• Individuální cvičení – přemýšlej o procesu, ve kterém pracuješ.Identifikuj alespoň jeden příklad od každého ze 7 typů plýtvání.
• Cvičení po dvojicích – řekni kolegovy svoje příklady plýtvání, které jsi identifikoval.
• Diskuze ve skupině – každá skupina řekne 4-5 příkladů plýtvání, o kterých jste mluvili ve dvojicích.
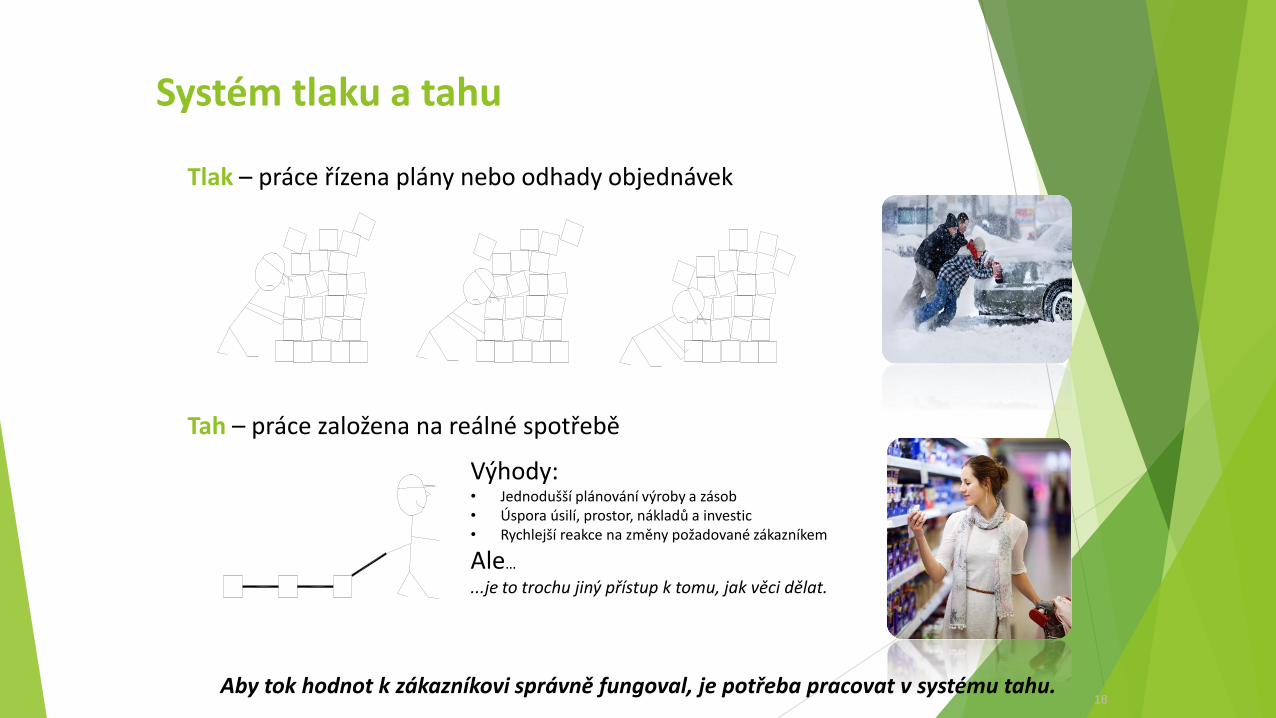
Systém tlaku a tahu
18
Výhody:• Jednodušší plánování výroby a zásob• Úspora úsilí, prostor, nákladů a investic• Rychlejší reakce na změny požadované zákazníkem
Ale…
...je to trochu jiný přístup k tomu, jak věci dělat.
Tlak – práce řízena plány nebo odhady objednávek
Tah – práce založena na reálné spotřebě
Aby tok hodnot k zákazníkovi správně fungoval, je potřeba pracovat v systému tahu.
Standardizace
je proces sjednocení pomocí zavádění standardů. Vede ke koordinaci, kompatibilitě a
opakovatelnosti v kvalitě výroby. Standardy se zavádějí buď centrálně, což je způsob, který
převažuje, nebo jde o ustálený převažující standard, který vznikl z rozšířeného užívání – u nas
především OPL, SOP.
Historie
Standardizace je patrná již ve starověku například u jednotných rozměrů cihel. Specializace a
měření (metrologie) tedy umožnily rozvoj masové výroby. Standardizovaná hmotnost nebo
objem produktů usnadňuje obchod. Samotné mince jsou původně standardizovanou hmotností
a čistotou drahého kovu.
Rozvoj standardů přinesla až průmyslová revoluce (například pro specifikaci tvarů jako je závit).
19
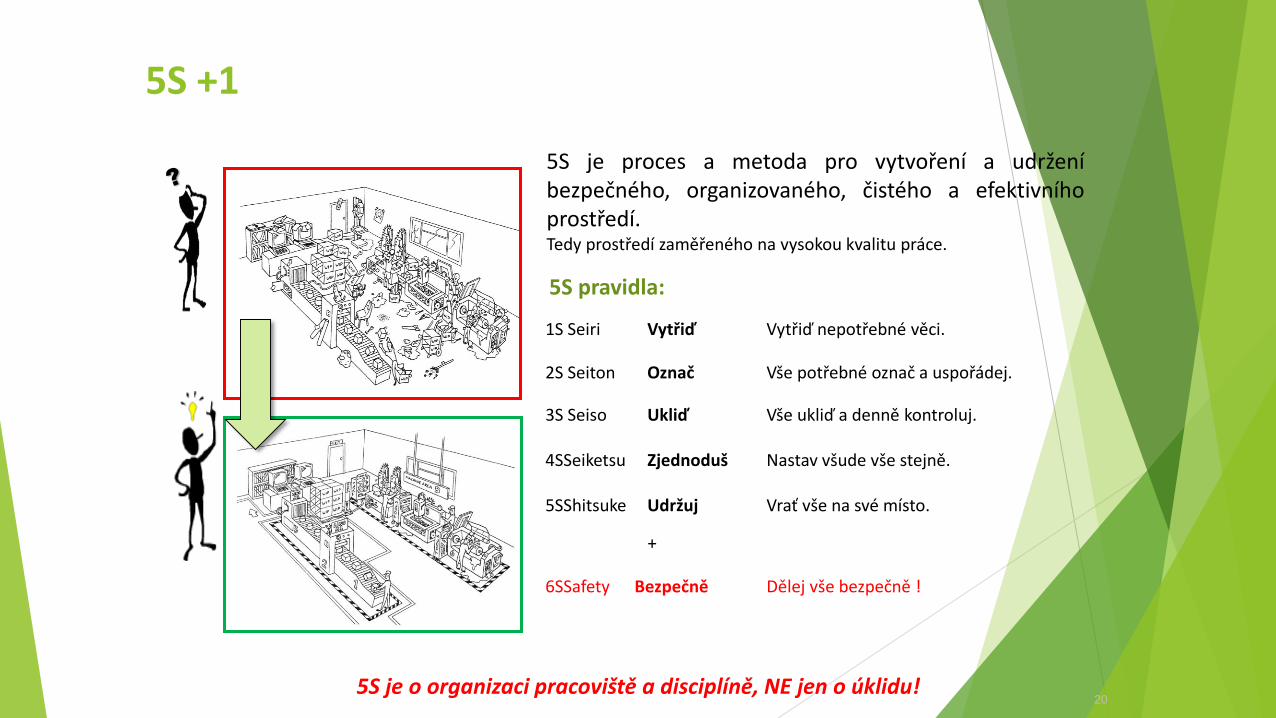
5S +1
5S je proces a metoda pro vytvoření a udrženíbezpečného, organizovaného, čistého a efektivníhoprostředí.Tedy prostředí zaměřeného na vysokou kvalitu práce.
5S je o organizaci pracoviště a disciplíně, NE jen o úklidu!
5S pravidla:
1S Seiri Vytřiď Vytřiď nepotřebné věci.
2S Seiton Označ Vše potřebné označ a uspořádej.
3S Seiso Ukliď Vše ukliď a denně kontroluj.
4SSeiketsu Zjednoduš Nastav všude vše stejně.
5SShitsuke Udržuj Vrať vše na své místo.
+
6SSafety Bezpečně Dělej vše bezpečně !
20
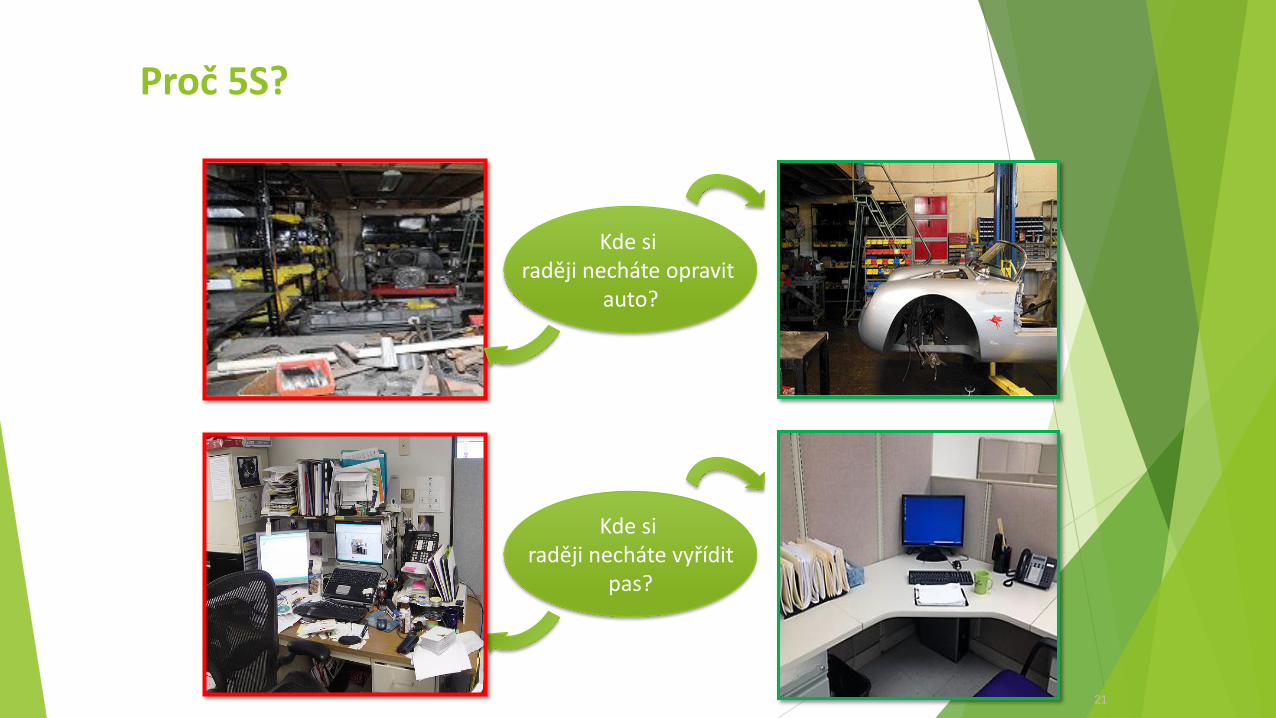
Proč 5S?
Kde si raději necháte opravit
auto?
Kde si raději necháte vyřídit
pas?
21
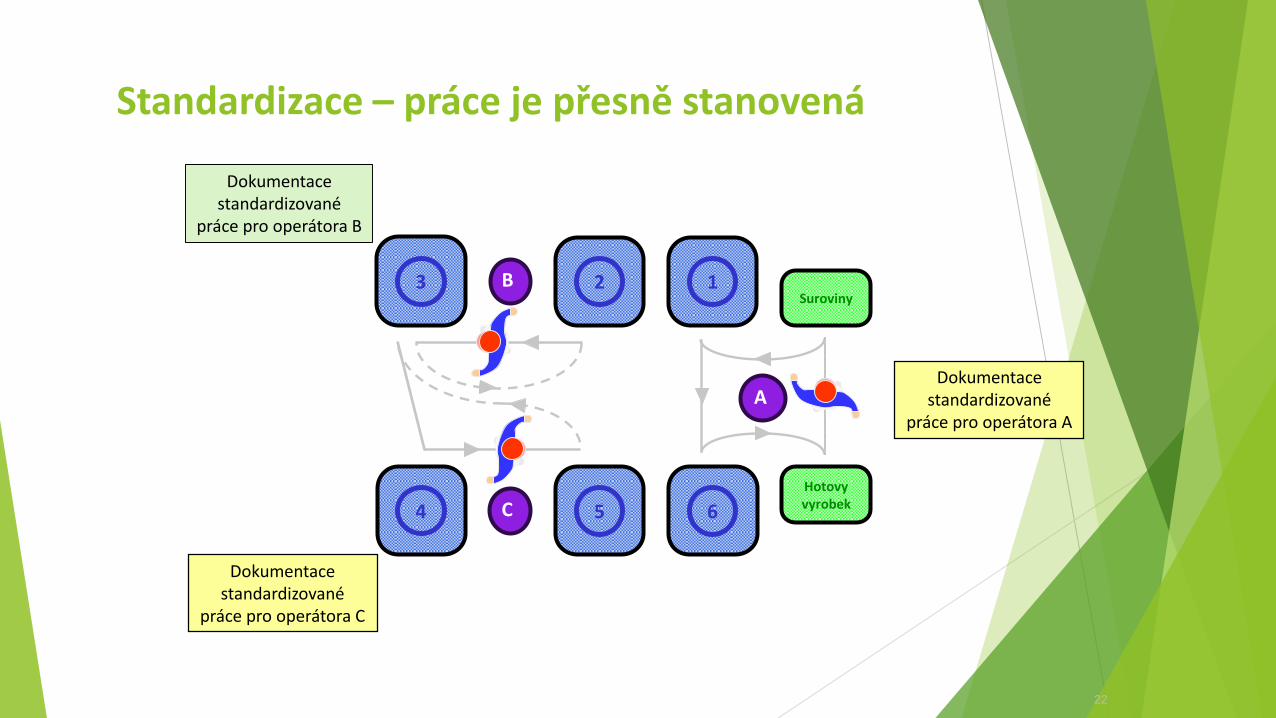
Standardizace – práce je přesně stanovená
22
Dokumentace standardizované
práce pro operátora C
B
C
Suroviny3 2 1
Hotovy vyrobek4 5 6
A
Dokumentace standardizované
práce pro operátora B
Dokumentace standardizované
práce pro operátora A
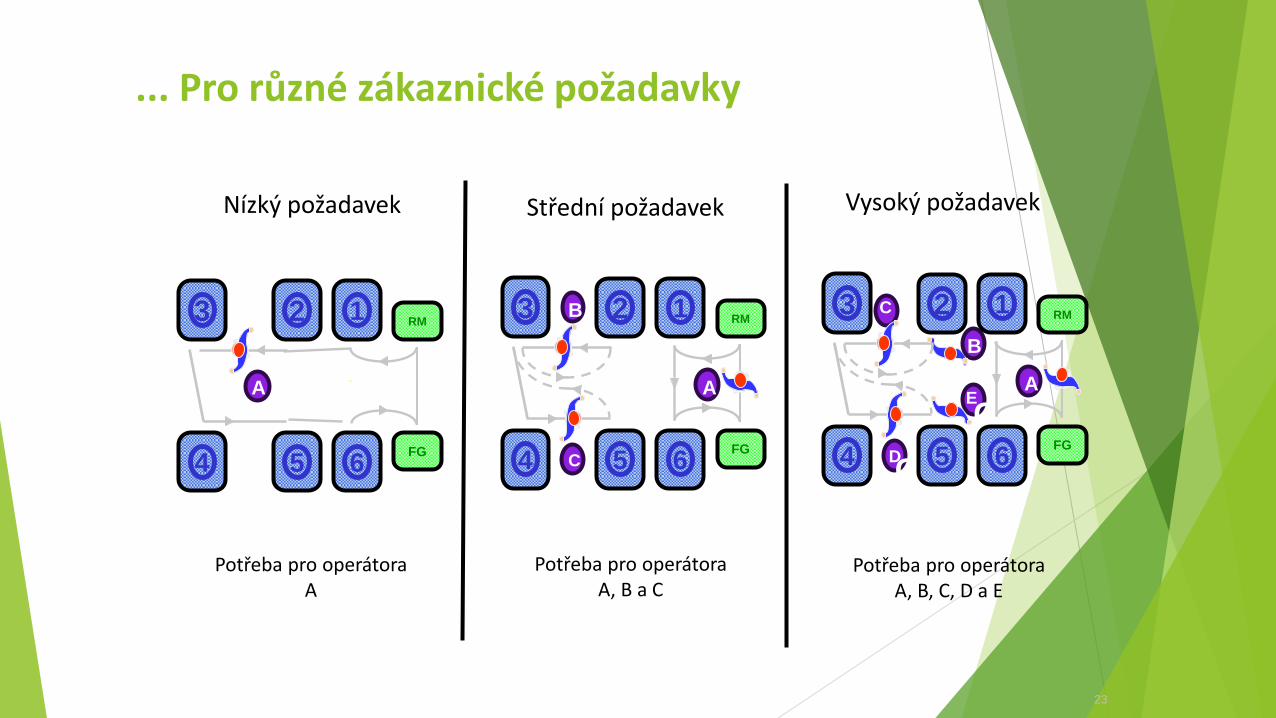
... Pro různé zákaznické požadavky
23
B
C
RM3 2 1
FG4 5 6
A
RM3 2 1
FG4 5 6
A
C
B
C
CRM3 2 1
FG4 5 6
A
D
E
Nízký požadavek Vysoký požadavekStřední požadavek
Potřeba pro operátoraA
Potřeba pro operátoraA, B a C
Potřeba pro operátoraA, B, C, D a E
Vizuální řízení
O co jde?
Nástroj pro efektivní výměnu a sdílení důležitých informací.
Vše důležité je hned vidět, přístupné všem, s jednoduchým významem.
Proč?
Více než 80% informací přijímáme očima
Zbytek ostatními smysly (např. sluchem jen 11%)
Jak?
Využíváme běžně, aniž bychom si toho všimli
viz příklady
Bez okem viditelných varovných signálů by byl život mnohem složitější 24
Vizuální řízení v praxi
Vše, co je pro nás důležité, co nás živí, musí být vidět!
Nářadí - obrysy
Nářadí – v zásuvkách
Výrobní dokumentace
Místo na zmetky
Měřidla
Barevná trička
Tabule a klíčové ukazatele
Informace a výstrahy
Podlahové značení
25
26
Zlepšování – DMAIC
Metodologie k postupnému řešení strát OEE, zákaznických reklamací, Speed Loss, krátká zastavení,
rework, odpadu, zvyšování kapacity linky atd. Je to standardizovaný postup ke zvyšování kvality
výrobků, zvyšování OEE atd. Hlavním cílem je zajistit a udržet nulové stráty ve výrobě nebo
procesu pomocí analytických / statistických nástrojů / lean nastrojů a eliminovat plýtvání.
Hlavní kroky DMAIC• Výběr problému, sestavení týmu• Klasifikace strát – na základě čeho byl projekt vybrán• Ekonomické vyhodnoceni• Projektový plán• Analýza 5W1H• 5x Proč analýza• Sestavení cíle• Akční plán + ukazatele (KPI)• Ověření řešení• Standartizace
27
Výrobní systém – dlouhodobé cíle - příklady
OEE (výkonnosť liniek) 80%
Zníženie materiálových strát 50%*
Zníženie spotreby energií o 5%
Zásoba materiálu na menej ako 70 dní
Co je to Kaizen
Kai·zen [kaj-zen]
Kai = Změna / Zen = Lepší
• Kaizen je rozpoložení mysli zaměřené na neustálé zlepšování. Vše, co děláme dnes, může být lepší.
• Kaizen metodika je proces neustálého zlepšování založená na týmové spolupráci používané k rychlému odstranění (eliminaci) plýtvání a standardizaci procesů.
• Kaizen, a tedy i zlepšování, nikdy nekončí
Když už nevidím prostor na zlepšení, asi jsem se špatně díval 28
29
Historie SMED
SMED byl vytvořen Shigeo Shingem v období 19 let, mezi roky 1950 a 1969.
Shingo pracoval jako konzultant řízení výroby více než 50 let.
SMED byla vytvořena nejdříve ve třech japonských firmách - Mazda,
Matsuzo a Toyota.
Dnes se používá v celém automobilovém a strojním průmyslu.
Prakticky každý automobilový lis využívá tyto principy, kde doba přejezdu
těchto mnohatunových forem je dramaticky snížena.
30
Zlepšování – SMED
SMED znamená Single Minute Exchange of Dies(výměna formy (nástroje) v jedné minutě).
• SMED skutečně znamená, že forma nebo nástroj může být, pro
danou činnost, vyměněn a připraven za méně než 1 minutu.
• SMED je cíl každého procesu, a je požadován v každého procesu,
který má dlouhý set-up time a snaží se:• snížit velikost dávky
• snížit celkové zásoby WIP
• snížit lead-time od konce do konce ( end to end )
31
Zlepšování – SMED
Snížení času přejezdu je technika, která systematicky snižuje
a odstraňuje čas a požadovanou úroveň dovednosti pro vykonání
přenastavení, části zařízení (nebo procesu) vedoucí k výrobě
menších množství s vysokou kvalitou při ekonomických nákladech.
• Changeover – Je množství času potřebného pro přejezd části zařízení od dokončení posledního kusu výroby po dokončení prvního kusu další výrobní dávky. (Setup time je čistá doba trvání, ne čas pracovníka)
• Interní Setup – Jsou aktivity při nichž musí být stroj/zařízení zastaveno.
• Externí Setup – Jsou aktivity při nichž nemusí být stroj/zařízení zastaveno.
• SMED – Výměna formy v jedné minutě. Přejezd je dokončen za méně než 10 minut.
Changeover time je čas, nepřidávající hodnotu.
32
SMED Souhrn výhod changeoveru
Changeover time je čas, nepřidávající hodnotu.
Zlepšení pružnosti:
• rychlá reakce na změnu požadavku
• snížení závislosti na předpovědích
Snížení doby průchodu procesem:
• nižší lead time (dodací čas materiálu)
• zvýšení důvěry na dodávky na čas
Snížení zásob:
• kratší cykly potřebují méně surového materiálu, W-I-P a menší zásoby hotových kusů
• stabilní a stálý tok snižuje požadavky na safety stock
• menší zastarání zásob
Zvýšení kapacity:
• vyhýbání se nákladům na výdaje kapitálu
• možnost využití vnitřních zdrojů
• čas na preventivní údržbu
4 hlavní oblasti řízení výroby – operational excellence
Operational
Masterplanning
Performance
Measures
Problem
Solving
Operation
Reviews
Operační meetingy
34
Předávání směn
- Operátoři, každá směna, hodnocení předávání
Denní hodnocení
- Výroba, kvalita, bezpečnost, údržba
Týdenní hodnocení - Výroba
Týdenní hodnocení - Management
35
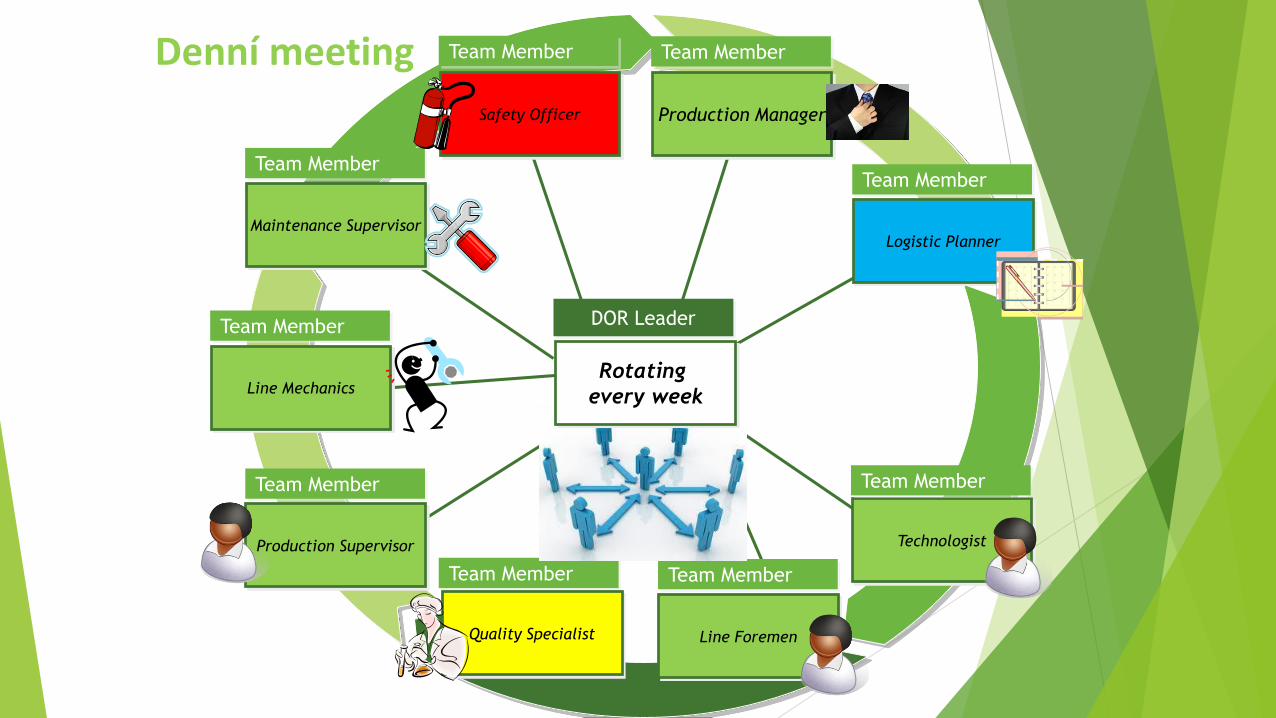
Team Leader
DOR Leader
Production Manager
Team Member
Team MemberTeam Member
Production Supervisor
Team Member
Maintenance Supervisor
Technologist
Line Foremen
Safety Officer
Quality Specialist
Team Member
Logistic Planner
Team Member Team Member
Team Member
Line Mechanics
Team Member
Rotating
every week
Denní meeting
36
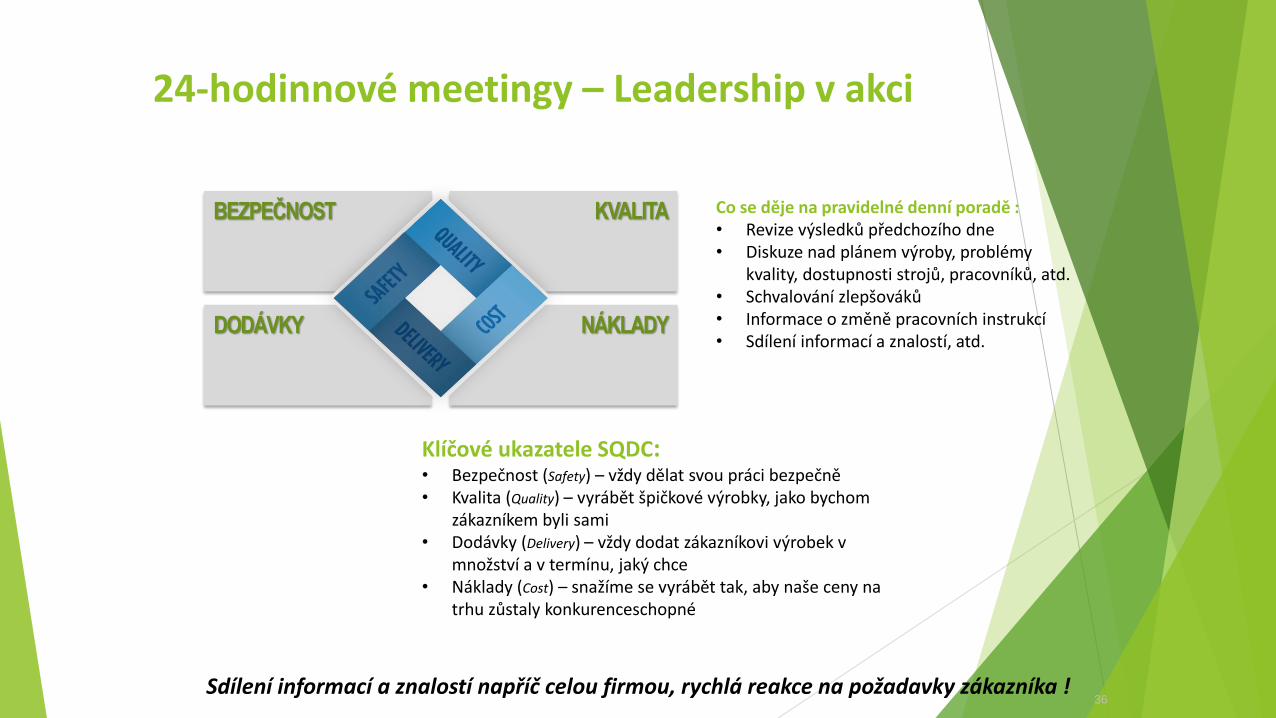
24-hodinnové meetingy – Leadership v akci
Klíčové ukazatele SQDC:• Bezpečnost (Safety) – vždy dělat svou práci bezpečně• Kvalita (Quality) – vyrábět špičkové výrobky, jako bychom
zákazníkem byli sami• Dodávky (Delivery) – vždy dodat zákazníkovi výrobek v
množství a v termínu, jaký chce• Náklady (Cost) – snažíme se vyrábět tak, aby naše ceny na
trhu zůstaly konkurenceschopné
Sdílení informací a znalostí napříč celou firmou, rychlá reakce na požadavky zákazníka !
Co se děje na pravidelné denní poradě :• Revize výsledků předchozího dne• Diskuze nad plánem výroby, problémy
kvality, dostupnosti strojů, pracovníků, atd.• Schvalování zlepšováků• Informace o změně pracovních instrukcí• Sdílení informací a znalostí, atd.
NÁKLADYDODÁVKY
KVALITABEZPEČNOST
Operační střetnutí – shopfloor management
Kaskádování ukazatelůKontribuční analýza a tvorba ukazatelů
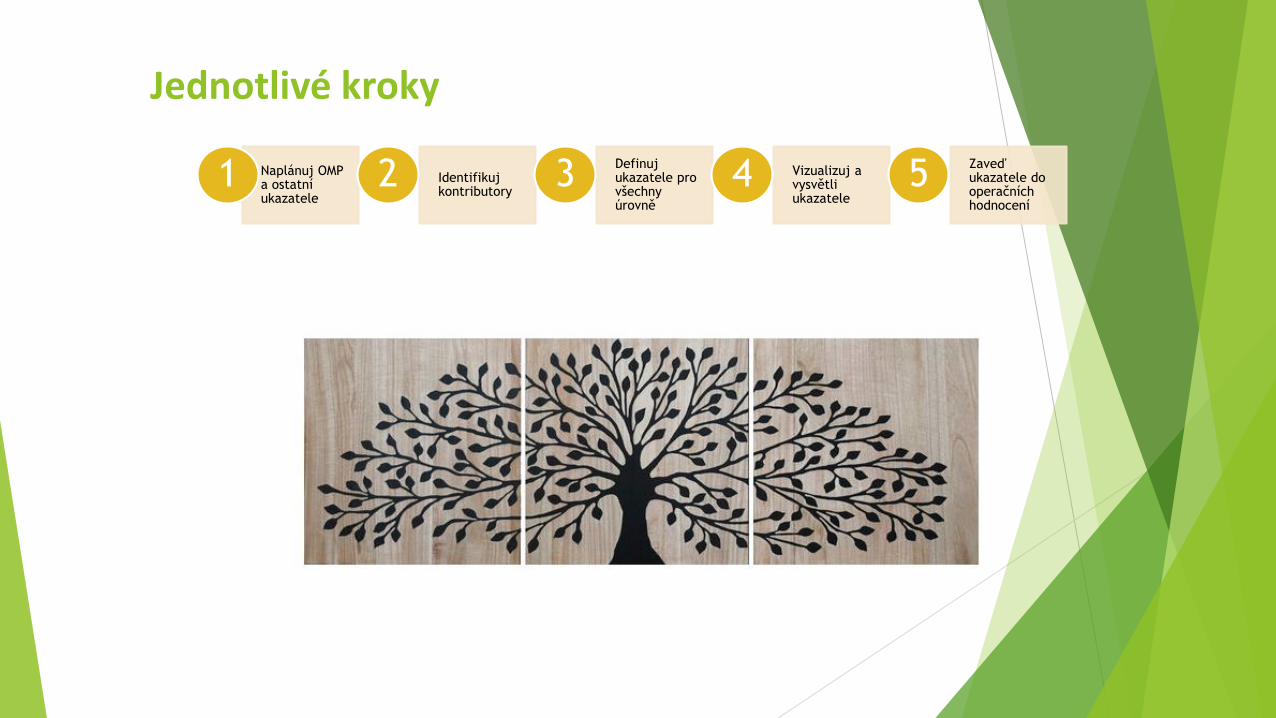
Jednotlivé kroky
Naplánuj OMP a ostatní ukazatele
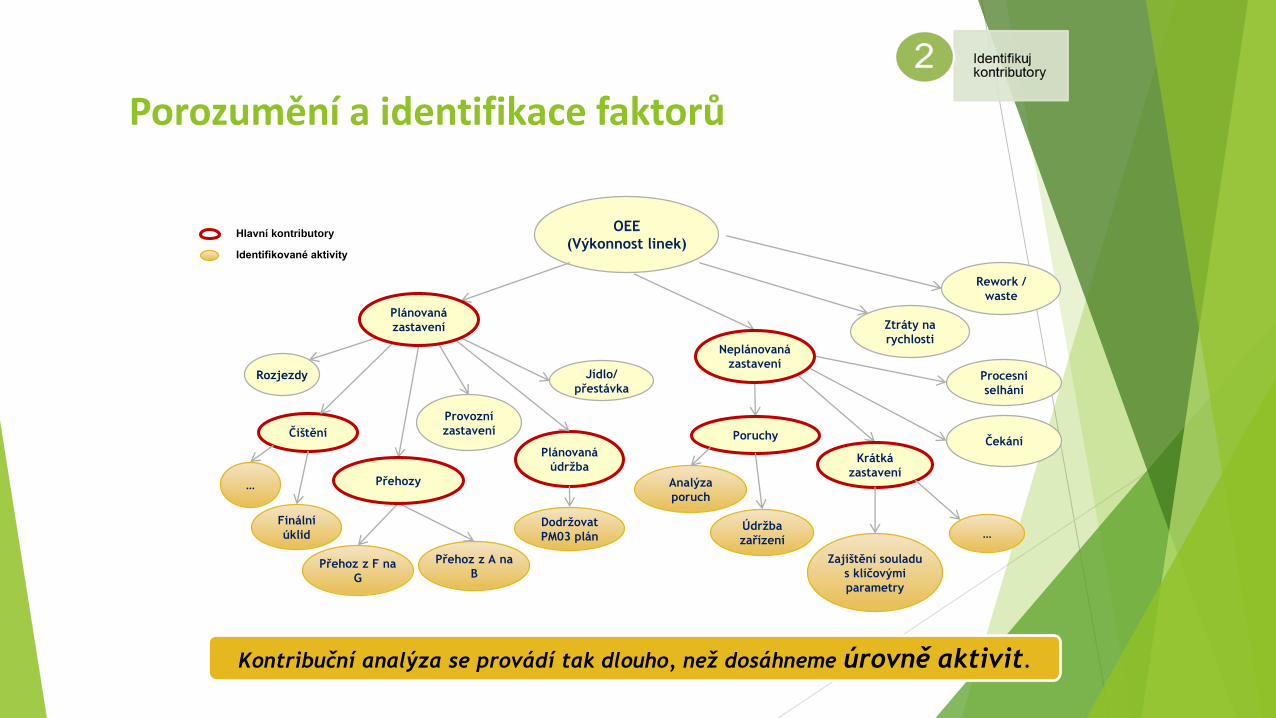
1 Identifikuj kontributory
2Definuj ukazatele pro všechny úrovně
3 Vizualizuj a vysvětli ukazatele
4Zaveď ukazatele do operačních hodnocení
5
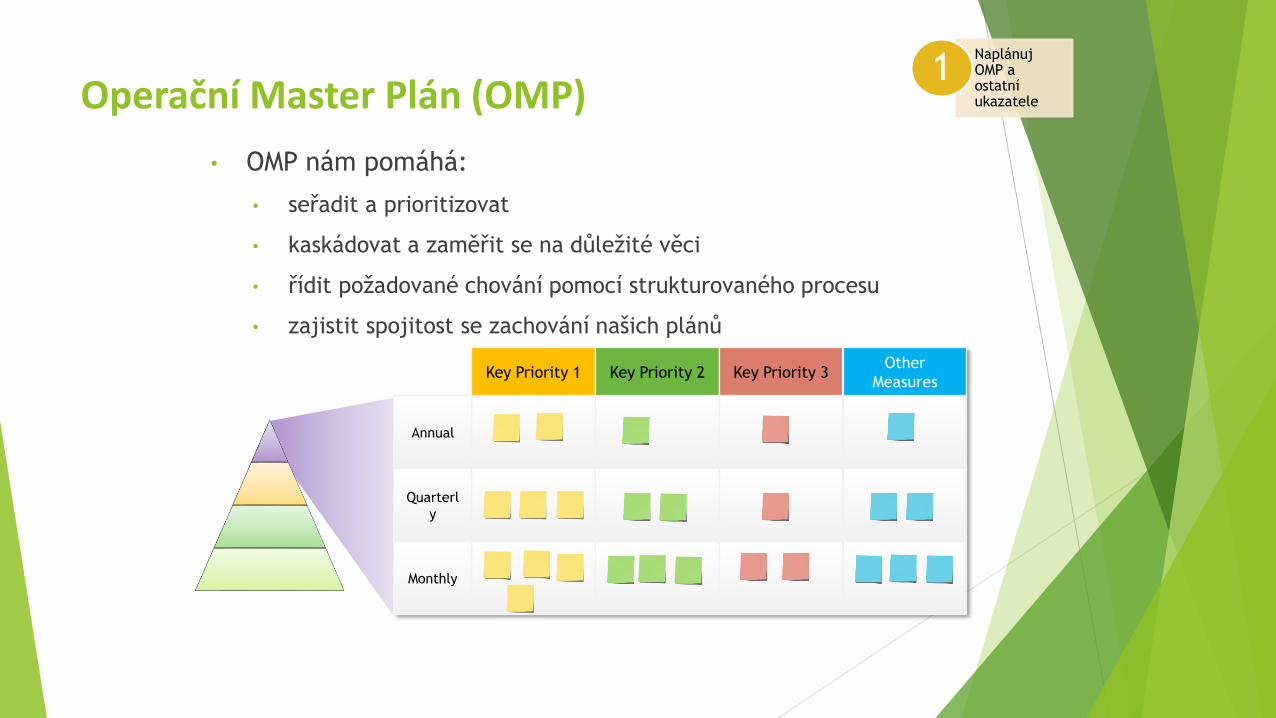
Operační Master Plán (OMP)
• OMP nám pomáhá:
• seřadit a prioritizovat
• kaskádovat a zaměřit se na důležité věci
• řídit požadované chování pomocí strukturovaného procesu
• zajistit spojitost se zachování našich plánů
Naplánuj OMP a ostatní ukazatele
1
Key Priority 1 Key Priority 2 Key Priority 3Other
Measures
Annual
Quarterl
y
Monthly
Kontribuční analýza
• Jednoduchý a intuitivní nástroj
• Nástroj, který používáme každý den, když se snažíme vyřešit nějaký problém
• Zpracování všech potřebných vstupů – analýza potřeb
• Pomáhá nám nastavit si cíle
• Maximálních výsledků dosáhneme jako tým
• Vyžaduje disciplínu
Kontribuční analýza
• Klíčové body pro úspěšné identifikování kontributorů:
• Klíčová analýza není o vytvoření seznamu ukazatelů
• Jde o porozumění tomu, co má/nemá dopad na výsledek
• Zvažujeme pozitivní i negativní dopad na výsledek
• Výběr kontributorů se zakládá na faktech, zkušenostech, znalostech atd.
• Sestavení a zapojení cross-funkčního týmu lidí
Kontribuční analýza nám pomáhá porozumět
dopadu našich aktivit na celkový
výsledek závodu.
Jak na kontribuční analýzu
2) Vytvoření cross-funkčního týmu
Porozumění a identifikace faktorů
Plánovaná
údržba
Čištění
Planned
stoppages Ztráty na
rychlosti
Rework /
waste
OEE
(Výkonnost linek)
Rozjezdy Jídlo/
přestávka
Provozní
zastavení
Procesní
selhání
ČekáníPoruchy
Krátká
zastavení
Finální
úklid
…
Přehoz z A na
B
Analýza
poruch
Údržba
zařízení
Zajištění souladu
s klíčovými
parametry
…
Hlavní kontributory
Dodržovat
PM03 plán
Identifikované aktivity
Plánovaná
zastavení
Přehoz z F na
G
Neplánovaná
zastavení
Přehozy
Kontribuční analýza se provádí tak dlouho, než dosáhneme úrovně aktivit.
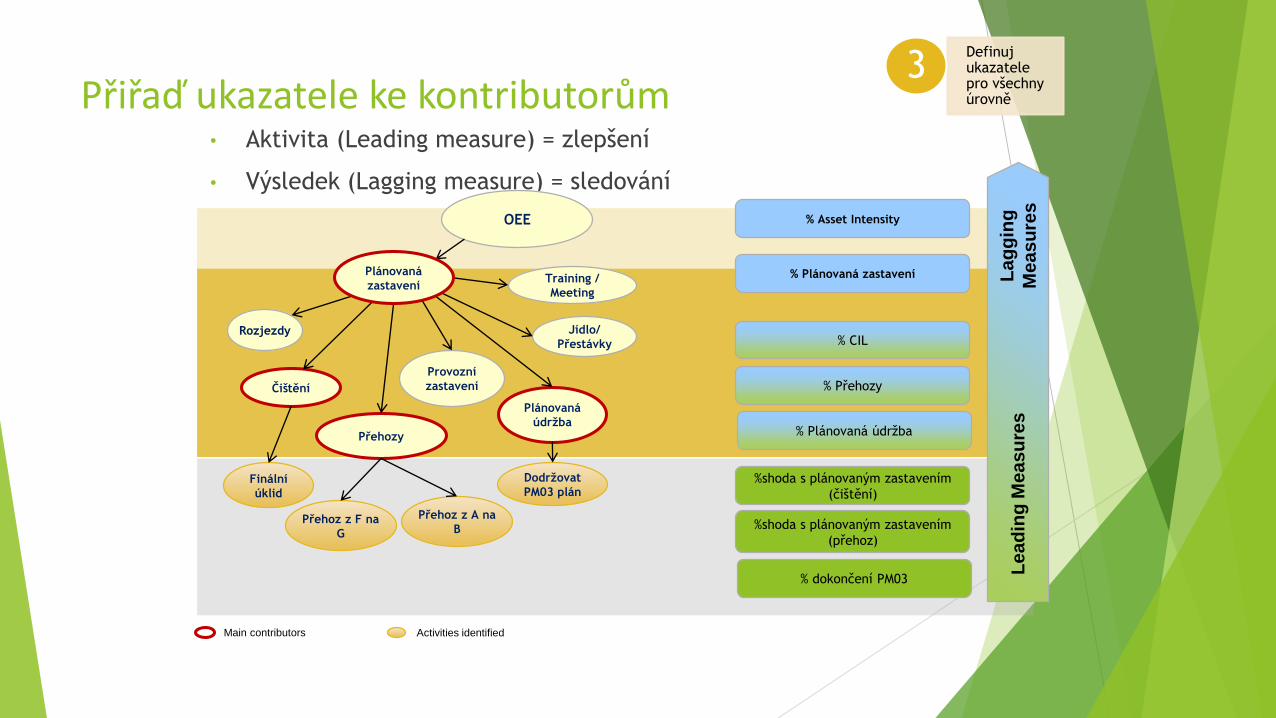
Přiřaď ukazatele ke kontributorům • Aktivita (Leading measure) = zlepšení
• Výsledek (Lagging measure) = sledování
% Asset Intensity
% Plánovaná zastavení
%shoda s plánovaným zastavením
(čištění)
% CIL
% Přehozy
%shoda s plánovaným zastavením
(přehoz)
% dokončení PM03
% Plánovaná údržba
Plánovaná
údržba
Přehozy
Čištění
OEE
Rozjezdy
Training /
Meeting
Jídlo/
Přestávky
Provozní
zastavení
Finální
úklid
Přehoz z A na
B
Main contributors
Dodržovat
PM03 plán
Activities identified
Plánovaná
zastavení
Přehoz z F na
G
Le
ad
ing
Me
as
ure
sL
ag
gin
g
Me
as
ure
s
Definuj ukazatele pro všechny úrovně
3
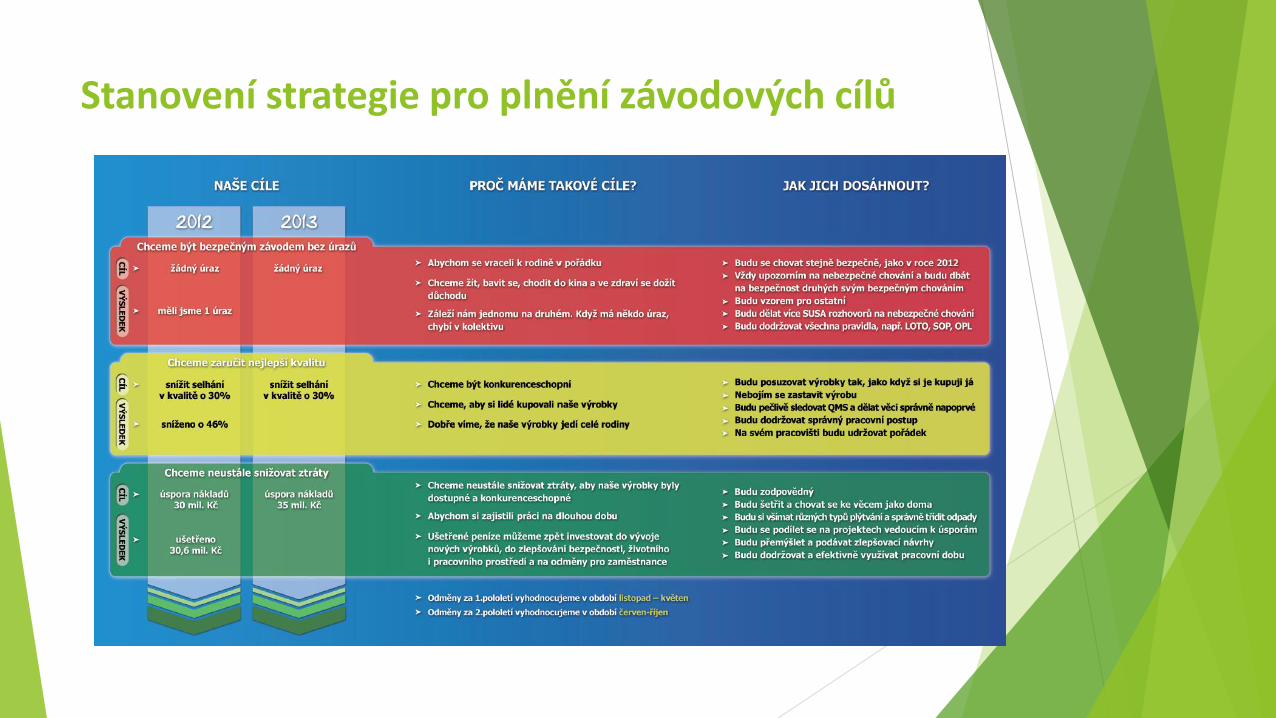
Stanovení strategie pro plnění závodových cílů
Firemní kultura je důležitá
Osobní závazek zaměstnance
Snížení variabilních / fixních nákladů:
Analýza činností operátorů / údržby v průběhu pracovní doby
Analýza plnění výrobních norem + identifikace bottlenecků na výrobní lince
Nastavení miniprojektů na snížení nákladů
Zkombinování pracovních pozic a doručení úspor
Využívá nástrojů Lean
49
Cost Out
TPM (Total Productive Maintenance / Total Performance Management)
50
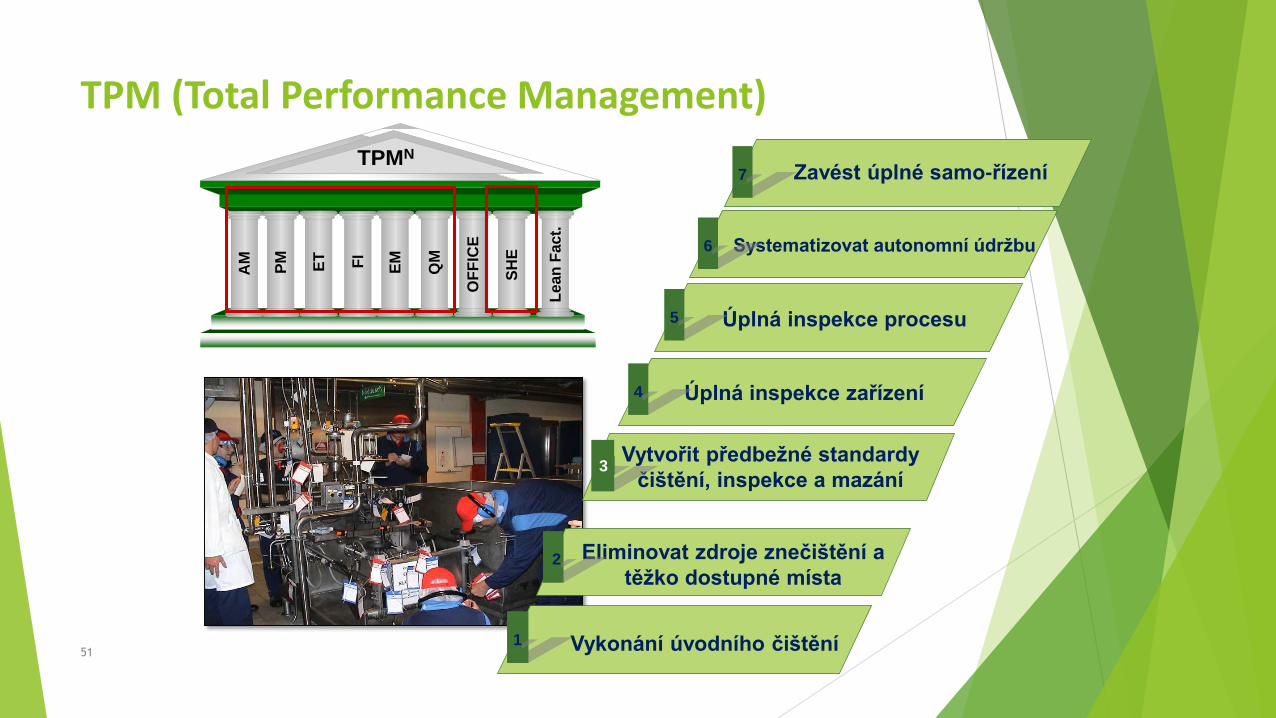
TPM (Total Performance Management)
51
TPMN
Lean
Fact.
ET
AM
PM
EM
QM
OF
FIC
E
SH
E
FI
Vykonání úvodního čištění1
Eliminovat zdroje znečištění a
těžko dostupné místa2
Vytvořit předbežné standardy
čištění, inspekce a mazání3
Úplná inspekce zařízení4
Úplná inspekce procesu5
Systematizovat autonomní údržbu6
Zavést úplné samo-řízení7
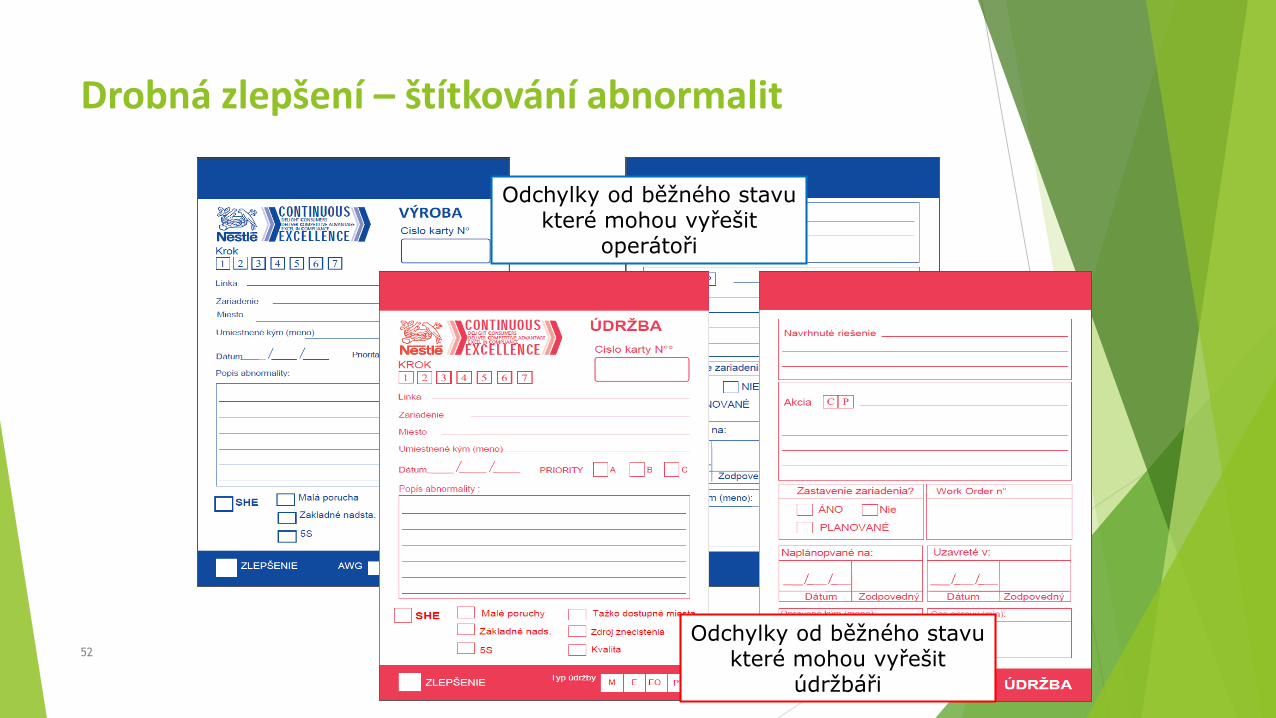
Drobná zlepšení – štítkování abnormalit
52
Odchylky od běžného stavu které mohou vyřešit
operátoři
Odchylky od běžného stavu které mohou vyřešit
údržbáři
Autonomní údržba
Spôsob zapojenia obsluhy strojov a zariadení do bežnej údržby - čistenie, mazanie a kontrola.
Operátor pri vykonávaní údržbových zásahov lepšie spoznáva svoje zariadenie. Pritom využíva svoje
skúsenosti z výroby. Operátori majú vypestovaný cit pre nepravidelnosti v chode svojho zariadenia, a tak
môžu rozpoznať možnú poruchu už v predstihu. Dôsledkom býva výrazné zníženie neplánovaných prestojov.
Ciele autonómnej údržby:
Snížení času čištění o 90%
0 porúch zposobených základní kondicí stroje
Spojiť pracovníkov výroby a údržby pri:
stabilizovaní, riadení a zabezpečovaní optimálnych prevádzkových (základných) podmienok
skorom zachytení abnormalít a problémov
zabraňovaní zhoršovaniu stavu výrobného zariadenia
Zlepšiť zručnosti operátorov, zaistiť ich odborný rast
Umožniť operátorom zlepšovanie efektívnosti zariadenia pochopením funkcií zariadenia
Zjednodušiť kontrolu a údržbu zariadenia
Zlepšiť predvídateľnosť prostredníctvom analýzy dát a zlepšenej komunikácie
53
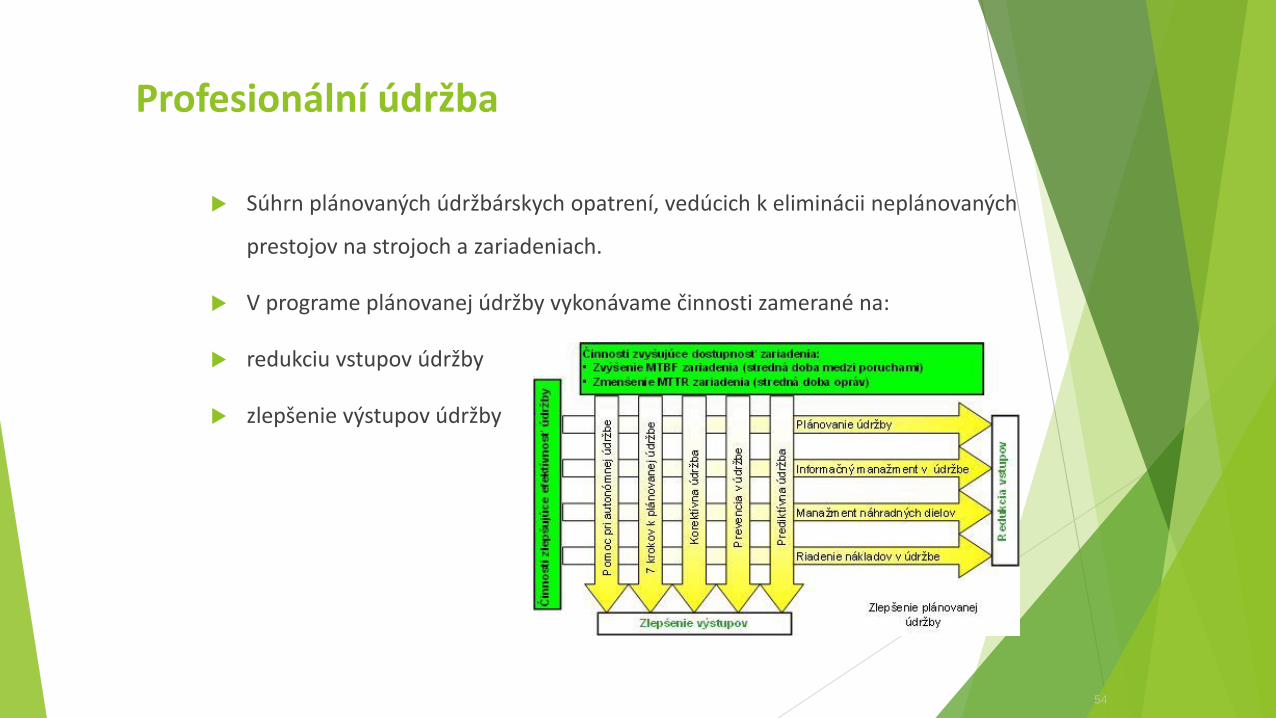
Profesionální údržba
Súhrn plánovaných údržbárskych opatrení, vedúcich k eliminácii neplánovaných
prestojov na strojoch a zariadeniach.
V programe plánovanej údržby vykonávame činnosti zamerané na:
redukciu vstupov údržby
zlepšenie výstupov údržby
54
Profesionální údržba
Plánovanie údržby Pri plánovaní údržby ide o vytvorenie efektívneho systému plánovaných údržbových zásahov, ktoré zabezpečia stabilný výrobný proces. To znamená udržať výrobné zariadenia plánovanými údržbovými zásahmi v takom stave, aby sa nevyskytli žiadne ďalšie neplánované prerušenia. Určitý prínos znamená prirodzene rutinná práca obsluhy strojov v rámci autonómnej údržby. Avšak to všetko nepostačuje. Ďalšie uskutočňované údržbové opatrenia vyžadujú často špeciálne vedomosti a vykonajú sa preto špecializovaným oddelením údržby. Do toho sa rátajú napríklad:
údržba na zariadeniach, ktoré vyžadujú špeciálne pomocné látky alebo náradie (napr. pritiahnutie skrutkového spojenia momentovým kľúčom);
inšpekcia drahých meracích prístrojov, pri ktorých sa vyžaduje posúdenie stavu zariadenia (napr. špeciálne meradlo na zistenie ložiskovej vôle);
časovo náročné opravy, ktoré sa vykonávajú mimo regulárneho času výroby (napr. generálne opravy);
údržbové opatrenia s obzvlášť vysokými nárokmi vzťahujúcimi sa na bezpečnosť práce (VTZ);
analýzy s vysokými požiadavkami na elektronické spracovanie údajov (dát), (napr. štatistiky o rezerve nástrojov a spotrebe nástrojov);
rýchle opravy pri poruchách zariadení (napr. opravy chladiaceho alebo hydraulického systému)
55
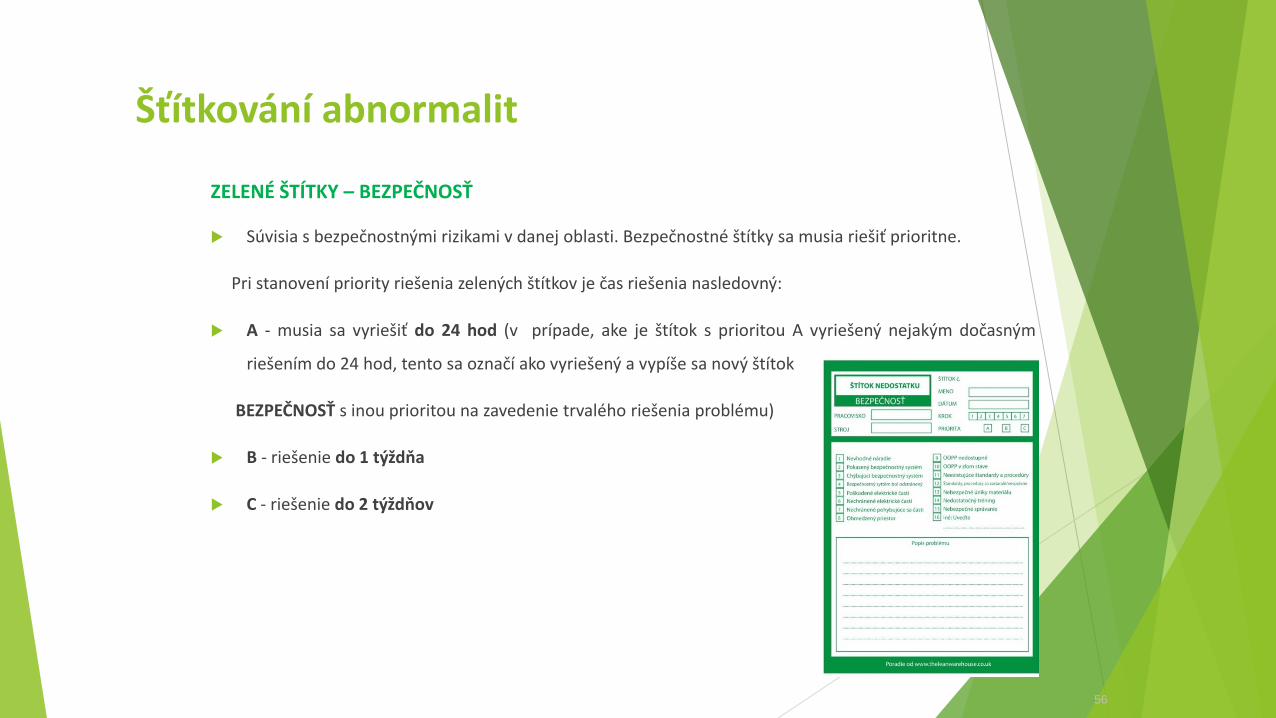
ZELENÉ ŠTÍTKY – BEZPEČNOSŤ
Súvisia s bezpečnostnými rizikami v danej oblasti. Bezpečnostné štítky sa musia riešiť prioritne.
Pri stanovení priority riešenia zelených štítkov je čas riešenia nasledovný:
A - musia sa vyriešiť do 24 hod (v prípade, ake je štítok s prioritou A vyriešený nejakým dočasným
riešením do 24 hod, tento sa označí ako vyriešený a vypíše sa nový štítok
BEZPEČNOSŤ s inou prioritou na zavedenie trvalého riešenia problému)
B - riešenie do 1 týždňa
C - riešenie do 2 týždňov
56
Šťítkování abnormalit
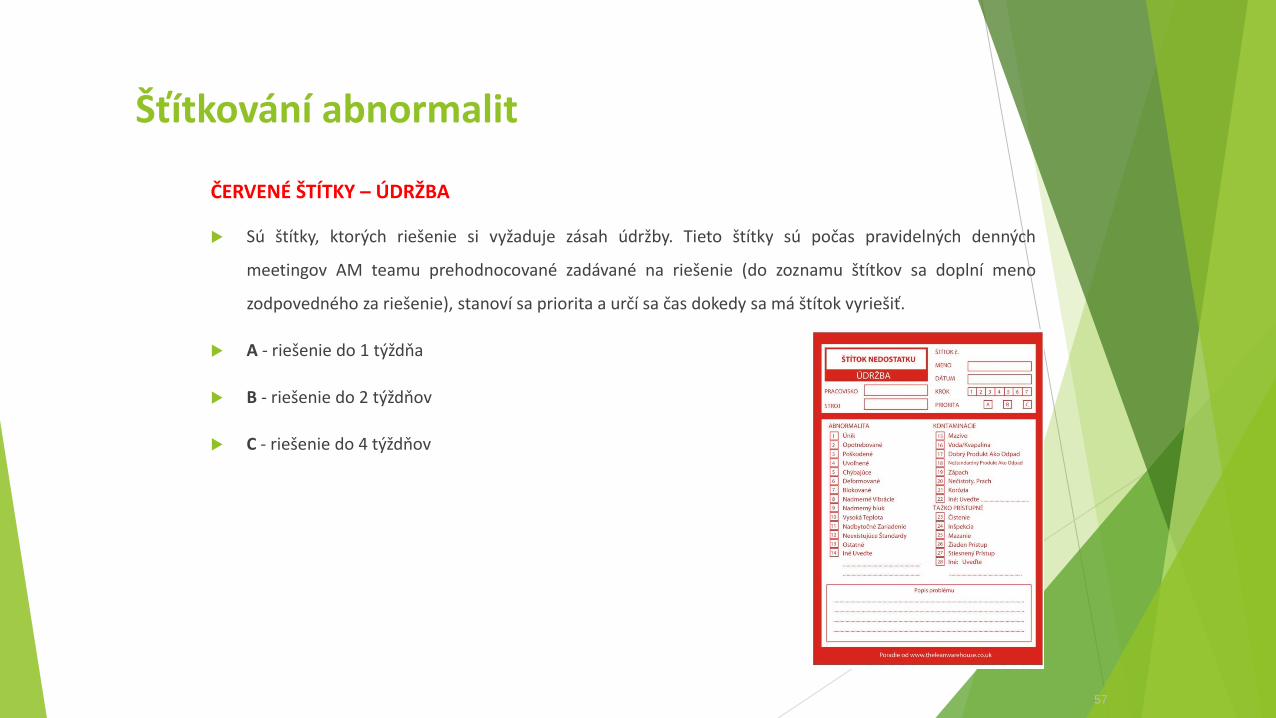
ČERVENÉ ŠTÍTKY – ÚDRŽBA
Sú štítky, ktorých riešenie si vyžaduje zásah údržby. Tieto štítky sú počas pravidelných denných
meetingov AM teamu prehodnocované zadávané na riešenie (do zoznamu štítkov sa doplní meno
zodpovedného za riešenie), stanoví sa priorita a určí sa čas dokedy sa má štítok vyriešiť.
A - riešenie do 1 týždňa
B - riešenie do 2 týždňov
C - riešenie do 4 týždňov
57
Šťítkování abnormalit
Šťítkování abnormalit
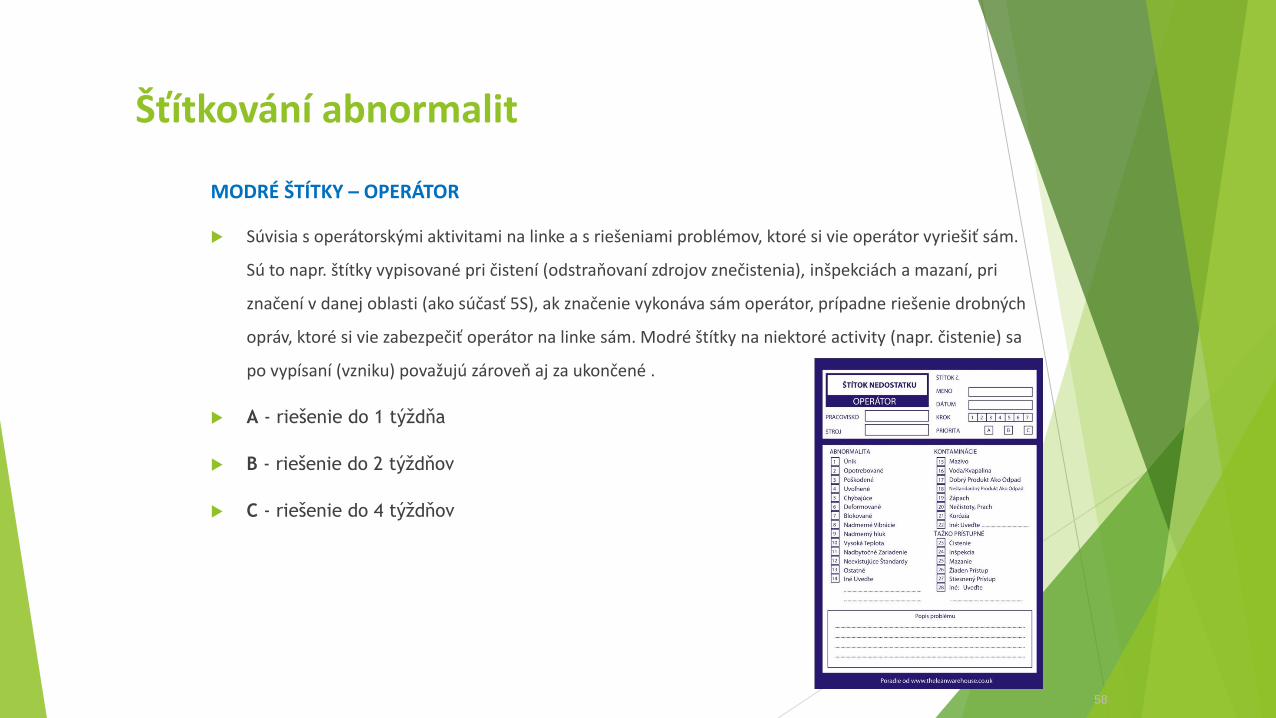
MODRÉ ŠTÍTKY – OPERÁTOR
Súvisia s operátorskými aktivitami na linke a s riešeniami problémov, ktoré si vie operátor vyriešiť sám.
Sú to napr. štítky vypisované pri čistení (odstraňovaní zdrojov znečistenia), inšpekciách a mazaní, pri
značení v danej oblasti (ako súčasť 5S), ak značenie vykonáva sám operátor, prípadne riešenie drobných
opráv, ktoré si vie zabezpečiť operátor na linke sám. Modré štítky na niektoré activity (napr. čistenie) sa
po vypísaní (vzniku) považujú zároveň aj za ukončené .
A - riešenie do 1 týždňa
B - riešenie do 2 týždňov
C - riešenie do 4 týždňov
58
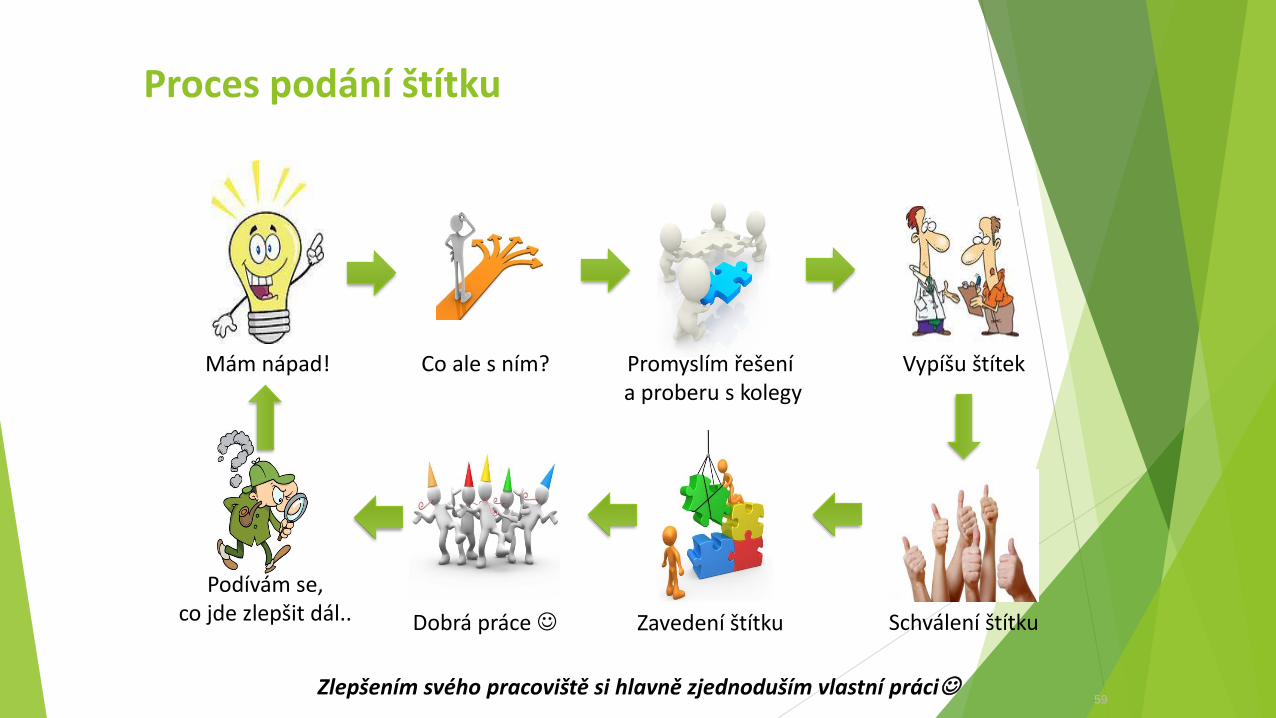
Proces podání štítku
Mám nápad! Co ale s ním? Promyslím řešení a proberu s kolegy
Vypíšu štítek
Schválení štítkuZavedení štítku
Podívám se,co jde zlepšit dál.. Dobrá práce
Zlepšením svého pracoviště si hlavně zjednoduším vlastní práci59