METAL 2007 22.-24.5.2007, Hradec nad Moravicí ___________________________________________________________________________ 1 ZPRACOVÁNÍ POVRCHU HLINÍKOVÉ SLITINY LASEREM SURFACE TREATMENT OF ALUMINUM ALLOY BY LASER TECHNOLOGY Jiří Cejp Irena Pavlásková ČVUT v Praze,Fakulta strojní,Ústav materiálového inženýrství Karlovo nám.13,121 35 Praha 2 ABSTRAKT Příspěvek se zabývá výsledkem interakce laserového paprsku s povrchem hliníkové slitiny používané pro letecké aplikace. Materiálem určeným pro experimenty byla slitina hliníku EN AW- 2024 ve stavu T3 (žíháno na rozpouštěcí teplotu, zpracováno za studena a přirozeně stárnuto) ve formě plechu o tloušťce 0,8 mm. Laserové záření bylo generováno dvěma laserovými zdroji. Nejdříve byl použit pulzní generátor Nd:YAG laser, frekvence v rozsahu 5až 20kHz, rychlost paprsku mezi 5–35 mm.s -1 . Za těchto podmínek docházelo ke změnám struktury a byly získány pod mikroskopem pozorovatelné stopy.Dále byl k dispozici kontinuální laserový paprsek generovaný diodovým laserem, která na povrchu zanechal lineární,okem patrnou stopu. Pozorování pod mikroskopem ukázalo tepelně ovlivněnou část materiálu do hloubky 300 μm. Tento rozsah ovlivnění potvrdily i výsledky měření mikrotvrdosti. Při výkonu 850 W došlo k natavení povrchové vrstvy,v mikrostruktuře se vytvořila sloupcovitá zrna,která rostla epitaxiálně z nenatavené oblasti.Výsledkem bylo významné odpevnění uvnitř stopy,zatímco přechod do základního materiálu vykázal zpevnění. V případě volby optimálních parametrů laserování, nenastává natavení povrchu materiálu a vzniklé změny struktury ve stopě zvýší tvrdost až o 14%. Provedené experimenty potvrdily,že slitinu hliníku Al 2024 ve stavu T3 lze pomocí laseru povrchově zpevnit. ABSTRACT The report deals with the issue of laser beam interaction with the surface Al-alloy used in aircraft industry. The material, which was used for the experiments, was a commercial EN AW – 2024 - T3 (4,4% Cu, 1,5% Mg, 0,6% Mn, solution treated, cold rolled and naturally aged) in plate form with a thickness 0.8 mm. Laser beam was generated by two different laser generators. Firstly was used pulse generator Nd:YAG laser, frequency range 5 – 20 kHz ,feed speed of the laser beam was chosen from 5 to the 35 mm.s -1 . Under this condition, the good observed path was created. Secondly was used continual laser beam generated by diode laser with the output 3.1 kW. mm.s -1 . When diode laser was applied produced path was linear and well visible. Microscope observation has showed a heat treatment zone with the depth up to 300 µm. This area was confirmed by the microhardness measurement. With the 850 W laser output , melted zone on the surface was visible and the column grains arisen in the microstructure, which showed epitaxial growth from the unmelted zone. The significant strength degradation was
Transcript
METAL 2007 22.-24.5.2007, Hradec nad Moravicí ___________________________________________________________________________
1
ZPRACOVÁNÍ POVRCHU HLINÍKOVÉ SLITINY
LASEREM
SURFACE TREATMENT OF ALUMINUM ALLOY BY LASER TECHNOLOGY
Jiří Cejp
Irena Pavlásková
ČVUT v Praze,Fakulta strojní,Ústav materiálového inženýrství Karlovo nám.13,121 35 Praha 2
ABSTRAKT Příspěvek se zabývá výsledkem interakce laserového paprsku s povrchem hliníkové slitiny používané pro letecké aplikace. Materiálem určeným pro experimenty byla slitina hliníku EN AW- 2024 ve stavu T3 (žíháno na rozpouštěcí teplotu, zpracováno za studena a přirozeně stárnuto) ve formě plechu o tloušťce 0,8 mm. Laserové záření bylo generováno dvěma laserovými zdroji. Nejdříve byl použit pulzní generátor Nd:YAG laser, frekvence v rozsahu 5až 20kHz, rychlost paprsku mezi 5–35 mm.s-1.
Za těchto podmínek docházelo ke změnám struktury a byly získány pod mikroskopem pozorovatelné stopy.Dále byl k dispozici kontinuální laserový paprsek generovaný diodovým laserem, která na povrchu zanechal lineární,okem patrnou stopu. Pozorování pod mikroskopem ukázalo tepelně ovlivněnou část materiálu do hloubky 300 µm. Tento rozsah ovlivnění potvrdily i výsledky měření mikrotvrdosti. Při výkonu 850 W došlo k natavení povrchové vrstvy,v mikrostruktuře se vytvořila sloupcovitá zrna,která rostla epitaxiálně z nenatavené oblasti.Výsledkem bylo významné odpevnění uvnitř stopy,zatímco přechod do základního materiálu vykázal zpevnění.
V případě volby optimálních parametrů laserování, nenastává natavení povrchu materiálu a vzniklé změny struktury ve stopě zvýší tvrdost až o 14%. Provedené experimenty potvrdily,že slitinu hliníku Al 2024 ve stavu T3 lze pomocí laseru povrchově zpevnit. ABSTRACT The report deals with the issue of laser beam interaction with the surface Al-alloy used in aircraft industry. The material, which was used for the experiments, was a commercial EN AW – 2024 - T3 (4,4% Cu, 1,5% Mg, 0,6% Mn, solution treated, cold rolled and naturally aged) in plate form with a thickness 0.8 mm. Laser beam was generated by two different laser generators. Firstly was used pulse generator Nd:YAG laser, frequency range 5 – 20 kHz ,feed speed of the laser beam was chosen from 5 to the 35 mm.s-1. Under this condition, the good observed path was created. Secondly was used continual laser beam generated by diode laser with the output 3.1 kW. mm.s-1. When diode laser was applied produced path was linear and well visible. Microscope observation has showed a heat treatment zone with the depth up to 300 µm. This area was confirmed by the microhardness measurement. With the 850 W laser output , melted zone on the surface was visible and the column grains arisen in the microstructure, which showed epitaxial growth from the unmelted zone. The significant strength degradation was
METAL 2007 22.-24.5.2007, Hradec nad Moravicí ___________________________________________________________________________
2
observed in the middle of the path, while the hardening in the transition area – between base and heat treatment material. In case of optimal laser parameters melted zone on the surface is not observed and the structure change in the laser path increases the hardness to 14%.Experiments, which were made, confirmed the possibility of Al 2024, in T3 condition, surface hardening. 1. ÚVOD Rozšíření aplikací hliníkových slitin především v automobilovém, leteckém průmyslu a chemickém průmyslu vyžaduje další zvyšování užitných vlastností. Mezi postupy, které významně zlepšují vlastnosti povrchu materiálu patří i laserové technologie.Nejčastěji využívané metody jsou na principu natavení povrchu a změny mikrostruktury, zpevňování povrchu tlakovým zbytkovým pnutím a nebo nalegování povrchové vrstvy vhodnými prvky. Všechny tyto postupy významně zlepšují únavové a korozní vlastnosti a odolnost proti opotřebení.[1,2,3]. Příspěvek ověřuje možnosti využití laserového paprsku k ovlivnění vlastností hliníkové slitiny, která je využívána při letecké výrobě a je součástí rozsáhlé studie, která má připravit strukturní kompozit typu sendvičový panel. 2. EXPERIMENTÁLNÍ MATERIÁL A METODY Materiál pro experimenty, hliníková slitina EN AW-202 , byla dodána firmou AERO Vodochody,a.s.,která tento materiál používá při letecké výrobě. Slitina byla ve stavu T3, tj. po žíhání na rozpouštěcí teplotu, zpracování za studena a přirozeném stárnutí, ve formě plechu o tloušťce 0,8mm. Z plechu byly připraveny vzorky 60x40 mm, které po očištění a odmaštění byly vystaveny laserovému záření. Laserové záření bylo generováno dvěma laserovými zdroji. Nejdříve byl použit pulzní generátor Nd:YAG laser ( vlnová délka 1060 nm, frekvencí 1 - 18 kHz, objektiv f=163mm a výstupní špičkový výkon 50 W), vzorek byl umístěn v ohnisku a rychlost posuvu pulzního paprsku byla volena od 5 do 35 mm.s-1). Následoval kontinuální laserový paprsek generovaný diodovým laserem Rofin DL 031Q s výstupním výkonem až 3,1 kW. Při laserování s objektivem f==99mm byl paprsek fokusován na pracovní stůl ve vzdálenosti 66mm. Podle umístění vzorku,který byl buď pouze na vzduchu nebo levitoval na hladině vody, se dosahovalo různé plochy stopy a hustoty výkonu. K posouzení struktury materiálu v ovlivněné oblasti byly připraveny metalografické výbrusy a po naleptání leptadlem DIX KELLER pozorovány na světelném mikroskopu ZEISS NEOPHOT 32. Hloubka ovlivnění povrchu a změny mechanických vlastností byly detekovány mikrotvrdostí metodou dle Vickerse za podmínek normy ČSN EN ISO 6507-1.
METAL 2007 22.-24.5.2007, Hradec nad Moravicí ___________________________________________________________________________
3
3. VÝSLEDKY A JEJICH DISKUSE 3.1 Nd:YAG laser Paprsek generovaný Nd:YAG laserem procházel při zpracování slitiny vzduchem nebo vodou a dopadal na vzorek umístěný v ohnisku. Mezi parametry, které bylo možno měnit patřily frekvence pulzu a rychlost posuvu paprsku. Experimentální program kombinoval frekvence od 5 do 20 kHz , rychlost paprsku v rozsahu 300-2100 mm.min-1 a oba typy prostředí vzduch a vodu. Vzhledem k malé ploše stopy paprsku, bylo nutné s ohledem na možnou změnu hustoty výkonu přesně dodržovat ohniskovou vzdálenost. Na povrchu plechu byly stopy řádkovány vedle sebe bez záměrného překrývání až do šířky několik mm. Provedené zkoušky vedly ke 2 typům ovlivnění povrchu slitiny.Při nízkých frekvencích pulzu ( 5 kHz ) a všech rychlostech skenování, fokusovaný paprsek propaloval povrch a vytrhával částice slitiny ( Obr.1 ). Naopak při vysoké frekvencei ( 16-20 kHz ) v kombinaci s pomalou rychlostí ( 300-600 mm.min-1 ) zanechal paprsek sice zřetelné stopy, ale charakter struktury se měnil jen do hloubky asi 10 µm ( Obr. 2 ) a změny tvrdosti bylo obtížné ověřit. Obr.1 Řez vzorku s povrchem ovlivněným Nd:YAG laserem ( frekvence 5 kHz, rychlost paprsku 1800 mm min-1, vzduch) Fig.1 Cross-section of Nd:YAG laser-affected alloy (frequency 5kHz, laser scan velocity 1200 mm min-1,air )
METAL 2007 22.-24.5.2007, Hradec nad Moravicí ___________________________________________________________________________
4
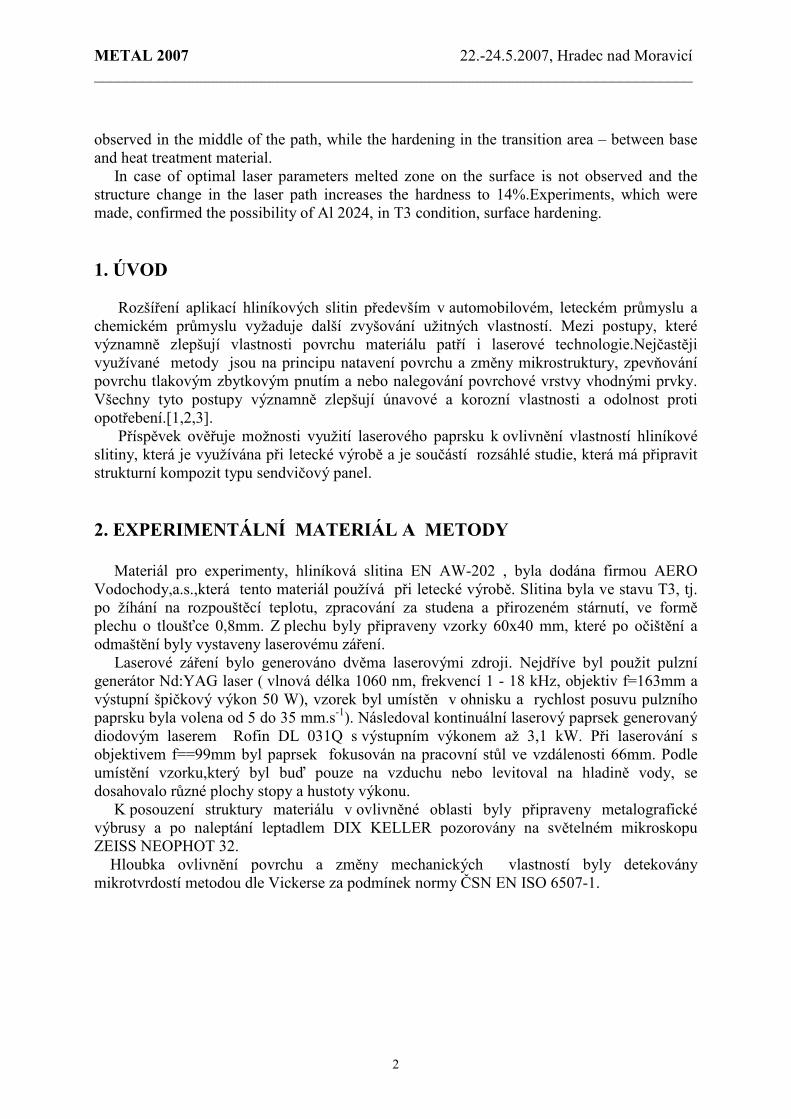
Obr.2 Řez vzorku s povrchem ovlivněným Nd:YAG laserem ( frekvence 18 kHz, rychlost paprsku 300 mm min-1 , vzduch) Fig.2 Cross-section of Nd:YAG laser-affected alloy (frequency 18 kHz, laser scan velocity 300 mm min-1, air ) 3.2 Diodový laser Podle polohy vzorku vzhledem k ohnisku bylo možné měnit plochu stopy paprsku a tím i hustotu výkonu ( Tabulka 1 ). Tabulka 1 – Parametry paprsku pro 700 W diodový laser Table l – Parametrs of beam for 700 W diode laser Pozice paprsku Plocha stopy
[mm2] Hustota výkonu 106 [W .m-2]
v ohnisku 2 350 5 mm nad ohniskem 7,3 95,9 10 mm nad ohniskem 14,7 47,6 24 mm nad ohniskem 446,4 1,56 Po ověřovacích pokusech, při kterých se výkon laseru měnil v rozmezí 500W až 3,1 kW a rychlost paprsku od 900 do 2700 mm/min a po kontrole stavu ovlivnění povrchu byla pro další experimenty vybrána rychlost 1200 mm/min. Pozice vzorku v ohnisku Zatímco vzorky laserované na vzduchu vykazovaly povrchové změny závislé na výkonu laseru ( Obr.3 ) a zasahovaly až do hloubky 150 µm ( Obr.4 ), vzorky na vodní hladině byly intenzivně chlazeny a teplo vnesené paprskem tak významně neovlivnilo povrch materiálu.
METAL 2007 22.-24.5.2007, Hradec nad Moravicí ___________________________________________________________________________
5
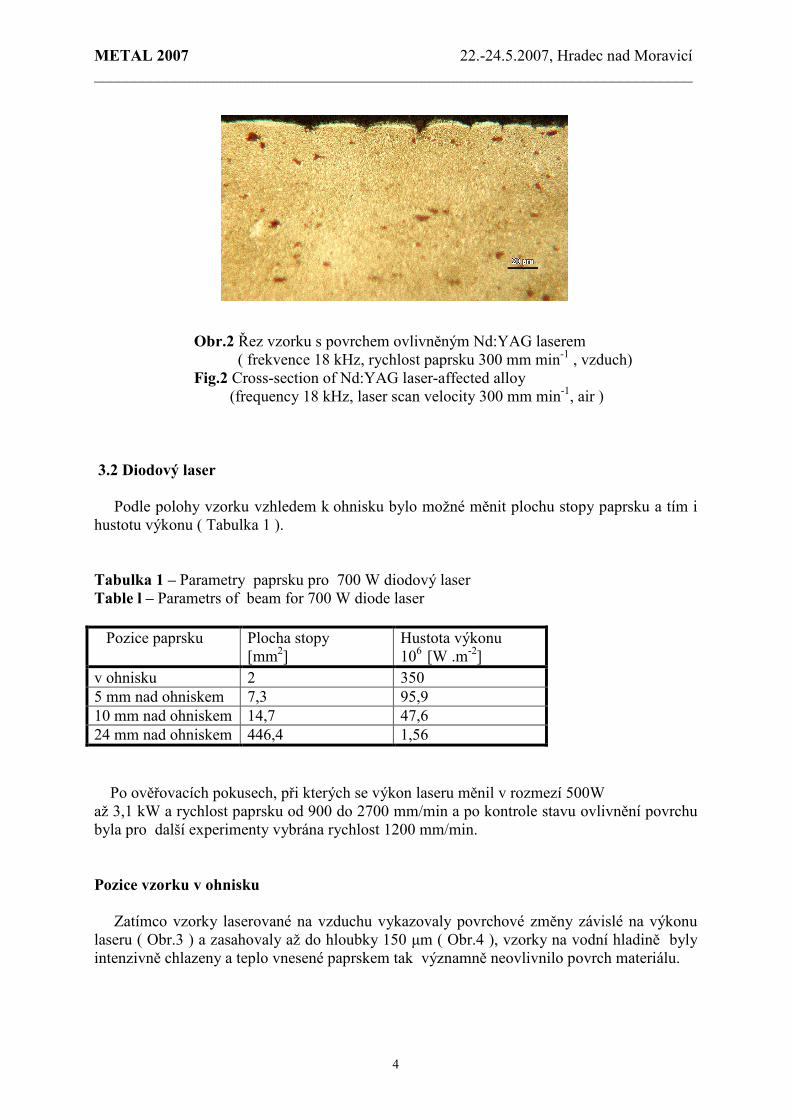
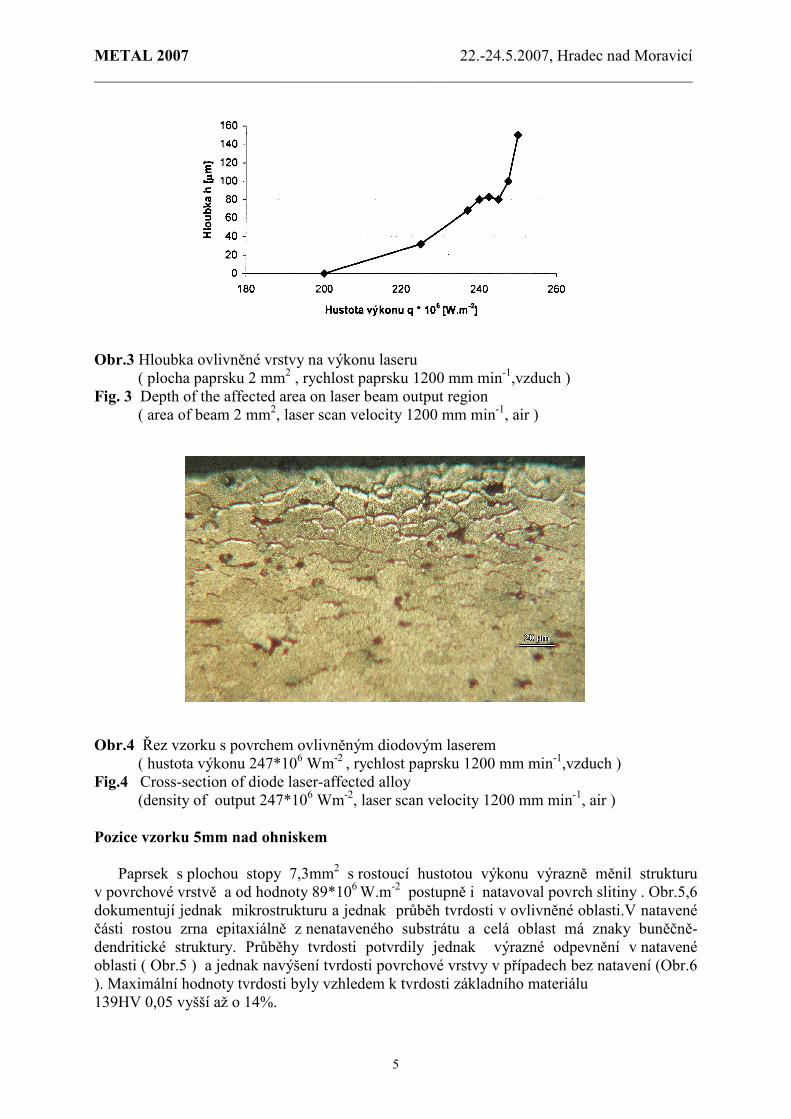
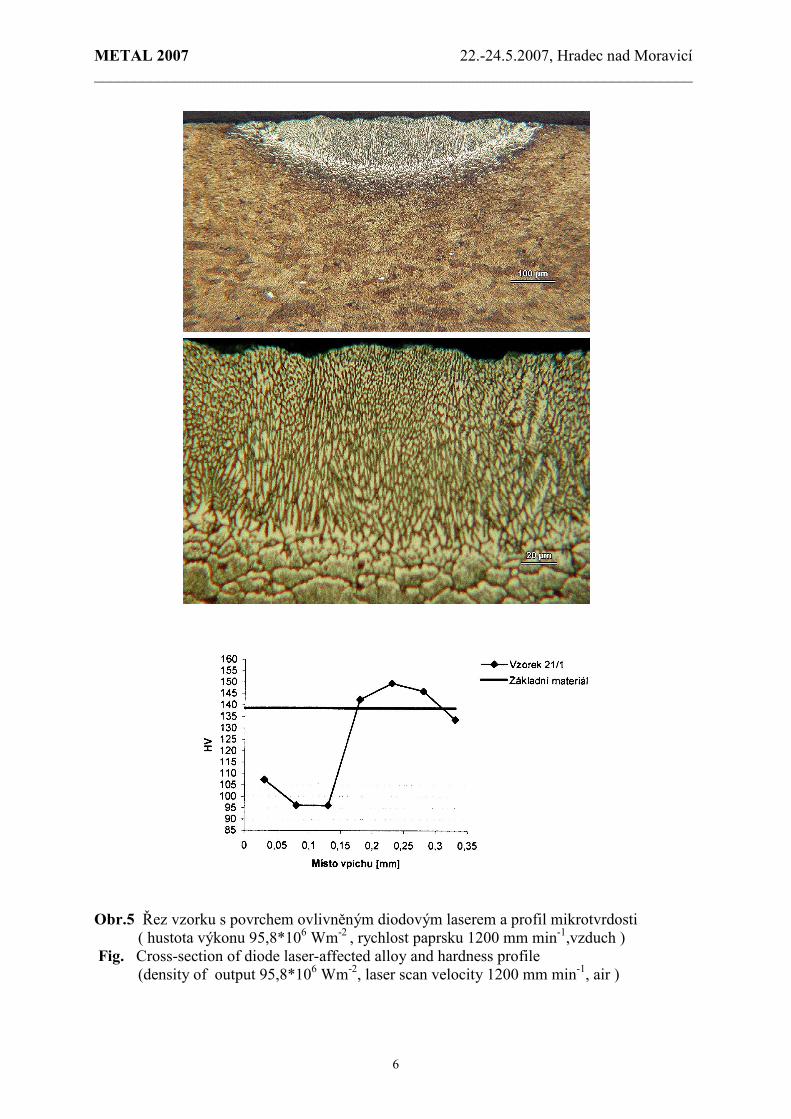
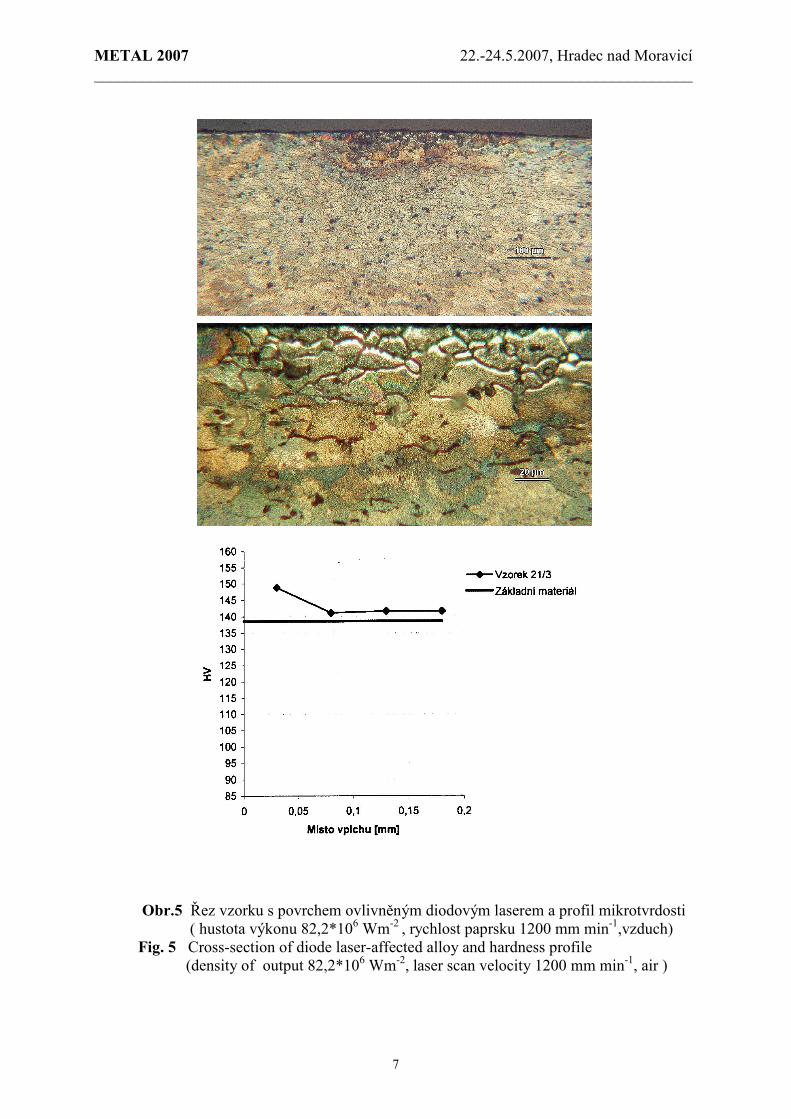
Obr.3 Hloubka ovlivněné vrstvy na výkonu laseru ( plocha paprsku 2 mm2 , rychlost paprsku 1200 mm min-1,vzduch ) Fig. 3 Depth of the affected area on laser beam output region ( area of beam 2 mm2, laser scan velocity 1200 mm min-1, air ) Obr.4 Řez vzorku s povrchem ovlivněným diodovým laserem ( hustota výkonu 247*106 Wm-2 , rychlost paprsku 1200 mm min-1,vzduch ) Fig.4 Cross-section of diode laser-affected alloy (density of output 247*106 Wm-2, laser scan velocity 1200 mm min-1, air ) Pozice vzorku 5mm nad ohniskem Paprsek s plochou stopy 7,3mm2 s rostoucí hustotou výkonu výrazně měnil strukturu v povrchové vrstvě a od hodnoty 89*106 W.m-2 postupně i natavoval povrch slitiny . Obr.5,6 dokumentují jednak mikrostrukturu a jednak průběh tvrdosti v ovlivněné oblasti.V natavené části rostou zrna epitaxiálně z nenataveného substrátu a celá oblast má znaky buněčně-dendritické struktury. Průběhy tvrdosti potvrdily jednak výrazné odpevnění v natavené oblasti ( Obr.5 ) a jednak navýšení tvrdosti povrchové vrstvy v případech bez natavení (Obr.6 ). Maximální hodnoty tvrdosti byly vzhledem k tvrdosti základního materiálu 139HV 0,05 vyšší až o 14%.
METAL 2007 22.-24.5.2007, Hradec nad Moravicí ___________________________________________________________________________
6
Obr.5 Řez vzorku s povrchem ovlivněným diodovým laserem a profil mikrotvrdosti ( hustota výkonu 95,8*106 Wm-2 , rychlost paprsku 1200 mm min-1,vzduch ) Fig. Cross-section of diode laser-affected alloy and hardness profile (density of output 95,8*106 Wm-2, laser scan velocity 1200 mm min-1, air )
METAL 2007 22.-24.5.2007, Hradec nad Moravicí ___________________________________________________________________________
7
Obr.5 Řez vzorku s povrchem ovlivněným diodovým laserem a profil mikrotvrdosti ( hustota výkonu 82,2*106 Wm-2 , rychlost paprsku 1200 mm min-1,vzduch) Fig. 5 Cross-section of diode laser-affected alloy and hardness profile (density of output 82,2*106 Wm-2, laser scan velocity 1200 mm min-1, air )
METAL 2007 22.-24.5.2007, Hradec nad Moravicí ___________________________________________________________________________
8
ZÁVĚRY Po zhodnocení výsledků rozsáhlého experimentálního programu je možné učinit následující závěry:
1. S ohledem na možné uplatnění laserové technologie při tvorbě sendvičových struktur je z obou použitých zařízení pro hliníkovou slitinu EN AW-2024 jednoznačně výhodnější diodový laser.
2. Prostředí , ve kterém působí laserový paprsek, nemá podstatný vliv na výsledek povrchových změn a použití vodní lázně nepřináší výraznější efekt, spíše převládají negativa ( tvoření bublin a páry ).
3. Podstatné zpevnění povrchové vrstvy u sledované slitiny bylo dosaženo na vzorku plechu v ohnisku , výkonem 600W a při rychlosti skenování 1200m.s-1.
LITERATURA
1. T.T.WONG, G.Y.LIANG, C.Y.TAN G: The Surface Character and Substructure of Aluminium Alloys by Laser Melting Treatment. Journal of Materials Processing Technology, Volume 66, Issues 1-3, Apriel 1997 pp.172-178.
Application to High Cycle Fatique Behaviour. Materials Science and Engineering A, Volume 210, Issues 1-2, June 1996, pp.102-113.
3. Z.HONG, Z.SHUYI, Z.XIAORONG : Investigation of the Surface Qualities of Laser
Shock Processed Zones and the Effect on Fatique Life of Aluminium Alloy. Surface and Coatings Technology, Volume 92, Issues 1-2, June 1997, pp.104-109.
Předložené výsledky byly získány řešením projektu MSM 6840770021.