a las operaciones). Gracias a la exhaustiva observación y
generación de distintas visiones en el análisis, se llega a generar un menor
costo en mantenimiento, debido a que el número de tareas a realizar se
reducen, concentrando los esfuerzos solamente en las más importantes;
los costos de mantenimiento preventivo bajan alrededor de un 60% y
13
aumentan los de mantenimiento a condición en un 40%, lo último porque
hay nuevas tareas también que antes no se estimaban hasta antes del
estudio; el RCM deja un registro documentado el cual guarda los eventos
de pérdidas de función, por lo que puede servir a los operadores y
mantenedores como guía de fallas anteriores y además se eleva el nivel
técnico de las personas involucradas en el funcionamiento y la
mantención (POVEDA, 2011).
El análisis de los modos de fallo en mantenimiento, para evitar
errores en las fases o procesos preventivos o correctivos, se identifica con
el denominado AMFE (Análisis de Modo y Efecto de Fallos), que, a su vez,
se fundamenta en los estudios de árboles de fallos y modos e impactos de
estos. Como se desarrolla en las técnicas organizativas de mantenimiento
denominadas RCM, este análisis trata de evitar fallos acaecidos en
nuestros procesos de mantenimiento, revisando de forma metodológica y
sistemática los mismos y la experiencia acumulada. Es un medio esencial
para lograr bucles de calidad, tanto a nivel de ingeniería de
mantenimiento, aprendiendo de fallos anteriores tras el análisis
constructivo de los mismos, sin ánimo de búsqueda de culpables sino de
causas de fallos, definiendo medidas correctoras y preventivas para que
no se repitan (RIVERA, 2011).
La importancia del Mantenimiento en los procesos, ha ido de la
mano con el aumento de las exigencias de Confiabilidad y Disponibilidad
de los equipos, esto debido a que las rigurosidades de los requerimientos
y las expectativas de los consumidores de productos y servicios se van
incrementando más y más. Es así como se pasó de una 1era, 2da y 3era
Generación de Mantenimiento, la cual fue evolucionando a medida que se
incrementaba la demanda por maquinarias disponibles y la tecnología fue
en progreso (PEREZ, 2012).
14
Desde inicios de los noventa, el mantenimiento se ha
caracterizado por la sistematización de los procedimientos, actividades y
estrategias. Otros avances como la automatización computarizada de sus
procesos, ayudan también a alcanzar un mayor grado de confiabilidad en
los equipos. Esta sistematización ha hecho posible definir etapas en el
mantenimiento como son: recopilación de información, diagnóstico,
definición de estrategia, planificación, programación, control y
optimización. En cada una de estas etapas se han creado herramientas
informáticas y diferentes aplicaciones que posibilitan la automatización
computarizada de estos procesos. Actualmente, la Ingeniería del
mantenimiento es la encargada en profundizar e investigar en la
obtención de nuevos métodos y herramientas para la ya mencionada
automatización computarizada, y hacer de esta forma más accesible su
implementación en toda clase de empresas (BARREDA, 2015).
El mantenimiento R.C.M se centra en lograr la máxima
confiabilidad en los equipos, pero no podrá aportar mayor confiabilidad
que la brindada por los diseñadores. Cada componente se comportara de
una forma diferente, cada uno tendrá su combinación de modos de falla,
ya que los entornos de trabajo también son diferentes (temperatura,
presión, velocidad…). De manera que la base para realizar o revisar el
plan de mantenimiento debería empezar por ver cuáles son las funciones
y los estándares de funcionamiento de cada elemento. El R.C.M es un
proceso que se usa para determinar los requerimientos del
mantenimiento de los elementos físicos en su contexto operacional. Es
decir, es un proceso mediante el cual se determina que se debe hacer para
que los elementos físicos continúen desempeñando las funciones para las
que han sido diseñados. Para implementar el R.C.M se han de identificar
los equipos de la planta, y ver en cuales de estos se ha de aplicar el
proceso de revisión R.C.M. En los equipos a analizar se ha de incluir la
15
planta al completo, desde todas las máquinas hasta los edificios. A partir
de este listado se analiza qué equipos son los que suponen un riesgo para
la planta, es decir cuales producirían una situación crítica en caso de
avería (BARREDA, 2015).
Como se ha demostrado, en general el método de implementar
un plan de Mantenimiento Centrado en la Confiabilidad por una Entidad,
logra orientar esfuerzos, disminuir costos y mantener estándares de
operación. Sin embargo, durante el avance del proyecto y las reuniones
del grupo RCM, se alargan en demasía los análisis, ya que no hay un
marco a seguir para el nivel de detalle y profundidad con el cual se quiera
abarcar un Sistema, Subsistema y/o Componente del activo que se está
evaluando. Una de las soluciones planteadas a esta cuestión, es la
creación de la Norma ISO 14224, la cual es una herramienta ideada para
el registro de datos durante el tratamiento con metodología RCM de un
equipo, además otorga márgenes claros a seguir y estandariza el lenguaje,
el que puede ser compartido y comparado con otras organizaciones. Dicha
Norma es acompañada de OREDA, que es la base de datos que recepciona
la información. Con esta modalidad de abordar el RCM, se acotan más los
tiempos de observaciones que utiliza el equipo de expertos que participan
en las reuniones del proyecto (TROFFÉ, 2011).
En prácticamente cualquier rama del esfuerzo humano
organizado, el RCM se está volviendo tan fundamental para la protección
de los bienes materiales, como los libros de doble contabilidad lo son para
los bienes financieros. No existe ninguna técnica similar para identificar
el menor número de actividades específicas y seguras que se deben
realizar para preservar el funcionamiento de los bienes físicos,
especialmente en situaciones críticas y riesgosas (MOUBRAY, SEGUNDA
EDICIÓN 2004).
16
En un caso, se implementó la metodología RCM en una
compañía de Transporte de Carga en la que se tenían estrategias muy
maduras de Mantenimiento Preventivo, sin embargo, se logró identificar
gracias a la aplicación de la metodología RCM, que la Carga de Trabajo de
Mantenimiento (CTM) estaba sobredimensionada y que el uso de recursos
se pudo reorientar y mejor utilizarlos. Se rompieron los paradigmas
clásicos de hacer las cosas de un modo distinto y se consigue salir del
estado de “confort” que otorga el tener los recursos disponibles para las
tareas de Mantenimiento (MONTILLA, ARROYAVE, J.F., & SILVA, M.C.E.,
2007)).
Uno de los problemas presentados, a medida que la metodología
se fue implementando en varios sectores en forma transversal, fue que en
algunas organizaciones no se desarrollaba de una forma que pudiera ser
llamada RCM como tal, por lo que surgió la necesidad imperativa de crear
una Norma que fuera una especie de guía a consultar paso a paso. Fue así
como después de años de trabajo y consenso entre varios expertos, se creó
la Norma SAE JA1011 y posteriormente la Norma SAE JA1012, las cuales
conforman el cuerpo y los pasos que se deben seguir para que un proceso
pueda ser nombrado como un RCM (PÉREZ, 2012).
La implementación del RCM debe llevar a equipos más seguros
y confiables, reducciones de costos (directos e indirectos), mejora en la
calidad del producto, y mayor cumplimiento de las normas de seguridad
y medio ambiente. El RCM también está asociado a beneficios humanos,
como mejora en la relación entre distintas áreas de la empresa,
fundamentalmente un mejor entendimiento entre mantenimiento y
operaciones (WWW.RCM-CONFIABILIDAD.COM.AR, 2005).
17
I.3. Contribución al trabajo
El presente estudio consiste en realizar una evaluación de la
implementación de un plan de mantenimiento centrado en la
confiabilidad de los harneros vibratorios de la planta concentradora,
Minera Caserones ubicada en la región de Atacama, el cual permita
identificar la efectividad de la aplicación del plan RCM en el año 2017 a
la fecha y que impactos ha generado para la compañía minera.
Esta evaluación también es de gran relevancia, debido que nos
permitirá demostrar al equipo de mantenimiento de la minera caserones
los resultados en términos de costos de la implementación del RCM a
estos equipos, ya que no se plasmó previamente a la ejecución del plan
en un estudio como el presente, por lo que de igual forma no se ha
evidenciado el impacto económico para la compañía en términos de
utilidad y de producción.
Cabe señalar que la información proporcionada en este estudio,
permitirá la aplicación en forma análoga a otros equipos críticos de la
operación asociados a la compañía, que actualmente no llevan un plan
RCM acabado como hoy en día si se desarrolla en los harneros vibratorios
de la planta concentradora.
I.4. Objetivo general
Evaluar una estrategia de mantenimiento centrado en la
confiabilidad implementado en harneros vibratorios de la planta
concentradora en Minera Caserones, con la finalidad de identificar los
resultados de los indicadores de mantenimiento y de costos asociados al
desarrollo del RCM.
18
I.4.1. Objetivos específicos
Los objetivos específicos propuestos en este trabajo son los
siguientes:
• Determinar los antecedentes generales y contextos operacionales
de Minera Caserones para entrar en conocimiento en sus
problemáticas de mantenimiento.
• Recopilar actividades centradas en la confiabilidad del equipo para
mejorar sus indicadores de mantenimiento.
• Analizar las mejoras realizadas en el plan de mantenimiento para
comparar con indicadores anteriores y costos asociados.
I.5. Limitaciones y alcances del proyecto
I.5.1. Limitaciones
En el desarrollo inicial del presente trabajo no se contaba con
información de costos anteriores al año 2017 referente a costos de
mantenimiento detallados a los harneros vibratorios, por lo que el análisis
se formulará en relación a la información proporcionada por el
departamento de planificación y mantenimiento.
I.5.2. Alcances
Los alcances del proyecto incluyen la evaluación del desarrollo
de la metodología del Mantenimiento Centrado en la Confiabilidad en el
cual se obtuvo un gran apoyo del departamento de confiabilidad y
planificación de minera Caserones, con los cuales se llevaron a cabo
reuniones mensuales, con la finalidad de revisar los avances del presente
19
trabajo y del plan de mantenimiento que se lleva a cabo hoy en día en la
compañía para los equipos en estudio. Dentro de las reuniones se analiza
la información de los indicadores de mantenimiento, junto con el
cumplimiento de los planes del RCM de los harneros vibratorios.
I.6. Normativa y leyes asociadas al proyecto
La evaluación del RCM implementado a un equipo de un
proceso continuo es la base sobre el cual se despliega esta tesis, por lo
que es fundamental estar familiarizado con este concepto para un
correcto entendimiento de lo que se desea realizar.
I.6.1. SAE JA1011:2009
La norma SAE JA1011 describe los requerimientos mínimos
para que en un proceso se considere un método en conformidad con RCM.
La norma proporciona los criterios para establecer si un proceso dado
sigue los creados de RCM como se propuso originalmente. También puede
servir como una guía para las organizaciones que buscan capacitación,
facilitación y consultoría de RCM.
La norma SAE JA1011, de AGO 2009, establece que para que
un proceso sea reconocido como RCM debe seguir los siete pasos en el
orden que se muestra a continuación:
• Delimitar el contexto operativo, las funciones y los estándares de
desempeño deseados asociados al activo (contexto operacional y
funciones).
• Determinar cómo un activo puede fallar en el cumplimiento de sus
funciones (fallas funcionales).
20
• Definir las causas de cada falla funcional (modos de falla).
• Describir qué sucede cuando ocurre cada falla (efectos de falla).
• Clasificar los efectos de las fallas (consecuencias de la falla).
• Determinar qué se debe realizar para predecir o prevenir cada falla
(tareas e intervalos de tareas).
• Decidir si otras estrategias de gestión de fallas pueden ser más
efectivas (cambios de una sola vez).
I.7. Organización y Presentación del trabajo.
I.7.1 (II) Metodología y Desarrollo
En el capítulo de la metodología y desarrollo se describen los
siguientes puntos:
• Descripción de la organización de la compañía Caserones.
• Descripción de la unidad bajo estudio, en este caso los
harneros vibratorios.
• Descripción de problemáticas y oportunidades de mejora
I.7.2. (III) Identificación de Problemas y Oportunidades de Mejoras
En este capítulo se describen principalmente los siguientes
puntos:
• Descripción de la historia del mantenimiento centrado en
la confiabilidad.
• Descripción del proceso de molienda en Caserones, donde
se encuentra integrado la unidad bajo estudio donde se
describirá las oportunidades de mejora que se encuentre,
producto del problema identificado.
21
I.7.3. (IV) Ingeniería del Proyecto
Este capítulo corresponde a la descripción de la evaluación y
análisis del desarrollo del RCM implementado, junto con las soluciones
propuestas al problema identificado y detallado previamente en capítulos
anteriores.
I.7.4. (V) Evaluación Económica
Este capítulo consiste en el análisis económico como el
análisis financiero, lo cual resulta relevante a la hora de definir si el plan
implementado tuvo impacto para la compañía y en los indicadores de
mantenimiento de acuerdo a lo desarrollado. En el análisis económico
también se evalúan los costos y las utilidades del proyecto desde la
perspectiva de medir el verdadero impacto que tuvo este en la economía
de la compañía Caserones.
I.7.5 (VI) Discusión de resultados y Conclusiones generales
En este capítulo se discuten los resultados y se presentan las
conclusiones generales de la evaluación realizada en el trabajo realizado.
Gráfico 2. Comparación Gráfica Costos No Producción 2016 vs 2017, Harneros
vibratorios Fuente: Elaboración propia
$980.496
$450.498
$296.799
$536.181
$344.499
$741.997
$269.416 $147.516
$79.500 $59.183 $13.250 0
200000
400000
600000
800000
1000000
1200000
1T2016
H1-H2
1T2016
H3-H4
2T2016
H1-H2
2T2016
H3-H4
3T2016
H1-H2
3T2016
H3-H4
4T2016
H1-H2
4T2016
H3-H4
1T2017
H1-H2
1T2017
H3-H4
2T2017
H1-H2
2T2017
H3-H4
3T2017
H1-H2
3T2017
H3-H4
4T2017
H1-H2
4T2017
H3-H4
Costos No Producción
2016 vs 2017
95
VI. DISCUSIÓN DE RESULTADOS Y CONCLUSIONES GENERALES
Los resultados obtenidos de la evaluación del RCM aplicado a
los harneros vibratorios de minera Caserones, reflejan que existe un
programa definido de tareas de mantenimiento, las cuales se deben
cumplir de acuerdo al periodo de tiempo establecido en cada pauta de
mantenimiento elaborada, cuya finalidad debe ser siempre que el activo
físico cumpla con lo esperado por el usuario, enfocado a la disponibilidad
y confiabilidad del equipo dentro del proceso de producción continuo.
El personal que ejecuta el plan RCM desarrollado, consigue
familiarizarse aún más con el equipo y el proceso en que se desenvuelve
este, donde puede comprender e identificar las formas de falla que puedan
ocurrir, permitiéndole reaccionar en forma preventiva y planificada ante
amenazas que se presenten, logrando un aumento satisfactorio en
términos de confiabilidad del equipo.
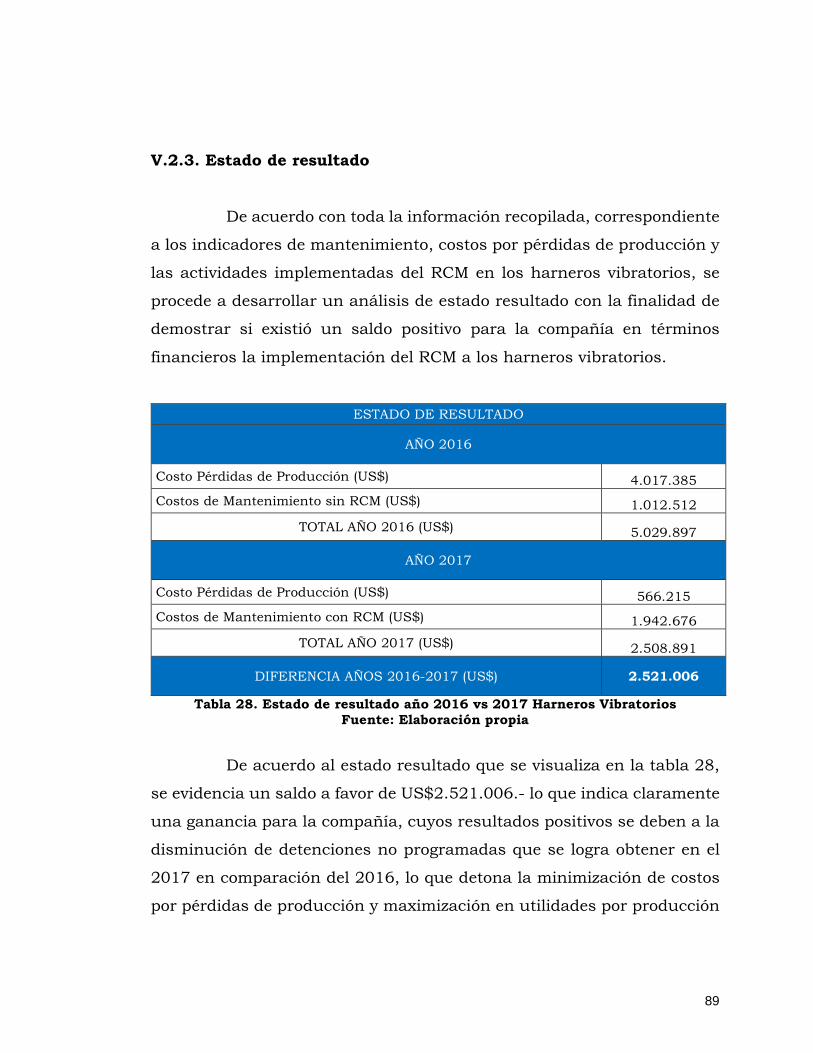
Los costos asociados a cada actividad de mantenimiento
implementada fueron analizados, detallados y llevados a un análisis de
estado de resultado, el cual refleja los costos por pérdidas por detenciones
no programadas del año 2016 y 2017, junto con el costo de
mantenimiento invertido en cada año señalado, donde en el último
periodo es considerada la metodología implementada (RCM), quedando en
definitiva un saldo a favor de la compañía de US$2.521.006.-, cuyo monto
es muy significativo y alentador para la compañía, ya que el plan
implementado se puede ir fortaleciendo aún más a medida que se reciban
más retroalimentaciones de la metodología aplicada, logrando resultados
aún más favorables en términos de costos y disponibilidad de equipos,
viéndose reflejados en la producción y en la utilidad para la compañía.
Se debe destacar que a pesar que los resultados obtenidos de la
implementación del RCM a los harneros vibratorios son satisfactorios, por
96
lo que la aplicación de la metodología RCM debe ser disciplinada y
cumplirse siempre a cabalidad para lograr los resultados que se esperan,
junto con el seguimiento y mejora continua de esta.
Así como quedó demostrado en el presente trabajo la eficacia de
este tipo de planes de mantenimiento en los equipos analizados, por lo
que es recomendable replicar este análisis de mantenimiento a otros
equipos de alta criticidad existentes en la planta concentradora, los
cuales de igual forma impactan directamente en la producción con sus
detenciones no programas.
97
GLOSARIO
RCM: La RCM o Reliability Centred Maintenance,
(Mantenimiento Centrado en Fiabilidad/Confiabilidad) es una técnica
más dentro de las posibles para elaborar un plan de mantenimiento en
una planta industrial y que presenta algunas ventajas importantes sobre
otras técnicas. Inicialmente fue desarrollada para el sector de aviación,
donde los altos costes derivados de la sustitución sistemática de piezas
amenazaban la rentabilidad de las compañías aéreas. Posteriormente fue
trasladada al campo industrial, después de comprobarse los excelentes
resultados que había dado en el campo aeronáutico.
AMEF: Análisis de Modo y Efecto de Fallos (AMEF), el cual es
un conjunto de directrices, un método y una forma de identificar
problemas potenciales (errores) y sus posibles efectos en un SISTEMA
para priorizarlos y poder concentrar los recursos en planes de prevención,
supervisión y respuesta
SAE JA1011: Son La norma SAE JA1011 especifica los
requerimientos que debe cumplir un proceso para poder ser denominado
un proceso RCM. La misma se puede descargarse a través del portal de
la SAE (www.sae.org).
MTTR: Indicador llamado MTTR, es decir Medium Time To
Repair por sus siglas en inglés, lo que decir es Tiempo Medio hasta haber
Reparado una Avería. Es La razón del número de horas de
indisponibilidad para la operación de la máquina y el número de acciones
correctivas en el período. Este índice se debe utilizar en equipos donde
las horas de reparación o sustitución es significativa con respecto al
98
tiempo total de operación del equipo o máquina, tales como calderas,
hornos, maquinas centrifugas, generadores, etc. O equipos auxiliares que
pertenecen a una línea de proceso productivo.
MTBF: Indicador llamado MTBF, es decir Mean time between
failure por sus siglas en inglés. Su aplicabilidad radica en que como lo
describe su nombre, se evalúa el tiempo medio entre fallas (o detenciones)
de equipos o sistemas en un periodo de tiempo dado. Se evalúa desde el
inicio de una falla hasta el inicio de la próxima falla como ciclo completo
de tiempo entre fallas. El cálculo de este indicador se efectúa entre la
división del tiempo total de operación del equipo y el número de
detenciones no deseadas del equipo.
Harneros Vibratorios: Son máquinas críticas en la industria
minera. La correcta operación del harnero se consigue con un movimiento
adecuado, definido principalmente por su inclinación y amplitud
vibratoria.
KPI: Es un acrónimo formado por las iniciales de los términos:
Key Performance Indicator. La traducción valida en castellano de este
término es: indicador clave de desempeño o indicadores de gestión. Los
KPI son métricas que nos ayudan a identificar el rendimiento de una
determinada acción o estrategia.
Jack Knife: En estadística, el método Jack Knife es una técnica
de muestreo especialmente útil para la varianza y el sesgo de estimación.
En mantenimiento es un diagrama de dispersión, llamado comúnmente
Jack Knife, donde en el eje “Y” se grafica el MTTR y en el eje “X” se grafica
la tasa de falla o frecuencia, encontrando en la multiplicación de ambos
99
factores la No disponibilidad relacionada al evento. La gráfica se debe
dividir en cuatro cuadrantes con el promedio de las mediciones para cada
eje.
Confiabilidad: Se refiere a la probabilidad de que un sistema o
componente, pueda funcionar correctamente fuera de falla, bajo
condiciones dadas para un intervalo de tiempo dado.
Disponibilidad: Es la capacidad de un activo o componente
para estar en un estado con la finalidad de realizar una función requerida
bajo condiciones dadas en un instante dado de tiempo o durante un
determinado intervalo de tiempo, asumiendo que los recursos externos
necesarios se han proporcionado.
Molino SAG: El molino semi-autógeno o molino SAG es un
equipo usado en plantas mineras para moler rocas, donde el mineral se
debe reducir su tamaño y hacerlo apto para las etapas siguientes de
procesamiento de dicho mineral.
Pebbles: Los pebbles (palabra en inglés que significa guijarros,
trozos o piedras pequeñas) son el resultado de la molienda del mineral
denominada M4 y M4-A, que contiene cobre, zinc y bismuto.
Molienda: Como su nombre lo indica, muele el material para
que sea más fácil separar el cobre de otras sustancias y así acercarse a
un mineral de mayor pureza.
Flotación: es un proceso fisicoquímico que consta de tres fases
sólido-líquido-gaseoso que tiene por objetivo la separación de especies
100
minerales mediante la adhesión selectiva de partículas minerales a
burbujas de aire.
101
REFERENCIAS BIBLIOGRAFICAS
Mantenimiento Centrado en la Confiabilidad. Segunda Edición de John Moubray. Obtenido de https://es.scribd.com/document/358480147/RCM-II-Moubray Tema 5: Técnicas de Evaluación de la Fiabilidad. Obtenido de http://informatica.uv.es/~rmtnez/ftf/teo/Tema05.pdf Estudio de Mantenimiento basado en la Confiabilidad acorde al Sistema Asset Management aplicado a la Flota de Bulldozer CAT D10T, Minera Anglo American operación Manto Verde. Obtenido de http://repobib.ubiobio.cl/jspui/bitstream/123456789/906/1/Jara_Cardenas_Alexander.pdf Volumen I: Teoría General del Mantenimiento y Fiabilidad. Obtenido de https://ocw.unican.es/pluginfile.php/2489/course/section/2495/Mantenimiento%202.pdf “Mantenimiento Centrado en la Confiabilidad (RCM)”, Magister José Campos Barrientos. Obtenido de http://www2.cip.org.pe/index.php/eventos/conferencias-ceremonias-y-patrocinios/item/download/173_e98c9d054f17d34553020dcdf83ec10f.html. Plan de Mantenimiento Centrado en la Confiabilidad (R.C.M.) en la Edar de Nules-VilaVella, Salvador Barreda Beltrán, 2015. Obtenido de http://repositori.uji.es/xmlui/bitstream/handle/10234/128127/TFG_2015_BarredaBeltranS.pdf?sequence=1&isAllowed=y Gestión del Capital Humano en SCMMLCC (CASERONES), Jaime Luis Espinoza Chelsi, 2016. Obtenido de http://repositorio.uchile.cl/bitstream/handle/2250/141115/Gestion-del-capital-humano-en-SCMMLCC-%28caserones%29.pdf?sequence=1&isAllowed=y “Desarrollo de RCM en un equipo critico Planta CAP Acero”, Raúl Edgardo González Valenzuela, 2015. Obtenido de http://repositorio.unab.cl/xmlui/bitstream/handle/ria/1038/a114449_Gonzalez_R_Desarrollo_de_RCM_en_un_equipo_2015_Tesis.pdf?sequence=1
102
Diseño Estrategia Operación Centrada en Confiabilidad para Minera Spence S.A. Rene Mauricio Gonzalez Rojas, 2006. Obtenido de http://www.tesis.uchile.cl/tesis/uchile/2006/gonzalez_r2/sources/gonzalez_r2.pdf Montilla, M., Arroyave, J.F., & Silva, M.C.E. (Diciembre de 2007). Caso de Aplicación de Mantenimiento Centrado en la Confiabilidad RCM, Previa Existencia Mantenimiento Preventivo. Obtenido de http://revistas.utp.edu.co/index.php/revistaciencia/article/view/4077/2237 Pérez, J. (2012). El Camino Hacia el RCM. Obtenido de http://confiabilidad.net/articulos/el-camino-hacia-el-rcm/ Poveda, G. (2011). Aplicación de la Metodología Mantenimiento Centrado en la Confiabilidad para el Desarrollo de Planes de Mantenimiento. Obtenido de https://www.dspace.espol.edu.ec/bitstream/123456789/20586/1/Articulo%20CICYT%20APOVEDA%20RCM.pdf Troffé, M. (2011). Análisis ISO 14224/Oreda. Relación con RCM-FMEA. Obtenido de http://www.mantenimientomundial.com/sites/mm/notas/0605MarioTroffeISO14224.pdf Rivera, E. (2011). Sistema de gestión del mantenimiento industrial. Obtenido de http://cybertesis.unmsm.edu.pe/bitstream/handle/cybertesis/1661/rivera_re.pdf;jsessionid=E4C323317F116064DF51AB6B68513EA1?sequence=1 Vásquez, D. (2008). Aplicación del Mantenimiento Centrado en la Confiabilidad RCM en Motores Detroit 16V-149TI en Codelco División Andina. Obtenido de http://cybertesis.uach.cl/tesis/uach/2008/bmfciv335a/doc/bmfciv335a.pdf
Distribution: Distribution:X OEM Stock Equipment (e-mail) X OEM Stock Equipment (e-mail)X Salesman Carlos Vera (e-mail) X Salesman Carlos Vera (e-mail)X IS Sales Robin Blackerby X IS Sales Robin Blackerby
X Accessories Box X Accessories BoxTOTAL #¡VALOR!
#¡VALOR!
Panels 0Side Wear Plates, Spacers & Shims 17
Agent TOP DECK TOTAL 783Customer BOTTOM DECK TOTAL #¡VALOR!
Deck Support 767
Discharge end, 1pc, 3/f t, bolt on, drl, pntTOTALS 767
TOP DECK WEIGHT SUMMARY
27,91 726Intermediate, 1pc, 3/f t, bolt on, drl, pnt
13 1111018003P Stringer, 433PTII, 79.80"L
46,67 607
by Schenck.Feed end, 1pc, 3/ft, bolt on, drl, pnt
26 1111018002P Stringer, 433PTII, 47.84"L
LOT WT
13 1111018001P Stringer, 433PTII, 95.98"L
58,97 767All side w ear plates provided
QTY LNG PART NUMBER DESCRIPTION UNIT WT
Special Notes: 46 TOTALS 17
DECK SUPPORT
A 4651014503 Angle Protector, Side
0,36 175mm x 2.50" x 12", Wing
SIDE WEAR PLATES, SPACERS & SHIMSITM QTY PART NUMBER DESCRIPTION UNIT WT LOT WT
Discharge End of Screen182 TOTALS 0
040FL1CSX-2 S-BK40F-2P[S] Cut 8"L x7.33"W - Lt
Solid design, black, 40mm thick, flat, 2 pin fastening, Polydex® polyurethane, 12"x12", panel w ith Maxi insert. SAP 33016469
Solid design, black, 40mm thick, flat, 2 pin fastening, Polydex® polyurethane, 8"L x 7.66"W left angle cut panel w ith Maxi insert. SAP 33016253
9 12
040FB1JSA S-BK40F-6P[MxC2H2#424-S]
22 Solid design, black, 40mm thick, flat, 2 pin fastening, Polydex® polyurethane, 8"L x 7.66"W right angle cut panel w ith Maxi insert. SAP 33016252
Panel de goma inyectada FERRODEX, de abertura 32x115mm, 45mm de espesor, 12 pines. 12"x24". SAP 33012802
78
3 3 3 3 3 3
63 3 3 3 3 3 3 3
5
3 140
772FE3WJA 32x115-R45F-Mx-SWF-12P
3 3 3 3
3 3 3 3 3
3 3
3 3 3 3 3 3
3 3 3 Solid design, black, 50mm thick, flat, 6 pin fastening, Polydex® polyurethane, 12" x 12" panel w ith Maxi insert. SAP 33008594
34
3 3 3
3 3 3 3 3 32
3 3 3 3 3
LOT WT1
1 14
050FB1JSA S-BK50F-6P[S]
Feed End of Screen TOP DECK PANELSITEM QTY PART NUMBER DESCRIPTION UNIT WT
710,479
783BOTTOM DECK TOTAL
TOTAL 1.566
16
12
Customer
26
Agent
All side w ear plates provided
by Schenck.
15
DESCRIPTIONPART NUMBER
080FPF1NC5 S-BK80F-6BD[MxC5X4#688-
DECK PANELSTOP
5678
LOT WTUNIT WT
34
ITEM QTY
9
8
14 Solid design, black, 80mm thick, 6 bolt dow n fastening for use w ith steel threaded ferrule nut and plug, Rubberdex Cut 12" x 12" panel w ith Maxi insert. SAP
28
S-BK40F-3P[S] Cut 12"L x7.33"W - Lt
Panel de goma inyectada FERRODEX, de abertura 38x105mm, 50mm de espesor, 12 pines. 12"x24". SAP 33012801
738FE3WJ 38x105-R50F-SWF-12P
32x115-R45F-Mx-SWF-12PPanel de goma inyectada FERRODEX, de abertura 32x115mm, 45mm de espesor, 12 pines. 12"x24". SAP 33012802
Solid design, black, 40mm thick, flat, 3 pin fastening, Polydex® polyurethane, 12"L x 7.66"W right angle cut panel w ith Maxi insert. SAP 33016249
46,67 607
27,91Intermediate, 1pc, 3/f t, bolt on, drl, pnt
726
1
182
5mm x 2.50" x 12", Wing
Solid design, black, 40mm thick, flat, 2 pin fastening, Polydex® polyurethane, 8"L x 7.66"W left angle cut panel w ith Maxi insert. SAP 33016253
040FAG1CSX-1
Solid design, black, 40mm thick, flat, 2 pin fastening, Polydex® polyurethane, 8"L x 7.66"W right angle cut panel w ith Maxi insert. SAP 33016252
040FL1CSX-1
040FL1CSX-2
040FA1CSG
S-BK40F-3P[S] Cut 12"L x7.33"W - Rt
Solid design, black, 40mm thick, flat, 3 pin fastening, Polydex® polyurethane, 12"L x 7.66"W left angle cut panel w ith Maxi insert. SAP 33016250
1
4 1
Solid design, black, 40mm thick, flat, 4 pin fastening, Polydex® polyurethane, 8"L x 12"W cut panel w ith Maxi insert. SAP 33016251
772FE3WJA
S-BK40F-2P[S] Cut 8"L x7.33"W - Rt
Side Wear Plates, Spacers & Shims 17
Deck Support
0
TOTALS 0
051014003 Angle Protector, SideLOT WT
17
1Stringer, 433PTII, 47.84"L111018002P
SIDE WEAR PLATES, SPACERS & SHIMSITM QTY PART NUMBER DESCRIPTION