44
Facultad de Ciencias Veterinarias -UNCPBA- Variación del proceso tecnológico de queso Pategrás argentino. Chiodi, Antonela; Rivero, Juan; Bruschi, Julieta Marzo de 2017 Tandil
Facultad de Ciencias Veterinarias
-UNCPBA-
Variación del proceso tecnológico de queso
Pategrás argentino.
Chiodi, Antonela; Rivero, Juan; Bruschi, Julieta
Marzo de 2017
Tandil
Efecto de la variación del proceso tecnológico de queso Pategrás
argentino.
Tesis de la Carrera de Licenciatura en Tecnología de los Alimentos, presentada
como parte de los requisitos para optar al título de grado de Licenciado del
estudiante: Antonela Chiodi
Tutor: Ingeniero, Rivero Juan Ramon
Director: Veterinaria, Bruschi Julieta
Evaluador: Vet. Pena, Miguel Angel
AGRADECIMIENTOS
Expreso mi agradecimiento, en primer lugar, a la fábrica en la que realice mi
residencia y todos sus integrantes, que me dieron el espacio y toda la ayuda
posible para poder realizar mi práctica y obtener la información para mi proyecto.
En particular a mi Tutor de residencia, que siempre tuvo la predisposición para
ayudarme y explicarme todo lo que necesitara.
Por otro lado, agradecer a mi directora, Julieta Bruschi, por el tiempo que dedico a
mi proyecto y su acompañamiento en todo momento.
Y como último, un agradecimiento a mis amigas de facultad que siempre
estuvieron para ayudarme en lo que necesitaba, y a mi familia que hizo posible
que realice mis estudios.
RESUMEN
En el presente trabajo, se estudió la producción del queso Pategrás en una fábrica
del noreste de la Provincia de Buenos Aires. El objetivo fue variar ciertos
parámetros del proceso como marcas de fermentos, tiempo de premaduración,
temperatura de cocción y cantidad de agua para el lavado de masa; para
identificar el proceso de elaboración que conservara las características del
producto final y que a su vez optimizara el uso de la tecnología y de los insumos
disponibles en la fábrica. El objetivo planteado fue evaluar el efecto de las
diferentes modificaciones del proceso de elaboración del queso Pategrás
Argentino sobre las características sensoriales y su aceptabilidad por parte del
consumidor. Se elaboraron 8 lotes de quesos, con tecnología diferente, llevando
un control de trazabilidad en cada etapa. Una vez que terminó la maduración y los
quesos se encontraron listos para la venta, se les realizó el análisis sensorial. Se
concluyó que el mejor resultado se obtuvo con un fermento comercial, con un
tiempo de premaduración de 45 minutos, con un 15% de agua de reemplazo para
el lavado de masa y una temperatura de cocción de 40ºC. En cuanto al análisis
sensorial, los quesos del proceso seleccionado mostraron masa con buena
consistencia y elasticidad, un flavor característico, un sabor suave y una cantidad
y distribución de los ojos típicos adecuada.
Palabras clave: Queso pategrás, queso con ojos, tecnología de elaboración,
variación de parámetros.
INDICE
Contenido Página
1. INTRODUCCIÓN 01
1.1. Introducción 01
1.2. Objetivos 02
2. ANTECEDENTES DEL TEMA 03
2.1 Definición de queso 03
2.2 Valor nutritivo del queso 04
2.3 Características del producto 04
2.4 Queso Pategrás argentino 06
2.5 Calidad de la leche para la elaboración de queso 08
2.6 Tecnología de fabricación 10
2.7 Diagrama de flujo de la elaboración del queso 19
3. MATERIALES Y MÉTODOS 20
3.1 Caracterización de la producción clásica en fábrica 20
3.2 Variaciones en el proceso tradicional de queso Pategrás 22
3.3 Variables analizadas en cada proceso 23
3.4 Parámetros evaluados en las muestras de quesos 25
4. RESULTADOS Y DISCUCIÓN 26
4.1 Elaboración de quesos 26
4.1.1Resultados de la composición de la leche 26
4.1.2 Evolución del pH durante el proceso 27
4.1.3 Tiempos registrados en diferentes etapas del proceso 28
4.2 Producto final 29
4.2.1 Análisis sensorial 29
5. CONCLUSIÓN 36
6. REFERENCIA BIBLIOGRÁFICAS 37
1
1. INTRODUCCIÓN
1.1. Introducción
El queso Pategrás Argentino es uno de los tipos de quesos más conocidos en
Argentina. Es un queso de pasta semidura, elástica, ligeramente amarillenta
debido a la adición de colorantes. Se caracteriza por poseer pequeños y medianos
ojos que surgen como producto de la fermentación de bacterias lácticas
heterofermentativas, que le otorgan además un sabor dulce.
La tecnología de elaboración de queso Pategrás en nuestro país fue incorporada
por los inmigrantes europeos y es una adaptación a la utilizada en sus países de
origen (Francia e Italia). Sin embargo, los cambios introducidos con el transcurso
del tiempo, le han otorgado características típicas argentinas, hallándose en el
mercado productos denominados “queso Pategrás Argentino” con propiedades
organolépticas diferentes (Instituto Nacional de Tecnología Industrial, 2015).
Es por ello, que en éste trabajo se modificaron algunos parámetros tecnológicos
de la elaboración de queso Pategrás, para evaluar su efecto y seleccionar
aquellos que mejoraran el producto final.

2
1.2. Objetivos
Evaluar el efecto de diferentes modificaciones del proceso de elaboración del
queso Pategrás Argentino sobre las características sensoriales y su aceptabilidad
por parte del consumidor.
3
2. ANTECEDENTES DEL TEMA
2.1 Definición de queso
A lo largo del tiempo se han propuesto varias definiciones de queso. Aunque todas
se refieren a un mismo producto, en algunas definiciones no se incluyen todas las
variedades o tecnologías que hoy existen para la gran variedad de quesos
producidos.
En cuanto a las definiciones que se plantean considerando el marco legal del
producto, el Codex Alimentarius por ejemplo, define al queso como el producto
blando, semiduro, duro y extra duro, madurado o no madurado. Indica también
que puede estar recubierto, y aclara además que la proporción entre las proteínas
de suero y la caseína no debe ser superior a la de la leche. En cuanto a la
tecnología de elaboración, menciona que debe ser obtenido mediante:
(a) coagulación total o parcial de la proteína de la leche, leche
desnatada/descremada, leche parcialmente desnatada/descremada, nata (crema),
nata (crema) de suero o leche de mantequilla/manteca, o de cualquier
combinación de estos materiales, por acción del cuajo u otros coagulantes
idóneos, y por escurrimiento parcial del suero que se desprende como
consecuencia de dicha coagulación. El principio de la elaboración del queso
resulta en la concentración de la proteína láctea (especialmente la porción de
caseína), por consiguiente, el contenido de proteína del queso deberá ser mayor
que el de la materia prima con la que se elaboró el queso.
(b) técnicas de elaboración que incluyan la coagulación de la proteína de la leche
y/o de productos obtenidos de la leche que permitan obtener un producto final que
cumpla con las características del producto definido en el apartado (a).
El Código Alimentario Argentino (C.A.A.) proporciona una definición de quesos
basada en el Codex Alimetarius.
2.2 Valor nutritivo del queso
4
Los quesos son una forma de conservación de los dos componentes insolubles de
la leche: la caseína y la materia grasa. Se obtienen por la coagulación de la leche
seguida del desuerado, en el cual el lactosuero se separa de la cuajada. El
lactosuero contiene la mayor parte del agua y de los componentes solubles de la
leche, quedando una pequeña parte aprisionada en la cuajada.
El queso es un alimento universal, que se produce en casi todas las regiones del
planeta a partir de leche de diversas especies de mamíferos. Los quesos se
destacan de otros alimentos que consume el hombre, no solamente en razón de
su acusado valor nutritivo, sino también de las cualidades organolépticas
extremadamente variadas que poseen (Alais, 1970).
2.3 Características del producto
Todos los quesos, incluirán el nombre de la variedad que corresponda, siempre
que responda a las características de la variedad de que se trate, especificadas en
el C.A.A. Pueden clasificarse en base a diferentes parámetros:
Contenido de materia grasa del extracto seco (%):
Extra graso o Doble crema: cuando contengan no menos del 60%.
Grasos: cuando contengan entre 45,0 y 59,9%.
Semigrasos: cuando contengan entre 25,0 y 44,9%.
Magros: cuando contengan entre 10,0 y 24,9%.
Descremados: cuando contengan menos de 10,0%.
De acuerdo con el contenido de humedad (%):
Quesos de baja humedad (generalmente conocidos como de pasta dura):
humedad hasta 35,9%.
5
Quesos de mediana humedad (generalmente conocidos como de pasta
semidura): humedad entre 36,0 y 45,9%.
Quesos de alta humedad (generalmente conocidos como de pasta blanda o
macíos): humedad entre 46,0 y 54,9%.
Quesos de muy alta humedad (generalmente conocidos como de pasta muy
blanda o mole): humedad no menor a 55,0% (C.A.A.).
La influencia de numerosos factores interdependientes le proporcionará a los
quesos características particulares. Los siguientes son algunos de los más
importantes:
Factores microbiológicos: composición de la microflora vista bajo un aspecto
dinámico.
Factores bioquímicos: concentración y propiedades de las enzimas del cuajo,
de las bacterias, de las levaduras y de los mohos.
Factores químicos: proporción de calcio retenido en la cuajada, contenido de
agua y sal, composición de la atmósfera (humedad, gas carbónico, amoníaco).
Factores mecánicos: corte, agitación, trituración y frotamiento, que reducen o
acentúan los efectos de los factores precedentes (Alais, 1970).
En la elaboración de quesos pueden utilizarse ingredientes obligatorios,
opcionales y algunos aditivos. Como ingredientes obligatorios se deberá utilizar
leche y/o leche reconstituida, que cuando no existe una referencia específica de la
especie, se entiende como leche bovina; y coagulante apropiado (de naturaleza
física y/o química y/o bacteriana y/o enzimática). Dentro de los ingredientes
opcionales se contempla el uso de cultivo de bacterias lácticas u otros
microorganismos específicos, cloruro de sodio, cloruro de calcio, caseína,
caseinatos, sólidos de origen lácteo, especias, condimentos u otros ingredientes
opcionales, permitidos solamente conforme a lo previsto explícitamente en los
6
artículos que describen variedades individuales o grupos de variedades
individuales de ciertos quesos.
Los aditivos que podrán ser utilizados en la elaboración de quesos se encuentran
indicados en el C.A.A., dependiendo de cada variedad de queso.
La leche a ser utilizada deberá ser higienizada por medios mecánicos adecuados
y sometida a pasteurización o tratamiento térmico equivalente para asegurar
fosfatasa residual negativa, (según lo indicado en los estandares de “The
Association Of Analytical Communities”), combinado o no con otros procesos
físicos o biológicos que garanticen la inocuidad del producto (Código Alimentario
Argentino, 2006).
2.4 Queso Pategrás argentino
El Queso Pategrás es un producto de mediana humedad, graso, elaborado con
leche entera o leche estandarizada, acidificada por cultivo de bacterias lácticas, y
coagulada por cuajo y/o enzimas específicas.
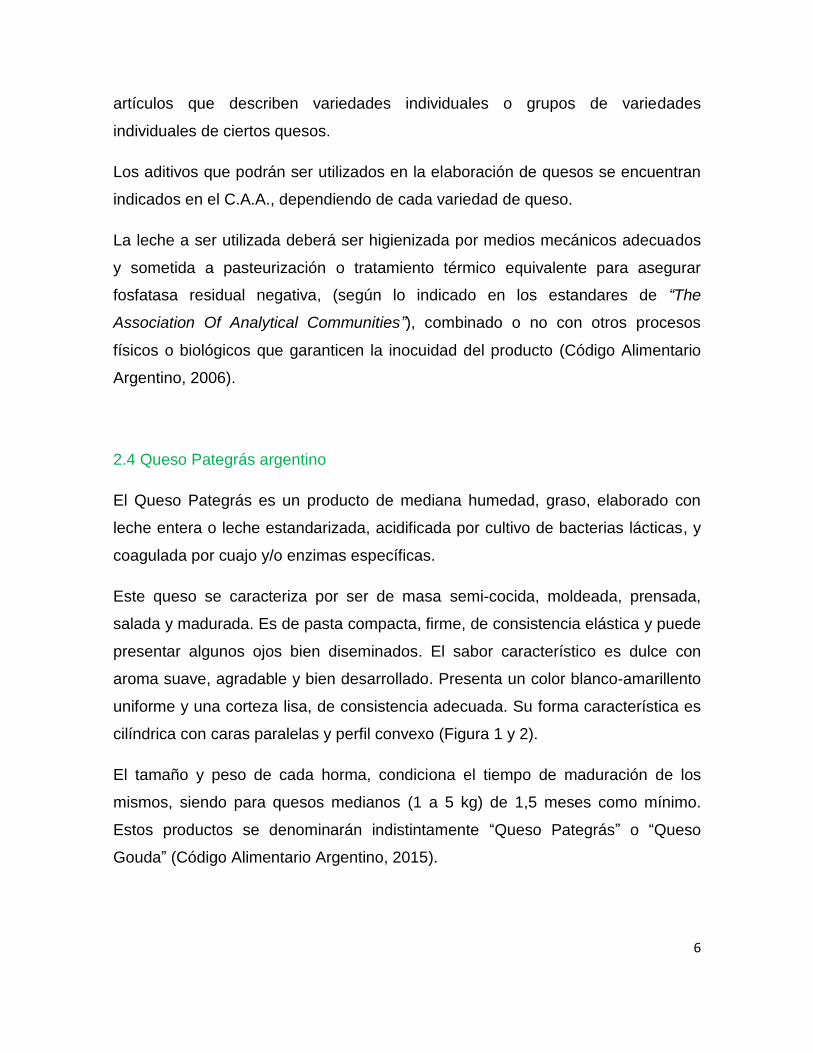
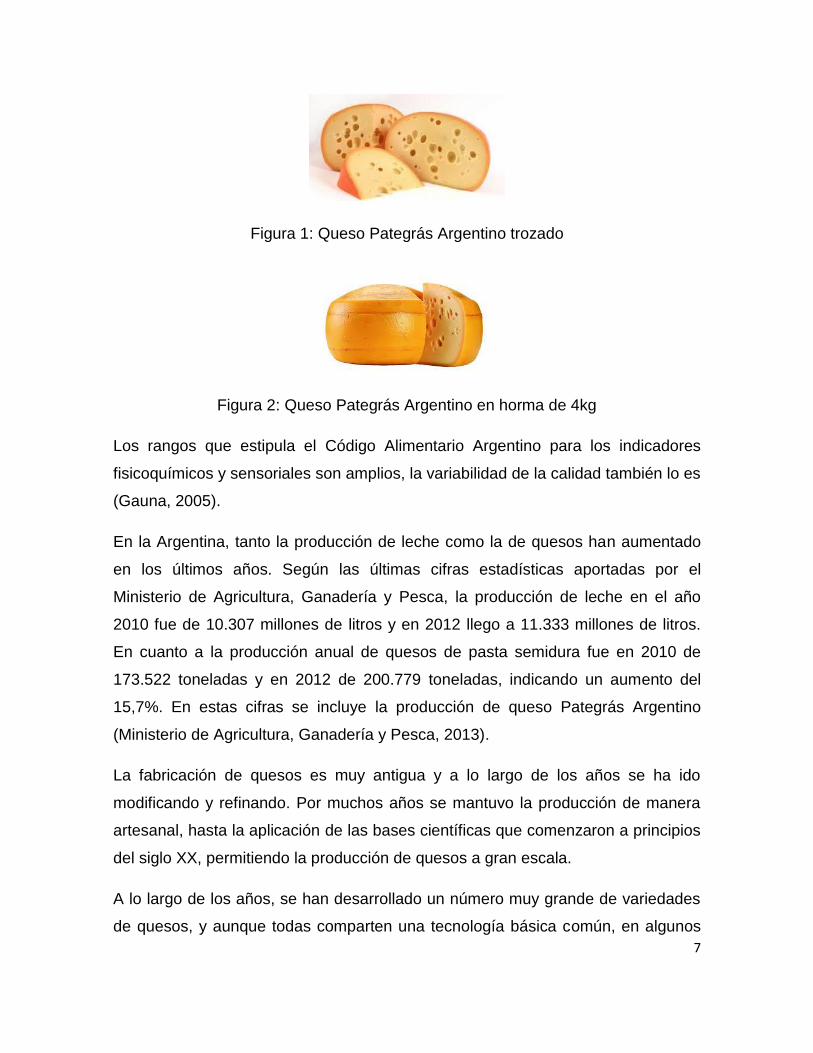
Este queso se caracteriza por ser de masa semi-cocida, moldeada, prensada,
salada y madurada. Es de pasta compacta, firme, de consistencia elástica y puede
presentar algunos ojos bien diseminados. El sabor característico es dulce con
aroma suave, agradable y bien desarrollado. Presenta un color blanco-amarillento
uniforme y una corteza lisa, de consistencia adecuada. Su forma característica es
cilíndrica con caras paralelas y perfil convexo (Figura 1 y 2).
El tamaño y peso de cada horma, condiciona el tiempo de maduración de los
mismos, siendo para quesos medianos (1 a 5 kg) de 1,5 meses como mínimo.
Estos productos se denominarán indistintamente “Queso Pategrás” o “Queso
Gouda” (Código Alimentario Argentino, 2015).
7
Figura 1: Queso Pategrás Argentino trozado
Figura 2: Queso Pategrás Argentino en horma de 4kg
Los rangos que estipula el Código Alimentario Argentino para los indicadores
fisicoquímicos y sensoriales son amplios, la variabilidad de la calidad también lo es
(Gauna, 2005).
En la Argentina, tanto la producción de leche como la de quesos han aumentado
en los últimos años. Según las últimas cifras estadísticas aportadas por el
Ministerio de Agricultura, Ganadería y Pesca, la producción de leche en el año
2010 fue de 10.307 millones de litros y en 2012 llego a 11.333 millones de litros.
En cuanto a la producción anual de quesos de pasta semidura fue en 2010 de
173.522 toneladas y en 2012 de 200.779 toneladas, indicando un aumento del
15,7%. En estas cifras se incluye la producción de queso Pategrás Argentino
(Ministerio de Agricultura, Ganadería y Pesca, 2013).
La fabricación de quesos es muy antigua y a lo largo de los años se ha ido
modificando y refinando. Por muchos años se mantuvo la producción de manera
artesanal, hasta la aplicación de las bases científicas que comenzaron a principios
del siglo XX, permitiendo la producción de quesos a gran escala.
A lo largo de los años, se han desarrollado un número muy grande de variedades
de quesos, y aunque todas comparten una tecnología básica común, en algunos
8
casos solo se diferencian en muy pocos aspectos y residen solamente en la forma
o tipo de envasado (Varnam y Sutherlan, 1994).
Es por esto, que la tecnología de elaboración de quesos con ojos en nuestro país
es uno de los desafíos al cual tanto los tecnólogos queseros, como los propietarios
de las empresas lácteas, deben enfrentarse a diario. Surge así la necesidad de
investigar y realizar pruebas con los procesos de estos tipos de quesos y así
poder estandarizar una tecnología adecuada y poder tener en Argentina productos
con características similares (Gauna, 2005).
2.5 Calidad de leche para la elaboración de quesos
Durante la elaboración y maduración de los quesos pueden ocurrir procesos que
no son deseados. Cuando ocurre esto, trae consecuencias como aparición de
defectos tanto en la masa como en la corteza, que le dan un aspecto negativo
tanto en sabor, aroma y aspecto.
Es fundamental los cuidados en la elaboración, tanto en la calidad microbiológica
como fisicoquímica de la leche, los insumos utilizados y la higiene en el proceso.
Es importante evitar la presencia de sustancias que puedan inhibir el desarrollo de
bacterias constitutivas de los fermentos lácticos, o las etapas de coagulado y
desuerado. La presencia de todo tipo de antimicrobianos, que pueden llegar a la
leche por el tratamiento de animales enfermos o por la limpieza de los equipos de
ordeño, puede provocar la inhibición de los fermentos (Reinheimer y Zalazar,
2006).
En cuanto a la calidad de la leche utilizada en quesería, se estipulan límites que
permiten obtener buenos resultados en los distintos tipos de quesos con ojos.
Estos son:
- Recuento total de microorganismos en leche cruda (previo a tratamiento
térmico) menor a 100.000 cél/ml.
9
- Recuento de células somáticas: menor a 200.000 células/ml
- Recuento de bacterias esporuladas menor a 100 esporas/litro
- Ausencia de Listeria monocytogenes en 25g
El desarrollo de bacterias psicrótrofas generará un aumento significativo de la
proteólisis, provocando perdida de rendimiento y una mayor dificultad a la aptitud
casearia de la leche (mayor estabilidad de la micela de caseína frente a la acción
del coagulante).
La ausencia de sustancias inhibidoras es fundamental para el correcto
funcionamiento de los fermentos utilizados y del resto de bacterias de la leche que
cumplirán un rol fundamental durante la etapa de afinado del queso (flora
secundaria).
Parámetros fisicoquímicos de la leche:
Desde el punto de vista físico-químico, la leche deberá presentar estos
valores como:
Acidez: 15-18ºD
pH: 6.75- 6.78
Proteína: 3,1- 3,4 % p/p
Materia grasa: mín. 3g / 100 cm3
Descenso crioscópico: máx. 0,512ºC
Sólidos totales: mínimo 11% p/p
Sólidos no grasos: mínimo 8,20 % p/p (Gauna, 2005).
10
2.6 Tecnología de fabricación
El proceso tecnológico de los quesos con ojos ha ido cambiando a lo largo de los
años, y los especialistas y maestros queseros han ido eligiendo y diseñando las
mejores tecnologías que se pueden aplicar para obtener productos de la mejor
calidad y que al consumidor les sea atractivo para la compra. El proceso de
fabricación del queso Pategrás Argentino podría resumirse en los siguientes
pasos:
Tratamiento previo de la leche / Operaciones Preliminares
Higienización y estandarización de la leche
Normalmente se utilizan equipos centrífugos que, además de realizar la
higienización, permiten la estandarización o normalización de la materia grasa. Se
realiza la estandarización de la materia grasa en función del tenor proteico de la
leche. Se utiliza el rango de 0.90-0.92 como relación materia grasa/materia
proteica. La variabilidad cuantitativa de la materia grasa incide sobre la aptitud al
desuerado, el rendimiento y la calidad del producto; como así también sobre la
aptitud de la coagulación. Del mismo modo, puede disminuir la velocidad de
drenaje del suero (Gauna, 2005).
El Código Alimentario exige la pasteurización de la leche para quesos que tienen
un proceso de maduración inferior a 60 días.
Aunque se cree que el queso hecho con leche no pasteurizada tiene mejor aroma
y sabor, la mayoría de los fabricantes pasteurizan la leche para evitar el riesgo que
puede incluir no pasteurizarla, debido a la calidad microbiológica con que llegan
las leches de los tambos. La pasteurización debe ser suficiente para destruir las
bacterias capaces de afectar la calidad del queso, como los coliformes, que
causarían hinchazón y olor desagradable. El tratamiento generalmente utilizado es
High Temperature, Short Time (HTST). El proceso implica el calentamiento de la
leche hasta 72ºC-73ºC con un tiempo de mantenimiento de 15-20 segundos antes
de proceder a su enfriamiento. La enzima fosfatasa es destruida con este proceso,
11
por ello se utiliza la prueba de fosfatasa para comprobar si la leche fue
correctamente pasteurizada. El resultado de la prueba debe ser negativo, ya que
no debe existir actividad de esta enzima en la leche (Tetra Pack, 2003).
Aditivos
Los aditivos generalmente agregados a la leche en este tipo de tecnología
pueden ser: sales para restablecer el equilibrio del calcio en la leche, sales
inhibidoras para el control de determinados microorganismos, ácidos utilizados
solos o como suplemento de ácido láctico y colorante.
Las sales de calcio presentes entre la fase soluble, la coloidal y del complejo de
fosfocaseinato cálcico establecen un equilibrio muy delicado e influyen en el
fenómeno de la coagulación. Cuando existe una alteración de este equilibrio por
alguna manipulación como tratamiento térmico, enfriamiento, etc., se suele recurrir
a la adición de sales cálcicas. La mejor forma de asegurar la distribución
homogénea del calcio en la leche consiste en adicionarlo en forma disuelta. Las
cantidades deben estar exactamente medidas ya que si se añade una cantidad
excesiva se provoca la precipitación de las caseínas y, por el contrario, si se
añade una cantidad insuficiente, la cuajada formada es menos flexible (Scott,
1991).
Los microorganismos capaces de formar esporas, cuando se encuentran en dicho
estado, sobreviven a la pasteurización y pueden causar serios problemas durante
el proceso de maduración. Un ejemplo de estos es el Clostridium tyrobutyricum,
que forma ácido butírico y grandes volúmenes de gas hidrógeno por fermentación
del ácido láctico. Este gas destruye completamente la textura del queso, sin contar
el hecho de que el ácido butírico tiene un olor desagradable. Un tratamiento más
intenso podría reducir el riesgo de contaminación con estas esporas pero
deterioraría las propiedades queseras (Tetra Pack, 2003).
Para evitar el crecimiento de estos clostridios productores de gas, que provocan la
hinchazón de los quesos, se utilizan sales inhibidoras. Uno de los utilizados es el
12
nitrato sódico. La combinación de la sal y el nitrato en el queso evita el crecimiento
de bacterias butíricas pero no influye sobre las bacterias lácteas (Scott, 1991). Sin
embargo, tienen cierta incidencia en la inhibición de la flora propiónica deseada en
el queso para la producción de dióxido de carbono que genera los ojos y también
contamina las salmueras.
La lisozima es utilizada para evitar el crecimiento de clostridios en quesos
curados, duros, y contribuye a evitar defectos en el aroma y estructurales como la
hinchazón tardía. Está aprobado para su utilización en muchos países, incluida la
Unión Europea donde se puede utilizar como un aditivo y debe ser etiquetada en
el producto final. En leches con más de 500 esporas por litros, es necesario actuar
para prevenir hinchazón tardía. Cuando los rodeos están alimentados con
ensilados los peligros aumentan (Chr. Hansen, 2015).
Se aconseja no adicionar más de 25-30 gramos por 1000 litros de leche. Su
principal objetivo es evitar la proliferación de clostridios (productores de gas)
(Gauna, 2005).
El color de la leche y del queso es una característica muy importante ya que los
hace a ambos más atractivos para el consumidor. El color de la leche pasa al
queso con mayor intensidad por efecto de la concentración. A las leches
excesivamente blancas se les suele añadir colorante. En la leche existen dos
colores que son importantes, el debido a la riboflavina que se encuentra
principalmente en el suero y el del caroteno que es el pigmento carotenoide
presente en la grasa. La riboflavina, cuando se encuentra disuelta, posee un color
amarillo-verdoso-fluorescente que es lo que le da cierta tonalidad verdosa a la
cuajada. La mayor parte de este color se pierde en el suero. Igualmente, esta no
contribuye de forma considerable al color. El color amarillo naranja intenso debido
a los pigmentos carotenoides es mucho más importante. El color de las leches de
verano es muy diferente al de las de invierno. El quesero trata siempre de
mantener en el queso la misma tonalidad de color a lo largo del año y suele añadir
13
para ello a las leches de invierno colorantes a base de carotenos. Estos no tienen
influencia sobre el bouquet y el aroma (Scott, 1991).
El Código Alimentario Argentino permite el agregado de colorantes, la
concentración depende del mismo y del gusto del fabricante.
Starter
Una vez que la leche sale del pasteurizador ya higienizada y estandarizada, se
enfría a unos 30°C (aproximadamente) lo que va a inducir el crecimiento del
starter después de la siembra. También se le agregan los aditivos mencionados
anteriormente según la elección del maestro quesero.
Los starters se utilizan principalmente para transformar la lactosa en ácido láctico.
Este ácido reduce el pH del medio facilitando toda la serie de reacciones que
tienen lugar durante la elaboración del queso. En segundo lugar, las enzimas de
los starters bacterianos vivos o muertos provocan la degradación de los diversos
componentes de la leche permitiendo la producción de precursores de toda una
serie de sustancias que son las responsables de la textura, el sabor y el aroma del
queso.
Las tres actividades más importantes de los starters bacterianos son las
siguientes:
Glicólisis: es la transformación de la lactosa en ácido láctico. Esta acidificación
interviene como factor de coagulación de la leche y de la sinéresis de la cuajada.
Proteólisis: consiste en la degradación de las cadenas proteicas en sustancias
más sencillas como peptonas, péptidos, aminoácidos, etc.
Lipólisis: mediante la hidrolisis de los ácidos grasos presentes en la grasa de la
leche y transformación de cetoácidos, cetonas, esteres, etc., algunos de los cuales
son responsables del sabor y el aroma del queso.
14
Un starter puede estar constituido por el cultivo de una única cepa bacteriana o
por dos, tres, o más tipos de bacterias. La elección del cultivo en cuestión
depende de la variedad de queso a elaborar. El starter se elige de acuerdo con la
actividad que de él se espera (Scott, 1991).
Para el caso de los quesos como Pategrás los fermentos utilizados son en un alto
porcentaje termófilos. Principalmente son mezclas de Streptococcus thermophilus,
Lactobacillus lactis, Lactobacillus bulgaricus, Lactobacillus helveticus que se
adaptan perfectamente a la tecnología utilizada (temperaturas, pH). También
existe la posibilidad de adicionar bacterias mesófilas homofermentativas y
fermentadoras de citrato, con el objetivo de enriquecer la carga enzimática que
participará en la proteólisis secundaria y fina, y también contribuirán a la
producción de dióxido de carbono necesaria para la formación de ojos
(Lactobacillus lactis subespecie diacetylactis) y a la reducción de azúcares
residuales.
La producción de gas (dióxido de carbono) es fundamental en este tipo de
tecnología. Esta comienza cuando el pH llega a 5.40-5.30. Es necesario un medio
ácido para la biosíntesis de diacetilo por parte de las bacterias lácticas. La
producción de este es óptima a 21ºC. Es importante enfriar el producto por debajo
de los 7ºC para reducir la actividad de la diacetilo reductasa.
Las bacterias acido lácticas que no forman parte del starter y las bacterias
fermentadoras de citratos, comenzarán a producir gas durante la primera etapa del
afinado. Esta etapa se desarrollará a baja temperatura y por este motivo la fase
acuosa del queso no se verá saturada, de este modo no podremos visualizar la
apertura de la masa hasta que los quesos sean colocados en la cámara caliente.
Los fermentos propiónicos utilizados son generalmente de uso directo en tina,
están compuestos en su mayoría por Propionibacterium shermanii y
Propionibactiruim globosum. Son bastones que alcanzan hasta 6 micrones de
largo, gram positivos, inmóviles. Los productos de su fermentación comprenden
combinaciones de ácido propiónico, ácido acético y dióxido de carbono.
15
El fermento base utilizado, tiene como función producir la hidrolisis de la lactosa y
fermentar los azucares que la componen dando lugar a la formación de ácido
láctico. A partir de este se formará lactato de calcio, el cual es utilizado por las
bacterias propiónicas para producir: ácido propiónico, ácido acético, dióxido de
carbono y agua. El dióxido de carbono es el responsable de la formación de ojos
durante la maduración del queso.
Los tipos de ojos que se desean en este tipo de tecnología, se forman a través de
la fermentación del lactato a propionato, acetato y anhídrido carbónico que llevan
a cabo las bacterias propiónicas y que son característicos de este tipo de quesos.
La ausencia de estos ojos en muchos casos, puede ser debida a distintos
problemas durante la elaboración. Uno de los más comunes es la poca
disponibilidad de lactato, que se encuentra asociada a la utilización de
Streptococcus Thermophillus como fermento primario, que no posee la capacidad
de fermentar la galactosa a lactato (Reinheimer y Zalazar, 2006).
La dosis del fermento es variable y va desde 2 a 8 gramos por 1000 litros de
leche. Hay que controlar dos parámetros fundamentales: el pH del queso al
ingresar a salmuera, que no debe ser inferior a 5.20 (ideal 5.20-5.25); y las
temperaturas de maduración (fundamental). Cuando el queso pasa a cámara
caliente, está este en una temperatura de 16-22ºC, siendo el rango óptimo de 20-
22ºC (Gauna, 2005).
En la preparación de los microorganismos para agregarlos a la tina, se utiliza un
proceso llamado premaduración de la leche. Este consiste en dejar actuar a los
starters para recuperar características fisicoquímicas y microbiológicas que fueron
anteriormente anuladas por la refrigeración de la leche (Reinheimer, 1994).
Coagulante
Una vez realizada la siembra de los fermentos y el agregado de los aditivos, se
deja madurar la leche con estos agregados y luego se procede al agregado del
coagulante.
16
Según las experiencias realizadas en las plantas pilotos del Instituto de Tecnología
Industrial (INTI), se recomienda utilizar para la producción de quesos con ojos:
cuajo animal de alto porcentaje de quimosina, por ejemplo, mayor al 75% de
quimosina bovina; o coagulante microbiano termolábil; o quimosina producida por
recombinación genética.
En la etapa de coagulación el maestro quesero deberá poner su máxima atención
para determinar el punto de aparición de los primeros flóculos, lo cual indica que al
menos un 80 % de la k-caseína ha sido hidrolizada y está casi culminando la fase
enzimática de la coagulación. A partir de este momento se dará lugar a las fases
químicas de agregación que permitirán la formación del gel enzimático. El maestro
quesero deberá considerar el tiempo en que se produce el punto de floculación (en
minutos), como el 60-70% del tiempo total de coagulación, el restante 40-30%
será el tiempo de endurecimiento de la cuajada, esta relación será conservada
independientemente del tipo de cuajo o coagulante utilizado (Gauna, 2005).
Corte y desuerado
Para determinar el momento en que se pueda comenzar a cortar la cuajada, los
queseros generalmente introducen en ella su mano o una varilla para provocar un
corte. Cuando se obtiene un corte limpio y con suero de color verdoso indican que
ha llegado el momento adecuado para el corte. Si lo que se obtiene no es limpio
sino irregular y si el suero es de color blanquecino, el coágulo es todavía
demasiado blando.
Luego se realiza el corte con la lira. El tamaño del grano se describe generalmente
en las recetas. La agitación al principio debe ser suave hasta que se haya
eliminado la primera fracción de suero. Una vez que el recubrimiento de las
partículas de cuajadas haya adquirido un aspecto membranoso la velocidad de
agitación puede aumentarse.
17
Cocción y lavado de masa o deslactosado.
La cocción de la cuajada provoca la contracción de la matriz proteica con siguiente
eliminación de una nueva fracción de suero. El incremento de la temperatura en la
cuajada acelera el metabolismo de las bacterias, y con esto aumenta la
producción de ácido láctico, el pH desciende, y esta acidez facilita la retracción de
las partículas lo que provoca una nueva expulsión de suero (Scott, 1991).
El lavado de masa se realiza para favorecer la eliminación de la lactosa de la
cuajada. Esta operación regulará el pH final de la misma, evitando valores bajos
que pueden provocar efectos negativos en las características de la masa.
Una vez que se consigue la acidez y firmeza deseadas en la cuajada, se elimina el
suero residual de la cuajada de distintas maneras. Una manera es separar
directamente de la tina de cuajado, cuando se trabaja con tinas abiertas operadas
manualmente. Luego del drenado del suero se realiza el moldeado. Otra forma de
drenar el suero es mediante bombeo de la mezcla cuajada/suero a través de un
escurridor vibratorio rotatorio, donde los granos se separan de la cuajada y se
descargan directamente en los moldes (Tetra Pack, 2003).
Prensado
Después de haber sido moldeada o dispuesta en moldes, la cuajada se somete a
un prensado final, que tiene cuatro objetivos: ayudar a que se produzca la
expulsión final del suero; conseguir una determinada textura; darle forma al queso
y proporcionarle una corteza que tendrá un largo periodo de maduración. La
velocidad del presando y la presión que se le podrá aplicar va a estar determinada
por el tipo particular de queso (Tetra Pack, 2003).
Salado
Una vez prensados, se lleva a la etapa de salado. El objetivo de este es conseguir
en el queso una concentración de sal de 1,5-2,5%. En algunos quesos se
18
pretenden concentraciones superiores. Con esta etapa se detiene la acidificación
(Scott, 1991).
Maduración
Una vez que se termina la etapa de salado sufren una serie de procesos de
naturaleza microbiológica, bioquímica y física. Estos cambios afectan tanto a la
lactosa, como a las proteínas y la grasa, y constituye un ciclo de maduración que
varía ampliamente entre los quesos duros, semiduros, y blandos. En esta etapa se
deben respetar los tiempos, temperaturas, humedades y demás factores de la
maduración
Los principales eventos que se desarrollan en la maduración son la proteólisis y la
degradación de azúcares. La primera es el principal fenómeno dado que afecta a
la textura y el flavor. Se produce la degradación de proteínas de la cuajada y
producción de metabolitos secundarios (proteólisis primaria y secundaria). Y la
degradación de azucares, a través de la glicólisis va a producir el dióxido de
carbono y otros productos secundarios, que generarán los ojos en el queso
(Gauna, 2005).
19
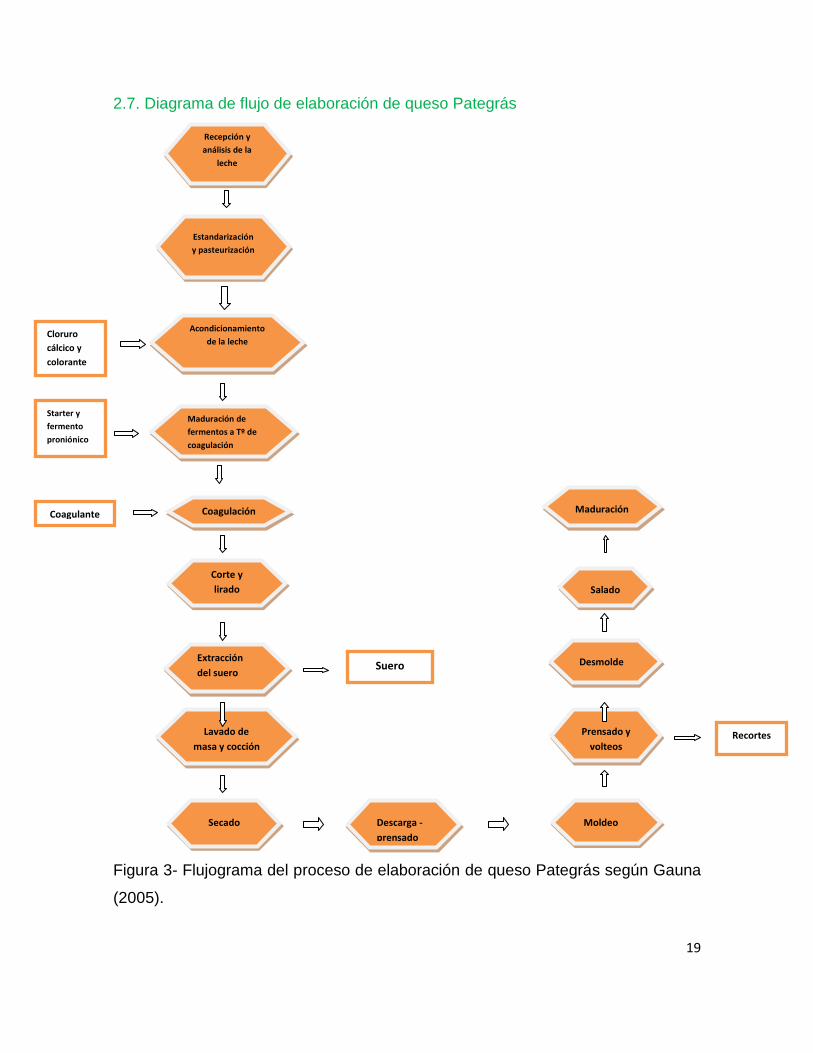
2.7. Diagrama de flujo de elaboración de queso Pategrás
Figura 3- Flujograma del proceso de elaboración de queso Pategrás según Gauna
(2005).
Recepción y
análisis de la
leche
Estandarización
y pasteurización
Maduración de
fermentos a Tº de
coagulación
Starter y
fermento proniónico
Coagulación
(32ºC) Coagulante
Corte y
lirado
Extracción
del suero
Lavado de
masa y cocción
Secado Descarga -
prensado
Moldeo
Prensado y
volteos
Desmolde
Salado
Maduración
Acondicionamiento
de la leche Cloruro
cálcico y
colorante
Recortes
Suero
20
3. MATERIALES Y MÉTODOS
El presente trabajo se llevó a cabo en el periodo mayo-julio. Se realizó en una
fábrica de productos lácteos de la ciudad de Castelli, que se encuentra localizada
al sudeste de la Provincia de Buenos Aires. Está ubicada en una zona con
predominio de tambos bovinos y con implantación de fábricas productoras de
alimentos lácteos. La planta elabora quesos de pasta dura, semidura y blanda,
ricota y dulce de leche. Procesa alrededor de 50.000 litros de leche/día en la
época de mayor producción (invierno) y en verano alrededor de 35.000 litros de
leche/día. Los productos elaborados se comercializan principalmente en la zona
de Mar del Plata y Buenos Aires.
Se analizaron 8 elaboraciones, que equivalen a la producción de 8 tinas de 1.000
litros de leche. De cada tina se muestrearon 4 hormas de aproximadamente 4kg
de queso Pategrás. En cada elaboración se introdujeron diferentes variantes del
proceso tecnológico básico utilizado en la fábrica. Las variables analizadas fueron:
marca del fermento utilizado, tiempo de maduración, cantidad de agua agregada
para el lavado de la masa y tiempo de cocción de la masa.
3.1 Caracterización de la producción clásica de queso Pategrás en fábrica
La leche se almacenó en silos a 5-6°C y se le realizaron controles de presencia de
inhibidores, composición porcentual (materia grasa, proteína y sólidos no grasos)
crioscopía y densidad.
Posteriormente se realizó una pasteurización a alta temperatura o Long Time,
High Temperatura (LTHT) que consistió en aplicar 72ºC durante 15 segundos.
Luego de pasar por el pasteurizador se le extrajo un porcentaje de grasa,
dependiendo de su composición, para obtener una relación grasa/proteína de 0.90
aproximadamente. Se procedió al llenado de la tina y en este punto se le midió el
pH a la leche. Mientras se llenó la tina se agregaron 225 g de calcio, 20 g de
lisozima y 80 mililitros de colorante.
21
Starter: La fábrica utiliza generalmente tanto starter primario como secundario
(para producción de ácido propiónico) de la marca comercial “El Maestro
Quesero”. Se realizó la siembra al inicio del llenado de la tina y una vez que
finalizó el llenado se controló la temperatura óptima de coagulación de la leche
(32ºC).
Coagulación y tratamiento de la cuajada: Luego se agregaron 80 mililitros de cuajo
animal, 75% quimosina bovina; se agitó unos segundos para que se distribuya
homogéneamente en toda la tina y se hizo reposar la leche. El quesero controló la
cuajada y cuando consideró que estaba lo suficientemente firme comenzó a
cortarla con la lira y al finalizar el lirado comenzó la agitación.
Luego se realizó el lavado de la masa que consistió en la extracción de un
porcentaje de suero (aproximadamente 30 %) para lo cual se agregó una cantidad
de 150 litros de agua aproximadamente. Se midió la acidez por el método
titulación, antes y después de agregar el agua. Continuó la agitación y se realizó la
cocción, para lo cual se elevó la temperatura de 32ºC a 42ºC. Se calcula que debe
aumentar 1ºC cada 2 minutos aproximadamente para una cocción adecuada. Una
vez que se llegó a esta temperatura se dejó secar la masa, alrededor de unos 20-
25 minutos.
Moldeo, prensado, salado y maduración: Se colgó en tela suiza. Allí también se
dejó reposar durante 15-20 minutos. Se cortó la masa colocándola en moldes de 4
kg y se midió el pH. Se prensó, se volteó dos veces y se controló el pH cada
media hora aproximadamente hasta que llegó a un pH de 5.40-5.65. Se estacionó
en cámara hasta el día siguiente que se llevó a salmuera donde permanecieron un
día por kg de queso aproximadamente.
Al finalizar el salado, se realizó la maduración en cámara fría (8ºC - 10ºC) y se
dejó al menos 10 -11 días. Luego se pasaron a la cámara caliente (19ºC - 21ºC)
hasta cumplir al menos 45 días de maduración. Se controló la temperatura de las
cámaras todos los días para ajustar las desviaciones de temperatura y se le
22
realizó un análisis de apariencia general a los quesos por si presentaban
rajaduras, deformaciones, manchas, etc.
3.2 Variaciones en el proceso tradicional de queso Pategrás
En este ensayo realizado en la planta se llevaron a cabo 8 procesos de
elaboración, a partir de los cuales se obtuvieron 32 muestras de queso (4 de cada
elaboración).
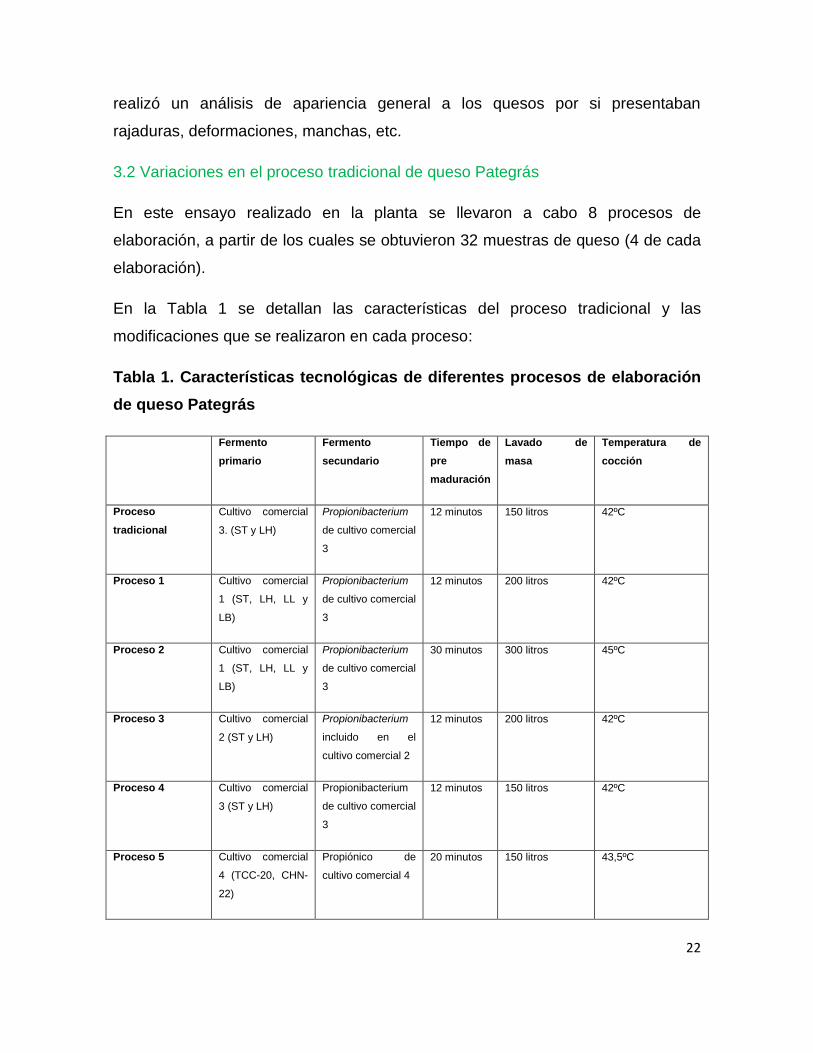
En la Tabla 1 se detallan las características del proceso tradicional y las
modificaciones que se realizaron en cada proceso:
Tabla 1. Características tecnológicas de diferentes procesos de elaboración
de queso Pategrás
Fermento
primario
Fermento
secundario
Tiempo de
pre
maduración
Lavado de
masa
Temperatura de
cocción
Proceso
tradicional
Cultivo comercial
3. (ST y LH)
Propionibacterium
de cultivo comercial
3
12 minutos 150 litros 42ºC
Proceso 1 Cultivo comercial
1 (ST, LH, LL y
LB)
Propionibacterium
de cultivo comercial
3
12 minutos 200 litros 42ºC
Proceso 2 Cultivo comercial
1 (ST, LH, LL y
LB)
Propionibacterium
de cultivo comercial
3
30 minutos 300 litros 45ºC
Proceso 3 Cultivo comercial
2 (ST y LH)
Propionibacterium
incluido en el
cultivo comercial 2
12 minutos 200 litros 42ºC
Proceso 4 Cultivo comercial
3 (ST y LH)
Propionibacterium
de cultivo comercial
3
12 minutos 150 litros 42ºC
Proceso 5 Cultivo comercial
4 (TCC-20, CHN-
22)
Propiónico de
cultivo comercial 4
20 minutos 150 litros 43,5ºC
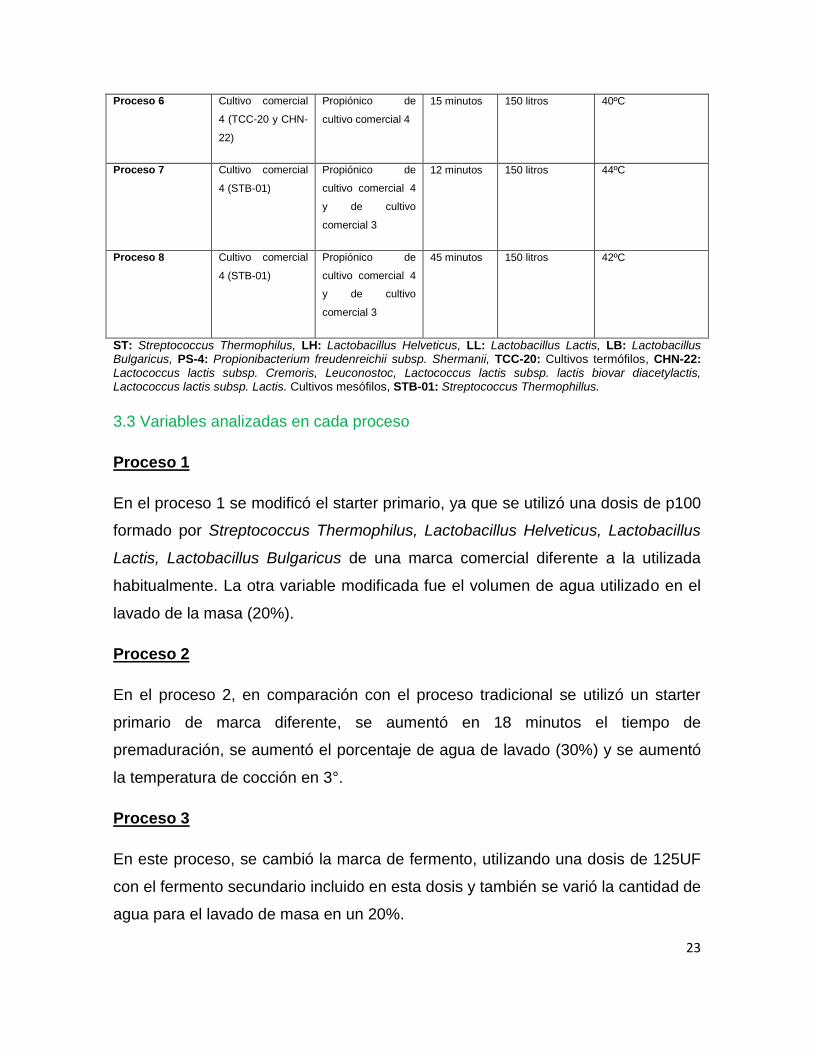
23
Proceso 6 Cultivo comercial
4 (TCC-20 y CHN-
22)
Propiónico de
cultivo comercial 4
15 minutos 150 litros 40ºC
Proceso 7 Cultivo comercial
4 (STB-01)
Propiónico de
cultivo comercial 4
y de cultivo
comercial 3
12 minutos 150 litros 44ºC
Proceso 8 Cultivo comercial
4 (STB-01)
Propiónico de
cultivo comercial 4
y de cultivo
comercial 3
45 minutos 150 litros 42ºC
ST: Streptococcus Thermophilus, LH: Lactobacillus Helveticus, LL: Lactobacillus Lactis, LB: Lactobacillus Bulgaricus, PS-4: Propionibacterium freudenreichii subsp. Shermanii, TCC-20: Cultivos termófilos, CHN-22: Lactococcus lactis subsp. Cremoris, Leuconostoc, Lactococcus lactis subsp. lactis biovar diacetylactis, Lactococcus lactis subsp. Lactis. Cultivos mesófilos, STB-01: Streptococcus Thermophillus.
3.3 Variables analizadas en cada proceso
Proceso 1
En el proceso 1 se modificó el starter primario, ya que se utilizó una dosis de p100
formado por Streptococcus Thermophilus, Lactobacillus Helveticus, Lactobacillus
Lactis, Lactobacillus Bulgaricus de una marca comercial diferente a la utilizada
habitualmente. La otra variable modificada fue el volumen de agua utilizado en el
lavado de la masa (20%).
Proceso 2
En el proceso 2, en comparación con el proceso tradicional se utilizó un starter
primario de marca diferente, se aumentó en 18 minutos el tiempo de
premaduración, se aumentó el porcentaje de agua de lavado (30%) y se aumentó
la temperatura de cocción en 3°.
Proceso 3
En este proceso, se cambió la marca de fermento, utilizando una dosis de 125UF
con el fermento secundario incluido en esta dosis y también se varió la cantidad de
agua para el lavado de masa en un 20%.
24
Proceso 4
En el proceso 4 se utilizó la misma marca de fermento que habitualmente se utiliza
en la fábrica pero se dobló la cantidad de fermento secundario, controlando las
condiciones, para poder comparar luego los quesos juntos.
Proceso 5
En el proceso 5, para comparar con el proceso tradicional, se utilizó una
tecnología de fermentos diferente, indicada por el fabricante del cultivo comercial
4. Se elaboró con 50 unidades de cultivos termófilos, 50 unidades de cultivos
mesófilos y 1 unidad de fermento propiónico. También se aumentó el tiempo de
premaduración unos 7 minutos y se aumentó la temperatura de cocción 1,5ºC.
Proceso 6
En este proceso se variaron nuevamente los fermentos utilizando la tecnología del
fabricante del cultivo comercial 4. Se elaboró con 50 unidades de cultivos
termófilos, 25 unidades de cultivos mesófilos y 1 unidad de fermento propiónico.
En comparación con el proceso tradicional, se aumento unos 3 minutos el tiempo
de premaduración, la cantidad de agua de lavado de masa fue de un 20% y en la
cocción se bajó dos grados la temperatura.
Proceso 7
Para este proceso, se utilizaron 10 unidades de fermentos termófilos y como
starter secundario, ½ unidad de fermento propiónico y lo mismo de otra marca
para aumentar la proporción. También se varió la temperatura de cocción
aumentándola 2ºC.
Proceso 8
En el proceso 8 se utilizó 40 unidades del fermento termófilo y como starter
secundario ½ unidad de fermento propiónico de dos marcas diferentes. El tiempo
25
de premaduración en comparación con el proceso tradicional fue mayor, 45
minutos, por ser en una tina de 3500 litros, y se varió la temperatura a 40ºC.
3.4 Parámetros evaluados en las muestras de quesos
Se tomaron 4 hormas por cada proceso de elaboración y se procedió a realizar la
evaluación sensorial, que fue realizada por el jefe de producción de la fábrica,
quién cuenta con experiencia en el tema.
Apariencia exterior
Los descriptores fueron la forma del queso, observando que tuvieran un perfil
convexo y caras paralelas, sin deformaciones producidas por el moldeo; la
corteza/superficie, que debe ser lisa, de consistencia adecuada, sin grietas y de
color uniforme.
Apariencia interior
Se realizó un corte transversal a la mitad de la horma. Se tomó uno de los lados y
se evaluó el estado general de la masa, la distribución del color, distribución de la
sal, cantidad y distribución de ojos, tamaño y brillo. Luego se procedió a cortar una
loncha de al menos 10 a 15 mm de grosor, 6 cm de ancho y 15 cm de largo para
evaluar la elasticidad y flexibilidad de la masa y su consistencia. Luego se hizo
una degustación de la muestra para evaluar el sabor y el flavor, identificando
descriptores como el olor, gusto dulce, salado, amargo, ácido, si produce
sensación picante y su persistencia (Gauna, 2005).
26
4. RESULTADOS Y DISCUCIÓN
4.1 Elaboración de quesos
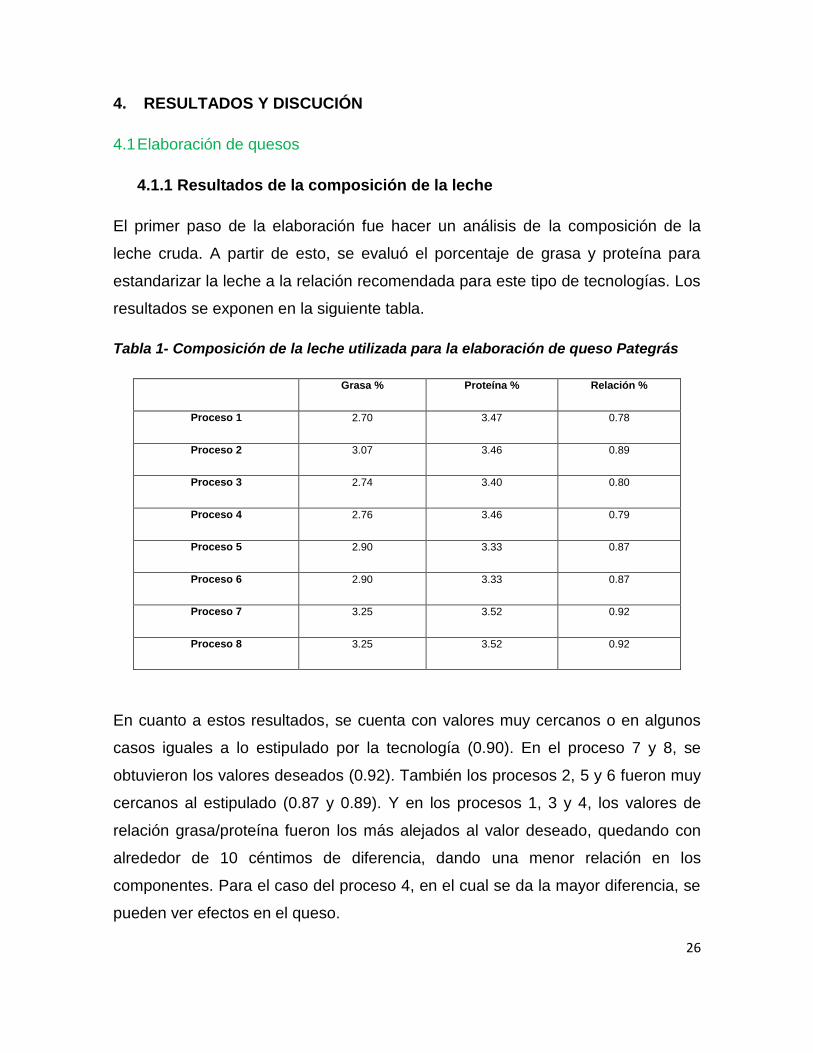
4.1.1 Resultados de la composición de la leche
El primer paso de la elaboración fue hacer un análisis de la composición de la
leche cruda. A partir de esto, se evaluó el porcentaje de grasa y proteína para
estandarizar la leche a la relación recomendada para este tipo de tecnologías. Los
resultados se exponen en la siguiente tabla.
Tabla 1- Composición de la leche utilizada para la elaboración de queso Pategrás
Grasa % Proteína % Relación %
Proceso 1 2.70 3.47 0.78
Proceso 2 3.07 3.46 0.89
Proceso 3 2.74 3.40 0.80
Proceso 4 2.76 3.46 0.79
Proceso 5 2.90 3.33 0.87
Proceso 6 2.90 3.33 0.87
Proceso 7 3.25 3.52 0.92
Proceso 8 3.25 3.52 0.92
En cuanto a estos resultados, se cuenta con valores muy cercanos o en algunos
casos iguales a lo estipulado por la tecnología (0.90). En el proceso 7 y 8, se
obtuvieron los valores deseados (0.92). También los procesos 2, 5 y 6 fueron muy
cercanos al estipulado (0.87 y 0.89). Y en los procesos 1, 3 y 4, los valores de
relación grasa/proteína fueron los más alejados al valor deseado, quedando con
alrededor de 10 céntimos de diferencia, dando una menor relación en los
componentes. Para el caso del proceso 4, en el cual se da la mayor diferencia, se
pueden ver efectos en el queso.
27
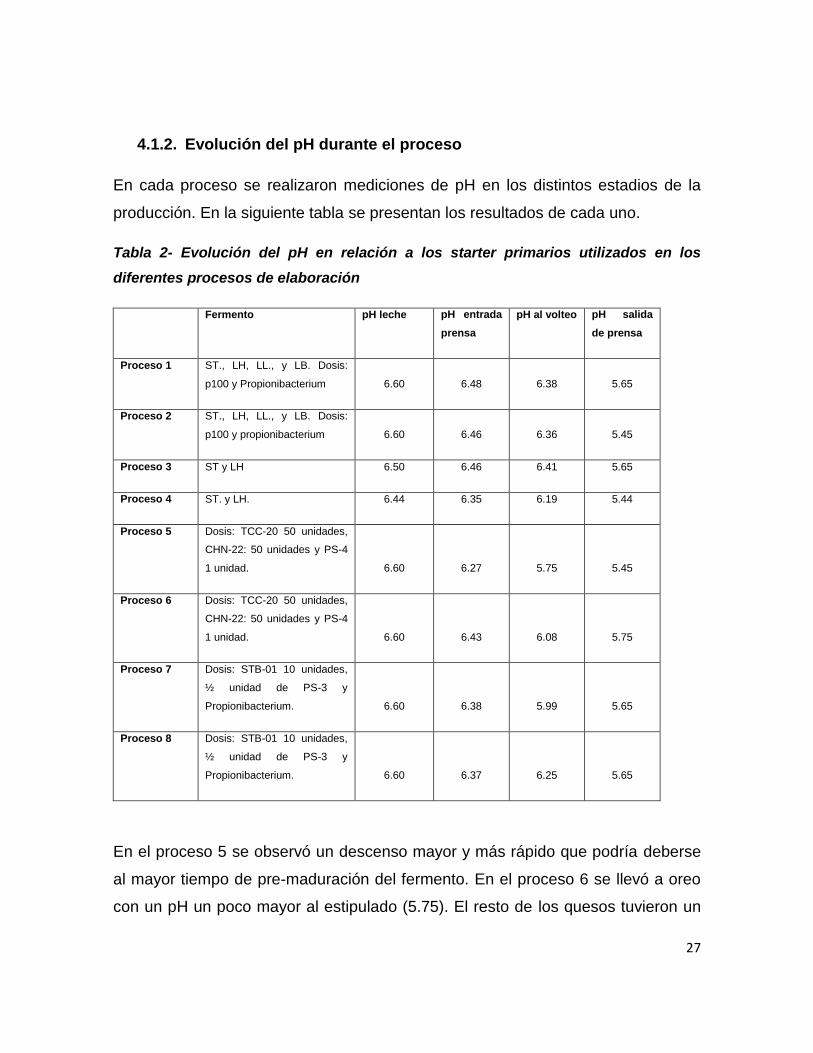
4.1.2. Evolución del pH durante el proceso
En cada proceso se realizaron mediciones de pH en los distintos estadios de la
producción. En la siguiente tabla se presentan los resultados de cada uno.
Tabla 2- Evolución del pH en relación a los starter primarios utilizados en los
diferentes procesos de elaboración
Fermento pH leche pH entrada
prensa
pH al volteo pH salida
de prensa
Proceso 1 ST., LH, LL., y LB. Dosis:
p100 y Propionibacterium 6.60 6.48 6.38 5.65
Proceso 2 ST., LH, LL., y LB. Dosis:
p100 y propionibacterium 6.60 6.46 6.36 5.45
Proceso 3 ST y LH 6.50 6.46 6.41 5.65
Proceso 4 ST. y LH. 6.44 6.35 6.19 5.44
Proceso 5 Dosis: TCC-20 50 unidades,
CHN-22: 50 unidades y PS-4
1 unidad. 6.60 6.27 5.75 5.45
Proceso 6 Dosis: TCC-20 50 unidades,
CHN-22: 50 unidades y PS-4
1 unidad. 6.60 6.43 6.08 5.75
Proceso 7 Dosis: STB-01 10 unidades,
½ unidad de PS-3 y
Propionibacterium. 6.60 6.38 5.99 5.65
Proceso 8 Dosis: STB-01 10 unidades,
½ unidad de PS-3 y
Propionibacterium. 6.60 6.37 6.25 5.65
En el proceso 5 se observó un descenso mayor y más rápido que podría deberse
al mayor tiempo de pre-maduración del fermento. En el proceso 6 se llevó a oreo
con un pH un poco mayor al estipulado (5.75). El resto de los quesos tuvieron un
28
descenso de pH progresivo y fueron llevados a oreo y salazón al alcanzar el
mismo valor de pH estipulado para esta variedad (pH: 5.40-5.65).
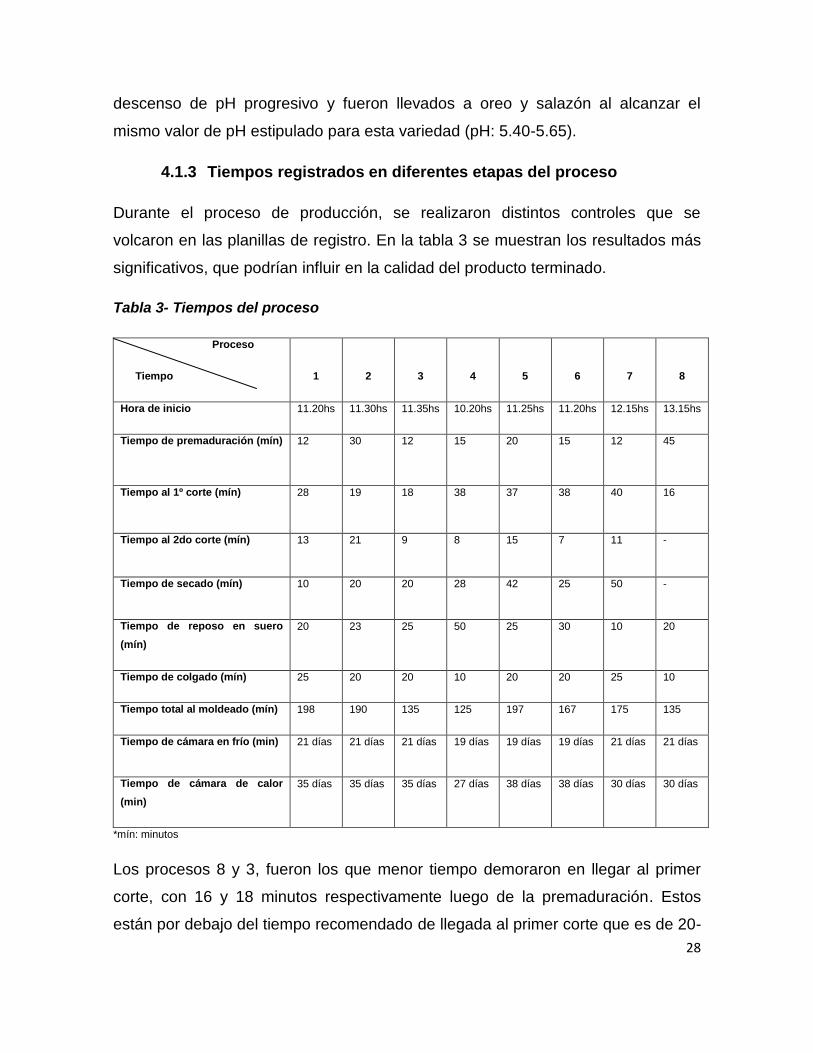
4.1.3 Tiempos registrados en diferentes etapas del proceso
Durante el proceso de producción, se realizaron distintos controles que se
volcaron en las planillas de registro. En la tabla 3 se muestran los resultados más
significativos, que podrían influir en la calidad del producto terminado.
Tabla 3- Tiempos del proceso
Proceso
Tiempo 1 2 3 4 5 6 7 8
Hora de inicio 11.20hs 11.30hs 11.35hs 10.20hs 11.25hs 11.20hs 12.15hs 13.15hs
Tiempo de premaduración (mín) 12 30 12 15 20 15 12 45
Tiempo al 1º corte (mín) 28 19 18 38 37 38 40 16
Tiempo al 2do corte (mín) 13 21 9 8 15 7 11 -
Tiempo de secado (mín) 10 20 20 28 42 25 50 -
Tiempo de reposo en suero
(mín)
20 23 25 50 25 30 10 20
Tiempo de colgado (mín) 25 20 20 10 20 20 25 10
Tiempo total al moldeado (mín) 198 190 135 125 197 167 175 135
Tiempo de cámara en frío (min) 21 días 21 días 21 días 19 días 19 días 19 días 21 días 21 días
Tiempo de cámara de calor
(min)
35 días 35 días 35 días 27 días 38 días 38 días 30 días 30 días
*mín: minutos
Los procesos 8 y 3, fueron los que menor tiempo demoraron en llegar al primer
corte, con 16 y 18 minutos respectivamente luego de la premaduración. Estos
están por debajo del tiempo recomendado de llegada al primer corte que es de 20-
29
30 minutos. Por otro lado, los procesos 4, 5, 6 y 7 con valores de 37 a 40 minutos,
excedieron en forma considerable el tiempo de primer corte de la masa.
El tiempo estipulado para el segundo corte es de 5-10 minutos. El que menor
tiempo demoró en llegar fue el proceso 6, con un valor de 7 minutos, quedando en
conjunto con los demás procesos dentro del tiempo adecuado, excepto por el
proceso 2, que fue el que reflejo el mayor tiempo, siendo 21 minutos y excediendo
el valor deseado.
En cuanto al tiempo que llevaron hasta el moldeado, se observa que los procesos
3, 4 y 8 fueron los que menos tiempo demoraron, en valores de 125-135 minutos.
En diferencia con los demás procesos, que llevaron desde 175 a 190 minutos
hasta el moldeo.
Los tiempos de secado, reposo en suero y colgado variaron en muchos casos, ya
que dependían de la producción de la fábrica, sus tiempos y la disponibilidad de
personal para realizar las etapas de cada tina de producción.
Los tiempos de maduración en cámara de frio y caliente, se realizaron a partir de
lo habitualmente empleado en la empresa, madurando con un mínimo de 45 días
los quesos (indicado por la tecnología) y un máximo de 60 días. La variación entre
la cámara de frío y caliente es lo que recomienda la tecnología, dejando al menos
10-11 días en cámara fría, y luego terminar la maduración en cámara caliente para
que se realice la fermentación propiónica y la producción de ojos en los quesos.
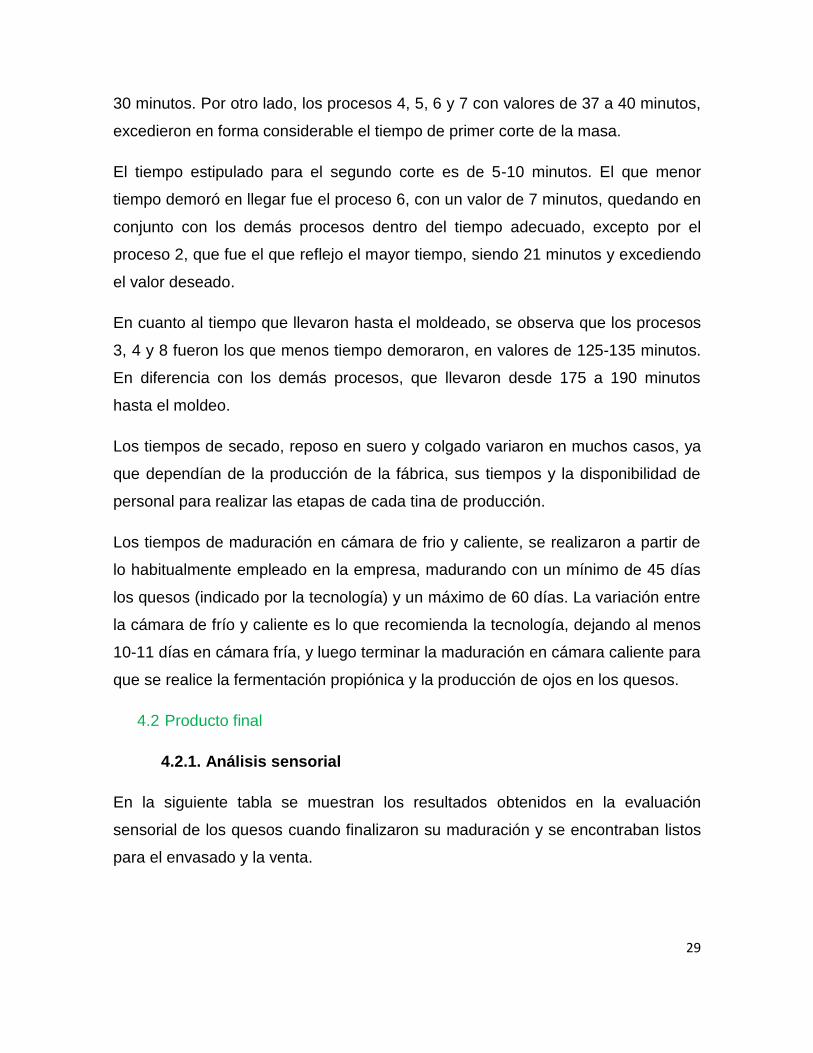
4.2 Producto final
4.2.1. Análisis sensorial
En la siguiente tabla se muestran los resultados obtenidos en la evaluación
sensorial de los quesos cuando finalizaron su maduración y se encontraban listos
para el envasado y la venta.
30
Tabla 4- Resultados de la evaluación sensorial.
Quesos Aspecto de
corteza
Características de
la masa
Formación de ojos Sabor Flavor
Proc. 1
Lisa,
consistencia
adecuada.
Elástica, buena
distribución del color.
Demasiado abundante,
fermentación excesiva.
Amargo Con gusto amargo,
no tiene olor
característico.
Proc. 2 Lisa,
consistencia
adecuada.
Elástica, buena
distribución del color.
Demasiado abundante,
fermentación excesiva.
Amargo Con gusto amargo,
no tiene olor
característico.
Proc. 3 Lisa,
consistencia
adecuada.
Falta de humedad en
la masa, poco
elástica.
Fermentaciones
indeseadas, y excesivas,
dieron formación a ojos
no característicos.
Sabor
amargo.
No tiene su flavor
característico.
Persistencia de gusto
amargo en la boca.
Olor no
característico.
Proc. 4 Lisa,
consistencia
adecuada.
Buena elasticidad. Crecimiento excesivo de
ojos, se formó un nido de
ojos.
Sabor fuerte,
un poco
amargo.
Flavor característico.
Proc. 5 Lisa,
consistencia
adecuada.
Masa característica,
buena flexibilidad.
No se observa desarrollo
de flora propiónica, ojos de
heteromermentantes solo
de la leche.
Buen sabor Flavor característico.
Proc.6 Lisa,
consistencia
adecuada.
Masa muy abierta,
con mayor humedad.
Exceso de ojos de mayor
diámetro.
Buen sabor,
con diferencia
debido a
distinta flora.
Flavor característico
Proc. 7 Lisa,
consistencia
adecuada.
Flexible, homogénea,
bien distribuida la sal.
Muchos ojos, algunos de
origen propiónico, otros
no.
Buen sabor,
suave como
es esperado.
Flavor característico
con buen aroma.
Proc. 8 Lisa,
consistencia
adecuada.
Flexible, buena
elasticidad y
homogeneidad al
corte. Un poco seca,
no deseado.
Buen tamaño, buena
cantidad, brillosos y
uniformemente
distribuidos.
Muy bueno,
suave como
es esperando.
Característico.
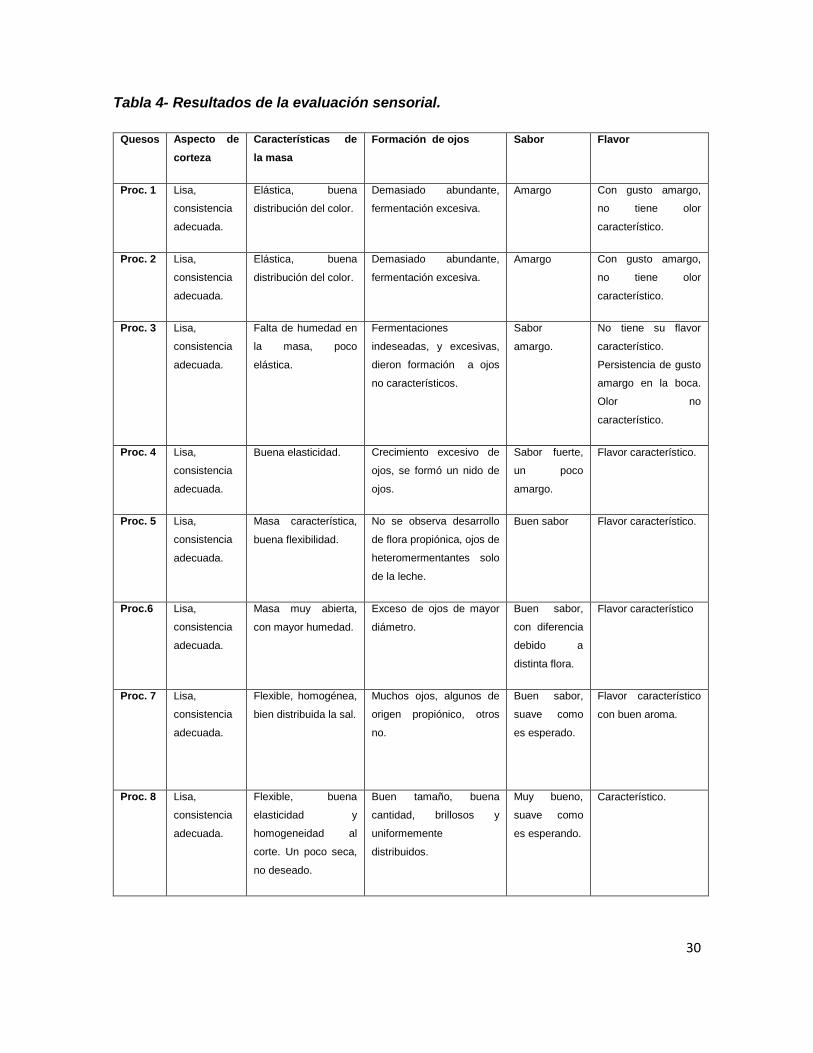
31
En el proceso 3 (figura 4), el único parámetro adecuado fue el aspecto de la
corteza. El sabor amargo se le puede atribuir al uso de una marca de fermentos
diferente a la tradicional de la empresa, que combina varias cepas de
microorganismos, lo cual también pudo provocar la formación excesiva de ojos. Al
variar la cantidad de agua para el lavado de la masa puede haber afectado
también a la acidificación y el crecimiento de los microorganismos. A su vez, el
tiempo transcurrido al corte fue de 18 minutos, que es menor que el estipulado
(20-30 minutos). Esto provocó que el desuerado haya sido más rápido y como
resultado le faltara humedad a la masa.
Figura 4: Queso obtenido en proceso 3
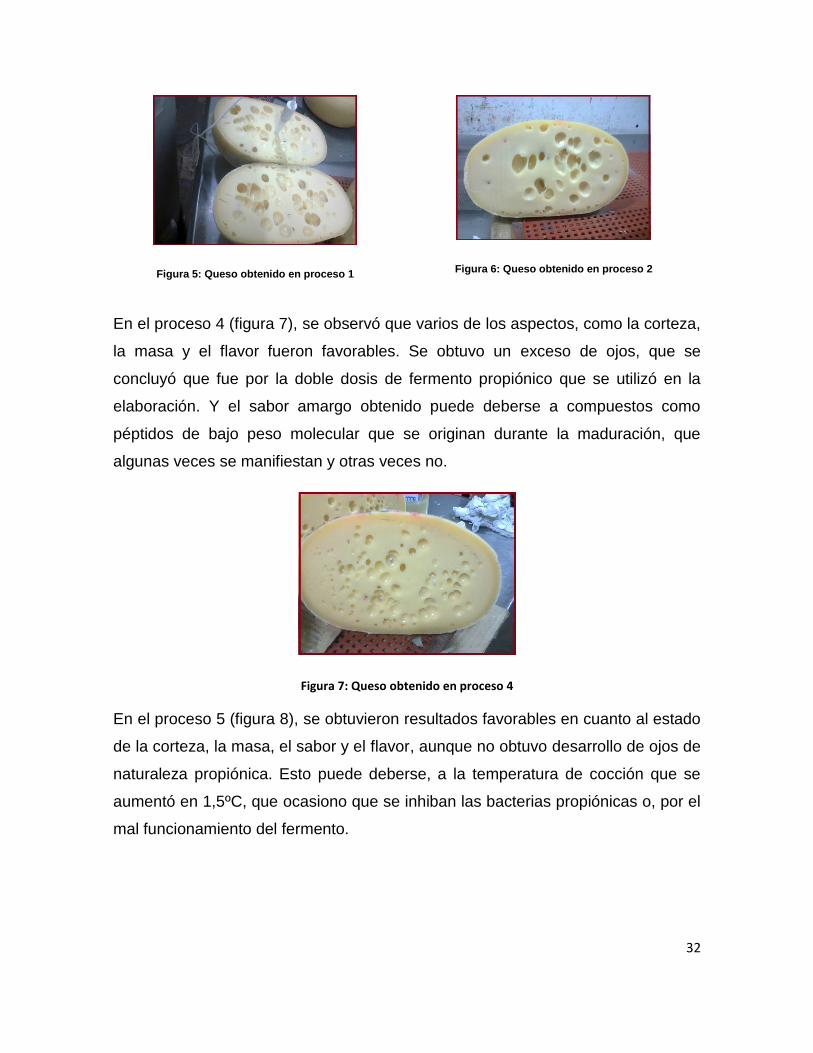
En los procesos 1 y 2 si bien el aspecto de la corteza y la masa eran adecuados,
se observó una excesiva formación de ojos, acompañada de un sabor y flavor
inadecuados. En estos procesos se variaron las marcas de los fermentos,
aportando otras cepas de microorganismos. Esto hizo que, tanto el sabor y flavor
de los quesos no sean los deseados. En el proceso 1 (figura 5), además, se varió
la cantidad de agua para el lavado de masa, lo cual tiene una influencia en la
acidificación, y por lo tanto, en la actividad de los microorganismos. En el caso del
proceso 2 (figura 6), al variarse tres parámetros a la vez, produjo que los
microorganismos no actuarán de la misma forma y con esto, produzcan un sabor
extraño, distinto al esperado. También una excesiva cantidad de ojos, de los
cuales no todos fueron producidos por las bacterias propiónicas agregadas.
32
Figura 5: Queso obtenido en proceso 1
Figura 6: Queso obtenido en proceso 2
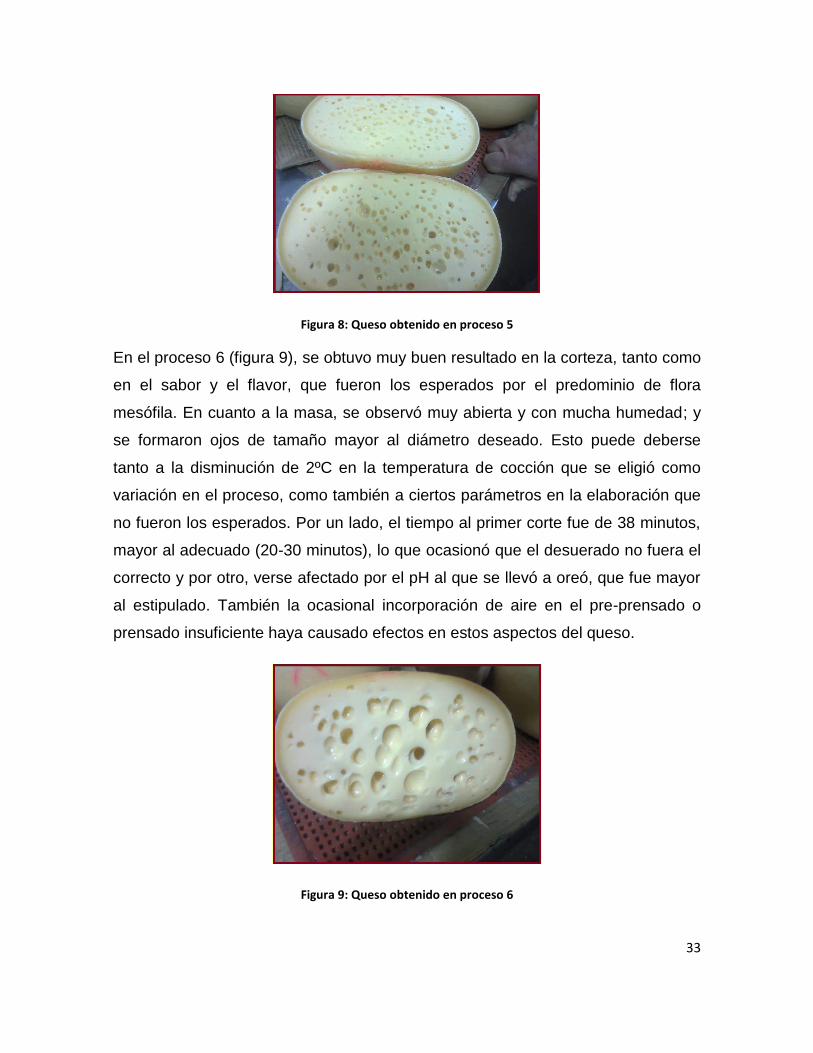
En el proceso 4 (figura 7), se observó que varios de los aspectos, como la corteza,
la masa y el flavor fueron favorables. Se obtuvo un exceso de ojos, que se
concluyó que fue por la doble dosis de fermento propiónico que se utilizó en la
elaboración. Y el sabor amargo obtenido puede deberse a compuestos como
péptidos de bajo peso molecular que se originan durante la maduración, que
algunas veces se manifiestan y otras veces no.
Figura 7: Queso obtenido en proceso 4
En el proceso 5 (figura 8), se obtuvieron resultados favorables en cuanto al estado
de la corteza, la masa, el sabor y el flavor, aunque no obtuvo desarrollo de ojos de
naturaleza propiónica. Esto puede deberse, a la temperatura de cocción que se
aumentó en 1,5ºC, que ocasiono que se inhiban las bacterias propiónicas o, por el
mal funcionamiento del fermento.
33
Figura 8: Queso obtenido en proceso 5
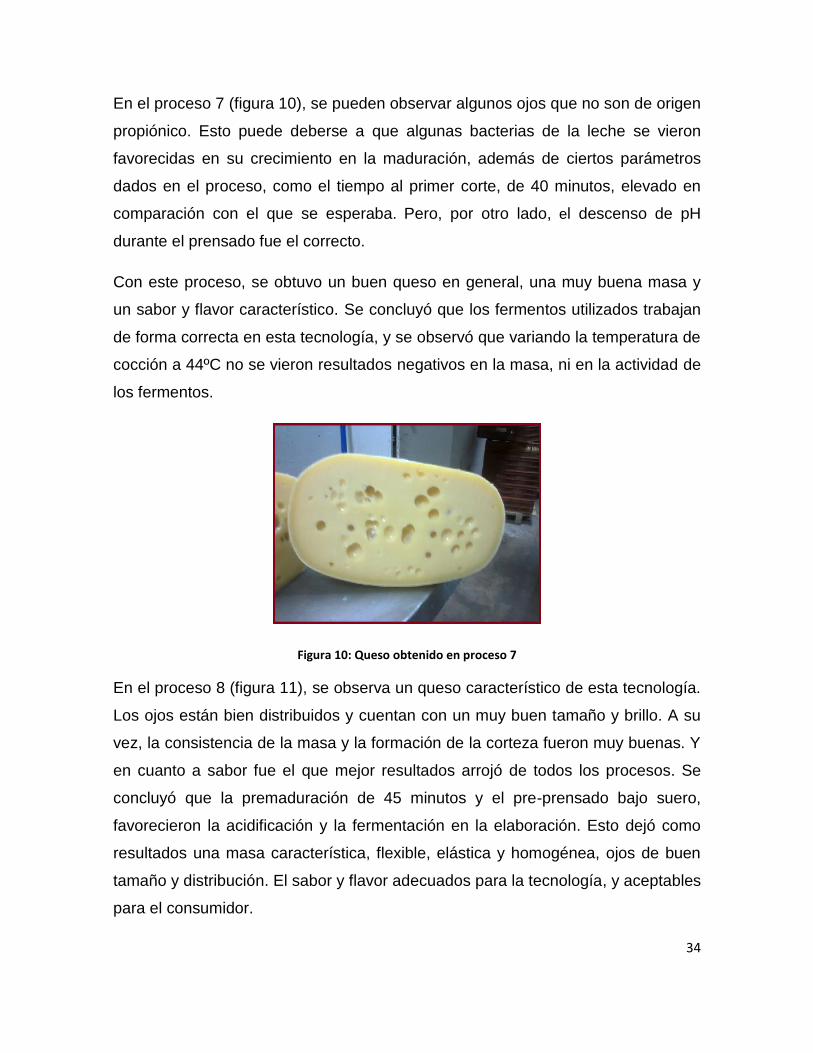
En el proceso 6 (figura 9), se obtuvo muy buen resultado en la corteza, tanto como
en el sabor y el flavor, que fueron los esperados por el predominio de flora
mesófila. En cuanto a la masa, se observó muy abierta y con mucha humedad; y
se formaron ojos de tamaño mayor al diámetro deseado. Esto puede deberse
tanto a la disminución de 2ºC en la temperatura de cocción que se eligió como
variación en el proceso, como también a ciertos parámetros en la elaboración que
no fueron los esperados. Por un lado, el tiempo al primer corte fue de 38 minutos,
mayor al adecuado (20-30 minutos), lo que ocasionó que el desuerado no fuera el
correcto y por otro, verse afectado por el pH al que se llevó a oreó, que fue mayor
al estipulado. También la ocasional incorporación de aire en el pre-prensado o
prensado insuficiente haya causado efectos en estos aspectos del queso.
Figura 9: Queso obtenido en proceso 6
34
En el proceso 7 (figura 10), se pueden observar algunos ojos que no son de origen
propiónico. Esto puede deberse a que algunas bacterias de la leche se vieron
favorecidas en su crecimiento en la maduración, además de ciertos parámetros
dados en el proceso, como el tiempo al primer corte, de 40 minutos, elevado en
comparación con el que se esperaba. Pero, por otro lado, el descenso de pH
durante el prensado fue el correcto.
Con este proceso, se obtuvo un buen queso en general, una muy buena masa y
un sabor y flavor característico. Se concluyó que los fermentos utilizados trabajan
de forma correcta en esta tecnología, y se observó que variando la temperatura de
cocción a 44ºC no se vieron resultados negativos en la masa, ni en la actividad de
los fermentos.
Figura 10: Queso obtenido en proceso 7
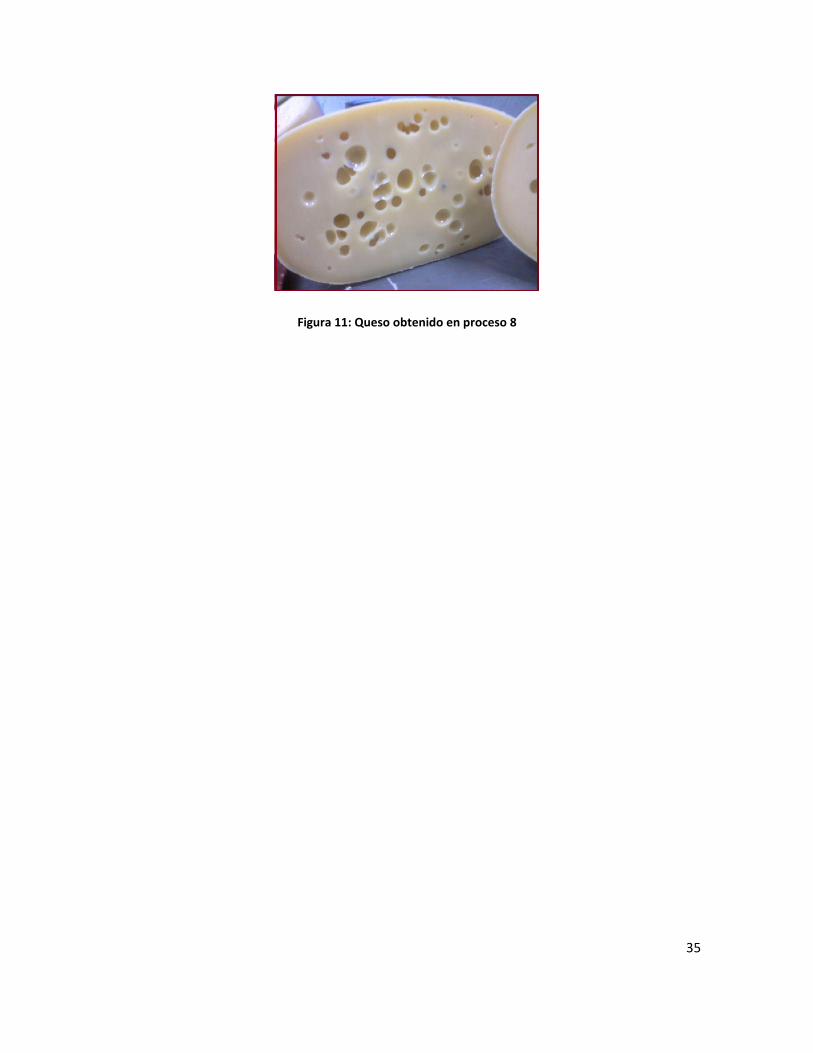
En el proceso 8 (figura 11), se observa un queso característico de esta tecnología.
Los ojos están bien distribuidos y cuentan con un muy buen tamaño y brillo. A su
vez, la consistencia de la masa y la formación de la corteza fueron muy buenas. Y
en cuanto a sabor fue el que mejor resultados arrojó de todos los procesos. Se
concluyó que la premaduración de 45 minutos y el pre-prensado bajo suero,
favorecieron la acidificación y la fermentación en la elaboración. Esto dejó como
resultados una masa característica, flexible, elástica y homogénea, ojos de buen
tamaño y distribución. El sabor y flavor adecuados para la tecnología, y aceptables
para el consumidor.
35
Figura 11: Queso obtenido en proceso 8
36
5. CONCLUSIÓN
A partir de los resultados obtenidos, se puede concluir que para optimizar la
tecnología de elaboración de queso Pategras sin modificar las características del
producto, debería modificarse el proceso tradicional y utilizar 40 unidades de
Streptococcus thermophillus (STB-01) y la combinación de Propionibacterium
freudenreichii subsp. shermanii (PS-4) de la marca comercial número 4 y el
fermento propionico de la marca comercial número 3, con un período de pre-
maduración de 45 minutos y respetando una temperatura de cocción de 40ºC.
Esta nueva alternativa propone una opción ventajosa para la empresa que permite
obtener quesos de calidad higiénico - sanitaria y atributos sensoriales adecuados,
producidos por un método estandarizado, y con características como la apariencia,
textura, formación de ojos, sabor y flavor correspondientes.
Esta información fue de gran utilidad para la fábrica en la que se realizó este
análisis, ya que les permitió modificar su proceso tradicional de elaboración de
queso Pategrás en base a los resultados obtenidos.
37
6. REFERENCIAS BIBLIOGRÁFICAS
Alais, C. (1970). Ciencia de la Leche, Principios de Técnica Lechera. Compañía
editorial continental S.A. Montaña, Barcelona, España. Pág. 478.
Chr. Hansen, (2015). Enzimas Lácteas. Disponible en el URL:
http://www.chr-hansen.es/productos/enzimas.html (16/11/2015).
Código Alimentario Argentino, (2006). Capitulo VII. Disponible en el URL:
http://www.alimentosargentinos.gob.ar/contenido/marco/marco2.php (10/09/2015).
Gauna, A. (2005). Elaboración de Quesos de Pasta Semidura Con Ojos. Instituto
Nacional de Tecnología Industrial. Buenos Aires, Argentina. Pág. 23.
Instituto Nacional de Tecnología Industrial, (2005). Queso Pategrás y queso
Gouda. Disponible en el URL:
www.quesosargentinos.gov.ar (20/09/2015).
Ministerio de Agricultura, Ganadería y Pesca de la Nación. (2013). Subsecretaria
de Lechería, Estadísticas. Disponible en el URL:
http://www.minagri.gob.ar/site/_subsecretaria_de_lecheria/lecheria/07_Estad%C3
%ADsticas/index.php (10/09/2015).
Organización de las Naciones Unidas para la Alimentación y la Agricultura. Codex
Alimentarius, (2015).Leche y productos lácteos. Disponible en el URL:
http://www.fao.org/agriculture/dairy-gateway/leche-y-productos-lacteos/codex-
alimentarius/es/#.VmiqU3YvfIU (09/12/2015).
Reinheimer, J. (1994). Ciencia y Tecnología de los Productos Lácteos. Medios
Audiovisuales y Gráficos CERIDE, Santa Fe, Argentina. Pág 122.
Reinheimer, J y Zalazar, C. (2006). Avances en Microbiología, Bioquímica Y
Tecnología de Quesos. Editorial Universidad Nacional del Litoral, Argentina. Pág.
290.
38
Scott, R. (1991). Fabricación de queso. Editorial Acribia, S.A. Zaragoza, España.
Pág. 147, 148.
Tetra Pack, (2003). Manual de Industrias Lácteas. AMV Ediciones, Madrid,
España. Pág. 292.
Varnam, A. y Sutherlan, J. (1994). Leche y Productos Lácteos. Editorial Acribia,
S.A. Zaragoza, España. Pág. 291.

















